Embed Size (px)
Citation preview
UNIVERSIDAD DE VALLADOLID
UNIVERSIDAD DE VALLADOLID
ESCUELA DE INGENIERÍAS INDUSTRIALES
MÁSTER OFICIAL EN
INGENIERÍA AMBIENTAL
Análisis de Ciclo de Vida de la Producción de
Biocombustibles líquidos (BUTANOL) a partir
de Subproductos Lignocelulósicos (Pulpa de
Remolacha)
Autor:
Montero De la Cruz, Silena Esther
Tutor Académico:
Coca Sanz, Mónica
Departamento de Ingeniería Química y
Tecnología del Medio Ambiente
Valladolid, Julio de 2017
2
RESUMEN
La necesidad de introducir energías renovables en el sector industrial aumenta la
importancia de diseñar estrategias de producción eficiente y sostenible para las futuras
demandas energéticas. El análisis de ciclo de vida de la producción de biocombustibles a
partir de biomasa lignocelulósica permite comparar las ventajas y desventajas que se
presentan respecto a la producción de combustibles convencionales, así como también
definir la importancia de su impacto sobre el medio ambiente. Las emisiones de gases de
efecto invernadero y otros impactos asociados durante la etapa de operación de la planta
provienen de los aspectos ambientales definidos, como el consumo de combustibles
fósiles, generación de vapor en calderas y producción de residuos y vertidos. En este ACV
se ha realizado la comparación de tres metodologías de evaluación de impacto, en la que
se escoge la más actualizada y conforme a los objetivos de estudio. Con dicha
metodología, se comparan los dos componentes más importantes y de mayor producción
de impactos ambientales en la sección de fermentación para así proponer estrategias de
disminución de impactos con un análisis de sensibilidad. Este ACV ha comprobado que los
impactos ambientales asociados a la producción de biobutanol con pretratamiento térmico
provienen principalmente al uso de vapor de proceso durante esta etapa, así como el
consumo de energía eléctrica en las etapas de hidrólisis enzimática y fermentación.
Palabras claves: ACV, Biobutanol, Biocombustibles, Ecoinvent, Impactos ambientales,
SimaPro.
3
CONTENIDO
1. INTRODUCCIÓN .................................................................................................................... 8
1.1. Los biocombustibles .................................................................................................... 8
1.2. El Butanol como biocombustible ............................................................................... 10
1.3. Producción de biobutanol a partir de materiales lignocelulósicos ......................... 11
1.3.1. La pulpa de remolacha como materia prima en la producción de biobutanol ........... 12
1.4 Análisis de Ciclo de Vida ............................................................................................ 13
1.5. Energía y desarrollo sostenible ................................................................................. 14
2. JUSTIFICACIÓN ....................................................................................................................... 15
3. OBJETIVOS DE ESTUDIO ........................................................................................................ 15
4. ALCANCE DEL ESTUDIO ......................................................................................................... 16
4.1. Unidad Funcional ....................................................................................................... 16
4.2 Límites del sistema .................................................................................................... 17
4.3. Simplificaciones y consideraciones de cálculo ........................................................ 18
4.4. Descripción del proceso. Diagrama de Flujo ............................................................ 18
4.4.1. Pre-tratamiento hidrotérmico de pulpa de remolacha ................................................. 19
4.4.2. Hidrólisis Enzimática ...................................................................................................... 19
4.4.3. Separación del hidrolizado ............................................................................................ 20
4.4.4. Fermentación ................................................................................................................. 20
4.5. Base de datos y Metodologías de evaluación .......................................................... 23
4.6. Mix eléctrico ................................................................................................................ 27
4.7. Datos de proceso ....................................................................................................... 28
4.7.1. Balances de materia: Flujos másicos y volumétricos .................................................. 30
5. ANÁLISIS DE INVENTARIO DEL CICLO DE VIDA .................................................................... 31
5.1. Especificaciones del dimensionamiento de equipos ............................................... 32
5.1.1. Dimensionado de reactor de Pre-tratamiento .............................................................. 33
5.1.2. Dimensionado de reactores de Hidrólisis Enzimática ................................................. 33
5.1.2.1 Reactor de preparación de enzimas ............................................................................. 34
5.1.3. Dimensionado de la centrífuga ..................................................................................... 34
5.1.4. Dimensionado Reactores de Fermentación ................................................................. 35
5.1.4.1. Reactores de preparación de inóculo ........................................................................... 35
5.2. Inventario de ciclo de vida (ICV) ................................................................................ 36
5.2.1. Materiales: Acero inoxidable correspondiente a 8 kg de Butanol ............................... 36
5.2.2. Balances de materia y energía: Flujos de correspondientes a 8 kg de butanol ........ 36
5.2.2.1. Energía eléctrica (kWh) .................................................................................................. 37
5.2.2.2. Necesidades de agua, vapor, nutrientes, regulador pH, gases y refrigerante
correspondientes a 8 kg de butanol ............................................................................................... 37
4
5.2.3. Ocupación de la planta (m2) .......................................................................................... 38
5.2.4. Flujos de referencia para 1 kg de butanol .................................................................... 38
6. EVALUACIÓN DE IMPACTO AMBIENTAL DEL CICLO DE VIDA (EICV) .................................... 40
6.1. Comparativa de Metodologías ................................................................................... 40
6.1.1. CML 2 Baseline 2000 .................................................................................................... 40
6.1.2. Eco-Indicator 99 (E) ........................................................................................................ 42
6.1.3. IMPACT 2002+ ............................................................................................................... 43
6.2. Metodología seleccionada ......................................................................................... 46
7. INTERPRETACIÓN Y ANÁLISIS DE RESULTADOS .................................................................. 46
7.1. Comparación del impacto generado por el uso de vapor y consumo eléctrico de la
planta. ……………………………………………………………………………………………………………………………….47
7.2. Análisis de Sensibilidad ............................................................................................. 50
7.1.2. Comparación de energías convencionales con energías renovables propuestas en el
análisis de sensibilidad ................................................................................................................... 51
8. CONCLUSIONES ..................................................................................................................... 53
9. BIBLIOGRAFÍA ......................................................................................................................... 55
I. ANEXO. MEMORIA DE CÁLCULO ........................................................................................ 59
II. ANEXO. DIAGRAMAS DE PROCESOS ................................................................................. 78
5
LISTA DE ABREVIACIONES
ACV: Análisis de ciclo de vida
PRE-TR: Pre-tratamiento
HE: Hidrólisis Enzimática
FER: Fermentación
STEAM: Vapor
ICV: Inventario de ciclo de vida
EICV: Evaluación de impactos ambientales en el ciclo de vida
ABE: Acetona, Butanol y Etanol
TFM: Trabajo fin de máster
TFG: Trabajo fin de grado
REE: Red eléctrica de España
UNESA: Asociación española de la Industria Eléctrica
REFRI: Aguas de refrigeración
S1: Mezclado de pulpa + remolacha
S1: Mezclado de hidrolizado + NaOH
DALY: Año de Vida Ajustado a la Discapacidad
IPCC: Grupo Intergubernamental de Expertos sobre el Cambio Climático.
1GMS: Primera generación (25% de los cultivos a la producción de butanol).
1G2GMS: Primera generación (50% de cultivos a la producción de etanol y 50% producción
de azúcar), integrado a una segunda generación con la producción de butanol a partir de
los subproductos (bagazo).
6
LISTA DE FIGURAS
Figura 1. Visión general de un Inventario (ICV) en un producto. .............................................14
Figura 2. Diagrama de flujo de la sección de Fermentación del proceso de producción de
biobutanol a partir de pulpa de remolacha a escala industrial. .............................................22
Figura 3. Concepto central de la metodología Eco-Indicator 99.. ...........................................24
Figura 4. Simplificación de categorías en Impact 2002+. ......................................................24
Figura 5. Procedimiento del análisis de inventario. Especificaciones de la norma...............32
Figura 6. Caracterización en CML Baseline 2000. Fuente: SimaPro. ....................................41
Figura 7. Normalización en CML Baseline 2000. Fuente: SimaPro. ......................................41
Figura 8. Caracterización en Eco-indicator 99. Fuente: SimaPro. ..........................................42
Figura 9. Normalización en Eco-indicator 99. Fuente: SimaPro. ............................................43
Figura 10. Caracterización en IMPACT 2002+. Fuente: SimaPro. ..........................................44
Figura 11. Normalización en IMPACT 2002+. Fuente: SimaPro. ............................................45
Figura 12. Análisis de los componentes destacados de la sección de fermentación. Fuente:
SimaPro. ......................................................................................................................................48
Figura 13. Normalización del análisis en sección de fermentación. Fuente: SimaPro. ........48
Figura 14. Producción neta de energía con respecto al calentamiento global. Fuente:
SimaPro. ......................................................................................................................................49
Figura 15. Producción neta de energía con respecto al uso de energías no renovables.
Fuente: SimaPro. ........................................................................................................................50
Figura 16. Caracterización en la comparación de alternativas. Fuente: Simapro. ................52
Figura 17. Evaluación del daño en la comparación de alternativas. Fuente: SimaPro .........52
7
LISTA DE TABLAS
Tabla 1. Clasificación de biocombustibles basados en sus tecnologías de generación. ........ 8
Tabla 2. Poder calorífico Inferior de los combustibles más empleados en (MJ/kg). .............10
Tabla 3. Unidad funcional del sistema. ....................................................................................17
Tabla 4. Procesos unitarios y periodos de las fases de construcción y operación de la
planta. .........................................................................................................................................18
Tabla 5. Enfoques de las metodologías aplicadas. .................................................................25
Tabla 6. Clasificación de categorías de impactos en daños ocasionados de la metodología
IMPACT 2002+. ..........................................................................................................................26
Tabla 7. Clasificación de categorías de impactos en daños ocasionados de la metodología
Eco-Indicator 99. ........................................................................................................................26
Tabla 8. Distribución del mix energético de España del año 2016. .......................................27
Tabla 9. Datos para establecer flujos de referencia. ...............................................................28
Tabla 10. Guía de diseño de biorreactores para la preparación de enzimas. .......................29
Tabla 11. Parámetros y condiciones especiales de entrada a las diferentes etapas. ..........29
Tabla 12. Parámetros de operación en gasto energético de reactores. ................................30
Tabla 13. Parámetros de operación en gasto energético de intercambiadores de calor. ....30
Tabla 14. Flujos de entradas y salidas de las diferentes etapas simuladas por Aspen Plus.
.....................................................................................................................................................31
Tabla 15. Especificaciones del reactor de pretratamiento. ....................................................33
Tabla 16. Especificaciones del reactor de Hidrólisis. ..............................................................33
Tabla 17. Especificaciones del biorreactor para la Producción de Enzimas. .......................34
Tabla 18. Especificaciones de la centrífuga de la etapa de Separación................................34
Tabla 19. Especificaciones del reactor de Fermentación. ......................................................35
Tabla 20. Especificaciones de reactores de preparación de inóculo en la etapa de
fermentación. .............................................................................................................................35
Tabla 21. kg de Acero inoxidable en toda la producción. ........................................................36
Tabla 22. Energía de entrada a las etapas del proceso. .........................................................37
Tabla 23. Flujos de materiales de la sección de fermentación. .............................................37
Tabla 24. Flujos de referencia para SimaPro. ..........................................................................39
Tabla 25. Comparativa de impactos asociados al cambio climático en kg de Dióxido de
carbono equivalente. .................................................................................................................45
Tabla 26. Datos de resultados asociados al agotamiento de los recursos naturales...........46
Tabla 27. Sustancias emitidas asociados a la categoría de calentamiento global. ..............47
Tabla 28. Reducción del consumo de vapor como alternativa de mejora. ............................51
Tabla 29. Producción de energías renovables como alternativa de mejora. .........................51
Tabla 30. Datos comparativos de alternativas de mejora. .....................................................52
8
1. INTRODUCCIÓN
1.1. Los biocombustibles
Los biocombustibles son una alternativa a los combustibles fósiles que comprende una
variedad de productos tales como el bioetanol, biobutanol, biodiésel, metano, entre otros.
Esta alternativa busca equilibrar y en un futuro reemplazar la actual demanda de
combustibles fósiles y satisfacer las necesidades de los consumidores, con su propósito de
no alterar deliberadamente los recursos naturales del medio.
Se entiende por biocombustible todos aquellos combustibles que se obtienen a partir de
biomasa. La biomasa es referida por su origen en los procesos biológicos de productos
comprendidos tanto de origen vegetal como de animal. Este término se ha aceptado para
denominar a un grupo de productos energéticos y materias primas de tipo renovable que
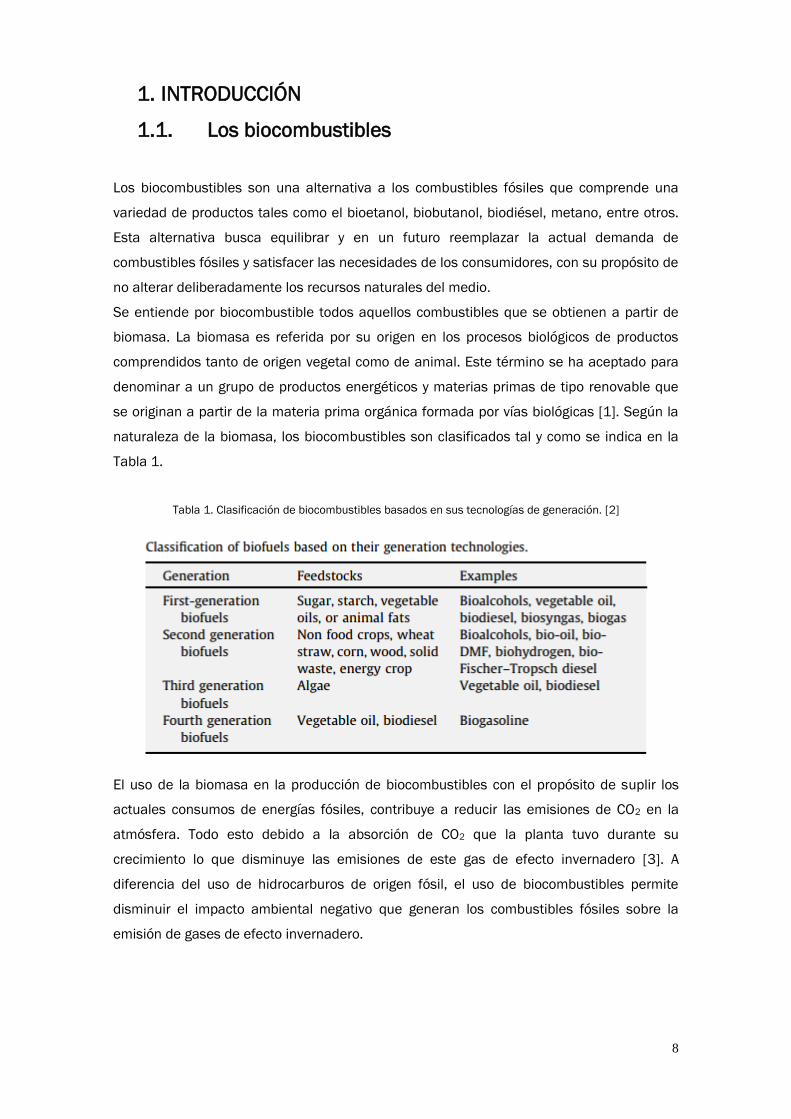
se originan a partir de la materia prima orgánica formada por vías biológicas [1]. Según la
naturaleza de la biomasa, los biocombustibles son clasificados tal y como se indica en la
Tabla 1.
Tabla 1. Clasificación de biocombustibles basados en sus tecnologías de generación. [2]
El uso de la biomasa en la producción de biocombustibles con el propósito de suplir los
actuales consumos de energías fósiles, contribuye a reducir las emisiones de CO2 en la
atmósfera. Todo esto debido a la absorción de CO2 que la planta tuvo durante su
crecimiento lo que disminuye las emisiones de este gas de efecto invernadero [3]. A
diferencia del uso de hidrocarburos de origen fósil, el uso de biocombustibles permite
disminuir el impacto ambiental negativo que generan los combustibles fósiles sobre la
emisión de gases de efecto invernadero.
9
Biocombustibles de primera generación
Los biocombustibles líquidos en primera generación son todos aquellos producidos a partir
de materiales azucarados, materiales amiláceos, aceites vegetales o grasas animales de
forma que su proceso de producción es relativamente sencillo. Las ventajas de esta
producción es que se consideran alternativas ambientalmente amigables que ayudarían a
combatir el cambio climático y disminuir la contaminación ambiental. Algunos la
consideran energía renovable en la medida en que el ciclo de plantación y cosecha se
podría repetir indefinidamente, teniendo en cuenta el buen cuidado y manejo de los suelos
evitando su agotamiento y contaminación [1].
Su viabilidad se ha puesto en duda debido al controvertido conflicto por el suministro de
alimentos, ya que se necesitaría de gran parte de suelos fértiles dedicados a cultivos de
alimentación para producir biocombustibles de primera generación. Además, los costes de
estos biocombustibles son relativamente altos, por lo que estas limitaciones han
favorecido la búsqueda de biomasa no comestible para su generación [4].
Biocombustibles de segunda generación
Este tipo de biocombustibles son producidos a partir de cultivos no alimentarios como la
paja de cereal, rastrojos de maíz, madera, residuos sólidos y en este caso la pulpa de
remolacha.
Como se obtienen a partir de materia prima no alimentaria, pueden ser cultivadas en
tierras que no requieran los estándares de cultivo de alimentos. Por ello, permiten una
mayor diversificación y promueve el desarrollo agrícola y agroindustrial. Particularmente
pueden diversificar el uso de los bosques y poner freno a la desforestación. En algunos
casos ésta técnica puede servir para recuperar terrenos erosionados en zonas
desertificadas y fijar CO2 en las raíces de sus plantas. Ésta técnica abre la posibilidad de
obtener combustibles más respetuosos con el medio ambiente y sin competir con los
cultivos alimenticios, al disponer de una mayor variedad de materias primas no
comestibles [1].
Una de las principales desventajas de los biocombustibles de segunda generación es que
los procesos que se llevan a cabo en su producción son más complejos, requieren equipos
más sofisticados, así como instalaciones e inversión a gran escala. El desarrollo de
biocombustibles de segunda generación requiere un importante esfuerzo en investigación
debido a la compleja estructura de sus materias primas, así como la implementación de
nuevas tecnologías de conversión necesarias para modificar la estructura lignocelulósica
en la etapa de pretratamiento y así favorecer la hidrólisis de los polisacáridos a
monosacáridos fermentables [4].
Biocombustibles de tercera y cuarta generación
10
Los biocombustibles de tercera generación son aquellos obtenidos a partir algas. Se ha
considerado apropiar esta clasificación a las algas debido a los altos rendimientos en
generación de combustibles partiendo de una cantidad menor en materia prima. Estos
pueden generar gran diversidad de combustibles como la gasolina, el biodiésel, metanol,
butanol, metano, aceite vegetal entre otros. Sin embargo, este tipo de producción requiere
de condiciones muy controladas de temperatura, y la aplicación de fósforo [5]. La
aplicación de biocombustibles de cuarta generación incluye la modificación genética de
microalgas para la producción de energías renovables.
1.2. El Butanol como biocombustible
El butanol es también llamado alcohol n-butanol. Se utiliza como precursor químico para la
elaboración de productos tales como disolventes de resinas naturales y sintéticas,
revestimientos, disolvente de pinturas, lacas, gomas, tintes, aceites vegetales y alcaloides.
También es empleado en la elaboración de detergentes [6].
Es un alcohol primario constituido por 4 carbonos cuya fórmula es C4H10O. Se trata de un
líquido incoloro, inflamable, con olor característico. Su vapor irrita las membranas mucosas
produciendo efectos secundarios en altas concentraciones. Tiene un punto de ebullición de
117,7 °C y un punto de fusión de -80,9 °C. El butanol es una sustancia miscible en
solventes orgánicos comunes y parcialmente miscible en el agua [7]. Además de esto
posee el poder calorífico inferior más alto en comparación con otros combustibles, incluso
el doble que el etanol, tal y como lo indica la tabla 2.
Tabla 2. Poder calorífico Inferior de los combustibles más empleados en (MJ/kg). Fuente: [8].
Butanol 45,684
Diésel 43
Gasolina 42,5
Biodiesel 37,2
Etanol 27,684
A través de los años y como resultado de estudios, el butanol se presenta como una
interesante alternativa que permite superar muchas de las limitaciones del etanol como
combustible, convirtiéndolo en uno de los combustibles clave del futuro [9]. En general
éste presenta características lo suficientemente similares a la gasolina como para
utilizarse en cualquier motor y sin ningún tipo de modificación; además, su carácter
hidrófobo evita la absorción de agua y problemas de separación de fases. Al tener en
cuenta las principales características de este material, el por qué debería ser considerado
como una alternativa en la generación de biocombustibles lo dice por sí mismo, pues el
11
butanol presenta numerosas ventajas frente al etanol, quien ha sido junto con el biodiesel,
los biocombustibles más desarrollados y utilizados en la actualidad.
Las ventajas que presenta el butanol como carburante con respecto al etanol consisten en
que el primero alcanza un 96% de energía que el mismo volumen de gasolina, mientas que
el etanol no supera el 75%. Puede ser usado en su forma pura o mezclado con cualquier
concentración de gasolina, en una proporción mayor que el etanol y sin tener que hacer
adaptaciones en los motores ni en los sistemas de transporte de hidrocarburos. El butanol
es también menos corrosivo, y más seguro de manejar ya que tiene menor presión de
vapor que el etanol, por lo que se puede mezclar directamente con la gasolina, ayudando a
la ampliación de la vida útil de los materiales o equipos empleados para su manejo [10]. El
etanol, butanol y diésel pueden ser producidos a partir de biomasa. Butanol y etanol se
obtienen a partir de procesos biológicos de fermentación.
Este proceso fermentativo consiste básicamente en la producción biológica de butanol, a
partir de algunas especies de microorganismos tales como las bacterias Clostridium
acetobutylicum o Clostridium beijerinckii. Las especies más estudiadas en este caso
pertenecen al género Clostridium ya que son capaces de convertir diversas fuentes de
carbono, como la glucosa, xilosa y arabinosa, en combustibles líquidos como el butanol,
etanol y sustancias químicas como la acetona.
1.3. Producción de biobutanol a partir de materiales
lignocelulósicos
A principios del siglo XX se desarrollaron diversos procesos microbianos para la producción
de acetona utilizada en explosivos, mediante una fermentación llevada a cabo por la
bacteria Clostridium acetobutylicum y que no sólo producía acetona, sino también butanol
y etanol. Esta fermentación fue denominada como fermentación ABE, una producción
biotecnológica de acetona, butanol y etanol, utilizada en numerosas plantas industriales
hasta mediados del siglo XX, en el que fue desplazada por procesos de origen
petroquímico. La crisis del petróleo en 1973 incentivó de nuevo el interés en alternativas
de obtención de estas sustancias a partir de procesos biológicos. Las bacterias del género
Clostridium son bacterias Gram-positivas, formadoras de endoesporas y anaerobias
estrictas. Estas bacterias son fermentadoras por excelencia. Dependiendo del sustrato, la
vía metabólica y la cepa, sintetizan una variedad de ácidos grasos, orgánicos y solventes.
Entre los clostridium involucrados en la fermentación ABE se citan: Clostridium beijerinckii,
Clostridium acetobutylicum, Clostridium saccharobutylicum [10].
12
El sustrato considerado para este cultivo comprende materia prima lignocelulósica en la
producción de butanol de segunda generación a partir de plantas vegetales no comestibles
asociadas a un bajo coste de generación. Los residuos lignocelulósicos tienen una
compleja estructura que requiere de un enfoque más complejo para su producción. Dicho
enfoque debe tener en cuenta la eficacia del hidrólisis de la hemicelulosa y celulosa, un
factor importante en el proceso ya que así se obtendrá una buena producción de pentosas
(xilosas, galactosas, arabinosas) y hexosas (glucosa, fructosa, sacarosa).
El proceso de obtención de butanol a partir de materiales lignocelulósicos consta de cuatro
etapas principales: la etapa de pretratamiento, la etapa de hidrólisis enzimática, la etapa
de fermentación y por último una etapa compleja de separación con varias operaciones
(para la separación y purificación de productos a partir del caldo de fermentación).
El uso de materias primas lignocelulósicas en la producción de biocombustibles, requiere
de una etapa de pretratamiento debido a que su estructura compleja dificulta el acceso de
las enzimas debido a la protección que ejerce la lignina y a la cristalinidad de la celulosa
[11].
El proceso de análisis que se llevará a cabo en este trabajo, comprenderá a escala
industrial la construcción y operación de las tres primeras etapas exceptuando la etapa
final de separación y purificación de los productos finales debido a su complejidad y
extensión en el estudio del análisis de ciclo de vida.
1.3.1. La pulpa de remolacha como materia prima en la producción de
biobutanol
La remolacha azucarera es una especie agrícola con una elevada concentración de
azúcares capaz de adaptarse a zonas marginales de cultivo. Debido a estas características
es empleada para la producción de azúcar en países de la Unión Europea y Estados
Unidos. Dentro de la UE, la producción de remolacha azucarera en España representa un
2,9 %, siendo el séptimo país productor de azúcar [12]. Para la producción de
biocombustibles se puede utilizar como materia prima la pulpa de la remolacha, un
subproducto que genera la industria azucarera. La producción de pulpa por tonelada de
remolacha azucarera convertida oscila en 16% según el informe 2017 publicado por la
compañía Azucarera, en el que destaca los rendimientos elevados de la producción de
remolacha en la zona de norte de Castilla y León [13]. La pulpa de remolacha ha sido
investigada como materia prima muy prometedora para la fermentación ABE, mediante
fermentación con Clostridium beijerinckii. A pesar de que el contenido de lignina de este
subproducto es bajo, se necesita de un pretratamiento para aumentar los rendimientos de
liberación de azúcares fermentables en la hidrólisis enzimática [14]. Al ser un subproducto
13
importante, su utilización en la producción de biocombustibles es considerada de segunda
generación, ya que no compite directamente con los cultivos alimentarios.
La composición de la pulpa de remolacha azucarera comprende un 20-25% de celulosa,
25-36% de hemicelulosa, 20-25% de pectina, 10-15% de proteína y 1-2% de lignina en
peso seco. Su transformación a biobutanol requiere de técnicas de pretratamiento e
hidrólisis enzimática para alterar significativamente la estructura y así liberar los azúcares
simples, los cuales se usarán como sustrato para la producción de biobutanol en la etapa
de fermentación. La fermentación de los hidrolizados enzimáticos produce acetona,
butanol y etanol con una relación típica de fermentación ABE de (3:6:1), donde el butanol
es el principal producto. [14]
Entre las bacterias Clostridium, figura el Clostridium beijerinckii, conocido por ser un
interesante producto de butanol [15], ya que puede utilizar como sustrato tanto las
hexosas como las pentosas liberadas después del hidrólisis enzimática para producir ABE.
El uso eficiente del contenido de azúcar de la biomasa lignocelulósica es la clave para la
viabilidad económica de la producción de biocombustibles [16].
1.4 Análisis de Ciclo de Vida
Un análisis de ciclo de vida es una metodología que estima y evalúa los impactos
medioambientales que produce la fabricación, operación y desmontaje de un producto,
proceso o actividad. Una producción siempre conlleva la aplicación de diferentes
actividades y subprocesos de operación lo cual provocan impactos debido al consumo de
recursos, sustancias y algunas modificaciones ambientales. Se trata de una herramienta
diagnóstica utilizada también para la comparación de productos o servicios, con la
posibilidad de indicar acciones de mejora en las diferentes etapas del proceso y su
adecuación para disminuir impactos ambientales asociados. Para implementar esta
herramienta lo primero que se debe realizar es la identificación y descripción de todas las
etapas relacionadas en el ciclo de vida, desde la extracción de materia prima, preparación
o adecuación de los flujos principales de entrada al sistema, la fase de producción y
distribución del material hasta su disposición final [17]. Sus fases principales consisten en
los siguientes puntos:
La definición de objetivo y alcance de estudio: en un ACV no siempre se deben
realizar todas las etapas relacionadas con el producto. Un ACV puede abarcar
procesos explícitos, siempre y cuando se especifique el motivo de evaluación.
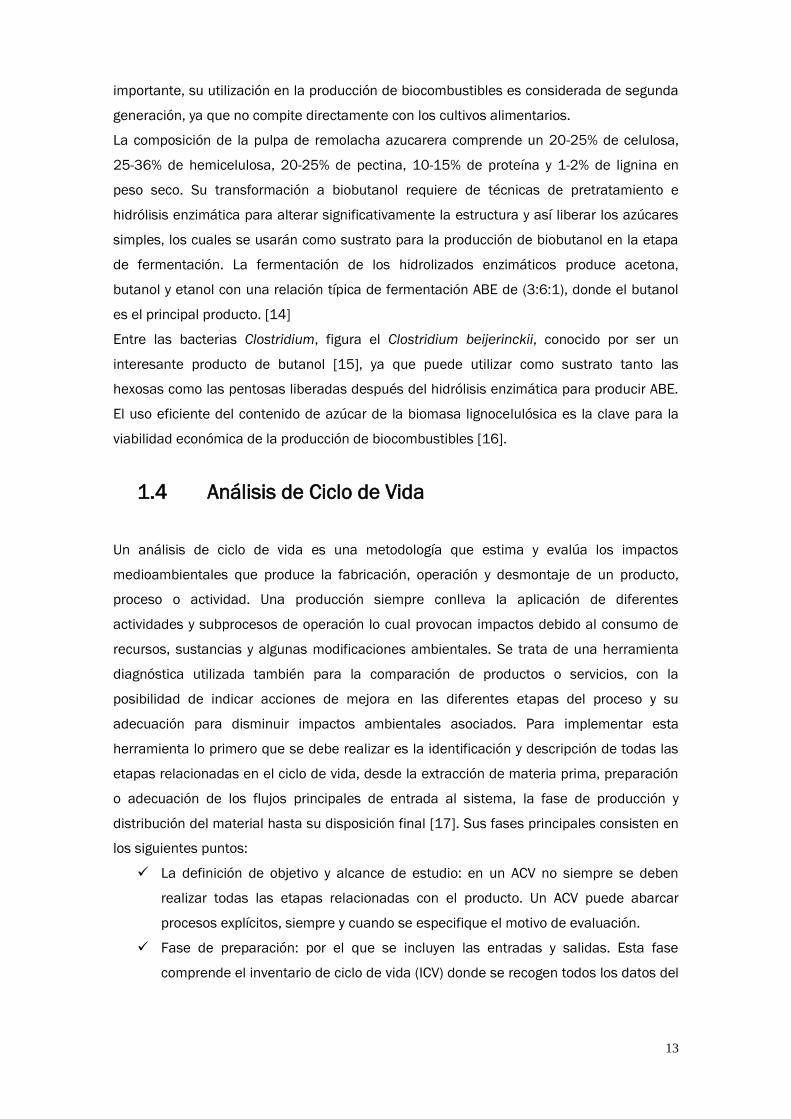
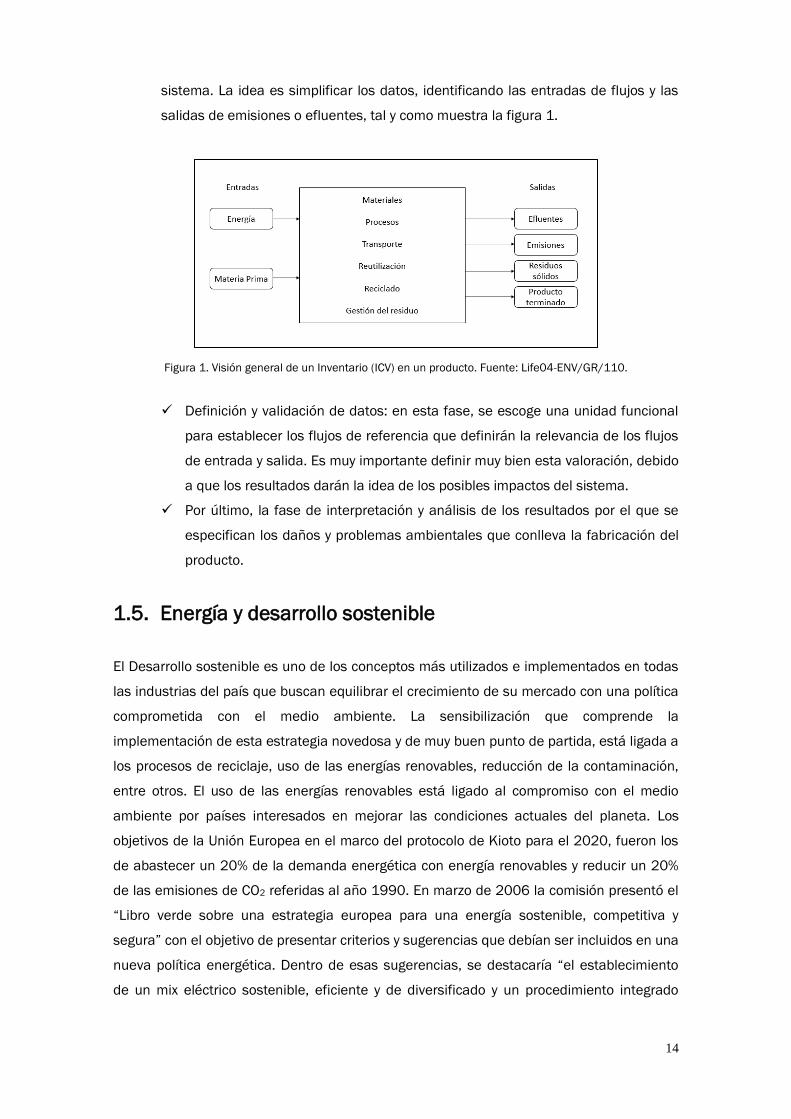
Fase de preparación: por el que se incluyen las entradas y salidas. Esta fase
comprende el inventario de ciclo de vida (ICV) donde se recogen todos los datos del
14
sistema. La idea es simplificar los datos, identificando las entradas de flujos y las
salidas de emisiones o efluentes, tal y como muestra la figura 1.
Figura 1. Visión general de un Inventario (ICV) en un producto. Fuente: Life04-ENV/GR/110.
Definición y validación de datos: en esta fase, se escoge una unidad funcional
para establecer los flujos de referencia que definirán la relevancia de los flujos
de entrada y salida. Es muy importante definir muy bien esta valoración, debido
a que los resultados darán la idea de los posibles impactos del sistema.
Por último, la fase de interpretación y análisis de los resultados por el que se
especifican los daños y problemas ambientales que conlleva la fabricación del
producto.
1.5. Energía y desarrollo sostenible
El Desarrollo sostenible es uno de los conceptos más utilizados e implementados en todas
las industrias del país que buscan equilibrar el crecimiento de su mercado con una política
comprometida con el medio ambiente. La sensibilización que comprende la
implementación de esta estrategia novedosa y de muy buen punto de partida, está ligada a
los procesos de reciclaje, uso de las energías renovables, reducción de la contaminación,
entre otros. El uso de las energías renovables está ligado al compromiso con el medio
ambiente por países interesados en mejorar las condiciones actuales del planeta. Los
objetivos de la Unión Europea en el marco del protocolo de Kioto para el 2020, fueron los
de abastecer un 20% de la demanda energética con energía renovables y reducir un 20%
de las emisiones de CO2 referidas al año 1990. En marzo de 2006 la comisión presentó el
“Libro verde sobre una estrategia europea para una energía sostenible, competitiva y
segura” con el objetivo de presentar criterios y sugerencias que debían ser incluidos en una
nueva política energética. Dentro de esas sugerencias, se destacaría “el establecimiento
de un mix eléctrico sostenible, eficiente y de diversificado y un procedimiento integrado
15
para combatir el cambio climático”. Los programas de actuación presentados en dicha
sugerencia enmarcan acciones de reducción del consumo de energías no renovables, una
gestión sostenible de los recursos naturales y una lucha integrada contra la contaminación
[18].
2. JUSTIFICACIÓN
La creciente importancia de los impactos ambientales asociados a la fabricación de
biocombustibles, ha aumentado el interés por demostrar si su metodología contribuye o no
significativamente al calentamiento global. A menudo surgen interrogantes de si se
producen biocarburantes a favor del medio ambiente o se está produciendo impactos en
igual o mayor proporción que la producción de carburante convencional. Para saber las
proporciones del impacto de su fabricación, es necesario realizar un inventario completo
en el que se incluyan todos los componentes y materiales. En él se analizan los aspectos
significativos del sistema y se diseña un análisis del ciclo de vida para todo el proceso que
convierte la biomasa en combustible. Con la ayuda de los programas de desarrollo
sostenible en el ámbito energético, se pretende encontrar estrategias para disminuir los
consumos de la transformación de biomasa y sus alternativas de producción. Los
indicadores evaluados se aplican a las etapas del proceso de producción que contenga los
consumos de mayor relevancia y los componentes ambientales significativos, excluyen la
separación y recuperación del butanol debido a su extenso marco de referencia.
3. OBJETIVOS DE ESTUDIO
El objetivo de este trabajo es realizar un análisis de ciclo de vida que incluya todos los
parámetros de construcción y operación, de la sección de fermentación, requeridos en la
producción de biobutanol por fermentación ABE con la bacteria Clostridium beijerinckii a
partir de pulpa de remolacha, con el fin de determinar qué etapa del proceso,
pretratamiento, hidrólisis enzimática o fermentación tiene un mayor impacto ambiental,
desde el punto de vista de contribución al cambio climático. Para ello se utilizarán
diferentes metodologías de análisis de impactos (CML Baseline 2000, Eco-indicator 99,
IMPACT 2002+) analizando y comparando los diferentes resultados que proporcionan,
utilizando para ello el software SIMAPRO. Se pretende, asimismo, proponer soluciones de
mejora mediante el uso de esta herramienta de análisis de impactos. El marco general
para la realización de este ACV está basado en la norma UNE-ISO 14044:2006.
Para alcanzar este objetivo general se definen los siguientes objetivos parciales:
16
1) Realizar una búsqueda de información primaria y secundaria necesaria para la
cuantificación de los impactos, así como realizar cálculos de estimación de
materiales y equipos necesarios.
2) Desarrollar un modelo de ciclo de vida del proceso productivo para obtener 1
kg de butanol.
3) Analizar los resultados de las categorías de impactos ambientales que arrojan
las diferentes metodologías de estudio (CML Baseline 2000, Eco-indicator 99,
IMPACT 2002+) y escoger cuál de ellas es la más conveniente para el ACV.
4) Identificar la etapa de mayor impacto ambiental de la sección de fermentación.
5) Evaluar los resultados de impactos asociados a la producción de
biocombustibles en la metodología escogida.
6) Implementar un análisis de sensibilidad en el que se propongan acciones de
mejora para disminuir los impactos del ciclo de vida asociados a las calderas
de vapor y sus flujos energéticos.
7) Para llevar a cabo este análisis de sensibilidad, plantear un escenario
tecnológico que modifique la distribución del mix eléctrico español con una
tecnología 100% basada en energías renovables y reducir vapor al 50% de su
valor inicial.
4. ALCANCE DEL ESTUDIO
4.1. Unidad Funcional
La unidad funcional es un elemento definitivo para realizar ACV. En él se establece la
medida de la función del sistema estudiado para referenciar los flujos de entrada y
salida, lo cual permite la comparación de dos sistemas diferentes. La unidad funcional
de este sistema se escoge en base a los kg de butanol producidos en la corriente de
salida del fermentador. A partir de la bibliografía que se ha tomado como referencia
para analizar el proceso de producción de biobutanol a partir de pulpa de remolacha
[19], son necesarios 100 kg de pulpa de remolacha para producir 8 kg de Butanol
durante una carga, lo que es igual a 0,00987 m3 de butanol. Como se indica en la
tabla 3 se establece como unidad funcional 1 kg de butanol a la salida del
fermentador, lo cual significa que se debe recalcular los valores de flujos másicos,
volumétricos y energéticos de todas las etapas del proceso, para calcular los
correspondientes a 1 kg de butanol a la salida del fermentador.
17
Tabla 3. Unidad funcional del sistema.
DATOS BÁSICOS
Pulpa de remolacha (kg)
UNIDAD
FUNCIONAL: 1 kg de butanol
Se escoge esta unidad funcional ya que el estudio sólo comprende la sección de
fermentación. A la salida del fermentador, no se tendría butanol puro sino una
mezcla de compuestos con una concentración de butanol de 0,8 % w/w.
4.2 Límites del sistema
El análisis de ciclo de vida del proceso de producción de Biobutanol a partir de pulpa
de remolacha se basará en la evaluación de las tres principales etapas propias de una
fermentación ABE: etapa de pretratamiento, etapa de hidrólisis enzimática y etapa de
fermentación. La etapa de separación del hidrolizado mediante centrifugación es una
actividad adicional de la hidrólisis enzimática, necesaria para separar el hidrolizado
enzimático del sólido agotado, tal y como se describirá más adelante. Se ha
considerado su consumo energético en el análisis del proceso. No se tendrá en cuenta
el transporte, almacenamiento, ni flujos y materiales de acondicionamiento de la
biomasa previo al pretratamiento; tampoco se evaluará la cuarta etapa principal que
comprende unidades de operaciones en separación y purificación de productos, así
como los tratamientos de sus efluentes y la producción de gases en esta fase. La
producción de gases durante todo el proceso, además del CO2 producido en las
calderas también tendremos en cuenta la corriente de generado en la fermentación. Se
considerará el inventario ambiental relativo a la preparación del inóculo y la producción
de enzimas para las etapas de fermentación e hidrólisis enzimática, respectivamente,
en el que se tendrá en cuenta el gasto por equipos, la aplicación de nutrientes y
energía. Se contemplará el estudio de las diferentes etapas del proceso teniendo en
cuenta los límites establecidos para una escala industrial, teniendo en cuenta el
tiempo de funcionamiento y la carga total de pulpa de remolacha. Dicho proceso será
llamado “Sección de fermentación”, el cual se distingue de la “Sección de separación
por destilación” que no será evaluada en este ACV. La tabla 4 nos resume los límites
del sistema en el que se producirá biobutanol a partir de pulpa de remolacha en un
periodo de vida útil de 10 años y cada año se trabajará 300 días.
18
Tabla 4. Procesos unitarios y periodos de las fases de construcción y operación de la planta.
LÍMITES DEL SISTEMA:
Procesos Unitarios
Pre-
Tratamiento
Hidrólisis
Enzimática Separación Fermentación
Fase de construcción y operación
Periodo de trabajo (días) 300
Periodo en (años) 10
4.3. Simplificaciones y consideraciones de cálculo
1) En el sistema de mezclado se diseñan los agitadores asumiendo un espesor de
paletas y disco en 5 cm. El diámetro de tubo de soporte de las turbinas tendrá 0,1
metros.
2) Los flujos energéticos de los agitadores de los reactores de hidrólisis y
fermentación estarán calculados bajo la referencia en potencia de 0,4 kW
necesarios por cada m3 de reactor [20].
3) Se supone una vida útil de la planta de producción de Biobutanol de 10 años, con
300 días al año de trabajo.
4) La densidad del acero inoxidable de los equipos será de 7930 kg/m3.
5) La relación diámetro-altura de los equipos de reacción será de 1:1,2.
6) Los reactores de acondicionamiento y preparación del inóculo se asumen con unas
dimensiones basadas en la relación (1/10) de volumen y energía con respecto a
los reactores de fermentación.
4.4. Descripción del proceso. Diagrama de Flujo
La producción de biobutanol a partir de pulpa de remolacha comprende etapas de
pretratamiento, hidrólisis enzimática y fermentación, tal y como se ha indicado
previamente y se describe detalladamente a continuación. La sección de separación y
purificación de productos esta fuera del alcance del TFM, tal y como se ha comentado
anteriormente.
19
Los datos de proceso (balances de materia y energía, condiciones de operación)
necesarios para evaluar el impacto ambiental de este proceso se han tomado de
bibliografía [14], [19].
4.4.1. Pre-tratamiento hidrotérmico de pulpa de remolacha
La primera etapa de pretratamiento tiene como objetivo alterar la estructura de la biomasa
lignocelulósica para mejorar la capacidad de formación de azúcares en la hidrólisis
enzimática. Dicha alteración consiste en “romper” las estructuras de la lignina y la
hemicelulosa y/o aumentar la porosidad de la biomasa. Según investigaciones, es
importante que el método de pretratamiento seleccionado sea eficiente debido a que en
esta etapa se debe mejorar el rendimiento de la formación de azúcares fermentables, a la
vez que evitar la degradación o la pérdida de los hidratos de carbono [19].
La pulpa de remolacha, tiene un elevado tamaño de partícula, por lo que la primera etapa
es una reducción de tamaño. Por esto, se realiza inicialmente una molienda de
aproximadamente 1 mm de grosor. La molienda de la pulpa requiere de un considerable
gasto energético que depende directamente del tamaño final de las partículas
Posteriormente se mezcla con agua, en una proporción másica del 6%. El pre-tratamiento
escogido en este proceso es hidrotérmico con un pH de 4.8 a 5. El flujo másico de agua es
de 1666,67 kg/h, lo que sumado al flujo másico de pulpa en 100 kg/h crea un flujo
másico de entrada (pulpa+agua) con un total de 1766,67 kg/h, que es calentado con
vapor de 690 kPa hasta una temperatura de 120 °C, para ser introducido a un reactor de
550 litros con un tiempo de residencia de 10 minutos. Es indispensable mantener las
condiciones de temperatura y presión del reactor durante el tiempo de reacción. La
recuperación de la pulpa con respecto a la materia inicial introducida es del 85,3%. EL pH
a la salida del reactor será de aproximadamente 4.2, por el que es necesario hacer un
ajuste a pH 5 antes de la etapa de hidrólisis enzimática con un volumen de NaOH 6M.
4.4.2. Hidrólisis Enzimática
La etapa de hidrólisis enzimática es indispensable para la liberación de azúcares
monoméricos necesarios para la fermentación. Esta hidrólisis de biomasa lignocelulósica
es realizada con enzimas de tipo celulasas. Estas enzimas son catalizadores naturales
altamente específicos obtenidos a partir de hongos de pudrición [19]. El diseño de la etapa
de producción de enzimas se basa en informes técnicos publicados por el NREL (National
Renewable Energy Laboratory of the US) sobre la conversión bioquímica de biomasa
lignocelulósica a etanol. El proceso es considerado una “fermentación aeróbica” con el
hongo Trichoderma reesei a partir de un cultivo con glucosa y agua dulce. Una pequeña
20
fracción de glucosa es convertida en soforosa, un potente inductor de la celulasa. Toda la
información detallada del procedimiento que se debe llevar a cabo en la producción de
enzimas de tipo celulasa, se recoge en el anexo [I] de este trabajo, y se ha tomado como
referencia para evaluar los impactos de esta etapa.
Antes de que el material pretratado ingrese en el proceso de hidrólisis enzimática es
indispensable ajustar su pH mediante la adición de 0,02 kg/h de NaOH y reducir la
temperatura de 120°C a 50°C. El flujo másico de entrada será la mezcla del material
pretratado (1766,67 kg/h) más el flujo de NaOH para ajuste de pH (0,02 kg/h) y el flujo del
cóctel de enzimas con 5,91 kg/h, dando un flujo total de entrada de 1772,6 kg/h. La
concentración de sólidos en la hidrólisis enzimática es de 5% (w/w), ingresando a dos
reactores de acero inoxidable de 87 m3 cada uno con un tiempo de reacción de 72 horas (3
días) y una agitación con turbinas de acero inoxidable a una velocidad de 175 rpm. Las
reacciones que se producen en la etapa de hidrólisis, producen una disminución del pH de
5 a 4,3.
4.4.3. Separación del hidrolizado
La combinación de pretratamiento e hidrolisis enzimática recupera aproximadamente un
65% de los azucares (glucosa, xilosa y arabinosa) contenidos en la pulpa de remolacha
[19]. A continuación, se implementa una operación de centrifugación para separar dichos
hidrolizados. El objetivo es separar la fase líquida (hidrolizado enzimático) del sólido (pulpa
agotada) para luego aumentar su pH de 4,3 hasta 6, todo esto antes de alimentar el
hidrolizado a la etapa de fermentación.
Para llevar a cabo esta etapa se ha seleccionado una centrífuga RINA serie 500 con
diámetro de 300 mm, capacidad de 1,5 a 2,5 tonelada métrica por hora y potencia total de
15 kW. El flujo másico de entrada a la centrífuga es el mismo que a la etapa de hidrólisis,
con un caudal de 1,76 m3/h.
4.4.4. Fermentación
Los hidrolizados de pulpa de remolacha constituyen la fase líquida resultante de la
centrifugación, con ajuste de pH a 6 mediante la adición de NaOH 6M. Se prepara con
anterioridad un inóculo con una concentración del 10% (v/v) de cultivo Clostridium
beijerinckii en dos líneas de reactores de preparación previo a los fermentadores. En esta
etapa, según la metodología descrita en la bibliografía [14] es necesario la adición de
nutrientes en la siguiente concentración: 0,20 g/L de MgSO47H2O, 0,01 g/L de MnSO4H2O,
0,1 g/L de FeSO4 7H2O, 0,01 g/L de NaCl, junto con una solución tampón de acetato de
compuesta por 0,50 g/L de KH2PO4, 0,50 g/L de K2HPO4 y 2,20 g/L de acetato de amonio.
21
El inóculo se mantiene a 35 °C durante 24 horas. A escala industrial se implementará
este procedimiento utilizando tres reactores de 1 m3 en acero inoxidable para la
preparación del medio de crecimiento y tres reactores de 10 m3 antes de su inoculación en
los fermentadores en la concentración deseada (10% v/v). El proceso de fermentación
tiene lugar en tres fermentadores de acero inoxidable con un volumen de 100 m3 cada
uno, mediante condiciones anaerobias y a una temperatura de 35 ° C a pH 6. El flujo
másico del fermentador será el flujo de salida del hidrolizado (1747,16 kg/h) más el flujo
de NaOH (174,32 kg/h), dando un total de 1921,47 kg/h. El tiempo de reacción será de
120 horas (5 días), obteniéndose conversiones de azúcares del 86,5% y unos rendimientos
de butanol de 8 kg por cada 100 kg de pulpa de remolacha.
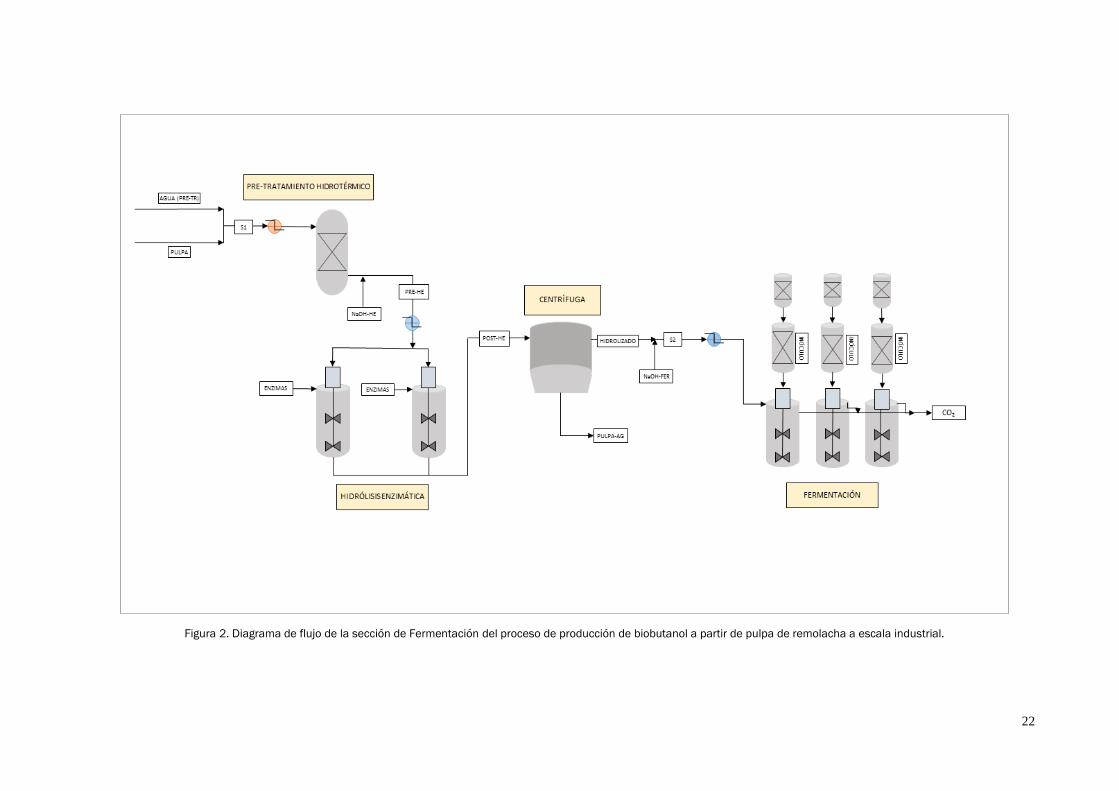
La figura 2 muestra el diagrama de flujo del proceso analizado.
22
Figura 2. Diagrama de flujo de la sección de Fermentación del proceso de producción de biobutanol a partir de pulpa de remolacha a escala industrial.
23
4.5. Base de datos y Metodologías de evaluación
Este TFM está basado en el uso del software SIMAPRO versión (7.2), un programa
desarrollado por la empresa holandesa PréConsultants, que permite realizar análisis de
ciclo de vida mediante bases de datos de inventario propias y bibliográficas. La base de
datos de este estudio será bibliográfica con las recopilaciones establecidas por Ecoinvent,
una base de datos de inventario de ciclo de vida que proporciona datos de proceso
documentados para una gran cantidad de productos, con el fin de evaluar los impactos
ambientales relacionados a su fabricación o construcción. Se seleccionan los métodos de
CML 2000, Eco-Indicator 99 (E) e IMPACT 2002+ para la evaluación comparativa de los
impactos ambientales del ciclo de vida en la producción de biobutanol a partir de
subproductos lignocelulósicos. La idea es analizar las categorías de impacto de cada uno,
seleccionar los indicadores y detallar los impactos más significativos que comprendería
dicho ciclo de vida. Los métodos seleccionados en este ACV, disponibles en el software
SimaPro y adaptados a las normas de estandarización (ISO 14040:2006) e (ISO
14044:2006) contienen las siguientes definiciones:
CML 2 Baseline 2000:
La metodología del (Centro de estudios Medio Ambientales de la Universidad de Leiden,
NL, 2000) entre otras metodologías, proporciona medidas potenciales para el daño
medioambiental de emisiones mediante factores de equivalencia apropiados a
compuestos de referencia seleccionados. Sus indicadores se basan en el establecimiento
de los potenciales de calentamiento global, acidificación, eutrofización, la formación de
ozono troposférico y smog fotoquímico. En este y todos los casos se deben seleccionar las
categorías de impactos más adecuadas con respecto al objetivo de la evaluación [21]. Los
impactos calculados se clasifican como potenciales en vez de reales, ya que se cuantifican
en la posición intermedia entre el punto de intervención ambiental y el daño causado [22].
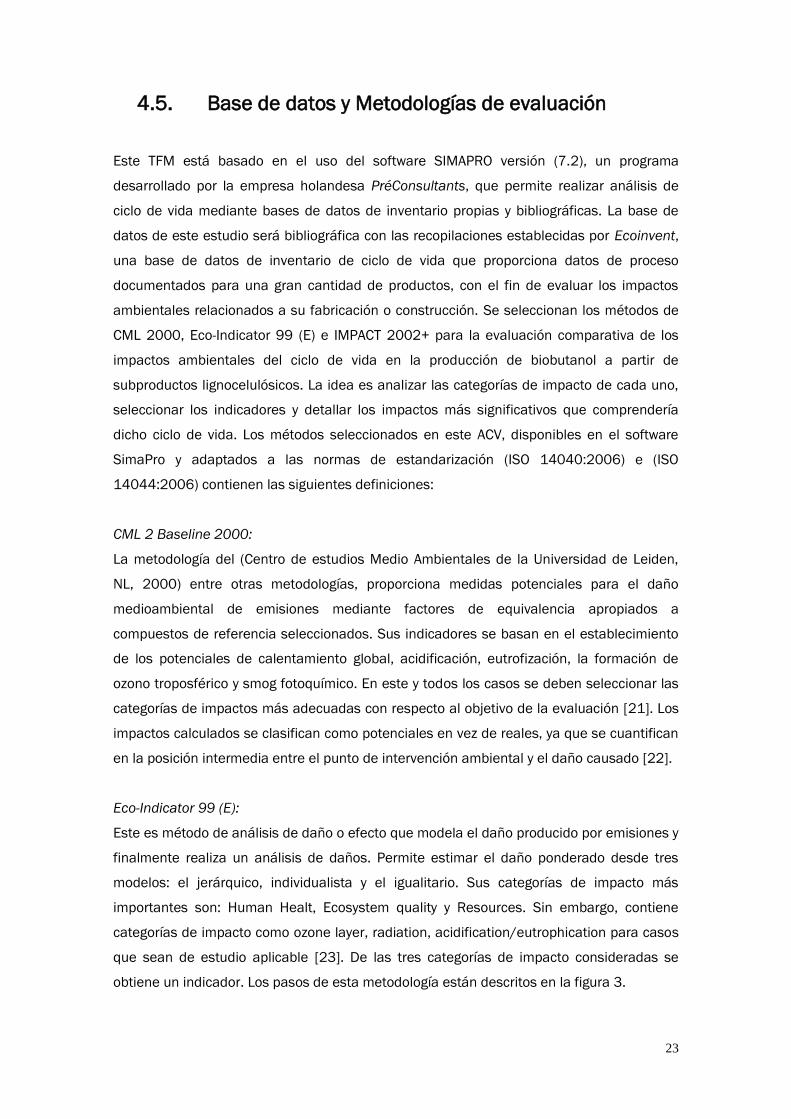
Eco-Indicator 99 (E):
Este es método de análisis de daño o efecto que modela el daño producido por emisiones y
finalmente realiza un análisis de daños. Permite estimar el daño ponderado desde tres
modelos: el jerárquico, individualista y el igualitario. Sus categorías de impacto más
importantes son: Human Healt, Ecosystem quality y Resources. Sin embargo, contiene
categorías de impacto como ozone layer, radiation, acidification/eutrophication para casos
que sean de estudio aplicable [23]. De las tres categorías de impacto consideradas se
obtiene un indicador. Los pasos de esta metodología están descritos en la figura 3.
24
Figura 3. Concepto central de la metodología Eco-Indicator 99. Fuente: [24].
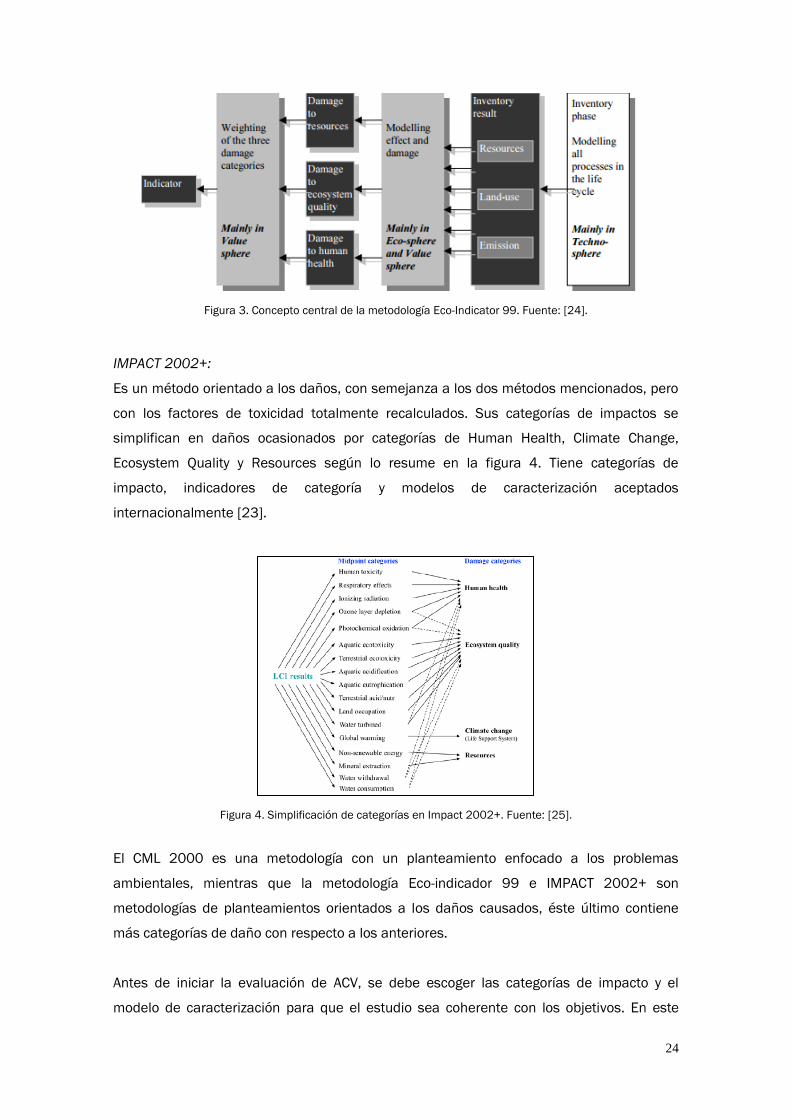
IMPACT 2002+:
Es un método orientado a los daños, con semejanza a los dos métodos mencionados, pero
con los factores de toxicidad totalmente recalculados. Sus categorías de impactos se
simplifican en daños ocasionados por categorías de Human Health, Climate Change,
Ecosystem Quality y Resources según lo resume en la figura 4. Tiene categorías de
impacto, indicadores de categoría y modelos de caracterización aceptados
internacionalmente [23].
Figura 4. Simplificación de categorías en Impact 2002+. Fuente: [25].
El CML 2000 es una metodología con un planteamiento enfocado a los problemas
ambientales, mientras que la metodología Eco-indicador 99 e IMPACT 2002+ son
metodologías de planteamientos orientados a los daños causados, éste último contiene
más categorías de daño con respecto a los anteriores.
Antes de iniciar la evaluación de ACV, se debe escoger las categorías de impacto y el
modelo de caracterización para que el estudio sea coherente con los objetivos. En este
25
TFM se seleccionarán las categorías correspondientes a la emisión de gases de efecto
invernadero en su contribución al cambio climático. La referencia de esta categoría viene
dada en el ámbito de la convención marco del compromiso de reducción de emisiones
adquirida en el año 2008 que comprende el Paquete Europeo de Energía y Cambio
Climático 2013-2020 en España. Durante la evaluación de impactos es importante
conocer algunos detalles de la norma [26] y características de funcionamiento del software
para la interpretación de resultados. En la interpretación de resultados, se debe tener en
cuenta el enfoque de la metodología escogida. La diferencia entre ellas se encuentra en
las categorías de impacto y su indicador final, dentro del software SimaPro hay definidos
dos enfoques metodológicos:
- Enfoque de punto medio
Es un enfoque orientado al problema. El término de punto medio se refiere al indicador
para cada categoría de impacto. Este traduce la categoría de impacto en fenómenos reales
como el cambio climático, la acidificación, la toxicidad acuática entre otros [27].
- Enfoque de punto final
Este enfoque es conocido por estar orientado a daños. El término “Punto final” se refiere a
un indicador final de categoría para cada categoría de impacto. El indicador final traduce el
impacto de la categoría, en función de “Human Health”, “Ecosystem Quality”, “Resourses”
[27]. En el método de IMPACT 2002+ aparece un indicador de “Climate Change”. La
siguiente tabla 5 muestra cuáles de los métodos estudiados hace parte de los diferentes
enfoques. [27]
Tabla 5. Enfoques de las metodologías aplicadas.
Método de
Punto Medio
Método de Punto
Final
USEtox Eco-indicator 99
IPCC 2007 Impact 2002+
CML IA EPS 2000
Elementos obligatorios de la fase EICV
La normativa [26] define que la Evaluación de Impactos de Ciclo de Vida está constituido
por elementos obligatorios y opcionales, así:
Caracterización: elemento obligatorio
Normalización: elemento opcional
Ponderación y puntuación única: elemento opcional
La “Caracterización”, se escala a 100% en las diferentes “Categorías de Impacto
Ambiental”. El objetivo de una caracterización es aplicar modelos a las categorías de
26
impacto para obtener indicadores. Esto consiste en agrupar todos los valores de las cargas
ambientales que forman una categoría de impacto y establecer un valor global [18].
En la “Normalización” se puede tener una escala de medición más precisa. Los resultados
normalizados demuestran qué impactos contribuye de forma significativa un problema
ambiental global o el orden de magnitud de los problemas ambientales generados por el
ciclo de vida comparado con el total de impactos en Europa. Cabe destacar que Ecoinvent
es una base de datos de referencia en Europa [18]. El objetivo de la normalización es el de
comparar categorías de impacto con las mismas unidades ya que dichas categorías
contienen diferentes unidades y que no todas provocan los mismos efectos o daños. Los
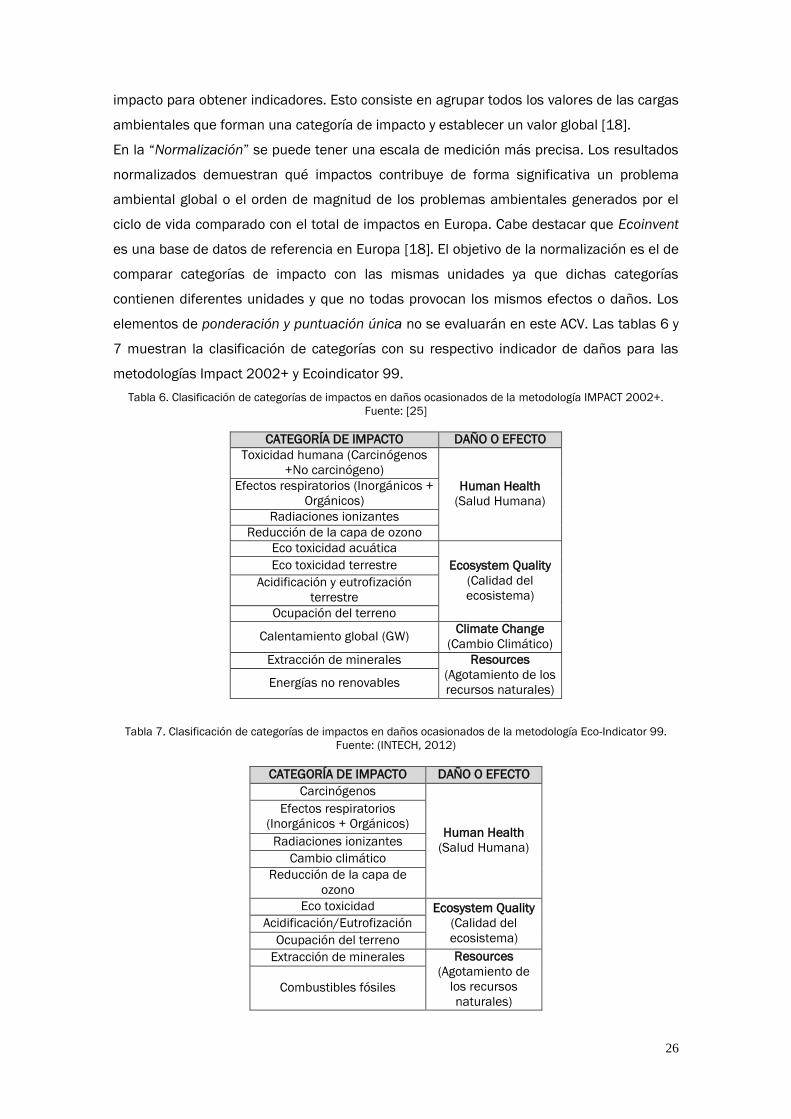
elementos de ponderación y puntuación única no se evaluarán en este ACV. Las tablas 6 y
7 muestran la clasificación de categorías con su respectivo indicador de daños para las
metodologías Impact 2002+ y Ecoindicator 99.
Tabla 6. Clasificación de categorías de impactos en daños ocasionados de la metodología IMPACT 2002+.
Fuente: [25]
CATEGORÍA DE IMPACTO DAÑO O EFECTO
Toxicidad humana (Carcinógenos
+No carcinógeno)
Human Health
(Salud Humana)
Efectos respiratorios (Inorgánicos +
Orgánicos)
Radiaciones ionizantes
Reducción de la capa de ozono
Eco toxicidad acuática
Ecosystem Quality
(Calidad del
ecosistema)
Eco toxicidad terrestre
Acidificación y eutrofización
terrestre
Ocupación del terreno
Calentamiento global (GW) Climate Change
(Cambio Climático)
Extracción de minerales Resources
(Agotamiento de los
recursos naturales) Energías no renovables
Tabla 7. Clasificación de categorías de impactos en daños ocasionados de la metodología Eco-Indicator 99.
Fuente: (INTECH, 2012)
CATEGORÍA DE IMPACTO DAÑO O EFECTO
Carcinógenos
Human Health
(Salud Humana)
Efectos respiratorios
(Inorgánicos + Orgánicos)
Radiaciones ionizantes
Cambio climático
Reducción de la capa de
ozono
Eco toxicidad Ecosystem Quality
(Calidad del
ecosistema)
Acidificación/Eutrofización
Ocupación del terreno
Extracción de minerales Resources
(Agotamiento de
los recursos
naturales) Combustibles fósiles
27
4.6. Mix eléctrico
En España, el Plan de Acción de Ahorro y Eficiencia Energética de 2010-2022 indica que el
consumo de energía primaria del año 2010 tuvo un incremento después de la disminución
récord de 8,3% (con respecto a 2008) que se registró causado por la crisis, lo cual
representa una recuperación leve de la demanda energética. Sin embargo, este declive
supuso una alteración de la demanda energética y la estructura de sus fuentes, lo cual
sostiene que las únicas fuentes cuyas demandas que no decaen son las energías
renovables y ha puesto en crecimiento su cobertura en la demanda de energía primaria. Un
“mix eléctrico” se describe como la combinación de diferentes fuentes de energía
existentes, utilizadas para cubrir la demanda energética de un país [28]. Tres de las
fuentes renovables orientadas a las soluciones ambientales de este estudio sería la
producción de energía fotovoltaica, hidroeléctrica y cogeneración con biomasa. El mix de
producción de energía en España se encuentra actualmente distribuido con un porcentaje
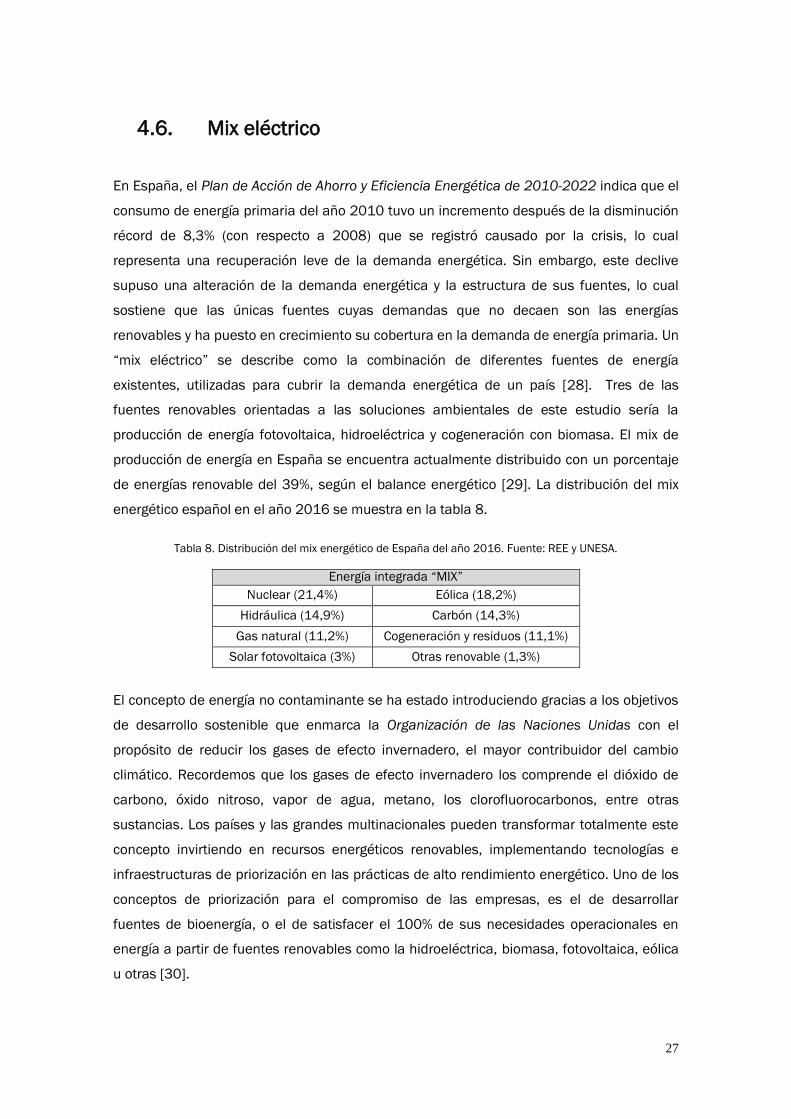
de energías renovable del 39%, según el balance energético [29]. La distribución del mix
energético español en el año 2016 se muestra en la tabla 8.
Tabla 8. Distribución del mix energético de España del año 2016. Fuente: REE y UNESA.
Energía integrada “MIX”
Nuclear (21,4%) Eólica (18,2%)
Hidráulica (14,9%) Carbón (14,3%)
Gas natural (11,2%) Cogeneración y residuos (11,1%)
Solar fotovoltaica (3%) Otras renovable (1,3%)
El concepto de energía no contaminante se ha estado introduciendo gracias a los objetivos
de desarrollo sostenible que enmarca la Organización de las Naciones Unidas con el
propósito de reducir los gases de efecto invernadero, el mayor contribuidor del cambio
climático. Recordemos que los gases de efecto invernadero los comprende el dióxido de
carbono, óxido nitroso, vapor de agua, metano, los clorofluorocarbonos, entre otras
sustancias. Los países y las grandes multinacionales pueden transformar totalmente este
concepto invirtiendo en recursos energéticos renovables, implementando tecnologías e
infraestructuras de priorización en las prácticas de alto rendimiento energético. Uno de los
conceptos de priorización para el compromiso de las empresas, es el de desarrollar
fuentes de bioenergía, o el de satisfacer el 100% de sus necesidades operacionales en
energía a partir de fuentes renovables como la hidroeléctrica, biomasa, fotovoltaica, eólica
u otras [30].
28
4.7. Datos de proceso
Los datos de partida para este estudio por el que se diseña un ACV en SimaPro son
tomados del TFG “Evaluación tecno-económica de la producción de biocombustibles
oxigenados a partir de subproductos industriales” el cual proporciona resultados de la
simulación de la producción de Biobutanol mediante la fermentación ABE a partir de pulpa
de remolacha utilizando el software Aspen Plus [19]. Los resultados del modelado y
simulado, han demostrado que a partir de 100 kg/h de pulpa se pueden obtener 8 kg/h de
butanol a la salida del fermentador. Se ha tomado como unidad funcional para la medida
en función de este estudio obtener 1 kg/h de butanol a la salida del proceso y así
establecer los flujos de referencia que se evaluarán por medio del software SimaPro. Como
se ha mencionado, la planta de producción estará funcionando durante 10 años, 24 horas
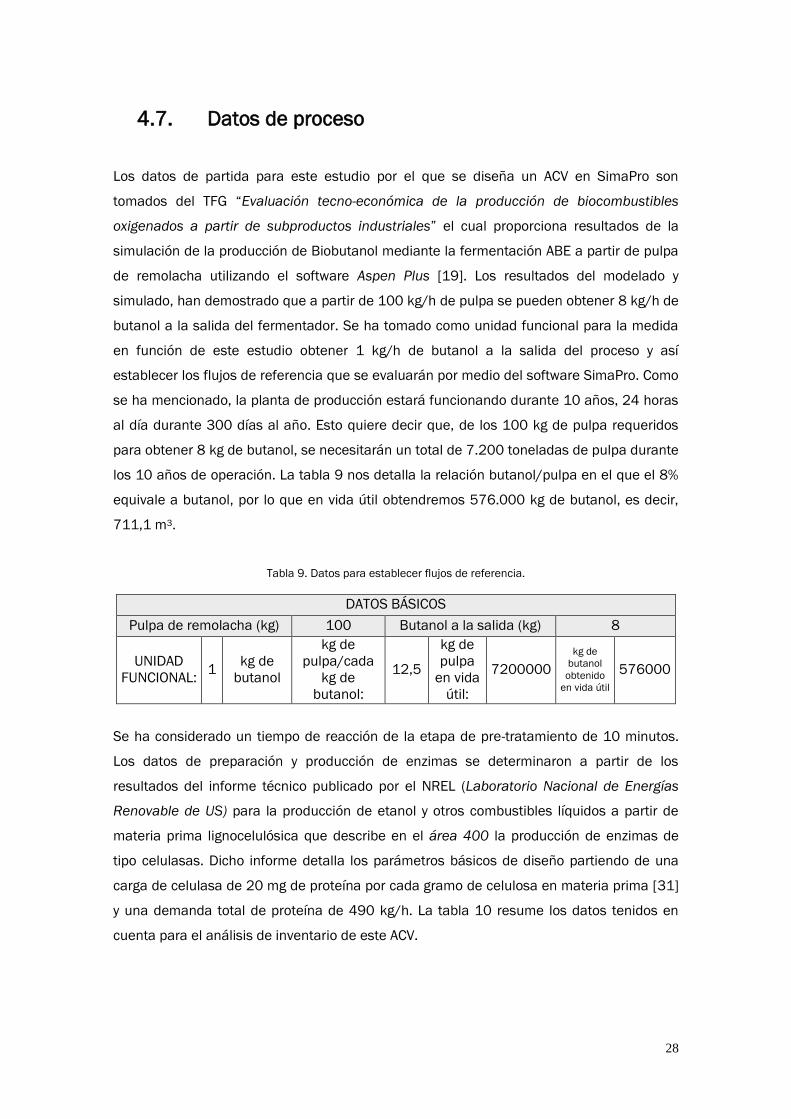
al día durante 300 días al año. Esto quiere decir que, de los 100 kg de pulpa requeridos
para obtener 8 kg de butanol, se necesitarán un total de 7.200 toneladas de pulpa durante
los 10 años de operación. La tabla 9 nos detalla la relación butanol/pulpa en el que el 8%
equivale a butanol, por lo que en vida útil obtendremos 576.000 kg de butanol, es decir,
711,1 m3.
Tabla 9. Datos para establecer flujos de referencia.
DATOS BÁSICOS
Pulpa de remolacha (kg) 100 Butanol a la salida (kg) 8
UNIDAD
FUNCIONAL: 1
kg de
butanol
kg de
pulpa/cada
kg de
butanol:
12,5
kg de
pulpa
en vida
útil:
7200000
kg de
butanol
obtenido
en vida útil
576000
Se ha considerado un tiempo de reacción de la etapa de pre-tratamiento de 10 minutos.
Los datos de preparación y producción de enzimas se determinaron a partir de los
resultados del informe técnico publicado por el NREL (Laboratorio Nacional de Energías
Renovable de US) para la producción de etanol y otros combustibles líquidos a partir de
materia prima lignocelulósica que describe en el área 400 la producción de enzimas de
tipo celulasas. Dicho informe detalla los parámetros básicos de diseño partiendo de una
carga de celulasa de 20 mg de proteína por cada gramo de celulosa en materia prima [31]
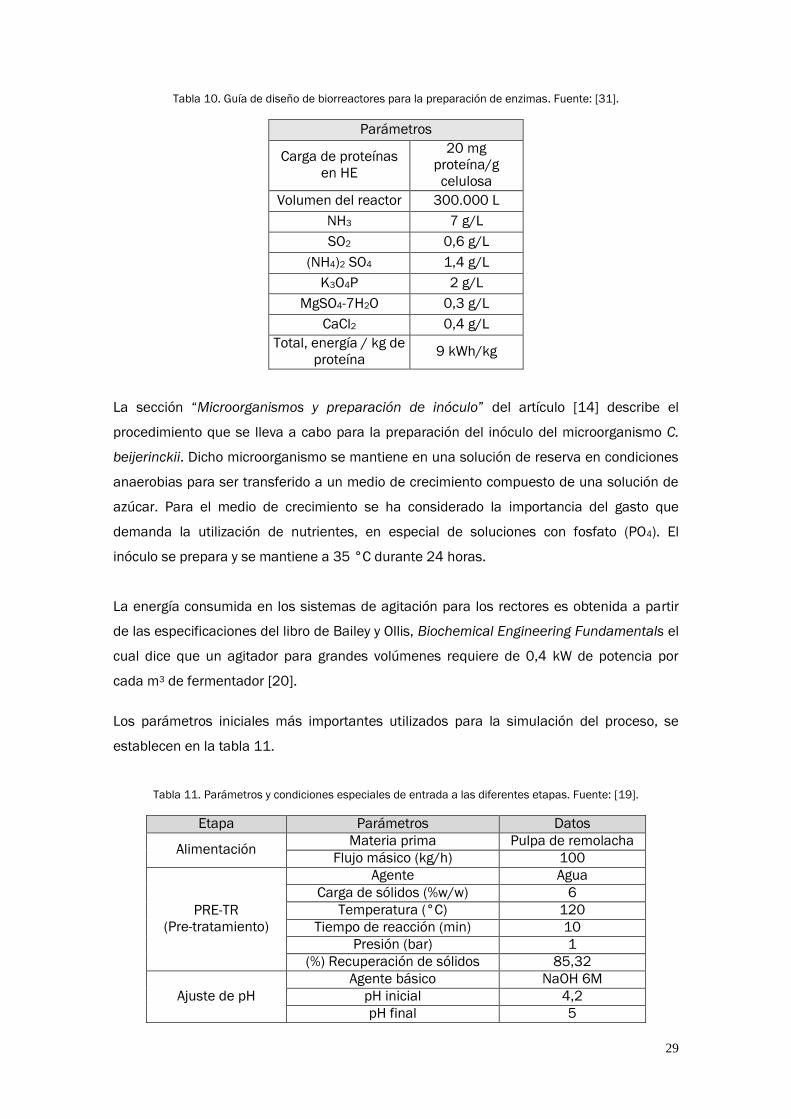
y una demanda total de proteína de 490 kg/h. La tabla 10 resume los datos tenidos en
cuenta para el análisis de inventario de este ACV.
29
Tabla 10. Guía de diseño de biorreactores para la preparación de enzimas. Fuente: [31].
Parámetros
Carga de proteínas
en HE
20 mg
proteína/g
celulosa
Volumen del reactor 300.000 L
NH3 7 g/L
SO2 0,6 g/L
(NH4)2 SO4 1,4 g/L
K3O4P 2 g/L
MgSO4-7H2O 0,3 g/L
CaCl2 0,4 g/L
Total, energía / kg de
proteína 9 kWh/kg
La sección “Microorganismos y preparación de inóculo” del artículo [14] describe el
procedimiento que se lleva a cabo para la preparación del inóculo del microorganismo C.
beijerinckii. Dicho microorganismo se mantiene en una solución de reserva en condiciones
anaerobias para ser transferido a un medio de crecimiento compuesto de una solución de
azúcar. Para el medio de crecimiento se ha considerado la importancia del gasto que
demanda la utilización de nutrientes, en especial de soluciones con fosfato (PO4). El
inóculo se prepara y se mantiene a 35 °C durante 24 horas.
La energía consumida en los sistemas de agitación para los rectores es obtenida a partir
de las especificaciones del libro de Bailey y Ollis, Biochemical Engineering Fundamentals el
cual dice que un agitador para grandes volúmenes requiere de 0,4 kW de potencia por
cada m3 de fermentador [20].
Los parámetros iniciales más importantes utilizados para la simulación del proceso, se
establecen en la tabla 11.
Tabla 11. Parámetros y condiciones especiales de entrada a las diferentes etapas. Fuente: [19].
Etapa Parámetros Datos
Alimentación Materia prima Pulpa de remolacha
Flujo másico (kg/h) 100
PRE-TR
(Pre-tratamiento)
Agente Agua
Carga de sólidos (%w/w) 6
Temperatura (°C) 120
Tiempo de reacción (min) 10
Presión (bar) 1
(%) Recuperación de sólidos 85,32
Ajuste de pH
Agente básico NaOH 6M
pH inicial 4,2
pH final 5
30
HE
(Hidrólisis
Enzimática)
Carga de sólidos (%w/w) 5
Temperatura (°C) 50
Tiempo de reacción (h) 72
Cóctel enzimático Tabla 7.
Presión (bar) 1
Ajuste de pH
Agente básico NaOH 6M
pH inicial 3,3
pH final 6
FER
(Fermentación)
Temperatura (°C) 50
Microorganismo Clostridium
beijerinckii
Tiempo de reacción (h) 120
Inóculo % (v/v) 10
Presión (bar) 1
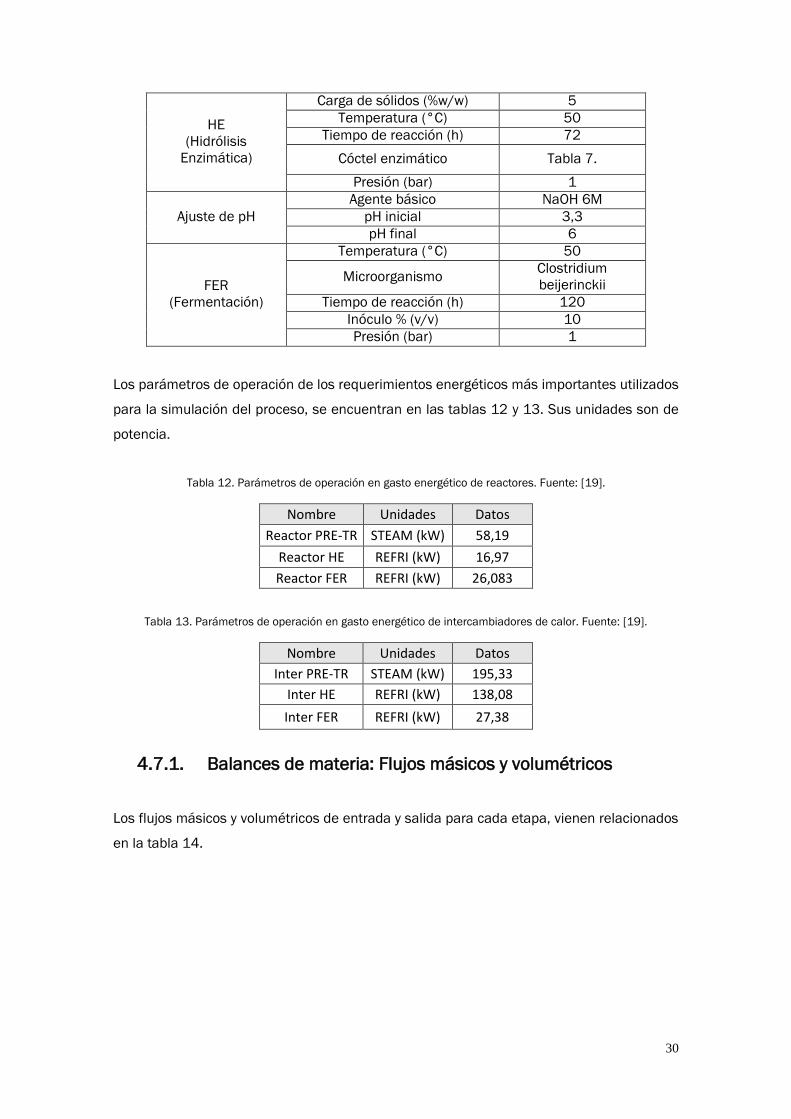
Los parámetros de operación de los requerimientos energéticos más importantes utilizados
para la simulación del proceso, se encuentran en las tablas 12 y 13. Sus unidades son de
potencia.
Tabla 12. Parámetros de operación en gasto energético de reactores. Fuente: [19].
Nombre Unidades Datos
Reactor PRE-TR STEAM (kW) 58,19
Reactor HE REFRI (kW) 16,97
Reactor FER REFRI (kW) 26,083
Tabla 13. Parámetros de operación en gasto energético de intercambiadores de calor. Fuente: [19].
Nombre Unidades Datos
Inter PRE-TR STEAM (kW) 195,33
Inter HE REFRI (kW) 138,08
Inter FER REFRI (kW) 27,38
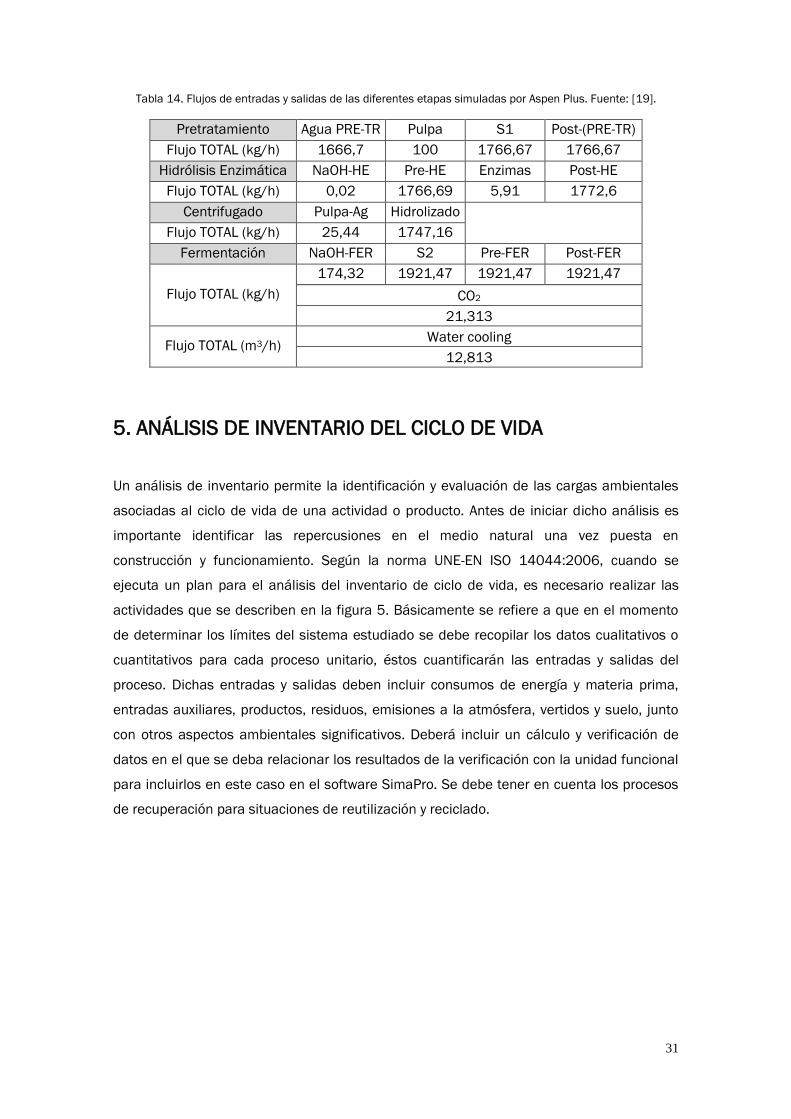
4.7.1. Balances de materia: Flujos másicos y volumétricos
Los flujos másicos y volumétricos de entrada y salida para cada etapa, vienen relacionados
en la tabla 14.
31
Tabla 14. Flujos de entradas y salidas de las diferentes etapas simuladas por Aspen Plus. Fuente: [19].
Pretratamiento Agua PRE-TR Pulpa S1 Post-(PRE-TR)
Flujo TOTAL (kg/h) 1666,7 100 1766,67 1766,67
Hidrólisis Enzimática NaOH-HE Pre-HE Enzimas Post-HE
Flujo TOTAL (kg/h) 0,02 1766,69 5,91 1772,6
Centrifugado Pulpa-Ag Hidrolizado
Flujo TOTAL (kg/h) 25,44 1747,16
Fermentación NaOH-FER S2 Pre-FER Post-FER
Flujo TOTAL (kg/h)
174,32 1921,47 1921,47 1921,47
CO2
21,313
Flujo TOTAL (m3/h) Water cooling
12,813
5. ANÁLISIS DE INVENTARIO DEL CICLO DE VIDA
Un análisis de inventario permite la identificación y evaluación de las cargas ambientales
asociadas al ciclo de vida de una actividad o producto. Antes de iniciar dicho análisis es
importante identificar las repercusiones en el medio natural una vez puesta en
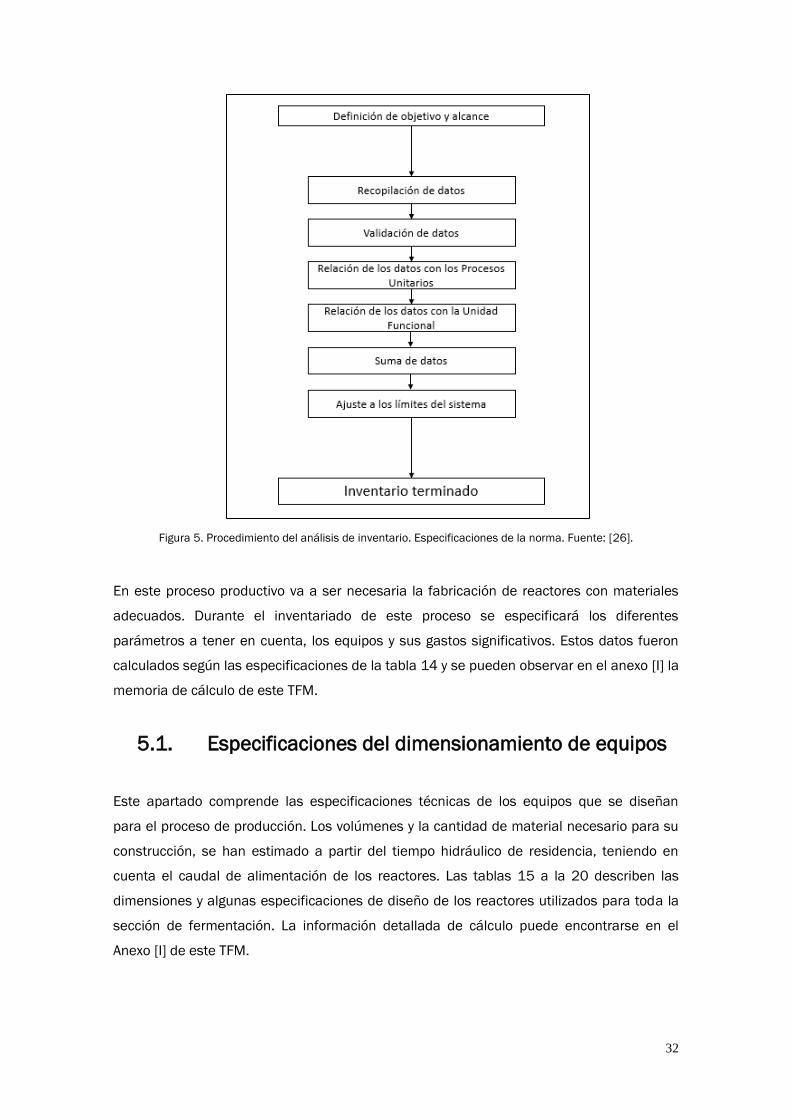
construcción y funcionamiento. Según la norma UNE-EN ISO 14044:2006, cuando se
ejecuta un plan para el análisis del inventario de ciclo de vida, es necesario realizar las
actividades que se describen en la figura 5. Básicamente se refiere a que en el momento
de determinar los límites del sistema estudiado se debe recopilar los datos cualitativos o
cuantitativos para cada proceso unitario, éstos cuantificarán las entradas y salidas del
proceso. Dichas entradas y salidas deben incluir consumos de energía y materia prima,
entradas auxiliares, productos, residuos, emisiones a la atmósfera, vertidos y suelo, junto
con otros aspectos ambientales significativos. Deberá incluir un cálculo y verificación de
datos en el que se deba relacionar los resultados de la verificación con la unidad funcional
para incluirlos en este caso en el software SimaPro. Se debe tener en cuenta los procesos
de recuperación para situaciones de reutilización y reciclado.
32
Figura 5. Procedimiento del análisis de inventario. Especificaciones de la norma. Fuente: [26].
En este proceso productivo va a ser necesaria la fabricación de reactores con materiales
adecuados. Durante el inventariado de este proceso se especificará los diferentes
parámetros a tener en cuenta, los equipos y sus gastos significativos. Estos datos fueron
calculados según las especificaciones de la tabla 14 y se pueden observar en el anexo [I] la
memoria de cálculo de este TFM.
5.1. Especificaciones del dimensionamiento de equipos
Este apartado comprende las especificaciones técnicas de los equipos que se diseñan
para el proceso de producción. Los volúmenes y la cantidad de material necesario para su
construcción, se han estimado a partir del tiempo hidráulico de residencia, teniendo en
cuenta el caudal de alimentación de los reactores. Las tablas 15 a la 20 describen las
dimensiones y algunas especificaciones de diseño de los reactores utilizados para toda la
sección de fermentación. La información detallada de cálculo puede encontrarse en el
Anexo [I] de este TFM.
33
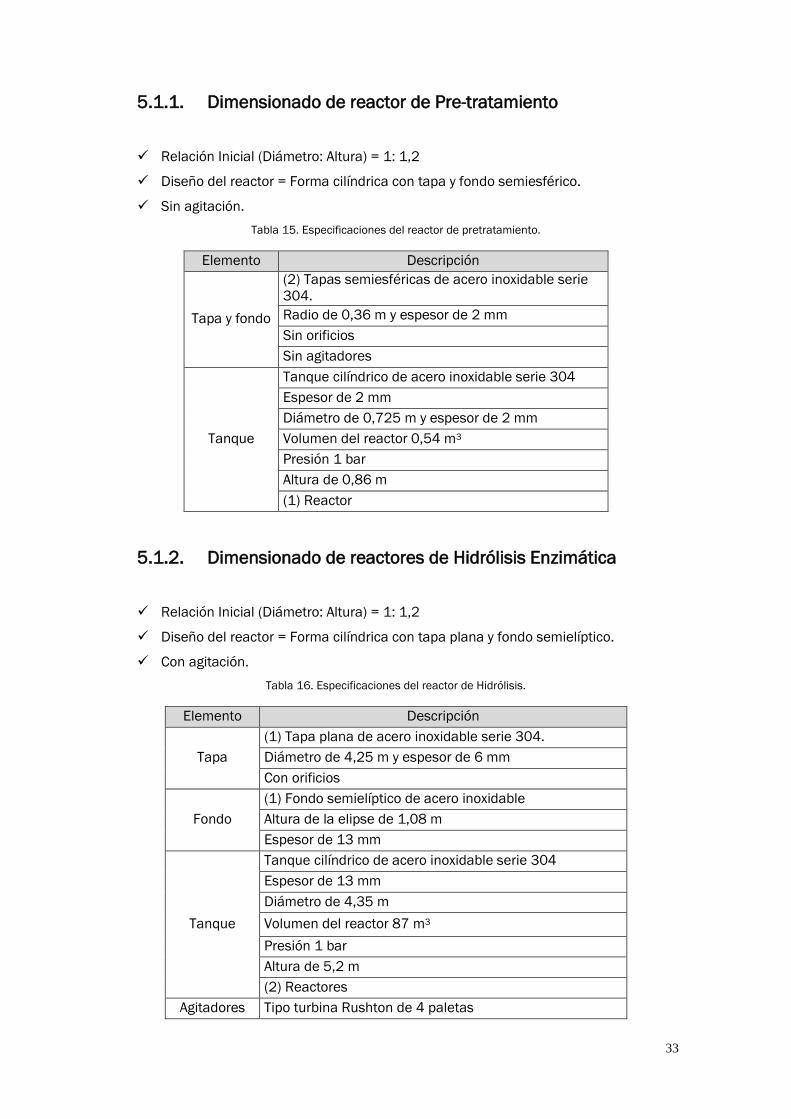
5.1.1. Dimensionado de reactor de Pre-tratamiento
Relación Inicial (Diámetro: Altura) = 1: 1,2
Diseño del reactor = Forma cilíndrica con tapa y fondo semiesférico.
Sin agitación.
Tabla 15. Especificaciones del reactor de pretratamiento.
Elemento Descripción
Tapa y fondo
(2) Tapas semiesféricas de acero inoxidable serie
304.
Radio de 0,36 m y espesor de 2 mm
Sin orificios
Sin agitadores
Tanque
Tanque cilíndrico de acero inoxidable serie 304
Espesor de 2 mm
Diámetro de 0,725 m y espesor de 2 mm
Volumen del reactor 0,54 m3
Presión 1 bar
Altura de 0,86 m
(1) Reactor
5.1.2. Dimensionado de reactores de Hidrólisis Enzimática
Relación Inicial (Diámetro: Altura) = 1: 1,2
Diseño del reactor = Forma cilíndrica con tapa plana y fondo semielíptico.
Con agitación.
Tabla 16. Especificaciones del reactor de Hidrólisis.
Elemento Descripción
Tapa
(1) Tapa plana de acero inoxidable serie 304.
Diámetro de 4,25 m y espesor de 6 mm
Con orificios
Fondo
(1) Fondo semielíptico de acero inoxidable
Altura de la elipse de 1,08 m
Espesor de 13 mm
Tanque
Tanque cilíndrico de acero inoxidable serie 304
Espesor de 13 mm
Diámetro de 4,35 m
Volumen del reactor 87 m3
Presión 1 bar
Altura de 5,2 m
(2) Reactores
Agitadores Tipo turbina Rushton de 4 paletas
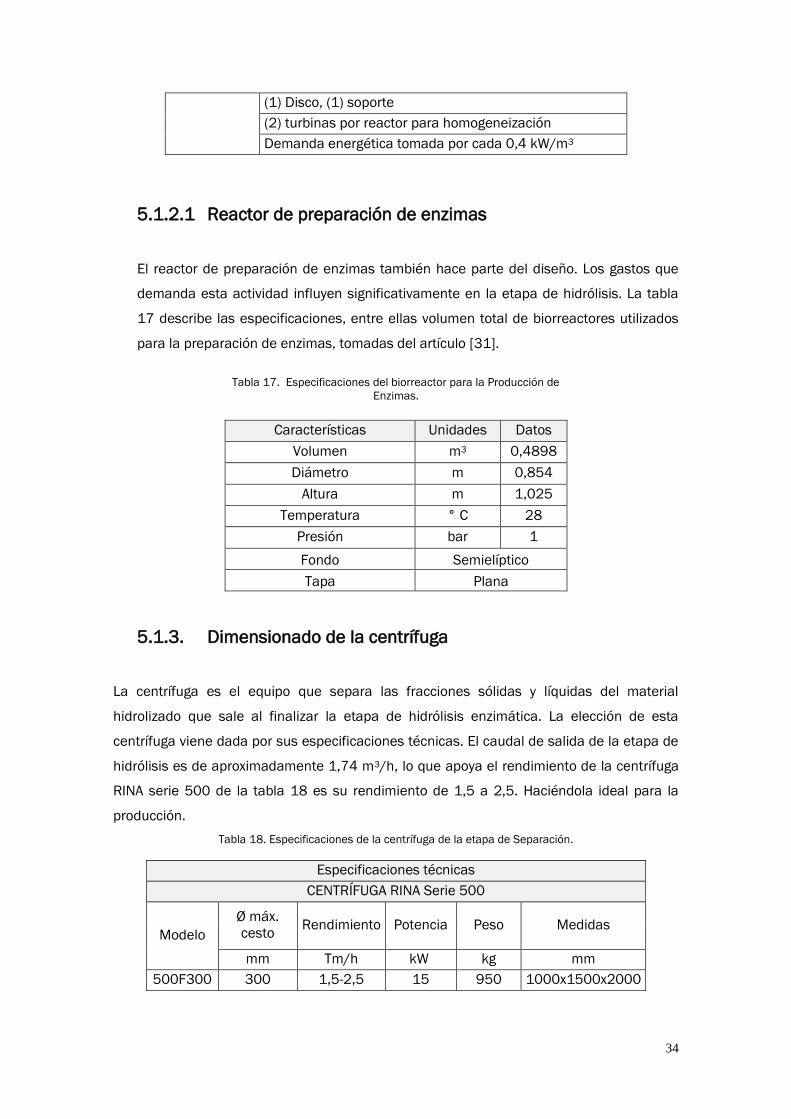
34
(1) Disco, (1) soporte
(2) turbinas por reactor para homogeneización
Demanda energética tomada por cada 0,4 kW/m3
5.1.2.1 Reactor de preparación de enzimas
El reactor de preparación de enzimas también hace parte del diseño. Los gastos que
demanda esta actividad influyen significativamente en la etapa de hidrólisis. La tabla
17 describe las especificaciones, entre ellas volumen total de biorreactores utilizados
para la preparación de enzimas, tomadas del artículo [31].
Tabla 17. Especificaciones del biorreactor para la Producción de
Enzimas.
Características Unidades Datos
Volumen m3 0,4898
Diámetro m 0,854
Altura m 1,025
Temperatura ° C 28
Presión bar 1
Fondo Semielíptico
Tapa Plana
5.1.3. Dimensionado de la centrífuga
La centrífuga es el equipo que separa las fracciones sólidas y líquidas del material
hidrolizado que sale al finalizar la etapa de hidrólisis enzimática. La elección de esta
centrífuga viene dada por sus especificaciones técnicas. El caudal de salida de la etapa de
hidrólisis es de aproximadamente 1,74 m3/h, lo que apoya el rendimiento de la centrífuga
RINA serie 500 de la tabla 18 es su rendimiento de 1,5 a 2,5. Haciéndola ideal para la
producción.
Tabla 18. Especificaciones de la centrífuga de la etapa de Separación.
Especificaciones técnicas
CENTRÍFUGA RINA Serie 500
Modelo
Ø máx.
cesto Rendimiento Potencia Peso Medidas
mm Tm/h kW kg mm
500F300 300 1,5-2,5 15 950 1000x1500x2000
35
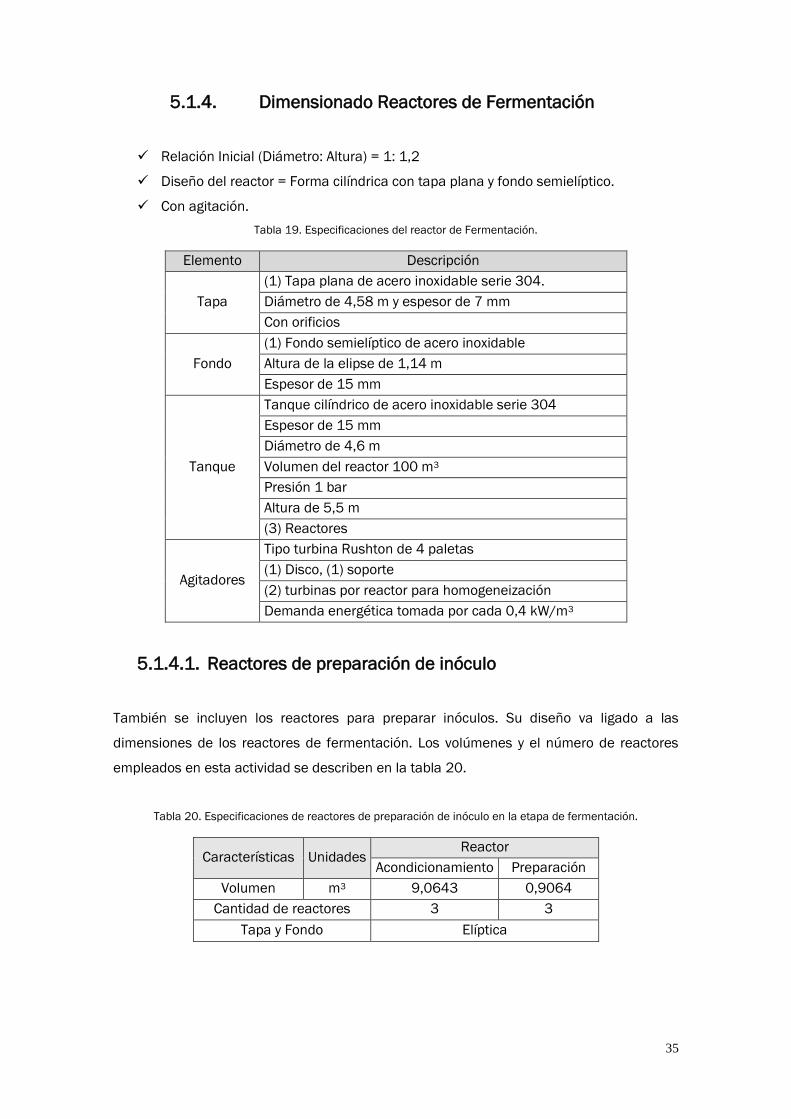
5.1.4. Dimensionado Reactores de Fermentación
Relación Inicial (Diámetro: Altura) = 1: 1,2
Diseño del reactor = Forma cilíndrica con tapa plana y fondo semielíptico.
Con agitación.
Tabla 19. Especificaciones del reactor de Fermentación.
Elemento Descripción
Tapa
(1) Tapa plana de acero inoxidable serie 304.
Diámetro de 4,58 m y espesor de 7 mm
Con orificios
Fondo
(1) Fondo semielíptico de acero inoxidable
Altura de la elipse de 1,14 m
Espesor de 15 mm
Tanque
Tanque cilíndrico de acero inoxidable serie 304
Espesor de 15 mm
Diámetro de 4,6 m
Volumen del reactor 100 m3
Presión 1 bar
Altura de 5,5 m
(3) Reactores
Agitadores
Tipo turbina Rushton de 4 paletas
(1) Disco, (1) soporte
(2) turbinas por reactor para homogeneización
Demanda energética tomada por cada 0,4 kW/m3
5.1.4.1. Reactores de preparación de inóculo
También se incluyen los reactores para preparar inóculos. Su diseño va ligado a las
dimensiones de los reactores de fermentación. Los volúmenes y el número de reactores
empleados en esta actividad se describen en la tabla 20.
Tabla 20. Especificaciones de reactores de preparación de inóculo en la etapa de fermentación.
Características Unidades Reactor
Acondicionamiento Preparación
Volumen m3 9,0643 0,9064
Cantidad de reactores 3 3
Tapa y Fondo Elíptica
36
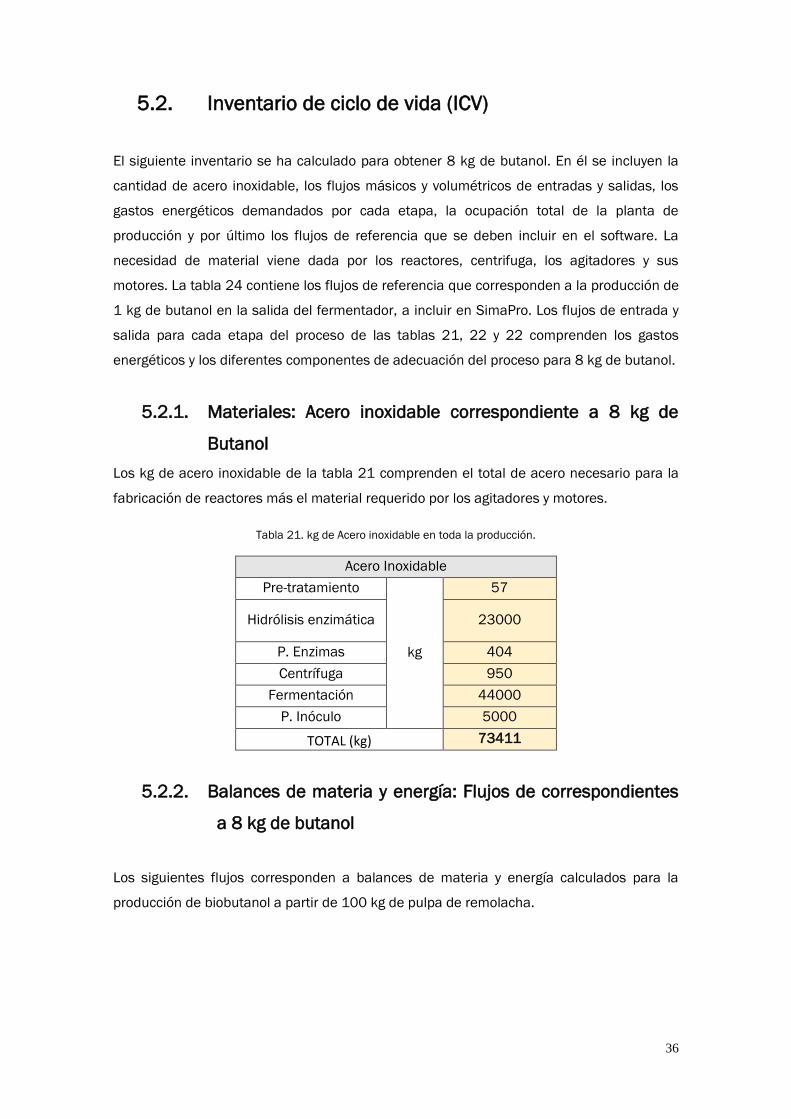
5.2. Inventario de ciclo de vida (ICV)
El siguiente inventario se ha calculado para obtener 8 kg de butanol. En él se incluyen la
cantidad de acero inoxidable, los flujos másicos y volumétricos de entradas y salidas, los
gastos energéticos demandados por cada etapa, la ocupación total de la planta de
producción y por último los flujos de referencia que se deben incluir en el software. La
necesidad de material viene dada por los reactores, centrifuga, los agitadores y sus
motores. La tabla 24 contiene los flujos de referencia que corresponden a la producción de
1 kg de butanol en la salida del fermentador, a incluir en SimaPro. Los flujos de entrada y
salida para cada etapa del proceso de las tablas 21, 22 y 22 comprenden los gastos
energéticos y los diferentes componentes de adecuación del proceso para 8 kg de butanol.
5.2.1. Materiales: Acero inoxidable correspondiente a 8 kg de
Butanol
Los kg de acero inoxidable de la tabla 21 comprenden el total de acero necesario para la
fabricación de reactores más el material requerido por los agitadores y motores.
Tabla 21. kg de Acero inoxidable en toda la producción.
Acero Inoxidable
Pre-tratamiento
kg
57
Hidrólisis enzimática 23000
P. Enzimas 404
Centrífuga 950
Fermentación 44000
P. Inóculo 5000
TOTAL (kg) 73411
5.2.2. Balances de materia y energía: Flujos de correspondientes
a 8 kg de butanol
Los siguientes flujos corresponden a balances de materia y energía calculados para la
producción de biobutanol a partir de 100 kg de pulpa de remolacha.
37
5.2.2.1. Energía eléctrica (kWh)
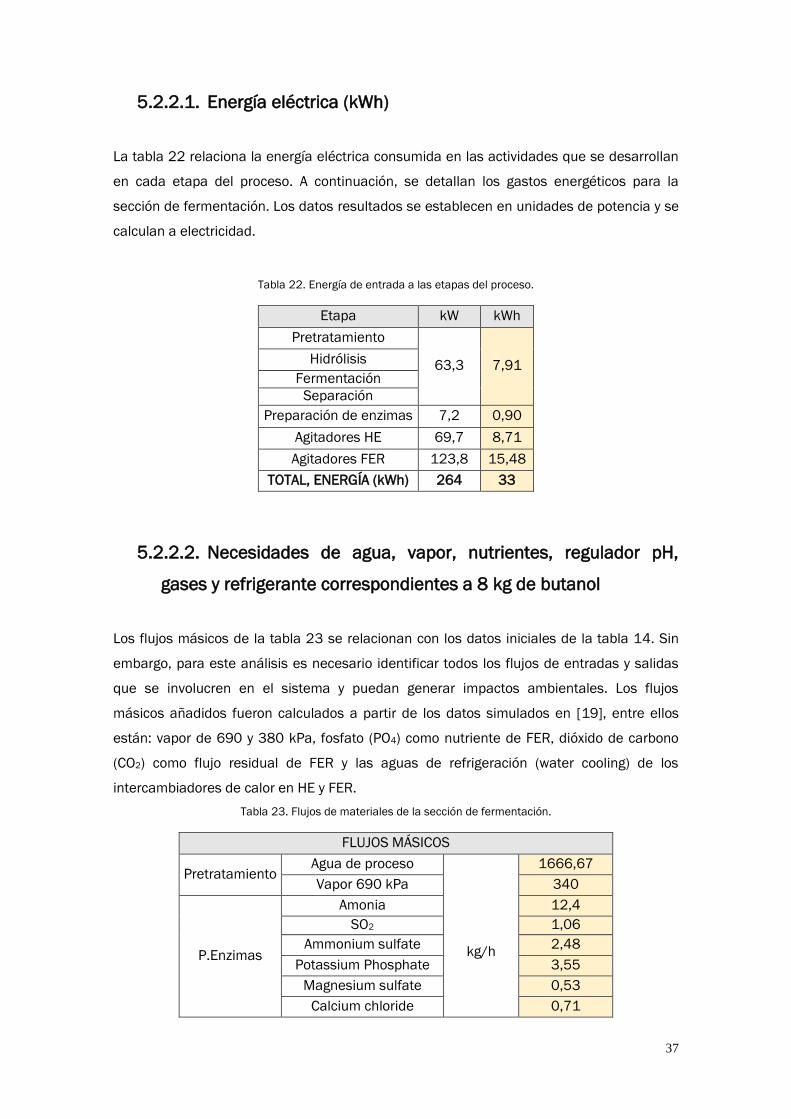
La tabla 22 relaciona la energía eléctrica consumida en las actividades que se desarrollan
en cada etapa del proceso. A continuación, se detallan los gastos energéticos para la
sección de fermentación. Los datos resultados se establecen en unidades de potencia y se
calculan a electricidad.
Tabla 22. Energía de entrada a las etapas del proceso.
Etapa kW kWh
Pretratamiento
63,3 7,91 Hidrólisis
Fermentación
Separación
Preparación de enzimas 7,2 0,90
Agitadores HE 69,7 8,71
Agitadores FER 123,8 15,48
TOTAL, ENERGÍA (kWh) 264 33
5.2.2.2. Necesidades de agua, vapor, nutrientes, regulador pH,
gases y refrigerante correspondientes a 8 kg de butanol
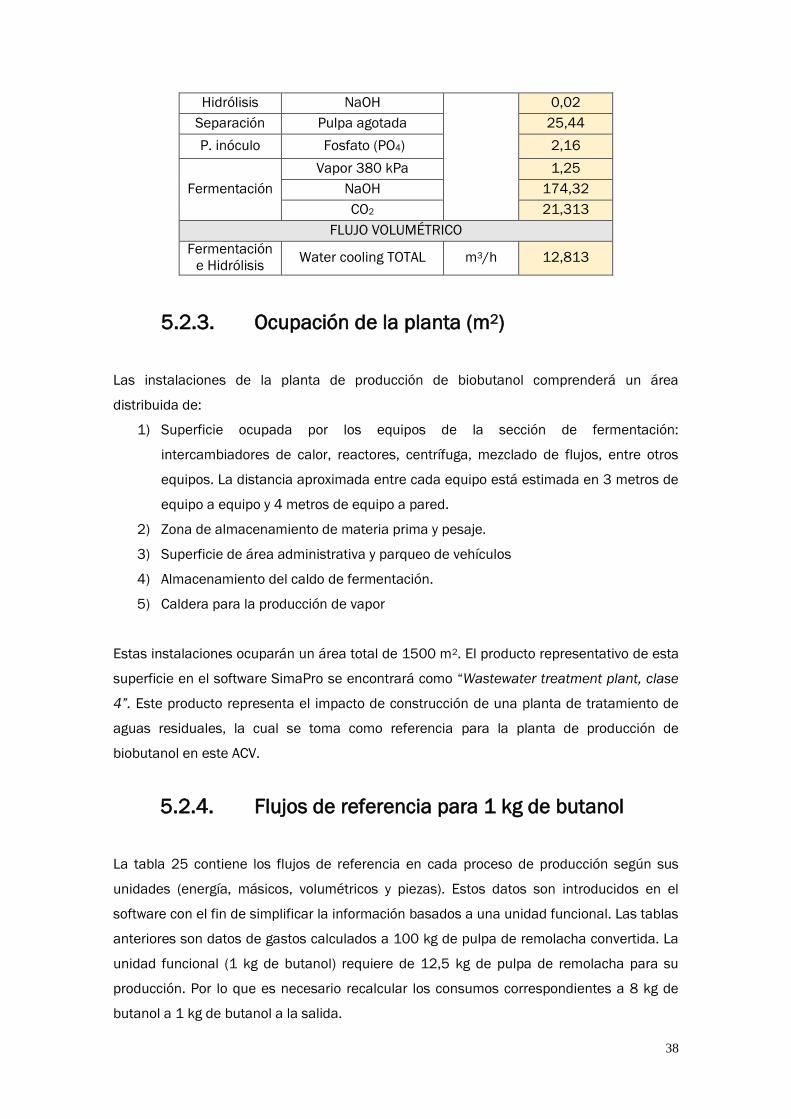
Los flujos másicos de la tabla 23 se relacionan con los datos iniciales de la tabla 14. Sin
embargo, para este análisis es necesario identificar todos los flujos de entradas y salidas
que se involucren en el sistema y puedan generar impactos ambientales. Los flujos
másicos añadidos fueron calculados a partir de los datos simulados en [19], entre ellos
están: vapor de 690 y 380 kPa, fosfato (PO4) como nutriente de FER, dióxido de carbono
(CO2) como flujo residual de FER y las aguas de refrigeración (water cooling) de los
intercambiadores de calor en HE y FER.
Tabla 23. Flujos de materiales de la sección de fermentación.
FLUJOS MÁSICOS
Pretratamiento Agua de proceso
kg/h
1666,67
Vapor 690 kPa 340
P.Enzimas
Amonia 12,4
SO2 1,06
Ammonium sulfate 2,48
Potassium Phosphate 3,55
Magnesium sulfate 0,53
Calcium chloride 0,71
38
Hidrólisis NaOH 0,02
Separación Pulpa agotada 25,44
P. inóculo Fosfato (PO4) 2,16
Fermentación
Vapor 380 kPa 1,25
NaOH 174,32
CO2 21,313
FLUJO VOLUMÉTRICO
Fermentación
e Hidrólisis Water cooling TOTAL m3/h 12,813
5.2.3. Ocupación de la planta (m2)
Las instalaciones de la planta de producción de biobutanol comprenderá un área
distribuida de:
1) Superficie ocupada por los equipos de la sección de fermentación:
intercambiadores de calor, reactores, centrífuga, mezclado de flujos, entre otros
equipos. La distancia aproximada entre cada equipo está estimada en 3 metros de
equipo a equipo y 4 metros de equipo a pared.
2) Zona de almacenamiento de materia prima y pesaje.
3) Superficie de área administrativa y parqueo de vehículos
4) Almacenamiento del caldo de fermentación.
5) Caldera para la producción de vapor
Estas instalaciones ocuparán un área total de 1500 m2. El producto representativo de esta
superficie en el software SimaPro se encontrará como “Wastewater treatment plant, clase
4”. Este producto representa el impacto de construcción de una planta de tratamiento de
aguas residuales, la cual se toma como referencia para la planta de producción de
biobutanol en este ACV.
5.2.4. Flujos de referencia para 1 kg de butanol
La tabla 25 contiene los flujos de referencia en cada proceso de producción según sus
unidades (energía, másicos, volumétricos y piezas). Estos datos son introducidos en el
software con el fin de simplificar la información basados a una unidad funcional. Las tablas
anteriores son datos de gastos calculados a 100 kg de pulpa de remolacha convertida. La
unidad funcional (1 kg de butanol) requiere de 12,5 kg de pulpa de remolacha para su
producción. Por lo que es necesario recalcular los consumos correspondientes a 8 kg de
butanol a 1 kg de butanol a la salida.
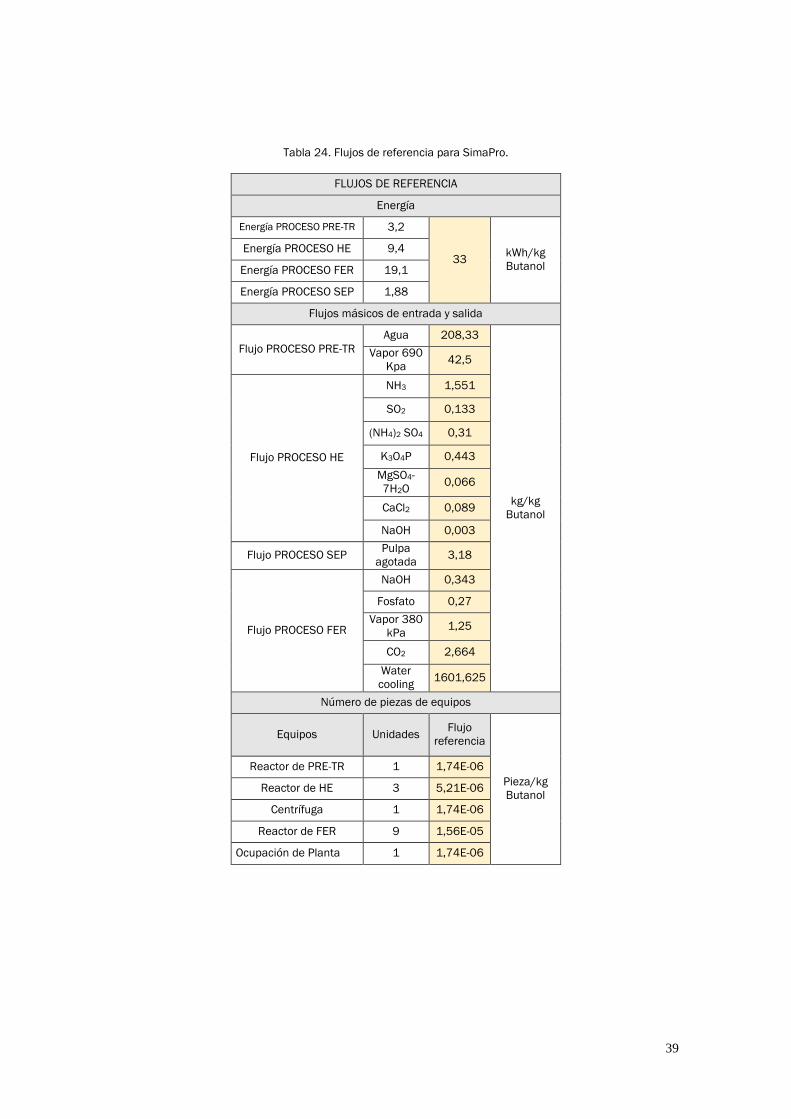
39
Tabla 24. Flujos de referencia para SimaPro.
FLUJOS DE REFERENCIA
Energía
Energía PROCESO PRE-TR 3,2
33 kWh/kg
Butanol
Energía PROCESO HE 9,4
Energía PROCESO FER 19,1
Energía PROCESO SEP 1,88
Flujos másicos de entrada y salida
Flujo PROCESO PRE-TR
Agua 208,33
kg/kg
Butanol
Vapor 690
Kpa 42,5
Flujo PROCESO HE
NH3 1,551
SO2 0,133
(NH4)2 SO4 0,31
K3O4P 0,443
MgSO4-
7H2O 0,066
CaCl2 0,089
NaOH 0,003
Flujo PROCESO SEP Pulpa
agotada 3,18
Flujo PROCESO FER
NaOH 0,343
Fosfato 0,27
Vapor 380
kPa 1,25
CO2 2,664
Water
cooling 1601,625
Número de piezas de equipos
Equipos Unidades Flujo
referencia
Pieza/kg
Butanol
Reactor de PRE-TR 1 1,74E-06
Reactor de HE 3 5,21E-06
Centrífuga 1 1,74E-06
Reactor de FER 9 1,56E-05
Ocupación de Planta 1 1,74E-06
40
6. EVALUACIÓN DE IMPACTO AMBIENTAL DEL CICLO DE VIDA
(EICV)
La primera fase de evaluación consta de una comparativa de metodologías en la que se
pretende determinar cuál de los resultados de los cálculos es el más conveniente para
identificar indicadores de cambio climático. Para determinarlo, primero se analizan los
resultados de las categorías de impacto (caracterización) y adicionalmente una categoría
de referencia (normalización). La categoría principal escogida para este ACV es la de
“Global Warming” con resultados en kg de CO2 eq por unidad funcional. Los impactos
mayores deberían ser a causa de la emisión de gases de efecto invernadero, sin embargo,
no quiere decir que no se produzcan otros impactos mayores relacionados con vertidos,
emisión de otro tipo de gases y el consumo de recursos naturales. La segunda fase
consiste en la evaluación de la etapa y componentes que producen mayores impactos
durante la producción de biobutanol. El propósito es determinar las causas por las que
esta etapa influye significativamente en el ciclo de vida del producto.
6.1. Comparativa de Metodologías
Las gráficas comparativas ayudarán a determinar qué etapas del proceso generan mayores
impactos con respecto a la categoría escogida.
6.1.1. CML 2 Baseline 2000
Contiene 10 categorías de impactos y el uso de recursos y emisiones se clasifican en
términos con valores equivalentes de acuerdo con los impactos ambientales potenciales.
Existe otra base de datos relacionada con la metodología CML, llamada CML 2001, que
contiene categorías de impacto más explícitas, pero no es objeto de estudio ya que a
diferencia de Baseline 2000, ésta tiene datos reales para una producción en los Países
Bajos.
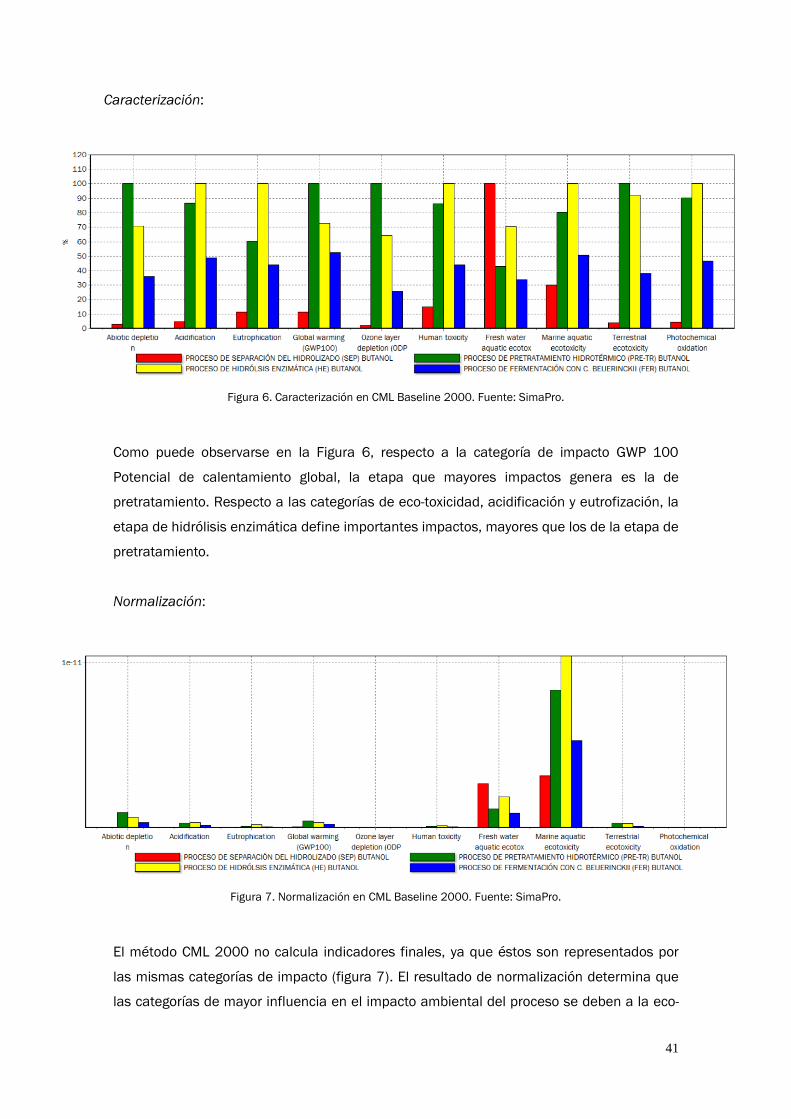
41
Caracterización:
Figura 6. Caracterización en CML Baseline 2000. Fuente: SimaPro.
Como puede observarse en la Figura 6, respecto a la categoría de impacto GWP 100
Potencial de calentamiento global, la etapa que mayores impactos genera es la de
pretratamiento. Respecto a las categorías de eco-toxicidad, acidificación y eutrofización, la
etapa de hidrólisis enzimática define importantes impactos, mayores que los de la etapa de
pretratamiento.
Normalización:
Figura 7. Normalización en CML Baseline 2000. Fuente: SimaPro.
El método CML 2000 no calcula indicadores finales, ya que éstos son representados por
las mismas categorías de impacto (figura 7). El resultado de normalización determina que
las categorías de mayor influencia en el impacto ambiental del proceso se deben a la eco-
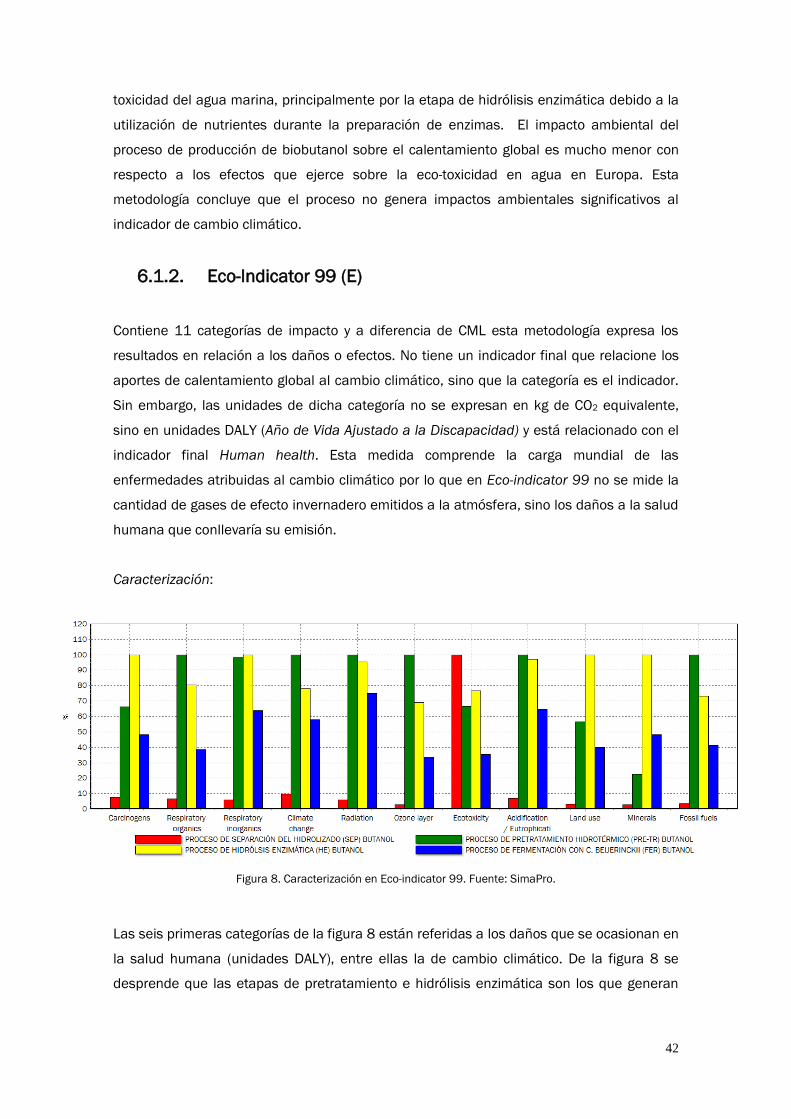
42
toxicidad del agua marina, principalmente por la etapa de hidrólisis enzimática debido a la
utilización de nutrientes durante la preparación de enzimas. El impacto ambiental del
proceso de producción de biobutanol sobre el calentamiento global es mucho menor con
respecto a los efectos que ejerce sobre la eco-toxicidad en agua en Europa. Esta
metodología concluye que el proceso no genera impactos ambientales significativos al
indicador de cambio climático.
6.1.2. Eco-Indicator 99 (E)
Contiene 11 categorías de impacto y a diferencia de CML esta metodología expresa los
resultados en relación a los daños o efectos. No tiene un indicador final que relacione los
aportes de calentamiento global al cambio climático, sino que la categoría es el indicador.
Sin embargo, las unidades de dicha categoría no se expresan en kg de CO2 equivalente,
sino en unidades DALY (Año de Vida Ajustado a la Discapacidad) y está relacionado con el
indicador final Human health. Esta medida comprende la carga mundial de las
enfermedades atribuidas al cambio climático por lo que en Eco-indicator 99 no se mide la
cantidad de gases de efecto invernadero emitidos a la atmósfera, sino los daños a la salud
humana que conllevaría su emisión.
Caracterización:
Figura 8. Caracterización en Eco-indicator 99. Fuente: SimaPro.
Las seis primeras categorías de la figura 8 están referidas a los daños que se ocasionan en
la salud humana (unidades DALY), entre ellas la de cambio climático. De la figura 8 se
desprende que las etapas de pretratamiento e hidrólisis enzimática son los que generan
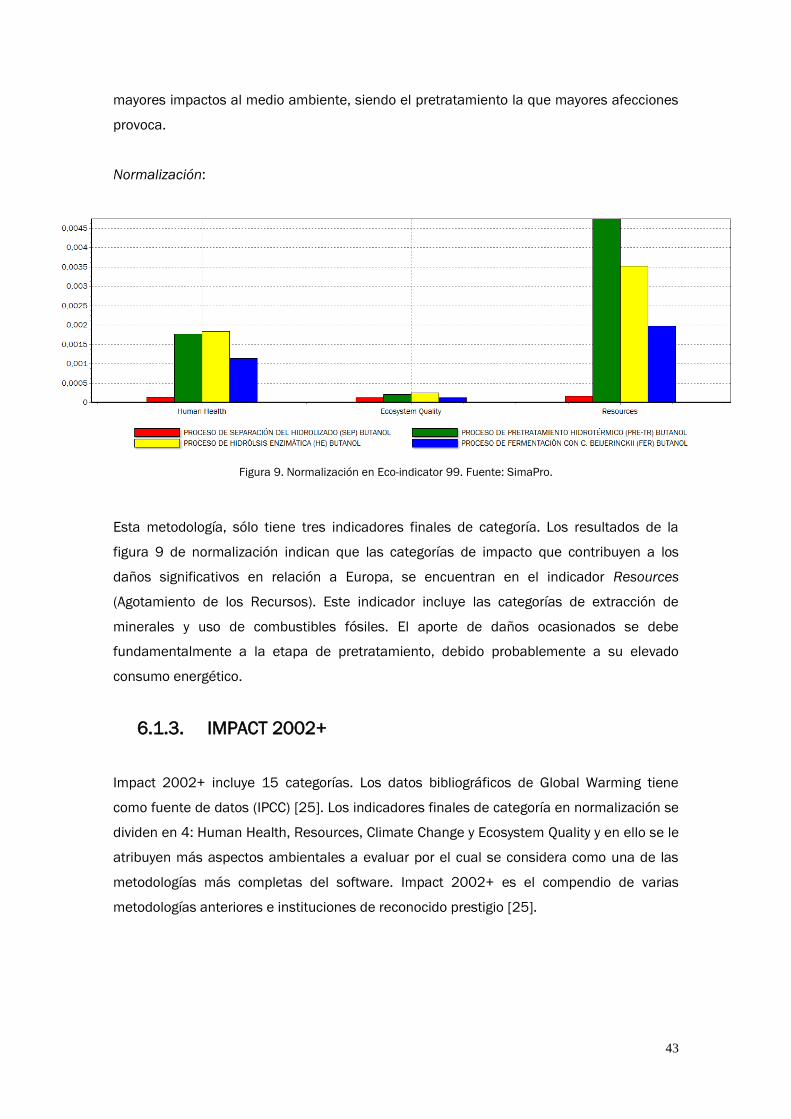
43
mayores impactos al medio ambiente, siendo el pretratamiento la que mayores afecciones
provoca.
Normalización:
Figura 9. Normalización en Eco-indicator 99. Fuente: SimaPro.
Esta metodología, sólo tiene tres indicadores finales de categoría. Los resultados de la
figura 9 de normalización indican que las categorías de impacto que contribuyen a los
daños significativos en relación a Europa, se encuentran en el indicador Resources
(Agotamiento de los Recursos). Este indicador incluye las categorías de extracción de
minerales y uso de combustibles fósiles. El aporte de daños ocasionados se debe
fundamentalmente a la etapa de pretratamiento, debido probablemente a su elevado
consumo energético.
6.1.3. IMPACT 2002+
Impact 2002+ incluye 15 categorías. Los datos bibliográficos de Global Warming tiene
como fuente de datos (IPCC) [25]. Los indicadores finales de categoría en normalización se
dividen en 4: Human Health, Resources, Climate Change y Ecosystem Quality y en ello se le
atribuyen más aspectos ambientales a evaluar por el cual se considera como una de las
metodologías más completas del software. Impact 2002+ es el compendio de varias
metodologías anteriores e instituciones de reconocido prestigio [25].
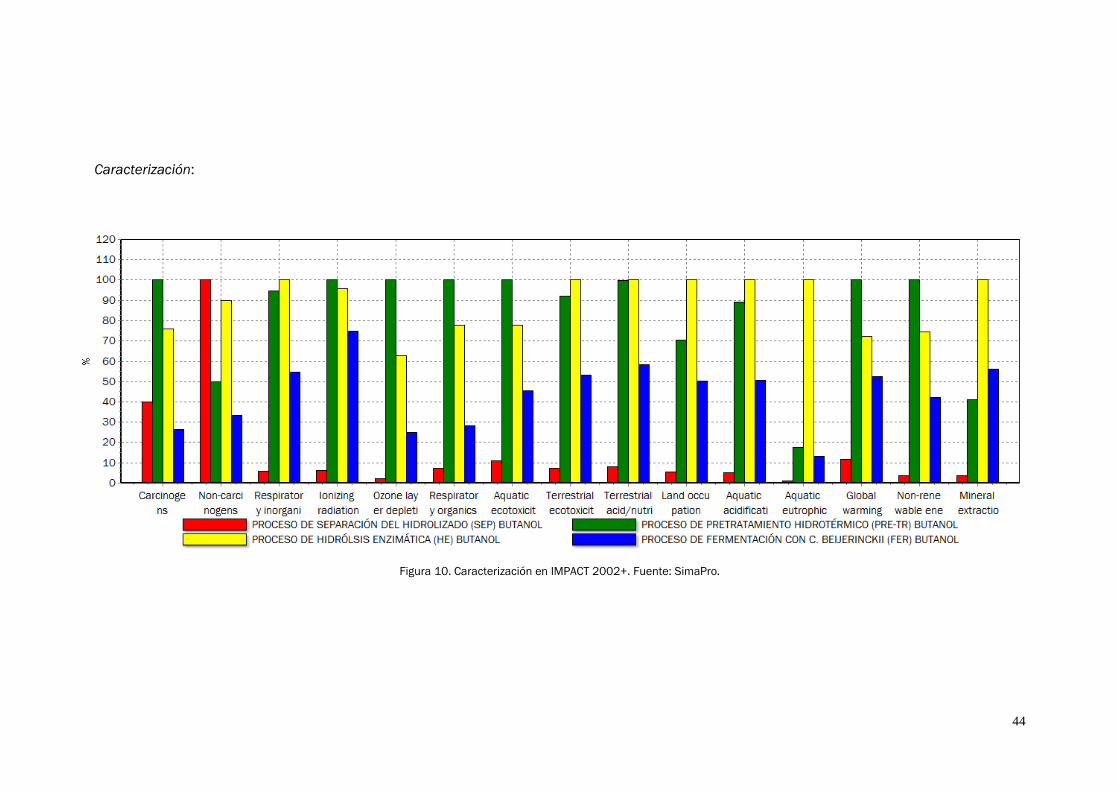
44
Caracterización:
Figura 10. Caracterización en IMPACT 2002+. Fuente: SimaPro.
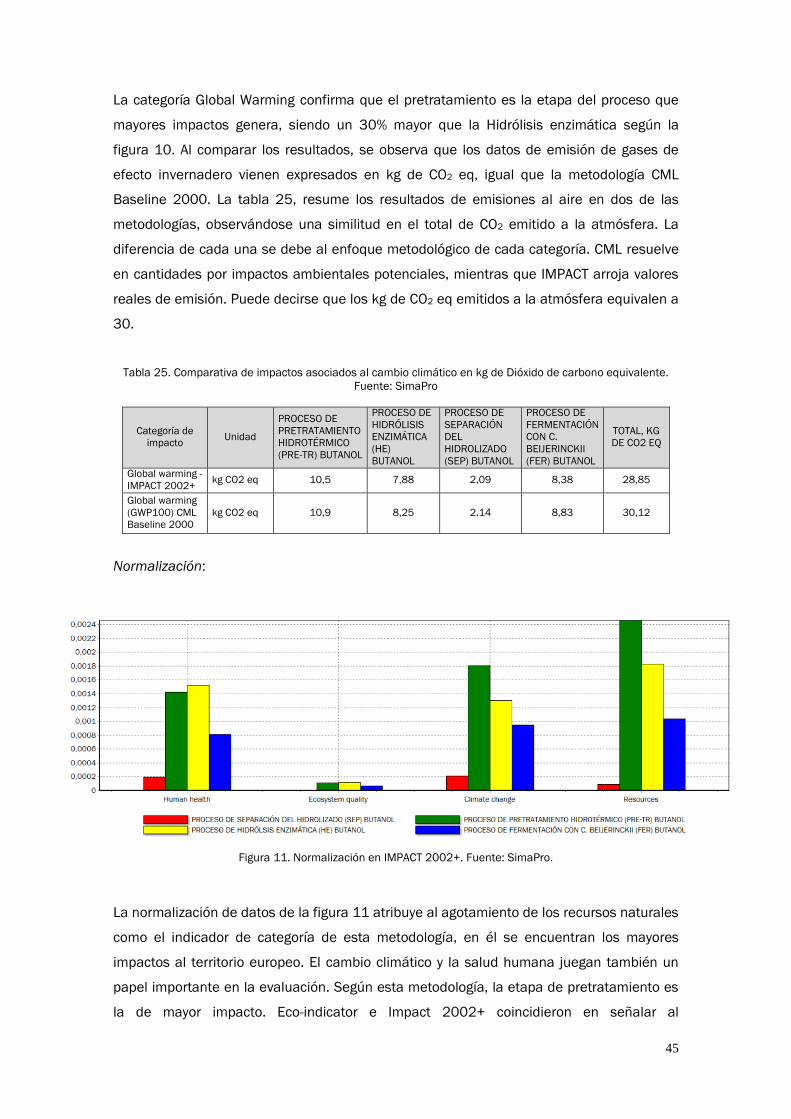
45
La categoría Global Warming confirma que el pretratamiento es la etapa del proceso que
mayores impactos genera, siendo un 30% mayor que la Hidrólisis enzimática según la
figura 10. Al comparar los resultados, se observa que los datos de emisión de gases de
efecto invernadero vienen expresados en kg de CO2 eq, igual que la metodología CML
Baseline 2000. La tabla 25, resume los resultados de emisiones al aire en dos de las
metodologías, observándose una similitud en el total de CO2 emitido a la atmósfera. La
diferencia de cada una se debe al enfoque metodológico de cada categoría. CML resuelve
en cantidades por impactos ambientales potenciales, mientras que IMPACT arroja valores
reales de emisión. Puede decirse que los kg de CO2 eq emitidos a la atmósfera equivalen a
30.
Tabla 25. Comparativa de impactos asociados al cambio climático en kg de Dióxido de carbono equivalente.
Fuente: SimaPro
Categoría de
impacto Unidad
PROCESO DE
PRETRATAMIENTO
HIDROTÉRMICO
(PRE-TR) BUTANOL
PROCESO DE
HIDRÓLISIS
ENZIMÁTICA
(HE)
BUTANOL
PROCESO DE
SEPARACIÓN
DEL
HIDROLIZADO
(SEP) BUTANOL
PROCESO DE
FERMENTACIÓN
CON C.
BEIJERINCKII
(FER) BUTANOL
TOTAL, KG
DE CO2 EQ
Global warming -
IMPACT 2002+ kg CO2 eq 10,5 7,88 2,09 8,38 28,85
Global warming
(GWP100) CML
Baseline 2000
kg CO2 eq 10,9 8,25 2,14 8,83 30,12
Normalización:
Figura 11. Normalización en IMPACT 2002+. Fuente: SimaPro.
La normalización de datos de la figura 11 atribuye al agotamiento de los recursos naturales
como el indicador de categoría de esta metodología, en él se encuentran los mayores
impactos al territorio europeo. El cambio climático y la salud humana juegan también un
papel importante en la evaluación. Según esta metodología, la etapa de pretratamiento es
la de mayor impacto. Eco-indicator e Impact 2002+ coincidieron en señalar al
46
pretratamiento como la etapa de mayor impacto por su influencia en el agotamiento de
recursos naturales.
6.2. Metodología seleccionada
A partir de los resultados mostrados, se escoge la metodología IMPACT 2002+ ya que
proporciona resultados completos en relación a los gases de efecto invernadero en su
contribución al cambio climático, así como la definición de otros impactos que se generan
en esta producción. Es una estrategia completa de evaluación, la categoría de Global
warming se alinea a los estudios de prevención del cambio climático con la aceptación
internacional de los indicadores y modelos de caracterización que ésta contiene. Con esta
metodología se analizarán los componentes del proceso que generen mayores impactos
ambientales, así como también plantear una evaluación en la eficiencia energética
propuesta en un análisis de sensibilidad. Las redes de flujo para 1 kg de butanol se
encuentran recogidas en el ANEXO [II] de este TFM y han sido calculadas utilizando
también esta metodología.
7. INTERPRETACIÓN Y ANÁLISIS DE RESULTADOS
De la caracterización comparativa de etapas de proceso se concluye que la categoría de
mayor influencia en los impactos ambientales se debe al uso de energías no renovables. La
tabla 26 muestra las categorías de mayores impactos de los resultados en las
metodologías Impact 2002+ y Eco-indicator 99, en el que se distingue una diferencia del
tipo de energías usadas, (Primary) uso de energías primarias, una energía disponible en la
naturaleza antes de ser convertida, y (Surplus) de un excedente de energía o energía
residual. Los diferentes tipos de energía es la causa de la diferencia de MJ totales. La
energía residual o excedente no tiene la misma magnitud de impactos que la energía
primaria.
Tabla 26. Datos de resultados asociados al agotamiento de los recursos naturales. Fuente: SimaPro.
Categoría de
impacto Unidad
PROCESO DE
PRETRATAMIENTO
HIDROTÉRMICO
(PRE-TR)
BUTANOL
PROCESO DE
HIDRÓLSIS
ENZIMÁTICA
(HE)
BUTANOL
PROCESO DE
SEPARACIÓN
DEL
HIDROLIZADO
(SEP) BUTANOL
PROCESO DE
FERMENTACIÓN
CON C.
BEIJERINCKII
(FER) BUTANOL
TOTAL, ENERGÍA
(MJ)
Non-renewable
energy
Impact 2002+
MJ primary 197 156 13,2 135 501,2
Fossil Fuels
Eco-indicator 99 MJ surplus 14,1 9,35 0,562 5,65 29,66
47
De las tres metodologías, se concluye que existen factores de contribución al cambio
climático presentadas principalmente en la etapa de pretratamiento (Tabla 27). Dichos
factores, indican una importante emisión de dióxido de carbono por la quema de
combustibles fósiles, superando los 10,40 kg en emisión de CO2 sólo durante la etapa de
pretratamiento, seguido de la etapa de fermentación con 8,38 kg. Estos datos han sido
calculados en el software por el que se identifican otros gases de efecto invernadero que
se emiten a la atmósfera.
Tabla 27. Sustancias emitidas asociados a la categoría de calentamiento global. Fuente: SimaPro.
Sustancia Compartimento Unidad
PROCESO DE
SEPARACIÓN
DEL
HIDROLIZADO
(SEP)
BUTANOL
PROCESO DE
PRETRATAMIENTO
HIDROTÉRMICO
(PRE-TR)
BUTANOL
PROCESO DE
HIDRÓLSIS
ENZIMÁTICA
(HE) BUTANOL
PROCESO DE
FERMENTACIÓN
CON C.
BEIJERINCKII
(FER) BUTANOL
Total kg CO2 eq 2,09 10,50 7,88 8,38
Substancias
remanentes kg CO2 eq 0,00 0,03 0,04 2,68
Carbon dioxide,
fossil Aire kg CO2 eq 2,06 10,40 7,68 5,50
Methane, fossil Aire kg CO2 eq 0,00880 0,14862 0,10532 0,08784
Dinitrogen
monoxide Aire kg CO2 eq 0,01219 0,02203 0,03973 0,05821
7.1. Comparación del impacto generado por el uso de
vapor y consumo eléctrico de la planta.
Para establecer medidas que disminuyan los impactos ambientales, se debe hacer un
análisis de los componentes que se destacan en la valoración de los impactos
ambientales de la sección de fermentación, que como se ha dicho anteriomente,
incluye las etapas de pretratamiento, hidrólisis enzimática y fermentación. Los factores
contribuyentes al cambio climático se deben principlamente al consumo eléctrico de un
mix español y la generación de vapor.
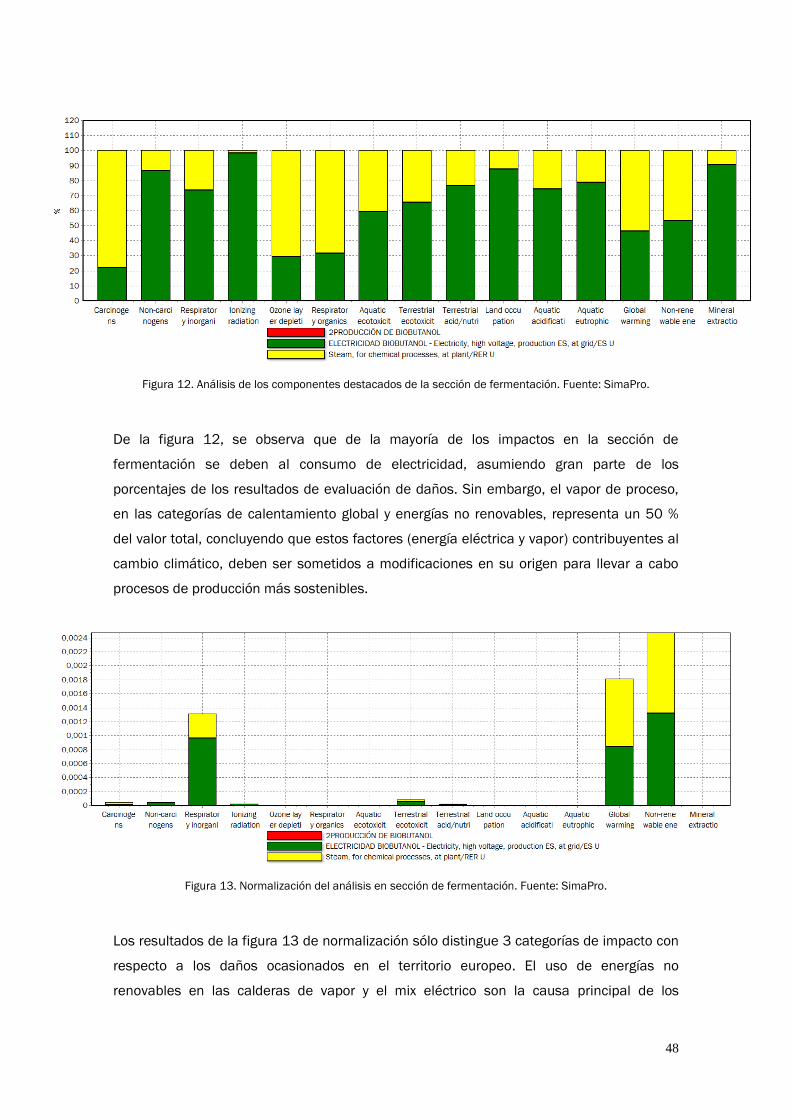
48
Figura 12. Análisis de los componentes destacados de la sección de fermentación. Fuente: SimaPro.
De la figura 12, se observa que de la mayoría de los impactos en la sección de
fermentación se deben al consumo de electricidad, asumiendo gran parte de los
porcentajes de los resultados de evaluación de daños. Sin embargo, el vapor de proceso,
en las categorías de calentamiento global y energías no renovables, representa un 50 %
del valor total, concluyendo que estos factores (energía eléctrica y vapor) contribuyentes al
cambio climático, deben ser sometidos a modificaciones en su origen para llevar a cabo
procesos de producción más sostenibles.
Figura 13. Normalización del análisis en sección de fermentación. Fuente: SimaPro.
Los resultados de la figura 13 de normalización sólo distingue 3 categorías de impacto con
respecto a los daños ocasionados en el territorio europeo. El uso de energías no
renovables en las calderas de vapor y el mix eléctrico son la causa principal de los
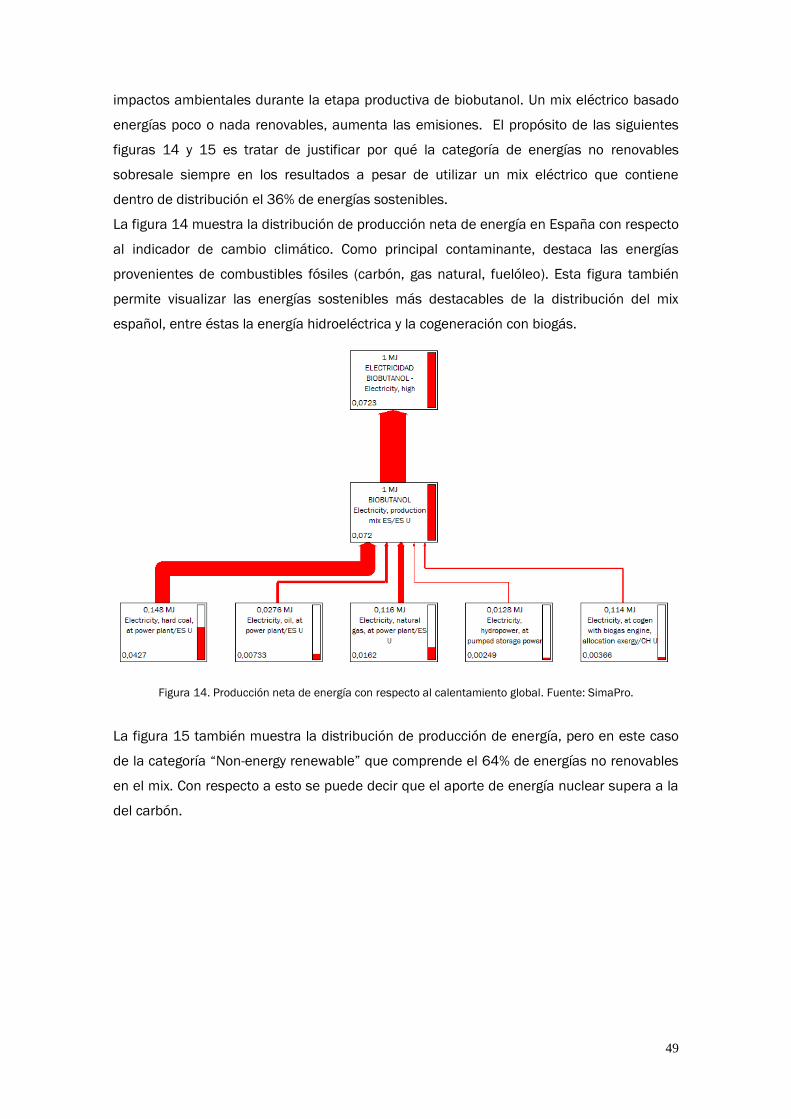
49
impactos ambientales durante la etapa productiva de biobutanol. Un mix eléctrico basado
energías poco o nada renovables, aumenta las emisiones. El propósito de las siguientes
figuras 14 y 15 es tratar de justificar por qué la categoría de energías no renovables
sobresale siempre en los resultados a pesar de utilizar un mix eléctrico que contiene
dentro de distribución el 36% de energías sostenibles.
La figura 14 muestra la distribución de producción neta de energía en España con respecto
al indicador de cambio climático. Como principal contaminante, destaca las energías
provenientes de combustibles fósiles (carbón, gas natural, fuelóleo). Esta figura también
permite visualizar las energías sostenibles más destacables de la distribución del mix
español, entre éstas la energía hidroeléctrica y la cogeneración con biogás.
Figura 14. Producción neta de energía con respecto al calentamiento global. Fuente: SimaPro.
La figura 15 también muestra la distribución de producción de energía, pero en este caso
de la categoría “Non-energy renewable” que comprende el 64% de energías no renovables
en el mix. Con respecto a esto se puede decir que el aporte de energía nuclear supera a la
del carbón.
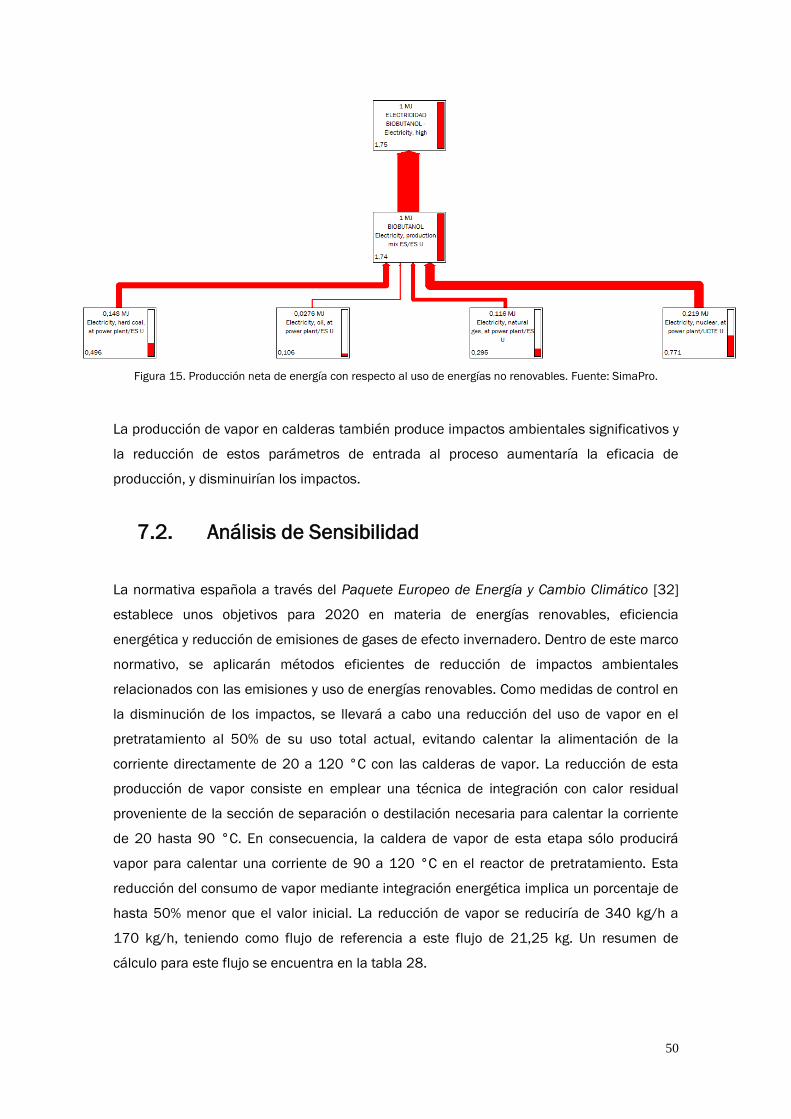
50
Figura 15. Producción neta de energía con respecto al uso de energías no renovables. Fuente: SimaPro.
La producción de vapor en calderas también produce impactos ambientales significativos y
la reducción de estos parámetros de entrada al proceso aumentaría la eficacia de
producción, y disminuirían los impactos.
7.2. Análisis de Sensibilidad
La normativa española a través del Paquete Europeo de Energía y Cambio Climático [32]
establece unos objetivos para 2020 en materia de energías renovables, eficiencia
energética y reducción de emisiones de gases de efecto invernadero. Dentro de este marco
normativo, se aplicarán métodos eficientes de reducción de impactos ambientales
relacionados con las emisiones y uso de energías renovables. Como medidas de control en
la disminución de los impactos, se llevará a cabo una reducción del uso de vapor en el
pretratamiento al 50% de su uso total actual, evitando calentar la alimentación de la
corriente directamente de 20 a 120 °C con las calderas de vapor. La reducción de esta
producción de vapor consiste en emplear una técnica de integración con calor residual
proveniente de la sección de separación o destilación necesaria para calentar la corriente
de 20 hasta 90 °C. En consecuencia, la caldera de vapor de esta etapa sólo producirá
vapor para calentar una corriente de 90 a 120 °C en el reactor de pretratamiento. Esta
reducción del consumo de vapor mediante integración energética implica un porcentaje de
hasta 50% menor que el valor inicial. La reducción de vapor se reduciría de 340 kg/h a
170 kg/h, teniendo como flujo de referencia a este flujo de 21,25 kg. Un resumen de
cálculo para este flujo se encuentra en la tabla 28.
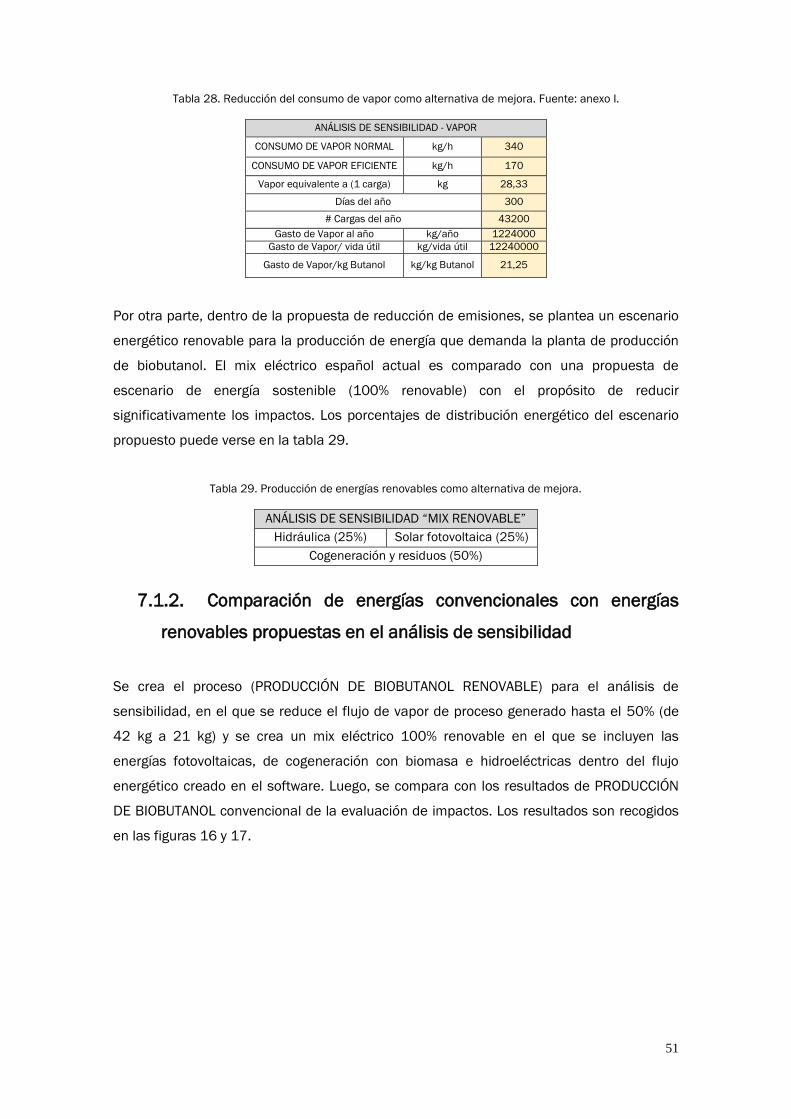
51
Tabla 28. Reducción del consumo de vapor como alternativa de mejora. Fuente: anexo I.
ANÁLISIS DE SENSIBILIDAD - VAPOR
CONSUMO DE VAPOR NORMAL kg/h 340
CONSUMO DE VAPOR EFICIENTE kg/h 170
Vapor equivalente a (1 carga) kg 28,33
Días del año 300
# Cargas del año 43200
Gasto de Vapor al año kg/año 1224000
Gasto de Vapor/ vida útil kg/vida útil 12240000
Gasto de Vapor/kg Butanol kg/kg Butanol 21,25
Por otra parte, dentro de la propuesta de reducción de emisiones, se plantea un escenario
energético renovable para la producción de energía que demanda la planta de producción
de biobutanol. El mix eléctrico español actual es comparado con una propuesta de
escenario de energía sostenible (100% renovable) con el propósito de reducir
significativamente los impactos. Los porcentajes de distribución energético del escenario
propuesto puede verse en la tabla 29.
Tabla 29. Producción de energías renovables como alternativa de mejora.
ANÁLISIS DE SENSIBILIDAD “MIX RENOVABLE”
Hidráulica (25%) Solar fotovoltaica (25%)
Cogeneración y residuos (50%)
7.1.2. Comparación de energías convencionales con energías
renovables propuestas en el análisis de sensibilidad
Se crea el proceso (PRODUCCIÓN DE BIOBUTANOL RENOVABLE) para el análisis de
sensibilidad, en el que se reduce el flujo de vapor de proceso generado hasta el 50% (de
42 kg a 21 kg) y se crea un mix eléctrico 100% renovable en el que se incluyen las
energías fotovoltaicas, de cogeneración con biomasa e hidroeléctricas dentro del flujo
energético creado en el software. Luego, se compara con los resultados de PRODUCCIÓN
DE BIOBUTANOL convencional de la evaluación de impactos. Los resultados son recogidos
en las figuras 16 y 17.
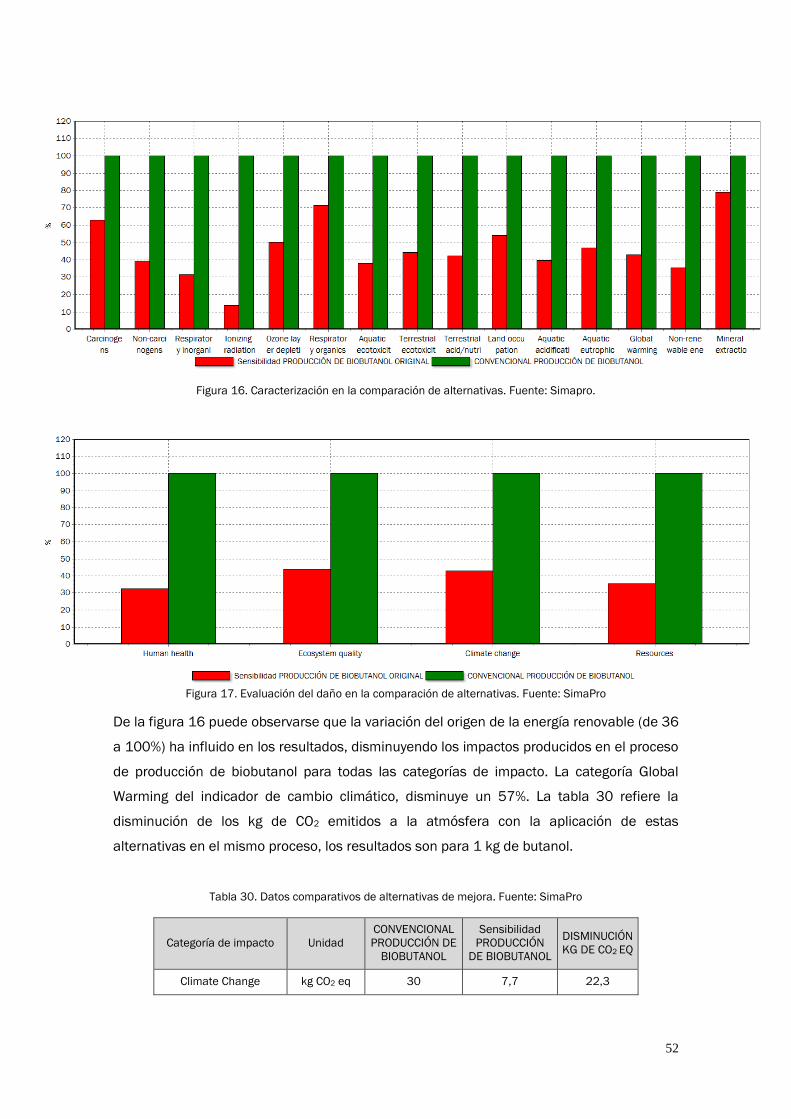
52
Figura 16. Caracterización en la comparación de alternativas. Fuente: Simapro.
Figura 17. Evaluación del daño en la comparación de alternativas. Fuente: SimaPro
De la figura 16 puede observarse que la variación del origen de la energía renovable (de 36
a 100%) ha influido en los resultados, disminuyendo los impactos producidos en el proceso
de producción de biobutanol para todas las categorías de impacto. La categoría Global
Warming del indicador de cambio climático, disminuye un 57%. La tabla 30 refiere la
disminución de los kg de CO2 emitidos a la atmósfera con la aplicación de estas
alternativas en el mismo proceso, los resultados son para 1 kg de butanol.
Tabla 30. Datos comparativos de alternativas de mejora. Fuente: SimaPro
Categoría de impacto Unidad
CONVENCIONAL
PRODUCCIÓN DE
BIOBUTANOL
Sensibilidad
PRODUCCIÓN
DE BIOBUTANOL
DISMINUCIÓN
KG DE CO2 EQ
Climate Change kg CO2 eq 30 7,7 22,3
53
En la evaluación de daños de la figura 17, las afecciones en los indicadores totales
confirman la disminución de hasta un 60% de los impactos ambientales en la sección de
fermentación al aplicar una reducción en el vapor generado en la etapa de pretratamiento
y un cambio de energías renovables.
Se pueden optar por muchas alternativas de reducción de emisiones en el uso de la
energía en una planta de producción de biobutanol, ya sea por la modificación de las
energías de entrada, el aprovechamiento de corrientes residuales o el desarrollo de otras
tecnologías. Un ejemplo de ello es el planteamiento señalado en el análisis de ciclo de vida
de producción de butanol en biorrefinerías de caña de azúcar [33] por fermentación ABE
con Clostridium beijerinckii. En esta bibliográfica se plantea dos escenarios de optimización
con uso de materias primas de primera y segunda generación (1GMS y 1G2GMS) para
obtener butanol a partir de cultivos de caña de azúcar y bagazo de caña. En esta referencia
bibliográfica, las emisiones de dióxido de carbono por tonelada de caña de azúcar
procesado fueron 28,73 kg (1GMS) y 10,53 kg (1G2GMS) de dióxido de carbono,
considerando las emisiones de la etapa de separación o destilación, que el presente TFM
no tuvo en cuenta.
8. CONCLUSIONES
El presente TFM presenta el análisis de ciclo de vida para la producción de biobutanol, a
partir de residuos lignocelulósicos provenientes de los subproductos generados en la
industria azucarera con remolacha de azúcar, teniéndose en cuenta la etapa de
construcción y operación de la sección de fermentación de la planta basada en
fermentación de tipo ABE.
A partir de la evaluación de impactos ambientales de esta planta de producción de
biocombustibles de segunda generación se concluye lo siguiente:
1) Se realizó una búsqueda completa de información necesaria para la cuantificación
en el análisis de inventario teniendo en cuenta todos los componentes de la planta
de producción de butanol.
2) De los datos completados en el análisis de inventario se calcularon los flujos
correspondientes a la producción de 1 kg de butanol a la salida del fermentador
(unidad funcional).
3) En la comparación de metodologías bibliográficas se seleccionó el método IMPACT
2002+ por sus resultados relacionados a los objetivos de este ACV.
4) La etapa de proceso que aporta uno de los mayores impactos ambientales es la del
pretratamiento. Sus aportes se deben a la producción de vapor en caldera. Seguido
del vapor, cabe destacar por su importante impacto el consumo de energía con el
54
mix eléctrico español demandado para toda la sección de fermentación. Se
concluye que el consumo de energía eléctrica y el vapor son los dos componentes
más influyentes en el impacto ambiental del proceso. Además, reseñar que la
etapa de hidrólisis enzimática genera impactos por el uso de nutrientes durante la
preparación de las enzimas.
5) El análisis de sensibilidad que se planteó en este ACV disminuyó hasta un 60% las
cargas ambientales generadas en la etapa de pretratamiento, con las técnicas de
integración energética y uso de energías sostenibles. Las bases de esta integración
se basan en la reutilización de corrientes de vapor residual provenientes de la
etapa de destilación o separación. El mix eléctrico renovable propuesto debe cubrir
la demanda eléctrica del sistema y al diseñar estas estrategias se tuvo en cuenta
todas las condiciones de implementación.
6) Se podría optar por otras opciones de mejora del proceso mediante el desarrollo de
tecnologías de pretratamiento que no utilicen vapor durante su producción o cuyo
consumo sea menor.
7) También se desprende de este estudio que los factores de eco toxicidad,
acidificación y eutrofización definen impactos importantes en la etapa de hidrólisis
enzimática del proceso. El motivo de la aparición de estos impactos ambientales es
debido a la producción de nutrientes necesarios durante la preparación de
celulasa, la enzima responsable de llevar a cabo la hidrólisis.
55
9. BIBLIOGRAFÍA
[1] Salinas, E., Gasca, V., 2009. Los biocombustibles. El cotidiano Fecha de consulta: 16 de
junio de 2017. Disponible en http://www.redalyc.org/articulo.oa?id=32512739009 ISSN
0186-1840
[2] Demirbas, A., 2011. Competitive liquid biofuels from biomass. Applied Energy 88, 17-28.
[3] Biomasa, neutra en emisiones de CO2. Fecha de consulta: 16 de junio de 2017. Disponible
en:http://www.levenger.es/index.php/es/noticias/61-biomasa-neutra-en-emisiones-de-co2
[4] Nigam, P.S., Singh, A., 2011. Production of liquid biofuels from renewable resources.
Progress in Energy and Combustion Science, 52-68.
[5] Tipos de combustibles: Combustibles de primera, segunda y tercera generación. Fecha de
consulta: 18 de mayo de 2017. Disponible en:
http://www.energiasrenovablesinfo.com/biomasa/tipos-biocombustibles/
[6] Carcaterísticas y usos del butanol. Fecha de consulta: 18 de mayo de 2017. Disponible en:
https://www.ecured.cu/Butanol
[7] Rajchenberg, E, Rodríguez, J.A., Juárez, K., Martínez, A., Morales, S., Producción
microbiológica del butanol. 2009. Biotecnología, Vol 13, Fecha de consulta: 19 de mayo de
2017. Disponible en: http://www.smbb.com.mx/revista/Revista_2009_3/Butanol.pdf
[8] Poder calorífico de combustibles líquidos, gaseosos y sólidos para la generación de energía
eléctrica. Fecha de consulta: 16 de junio de 2017. Disponible en:
http://www.antoniolima.web.br.com/
[9] Ezeji, T. C., Qureshi, N., Blaschek, H. P., 2007. Bioproduction of butanol from biomass: from
genes to bioreactors, Current Opinion in Biotechnology 18, 220-227.
[10] Jaramillo, J.J., Ariel, C., 2011. Análisis de la producción de biobutanol en la fermentación
acetobutílica con Clostridium saccharoperbutylacetonicum (N1-4 ATCC13564), Facultad de
56
Ingeniería, Universidad de Antioquia. Fecha de consulta: 18 de mayo de 2017. Disponible en:
http://www.redalyc.org/articulo.oa?id=43021467004 ISSN 0120-6230
[11] Garcia, V., Pakkila, J., Ojamo, H., Muurinen, E., Keiski, R. L, 2011. Challenges in biobutanol
production: how to improve the efficiency) Renewable and Sustainable Energy Reviews. 15,
964-980.
[12] El cultivo de la remolacha azucarera. Servicio de estadística, estudios y planificación
agraria. Fecha de consulta: 24 de mayo de 2017. Disponible en:
http://www.jcyl.es/web/jcyl/binarios/9/403/Remolacha%203.pdf
[13] Azucarera. Sector azucarero de España. Fecha de consulta: 19 de junio de 2017.
Disponible en: http://www.azucarera.es/pdf/conoce/Dossier-Prensa-Azucarera.pdf
[14] Bellido, C., Infante, C., Coca, M., González-Benito, G., Lucas, S., García-Cubero, M.T., 2015.
Efficient Acetone-Butanol-Ethanol production by Clostridium beijerinckii from sugar beet pulp.
Bioresource Technology, 190, 332-338.
[15] Bellido, C., Pinto, M.L., Coca, M., González-Benito, G., García-Cubero, M.T., 2014. Acetone-
Butanol-Ethanol (ABE) production by Clostridium beijerinckii from wheat straw hydrolysates:
efficient use of penta and hexa carbohydrates. Bioresource Technology, 167, 198–205.
[16] Bellido, C., Bolado, S., Coca, M., Lucas, S., González-Benito, G., García-Cubero, M.T., 2011.
Effect of inhibitors formed during wheat straw pretreatment on etanol fermentation by Pichia
stipitis. Bioresour. Technol. 102, 10868–10874.
[17] ECOIL- Life Cycle Assessment as a decision support tool for the eco-production of olive oil.
(LIFE04 ENV/GR/110). Fecha de consulta 6 de junio de 2017. Disponible en:
http://www.ecoil.tuc.gr/LCA-2.pdf
[18] García, L. 2008-06. Análisis de ciclo de vida en la aplicación intensiva de energías
renovables en el ciclo de agua. Escola Tècnica Superior d'Enginyeria Industrial de Barcelona,
501. Fecha de consulta 24 de junio de 2017. Disponible en:
http://upcommons.upc.edu/handle/2099.1/5502
57
[19] Infante, C, 2016. Evaluación técnico-económica de la producción de biocombustibles
oxigenados a partir de subproductos industriales. Departamento de Ingeniería química y
tecnología de medio ambiente, España.
[20] Bailey, J. E., Ollis D.F., 1986. Biochemical engineering fundamentals, Singapure, McGraw
Hill, 2nd Edition.
[21] SMILE, Energy and LCA evaluation of the present dynamics of investigated case studies,
Project FP7-SSH-2007-1. Fecha de consulta 26 de junio de 2017. Disponible en:
http://www.smile-fp7.eu/deliverables/SMILE%20D14%20Energy%20and%20LCA%20evaluation.pdf
[22] Dewulf, J., Van Langenhove, H., 2006. Renewables-Based Technology, Inglaterra, John
Wiley & Sons, Ltd. ISBN: 0-470-02241-8
[23] Viloria, M., 2015, Metodología para la Evaluación de Impacto Ambiental aplicada al ciclo
de vida de proyectos de infraestructura en Colombia, Universidad Nacional de Colombia, Fecha
de consulta: 22 de junio de 2017. Disponible en:
http://www.bdigital.unal.edu.co/54620/1/1095802426.2015.pdf
[24] Goedkoop, M., Spriensma, R., 2000. The Eco-Indicator 99: A damage oriented for Life
Cycle Impact Assessment, methodology report, Paises Bajos, PRé Consultans B.V.
[25] Humbert, S., An De Shryver., Bengoa, X., Margni, M., Jolliet, O., 2012, Impact 2002+ User
guide, Quantis, Sustainability counts, versión Q2.21. Fecha de consulta: 4 de julio de 2017.
Disponible en: https://www.quantis-intl.com/pdf/IMPACT2002_UserGuide_for_vQ2.21.pdf
[26] AEN/CTN 150, UNE-EN ISO 14044, 2006, Gestión ambiental. Análisis del ciclo de vida.
Requisitos y directrices, AENOR.
[27] Hamzah, A., Zalina, N., Halim, A., 2012, Uncovering the Relation Between Environmental
Damage and the Rate of Rainfall Received Through a Life Cycle Assessment (LCA) Study on
Potable Water Production in Malaysia, Sustainable Development - Authoritative and Leading
Edge Content for Environmental Management, InTech, DOI: 10.5772/45851. Fecha de
consulta: 8 de julio de 2017, Disponible en: https://cdn.intechopen.com/pdfs-wm/38094.pdf
58
[28] Mix energético en España, 2015. Fecha de consulta: 4 de julio de 2017. Disponible en:
http://www.killmybill.es/mix-energetico-espana/
[29] BALANCE ENERGÉTICO 2016 Y PERSPECTIVAS 2017. Fecha de consulta: 4 de julio 2017.
Disponible en: www.enerclub.es/file/7LgZ5MDRyUdtQ69apst6xw
[30] Objetivos de Desarrollo Sostenible (7) Energía asequible y no contaminante. Fecha de
consulta: 27 de junio de 2017. Disponible en:
http://www.un.org/sustainabledevelopment/es/objetivos-de-desarrollo-sostenible/
[31] Humbird, D., Davis, R., Tao, L., Kinchin, C., Hsu, D. and Aden, A., Schoen, P., Lukas, J.,
Olthof, B., Worley, M., Sexton, D., Dudgeon, D., 2011, Process Design and Economics for
Biochemical Conversion of Lignocellulosic Biomass to Ethanol Dilute-Acid Pretreatment and
Enzymatic Hydrolysis of Corn Stover, National Renewable Energy Laboratory, NREL/TP-5100-
47764.
[32] Paquete Europeo de Energía y Cambio Climático 2013-2020, Mapama 2017. Fecha de
consulta: 10 de julio de 2017. Disponible en:
https://ec.europa.eu/clima/policies/strategies/2020_es
[33] Pereira, L., Mateus, F., Marina, O.S., Otávio, C., Bomoni, A., 2013, Life cycle assessment of
butanol production in sugarcane biorefineries in Brazil, Journal of cleaner Production, 96, 557-
568.
[34] The American Society Of Mechanical Engineers, 2010, Properties (Metric), ASME Boiler
and Pressure Vessel Code: An international Code, Section (II) Part D (Metric). Estados Unidos,
2010 Edition. Pág 10.
[35] León, J.M., 2001, Diseño y cálculo de recipientes a presión. Fecha de consulta 24 de
mayo de 2017. Disponible en: http://www.inglesa.com.mx/books/DYCRP.PDF
[36] The American Society Of Mechanical Engineers, Rules For Construction Of Pressure
Vessels, ASME Boiler and Pressure Vessel Code: An international Code Division 1 VIII, Estados
Unidos, 2004 Edition.
[37] Fondos conformados en frío. Fondo elíptico 2:1 FONDEYUR. Fecha de consulta: 31 de
mayo de 2017. Disponible en: http://www.fondeyur.com/fondos-elipticos-2-1.aspx
59
[38] Turbinas Rushton de flujo radial. LIGHTNIN. Fecha de consulta: 6 de junio de 2017.
Disponible en: http://www.directindustry.es/prod/lightnin/product-24564-1281349.html
I. ANEXO. MEMORIA DE
CÁLCULO
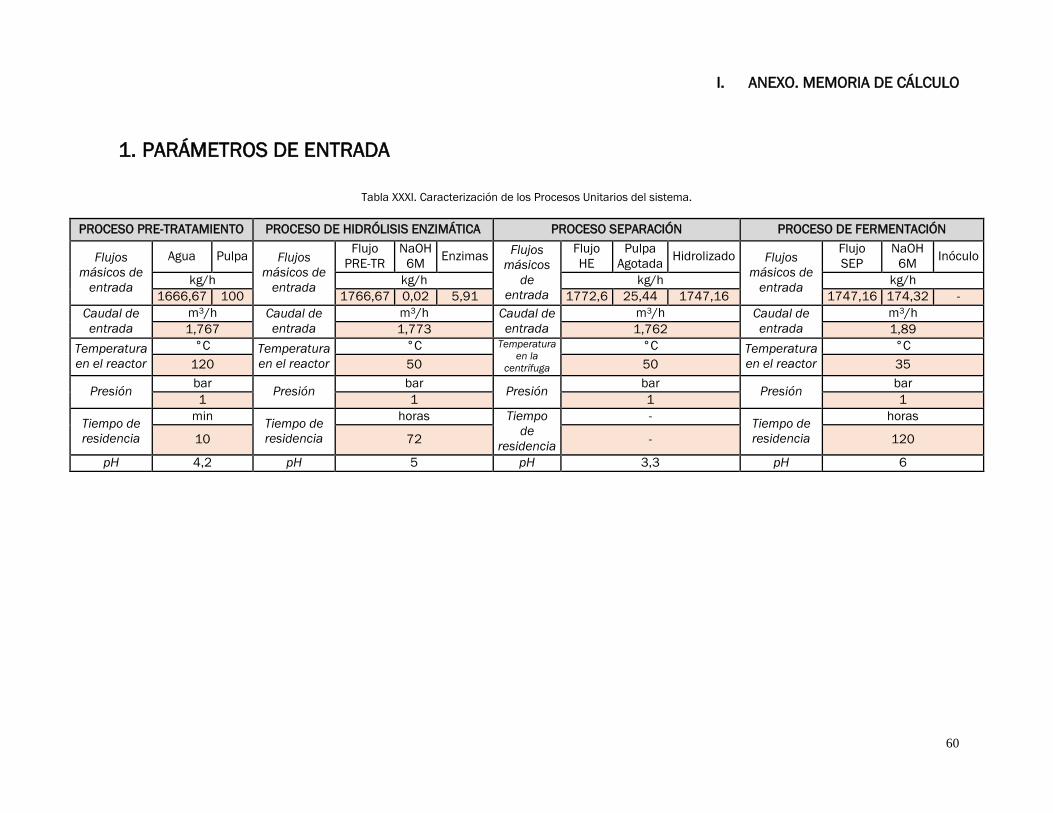
60
I. ANEXO. MEMORIA DE CÁLCULO
1. PARÁMETROS DE ENTRADA
Tabla XXXI. Caracterización de los Procesos Unitarios del sistema.
PROCESO PRE-TRATAMIENTO PROCESO DE HIDRÓLISIS ENZIMÁTICA PROCESO SEPARACIÓN PROCESO DE FERMENTACIÓN
Flujos
másicos de
entrada
Agua Pulpa Flujos
másicos de
entrada
Flujo
PRE-TR
NaOH
6M Enzimas
Flujos
másicos
de
entrada
Flujo
HE
Pulpa
Agotada Hidrolizado Flujos
másicos de
entrada
Flujo
SEP
NaOH
6M Inóculo
kg/h kg/h kg/h kg/h
1666,67 100 1766,67 0,02 5,91 1772,6 25,44 1747,16 1747,16 174,32 -
Caudal de
entrada
m3/h Caudal de
entrada
m3/h Caudal de
entrada
m3/h Caudal de
entrada
m3/h
1,767 1,773 1,762 1,89
Temperatura
en el reactor
°C Temperatura
en el reactor
°C Temperatura
en la
centrífuga
°C Temperatura
en el reactor
°C
120 50 50 35
Presión bar
Presión bar
Presión bar
Presión bar
1 1 1 1
Tiempo de
residencia
min Tiempo de
residencia
horas Tiempo
de
residencia
- Tiempo de
residencia
horas
10 72 - 120
pH 4,2 pH 5 pH 3,3 pH 6
63
2. REACTORES EN LOS PROCESOS DE (PRE-TR), (HE) Y (FER)
2.1. DISEÑO DE REACTORES
Antes de iniciar el dimensionamiento de un reactor son calculados los espesores basándose en el
Código ASME de la Sección VIII, División 1 para el diseño y fabricación de recipientes a presión.
I. Espesor de la CARCASA CILÍNDRICA de un recipiente vertical
1. Se selecciona la composición nominal del material y su forma con el fin de especificar datos y
mediante tabla II se escoge el máximo esfuerzo permitido (S):
Tabla XXXII. Características representativas del material (Acero Inoxidable)
CARACTERÍSTICA DEL MATERIAL (ACERO)
Tipo de material: Acero Inoxidable Austeníticos ASME SA-240-304 [34]
Especificación del material: Ferrosos (Acero Inoxidable resistente a la corrosión).
Clase de material: (UHA) Aceros de alta aleación.
Tipo de construcción: (UW) Acero en soldadura.
Estructura del material: (UG 23) en placas (Plate).
2. Debido al tipo de material y la temperatura en la que trabajará el reactor (PRE-TR) (120 °C) se
interpola para materiales ferrosos entre las temperaturas (100 °C y 125 °C) y se establece el
valor de esfuerzo máximo permitido. Todos los datos son tomados de la tabla 1A No. 2 (CONT’D)
del código ASME-II [34].
Interpolación = 134 + (120 − 125)
(100 − 125) ∗ (137 − 134)= 134,60
Tabla XXXIII. Interpolación de esfuerzo permitido (S) a 120 °C
CÓDIGO ASME
Línea del
material
TEMPERATURA (°C) ACERO INOXIDABLE
DE ALTA ALEACIÓN
(SA-240/304)
REACTOR PRE-TR 100 125 120
Máximo esfuerzo
permitido (S) en (Mpa)
25 137 134 134,60
El resultado en la Tabla II del máximo esfuerzo permitido en un reactor que traslada de 20 a 120 °C su
temperatura tiene un valor máximo de (𝑆) = 𝟏𝟑𝟒, 𝟔𝟎 𝐌𝐩𝐚𝐬𝐜𝐚𝐥𝐞𝐬 = 19522,079 lb/pulg2.
El Esfuerzo permitido de los reactores de HIDRÓLISIS y FERMENTACIÓN calculado de la misma forma es
de (𝑆) = 𝟏𝟑𝟖 𝐌𝐩𝐚𝐬𝐜𝐚𝐥𝐞𝐬 = 20015,34 lb/pulg2.
3. Se calculan las dimensiones del reactor de PRE-TR:
Q = 1,76m3/h
Tresidencia = 10 minutos = 0,166 h
Volumen = Q ∗ t
Volumen =1,76m3
h∗ 0,166 h = 0,29 m3
En este caso el diámetro del reactor será igual a su altura, por lo que:
64
V =π
4∗ D2 ∗ D ; V =
π
4∗ D3 ; D = (
4 ∗ V
π )
1/3
Diámetro = (4 ∗ 0,29 m3
π )
1/3
= 0,717 m
𝐃𝐢á𝐦𝐞𝐭𝐫𝐨 = 𝟎, 𝟕𝟐𝟏 𝐦
A la altura se le agrega un 20% del valor del diámetro:
H = D + 20%D
H = 0,721 m + 20% ∗ 0,721 m
𝐇 = 𝟎, 𝟖𝟔 𝐦
Pero, el volumen interior de la torre cilíndrica será:
V =π
4∗ D2 ∗ h; es el volumen de un cilindro
V =π
4∗ (0,721 m)2 ∗ 0,86 m
𝐕 = 𝟎, 𝟑𝟓𝟑𝟏 𝐦𝟑
En el diseño de los reactores de Hidrólisis y Fermentación también se realiza el mismo procedimiento,
teniendo como resultados los de la tabla IV:
Tabla XXXIV. Parámetros de diseño de reactores en HE y FER
REACTOR (HE) REACTOR (HE)
# de reactores 2 # de reactores 3
Volumen líquido(m3) 63,8 Volumen líquido(m3) 75,5
Diámetro (m) 4,3 Diámetro (m) 4,6
Altura (m) 5,2 Altura (m) 5,5
Volumen torre
cilíndrica (m3) 76,6
Volumen torre
cilíndrica (m3) 90,6
4. Se determinan los espesores de la parte cilíndrica del reactor:
Tabla XXXV. Parámetros iniciales de diseño para hallar el espesor del recipiente vertical en (PRE-TR)
COLUMNA PRE-TR
Diámetro (m) 0,72
Radio ó L en (m) 0,36
Radio ó L en (pulg) 14,2
Altura de la columna (pulg) 34,06
Esfuerzo permitido (S) en PSI 19522,079
Presión de operación (Po) en bares 1
Presión de operación (Po) en PSI 14,50

65
Presión de diseño (P) en PSI 43,51
Eficiencia de soldadura (E) [35] 0,85
Peso específico del acero (lb/pulg2) 0,2854
Para hallar la presión de diseño de un recipiente cilíndrico vertical:
Existen dos formas de calcular la presión de diseño:
𝑃 = 1.1 ∗ 𝑃𝑜
𝑠𝑖 𝑃𝑜 > 20 𝑏𝑎𝑟𝑒𝑠
𝑃 = 𝑃𝑜 + 2 𝑏𝑎𝑟𝑒𝑠
𝑠𝑖 𝑃𝑜 ≤ 20 𝑏𝑎𝑟𝑒𝑠
Pero como se trata de una columna vertical, debe tenerse en cuenta la presión hidrostática ejercida
enla superficie interior, la presión de diseño será la siguiente:
Presión Hidrostática (PH) = Peso específico del material ∗ Altura
Presión Hidrostática (PH) = 0,2854lb
pulg3 ∗ 34,066 pulg
(PH) = 9,72lb
pulg2
P = Po + PH + 2 bares
P = 14,50lb
pulg2 + 9,72lb
pulg2 + 30lb
pulg2
P = 54,22lb
pulg2 ≈ 4 bares
Para hallar el espesor del cuerpo cilíndrico
El punto óptimo de eficiencia de soldadura (E) para el cuerpo cilíndrico del reactor es (E = 0,85) ya que
generalmente se trabaja para espesores que no son muy grandes y donde el coste de radiografiado es
relativamente bajo [35]. Según el apartado “Espesor De Las Capas Bajo Presión Interna” (UG-27) -
sección (C) [36], el cálculo del espesor del cuerpo cilíndrico del reactor de PRE-TR es el siguiente:
t =PL
SE − 0,6P
Donde:
P = presión de diseño del recipiente en PSI ó (lb
pulg2)
L = Radio interior del cilindro en (pulg)
S = Esfuerzo máximo permitido en (lb
pulg2)
E = Eficiencia de soldadura (adimensional)
t =(54,22
lbpulg2 ∗ 14,2 pulg)
(19522,079lb
pulg2 ∗ 0,85) − (0,6 ∗ 54,22lb
pulg2)
t = 0,0464 pulg = 1,17 mm ≈ 2 mm
El espesor de los cuerpos cilíndricos de los reactores de HE son:
t ≈ 13 mm
El espesor de los cuerpos cilíndricos de los reactores de FER son:
t ≈ 15 mm
66
Espesor de cabezales y tapas
Los cabezales y fondos que encierran los reactores hacen parte importante del diseño.Sin embargo,
debido a que los reactores son verticales y en los fondos se ejercerá una mayor presión hidrostática no
se realiza el cálculo de espesores en cabezales y fondos de la sección (f) de “Cabezas Formadas,
Secciones y Presión en Lado Del Concave” (UG-32) del código ASME. Los fondos tendrán el mismo
espesor del cuerpo cilíndrico calculado anteriormente, mientras que los cabezales serán la mitad del
espesor. La siguiente tabla VI, muestra las características y espesores para cada reactor de la sección
de fermentación:
Tabla XXXVI. Espesores de cabezales y fondos de los reactores.
REACTOR (PRE-TR) REACTOR (HE) REACTOR (HE)
# de reactores 1 # de reactores 2 # de reactores 3
Espesor Fondo (mm) 2 Espesor Fondo (mm) 13 Espesor Fondo (mm) 15
Espesor Cabezales
(mm) 1
Espesor Cabezales
(mm) 6,5
Espesor Cabezales
(mm) 7,5
II. Cantidad de acero inoxidable para fabricar un reactor
REACTOR (PRE-TR)
1. Se determina la cantidad de acero inoxidable utilizado para la fabricación de la capa cilíndrica y
las tapas semiesféricas de este reactor. Por diferencia de volumen (interior y exterior)
obtenemos el volumen del acero del cilindro.
A. Diámetro exterior del cilindro
De = Dinterior + 2 ∗ Espesor
De = 0,721 m + (2 ∗ 0,002 m)
De = 0,725 m
B. Volumen exterior del cilindro
V =π
4∗ D2 ∗ h =
π
4∗ 0,725 m2 ∗ 0,86 m
Ve = 0,355 m3
C. Volumen de acero
Vacero = Ve − Vi
Vacero = 0,357 m3 − 0,3531 m3
Vacero = 0,00399 m3
D. kg de acero
La densidad del acero inoxidable es
7930 kg/m3 .
d =m
V ; m = d ∗ V
kgacero = 7930kg
m3 ∗ 0,00399 m3
𝐤𝐠𝐚𝐜𝐞𝐫𝐨 = 𝟑𝟏, 𝟔 𝐊𝐠
Acero de las tapas semiesféricas.
Diámetro interior del cilindro = 0,721 m

67
Radio interior de la tapa = 0,3605 m
Espesor de la tapa = 0,001 m
A. Volumen interior de una
semiesfera
Vi =2
3𝜋 ∗ 𝑟3
Vi =2
3𝜋 ∗ (0,3605𝑚)3
Vi = 0,0981 m3
B. Diámetro y radio exterior del
cilindro
De = Dinterior + 2 ∗ Espesor
De = 0,721 m + (2 ∗ 0,001 m)
De = 0,723 m
𝑅e = 0,3615 m
C. Volumen exterior de la semiesfera
V𝑒 =2
3𝜋 ∗ (0,3615𝑚)3
Ve = 0,099 m3
E. Volumen de acero
Vacero = Ve − Vi
Vacero = 0,099 m3 − 0,0981 m3
Vacero = 0,00164 m3
D. kg de de acero
kgacero = 7930kg
m3 ∗ 0,00164 m3
kgacero = 13,4 kg
kgacero = 13,4 kg ∗ 2 tapas
𝐊𝐠𝐚𝐜𝐞𝐫𝐨 = 𝟐𝟔 𝐤𝐠
𝑻𝑶𝑻𝑨𝑳 𝑨𝒄𝒆𝒓𝒐 𝑷𝑹𝑬 − 𝑻𝑹 = 𝟓𝟖 𝒌𝒈
REACTOR (HE)
2. Se determina la cantidad de acero inoxidable para la fabricación de la capa cilíndrica, tapa
plana y fondo semielíptico de los reactores de HE. Por diferencia de volumen interior y exterior,
obtenemos el volumen del acero del cilindro.
F. Diámetro exterior del cilindro
De = Dinterior + 2 ∗ Espesor
De = 4,33 m + (2 ∗ 0,013 m)
De = 4,357 m
G. Volumen exterior del cilindro
V =π
4∗ D2 ∗ h =
π
4∗ 4,357 m2 ∗ 5,2 m
Ve = 77,5 m3
H. Volumen de acero
Vacero = Ve − Vi
Vacero = 77,5 m3 − 76,5 m3
Vacero = 0,932 m3
I. Cantidad de acero
La densidad del acero inoxidable es
7930 kg/m3
d =m
V ; m = d ∗ V

68
kgacero = 7930kg
m3 ∗ 0,932 m3
𝐤𝐠𝐚𝐜𝐞𝐫𝐨 = 𝟕𝟑𝟗𝟓, 𝟏𝟕
Volumen del acero de los fondos semielíptico [37].
Diámetro interior del cilindro = 4,357m
Radio esférico interior = 3,92 m
Espesor de la tapa = 13 mm
A. Altura interna de la elipse
H =Dinterior
4=
4,35m
4
H = 1,08 m
B. Volumen interior de una semielipse
Vi =𝜋
6∗ (Dinterior
2) ∗ 𝐻
Vi =𝜋
6∗ (4,33 𝑚2) ∗ 1,08 𝑚
Vi = 10,63 m3
C. Diámetro exterior de la semielipse
De = Dinterior + 2 ∗ Espesor
De = 4,33 m + (2 ∗ 0,013 m)
De = 4,35 m
D. Volumen exterior de la semielipse
V𝑒 =𝜋
6∗ (4,35 𝑚2) ∗ (1,08 𝑚 + 0,013𝑚)
Ve = 10,89 m3
J. Volumen de acero
Vacero = Ve − Vi
Vacero = 10,89 m3 − 10,63 m3
Vacero = 0,26 m3
E. Cantidad de acero
kgacero = 7930kg
m3 ∗ 0,26 m3
𝐤𝐠𝐚𝐜𝐞𝐫𝐨 = 𝟐𝟎𝟔𝟑, 𝟓𝟖
Cantidad de acero de los cabezales planos.
Diámetro interior del cilindro = 4,357m
Radio interior = 2,17 m
Espesor de la tapa =13
2 mm = 6 mm
A. Área de un disco
A =𝜋 ∗ (Dinterior
2)
4
A =𝜋 ∗ (4,357 m2)
4
A = 14,23 𝑚2
B. Volumen de un disco
V = 𝐴 ∗ 𝑒𝑠𝑝𝑒𝑠𝑜𝑟
V = 14,23 𝑚2 ∗ 0,006 𝑚
V = 0,085 m3
C. Cantidad de acero
kgacero = 7930kg
m3 ∗ 0,085 m3
𝐤𝐠𝐚𝐜𝐞𝐫𝐨 = 𝟔𝟕𝟕, 𝟑
𝐓𝐎𝐓𝐀𝐋 𝐀𝐜𝐞𝐫𝐨 𝐇𝐄 = 𝟐𝟎𝟐𝟕𝟐 𝐤𝐠
69
REACTORES PARA PREPARACIÓN DE ENZIMAS (FER)
Basándonos en las cantidades obtenidas del proceso de producción de enzimas para el estudio de una
conversión bioquímica de biomasa lignocelulósica a etanol publicada por la National Renewable Energy
Laboratory (NREL) [31] simplificaremos los siguientes resultados para nuestro proceso productivo,
mediante las bases de diseño inicial de este proyecto, partiendo de los datos de la tabla VII:
Tabla XXXVII. Especificaciones del biorreactor de producción de enzimas.
Parámetros Unidades Datos
Volumen total m3 300
Temperatura de operación ° C 28
Material Acero 316SS
Proteína total demandada kg/h 490
Carga de celulosa mg proteína/g
celulosa 20
En 8 kg de butanol hay un 40% de celulosa en la pulpa. Ahora bien, 20 mg de proteína por cada g de
celulosa es lo que se producirá en esta etapa, por lo que:
20𝑚𝑔 𝑝𝑟𝑜𝑡𝑒í𝑛𝑎
𝑔 𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎∗ 40%
𝑐𝑒𝑙𝑢𝑙𝑜𝑠𝑎
𝑔 𝑀𝑆= 8 𝑚𝑔
𝑝𝑟𝑜𝑡𝑒í𝑛𝑎
𝑔 𝑀𝑆= 8
𝑔 𝑝𝑟𝑜𝑡𝑒í𝑛𝑎
𝑘𝑔 𝑀𝑆
8 𝑔 𝑝𝑟𝑜𝑡𝑒í𝑛𝑎
𝑘𝑔 𝑀𝑆∗
100 𝑘𝑔 𝑀𝑆
ℎ= 800 𝑔 𝑝𝑟𝑜𝑡𝑒í𝑛𝑎 = 𝟎, 𝟖 𝒌𝒈 𝒑𝒓𝒐𝒕𝒆í𝒏𝒂
En la producción de enzimas para convertir a etanol [31] son necesarios 490 kg/h de proteína. En este
ACV durante la producción de biobutanol se calcula 0,8 kg de proteína. En la producción de etanol [31]
se requiere de 300 m3 en volumen de reactores, el volumen para 0,8 kg de proteína será de:
0,8𝐾𝑔 𝑝𝑟𝑜𝑡𝑒í𝑛𝑎 ∗ 300 𝑚3
490 𝑘𝑔 𝑝𝑟𝑜𝑡𝑒í𝑛𝑎= 0,489 𝑚3
Siguiendo el mismo procedimiento anterior para hallar los kg de acero de los reactores de hidrólisis
enzimática con capa cilíndrica y cabezales semielíptico y plano, tenemos un total de
𝟒𝟎𝟑, 𝟗𝟕 𝐤𝐠 𝐝𝐞 𝐚𝐜𝐞𝐫𝐨 .
REACTOR (FER)
Los kg de acero para la fermentación se realizan con el mismo procedimiento de HE. En la tabla VIII se
establecen las características de diseño que se tuvo en cuenta para sucálculo.
Tabla XXXVIII. Diseño del reactor de Fermentación.
Parámetros Unidades Datos
Tiempo de Residencia EBRT h 120
Caudal de diseño (Q) m3/h 1,89
Cantidad de reactores Unidades 3
Volumen del lecho (V) m3 226,61
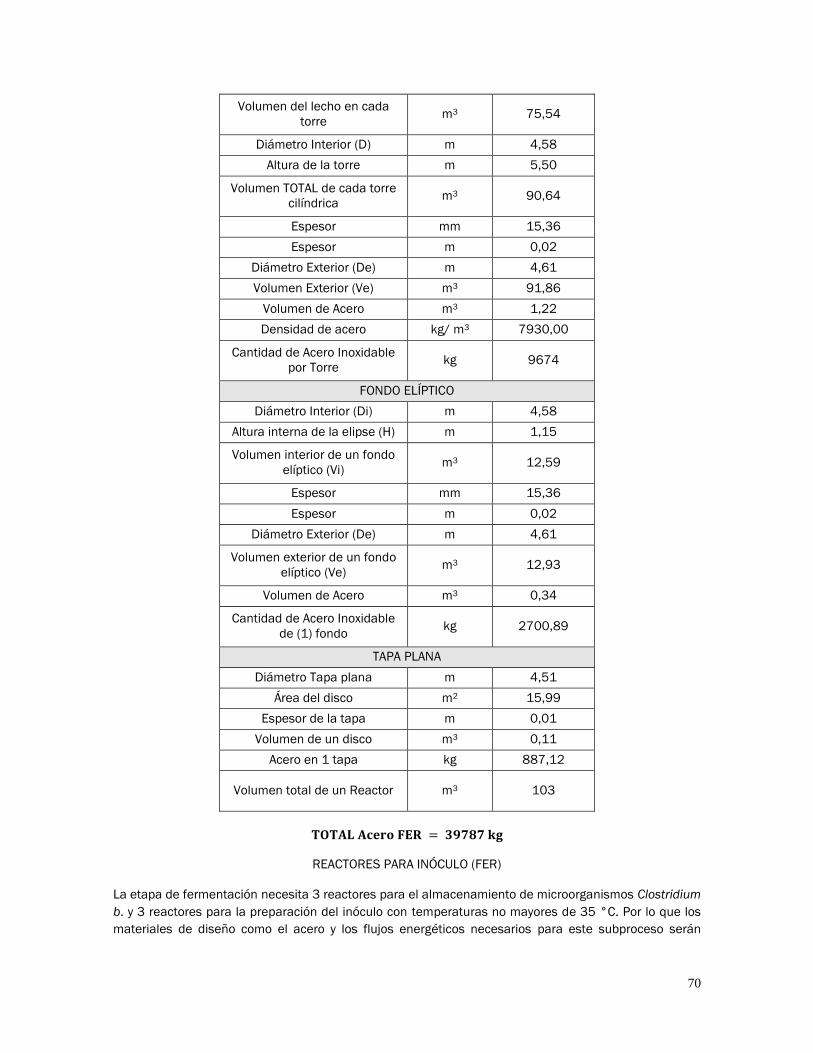
70
Volumen del lecho en cada
torre m3 75,54
Diámetro Interior (D) m 4,58
Altura de la torre m 5,50
Volumen TOTAL de cada torre
cilíndrica m3 90,64
Espesor mm 15,36
Espesor m 0,02
Diámetro Exterior (De) m 4,61
Volumen Exterior (Ve) m3 91,86
Volumen de Acero m3 1,22
Densidad de acero kg/ m3 7930,00
Cantidad de Acero Inoxidable
por Torre kg 9674
FONDO ELÍPTICO
Diámetro Interior (Di) m 4,58
Altura interna de la elipse (H) m 1,15
Volumen interior de un fondo
elíptico (Vi) m3 12,59
Espesor mm 15,36
Espesor m 0,02
Diámetro Exterior (De) m 4,61
Volumen exterior de un fondo
elíptico (Ve) m3 12,93
Volumen de Acero m3 0,34
Cantidad de Acero Inoxidable
de (1) fondo kg 2700,89
TAPA PLANA
Diámetro Tapa plana m 4,51
Área del disco m2 15,99
Espesor de la tapa m 0,01
Volumen de un disco m3 0,11
Acero en 1 tapa kg 887,12
Volumen total de un Reactor m3 103
𝐓𝐎𝐓𝐀𝐋 𝐀𝐜𝐞𝐫𝐨 𝐅𝐄𝐑 = 𝟑𝟗𝟕𝟖𝟕 𝐤𝐠
REACTORES PARA INÓCULO (FER)
La etapa de fermentación necesita 3 reactores para el almacenamiento de microorganismos Clostridium
b. y 3 reactores para la preparación del inóculo con temperaturas no mayores de 35 °C. Por lo que los
materiales de diseño como el acero y los flujos energéticos necesarios para este subproceso serán
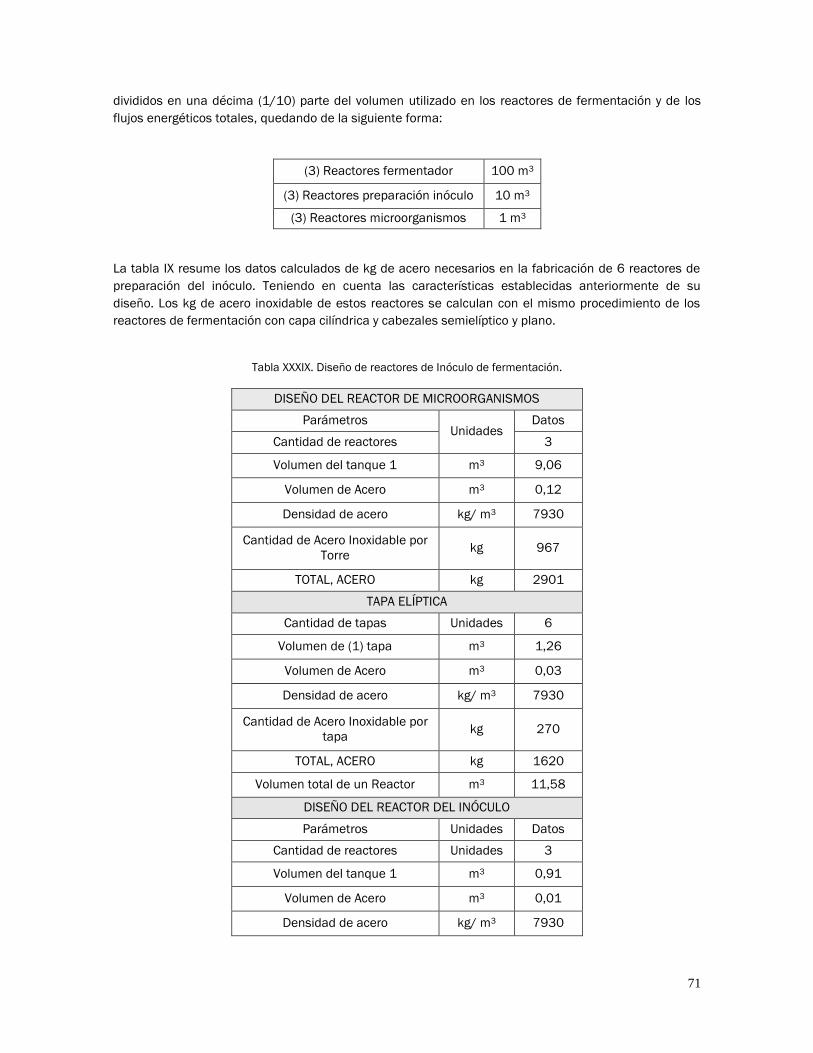
71
divididos en una décima (1/10) parte del volumen utilizado en los reactores de fermentación y de los
flujos energéticos totales, quedando de la siguiente forma:
(3) Reactores fermentador 100 m3
(3) Reactores preparación inóculo 10 m3
(3) Reactores microorganismos 1 m3
La tabla IX resume los datos calculados de kg de acero necesarios en la fabricación de 6 reactores de
preparación del inóculo. Teniendo en cuenta las características establecidas anteriormente de su
diseño. Los kg de acero inoxidable de estos reactores se calculan con el mismo procedimiento de los
reactores de fermentación con capa cilíndrica y cabezales semielíptico y plano.
Tabla XXXIX. Diseño de reactores de Inóculo de fermentación.
DISEÑO DEL REACTOR DE MICROORGANISMOS
Parámetros Unidades
Datos
Cantidad de reactores 3
Volumen del tanque 1 m3 9,06
Volumen de Acero m3 0,12
Densidad de acero kg/ m3 7930
Cantidad de Acero Inoxidable por
Torre kg 967
TOTAL, ACERO kg 2901
TAPA ELÍPTICA
Cantidad de tapas Unidades 6
Volumen de (1) tapa m3 1,26
Volumen de Acero m3 0,03
Densidad de acero kg/ m3 7930
Cantidad de Acero Inoxidable por
tapa kg 270
TOTAL, ACERO kg 1620
Volumen total de un Reactor m3 11,58
DISEÑO DEL REACTOR DEL INÓCULO
Parámetros Unidades Datos
Cantidad de reactores Unidades 3
Volumen del tanque 1 m3 0,91
Volumen de Acero m3 0,01
Densidad de acero kg/ m3 7930
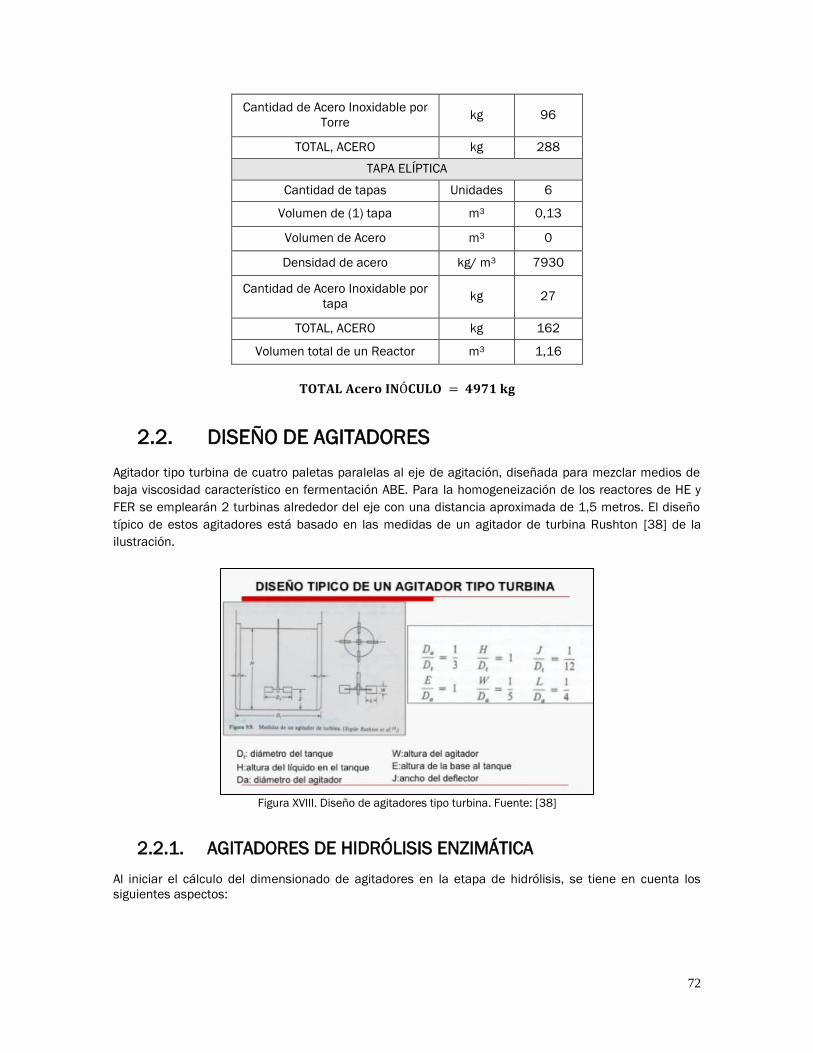
72
Cantidad de Acero Inoxidable por
Torre kg 96
TOTAL, ACERO kg 288
TAPA ELÍPTICA
Cantidad de tapas Unidades 6
Volumen de (1) tapa m3 0,13
Volumen de Acero m3 0
Densidad de acero kg/ m3 7930
Cantidad de Acero Inoxidable por
tapa kg 27
TOTAL, ACERO kg 162
Volumen total de un Reactor m3 1,16
𝐓𝐎𝐓𝐀𝐋 𝐀𝐜𝐞𝐫𝐨 𝐈𝐍Ó𝐂𝐔𝐋𝐎 = 𝟒𝟗𝟕𝟏 𝐤𝐠
2.2. DISEÑO DE AGITADORES
Agitador tipo turbina de cuatro paletas paralelas al eje de agitación, diseñada para mezclar medios de
baja viscosidad característico en fermentación ABE. Para la homogeneización de los reactores de HE y
FER se emplearán 2 turbinas alrededor del eje con una distancia aproximada de 1,5 metros. El diseño
típico de estos agitadores está basado en las medidas de un agitador de turbina Rushton [38] de la
ilustración.
Figura XVIII. Diseño de agitadores tipo turbina. Fuente: [38]
2.2.1. AGITADORES DE HIDRÓLISIS ENZIMÁTICA
Al iniciar el cálculo del dimensionado de agitadores en la etapa de hidrólisis, se tiene en cuenta los
siguientes aspectos:
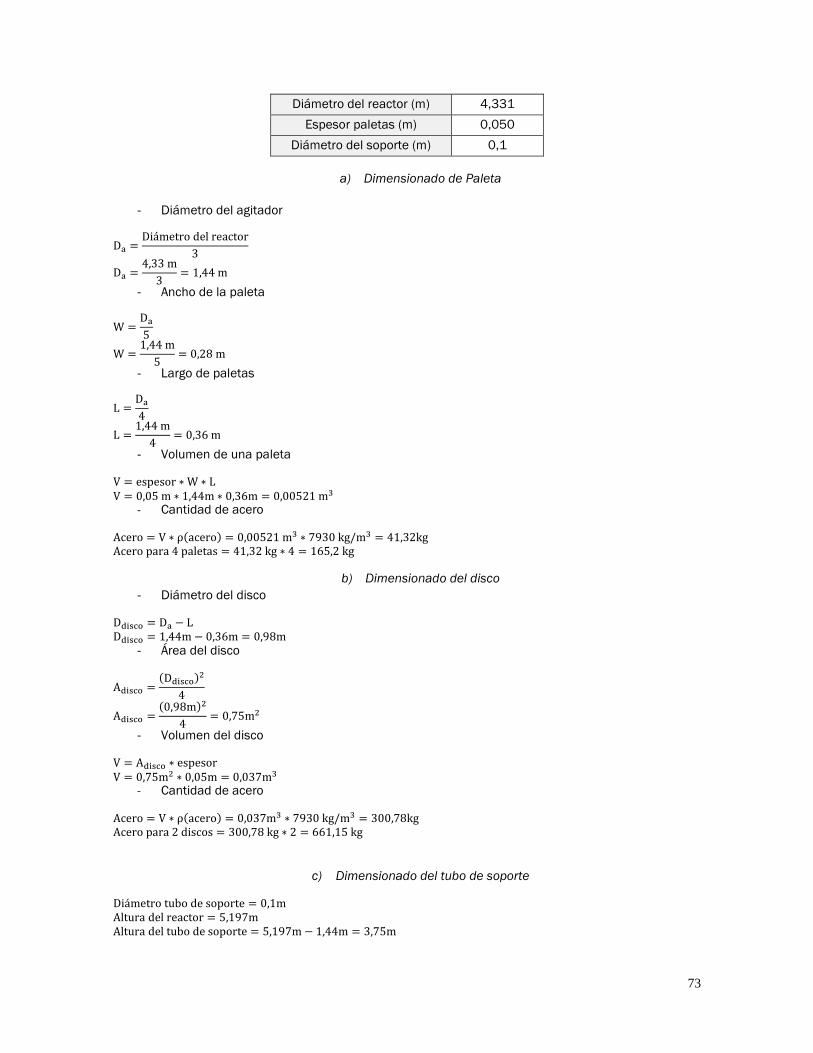
73
Diámetro del reactor (m) 4,331
Espesor paletas (m) 0,050
Diámetro del soporte (m) 0,1
a) Dimensionado de Paleta
- Diámetro del agitador
Da =Diámetro del reactor
3
Da =4,33 m
3= 1,44 m
- Ancho de la paleta
W =Da
5
W =1,44 m
5= 0,28 m
- Largo de paletas
L =Da
4
L =1,44 m
4= 0,36 m
- Volumen de una paleta
V = espesor ∗ W ∗ L
V = 0,05 m ∗ 1,44m ∗ 0,36m = 0,00521 m3
- Cantidad de acero
Acero = V ∗ ρ(acero) = 0,00521 m3 ∗ 7930 kg/m3 = 41,32kg
Acero para 4 paletas = 41,32 kg ∗ 4 = 165,2 kg
b) Dimensionado del disco
- Diámetro del disco
Ddisco = Da − L
Ddisco = 1,44m − 0,36m = 0,98m
- Área del disco
Adisco =(Ddisco)2
4
Adisco =(0,98m)2
4= 0,75m2
- Volumen del disco
V = Adisco ∗ espesor
V = 0,75m2 ∗ 0,05m = 0,037m3
- Cantidad de acero
Acero = V ∗ ρ(acero) = 0,037m3 ∗ 7930 kg/m3 = 300,78kg
Acero para 2 discos = 300,78 kg ∗ 2 = 661,15 kg
c) Dimensionado del tubo de soporte
Diámetro tubo de soporte = 0,1m
Altura del reactor = 5,197m
Altura del tubo de soporte = 5,197m − 1,44m = 3,75m
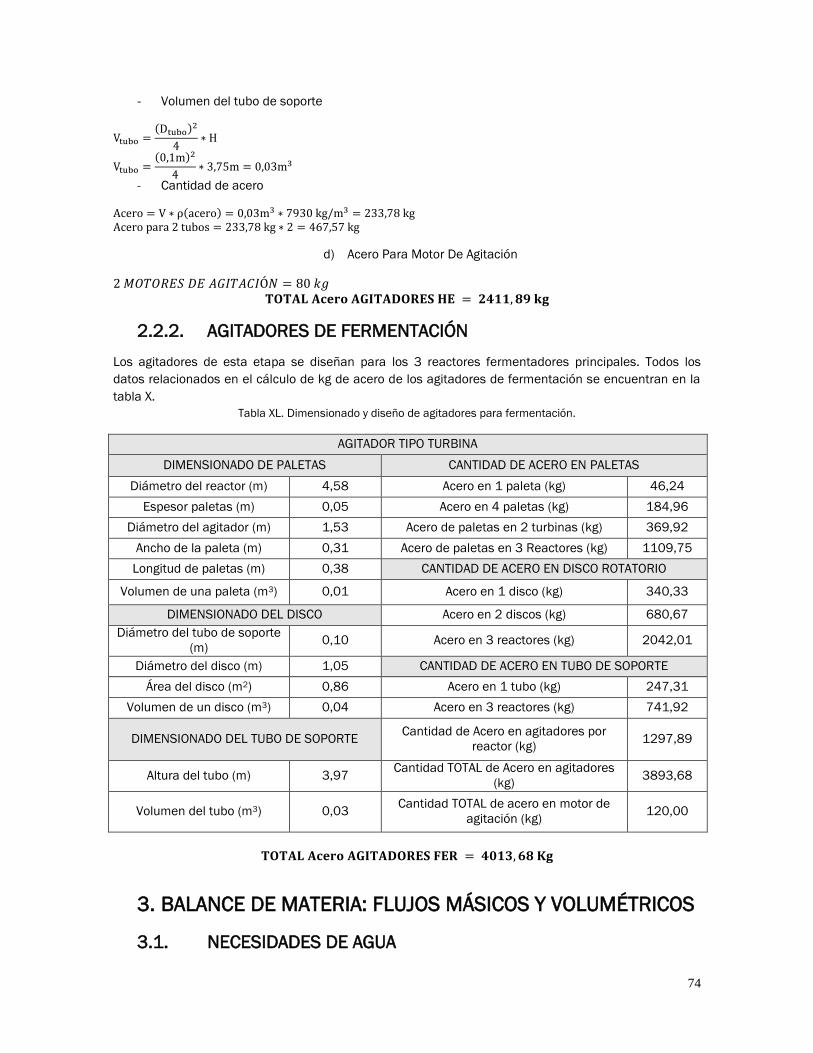
74
- Volumen del tubo de soporte
Vtubo =(Dtubo)2
4∗ H
Vtubo =(0,1m)2
4∗ 3,75m = 0,03m3
- Cantidad de acero
Acero = V ∗ ρ(acero) = 0,03m3 ∗ 7930 kg/m3 = 233,78 kg
Acero para 2 tubos = 233,78 kg ∗ 2 = 467,57 kg
d) Acero Para Motor De Agitación
2 𝑀𝑂𝑇𝑂𝑅𝐸𝑆 𝐷𝐸 𝐴𝐺𝐼𝑇𝐴𝐶𝐼Ó𝑁 = 80 𝑘𝑔
𝐓𝐎𝐓𝐀𝐋 𝐀𝐜𝐞𝐫𝐨 𝐀𝐆𝐈𝐓𝐀𝐃𝐎𝐑𝐄𝐒 𝐇𝐄 = 𝟐𝟒𝟏𝟏, 𝟖𝟗 𝐤𝐠
2.2.2. AGITADORES DE FERMENTACIÓN
Los agitadores de esta etapa se diseñan para los 3 reactores fermentadores principales. Todos los
datos relacionados en el cálculo de kg de acero de los agitadores de fermentación se encuentran en la
tabla X.
Tabla XL. Dimensionado y diseño de agitadores para fermentación.
AGITADOR TIPO TURBINA
DIMENSIONADO DE PALETAS CANTIDAD DE ACERO EN PALETAS
Diámetro del reactor (m) 4,58 Acero en 1 paleta (kg) 46,24
Espesor paletas (m) 0,05 Acero en 4 paletas (kg) 184,96
Diámetro del agitador (m) 1,53 Acero de paletas en 2 turbinas (kg) 369,92
Ancho de la paleta (m) 0,31 Acero de paletas en 3 Reactores (kg) 1109,75
Longitud de paletas (m) 0,38 CANTIDAD DE ACERO EN DISCO ROTATORIO
Volumen de una paleta (m3) 0,01 Acero en 1 disco (kg) 340,33
DIMENSIONADO DEL DISCO Acero en 2 discos (kg) 680,67
Diámetro del tubo de soporte
(m) 0,10 Acero en 3 reactores (kg) 2042,01
Diámetro del disco (m) 1,05 CANTIDAD DE ACERO EN TUBO DE SOPORTE
Área del disco (m2) 0,86 Acero en 1 tubo (kg) 247,31
Volumen de un disco (m3) 0,04 Acero en 3 reactores (kg) 741,92
DIMENSIONADO DEL TUBO DE SOPORTE Cantidad de Acero en agitadores por
reactor (kg) 1297,89
Altura del tubo (m) 3,97 Cantidad TOTAL de Acero en agitadores
(kg) 3893,68
Volumen del tubo (m3) 0,03 Cantidad TOTAL de acero en motor de
agitación (kg) 120,00
𝐓𝐎𝐓𝐀𝐋 𝐀𝐜𝐞𝐫𝐨 𝐀𝐆𝐈𝐓𝐀𝐃𝐎𝐑𝐄𝐒 𝐅𝐄𝐑 = 𝟒𝟎𝟏𝟑, 𝟔𝟖 𝐊𝐠
3. BALANCE DE MATERIA: FLUJOS MÁSICOS Y VOLUMÉTRICOS
3.1. NECESIDADES DE AGUA
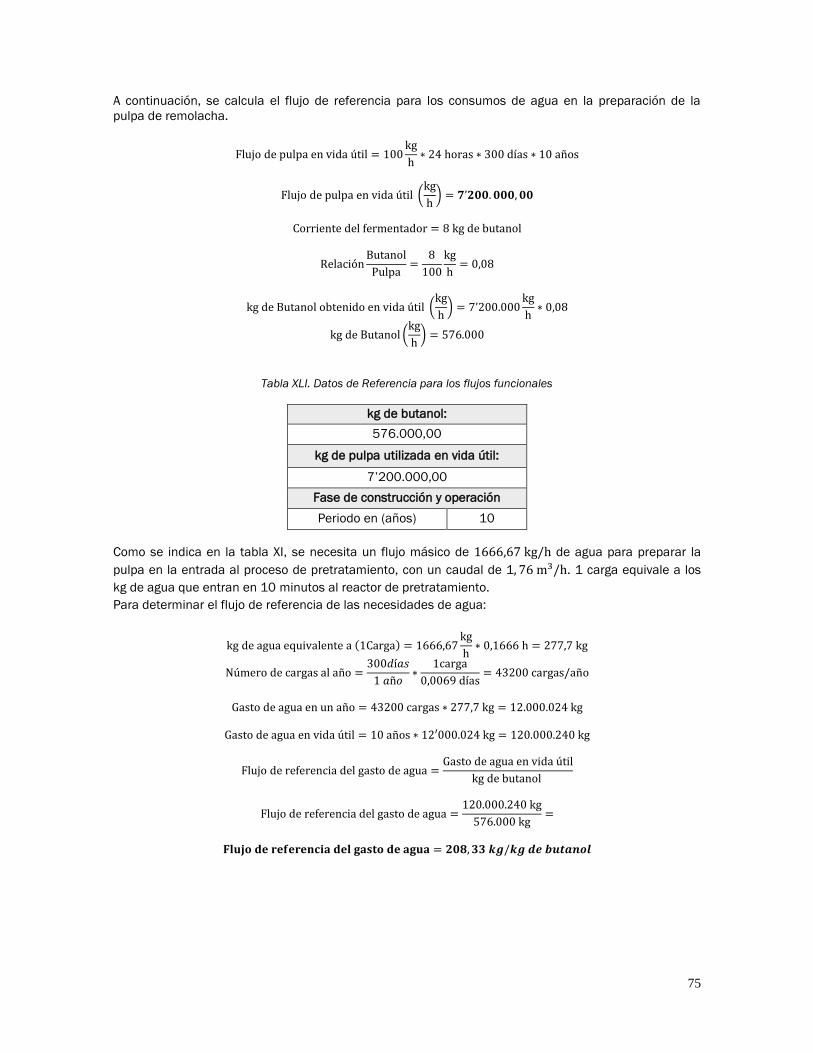
75
A continuación, se calcula el flujo de referencia para los consumos de agua en la preparación de la
pulpa de remolacha.
Flujo de pulpa en vida útil = 100kg
h∗ 24 horas ∗ 300 días ∗ 10 años
Flujo de pulpa en vida útil (kg
h) = 𝟕’𝟐𝟎𝟎. 𝟎𝟎𝟎, 𝟎𝟎
Corriente del fermentador = 8 kg de butanol
RelaciónButanol
Pulpa=
8
100
kg
h= 0,08
kg de Butanol obtenido en vida útil (kg
h) = 7’200.000
kg
h∗ 0,08
kg de Butanol (kg
h) = 576.000
Tabla XLI. Datos de Referencia para los flujos funcionales
kg de butanol:
576.000,00
kg de pulpa utilizada en vida útil:
7’200.000,00
Fase de construcción y operación
Periodo en (años) 10
Como se indica en la tabla XI, se necesita un flujo másico de 1666,67 kg/h de agua para preparar la
pulpa en la entrada al proceso de pretratamiento, con un caudal de 1, 76 m3/h. 1 carga equivale a los
kg de agua que entran en 10 minutos al reactor de pretratamiento.
Para determinar el flujo de referencia de las necesidades de agua:
kg de agua equivalente a (1Carga) = 1666,67kg
h∗ 0,1666 h = 277,7 kg
Número de cargas al año =300𝑑í𝑎𝑠
1 𝑎ñ𝑜∗
1carga
0,0069 días= 43200 cargas/año
Gasto de agua en un año = 43200 cargas ∗ 277,7 kg = 12.000.024 kg
Gasto de agua en vida útil = 10 años ∗ 12′000.024 kg = 120.000.240 kg
Flujo de referencia del gasto de agua =Gasto de agua en vida útil
kg de butanol
Flujo de referencia del gasto de agua =120.000.240 kg
576.000 kg=
𝐅𝐥𝐮𝐣𝐨 𝐝𝐞 𝐫𝐞𝐟𝐞𝐫𝐞𝐧𝐜𝐢𝐚 𝐝𝐞𝐥 𝐠𝐚𝐬𝐭𝐨 𝐝𝐞 𝐚𝐠𝐮𝐚 = 𝟐𝟎𝟖, 𝟑𝟑 𝒌𝒈/𝒌𝒈 𝒅𝒆 𝒃𝒖𝒕𝒂𝒏𝒐𝒍
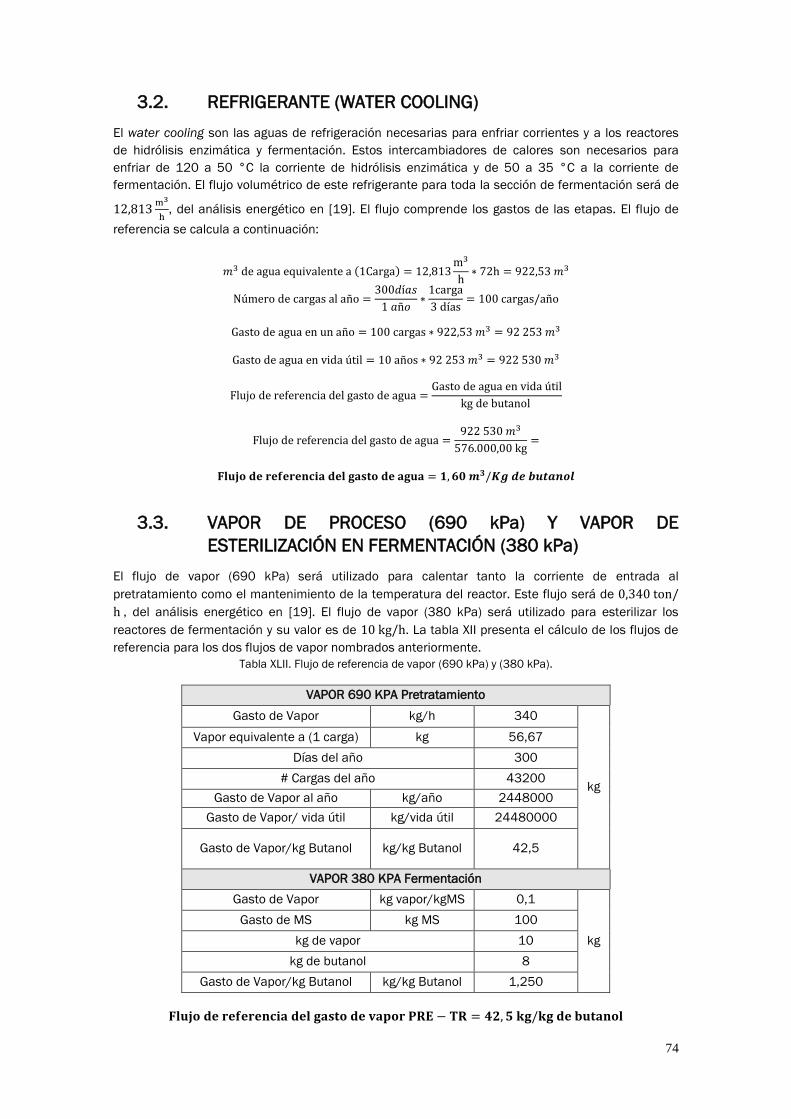
74
3.2. REFRIGERANTE (WATER COOLING)
El water cooling son las aguas de refrigeración necesarias para enfriar corrientes y a los reactores
de hidrólisis enzimática y fermentación. Estos intercambiadores de calores son necesarios para
enfriar de 120 a 50 °C la corriente de hidrólisis enzimática y de 50 a 35 °C a la corriente de
fermentación. El flujo volumétrico de este refrigerante para toda la sección de fermentación será de
12,813m3
h, del análisis energético en [19]. El flujo comprende los gastos de las etapas. El flujo de
referencia se calcula a continuación:
𝑚3 de agua equivalente a (1Carga) = 12,813m3
h∗ 72h = 922,53 𝑚3
Número de cargas al año =300𝑑í𝑎𝑠
1 𝑎ñ𝑜∗
1carga
3 días= 100 cargas/año
Gasto de agua en un año = 100 cargas ∗ 922,53 𝑚3 = 92 253 𝑚3
Gasto de agua en vida útil = 10 años ∗ 92 253 𝑚3 = 922 530 𝑚3
Flujo de referencia del gasto de agua =Gasto de agua en vida útil
kg de butanol
Flujo de referencia del gasto de agua =922 530 𝑚3
576.000,00 kg=
𝐅𝐥𝐮𝐣𝐨 𝐝𝐞 𝐫𝐞𝐟𝐞𝐫𝐞𝐧𝐜𝐢𝐚 𝐝𝐞𝐥 𝐠𝐚𝐬𝐭𝐨 𝐝𝐞 𝐚𝐠𝐮𝐚 = 𝟏, 𝟔𝟎 𝒎𝟑/𝑲𝒈 𝒅𝒆 𝒃𝒖𝒕𝒂𝒏𝒐𝒍
3.3. VAPOR DE PROCESO (690 kPa) Y VAPOR DE
ESTERILIZACIÓN EN FERMENTACIÓN (380 kPa)
El flujo de vapor (690 kPa) será utilizado para calentar tanto la corriente de entrada al
pretratamiento como el mantenimiento de la temperatura del reactor. Este flujo será de 0,340 ton/
h , del análisis energético en [19]. El flujo de vapor (380 kPa) será utilizado para esterilizar los
reactores de fermentación y su valor es de 10 kg/h. La tabla XII presenta el cálculo de los flujos de
referencia para los dos flujos de vapor nombrados anteriormente.
Tabla XLII. Flujo de referencia de vapor (690 kPa) y (380 kPa).
VAPOR 690 KPA Pretratamiento
Gasto de Vapor kg/h 340
kg
Vapor equivalente a (1 carga) kg 56,67
Días del año 300
# Cargas del año 43200
Gasto de Vapor al año kg/año 2448000
Gasto de Vapor/ vida útil kg/vida útil 24480000
Gasto de Vapor/kg Butanol kg/kg Butanol 42,5
VAPOR 380 KPA Fermentación
Gasto de Vapor kg vapor/kgMS 0,1
kg
Gasto de MS kg MS 100
kg de vapor 10
kg de butanol 8
Gasto de Vapor/kg Butanol kg/kg Butanol 1,250
𝐅𝐥𝐮𝐣𝐨 𝐝𝐞 𝐫𝐞𝐟𝐞𝐫𝐞𝐧𝐜𝐢𝐚 𝐝𝐞𝐥 𝐠𝐚𝐬𝐭𝐨 𝐝𝐞 𝐯𝐚𝐩𝐨𝐫 𝐏𝐑𝐄 − 𝐓𝐑 = 𝟒𝟐, 𝟓 𝐤𝐠/𝐤𝐠 𝐝𝐞 𝐛𝐮𝐭𝐚𝐧𝐨𝐥
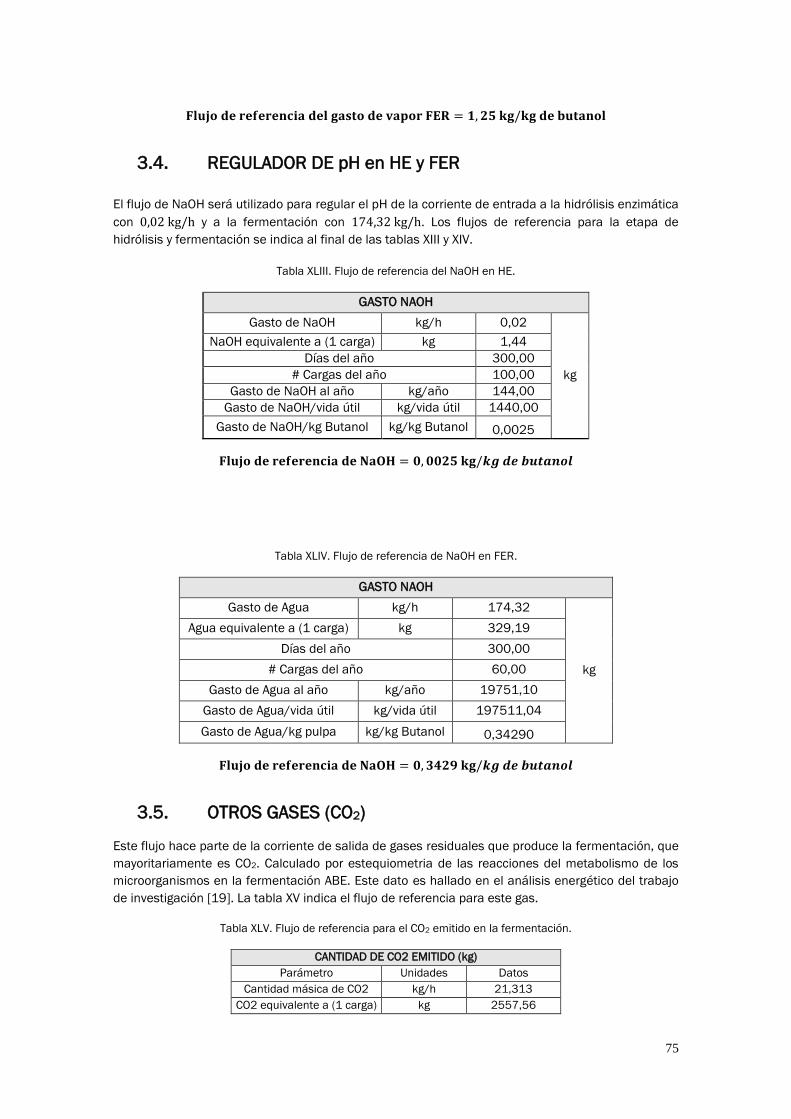
75
𝐅𝐥𝐮𝐣𝐨 𝐝𝐞 𝐫𝐞𝐟𝐞𝐫𝐞𝐧𝐜𝐢𝐚 𝐝𝐞𝐥 𝐠𝐚𝐬𝐭𝐨 𝐝𝐞 𝐯𝐚𝐩𝐨𝐫 𝐅𝐄𝐑 = 𝟏, 𝟐𝟓 𝐤𝐠/𝐤𝐠 𝐝𝐞 𝐛𝐮𝐭𝐚𝐧𝐨𝐥
3.4. REGULADOR DE pH en HE y FER
El flujo de NaOH será utilizado para regular el pH de la corriente de entrada a la hidrólisis enzimática
con 0,02 kg/h y a la fermentación con 174,32 kg/h. Los flujos de referencia para la etapa de
hidrólisis y fermentación se indica al final de las tablas XIII y XIV.
Tabla XLIII. Flujo de referencia del NaOH en HE.
GASTO NAOH
Gasto de NaOH kg/h 0,02
kg
NaOH equivalente a (1 carga) kg 1,44
Días del año 300,00
# Cargas del año 100,00
Gasto de NaOH al año kg/año 144,00
Gasto de NaOH/vida útil kg/vida útil 1440,00
Gasto de NaOH/kg Butanol kg/kg Butanol 0,0025
𝐅𝐥𝐮𝐣𝐨 𝐝𝐞 𝐫𝐞𝐟𝐞𝐫𝐞𝐧𝐜𝐢𝐚 𝐝𝐞 𝐍𝐚𝐎𝐇 = 𝟎, 𝟎𝟎𝟐𝟓 𝐤𝐠/𝒌𝒈 𝒅𝒆 𝒃𝒖𝒕𝒂𝒏𝒐𝒍
Tabla XLIV. Flujo de referencia de NaOH en FER.
GASTO NAOH
Gasto de Agua kg/h 174,32
kg
Agua equivalente a (1 carga) kg 329,19
Días del año 300,00
# Cargas del año 60,00
Gasto de Agua al año kg/año 19751,10
Gasto de Agua/vida útil kg/vida útil 197511,04
Gasto de Agua/kg pulpa kg/kg Butanol 0,34290
𝐅𝐥𝐮𝐣𝐨 𝐝𝐞 𝐫𝐞𝐟𝐞𝐫𝐞𝐧𝐜𝐢𝐚 𝐝𝐞 𝐍𝐚𝐎𝐇 = 𝟎, 𝟑𝟒𝟐𝟗 𝐤𝐠/𝒌𝒈 𝒅𝒆 𝒃𝒖𝒕𝒂𝒏𝒐𝒍
3.5. OTROS GASES (CO2)
Este flujo hace parte de la corriente de salida de gases residuales que produce la fermentación, que
mayoritariamente es CO2. Calculado por estequiometria de las reacciones del metabolismo de los
microorganismos en la fermentación ABE. Este dato es hallado en el análisis energético del trabajo
de investigación [19]. La tabla XV indica el flujo de referencia para este gas.
Tabla XLV. Flujo de referencia para el CO2 emitido en la fermentación.
CANTIDAD DE CO2 EMITIDO (kg)
Parámetro Unidades Datos
Cantidad másica de CO2 kg/h 21,313
CO2 equivalente a (1 carga) kg 2557,56
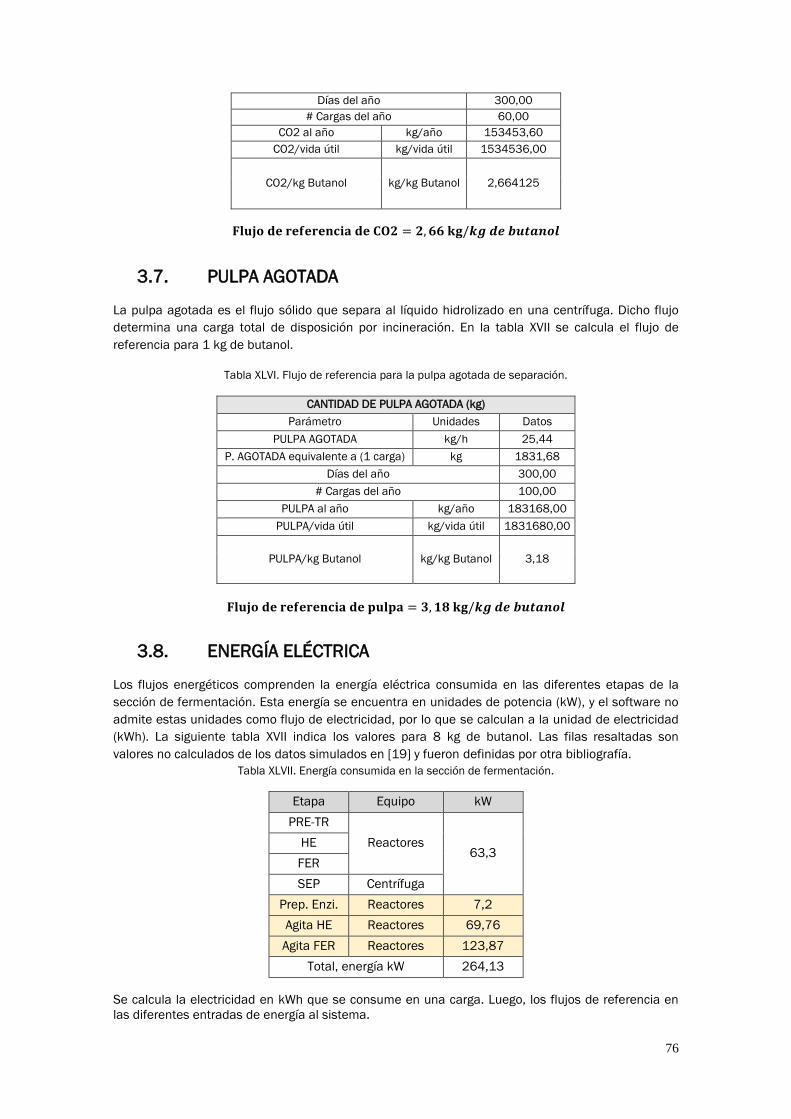
76
Días del año 300,00
# Cargas del año 60,00
CO2 al año kg/año 153453,60
CO2/vida útil kg/vida útil 1534536,00
CO2/kg Butanol kg/kg Butanol 2,664125
𝐅𝐥𝐮𝐣𝐨 𝐝𝐞 𝐫𝐞𝐟𝐞𝐫𝐞𝐧𝐜𝐢𝐚 𝐝𝐞 𝐂𝐎𝟐 = 𝟐, 𝟔𝟔 𝐤𝐠/𝒌𝒈 𝒅𝒆 𝒃𝒖𝒕𝒂𝒏𝒐𝒍
3.7. PULPA AGOTADA
La pulpa agotada es el flujo sólido que separa al líquido hidrolizado en una centrífuga. Dicho flujo
determina una carga total de disposición por incineración. En la tabla XVII se calcula el flujo de
referencia para 1 kg de butanol.
Tabla XLVI. Flujo de referencia para la pulpa agotada de separación.
CANTIDAD DE PULPA AGOTADA (kg)
Parámetro Unidades Datos
PULPA AGOTADA kg/h 25,44
P. AGOTADA equivalente a (1 carga) kg 1831,68
Días del año 300,00
# Cargas del año 100,00
PULPA al año kg/año 183168,00
PULPA/vida útil kg/vida útil 1831680,00
PULPA/kg Butanol kg/kg Butanol 3,18
𝐅𝐥𝐮𝐣𝐨 𝐝𝐞 𝐫𝐞𝐟𝐞𝐫𝐞𝐧𝐜𝐢𝐚 𝐝𝐞 𝐩𝐮𝐥𝐩𝐚 = 𝟑, 𝟏𝟖 𝐤𝐠/𝒌𝒈 𝒅𝒆 𝒃𝒖𝒕𝒂𝒏𝒐𝒍
3.8. ENERGÍA ELÉCTRICA
Los flujos energéticos comprenden la energía eléctrica consumida en las diferentes etapas de la
sección de fermentación. Esta energía se encuentra en unidades de potencia (kW), y el software no
admite estas unidades como flujo de electricidad, por lo que se calculan a la unidad de electricidad
(kWh). La siguiente tabla XVII indica los valores para 8 kg de butanol. Las filas resaltadas son
valores no calculados de los datos simulados en [19] y fueron definidas por otra bibliografía.
Tabla XLVII. Energía consumida en la sección de fermentación.
Etapa Equipo kW
PRE-TR
Reactores 63,3
HE
FER
SEP Centrífuga
Prep. Enzi. Reactores 7,2
Agita HE Reactores 69,76
Agita FER Reactores 123,87
Total, energía kW 264,13
Se calcula la electricidad en kWh que se consume en una carga. Luego, los flujos de referencia en
las diferentes entradas de energía al sistema.
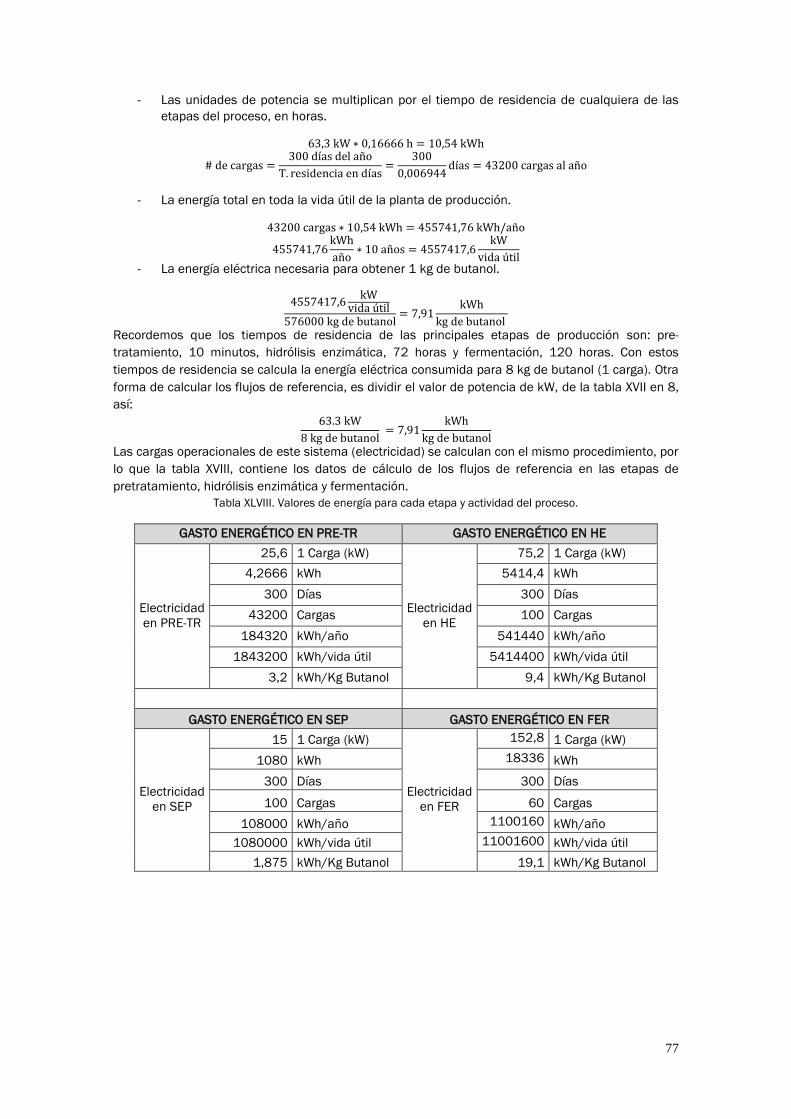
77
- Las unidades de potencia se multiplican por el tiempo de residencia de cualquiera de las
etapas del proceso, en horas.
63,3 kW ∗ 0,16666 h = 10,54 kWh
# de cargas =300 días del año
T. residencia en días=
300
0,006944días = 43200 cargas al año
- La energía total en toda la vida útil de la planta de producción.
43200 cargas ∗ 10,54 kWh = 455741,76 kWh/año
455741,76kWh
año∗ 10 años = 4557417,6
kW
vida útil
- La energía eléctrica necesaria para obtener 1 kg de butanol.
4557417,6kW
vida útil576000 kg de butanol
= 7,91kWh
kg de butanol
Recordemos que los tiempos de residencia de las principales etapas de producción son: pre-
tratamiento, 10 minutos, hidrólisis enzimática, 72 horas y fermentación, 120 horas. Con estos
tiempos de residencia se calcula la energía eléctrica consumida para 8 kg de butanol (1 carga). Otra
forma de calcular los flujos de referencia, es dividir el valor de potencia de kW, de la tabla XVII en 8,
así:
63.3 kW
8 kg de butanol = 7,91
kWh
kg de butanol
Las cargas operacionales de este sistema (electricidad) se calculan con el mismo procedimiento, por
lo que la tabla XVIII, contiene los datos de cálculo de los flujos de referencia en las etapas de
pretratamiento, hidrólisis enzimática y fermentación.
Tabla XLVIII. Valores de energía para cada etapa y actividad del proceso.
GASTO ENERGÉTICO EN PRE-TR GASTO ENERGÉTICO EN HE
Electricidad
en PRE-TR
25,6 1 Carga (kW)
Electricidad
en HE
75,2 1 Carga (kW)
4,2666 kWh 5414,4 kWh
300 Días 300 Días
43200 Cargas 100 Cargas
184320 kWh/año 541440 kWh/año
1843200 kWh/vida útil 5414400 kWh/vida útil
3,2 kWh/Kg Butanol 9,4 kWh/Kg Butanol
GASTO ENERGÉTICO EN SEP GASTO ENERGÉTICO EN FER
Electricidad
en SEP
15 1 Carga (kW)
Electricidad
en FER
152,8 1 Carga (kW)
1080 kWh 18336 kWh
300 Días 300 Días
100 Cargas 60 Cargas
108000 kWh/año 1100160 kWh/año
1080000 kWh/vida útil 11001600 kWh/vida útil
1,875 kWh/Kg Butanol 19,1 kWh/Kg Butanol
78
II. ANEXO. DIAGRAMAS
DE PROCESOS
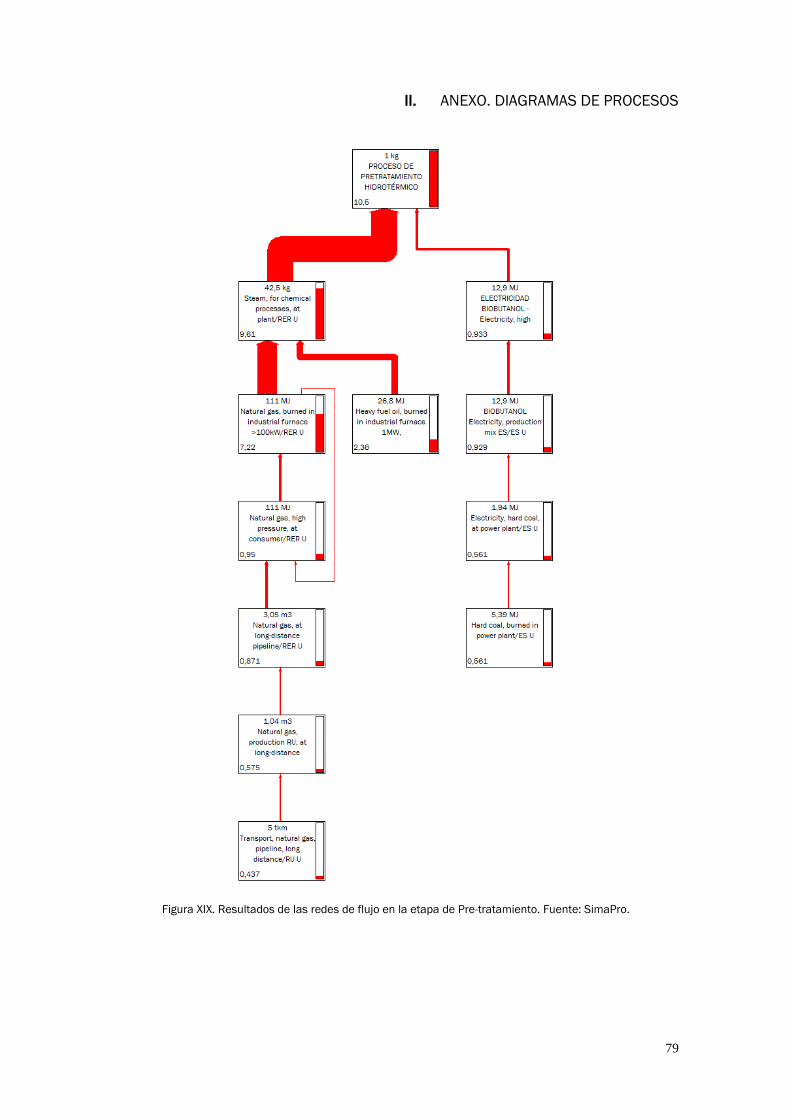
79
II. ANEXO. DIAGRAMAS DE PROCESOS
Figura XIX. Resultados de las redes de flujo en la etapa de Pre-tratamiento. Fuente: SimaPro.
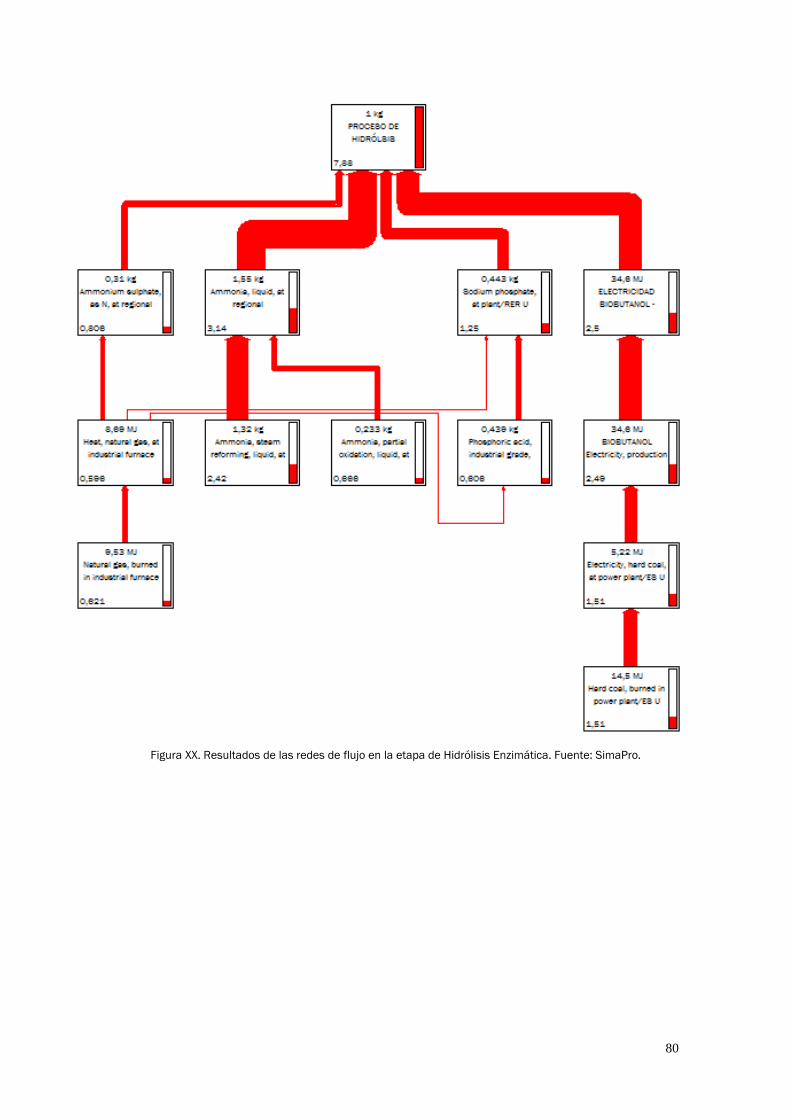
80
Figura XX. Resultados de las redes de flujo en la etapa de Hidrólisis Enzimática. Fuente: SimaPro.
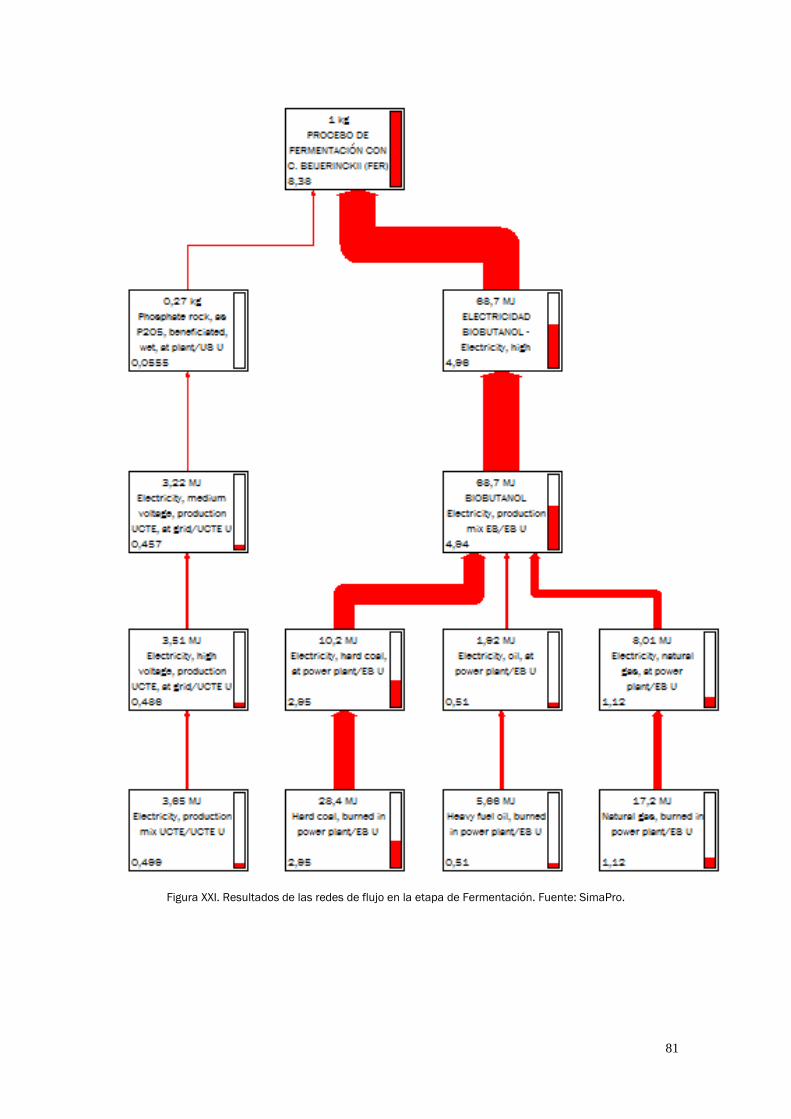
81
Figura XXI. Resultados de las redes de flujo en la etapa de Fermentación. Fuente: SimaPro.
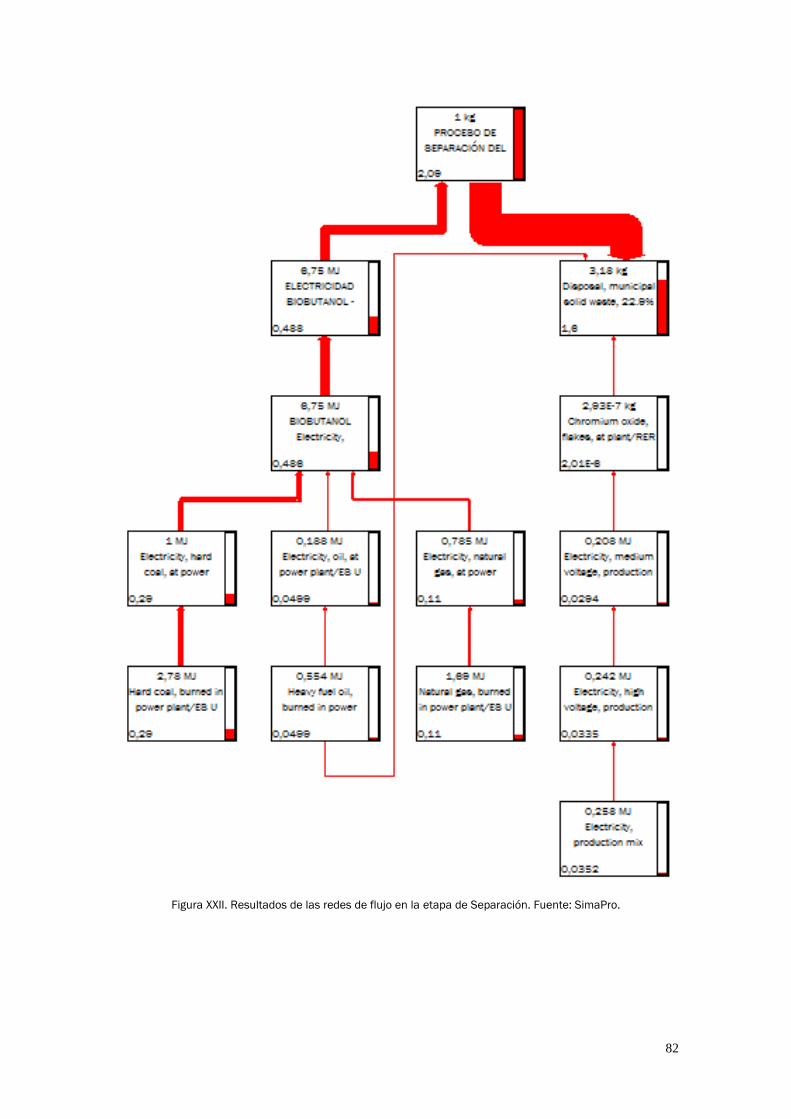
82
Figura XXII. Resultados de las redes de flujo en la etapa de Separación. Fuente: SimaPro.





























