Embed Size (px)
Citation preview
MÉXICO
CARETA PARA SOLDARURA
ESPECIFICACIÓN TÉCNICA CFE H0000-11
DICIEMBRE 2016 REVISA Y SUSTITUYE A LA EDICIÓN DE AGOSTO 1987
CARETA PARA SOLDADOR ESPECIFICACIÓN
CFE H0000-11
1 de 7
870812 Rev 161215
1 OBJETIVO Establecer las características técnicas y de calidad que deben cumplir para su aceptación las caretas para soldador que requiere la Comisión Federal de Electricidad (CFE) 2 CAMPO DE APLICACIÓN Actividades de corte y soldadura de las áreas operativas de la CFE 3 NORMAS QUE SE APLICAN
NOM-004-STPS-1999 Sistemas De Protección Y Dispositivos De Seguridad En La
Maquinaria Y Equipo Que Se Utilice En Los Centros De Trabajo.
NOM-008-SCFI-2002 Sistema General De Unidades De Medida.
NOM-Z-12-1980 Muestreo Para La Inspección Por Atributos.
NOM-022-STPS-1999 Electricidad Estática En Los Centros De Trabajo-Condiciones De Seguridad E Higiene.
NOM-026-STPS-1998 Colores Y Señales De Seguridad E Higiene, E Identificación De
Riesgos Por Fluidos Conducidos En Tuberías NOM-027-STPS-2008 Actividades De Soldadura Y Corte-Condiciones De Seguridad E
Higiene CFE L1000‐11‐2016 Empaque, Embalaje, Embarque, Transporte, Descarga, Recepción
Y Almacenamiento De Bienes Muebles Adquiridos Por CFE.
Manual de Identificación Corporativa Logotipo de la CFE NOTA: En caso de que los documentos siguientes sean revisados o modificados, debe utilizarse la edición vigente en la fecha de
publicación de la convocatoria al concurso, salvo que la CFE indique otra cosa.
4. DEFINICIONES 4.1 Careta para Soldador Se considera a la careta para soldador el conjunto de accesorios que formando una unidad se ajusta a la cabeza para dar protección a la cara, La estructura de la careta debe tener las dimensiones suficientes para proteger la cara, oídos y la parte frontal del cuello. SMAW (SHIELDED METAL ARC WELDING) Soldadura de arco metálico protegido. GTAW (GAS TUGNSTEN ARC WELDING) Soldadura de arco de tungsteno y gas. GMAW (GAS METAL ARC WELDING) Soldadura de arco metálico y gas. FCAW (FLUX CORED ARC WELDING) Soldadura de arco cubierta de Flux. SAW (SUBMERGED ARC WELDING) Soldadura de arco sumergido

CARETA PARA SOLDADOR ESPECIFICACIÓN
CFE H0000-11
2 de 7
870812 Rev 161215
5 SÍMBOLOS Y ABREVIATURAS UV Radiaciones Ultravioletas IR Radiaciones Infrarrojas PAW Plasma soldadura de arco PAC Plasma de arco carbón 6 CARACTERÍSTICAS Y CONSIDERACIONES GENERALES
6.1 Características Principales
6.1.1 Tipos de las caretas para soldar
Ventana fija Ventana móvil Ventana panorámica Fotosensible 6.1.2 Tipos de material
El material para la careta para soldador puede ser:
a) Termoplástico
b) Policarbonato
c) Nylon
d) Fibra vulcanizado
e) Plástico reforzado
f) Combinación de los materiales citados
Todos los materiales con que está hecho este equipo deben ser inocuos a la piel del trabajador e inafectables por la transpiración, así como no despedir olor desagradable ni tener fallas en su diseño y acabado, esto es, qué no presenten aristas con filos o astillas; si llevan partes metálicas (remaches, hebillas, etc.), éstas deben ser inoxidables. Las caretas pueden ser de ventana fija, ventana móvil para lentes intercambiables o electrónicas (fotosensibles) debe fabricarse de policarbonato, termoplástico, nylon o materiales de características semejantes que además de cumplir con lo indicado en esta especificación debe proporcionar un aislamiento térmico que proteja la cara del usuario. 6.1.3 Características
La careta para soldar debe estar diseñada para ajustarse lo más cerca de la cara, optimizando así el campo de visión, reduciendo la tensión del cuello y proporcionando mayor protección contra las nocivas radiaciones UV/IR, La careta debe contar con salidas para eliminar el aire exhalado sin permitir la entrada del humo de la soldadura, reduciendo en gran medida la concentración de dióxido de carbono.

CARETA PARA SOLDADOR ESPECIFICACIÓN
CFE H0000-11
3 de 7
870812 Rev 161215
a) Caretas fotosensibles
Están provistas de un módulo electrónico que controla su oscurecimiento y, por lo tanto, su capacidad de proteger los ojos del operario. Cuando el módulo detecta la luz IR o UV que produce típicamente un arco de soldadura, envía una carga eléctrica a los cristales fotosensibles contenidos entre las dos láminas de vidrio que componen la ventana de visualización. Estos cristales se reorientan y provocan el oscurecimiento instantáneo de la máscara, con control de sombras que pueda cambiar de 6 a 13 en algunos instantes es decir, oscurecerse automáticamente cuando los sensores detectan el arco de soldadura. De esta manera, el operario ya no tiene que interrumpir el proceso de soldadura al levantar y bajar repetidamente la careta. b) Careta de ventana móvil
Termoplástica con 30 % de fibra de vidrio, color negra para la absorción de la luz generada por la soldadura, con un largo de 32 cm por ancho de 22 cm, con espesor de pared de 2.5 mm lo que evita la transmisión de calor durante el proceso, ventana abatible para facilitar el uso durante su operación, tamaño universal del cristal de 5.8 cm x 10.795 cm (2 in x 4-1/4 in) intercambiable entre sombras 10 al 14.
c) Careta de ventana fija Con suspensión de ajuste de matraca., amplia en su interior para mejor ventilación. Resistente a impactos y temperaturas, ventana fija para lentes intercambiables, con sudadera de poliuretano afelpado que brinda frescura, absorción, más confortable. d) Careta de Ventana panorámica
Con lente de policarbonato claro y sombra No. 12, Ventana de 11.43 x 13.3 cm. Suspensión con ajuste de matraca. Lente de policarbonato contra impactos. Ideal en áreas donde se requiera mayor visión del área de trabajo y que se manejen altas temperaturas, logrando hacer más productivas las operaciones realizadas.
e) El ajuste de las caretas puede ser con ajuste de matraca o ajuste de intervalos.
Ventana panorámica. Electrónica
CARETA PARA SOLDADOR ESPECIFICACIÓN
CFE H0000-11
4 de 7
870812 Rev 161215
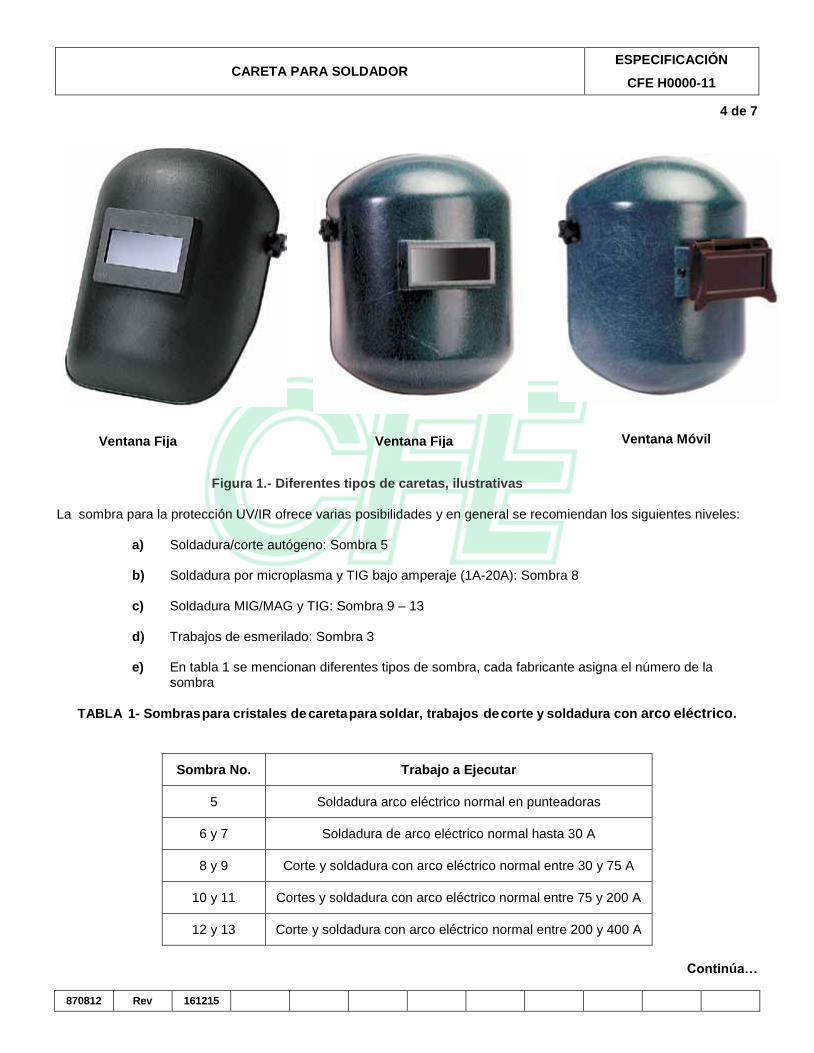
Figura 1.- Diferentes tipos de caretas, ilustrativas La sombra para la protección UV/IR ofrece varias posibilidades y en general se recomiendan los siguientes niveles:
a) Soldadura/corte autógeno: Sombra 5
b) Soldadura por microplasma y TIG bajo amperaje (1A-20A): Sombra 8
c) Soldadura MIG/MAG y TIG: Sombra 9 – 13
d) Trabajos de esmerilado: Sombra 3
e) En tabla 1 se mencionan diferentes tipos de sombra, cada fabricante asigna el número de la sombra
TABLA 1- Sombras para cristales de careta para soldar, trabajos de corte y soldadura con arco eléctrico.
Sombra No. Trabajo a Ejecutar
5 Soldadura arco eléctrico normal en punteadoras
6 y 7 Soldadura de arco eléctrico normal hasta 30 A
8 y 9 Corte y soldadura con arco eléctrico normal entre 30 y 75 A
10 y 11 Cortes y soldadura con arco eléctrico normal entre 75 y 200 A
12 y 13 Corte y soldadura con arco eléctrico normal entre 200 y 400 A
Continúa…
Ventana Fija Ventana Fija Ventana Móvil

CARETA PARA SOLDADOR ESPECIFICACIÓN
CFE H0000-11
5 de 7
870812 Rev 161215
…Continuación
14 Corte y soldadura con arco eléctrico normal con más de 400 A.
14 Corte y soldadura arco especial
10 y 14 Arco de hidrogeno atómico
10 y 14 Arco con resguardo de gas inerte
14 Arco de carbono
7 CONDICIONES DE OPERACIÓN Los diferentes tipos de careta para soldar deben proteger al operador de los rayos luminosos, rayos infrarrojos y rayos ultravioletas, partículas volátiles, rebabas y partículas incandescentes resultado de operaciones de corte y soldadura.
8 CONDICIONES DE DESARROLLO SUSTENTABLE
El fabricante debe considerar, en la etapa de: diseño, control de calidad y elaboración de las caretas para soldador, las condiciones de desarrollo sustentable, higiene y protección ambiental establecidas en las normas nacionales e internacionales vigentes.
9 CONDICIONES DE SEGURIDAD INDUSTRIAL Se debe cumplir con lo señalado en los reglamentos de Seguridad e Higiene de los diferentes procesos de la CFE.
10 CONTROL DE CALIDAD 10.1 Pruebas Prototipo
Las pruebas prototipo deben realizarse en las instalaciones del fabricante, en presencia de un inspector del
LAPEM o a quien la CFE designe, quien debe muestrear bajo producción piloto para efectuar dichas pruebas.
Las pruebas prototipo se deben realizar de acuerdo a lo establecido en las norma: ANSI Z87.1 referencia [1] y las referencias [2] y [3] del capítulo 13 Bibliografía, de esta especificación y como mínimo se deben efectuar las siguientes:
a) Inspección visual.
b) Verificación dimensional.
c) Resistencia al impacto en el plástico protector.
d) Penetración.
e) Velocidad de activación (sombra)
f) Permanencia de sombra
CARETA PARA SOLDADOR ESPECIFICACIÓN
CFE H0000-11
6 de 7
870812 Rev 161215
g) Transmitancia
h) inflamabilidad.
i) Absorción de agua.
j) Resistencia al impacto en el filtro.
k) Resistencia al impacto en el cristal protector.
l) Penetración del haz de luz en el filtro.
m) Desinfección.
Además de las anteriores la CFE puede solicitar se efectúen otras pruebas que a su juicio considere convenientes.
10.2 Pruebas de Aceptación Se deben realizar en presencia de un inspector del LAPEM o quien la CFE designe para propósito de aceptación, en las instalaciones que acuerden las partes En cada lote de entrega se deben efectuar las pruebas y verificaciones siguientes, mismas que se deben realizar de acuerdo al muestreo correspondiente.
a) Inspección visual.
b) Verificación dimensional.
c) Resistencia al impacto en el plástico protector
d) Penetración
e) Penetración del haz de luz en el filtro
Para las pruebas anteriormente citadas, se debe efectuar el muestreo estadístico basándose en lo siguiente:
a) nivel de calidad aceptable (NCA) = 2.5
b) plan de muestreo: Sencillo
c) nivel de inspección: Normal
El tamaño de la muestra se debe determinar de acuerdo a la norma NOM-Z-12.
10.3 Pruebas de Rutina
Son las pruebas que el fabricante debe realizar al 100 % de la producción y son las siguientes:
a) Inspección visual. b) Verificación dimensional.
c) Resistencia al impacto en el plástico protector
d) Penetración
CARETA PARA SOLDADOR ESPECIFICACIÓN
CFE H0000-11
7 de 7
870812 Rev 161215
e) Penetración del haz de luz en el filtro
11 Marcado El logotipo de la careta para soldador debe estar impreso, rotulado o grabado, no se deben utilizar materiales flamables, el logotipo debe estar de acuerdo a lo indicado al Manual de Identificación Corporativa de la CFE y se debe instalar bajo la ventanilla, además debe llevar en el interior el logotipo o marca del fabricante con el mes y año de fabricación. 12 EMPAQUE, EMBALAJE, EMBARQUE, TRANSPORTACIÓN, DESCARGA, RECEPCIÓN,
ALMACENAJE Y MANEJO
Debe cumplir con lo establecido en la especificación CFE L1000‐11 13 BIBLIOGRAFÍA [1] ANSI-Z87.1-2010 American National Standard Practica for Ocupational and
Educational eye and Face Protection Tests [2] CSA_ Z94.3 -15 Eye and Face Protector [3] EN379: 2003 Personal Eye - Protection – Automatic - Welding filter





























