Embed Size (px)
Citation preview

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 1/26
Unidad temática II: Envases metálicos
Tema: “Envases de dos piezas”
M. en C. María Carmen Fernández Martínez
Instituto Politécnico Nacional
Unidad Profesional Interdisciplinaria deBiotecnología
Unidad de aprendizaje: Envases yEmbalajes
8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 2/26
Características
El envase de hojalata de dos piezas:
•No tiene costura lateral
•
No tiene doble cierre en el fondo
•Una sola pieza constituye el fondo y el cuerpo
•Es mayormente utilizado para envasar cerveza ybebidas carbonatadas

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 3/26
FABRICACIÓN DE LATAS
DE DOS PIEZAS
Las técnicas de fabricación se refinanconstantemente, ya que las latas dedos piezas tienen grandes ventajassobre las soldadas de tres piezas.

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 4/26
Ventajas
Son mas resistentes
El recubrimiento de laca es mas uniforme
Ahorro en material
Son más atractivas
Son usadas generalmente para contener
productos que se necesiten envasar a
presión.

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 5/26
FABRICACIÓN DELATAS DE DOS PIEZAS
•Estirado-reestirado. Draw-and-
redraw (DRD)
•Estirado y prensado. Draw-and-
wall-iron (DWI)

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 6/26
ESTIRADOEl proceso corresponde a la formación
de una copa, siendo reducido eldiámetro con un espesor del metal
esencialmente constante, al estirar el
metal de una lámina plana mediante unariete a través de un troquel circular

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 7/26
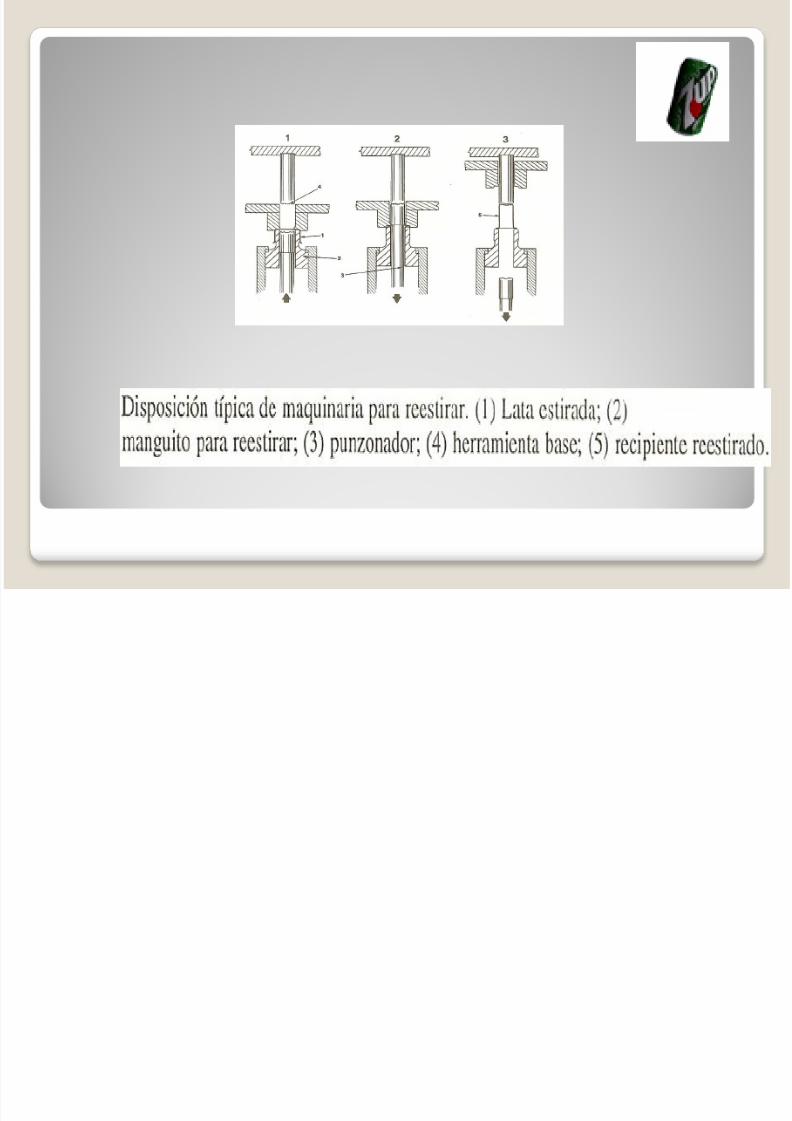
REESTIRADO
Posteriormente puede reducirse el
diámetro de la copa y aumentar su
altura mediante una o másoperaciones de reestirado

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 8/26
8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 9/26

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 10/26Prensado
Consiste en un adelgazamiento del metal
logrado al empujar una copa estirada mediante
un ariete a través de una matriz que deja un
hueco inferior al grosor del metal
En este proceso de fabricación de latas
pueden usarse dos, tres e incluso cuatro
matrices, que dejan huecos progresivamente
menores y reducir así el grosor del metalhasta un 70%
8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 11/26
Proceso Estirado-reestirado
DRD Se hace primero una lata de boca
ancha y en el segundo paso se estira
formando una boca más estrecha,haciéndola más alta.
Se usa hojalata prelacada, lo quereduce costos.

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 12/26

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 13/26
PROCESO DWI Permite obtener envases demenor grosor que el sistema
DRDSe utiliza para la fabricación delatas para el envasado debebidas carbónicas
Estirado de la chapa destruye elrecubrimiento

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 14/26

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 15/26Modificaciones a los procesos
La reducción del diámetro de la boca,lo que permite cierto ahorro dematerial, mejorar el aspecto delenvase y facilitar su apilado
La utilización de tapas abre fácil(parcial o total)

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 16/26
Resumen en las etapas defabricación de latas de dos piezas
DWI DRD Desenrollado de la bobina
Lubrificar
Cortar discos y formar
copas Prensar paredes y formar
la base
Recortar cuerpo para
corregir altura Lavar y tratar(pasivizar)
Decorar (opcional)
Protección externa
Protección interna
Lacar la bobina ocortar en láminas ylacar
Cortar discos yformar copas
Reestirar (una o dosveces)
Formar la base Recortar reborde o
formar reborde

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 17/26
Los efectos de la fricción provocada por elestirado y el prensado tienen un impacto
importante en el proceso de fabricación de
latas.
La fricción muy intensa entre el metal y la
herramienta y las presiones extremas
provocadas durante el proceso de prensado
obligan a realizar una lubricación y limitan
los procesos a la hojalata y al aluminio.
HOJALATA Y ALUMINIO

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 18/26
Selección del método para lafabricación de latas
La elección del método se verá influenciada por
los siguientes factores:
•Productos a envasar
•Método de conservación de los alimentos
•Número de latas a fabricar•Diversidad de especificaciones
•Disponibilidad y precio de las materias primas

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 19/26
Importancia del mercadoy de la factoría
La inversión del capital y la versatilidad del equipo son
dos aspectos importantes a considerar.
Si la fabrica es pequeña y /o tienen que fabricarse latas
con diversidad de tamaños y de especificaciones, la
soldadura eléctrica es la opción preferida.
Cuando la factoría es grande y reducida la variedad de
productos a fabricar, las latas DWI ofrecen ventajas en
cuanto al costo del recipiente aunque a expensas de
una elevada inversión de capital.

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 20/26
Soldadura BAJA ALTA
DRD MEDIO ESCASA
DWI ELEVADO ESCASA
8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 21/26
¿Qué método dedos piezas?
La resistencia de la pared de la lataes, de forma clara, una propiedadimportante que influye sobre elllenado, formación de la juntura delcierre, almacenamiento y resistencia amalos tratos.
Esta propiedad dependeprincipalmente del grosor de la pared

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 22/26
Con base a la estructura de precios delacero, que depende del calibre y de lasuperficie y no del peso, las normastradicionales aconsejan que:
Un cociente elevado entre altura ydiámetro (latas altas) resulta favorablepara el proceso DWI.
Un cociente bajo altura/diámetro (latasbajas) resulta favorable para el procesoDRD

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 23/26
En términos estrictos de elaboración deartículos de metal, estas normas songeneralmente aplicables, aunque lasituación se ve complicada por otros
factores:
El proceso DWI impone el uso de hojalata
mientras que las latas DRD pueden sermanufacturadas con acero sin estañoprelacado (no aplicable a la industriaalimentaria).

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 24/26
El proceso DWI requiere de un equipomás caro por lo que son precisos
mayores volúmenes de producción para
justificar la inversión del capital.

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 25/26
Proceso de Fabricación deLatas

8/6/2019 3_Envases de Dos Piezas
http://slidepdf.com/reader/full/3envases-de-dos-piezas 26/26
BIBLIOGRAFÍA Fellows, Peter. Tecnología del procesado de losalimentos: Principios y practicas. Ed. Acribia,España, 1994. pp. 451, 452.
Vidal, Dolores. El Mundo del Envase: Manual parael diseño y producción de envases y embalajes.Ed. Gustavo gili
Rodríguez Tarango, José Antonio. Manual deIngeniería y diseño en envase y embalaje. 3ra. ed.
,Ed. Packaging. México 1997, pp. 9:10, 9:11.