Embed Size (px)
Citation preview

Reloj comparador
Se trata de un instrumento medidor que transmite el desplazamiento lineal del
palpador a una aguja indicadora, a través de un sistema piñón-corredera.
El reloj comparador consiste en una caja metálica atravesada por una varilla o
palpador desplazable axialmente en algunos milímetros (10 mm. para
comparadores centesimales y 1 mm. para comparadores milesimales). En su
desplazamiento la varilla hace girar, por medio de varios engranajes, una aguja
que señalará sobre una esfera dividida en 100 partes el espacio recorrido por el
palpador, de tal forma que una vuelta completa de la aguja representa 1 mm. de
desplazamiento del palpador y, por consiguiente, una división de la esfera
corresponde a 0.01 mm. de desplazamiento del mismo. Una segunda aguja más
pequeña indica milímetros enteros
Movimientos del palpador hacia el comparador serán positivos, girando la aguja en
el sentido del reloj. Movimientos hacia el exterior serán negativos, desplazándose
la aguja en sentido antihorario.
El modo de usarlo para medir la desalineación radial (paralela) es haciéndolo
solidario a uno de los ejes (Eje A) mediante un adaptador (base magnética),
descansando el palpador en el diámetro exterior del otro eje (Eje B). Montado de
esta forma se gira 360º el eje A, tomando lecturas cada 90º. Dichas lecturas nos
darán la posición relativa del eje B respecto de la proyección del eje A en la
sección de lectura. Para medir la desalineación axial (angular) se procede de igual
manera pero descansando el palpador en la cara frontal del plato.
La importancia de una alineación de ejes precisa
Reduzca las averías de la maquinaria hasta en un 50% y aumente su tiempo
productivo

Está comprobado. La desalineación de los ejes es responsable de hasta el 50%
de todos los costes relacionados con las averías de la maquinaria rotativa. Una
alineación precisa de los ejes puede evitar un gran número de averías de la
maquinaria y reducir las paradas no planificadas que provocan pérdidas de
producción. En el difícil entorno actual donde se busca constantemente reducir
costes y optimizar los activos, la necesidad de una alineación de ejes precisa es
ahora mayor que nunca.
¿Qué es la desalineación de ejes?
Las máquinas tienen que alinearse tanto en el plano horizontal como en el
vertical. La desalineación se puede deber a una desalineación paralela o angular
y es, de hecho, una combinación de ambas.
Desalineación paralela (o descentramiento)
Desalineación angular
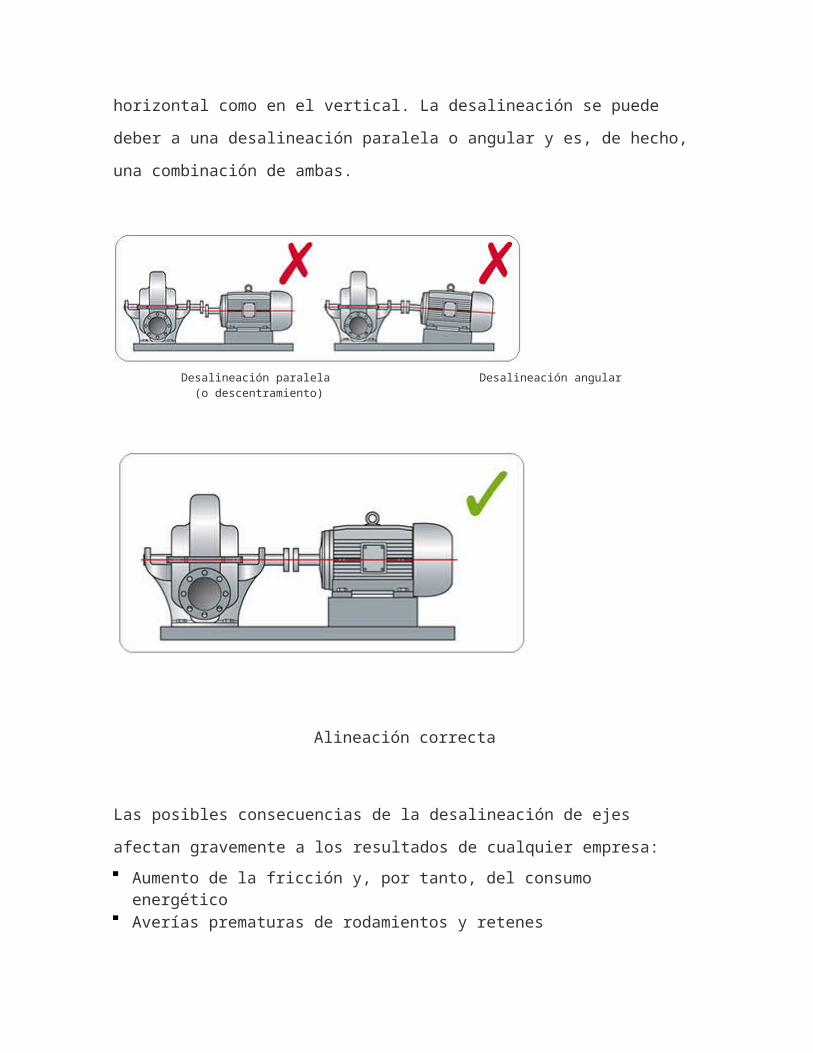
Alineación correcta
Las posibles consecuencias de la desalineación de ejes afectan gravemente a los
resultados de cualquier empresa:
Aumento de la fricción y, por tanto, del consumo energético
Averías prematuras de rodamientos y retenes
Averías prematuras de ejes y acoplamientos
Fugas excesivas del lubricante por la obturación
Fallo de los pernos de acoplamientos y fijaciones
Aumento de la vibración y el ruido
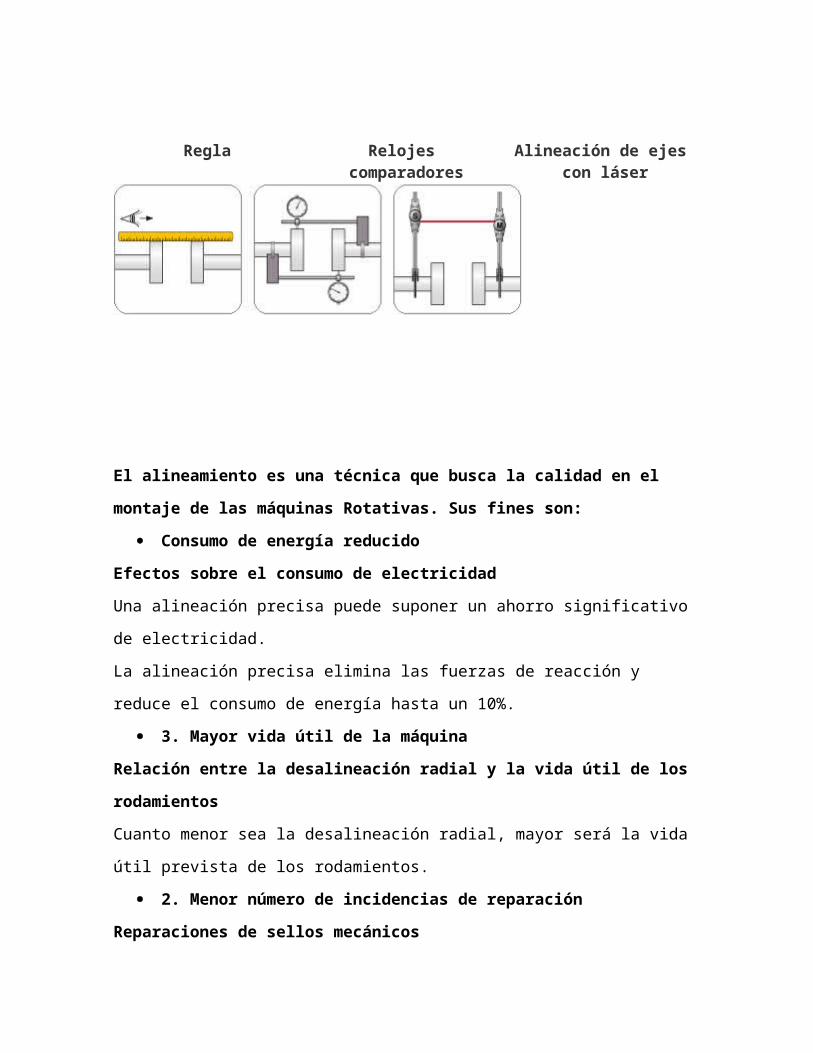
Reducing misalignment saves energy
La reducción de la desalineación aumenta la vida del rodamiento
Consumo energético adicional
Vida del roda miento
Grado de desalineación
Grado de desalineación
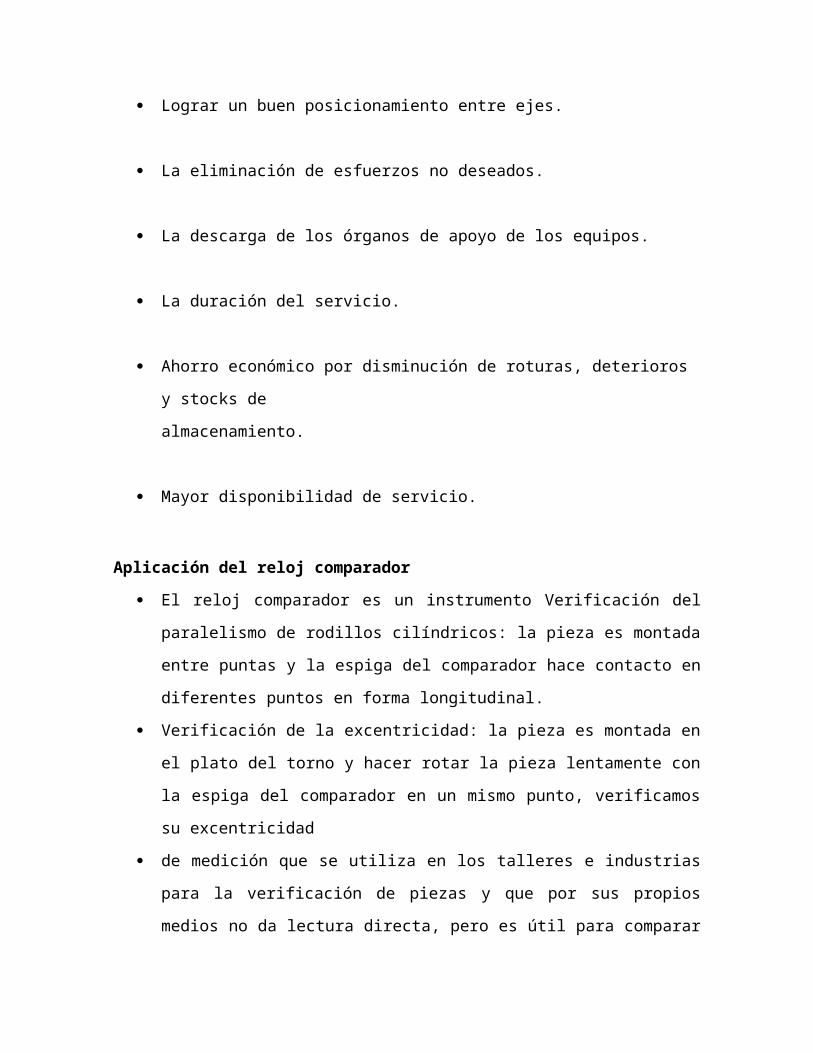
¿Qué métodos se pueden utilizar para alinear ejes?
Regla
Relojes comparadores
Alineación de ejes con láser
El alineamiento es una técnica que busca la calidad en el montaje de las
máquinas Rotativas. Sus fines son:
Consumo de energía reducido
Efectos sobre el consumo de electricidad
Una alineación precisa puede suponer un ahorro significativo de electricidad.
La alineación precisa elimina las fuerzas de reacción y reduce el consumo de
energía hasta un 10%.
3. Mayor vida útil de la máquina
Relación entre la desalineación radial y la vida útil de los rodamientos
Cuanto menor sea la desalineación radial, mayor será la vida útil prevista de los
rodamientos.
2. Menor número de incidencias de reparación
Reparaciones de sellos mecánicos
Las reparaciones de sellos mecánicos descienden hasta un 65% cuando se lleva a
cabo una alineación precisa de forma regular.
Reparaciones de bombas
La tasa de reparaciones desciende hasta un 30% cuando la alineación de
precisión pasa a formar parte del programa de reparaciones de las bombas.
Los costes de mantenimiento también se reducen, gracias al menor gasto en
repuestos y a unos niveles de inventario menores.
Alineación perfecta significa que ambos ejes rotan respecto de la misma
línea geométrica cuando están bajo carga (condiciones de funcionamiento
en régimen) y a temperatura de servicio.
Más del 50% de los daños prematuros en máquinas están relacionados con
problemas en la alineación de sus ejes. Además las velocidades de giro
cada vez mayores exigen más precisión en la alineación. Por esto se ha
desarrollado el instrumento de alineación láser.
Existen cuatro parámetros que debemos tener en cuenta para lograr una
perfecta alineación: estos son dos ángulos (vertical y horizontal) y dos
desplazamientos (vertical y horizontal). Estas cuatro variables deben ser
corregidas simultáneamente para asegurar una correcta alineación.

Lograr un buen posicionamiento entre ejes.
La eliminación de esfuerzos no deseados.
La descarga de los órganos de apoyo de los equipos.
La duración del servicio.
Ahorro económico por disminución de roturas, deterioros y stocks de
almacenamiento.
Mayor disponibilidad de servicio.
Aplicación del reloj comparador
El reloj comparador es un instrumento Verificación del paralelismo de
rodillos cilíndricos: la pieza es montada entre puntas y la espiga del
comparador hace contacto en diferentes puntos en forma longitudinal.
Verificación de la excentricidad: la pieza es montada en el plato del torno y
hacer rotar la pieza lentamente con la espiga del comparador en un mismo
punto, verificamos su excentricidad
de medición que se utiliza en los talleres e industrias para la verificación de
piezas y que por sus propios medios no da lectura directa, pero es útil para
comparar las diferencias que existen en la cota de varias piezas que se
quieran verificar. La capacidad para detectar la diferencia de medidas es
posible gracias a un mecanismo de engranajes y palancas, que van
metidos dentro de una caja metálica de forma circular. Dentro de esta caja
se desliza un eje, que tiene una punta esférica que hace contacto con la
superficie. Este eje al desplazarse mueve la aguja del reloj, haciendo
posible la lectura directa y fácil de las diferencias de medida
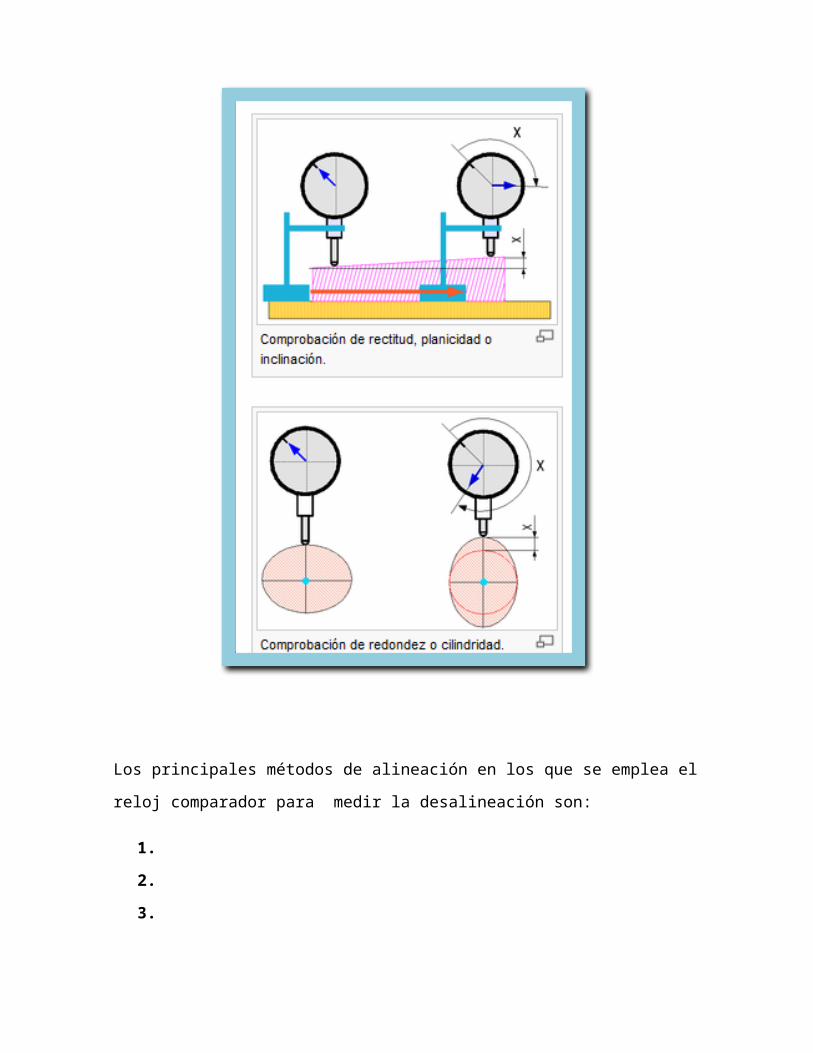
Los principales métodos de alineación en los que se emplea el reloj comparador
para medir la desalineación son:
1.
2.
3.
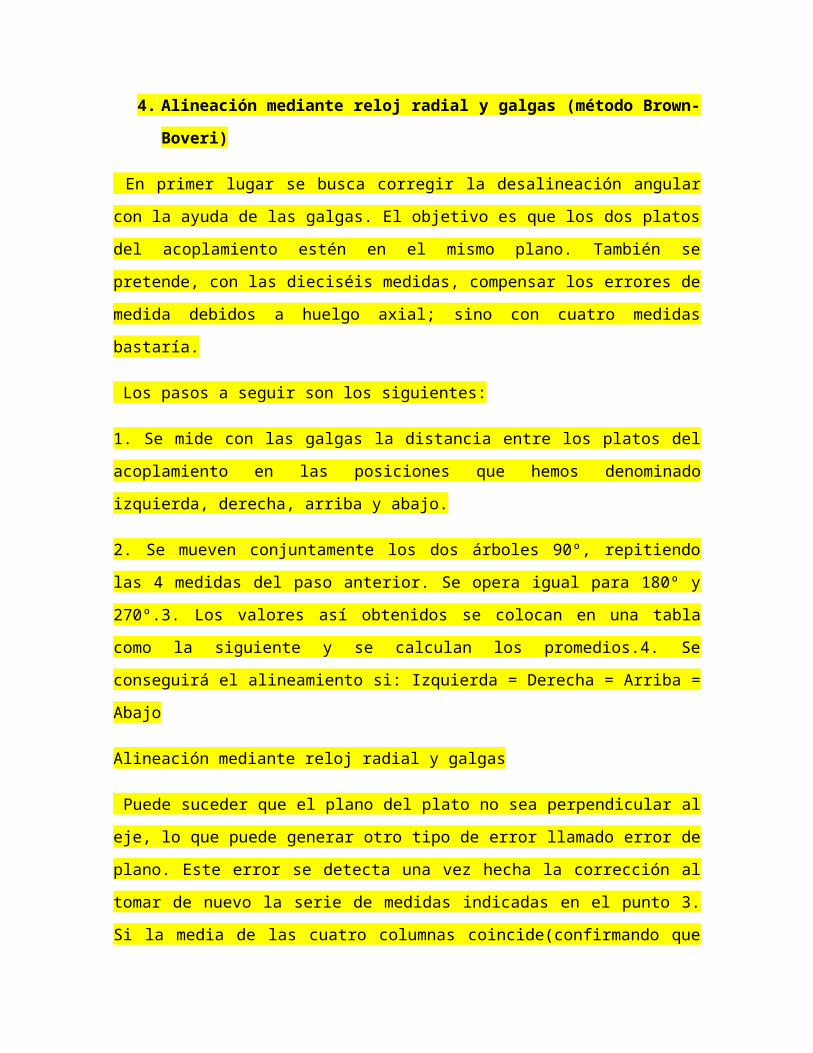
4. Alineación mediante reloj radial y galgas (método Brown-Boveri)
En primer lugar se busca corregir la desalineación angular con la ayuda de las
galgas. El objetivo es que los dos platos del acoplamiento estén en el mismo
plano. También se pretende, con las dieciséis medidas, compensar los errores de
medida debidos a huelgo axial; sino con cuatro medidas bastaría.
Los pasos a seguir son los siguientes:
1. Se mide con las galgas la distancia entre los platos del acoplamiento en las
posiciones que hemos denominado izquierda, derecha, arriba y abajo.
2. Se mueven conjuntamente los dos árboles 90º, repitiendo las 4 medidas del
paso anterior. Se opera igual para 180º y 270º.3. Los valores así obtenidos se
colocan en una tabla como la siguiente y se calculan los promedios.4. Se
conseguirá el alineamiento si: Izquierda = Derecha = Arriba = Abajo
Alineación mediante reloj radial y galgas
Puede suceder que el plano del plato no sea perpendicular al eje, lo que puede
generar otro tipo de error llamado error de plano. Este error se detecta una vez
hecha la corrección al tomar de nuevo la serie de medidas indicadas en el punto 3.
Si la media de las cuatro columnas coincide(confirmando que el desalineamiento
angular se ha corregido), pero no coinciden los valores de las columnas para cada
medida, hay error de plano. En la práctica se corrigen primero los errores
angulares en el plano vertical y luego en el horizontal. Es decir, primero
corregimos verticalmente un ángulo alfa para que arriba = abajo, y después
corregimos horizontalmente un ángulo beta para que derecha = izquierda.
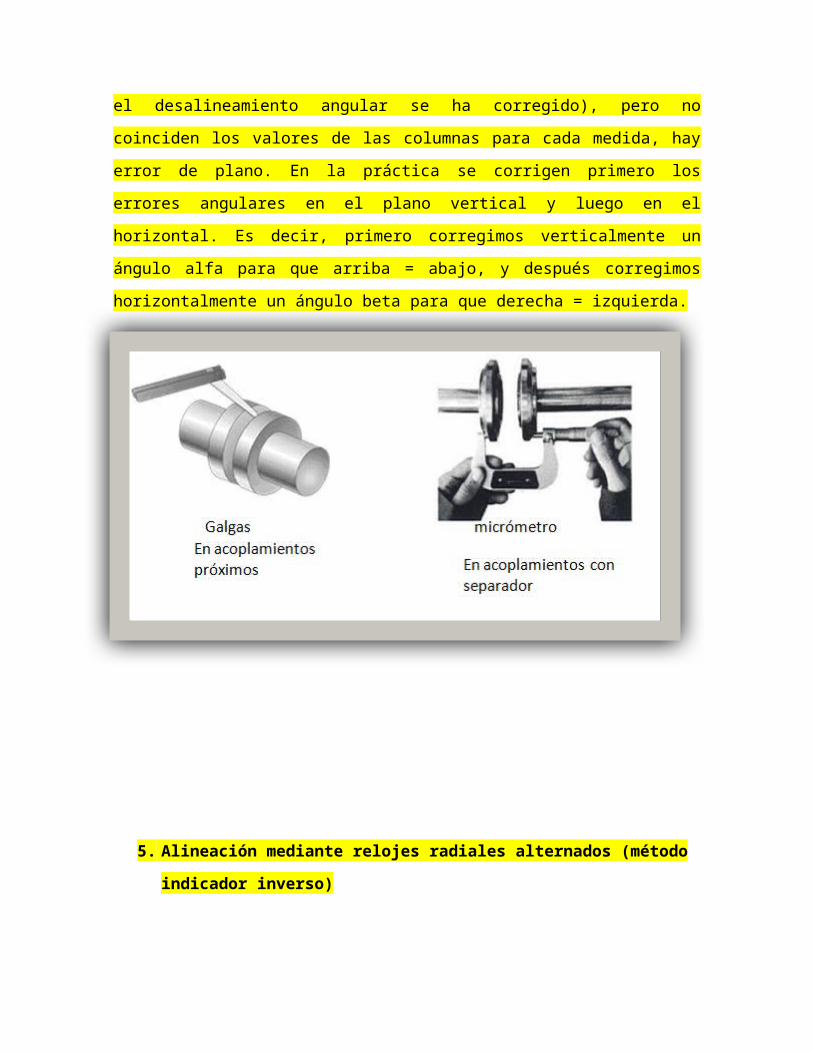
5. Alineación mediante relojes radiales alternados (método indicador
inverso)
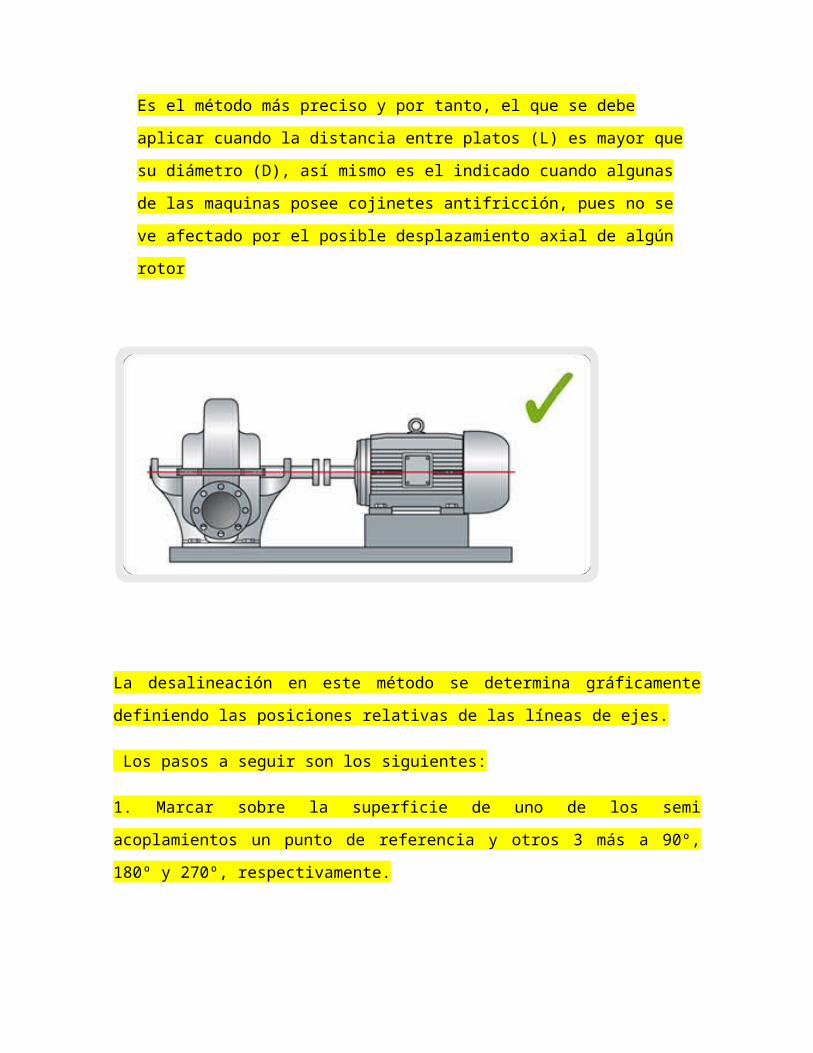
Es el método más preciso y por tanto, el que se debe aplicar cuando la
distancia entre platos (L) es mayor que su diámetro (D), así mismo es el
indicado cuando algunas de las maquinas posee cojinetes antifricción, pues no
se ve afectado por el posible desplazamiento axial de algún rotor
La desalineación en este método se determina gráficamente definiendo las
posiciones relativas de las líneas de ejes.
Los pasos a seguir son los siguientes:
1. Marcar sobre la superficie de uno de los semi acoplamientos un punto de
referencia y otros 3 más a 90º, 180º y 270º, respectivamente.
2. Montar dos relojes comparadores, uno con su palpador apoyado en el exterior
de un plato y su soporte asegurado en el eje de la otra máquina, ocupando la
posición de 0º, y el otro colocado en la dirección contraria y en la posición de
180º3. Anotar las lecturas que se obtienen en ambos relojes comparadores en las
posiciones de 0º, 90º, 180º y 270º en el lugar correspondiente de la ficha de
trabajo.
6. Alineación mediante cara y borde (método radial-axial)
Este método conocido también como cara y borde es uno de los primeros que se
idearon para la alineación de ejes. En el se utilizan dos relojes comparadores para
la medida de la desalineación de ejes. Ambos relojes están fijados a una de las
partes que sirven como referencia (generalmente la parte móvil) y miden palpando
la otra parte en sentido radial y axial.
El comparador radial es colocado sobre la cara lateral (cilíndrica) del acoplamiento
y permite cuantificar la desalineación paralela. Por otro lado, el comparador axial
puede ser colocado en las caras frontales externa o interna del acoplamiento en la
(figura 4.11) se muestra apoyo sobre la cara externa y permite determinar el grado
de d
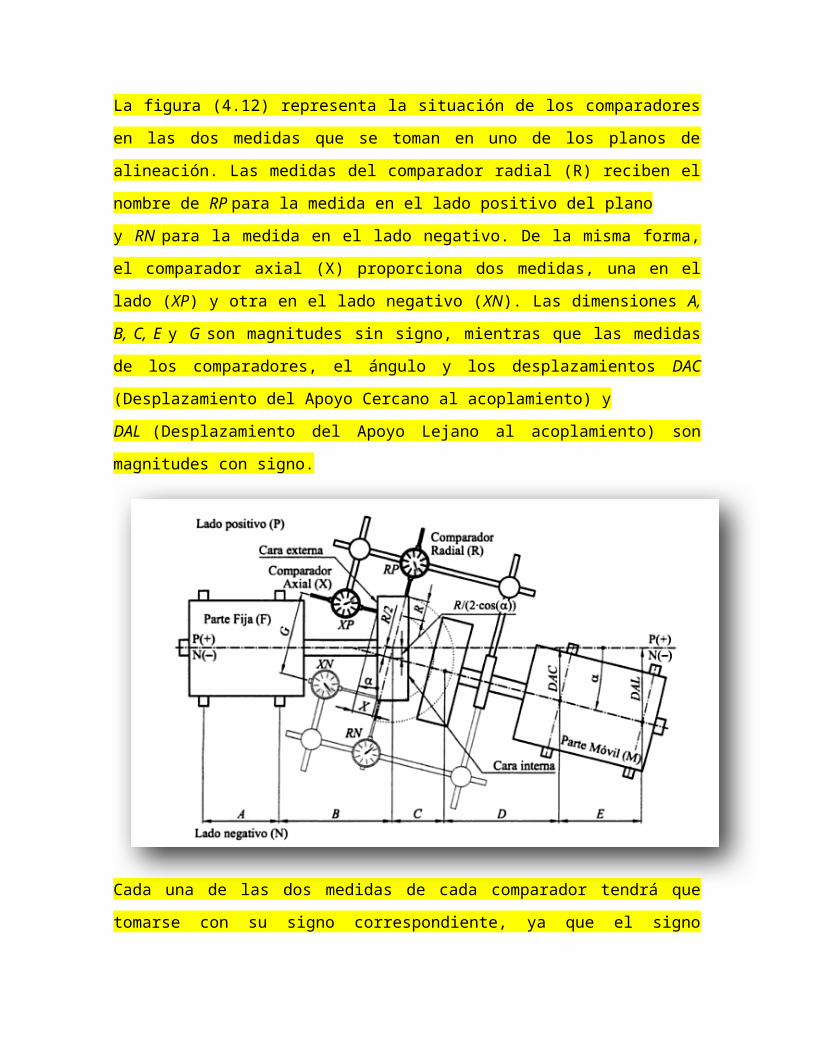
Figura 4.12 Relaciones geométricas en el método radial-axial esalineamiento
angular. La medida se realiza de forma independiente en los dos planos de
alineación (horizontal y vertical).
103
Para cada uno de los planos, por separado, se tendrá que realizar un
procedimiento de alineación como el que se describe a continuación.
La figura (4.12) representa la situación de los comparadores en las dos medidas
que se toman en uno de los planos de alineación. Las medidas del comparador
radial (R) reciben el nombre de RP para la medida en el lado positivo del plano
y RN para la medida en el lado negativo. De la misma forma, el comparador axial
(X) proporciona dos medidas, una en el lado (XP) y otra en el lado negativo (XN).
Las dimensiones A, B, C, E y G son magnitudes sin signo, mientras que las
medidas de los comparadores, el ángulo y los desplazamientos DAC
(Desplazamiento del Apoyo Cercano al acoplamiento) y
DAL (Desplazamiento del Apoyo Lejano al acoplamiento) son magnitudes con
signo.
Cada una de las dos medidas de cada comparador tendrá que tomarse con su
signo correspondiente, ya que el signo determinara si la máquina debe ser
desplazada en un sentido u otro. La medida de cada comparador entre las dos
posiciones (positiva y negativa) se obtiene por diferencia. Sin embargo el resultado
del comparador axial cambia de signo según dicho comparador esté colocado en
la cara interna o externa. Para se introduce una constante Kx cuyo valor es 1 si el
comparador está en la cara externa caso de la figura (4.12) y -1 si esta colocado
en la cara interna.
R = RP – RN (comparador radial)
X = Kx (XP – XN)
Así, se puede observar que los valores R y X son positivos en el ejemplo de la
(figura 4.12), llegando a este punto ya se dispone de la medida de la
desalineación. A partir de estas medidas, se puede determinar los
desplazamientos necesarios en la parte móvil para conseguir la alineación
perfecta.
Reloj comparador digital
Reloj comparador digital norma DIN.
Kx = 1 si el comparador axial está en
la cara externa.
Kx = -1 si el comparador axial está en la cara interna.

La aplicación de la electrónica a los aparatos de medida ha dado lugar a relojes
comparadores de funcionamiento electrónico, que pueden presentar la lectura de
la medición en un visualizador digital.
Un reloj comparador digital tiene una forma similar al tradicional, pero con las
ventajas de la tecnología digital, presenta la información en una pantalla, en lugar
de manecillas y permite, en muchos casos, su conexión a un ordenador o equipo
electrónico.
Las características de un reloj digital son:
Amplitud de medida.
Apreciación.
Conectividad
Información en pantalla:
Lectura en formato digital.
Lectura en forma analógica.
Datos en milímetros.
Datos en pulgadas.
Estado de la batería.
Funciones:
Puesta a cero.
Memoria de lecturas.
Fijación de lectura.
Establecer cuota máxima y mínima.
Uso del comparador digital
Existe una enorme variedad de relojes comparadores digitales, básicamente su
forma de utilización es similar, veamos un ejemplo ilustrativo de reloj digital, la
amplitud de medición es de 20 mm, con una apreciación de 0’001 mm, en la
pantalla presenta la información en forma analógica, en la parte superior, y digital.
La escala analógica está impresa en la pantalla y presenta la lectura mediante una
barra de color azul hacia la derecha si el valor es positivo y una barra roja hacia la
izquierda si es negativo.

Conclusión
Hoy en día es extremadamente exigente que las empresas cuenten con ingenieros
calificados en un correcto mantenimiento ya sea predictivo, preventivo o correctivo
es por eso que, contar con ingenieros capaces de una buena selección y montaje
de acoplamientos en sus diversos usos en la industria evitara altos costos de
mantenimiento y tiempos muertos en la producción. De aquí que el estudio
principal de este trabajo es mostrar los métodos para la correcta selección de un
acoplamiento al mismo tiempo proporcionar al lector los conocimientos necesarios
para realizar el montaje de de los mismos.
Por consiguiente exhorto a los estudiantes de la carrera de ingeniería mecánica
eléctrica a revisar este documento que les será de suma útil ya que les brinda la
información básica para tener una idea más amplia de los distintos tipos de
acoplamientos que existen así como su aplicación. Para la materia de diseño
mecánico este documental les será de mucha utilidad y así mismo reforzar los
conocimientos adquiridos, estará del lector elegir el método de selección que más
le convenga (por potencia y por torque) en lo personal utilizo el de potencia
aunque quedo demostrado que cualquiera de los dos métodos que se utilice da
el mismo resultado.
Por último es muy importante recordar que el mejor acoplamiento para una
aplicación en especial no esta regido por la oferta de equipos en el mercado ni la
opción más económica, sino aquel acoplamiento que cumpla con todas las
necesidades y condiciones que el sistema amerita.
Se pueden resaltar aspectos importantes acerca del montaje y la alineación
dentro de la industria, pero el rubro más importante de estos es sin duda el de la
seguridad. Por otro lado y tal vez más importante es el correcto montaje y
aplicación de la seguridad industrial para evitar accidentes entre los empleados,
puesto que este tipo de traumatismos afectará a la empresa en muchos aspectos,
como perder al trabajador y con él su experiencia y la pérdida de tiempo para el
cumplimiento de los pedidos. En fin son muchos los puntos críticos. De esta
manera, es necesario considerar la asignatura de Mantenimiento como una parte
fundamental de nuestra carrera, puesto que en el futuro dependerá de ello la
seguridad y la integridad del trabajador dentro de la industria
Bibliografía
1.- Eugene A. Avallone, Theodore Baumeister III.
MARKS
Manual del ingeniero mecánico. Editorial. McGRAW-HILL. Tomo I. 9a
edicion.
2. - Norton, Robert L.
Diseño de maquinas
Editorial. Prentice Hall, México, 1999.
3. - Joseph Edward shigley. Charles R. Mischke.
Diseño en ingeniería mecánica. Editorial. McGRAW-HILL. 5ta edicion.
México 1990 .