Embed Size (px)
DESCRIPTION
Materiales
Citation preview
Ing. Norberto D. Ñique G.
Materiales compuestos

ÍNDICE
1. INTRODUCCIÓN
2. MATERIALES COMPUESTOS (MC)
3. MC REFORZADOS CON PARTÍCULAS
4. MC REFORZADOS CON FIBRAS
5. MC ESTRUCTURALES
6. MC MATRIZ POLIMÉRICA
7. MC MATRIZ CERÁMICA
8. MC MATRIZ METÁLICA

1. Introducción
Ciencia de los materiales Disciplina científica investigación Conocimiento básico de la estructura, propiedades
y procesamiento de los materiales.
Ingeniería de materiales Disciplina de la ingeniería aplicación Conocimiento de los materiales Convertir los
materiales en productos necesarios para elbienestar de la sociedad.

Materiales metálicos Enlace metálico altas conductividades térmicas y
eléctricas Buena ductilidad, resistencia mecánica, tenacidad Ejm: hierro, acero, alumnio, cobre
Materiales cerámicos Enlace iónicos y covalente compuestos de elementos
metálicos y no metálicos de altas temperaturas de fusión Duros y quebradizos Bajas conductividades eléctricas y térmicas Ejm: productos de arcilla, vidrio y óxidos de alumnio
Materiales poliméricos Constan de cadenas largas formadas por elementos de bajo
peso atómico (C, H, O y N) enlace covalente Bajo punto de fusión Baja resistencia mecánica y bajas conductividades eléctricas Ejm: polietileno (PE), policloruro de vinilo (PVC)
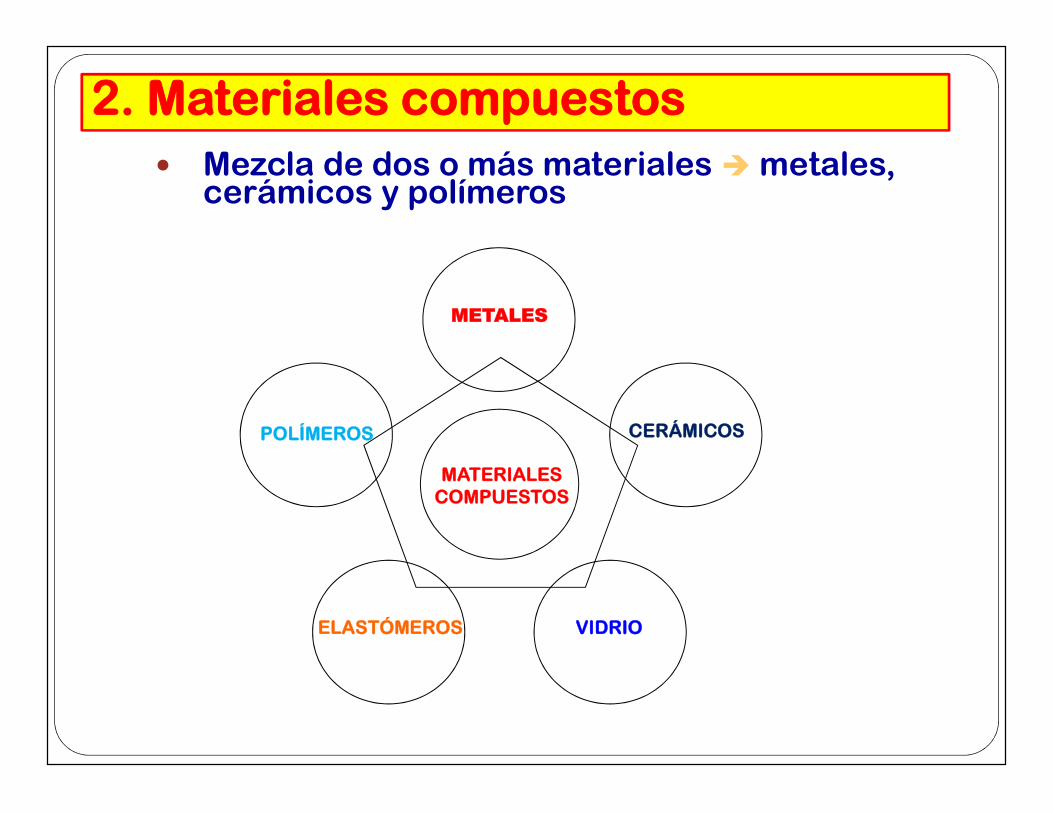
Mezcla de dos o más materiales metales,cerámicos y polímeros
MATERIALESCOMPUESTOS
METALES
POLÍMEROS CERÁMICOS
ELASTÓMEROS VIDRIO
2. Materiales compuestos

Materiales compuestos Matriz y refuerzos tenacidad: trabajo de
fractura global Se obtienen combinaciones de
propiedades óptimas Ejm: plásticos reforzados con fibras Los materiales compuestos existen en la
naturaleza: troncos de árboles, la telarañay el caparazón de los moluscos.
Tronco de un árbol:matriz : lignina (polímeronatural)refuerzo: celulosa (fibraflexible)

AERONAUTICAALAS, FUSELAJE, TREN DE ATERRIZAJE, PALASDE HELICÓPTERO
AUTOMÓVILESPIEZAS DE CARROCERÍA, PARACHOQUES,MUELLES, BASTIDORES, MOTORES
NAVAL CASCOS, CUBIERTAS, MÁSTILESQUÍMICA TUBERÍAS, TANQUES, RECIPIENTES A PRESIÓN
DEPORTESCAÑAS DE PESCAR, PALOS DE GOLF, RAQUETASDE TENIS, ESQUIS, CANOAS, ETC.
MUEBLEESTANTERÍAS, ARMAZONES, MESAS, SILLAS,ESCALERAS
APLICACIONES



todo puede convertirseen:
… más ligero, … más resistente … … para mucho más
tiempo
Materiales compuestos
DEFINICIÓN. Es un sistema material integrado por unamezcla o combinación de dos o más micro o macro-constituyentes que difieren en forma y composición químicay que son esencialmente insolubles entre sí. Dos o más materiales físicamente distintos y separables
mecánicamente. Puede fabricarse mezclando controladamente los distintos materiales
para alcanzar propiedades óptimas. Las propiedades son superiores, y posiblemente únicas en algún
aspecto específico, respecto a las propiedades de los componentespor separado.

CLASIFICACIÓN AMPLIAMateriales compuestos naturales Madera (celulosa lignina) Hueso (hidroxiapatita colágeno) Bambú: “fibra de vidrio natural” (fibra de bambú artificial?) Músculo y otros tejidos
Materiales micro-compuestos (nanocompuestos) Aleaciones metálicas, ejm. aceros. Termoplásticos endurecidos, ejm. HIPS. Hojas para moldeo continúo (SMC) Termoplásticos reforzados.
Macro-composites (productos ingenieriles) Acero galvanizado Vigas de hormigón armado Palas de helicóptero Esquís.

CLASIFICACIÓN EN INGENIERÍA
partículasgrandes
consolidadaspor dispersión
REFORZADO CON PARTÍCULAS
contínuas(orientadas)
orientadas al azar
discontínuas(cortas)
REFORZADO CON FIBRAS
paneleslaminares
panelessandwich
ESTRUCTURAL
MATERIALES COMPUESTOS
La fase dispersa de los compuestos reforzados conpartículas son equiaxiales tienen dimensiones aprox. iguales en todas las
direcciones La fase dispersa de los compuestos reforzados con
fibras tienen la geometría de una fibra tiene una relación longitud a diámetro muy alta (L/d)
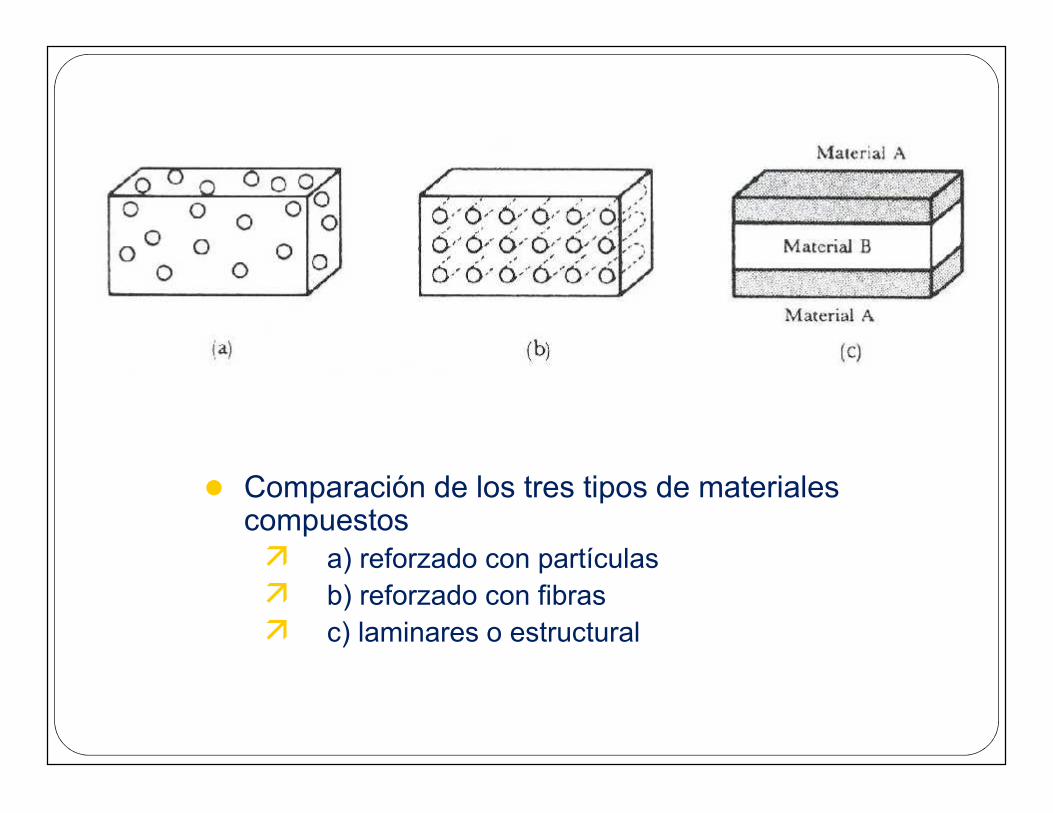
Comparación de los tres tipos de materialescompuestos a) reforzado con partículas b) reforzado con fibras c) laminares o estructural

CLASIFICACIÓN EN FUNCIÓN A LA MATRIZ
Selección de la matriz f [ T° de servicio y medio ambiente ]
• Materiales compuestos de matriz metálica• Temperatura de servicio hasta casi la temperatura de fusión
de la aleación correspondiente• Mejora el comportamiento a la fluencia• Se incrementa la resistencia pero disminuye la tenacidad• Se requieren fibras especiales para las altas T°s• Los costos de fabricación son muy elevados
• Materiales compuestos de matriz cerámica• Temperatura de servicio extremas• Muy complejos tanto en su comportamiento y producción• Objetivomantener la resistencia térmica de los cerámicos y
aumentar la tenacidad de los mismos• Materiales compuestos de matriz polimérica
• Temperatura de servicio hasta 200°C• Son los mejores caracterizados y de mayor utilización• A ellos nos dedicaremos básicamente en este curso

MMC tienen muchas características interesantes:1. Peso ligero2. Estabilidad dimensional3. Resistencia al desgaste4. Alta conductividad térmica
MATERIALES COMPUESTOS DE MATRIZMETÁLICA (MMC)

•Eje de tracción del Chevrolet Corvette y del GM S/T pick-up•Discos de frenos del Plymouth Prowler•Pistones del motor diesel de Toyota
•Paletas del ventitador del motor Pratt & Whitney serie 4000•Aplicaciones electrónicas en los satellites Motorola’s Iridium y GMEV-1•Aleta ventral y cubierta de acceso al combustible del caza F-16•Piezas de bicicleta y palos de golf.
Aplicaciones de los MMC
3. Materiales compuestos reforzados con partículas
4.1. Materiales compuestos reforzadoscon partículas grandes
4.2. Materiales compuestosconsolidados por dispersión

Matriz blanda y dúctil (generalmente)
Partículas de un material duro y frágil dispersas de una manera discreta y uniforme
Análoga al de muchas aleaciones bifásicas endurecidaspor dispersión
Sin embargo para introducir las partículas: no se utiliza una transformación de fases sino un proceso mecánico
Se clasifican: f(tamaño y consolidación de partículas)Compuestos reforzados con partículas (grandes)
propiamente dichosConsolidados (endurecidos) por dispersión
3.1. Materiales compuestos reforzados con partículasgrandes
El término “grande” interacciones partícula-matrizno se pueden describir a nivel atómico o molecular,sino mediante la mecánica del continuo.
Contienen grandes cantidades de partículas gruesas Combinación de metales, cerámicos y polímeros Tienden a restringir el movimiento de la matriz en las
proximidades de cada partícula No obstaculizan efectivamente el deslizamiento En esencia, la matriz transfiere a las partículas parte del
esfuerzo aplicado, las cuales soportan una parte de la carga
El grado de refuerzo (o de mejora) del comportamientomecánico depende de la fuerza de cohesión en la interfasepartícula-matriz
El refuerzo es más efectivo en tanto que las partículas son máspequeñas y mejor distribuidas en la matriz
Las propiedades mecánicas se incrementan al aumentar elcontenido de partículas (fracción en volumen)
Ciertas propiedades de un compuesto reforzado con partículasdependen sólo de las cantidades relativas y de las propiedadesindividuales de los constituyentes.
Así por ejemplo, el módulo elástico
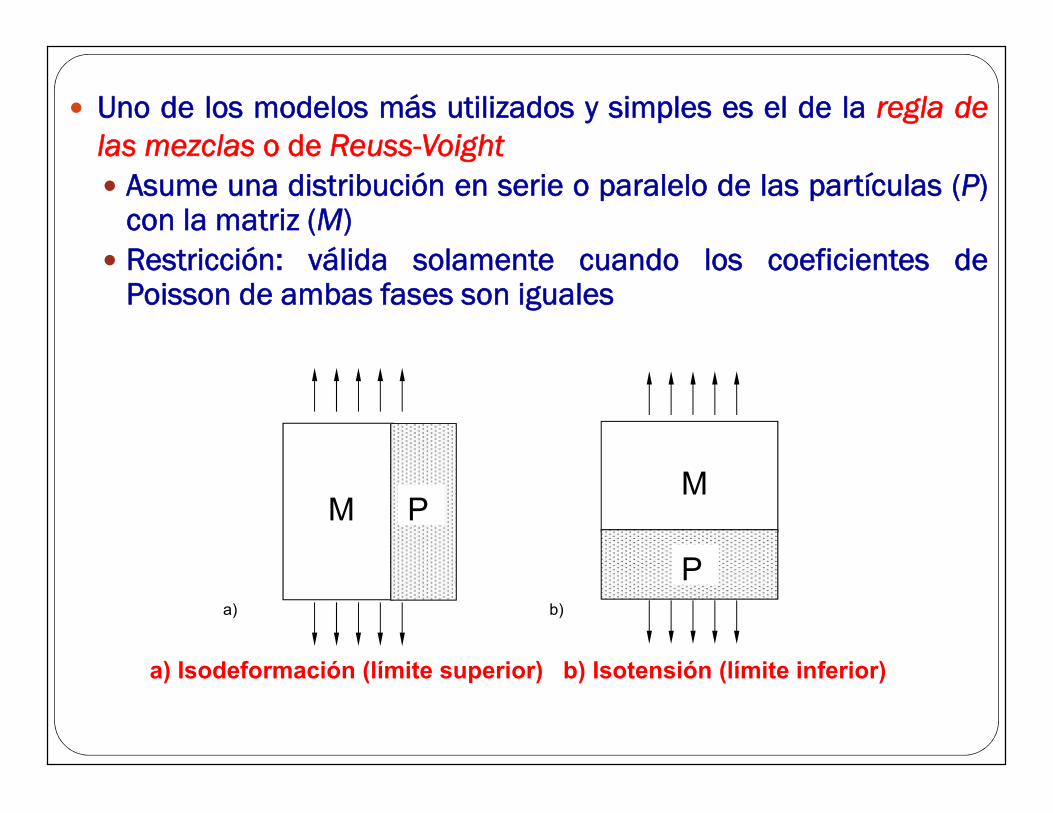
Uno de los modelos más utilizados y simples es el de la regla delas mezclas o de Reuss-Voight Asume una distribución en serie o paralelo de las partículas (P)
con la matriz (M) Restricción: válida solamente cuando los coeficientes de
Poisson de ambas fases son iguales
M PM
Pa) b)
a) Isodeformación (límite superior) b) Isotensión (límite inferior)
Ejemplo de M.C.R.P.G.CermentsHormigónCerments• Compuesto metal-cerámica• Se puede subdividir en:1) Carburo cementados:
(se basan en)- Carburo de tungsteno- Carburo de titanio- Carburo de cromo
2) Cermentos basados enOxidos:- Alúmina
- - Oxido de magnesio
Hormigón• Fases matriz y dispersa son
cerámicas.• Existe una diferencia entre
hormigón y cemento• Presenta 2 tipos:
- Hormigón de cementoPortland
- Hormigón armado
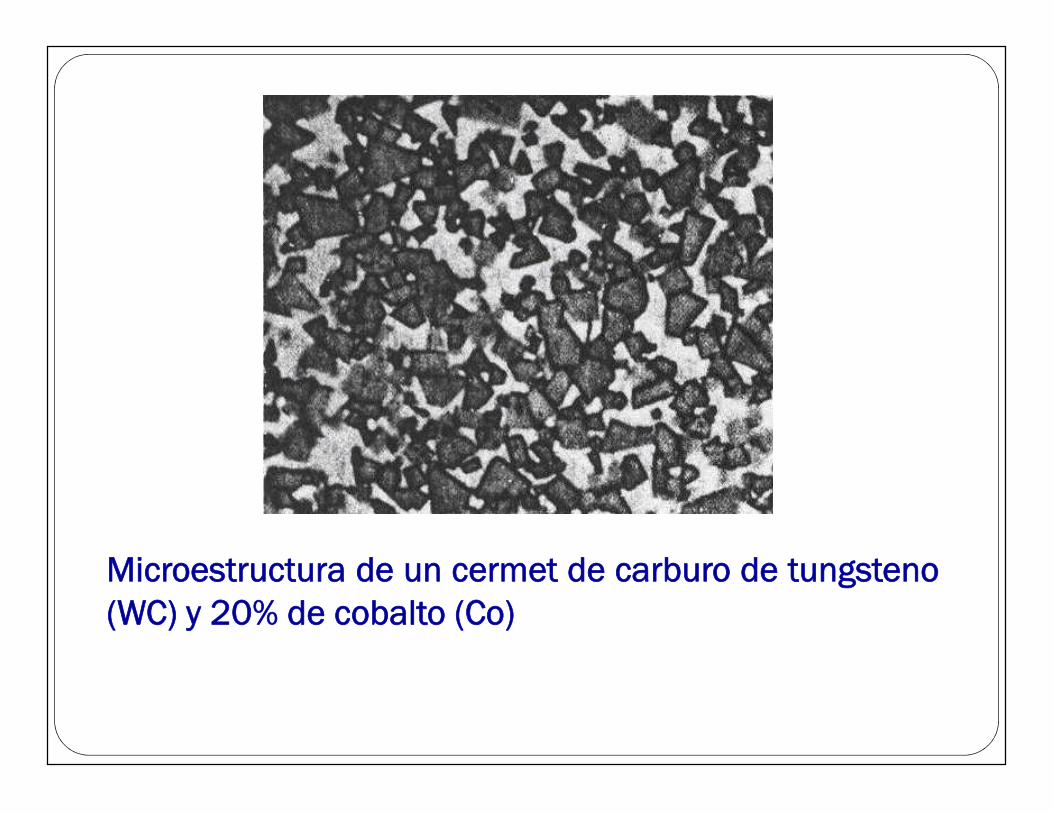
Microestructura de un cermet de carburo de tungsteno(WC) y 20% de cobalto (Co)
Para mejorar la tenacidad del WC matriz decobalto (Co) Partículas de WC se combinan con polvo de Co comprimen Se calientan por encima de la temperatura de fusión del Co El Co líquido baña las partículas sólidas de WC solidifica Matriz metálica dúctil de Co aglutina y aísla las partículas Se previene asi la propagación de grietas entre partículas Resistencia al impacto se incrementa La matriz y las partículas tienen carácter refractario altas T° Ningún material simple es capaz de reunir la combinación de
propiedades de los cermets Fracción en volumen de partículas > 90% se maximiza la acción
abrasiva del compuesto Maquinados de acabado: Co partículas salen fácilmente y la
herramienta permanece afilada (se exponen nuevas partículas) Maquinado de desbaste: Co mejorar la tenacidad

Polímeros en materiales compuestos Relleno en polímeros MC con partículas grandes Modifica o mejora las propiedades del material Sustituye una parte del volumen del material polimérico por un
material más barato, el relleno
Ejm: negro de carbono (o de humo) en elastómeros Partículas esféricas muy pequeñas (5-500 nm) Extremadamente baratas Combustión incompleta de gas natural o petroleo Aumenta la tenacidad, la rigidez, la dureza y las resistencias a la
tracción, a la torsión, al desgaste y al calor del elastómero Neumáticos 15 a 30% en volumen de negro de humo
Ejm: ABS (acrilonitrilo-butadieno-estireno) Matriz = copolímero acrilonitrilo-estireno (SAN) Partículas esféricas = elastómero butadieno-estireno (BS) El elastómero mejora propiedades al impacto y las
características de moldeo del copolímero SAN
Ejm: polvos metálicos en el polietileno (PE) Matriz = plietileno (PE) Partículas = polvos de bronce mejora la conductividad
eléctrica del PE para permitirle ser cromado o plateado Partículas = polvos de Pb mejora la absorción de neutrones
en las aplicaciones nucleares Ejm: arcillas sólo para ocupar el espacio tal
que que se requiera una menor cantidad depolímero Rigidizan pero reducen su resistencia y ductilidad

Contactores eléctricos Deben combinar: una buena resistencia al desgaste y
una buena conductividad eléctrica
Evitar que se erosionen contacto deficiente y un arco eléctrico
Ejm: plata reforzada con tungsteno (Ag-W) Combinación adecuada de dureza y conductividad Se compacta polvo de tungsteno (metalurgia de polvos) Alta porosidad interconectada Ag líquida se infiltra mediante vacío llenado de huecos tanto la Ag como el W son continuos Ag pura conduce W duro proporciona resistencia al desgaste

Etapas de la producción de un compuesto eléctrico deplata reforzada con tungsteno (Ag-W)a) Se compacta (comprime) el polvo de tungstenob) Se produce un compacto de baja densidadc) La sinterización une las partículas de tungstenod) Ag líquida se infiltra en los poros

Sección transversal de un hormigón endurecido. Una pasta decemento y agua recubre cada partícula de agregado

AsfaltoMaterial compuesto de agregado y betúnBetún (aglutinante) tiene las características mecánicas
de un polímero termoplásticoBásicamente están constituidos por hidrocarburos con algo
de azufre, oxígeno y otras impurezasConstituyentes varían significativamente y son complejos:
polímeros de bajo y alto peso molecular, hidrocarburoslineales con estructuras anulares y anillos condensadosPropiedades del asfalto f [características del agregado y
el aglomerante y, sus cantidades relativas]Debe añadirse la cantidad justa de aglomerante de modo
que se toquen las partículas y se minimicen los huecosUn exceso de aglomerante permite la deformación viscosa
del asfalto bajo carga
Moldes para fundición partículas granos de arena de sílice material refractario y aislante no reacciona con el metal fundido
matriz resina orgánica o inorgánica resinas fenólicas, de uretano, furan y silicato de sodio cubren los granos individuales de arena y los unen
moldes de adecuada consistencia los huecos entre los granos de arena permiten que los
gases salgan del molde en lugar de ser atrapados en lafundición metálica

3.2. Materiales compuestos consolidados por dispersión
Dispersión uniforme de partículas finas de materialmuy duro e inerte 10 nm a 250 nm Aumenta la resistencia y la dureza de los metales y
de las aleaciones metálicas Mecanismo análogo al endurecimiento por precipitación las partículas pequeñas obstaculizan el movimiento delas dislocaciones
Producen un efecto pronunciado de endurecimiento quese mantiene a elevada temperatura
Sólo con pequeñas cantidades del material disperso dereactividad prácticamente nula con la matriz

el aumento de la resistencia por dispersión no es tanpronunciado como el endurecimiento por precipitación sin embargo, en las aleaciones endurecidas por
precipitación, el incremento de la resistenciadesaparece con el T° por crecimiento o disoluciónde la fase precipitada compuestos endurecidos por dispersión el incremento
de la resistencia se mantiene a elevadas temperaturasdurante prolongados tiempos no se ablandan catastróficamente con el T° la resistencia decrece gradualmente con el T° sobreenvejecimiento, sobrerevenido, crecimiento de grano oengrosamiento de la fase dispersa
la resistencia a la termofluencia es superior que losmetales y las aleaciones

El polvo de aluminio sinterizado (PAS) endurecido por dispersióntiene ventaja a unos 300°C sobre dos aleaciones de aluminioconvencionales de alta resistencia (Figura 16.2)
Consideraciones para la selección de la fase dispersa objetivo optimizar las propiedades del compuesto: Puede ser metálica o no metálica por lo general es un
óxido duro y estable Tamaño, forma, distribución y cantidad óptimos Baja solubilidad en el material de la matriz; además, no debe
reaccionar químicamente con la matriz La alúmina no se disuelve fácilmente en el aluminio a T° sistema Al-Al2O3 efectivo El óxido de cobre se disuelve en el cobre a T° sistema Cu-Cu2O no es
efectivo
Se debe lograr una buena unión entre las partículasdispersas y la matriz una pequeña solubilidad de las partículas en la matriz puede servir para
producir una unión firme.
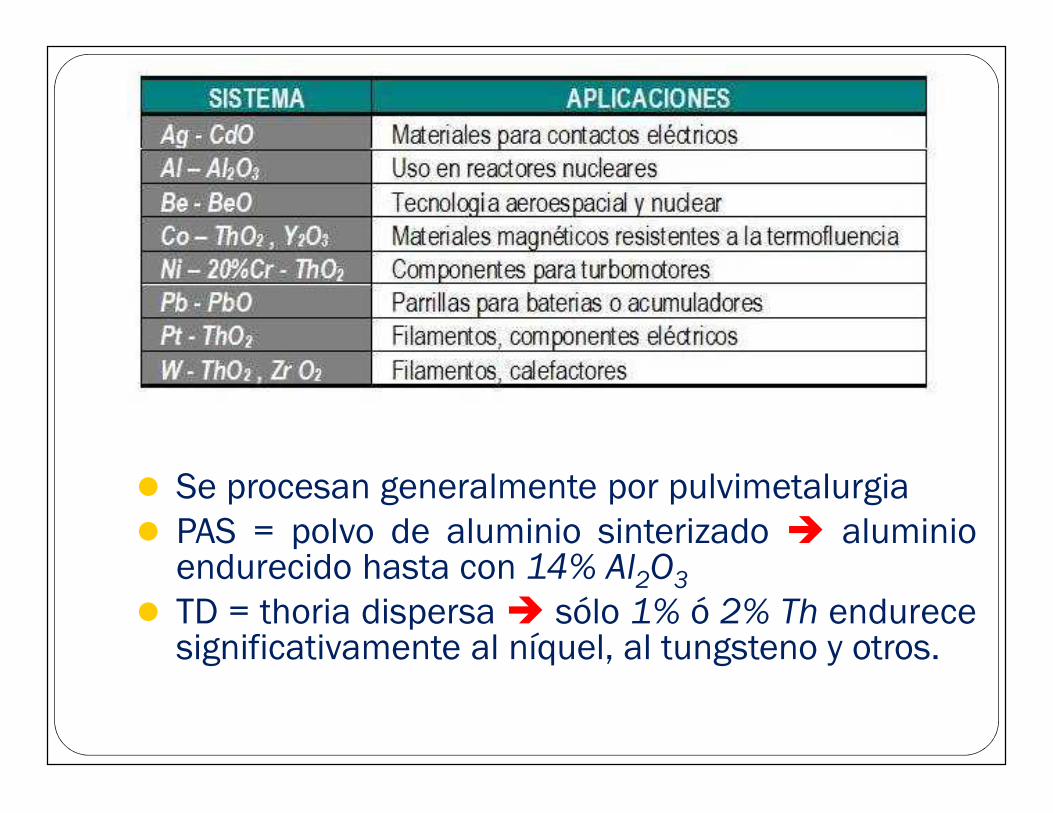
Se procesan generalmente por pulvimetalurgia PAS = polvo de aluminio sinterizado aluminio
endurecido hasta con 14% Al2O3 TD = thoria dispersa sólo 1% ó 2% Th endurece
significativamente al níquel, al tungsteno y otros.
4. Materiales compuestos reforzados con fibras
4.1. Materiales compuestos reforzados con fibrascontinuas (orientadas)
4.2. Materiales compuestos reforzados con fibrasdiscontinuas (cortas)
4.3. Fibras para materiales compuestos de matrizpolimérica

Tecnológicamente son los más importantes A menudo se diseñan materiales compuestos
reforzados con fibras: Finalidad elevar la resistencia y rigidez a baja densidad resistencia específica = resistencia / peso específico módulo específico = módulo elástico / peso específico
Utilizando matrices y fibras de baja densidad se fabricancompuestos reforzados con fibras con resistencias y módulosespecíficos excepcionalmente elevados
Se subclasifican en función de la longitud de la fibra MC reforzados con fibras continuas (orientadas) MC reforzados con fibras discontinuas (cortas)
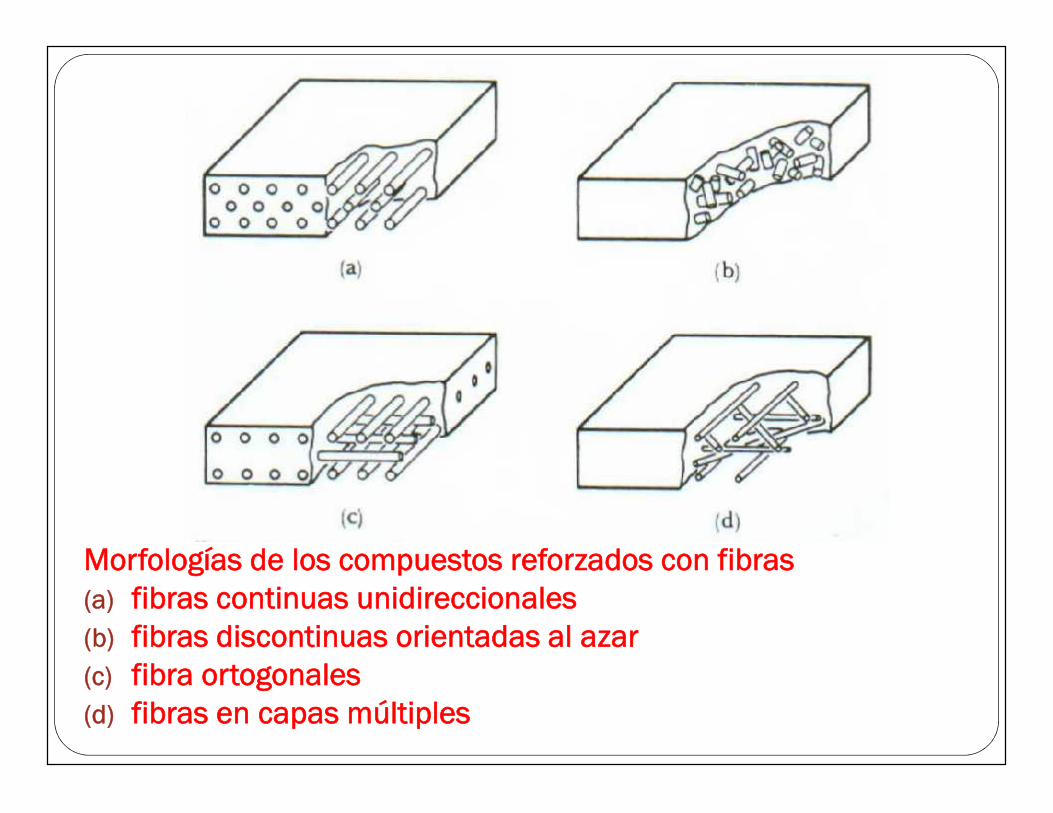
Morfologías de los compuestos reforzados con fibras(a) fibras continuas unidireccionales(b) fibras discontinuas orientadas al azar(c) fibra ortogonales(d) fibras en capas múltiples

Compuestos reforzados con fibras:(a) continuas y alineadas(b) discontinuas y alineadas(c) discontinuas y orientadas al azar
4.1. Materiales compuestos reforzados con fibrascontinuas (orientadas)
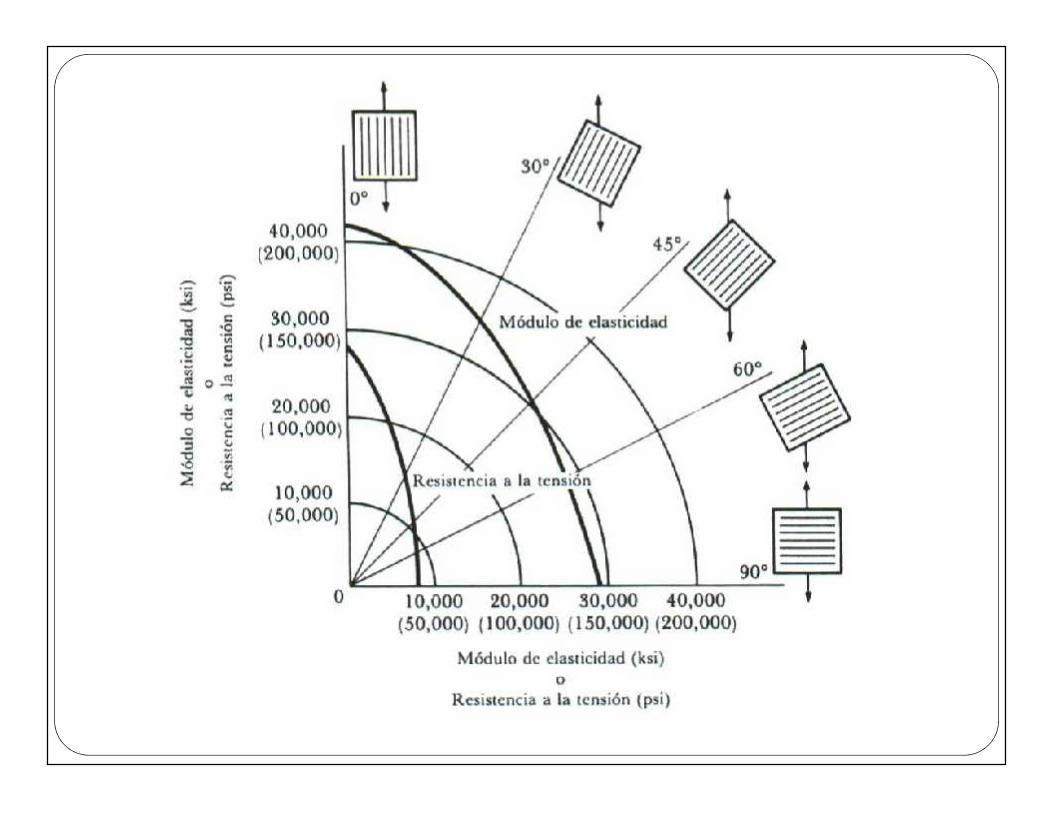
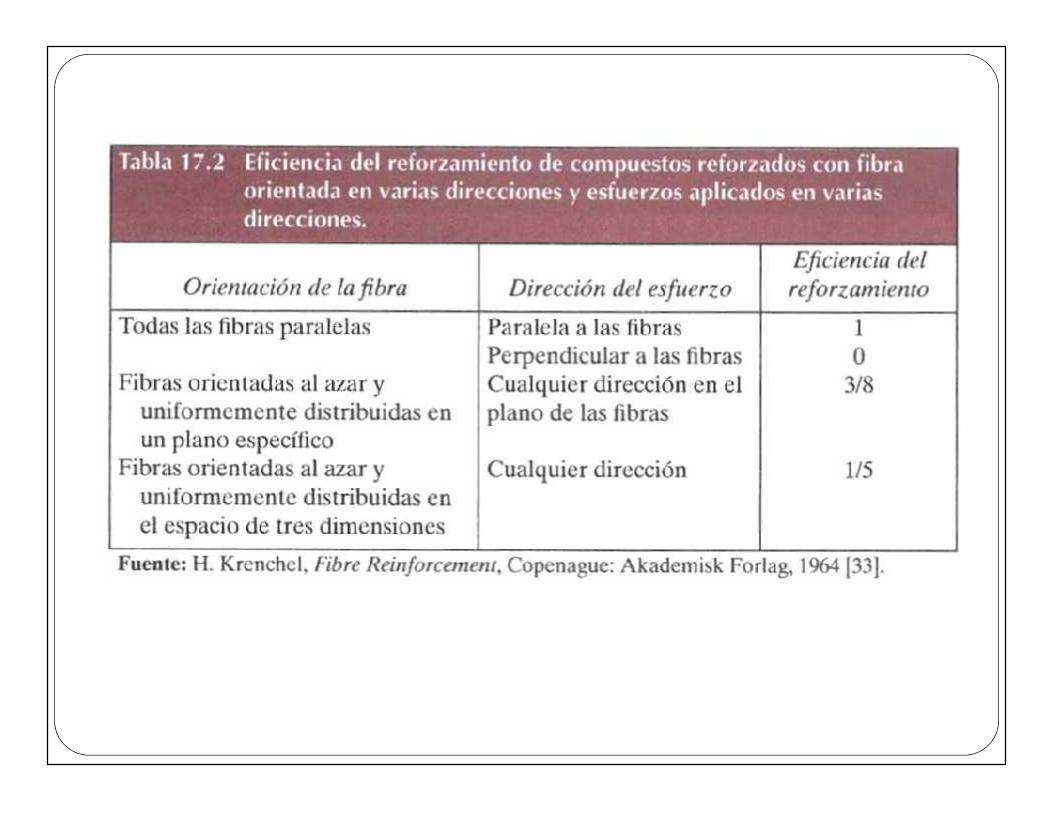
A. Materiales compuestos reforzados con fibrascontinuas y alineadas las propiedades de un compuesto con fibras alineadas
tiene carácter altamente anisotrópico dependen de la dirección en que se miden las propiedades también dependen de la fracción en
volumen de las fibras
Carga longitudinal esfuerzo aplicado a lo largo de la dirección de alineamiento conviene suponer que la unión fibra-matriz es muy fuerte de modo que la deformación de la matriz y de la fibra es la
misma (isodeformación) Carga transversal un compuesto se puede cargar transversalmente ambas fases soportan la misma tensión (isotensión)
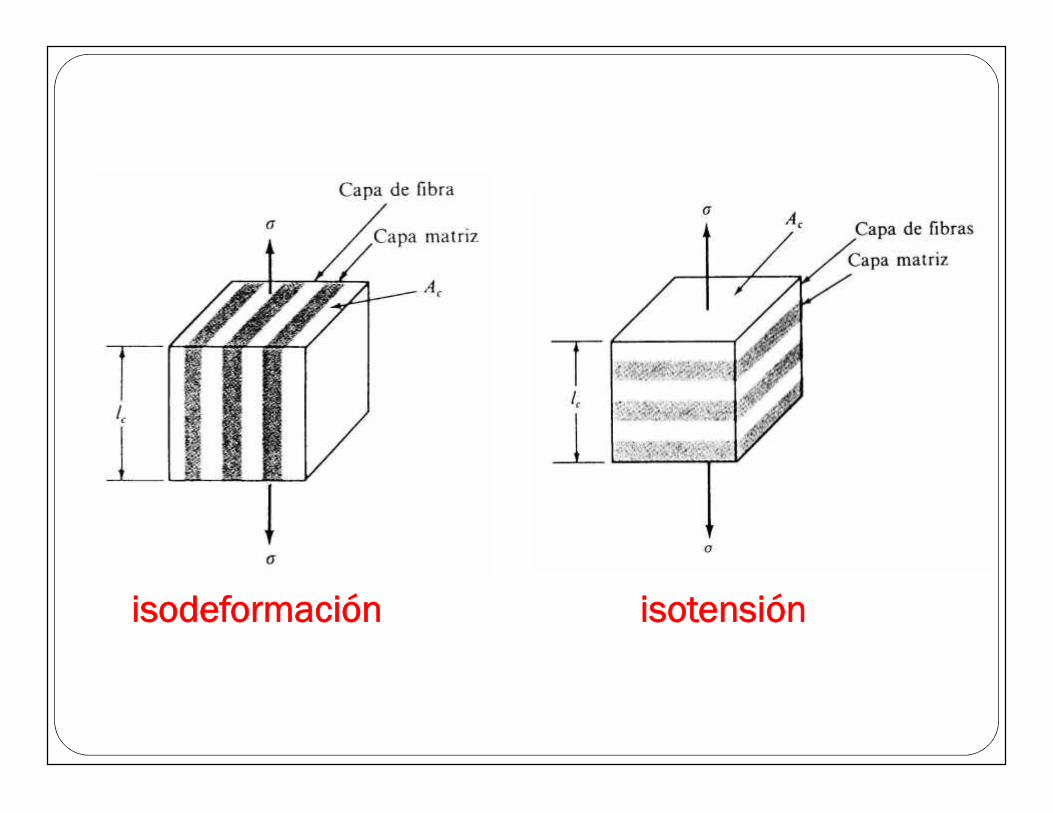
isodeformación isotensión


4.2. Materiales compuestos reforzados con fibrasdiscontinuas (cortas)
A. Materiales compuestos con fibras discontinuas y alineadas Los materiales compuestos reforzados con fibras discontinuas
y alineadas tienen una importancia cada vez mayor auncuando la eficacia del reforzamiento es inferior a la originadapor las fibras continuas Se utilizan mucho las fibras de vidrio cortadas, al igual que las
fibras de carbono y aramida Alcanzan módulos de elasticidad y resistencia a la tracción de
aproximadamente el 90% y el 50%, respectivamente, de losmateriales compuestos con fibras continuas

4.3. Fibras para materiales compuestos de matrizpolimérica
Materiales compuestos de matriz poliméricamatriz: termoplástica (polipropileno, nylon, policarbonato, etc.) termoestables (resinas epoxi y poliester insaturadas, etc.) fibra: vidrio (E y S) carbono (HT y HS) aramida (Kevlar 29 y 49)
Son los tres tipos de fibra que fundamentalmente seusan: el vidrio es, de lejos, la fibra más extendida ybarata; la aramida y el carbono son resistentes y de bajadensidad.



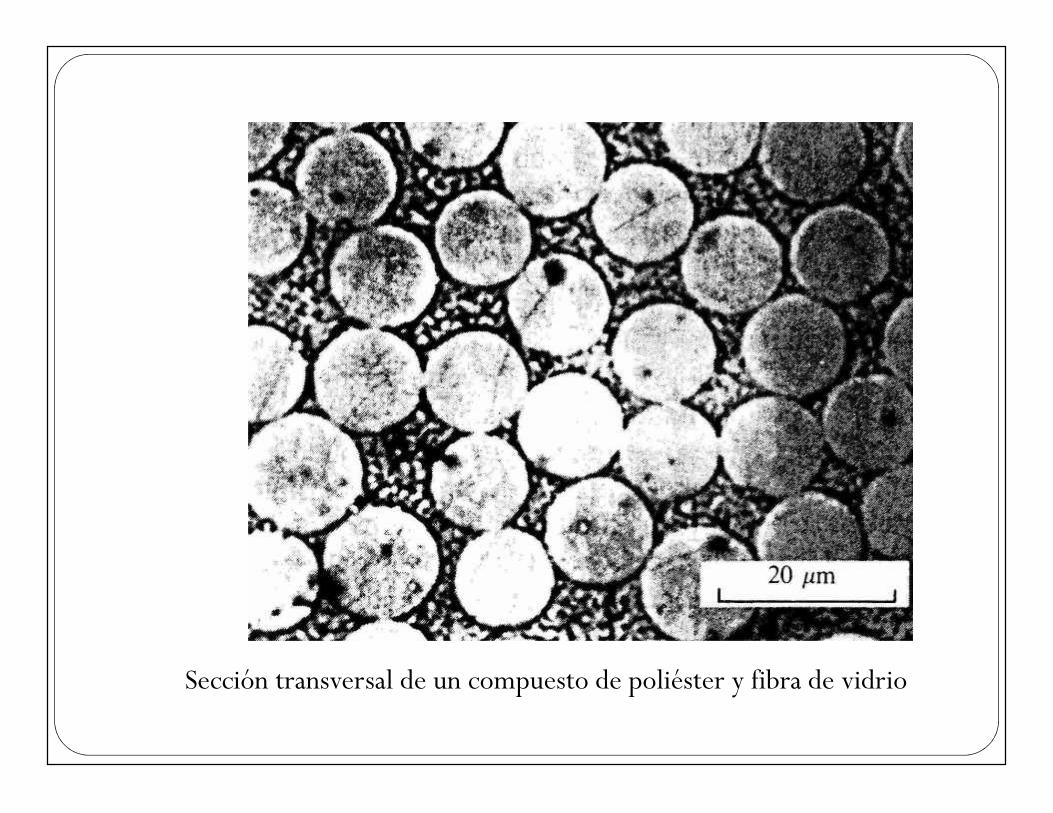
Sección transversal de un compuesto de poliéster y fibra de vidrio
A. Fibra de vidrio es la fibra de refuerzo más común para los
materiales compuestos de matriz polimérica se usan para reforzar los plásticos y fabricar
compuestos moldeados y estructurales ventajas sobre otras fibras el menor costo en relación a todas las fibras estructurales buena resistencia a la tracción y al impacto buena resistencia química
desventajas en relación a otras fibras bajo módulo elástico pobre adherencia a las matrices poliméricas
los compuestos de fibra de vidrio poseen: resistencias específicas elevadas pero comparativamente bajos
módulos específicos buena estabilidad dimensional buena resistencia a la corrosión y a la humedad buenas propiedades aislantes de la electricidad buena resistencia al calor y a las bajas temperaturas envejecimiento lento, por lo que puede conseguirse la retención de
la resistencia, si se provee de una adecuada protección a lasuperficie de la pieza, y no se sobrepasa la temperatura deservicio dada por la matriz: epóxica: 120°C poliester: 80°C poliamida: 150 - 370°C silicona: 400°C vinil-ester: 130°C
además, son fáciles de fabricar y relativamente baratos
dos clases más importantes de vidrio utilizadas: vidrio E (eléctricos) vidrio S (de alta resistencia)
Vidrios E de uso más común en la fabricación de fibras continuas básicamente es un borosilicato de Al y Ca con
contenidos de K y Na muy próximos o iguales a cero: 52 - 56 % de SiO2
12 - 16 % de Al2O3
16 - 25 % de CaO 08 - 10 % de B2O3
posee una tensión de rotura de 3,44 GPa y un módulode elasticidad de 72,3 GPa (aproximadamente)
Vidrios S tiene una resistencia específica más alta y es más
caro que el vidrio E se utiliza básicamente para aplicaciones
aeroespaciales y en aviación su tensión de rotura está por los 4,48 GPa y su
módulo de elasticidad alrededor de 85,4 GPa (aprox.) una composición usual del vidrio S es
aproximadamente: 65 % de SiO2
25 % de Al2O3
10 % de MgO

B. Fibra de carbono consisten principalmente de carbono amorfo y una
menor cantidad grafito cristalino de acuerdo con el proceso de fabricación, las fibras
de carbono se caracterizan por sus diferentespropiedades y costo: fibras de carbono de gran resistencia fibras de carbono de elevado módulo ventajas frente a otras fibras baja densidad módulo específico muy alto resistencia específica muy alta comercialmente estan disponibles con una gran variedad de
diferentes presentaciones y propiedades

los compuestos de fibra de carbono poseen: mayor resistencia y rigidez en la dirección de las fibras todas las propiedades de ingeniería son altas las propiedades a la fatiga son superiores a las de los materiales
metálicos propiedades térmicas únicas y estabilidad dimensional
extremadamente alta sin embargo tienen como desventaja: baja resistencia al impacto alto costo de las fibras necesidad de revestimientos protectores y protección catódica
por estas propiedades, los plásticos reforzados confibra de carbono son especialmente apropiados paraaplicaciones aeroespaciales desafortunadamente, su elevado precio limita su uso

las fibras de carbono producidas a partir del PANtienen: tensión de rotura entre 3,1 a 4,45 Gpa módulo elástico entre 193 a 241 Gpa en general las fibras de mayores módulos tienen
menores tensiones de rotura y viceversa las fibras de PAN carbonizadas y grafitizadas tienen: densidad que oscila entre 1,7 a 2,1 g/cm3
diámetro final alrededor de 7 a 10 m

C. Fibras de aramida: fibra de aramida es el nombre genérico de las poliamidas
aromáticas fueron introducidas comercialmente por Du Pont en 1972 bajo
el nombre comercial de Kevlar existen dos tipos en el mercado: Kevlar 29: baja densidad y alta resistencia; diseñado especialmente para
protección balística, cuerdas y cables Kevlar 49: baja densidad, alta resistencia y alto módulo; muy útiles para reforzar
plásticos en compuestos de interés aeroespacial, marina, automoción yaplicaciones industriales
la unidad química que se repite en la cadena de Kevlar es lade una poliamida aromática los enlaces por puentes de hidrógeno mantienen la cohesión
transversal de las cadenas poliméricas

ventajas frente a otras fibras baja densidad resistencia específica muy alta módulo específico atractivo alta tenacidad y resistencia al impacto excelente resistencia química
por tanto, este tipo de fibras tiene una mayor resistencialongitudinal que transversal
la estructura de anillo aromático proporciona una mayorrigidez a las cadenas poliméricas, haciendo que estasexhiban una estructura del tipo barra

los compuestos de fibra de aramida poseen lassiguientes propiedades: piezas más ligeras que las de vidrio, carbono y metales reducciones de peso de 10% a 30%
todas las propiedades de ingeniería son altas (excepto la resistencia ala compresión)
buen comportamiento a la fatiga y al impacto, buen amortiguamiento,aislamiento eléctrico, transparencia al radar y estabilidad ambiental
alta estabilidad dimensional con la condicioón de un diseño adecuadoque aproveche el bajo coeficiente de dilatación
sin embargo si bien tienen alta rigidez, ésta no es tan alta como los materiales
compuestos reforzados con grafito necesitan protección contra la luz UV tienen alto costo de fabricación



Clasificación respecto al tipo de refuerzo- Con fibras continuas- Con fibras discontinuadas- Con partículasMCMC reforzador en fibras continuas:Clase de fibras:- Carburo de silicio (SIC)- Oxido de aluminio (Al2O3) o aluminioMCMC reforzados con fibras discontinuos y con partículas
Se puede fabricar mediante el método de compresión isostática en calienteMECANISMO DE ENDURECIMIENTO DE UN MCMC- Desviación en Grieta- Grieta punteada- Fibras arrancadas (cianoacrilato, resinas fenolicas).
5. Material Compuesto de Matriz Cerámica
• 1ra fase: matriz metálica• 2da fase: Refuerzo, principalmente- Partículas cerámicas- Fibras de varios materialesEjemplo:Partículas cerámicas + Matriz Metálica = Cermets• Cermets• Partículas cerámicas (96% V+). Existen 2 tipos:
6. Materiales compuestos de matriz metálica MMMC
Carburos cementados: Wc, Tic, Cr3C2 y otros óxidos:Al2O3, MgO
Aglutinante(Matriz): puede ser: cobalto, niquel ycromo.
Ejemplo:El WC-Co- El WC abarca el 80-95% en Peso del material.- Cuando aumenta Co entonces disminuye dureza
y aumenta la resistencia.- Herramientas de corte. Estirado de alambres,
brocas para taladro de roca.

El TiC-Ni- Resistencia a la oxidación en comparación al CO.- Asientos de válvulas, termopares, tubos de
protección, boquillas de soporte.- Herramienta de corte para el maquinado de aceros.- Aplicaciones de alta temperatura.El Cr3C2-Ni- Son más frágiles que las TIC-Ni- Excelente estabilidad química y resistente a la
corrosión.- Resistente al desgaste por tanto se aplica en:
asientos de válvulas, boquillas de aspersión.

Procesos de fabricación de compuestos de matrizpolimérica
Procesos de molde abierto Procesos de molde cerrado Bobinado de filamentos Procesos de pultrusión, y OtrosAlgunos de estos procesos se usan para fabricar compuestos confibras continuas, mientras que otros se usan para fabricar
compuestos de matriz polimérica reforzados con fibras cortas



a. Por capilaridad b. Por presiónc. Por infiltración al vacío d. Por colada continua

Tipos de molde abierto: (a) positivo y (b) negativo

Aplicación manual
Procedimiento de aplicación manual:1. Se limpia el molde y se trata con un agenteantiadherente2. Se aplica un recubrimiento delgado de gel(resina, posiblemente pigmentada) que se convertiráen la superficie externa de la pieza3. Después que el recubrimiento de gel ha cuajadoparcialmente, se aplican capas sucesivas de fibra yresina en forma de estera o tela; a cada capa se lepasa un rodillo para impregnar completamente lafibra con la resina y remover las burbujas de aire4. Se espera el curado de la pieza5. Se retira del molde la pieza completamenteendurecida
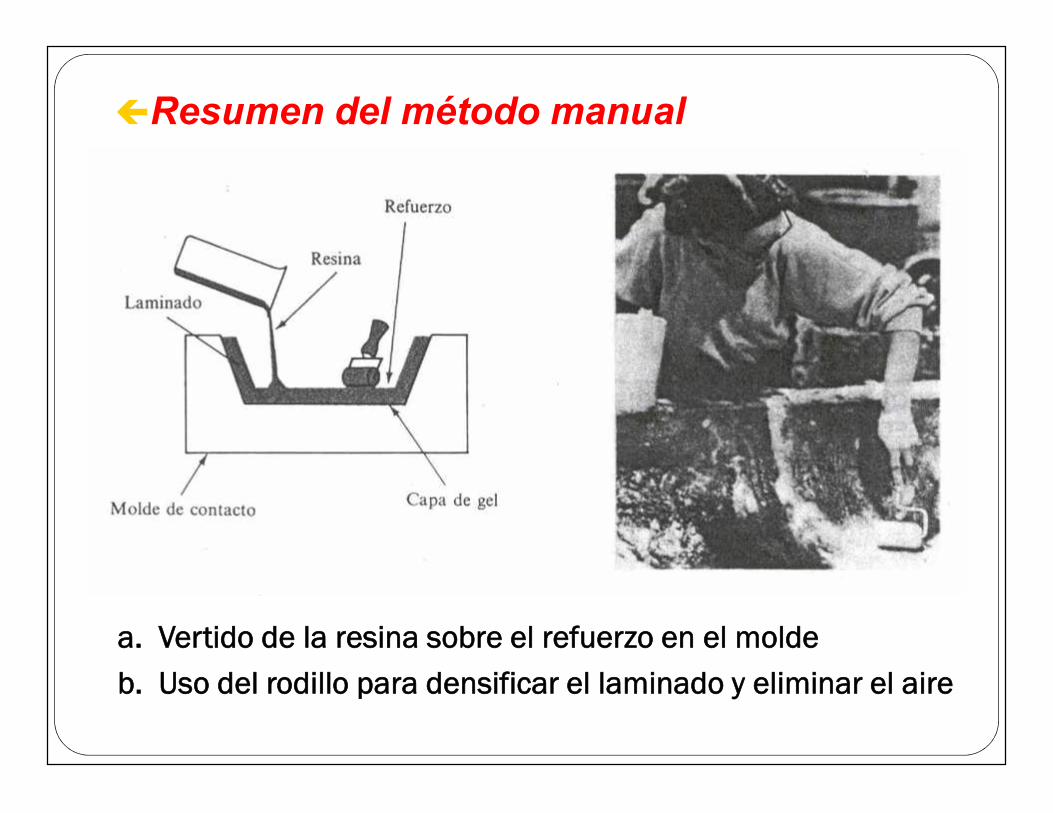
a. Vertido de la resina sobre el refuerzo en el moldeb. Uso del rodillo para densificar el laminado y eliminar el aire
Resumen del método manual
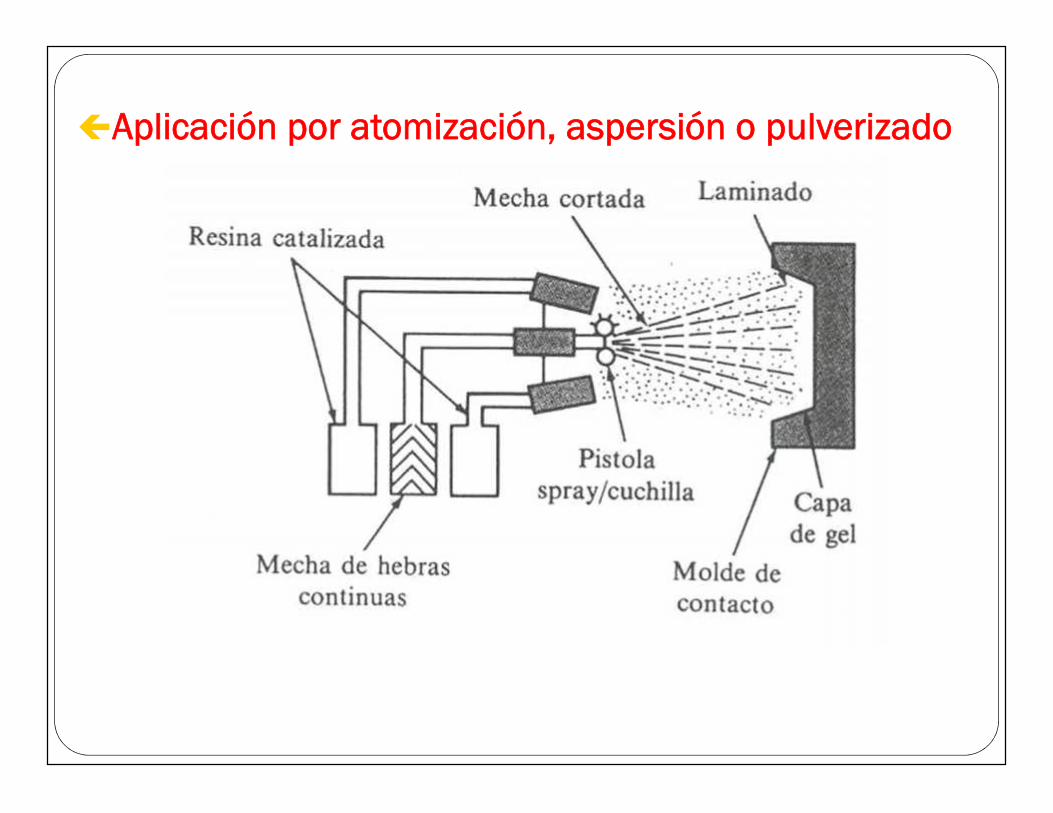
Aplicación por atomización, aspersión o pulverizado
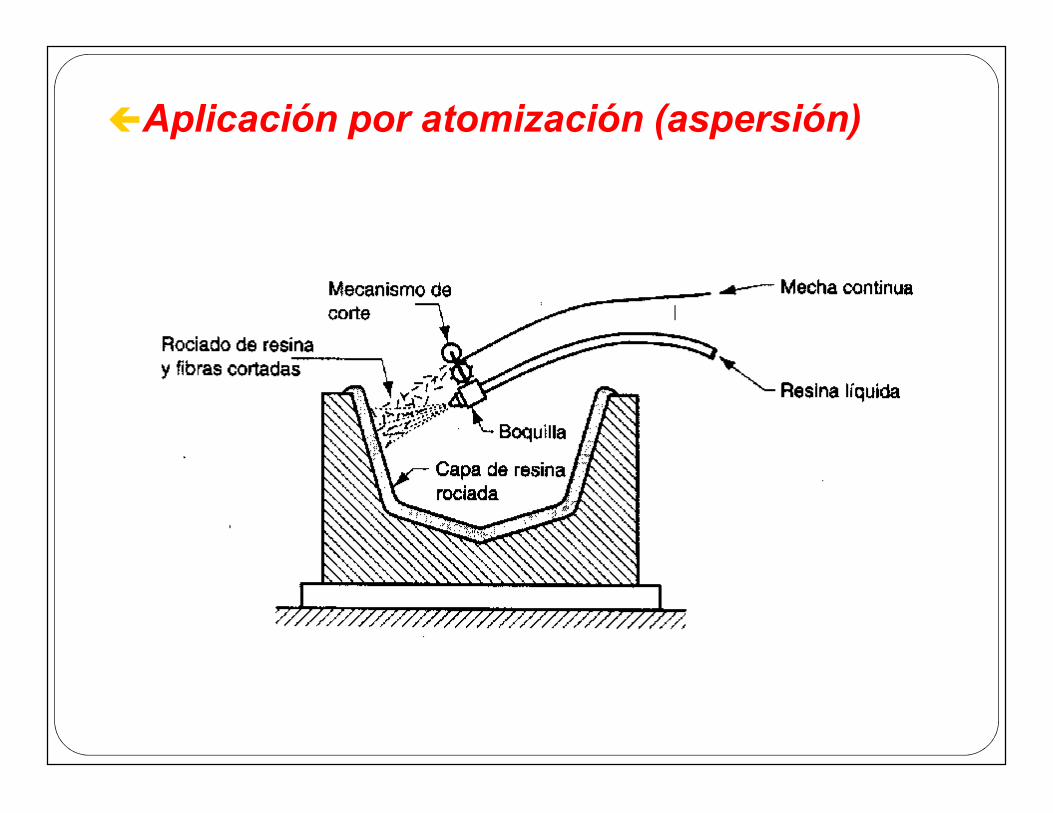
Aplicación por atomización (aspersión)

(a) moldeo con bolsa al vacío y (b) moldeo con bolsa a presión
Moldeo con bolsa
PROCESOS EN MOLDE CERRADO Se dividen en tres clases, basadas en el moldeo de
plásticos covencionales, aun cuando la terminologíapuede diferir cuando se moldean compuestos dematriz polimérica: moldeo por compresión moldeo por transferencia moldeo por inyección
A pesar de su alto costo, las ventajas del moldecerrado son: buen cabado en todas las superficies velocidades más altas de producción mayor control sobre las tolerancias son posibles formas tridimensionales más
complejas

1. La espuma se coloca en el molde entre dos capasde fibra
2. El molde se cierra y se exprime la resina
Moldeo con reserva elástica
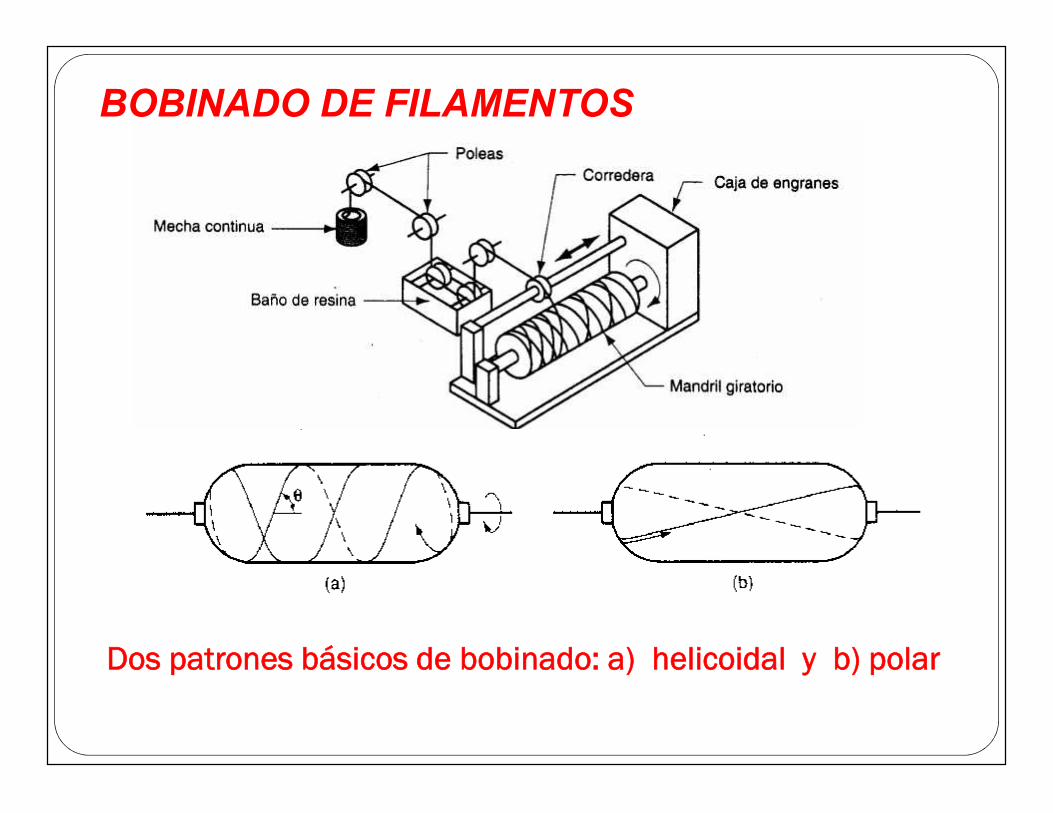
BOBINADO DE FILAMENTOS
Dos patrones básicos de bobinado: a) helicoidal y b) polar

Bobinado de filamentos para el recubrimiento del motorde un cohete usando fibra Kevlar 49 y resina epoxi

PROCESO DE PULTRUSIÓN
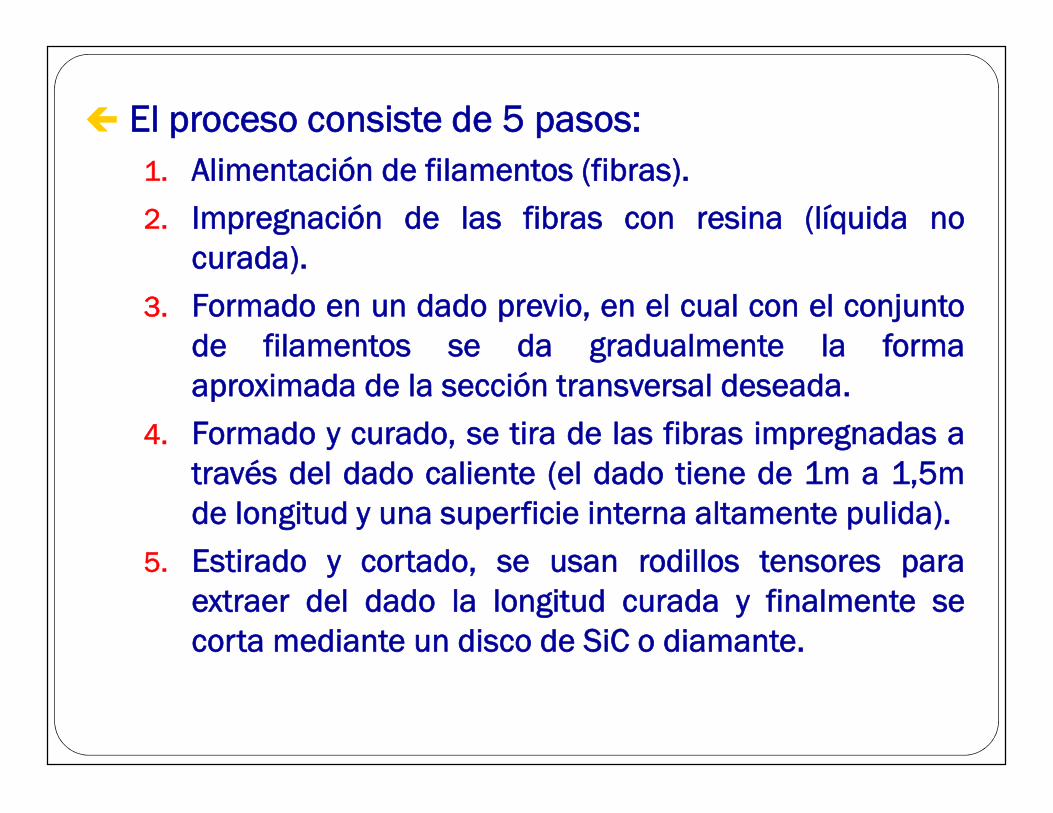
El proceso consiste de 5 pasos:1. Alimentación de filamentos (fibras).2. Impregnación de las fibras con resina (líquida no
curada).3. Formado en un dado previo, en el cual con el conjunto
de filamentos se da gradualmente la formaaproximada de la sección transversal deseada.
4. Formado y curado, se tira de las fibras impregnadas através del dado caliente (el dado tiene de 1m a 1,5mde longitud y una superficie interna altamente pulida).
5. Estirado y cortado, se usan rodillos tensores paraextraer del dado la longitud curada y finalmente secorta mediante un disco de SiC o diamante.

PROCESOS DE PULTRUSIÓN
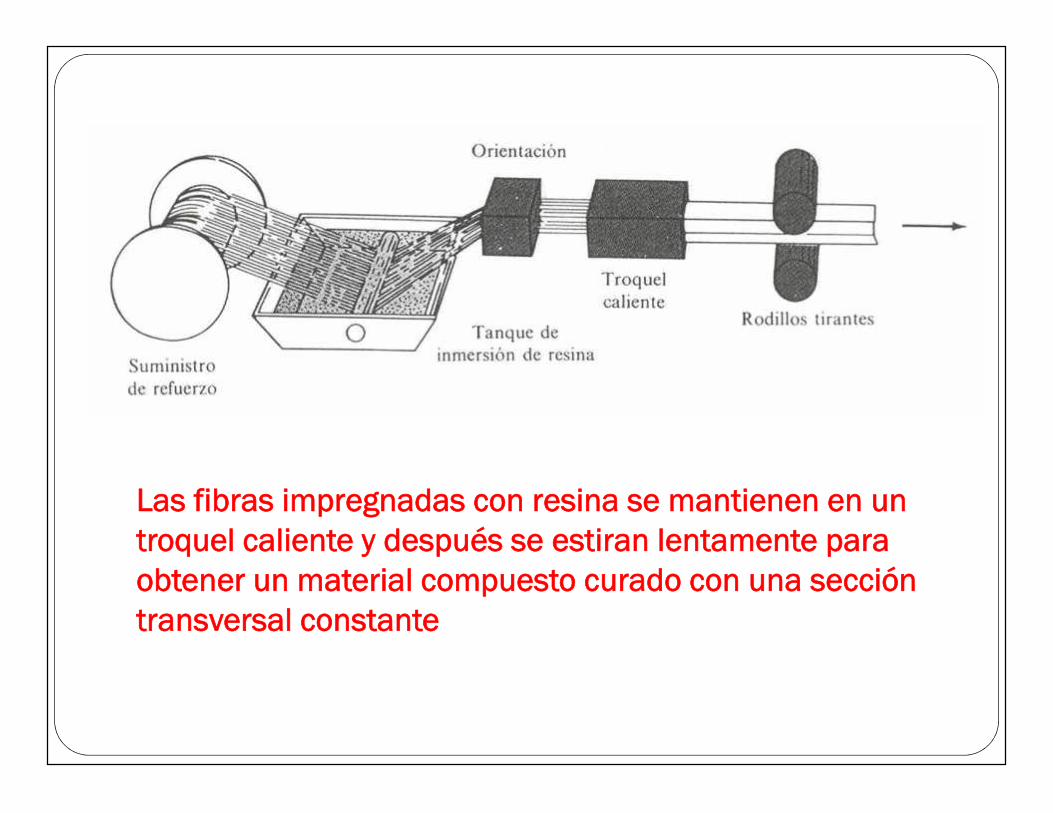
Las fibras impregnadas con resina se mantienen en untroquel caliente y después se estiran lentamente paraobtener un material compuesto curado con una seccióntransversal constante
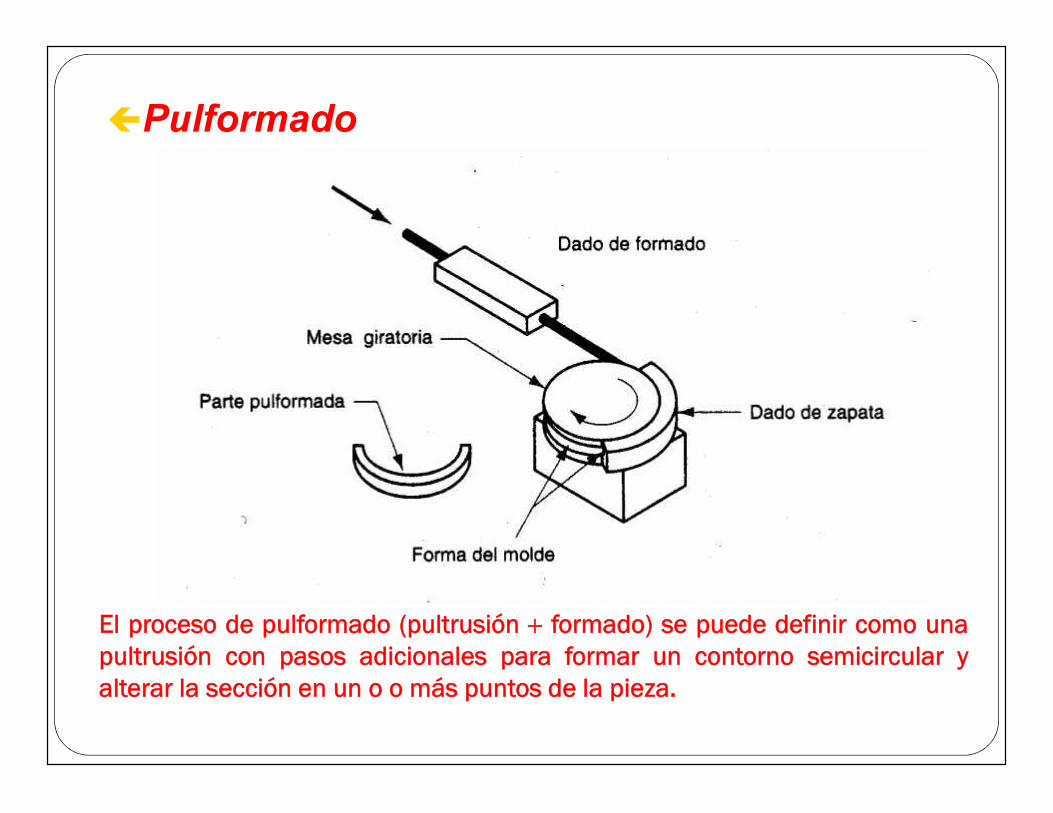
Pulformado
El proceso de pulformado (pultrusión formado) se puede definir como unapultrusión con pasos adicionales para formar un contorno semicircular yalterar la sección en un o o más puntos de la pieza.
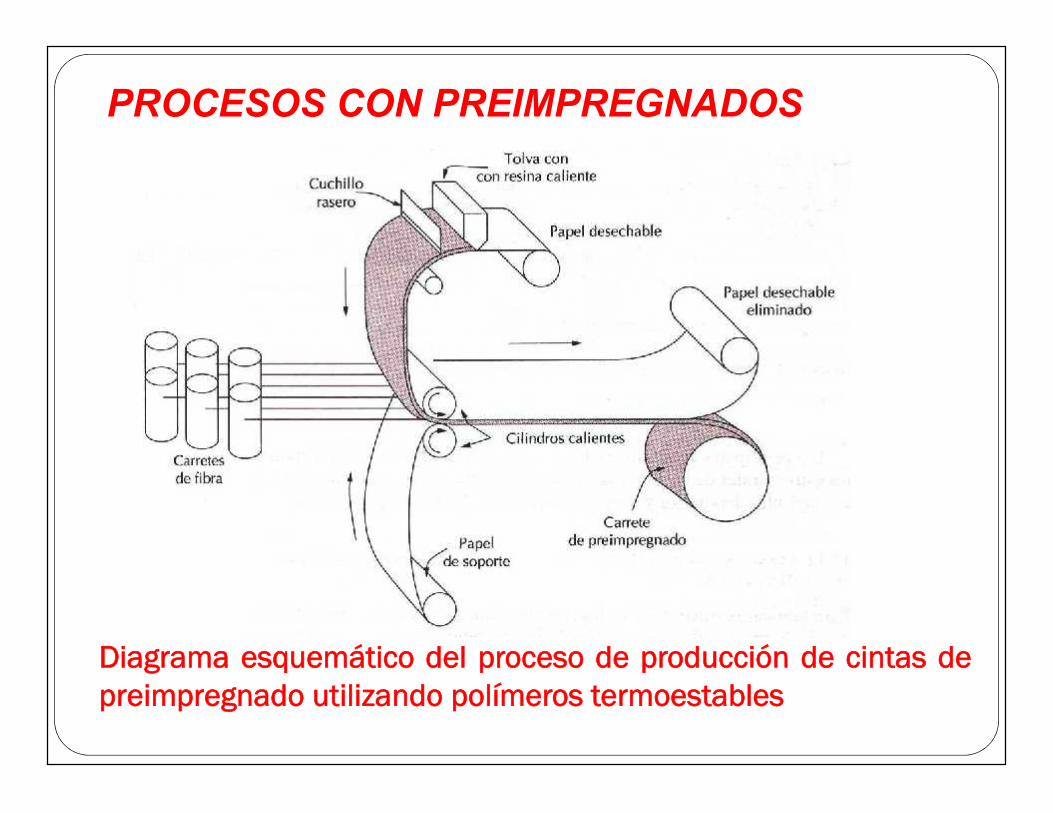
PROCESOS CON PREIMPREGNADOS
Diagrama esquemático del proceso de producción de cintas depreimpregnado utilizando polímeros termoestables

Proceso de moldeado laminar de compuestos (SMC: sheetmolding compound) según un flujo continuo altamenteautomatizado
Proceso de moldeado laminar de compuestos(SMC)

a. laminado y unión por difusión de capas yb. compresión y la unión simultánea de capas
Panel exterior de la capota frontal del ChevroletCorvette de 1984, hecho de SMC (aplicando una p=6,89MPa de 60-90 s a T=149°C)

7. Materiales compuestos estructurales
Un material compuesto estructural está formadotanto por materiales compuestos como pormateriales homogéneosSus propiedades no sólo dependen de los
materiales constituyentes sino de la geometría dediseño de los elementos estructurales Materiales compuestos laminares Paneles tipo emparedado (sandwich)

Apilamiento de capasreforzadas en sucesivasorientaciones para construirun material compuesto laminar
MATERIALES COMPUESTOS LAMINARES

Diagrama esquemático de la fabricación de un panel tipoemparedado (sandwich) con un núcleo en panal
ESTRUCTURAS DEL TIPO EMPAREDADO(SANDWICH)

Panel tipo emparedado (sandwich) fabricado por launión de caras de aluminio a un núcleo en panal dealuminio
PANELES DEL TIPO EMPAREDADO DE ALUMINIO
1. Ciencia e ingeniería de los materiales. (2002). Donald R. Askeland.Pags: 5-18.
2. Estructura propiedades y aplicaciones. (2005). Jose Antonio SajaSaez. Pags:148-161.
Bibliografía