Embed Size (px)
Citation preview

Página ! de !1 14

INDICE 1 Introducción
1.1 Que es el prototipo rapido 1.2 Como es el procesos de prototipado rapido 1.3 Historia de prototipado rapido 1.4 Aplicaciones del prototipo rapido 1.5 Distribución de usuarios de tecnologías de prototipo rápido sectores
2 Desarrollo 2.1 Modelado de deposito de hilo fundido 2.2 Funcionamiento 2.3 Maquina FDM 2.4 Material que utiliza 2.5 Aplicaciones 2.6 ejemplos 2.7 Empresas dedicadas a la manufactura FDM 2.8 Ventajas de procesos FDM 2.9 Desventajas proceso FDM 2.10 Consideraciones Geométricas FDM 2.11 Industrial Fortus 2.12 Impresora 3d dimension uPrint 2.13 Aplicaciones diseño industrial 2.14 Aplicaciones en otras áreas 2.15 Comparativa de tecnologias
Página ! de !2 14

INTRODUCCIÓN
Que es el prototipo rápido (PR)
El Prototipado rápido (PR) es un sistema aditivo informatizado por el cual se construyen piezas en una máquina capa por capa, empleado diversos materiales y procesos. Esta tecnologia, tambien es conocida como fabricacion de solidos de formas libres fabricación aditiva o impresión 3d ha transformado el modelismo al permitir la creación de prototipos físicos desde el ordenador. Desde su origen a final de la década 1980 hasta hoy, ha cambiado las ideas sobre la elaboración de prototipos y a convertido un proceso que estaba confinado al taller en algo tan sencillo como enviar un archivo a la impresora, con el consiguiente aumento en la velocidad del desarrollo de productos. La complejidad y detalle que ofrece las piezas de prototipado rápido es muy útil al crear modelos para piezas de moldeo por inyección.Paredes finas, arcos y costillas son difíciles de hacer por otros método. Además, el sistema reduce riesgo económico de la elaboración de utillaje caro y complejo para producción en masa, puesto que la forma, el encaje y la función del diseño pueden evaluarse y probarse antes de pasar al mecanizado
Ventajas del Prototipado rápido
• Permite piezas de geometría compleja ( por ejemplo, los elementos internos típicos de las piezas moldeadas por inyección) lo que resulta muy útil para la verificación previa al mecanizado
• Es más limpio y seguro que el trabajo en el taller tradicional • Fomenta la interación • Facilita la elaboración de piezas huecas en la que encajan componentes electricos o mecanicos
Limitaciones de prototipo rápido
• Pocas opciones de material • Requiere un acceso a un sistema cad 3d • Volumen reducido de las construcciones • Coste directamente proporcional al volumen • Simula sobre todo plásticos y no otros materiales como los textiles
Como es el proceso del prototipo rápido
El desarrollo del prototipo rápido está directamente vinculado al del modelado sólido digital 3d,que hizo posible describir por completo un objeto sólido en el ordenador. Es necesario a tener acceso a un programa de CAD 3D, y de la destreza para construir piezas fisicamente se sustituye por la capacidad de manipular geometría 3D en el ordenador. Esto es algo que a menudo se pasa por alto y la eficacia del proceso puede verse gravemente afectada si el diseñador no tiene un buen dominio del CAD 3D. El tipo de software empleado también afecta al proceso ya que existen programas que crean sólidos y otros que crean superficies y en el caso de la superficies exigen que el usuario sepa unir todas las distintas superficies para describir un sólido estanco que después pueda imprimirse. Una vez creada la geometría Cad 3D como un sólido,es posible elaborar la piezas de prototipado rápido.
Página ! de !3 14

Historia prototipado rápido (PR)
Los sistemas de prototipado rápido surgen inicialmente en 1987 con el proceso de estereolitografía (StereoLithography – SL) de la empresa norteamericana 3D Systems, proceso en el que solidificaban capas de resina fotosensible por medio de láser. Después de que la empresa 3D Systems comenzase la comercialización de máquinas SL en EE.UU., las empresas japonesas NTT y Sony/D-MEC comenzaron a comercializar sus versiones de máquinas de estereolitografia en 1988 y 1989, respectivamente. Enseguida, en 1990, la empresa Electro Optical Systems – EOS en Alemania, comenzó a comercializar el sistema conocido como Stereos.
A continuación vendrían las tecnologías conocidas como: Fused Deposition Modeling (FDM) de la empresa americana Stratasys, Solid Ground Curing (SGC) de la israelí Cubital, y Laminated Object Manufacturing (LOM), todas en 1991. La tecnología FDM hace una extrusión de filamentos de materiales termoplásticos capa a capa, semejante a la estereolitografía, solo que utilizando un cabezal de fusión de material en vez de un cabezal láser. SGC también trabaja con resina foto sensible a rayos UV, solo que solidifica cada capa en una única operación a partir de la utilización de mascaras creadas con tinta electrostática en una placa de vidrio. LOM solidifica y corta hojas de papel (actualmente son muy usadas las hojas de termoplásticos reforzados con fibras) usando un láser controlado por ordenador.
Los sistemas de sinterización (Selective Laser Sintering – SLS) de la empresa americana DTM y el sistema Soliform de estereolitografía de la japonesa Teijin Seiki, se hicieron posibles en 1992. En 1994 surguieron otras muchas tecnologías y sistemas:
• ModelMaker de la empresa americana Sanders Prototype, usando sistema de inyección de cera ( ink-jet wax);
• Solid Center de la empresa japonesa Kira Corp., utilizando un sistema láser guiado y un plotter XY para la producción de moldes y prototipos por laminación de papel.
• Sistema de estereolitografía de la empresa Fockele & Schwarze (Alemania); • Sistema EOSINT, de la empresa alemana EOS, basado en sinterización. • Sistema de estereolitografía de la empresa japonesa Ushio
En el mismo año, después de 8 años comercializando productos en estereolitografia la empresa 3D Systems comercializó por primera vez su sistema Actua 2100, sistema basado en impresión de chorro de tinta 3D. El sistema deposita materiales en cera capa por capa a través de 96 inyectores. Otras tecnologías y empresas aparecieron y desaparecieron en los años siguientes. Compañías como Light Sculpting (EE.UU.), Sparx AB (Suecia) y Láser 3D (Francia) desarrollaron e implementaron sistemas de prototipado, aunque no tuvieron impacto industrial. Objetivo de prototipo rápido
Las tecnologías de prototipado rápido, tienen como objetivo obtener de manera rápida y exacta una réplica tridimensional de los diseños que han sido generados mediante aplicaciones CAD, de forma usual, o de diseño asistido por computador. Estos modelos físicos pueden ser únicamente estéticos y útiles para estudio de formas y de la aceptación por el mercado potencial al que van dirigidos, (lo que se conoce en el mundo industrial como prototipos de nivel “A” o “A-samples”). También pueden cumplir con algunas o buena parte de los requerimientos mecánicos que tendría la pieza definitiva, ofreciendo en este caso la
Página ! de !4 14
posibilidad de realizar pruebas funcionales e incluso homologación antes de que existan los moldes preliminares, (lo que se conoce en el mundo industrial como prototipos de nivel “B” o “B-samples”). Para la realización de la tarea que nos compete en el presente trabajo podemos realizar una clasificación de los prototipos en cuatro grandes grupos:
• Prototipos de diseño: sirven para evaluar aspectos estéticos y ergonómicos. • Prototipos geométricos: se usan para probar concordancia geométrica, la forma y los ensambles. • Prototipos funcionales: muestran las características, es una prueba del producto final. • Prototipos técnicos: se usan para evaluar todas las funciones de la pieza final. • Las ventajas que ofrece la utilización sistemática de estas tecnologías, dentro del proceso global
del lanzamiento de un nuevo producto, afectan a casi todos los departamentos que, directa o indirectamente están involucrados en él. Entre las ventajas de su empleo destacan:
• Un prototipo previo es una herramienta de comunicación física que disminuye el riesgo de posibles interpretaciones erróneas, como puede ocurrir si sólo se emplean planos.
• Permite realizar determinadas pruebas funcionales, de montajes e interferencias. • Facilita extraordinariamente la relación entre clientes y proveedores. Ayuda y en muchos casos
incentiva la aportación de mejoras, tanto en el diseño como en el proceso productivo.
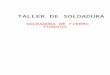
Aplicaciones del prototipo rapido
Gráfico que presenta las aplicaciones de las tecnologías de prototipado rápido. Fuente: “Asociación Española de Rapid Manufacturing ASERM” – Años 2005-2007
Página ! de !5 14
3%
27%
19%17%
15%
6%
5%4%4%
APLICACIONESestimacion de presupuesto 4%
estudios ergonomicos 4%
mosdelos conceptuales 5%
modelos para presentaciones
6%
comprobaciones dimensionales
15%
prototipos funcionales 17%
ayudas visuales para ingeniería
19%
piezas de otros procesos de fabricación
27%
otros 3%

Distribución de usuarios de tecnologías de prototipo rápido sectores
Gráfico que presenta la distribución de los usuarios de tecnologías de prototipado rápido por sectores.Fuente: “Asociación Española de Rapid Manufacturing ASERM” – Años 2005-2007
DESARROLLO
Modelado por depósito de hilo Fundido FDM
Es tecnología de sólidos predominante se conoce como modelado por deposición de fundente (FDM Fusión Deposited Modelling, un proceso desarrollado por Stratasys Inc, y que consiste en insertar un delgado filamento de plástico ABS (acrilonitrilo butadieno estireno) en un cabezal de extrusión caliente.El FDM se usa tanto en maquinas industriales de gama alta como en sistemas de impresión 3D mas pequeños,el FDM es la tecnología de prototipado rápido más usada después de la estereolitografía, y a la que recurren los centros de diseño de las principales marcas mundiales de sectores como: automoción, aeronáutica, informática, package, etc.
Página ! de !6 14
9%4%1%
50%
26%
10%
DISTRIBUCIÓNIndustria Maquinaria 10.44%
Vehículos 25.67%
modelos para presentaciones
49.79%
Docencia 0.69%
Medicina Odontologia 3.6%
otros 9.26%
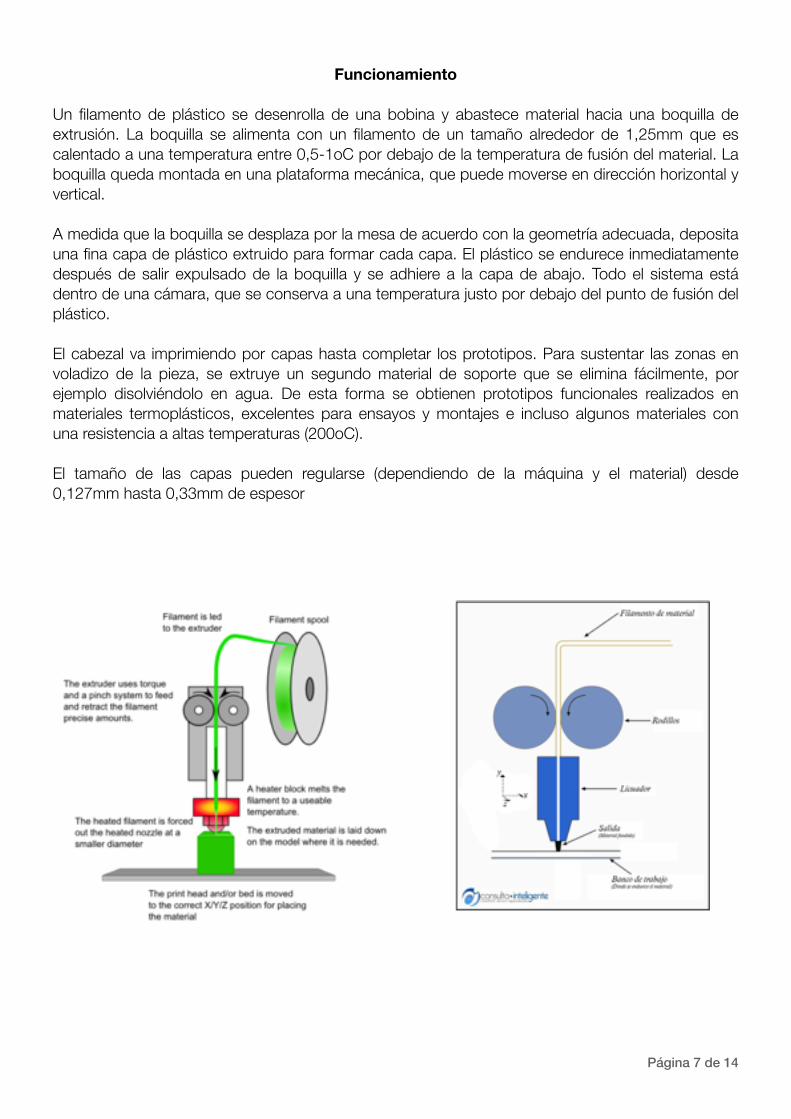
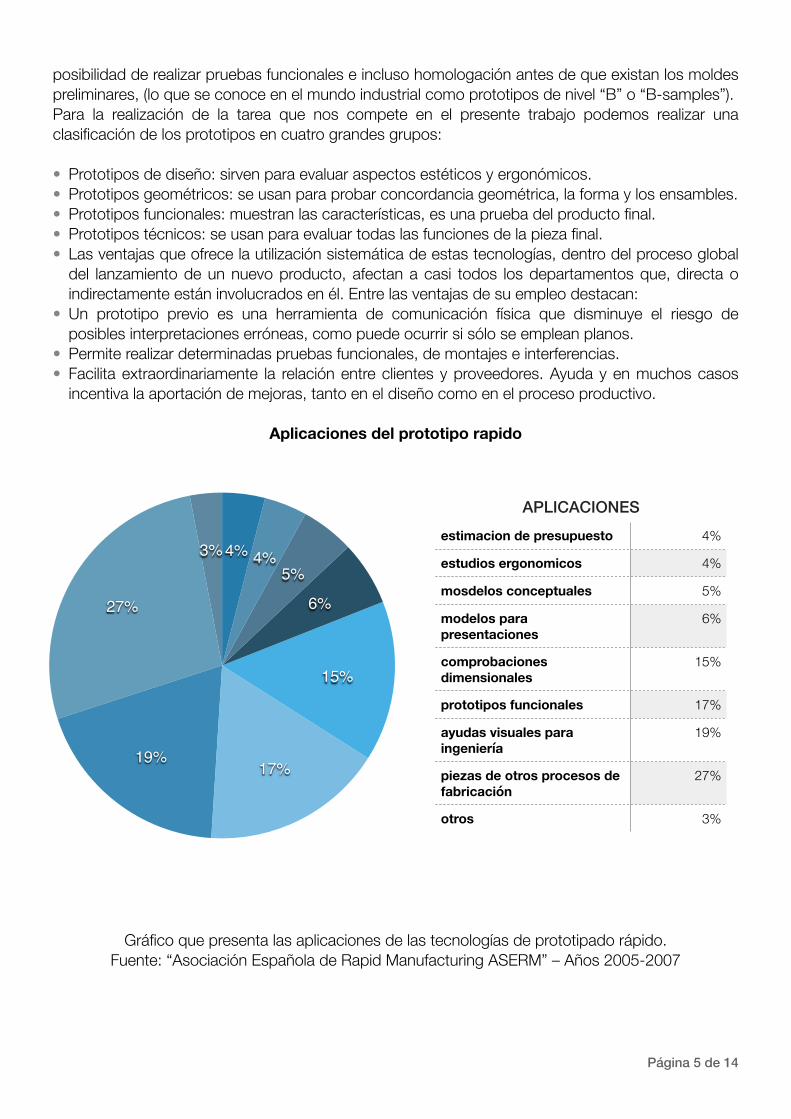
Funcionamiento
Un filamento de plástico se desenrolla de una bobina y abastece material hacia una boquilla de extrusión. La boquilla se alimenta con un filamento de un tamaño alrededor de 1,25mm que es calentado a una temperatura entre 0,5-1oC por debajo de la temperatura de fusión del material. La boquilla queda montada en una plataforma mecánica, que puede moverse en dirección horizontal y vertical. A medida que la boquilla se desplaza por la mesa de acuerdo con la geometría adecuada, deposita una fina capa de plástico extruido para formar cada capa. El plástico se endurece inmediatamente después de salir expulsado de la boquilla y se adhiere a la capa de abajo. Todo el sistema está dentro de una cámara, que se conserva a una temperatura justo por debajo del punto de fusión del plástico. El cabezal va imprimiendo por capas hasta completar los prototipos. Para sustentar las zonas en voladizo de la pieza, se extruye un segundo material de soporte que se elimina fácilmente, por ejemplo disolviéndolo en agua. De esta forma se obtienen prototipos funcionales realizados en materiales termoplásticos, excelentes para ensayos y montajes e incluso algunos materiales con una resistencia a altas temperaturas (200oC). El tamaño de las capas pueden regularse (dependiendo de la máquina y el material) desde 0,127mm hasta 0,33mm de espesor
Página ! de !7 14

Maquinaria FDM
En Plabs 3D el método de impresión que utilizamos es el de Modelado por Deposición Fundida (FDM).
Es uno de los principales sistemas de prototipado aditivo. Fue desarrollado por Scott Crump y vendido por Stratasys desde 1991. FDM construye piezas tridimensionales mediante la fusión y avance de un hilo fino de plástico a través de un cabezal de extrusión controlada por ordenador, produciendo piezas que están listos para usar.
Consta de una mesa con movimiento vertical y un cabezal automatizado en dos movimientos planos ortogonales. El cabezal funciona como extrusor, alimentado por un filamento de material termoplástico y calentándolo hasta derretirlo. Cada sección o capa de la pieza se construye depositando este material sobre una base. Una vez completada la capa, la mesa baja para continuar con la siguiente.
El cabezal extrusor se mantiene a una temperatura justo por debajo del punto de fusión del polímetro y entonces se necesita poca energía para derretirlo. En algunas ocasiones debe tenerse en cuenta la necesidad de usar soportes durante la construcción de las piezas. Estos soportes se realizan con menos densidad de material de forma tal que luego pueden removerse fácilmente.
Página ! de !8 14

Material que utiliza
Actualmente los materiales utilizados son el ABS, PLA, PS, PET, PP, NYLON, HDPE, HIPS, PE Y EVA. El secreto de la exactiud y precisión de FDM es la cordinación de alimentación del material y movimiento de la cabeza de extrusión. Ambos están cambiando constantemente para producir un hilo plano de material que mide desde 0,08 pulgadas a 0,038 pulgadas de ancho (0,20 mm a 0,97 mm) y tan fina como 0,05 pulgadas de alto (0,13 mm). En el más alto rendimiento máquinas FDM, la exactitud de pieza o la tolerancia lega tan alto como 0,03 pulgadas (0,08 mm), que compite con el moldeo por inyección. Las ruedas motrices empujan el filamento de plástico hacia la licuadora caliente de boquillas. La presión empuja el plástico a través de un pequeño orificio en la punta, que presiona hacia abajo para aplanar la perla. Mientras tanto, el cabezal acelera y desacelera a medida que viaja a través de la mesa Z. Cuando la velocidad del cabezal cambia, las ruedas de accionamiento ajustan el flujo de material. El resultado es una anchura de hilo de precisión que se ajusta según sea necesario para producir la pieza.
Aplicasiones
Prototipos creados para conceptualización y presentación. Debido a que el prototipo creado con esta tecnología se puede pintar, lijar, perforar,… se puede presentar terminado casi como el producto real. Prototipos para pruebas funcionales. Los creados con ABS pueden llegar a presentar un 85% de la resistencia real del producto real, haciéndolos muy recomendables para productos de consumo.
Ejemplos
� Concepto modelo
� Armado de piezas
Página ! de !9 14

" Modelado prototipo de inyección
�
Arquitectura
" Afición
�
Fundicion, patrones y molde
Página ! de !10 14

Empresas dedicadas a la manufactra FDM
Ventajas del procesos FDM
• Muy aceptable precisión dimensional • Escaso mantenimiento de máquina • No se requiere personal excesivamente calificado • Modelos flexibles • Posibilidad de post acabados • Fácil montaje por pegado.
Página ! de !11 14

• No necesita post curado como otros procesos. • Variedad de materiales: ABS, PS, PC y otros. • Resulta simple el intercambio de materiales. • Fácilmente utilizable como impresora 3D de oficina. Desventajas del proceso FDM
• Resistencia mecánica: Es importante tener en cuenta los esfuerzos que se quieren aplicar a las piezas para evitar las direcciones que separen las capas.
• No es bueno para detalles pequeños. • Terminación superficial algo rugosa. • No se pueden hacer paredes muy delgadas. • Lento para piezas voluminosas.
Consideraciones geométricas
Actualmente los equipos de FDM Fusión Deposited Modelling son utilizados tanto en maquinas industriales de gama alta como en sistema de impresion 3d ma pqueños
Industrial Fortus (Gama alta)
La línea de equipos FDM Fortus de Stratasys produce piezas estructurales grandes incluso para para fabricación a pequeña a escala y utillaje industria. Las pueden ser de ABS, de policarbonato o plástico de ingeniería Ultem
El sistema de producción 3D Fortus 900mc crea piezas duraderas, precisas y repetibles de hasta 914 x 610 x 914 mm (36 x 24 x 36 pulgadas). Con 12 opciones de material resulta adecuado para crear fijaciones, herramientas de fábrica y piezas de usuario final, así como los prototipos funcionales más exigentes. Esta sistema dispone de dos bahías de materiales para una fabricación ininterrumpida máxima. La 900mc fabrica en 12 termoplásticos reales para aplicaciones que requieren alto rendimiento, biocompatibilidad, disipación estática o resistencia al calor, a los productos químicos o a la radiación ultravioleta. Con tres espesores de capa para elegir, puede encontrar el equilibrio adecuado entre detalle fino de características y la construcción más rápida de FDM.
Página ! de !12 14

Impresora 3d dimension uPrint (gama baja)
Stratasys también produce la líneas de impresión 3D Dimension uPrint ( conocidas en Europa como HP Designjet 3D) para prototipado casero.Son muy fáciles de usar, ya que los materiales vienen en cartuchos de impresión que pueden reemplazarse sobre la marcha para cambiar colores o añadir material. La Impresora 3D Dimension cuenta con el mayor formato de fabricación disponible en una impresoras 3D de la serie Performance. Con la potencia de la tecnología FDM, imprime en nueve colores de termoplástico ABSplus real. Esta impresora 3D permite elegir entre una resolución excelente o una impresión más rápida con un grosor de capa de 0,254 mm (0,010 pulgadas) o 0,33 mm (0,013 pulgadas).El tamaño máximo de impresión es de 254 x 254 x 305 mm (10 x 10 x 12 pulgadas)
Comparativa de otras tecnologias
Página ! de !13 14
SLA SGC SLS LOM FDM
Tecnologia polimerizacion polimerizacion Sintonizacion Corte Laminado
Deposito de hilo
laser si no si si no
Tamaños mas comerciales (medidas máximas en cms)
51x51x60cms 35.5x51x51cms Diametro 3ox38 25.4x33x38 31x31x31
Precio M.N $6456.45 $8217.00 $3869.00 $1257.00 3018.6
Materiales Foto polímeros Foto polímeros PVC,Policarbonatos, Nylon Y Ceras
Papel poliester y Nylon de Celulosa
Ceras,Abs y Plastico tipo Nylon
Ventajas Velocidad precisión del 2% tecnología mas madura
Mayor precisión mejores propiedades mecánicas, no hace falta soportes
Material mas barato, mas variedad de materiales,no hace falta soportes
Precision hasta de .1% de 5 a 10 veces mas rápido que otros métodos de material mas barato
Material mas barato, no huele no hacen falta soportes, ma rapido que el SLA y limpieza
Desventajas Los modelos son traslucido quebradizos, algunas partes requiere soporte después del proceso
El equipo mas caro alta complejidad, y gran tamaño del equipo
Toleracia del 5% el proceso es nuevo, salvo el pvc, todas las piezas tienen un aspecto laminado
Deformación en laminas y contaminación
Apariencia granulada

BIBLIOGRAFÍA
FUENTES DE INTERNET
https://tfmrimuned.wordpress.com https://recicla3dplabs.wordpress.com http://tallerdesoluciones.blogs.inti.gob.ar http://www.stratasys.com/es/corporate/about-us
Bjarki Hallgrimsson Diseño de producto maqueta y prototipos 2013 promopress pag (65-71) Rapid Automated Prototyping: An Introduction Industrial Press, 1993, ISBN 0-8311-3047-4. Larry
Página ! de !14 14