Embed Size (px)
Citation preview
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
1
CONTROL SECUENCIAL CON GRAFCET
OBJETIVO:
Realizar un control secuencial de un modulo neumático Arvax empleando el PLC
Siemens S7-300 basado en lenguaje GRAFCET.
EQUIPOS NECESARIOS:
Modulo ARVAX.
PLC Siemens S7-300. Cable de Conexión PLC-PC.
DESARROLLO DE LA PRÁCTICA
1. Revisar el modulo neumático recibido y diseñar un Grafcet (Diagrama de Estado-
Transición) en el cual se trasladé un elemento de una posición a otra, utilizando todos los
grados de libertad. Nota: El proceso inicia cuando se presiona el botón rojo. El modulo
neumático debe volver a su posición inicial una vez terminada la secuencia.
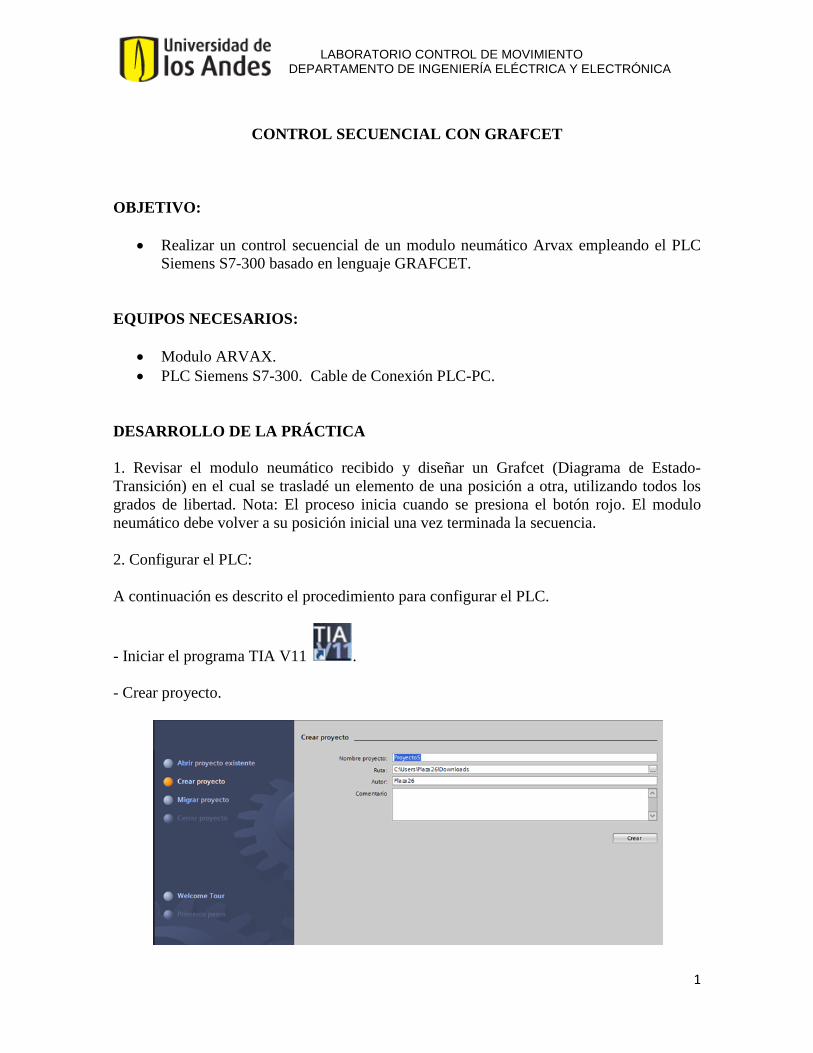
2. Configurar el PLC:
A continuación es descrito el procedimiento para configurar el PLC.
- Iniciar el programa TIA V11 .
- Crear proyecto.
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
2
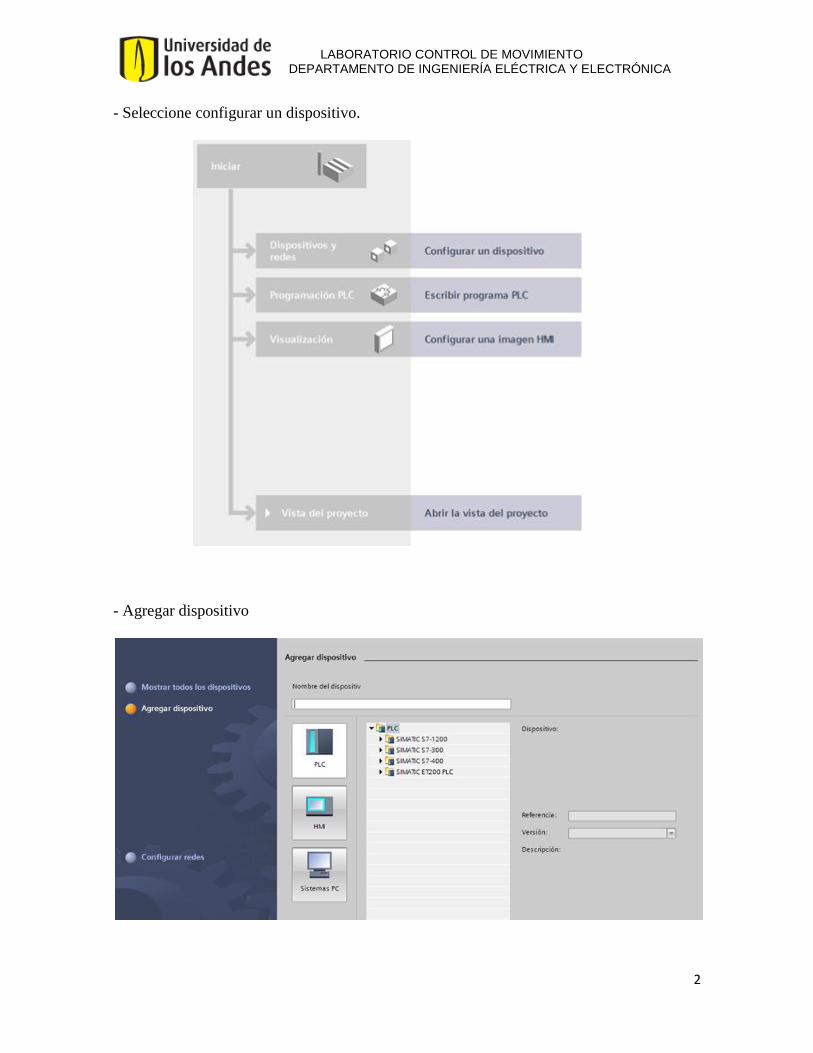
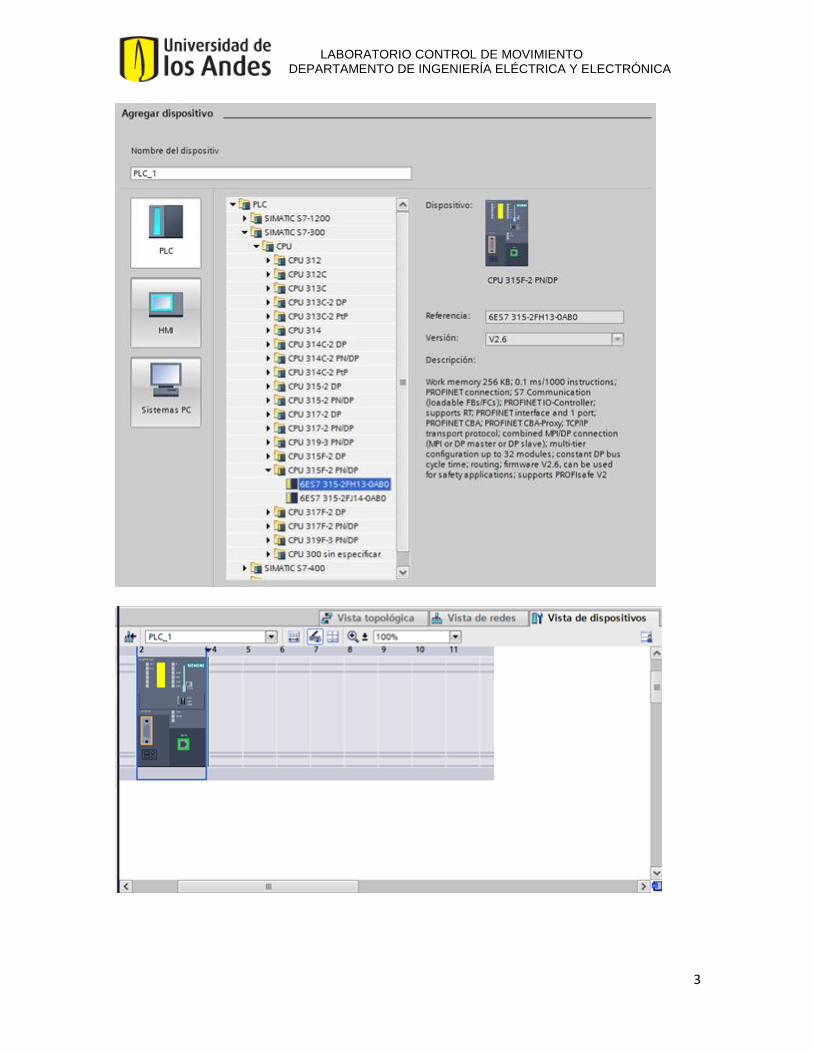
- Seleccione configurar un dispositivo.
- Agregar dispositivo
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
3
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
4
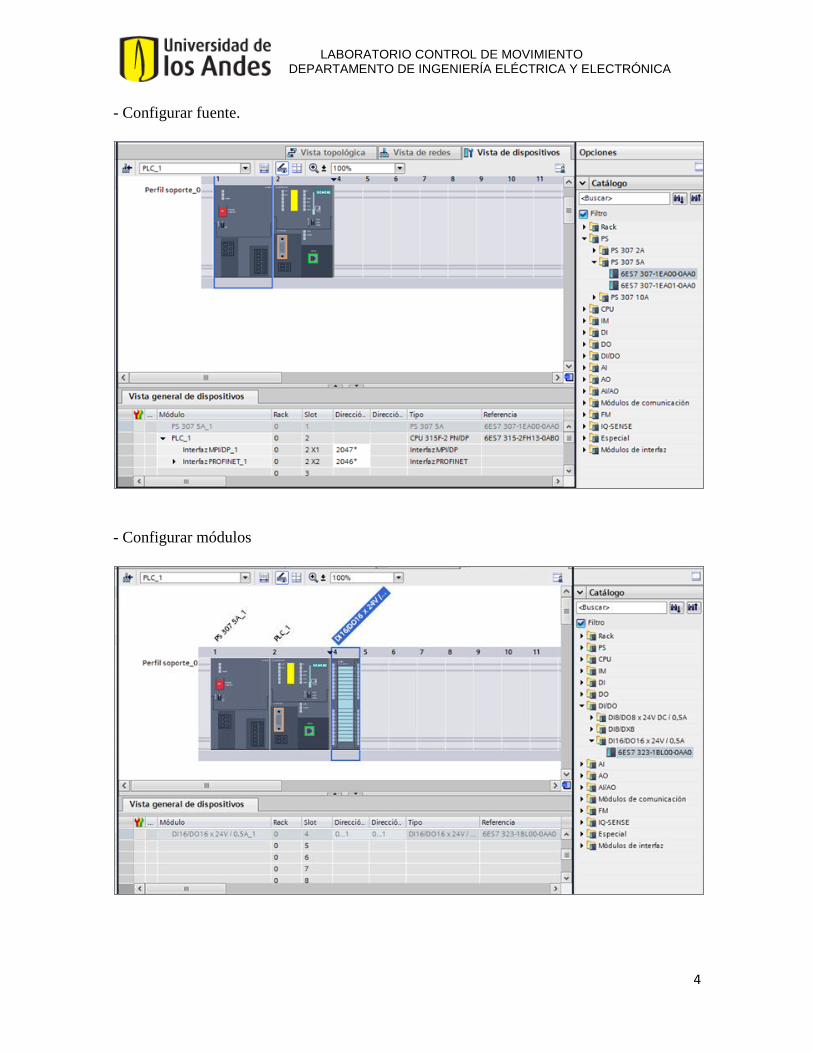
- Configurar fuente.
- Configurar módulos
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
5
3. Programar secuencia
El ejemplo presentado a continuación es solo de carácter ilustrativo; el Grafcet
implementado en la práctica depende de su diseño.
Descripción del ejemplo:
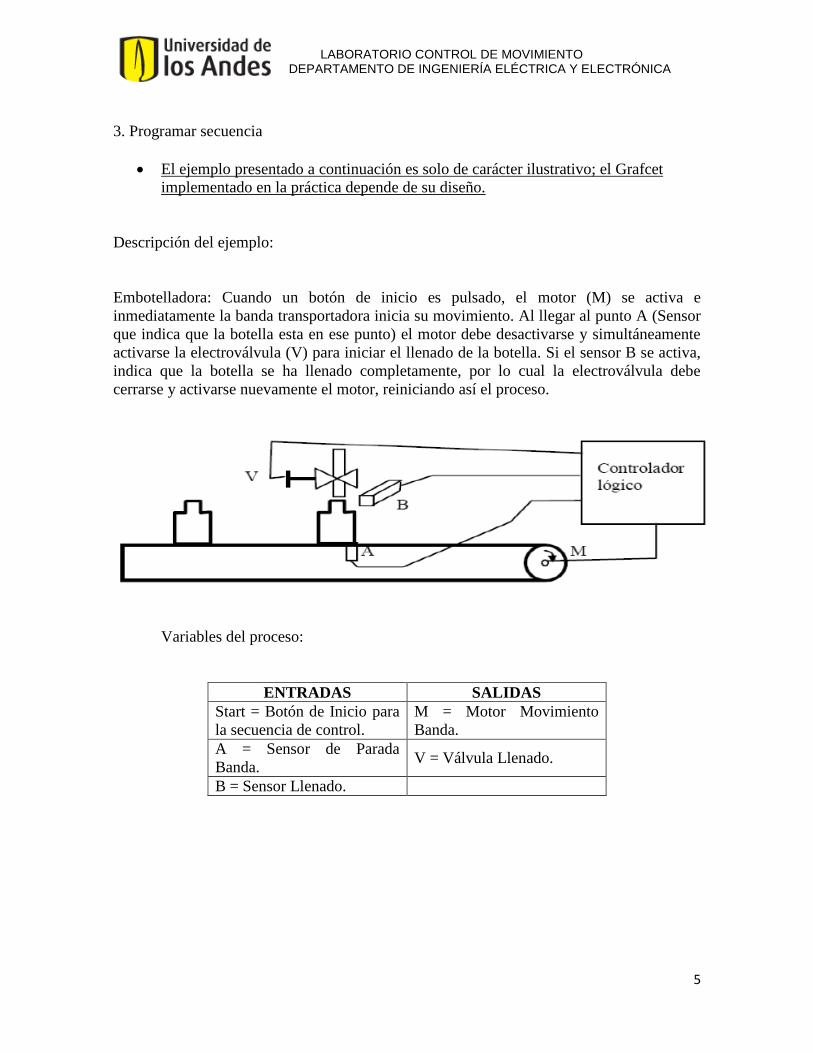
Embotelladora: Cuando un botón de inicio es pulsado, el motor (M) se activa e
inmediatamente la banda transportadora inicia su movimiento. Al llegar al punto A (Sensor
que indica que la botella esta en ese punto) el motor debe desactivarse y simultáneamente
activarse la electroválvula (V) para iniciar el llenado de la botella. Si el sensor B se activa,
indica que la botella se ha llenado completamente, por lo cual la electroválvula debe
cerrarse y activarse nuevamente el motor, reiniciando así el proceso.
Variables del proceso:
ENTRADAS SALIDAS
Start = Botón de Inicio para
la secuencia de control.
M = Motor Movimiento
Banda.
A = Sensor de Parada
Banda. V = Válvula Llenado.
B = Sensor Llenado.
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
6
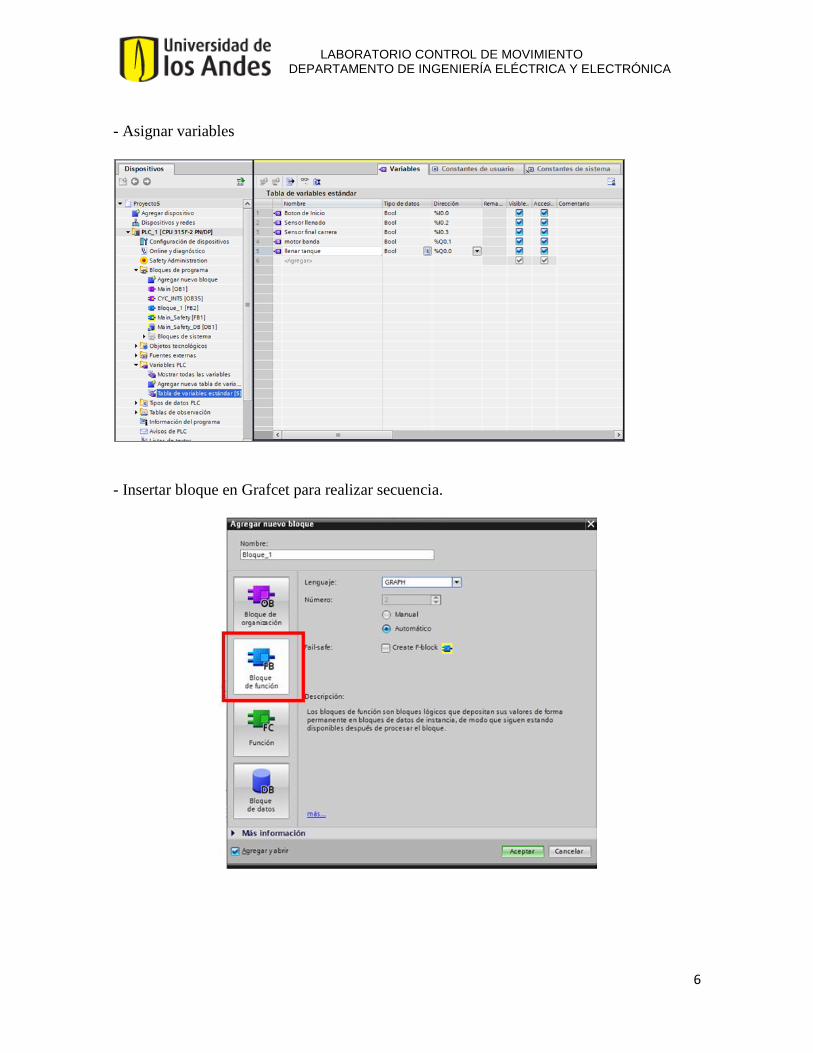
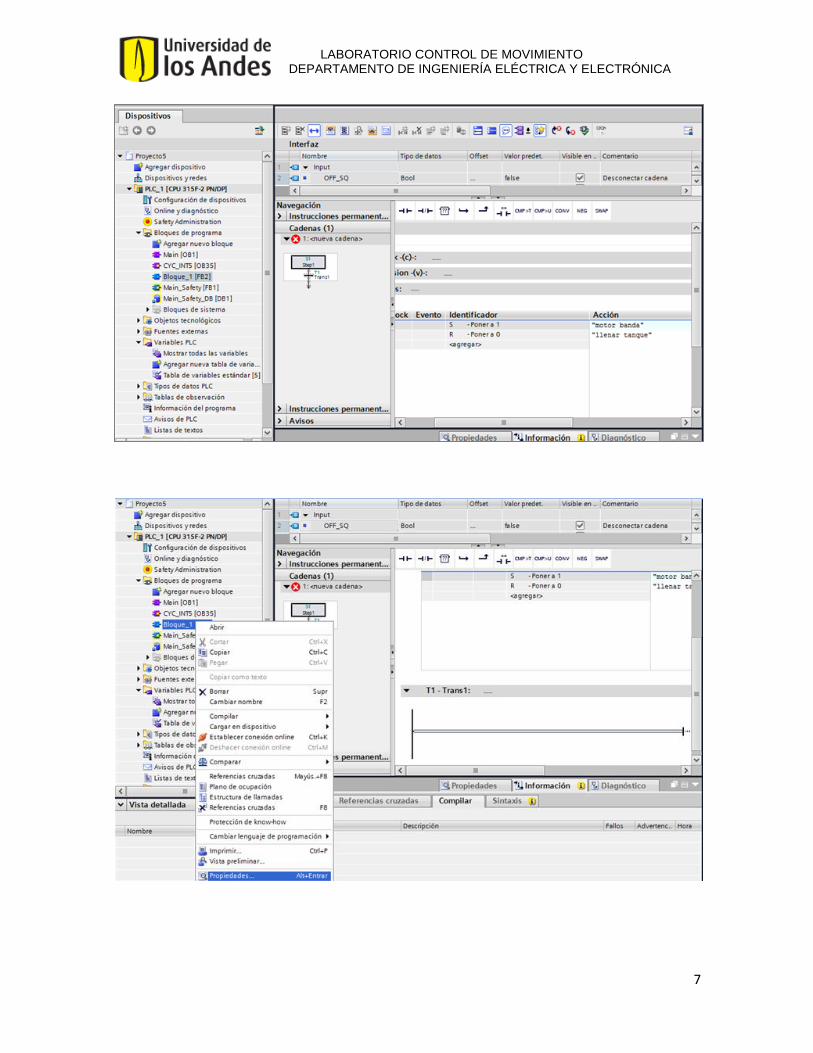
- Asignar variables
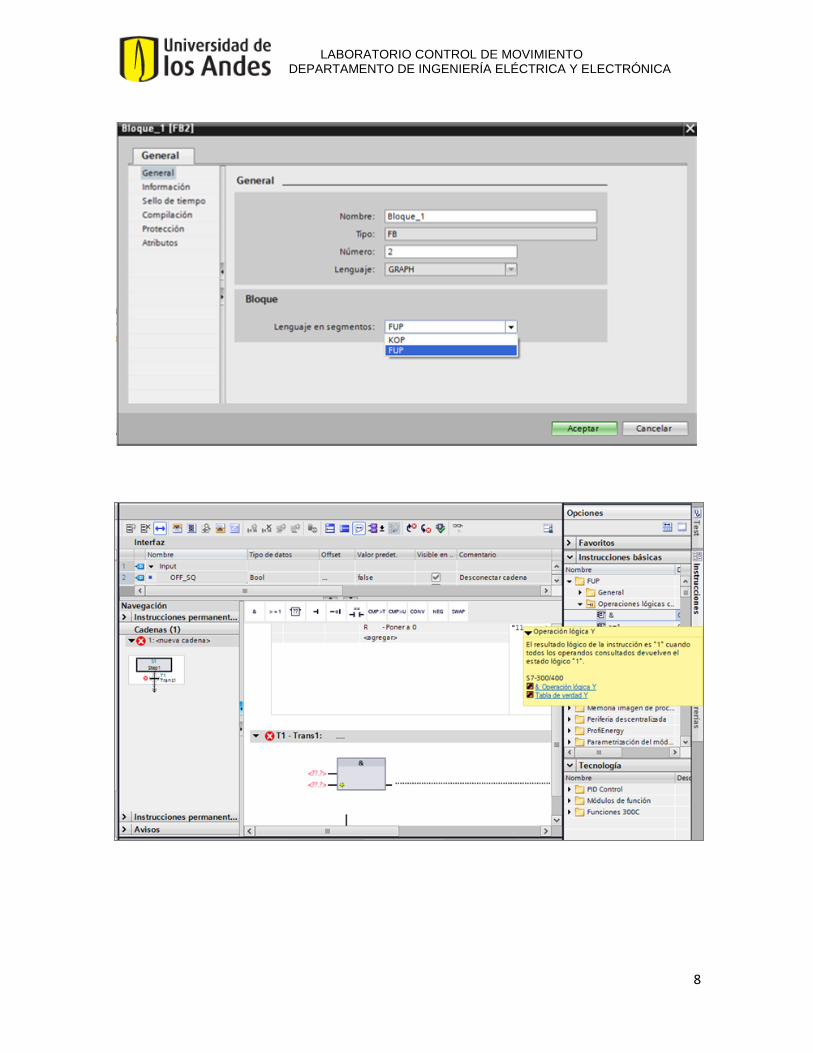
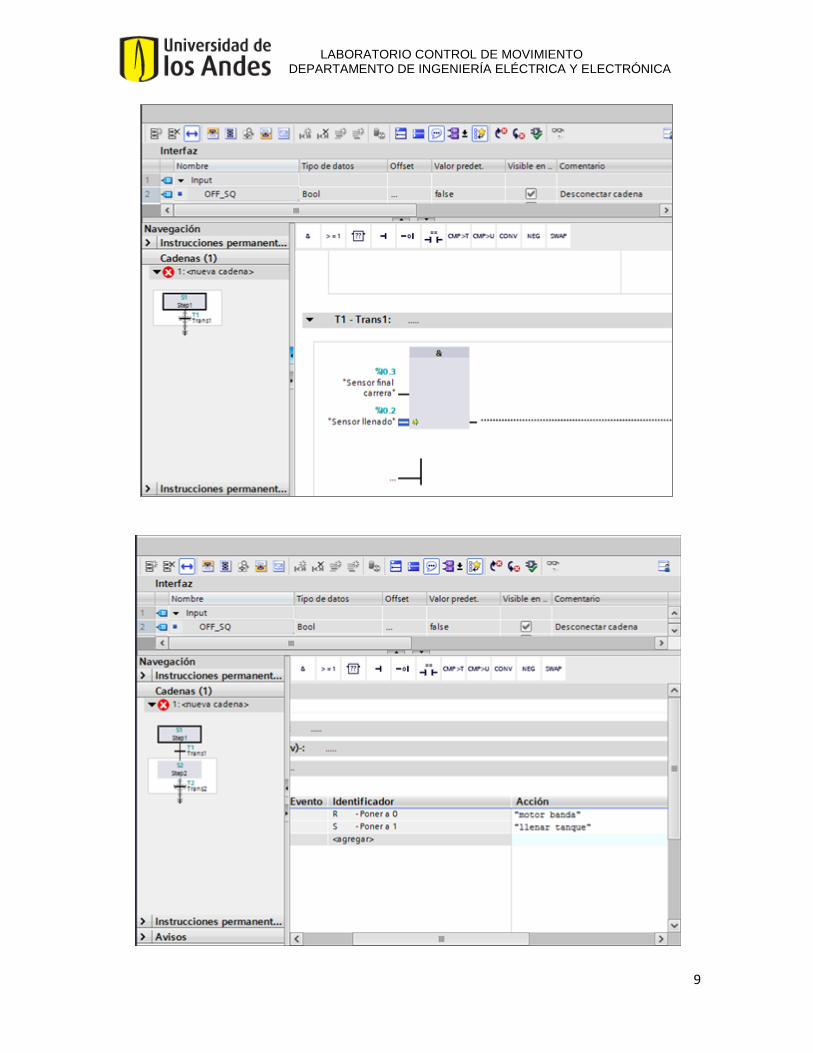
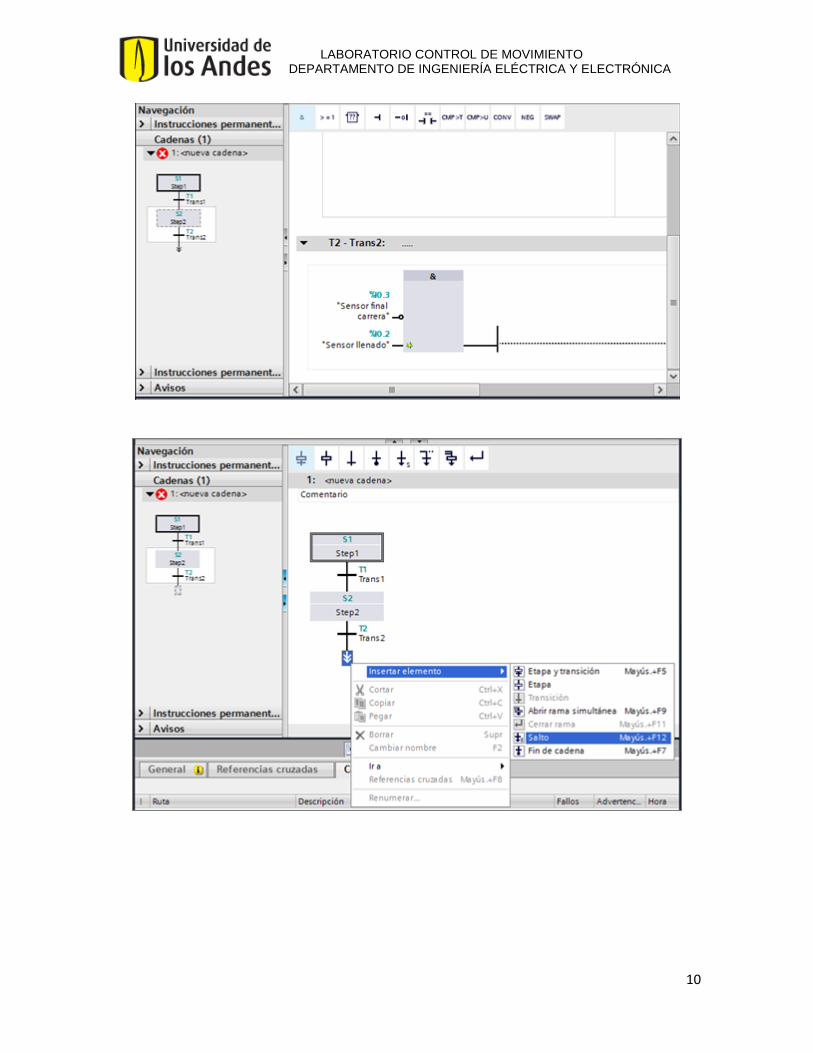
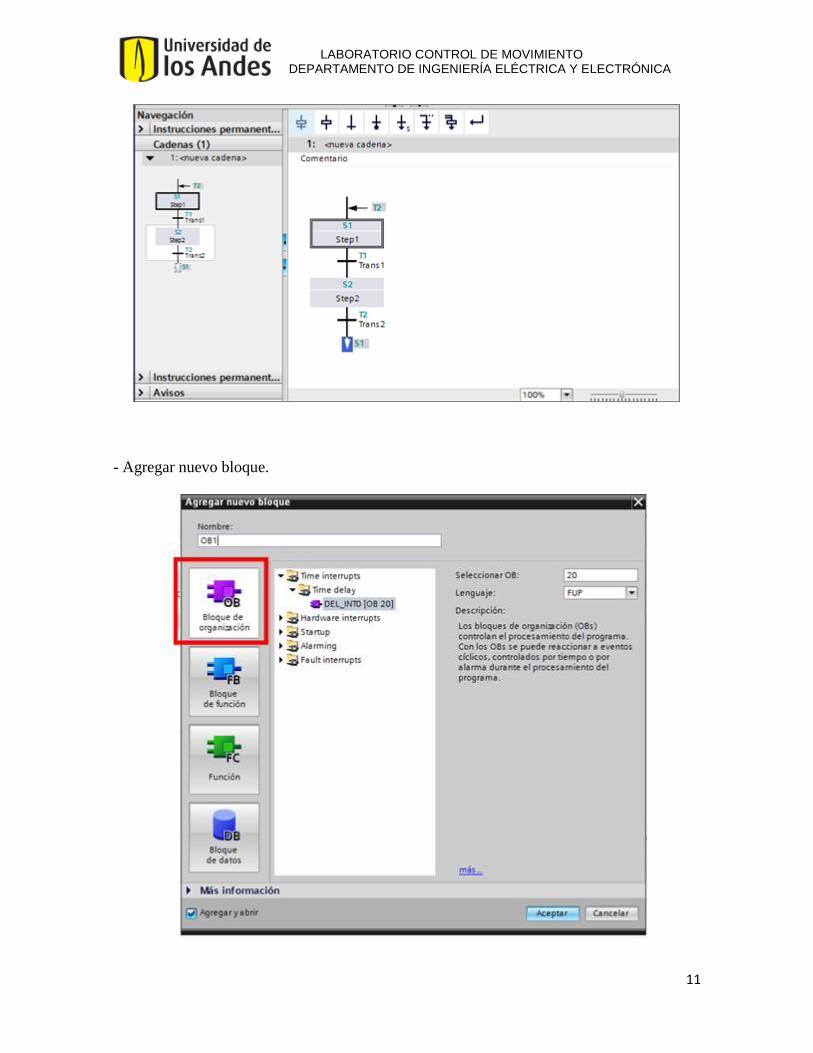
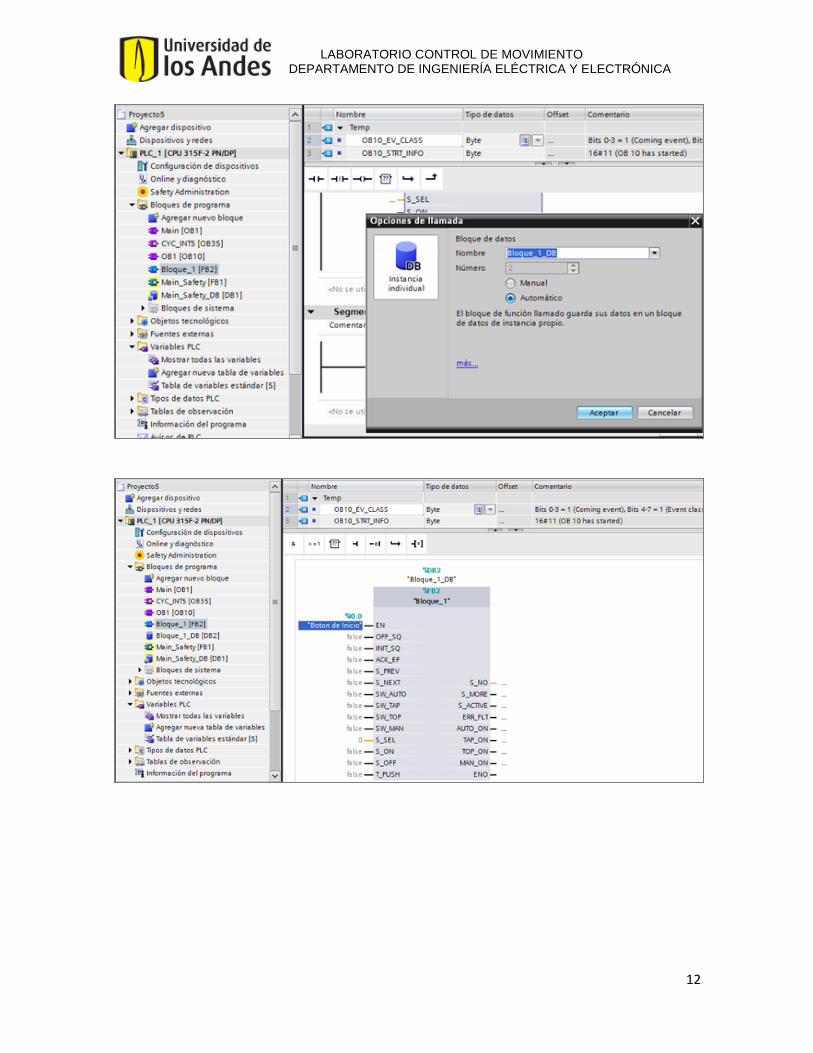
- Insertar bloque en Grafcet para realizar secuencia.
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
7
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
8
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
9
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
10
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
11
- Agregar nuevo bloque.
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
12
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
13
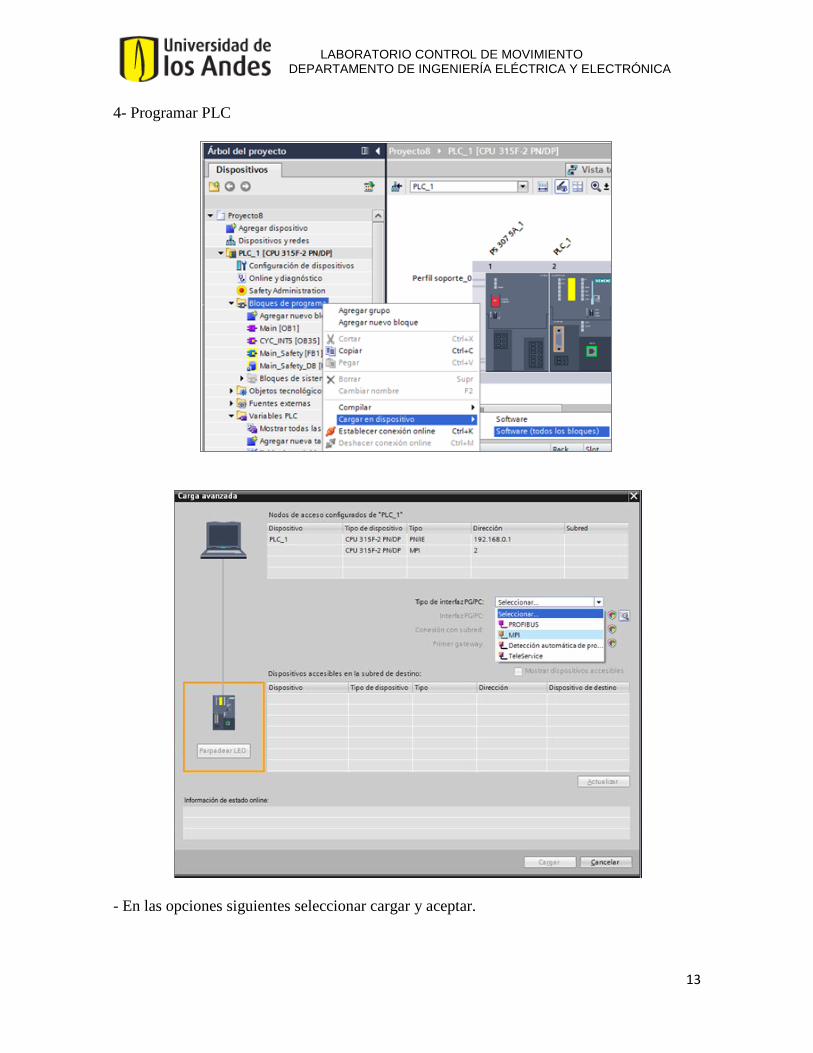
4- Programar PLC
- En las opciones siguientes seleccionar cargar y aceptar.
LABORATORIO CONTROL DE MOVIMIENTO DEPARTAMENTO DE INGENIERÍA ELÉCTRICA Y ELECTRÓNICA
14
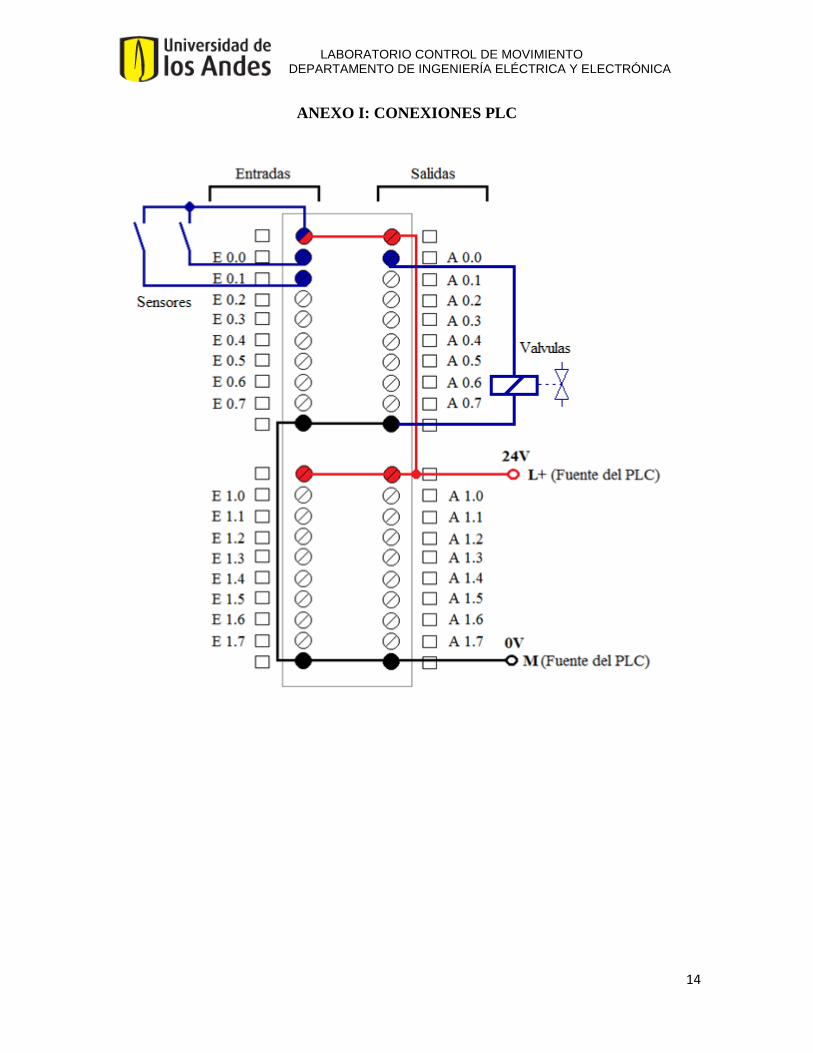
ANEXO I: CONEXIONES PLC