Embed Size (px)
Citation preview
ANÁLISIS DE LAS FUERZAS DE
CORTE Y MAQUINABILIDAD
Arellano Cano Diana LauraOros González Triana Karina
ANÁLISIS DE FUERZAS DE CORTE
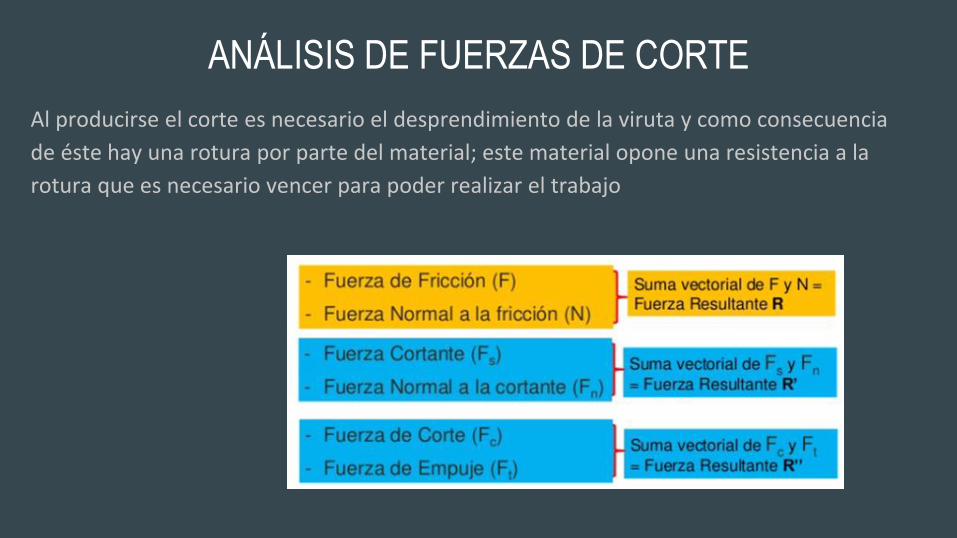
Al producirse el corte es necesario el desprendimiento de la viruta y como consecuencia
de éste hay una rotura por parte del material; este material opone una resistencia a la
rotura que es necesario vencer para poder realizar el trabajo

¿Por qué analizar?
● Diseño de máquinas y herramientas
● Mantener tolerancias dimensionales
● Determinar la resistencia a la deformación en la pieza
FUERZA DE CORTE (Fc) y FUERZA DE EMPUJE (Ft)
Fc es la fuerza requerida para efectuar el arranque del material y formar la viruta.
Es paralela a la superficie de la pieza.
Ft es perpendicular a la superficie de la pieza.
El portaherramientas, los sujetadores de la pieza y la máquina herramienta deben ser
suficientemente rígidos para reducir al mínimo las flexiones.

A partir de estas fuerzas se pueden calcular otras que no se pueden medir directamente:
F= fuerza de fricción
N= fuerza normal a la fricción
Fs= fuerza cortante
Fn= fuerza normal a la cortante
MAQUINABILIDAD
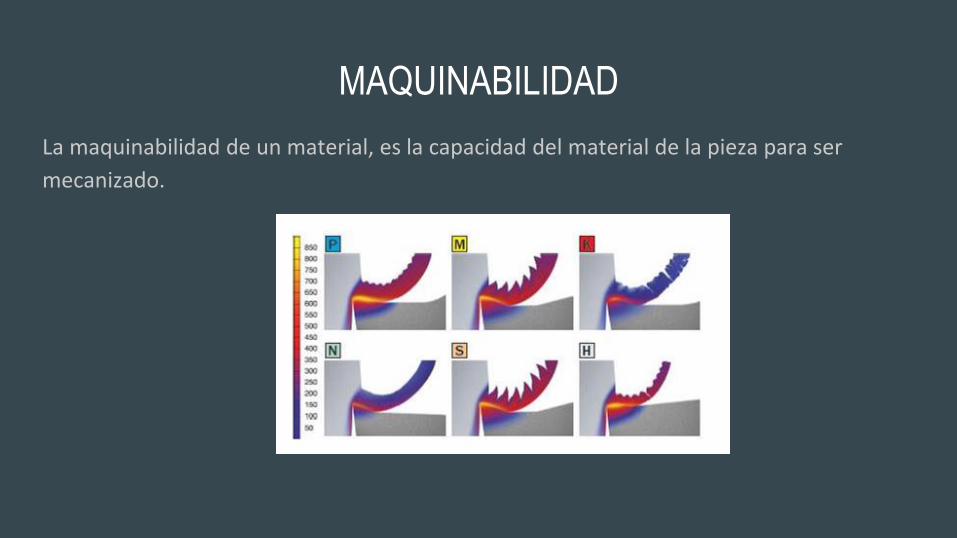
La maquinabilidad de un material, es la capacidad del material de la pieza para ser
mecanizado.

CLASIFICACIÓN
Los materiales para piezas se clasifican según su facilidad para ser mecanizados.
La maquinabilidad de los materiales depende:
➔ Dureza
➔ Dureza superficial
➔ Composición
➔ Endurecimiento por deformación
➔ Disipación de energía
➔ Estructura metalúrgica

CLASIFICACIÓN
Grupo P
● Aceros no aleados hasta aceros muy aleados.
● Acero fundido
● Aceros inoxidables ferrítico y martensítico
En general tienen una buena maquinabilidad.
Grupo M
● Acero inoxidable austenítico
● Acero inoxidable dúplex (contiene ferrita y
austenita)
Los aceros inoxidables ferríticos y martensíticos se
mecanizan como los aceros por lo que están en el
grupo P
El endurecimiento por deformación produce
superficies y virutas duras, que a su vez provocan
desgaste en entalladura.

Grupo K
● Fundición gris
● Fundición maleable
● Fundición nodular
● Fundición de grafito compactado (CGI)
● Fundición dúctil austemperizada (ADI)
Material de viruta corta con buen control de la misma en la
mayor parte de condiciones.
Al mecanizar a velocidades superiores, especialmente en
fundición con incrustaciones de arena, se crea desgaste por
abrasión.
Grupo N
● Aleaciones de aluminio
● Aleaciones de magnesio
● Aleaciones de cobre (bronce, latón)
● Aleaciones de zinc
Material de viruta larga
Control de viruta relativamente fácil, si está aleado.
Las fuerzas de corte y la potencia requerida en la
máquina son bajas.

Grupo S
● Superaleaciones termorresistentes (HRSA)
(resistentes hasta 1000º C)
● aleaciones de níquel
● de hierro (desarrollado a partir de aceros
inoxidables austeníticos)
● de cobalto
● de Titanio
La maquinabilidad disminuye de las aleaciones de
hierro, a las de níquel y a las de cobalto.
La viruta que se produce durante el mecanizado es
segmentada
Hay abrasión y desgaste en la herramienta.
Grupo H
● Aceros con durezas 48 < HRC < 68
● acero carburizado
● acero para herramientas
● acero de construcción
Poco frecuente, se usa para acabados.
Las fuerzas de corte y la potencia requerida son altas.
El material de la herramienta debe tener resistencia a la
deformación plástica, mecánica y al desgaste por la
abrasión.

Algunos fabricantes subdividen los grupos de materiales ISO en varios niveles de
subgrupos, como por ejemplo:

ENSAYOS DE MAQUINABILIDAD
Ensayos específicos que comparan el comportamiento de un conjunto de materiales para
piezas con una herramienta de referencia.
Existen 3 tipos de ensayos:
● De larga duración
● De corta duración (taladrado-mide la fuerza axial, torneado-mide el desgaste)
● Funcionales
CAPACIDAD DE EQUIPOS Y
POTENCIA DE CORTE
Araiza Gómez MarianaBlanco Mondragón Jessica Areli

CORTE CON OXÍGENO
CAPACIDAD DE EQUIPOS
El equipo y los consumibles son relativamente
económicos. Un soplete puede cortar una placa muy
gruesa. Principalmente, su lImitante es la cantidad de
oxígeno que puede aportar. Suele ser común cortar
espesores de 36 (914.4 mm) o incluso 48 (1219.2 mm)
pulgadas de acero con un soplete. No obstante, cuando se
trata de realizar cortes con formas en placas de acero, la
mayoría de los trabajos se realizan en placas de 12 (304.8
mm) pulgadas de espesor, o más delgadas.

CORTE POR PLASMA
El equipo de plasma puede ser costoso cuando se lo
compara con un soplete para oxi-corte ya que un sistema
completo requiere alimentación de energía, enfriador de
agua (sobre los sistemas de más de unos 100 amperes), un
regulador de gas, soporte de antorcha, cables y
mangueras de interconexión y la misma antorcha. Pero el
mayor costo de productividad del plasma frente al oxi-
cortecompensa es el costo del sistema en poco tiempo.
Es posible realizar cortes por plasma con varios sopletes al
mismo tiempo pero el factor de costo adicional
usualmente lo limita a dos antorchas.

CORTE CON LÁSER
Corte de acero dulce de un espesor de hasta 1,25 (31.8
mm) pulgadas.
Crea un ancho de corte muy estrecho y, por lo tanto,
puede cortar contornos muy precisos y orificios pequeños
exactos. La calidad del borde es usualmente muy buena,
con líneas de expansión y cortes dentados
extremadamente pequeños, bordes muy perpendiculares
y escasa o ninguna escoria.
La otra gran ventaja del proceso láser es la confiabilidad.
La vida útil del consumible es muy prolongada y la
automatización de la máquina es muy buena, de modo
que muchas operaciones de corte con láser pueden
realizarse sin la intervención de personas.
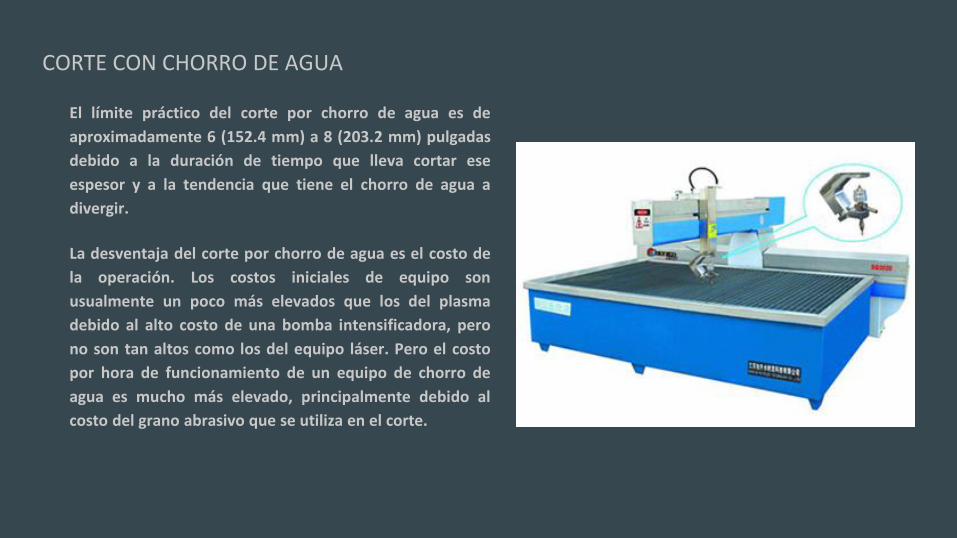
CORTE CON CHORRO DE AGUA
El límite práctico del corte por chorro de agua es de
aproximadamente 6 (152.4 mm) a 8 (203.2 mm) pulgadas
debido a la duración de tiempo que lleva cortar ese
espesor y a la tendencia que tiene el chorro de agua a
divergir.
La desventaja del corte por chorro de agua es el costo de
la operación. Los costos iniciales de equipo son
usualmente un poco más elevados que los del plasma
debido al alto costo de una bomba intensificadora, pero
no son tan altos como los del equipo láser. Pero el costo
por hora de funcionamiento de un equipo de chorro de
agua es mucho más elevado, principalmente debido al
costo del grano abrasivo que se utiliza en el corte.
Potencia de corteEs la energía por unidad de tiempo requerida para ejecutar la operación de maquinado.
Esto es, la energía que la máquina debe poder suministrar a los filos.
Pc=Fcv
Donde:
● Pc= Potencia de corte Nm/s o W (ft*lb/min)
● Fc= Fuerza de corte N (lb)
● v= velocidad de corte (m/s) (ft/min)
*Potencia de corte en caballos de fuerza = la misma fórmula entre 33000.
1HP= 33000 ft*lb/min
¿Qué otros aspectos se toman en cuenta?
*E = eficiencia mecánica
*Fc= fuerza específica de corte
*Material removido
Caso especial:
*Ac= diámetro de la pieza de herramienta
Potencia bruta
La potencia bruta (Pg) requerida para operar la máquina es más grande
que la potencia usada en el proceso de corte, debido a las pérdidas del
motor y la transmisión de la máquina. Estas pérdidas se pueden
contabilizar teniendo en cuenta la eficiencia mecánica (E)
Pg= Pc/E
Potencia unitaria
Es la potencia por unidad de volumen. Es decir se toma en cuenta la cantidad removida
del material durante el proceso, así garantizando que la condición de corte durante todo
el proceso sea constante.
con lo cual la Potencia de corte neta Pc se divide entre RMR , tasa de remoción de
material mm3/ s o in3/min. Puede calcularse de la misma manera con La potencia en
caballos de fuerza, siempre y cuando la potencia neta sea dada/calculada en esas
unidades.
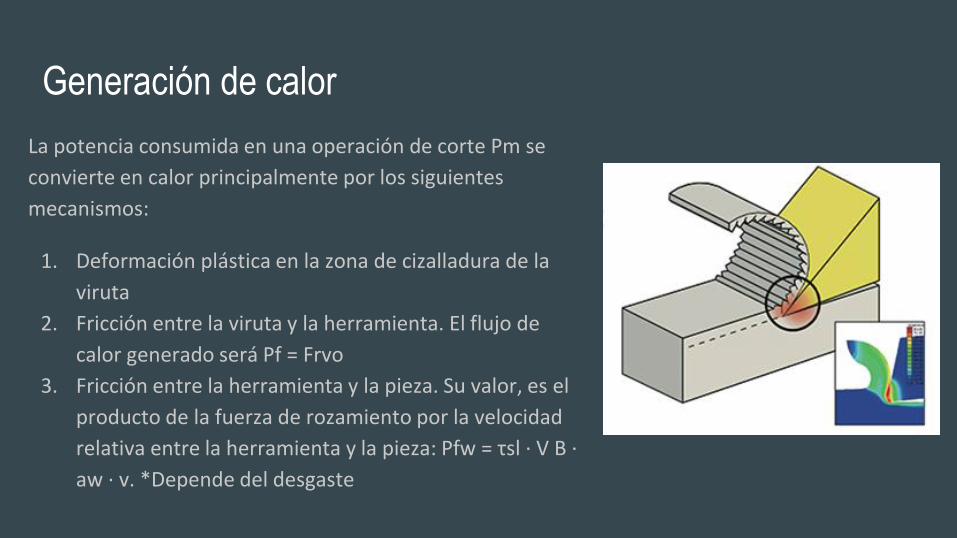
Generación de calor
La potencia consumida en una operación de corte Pm se
convierte en calor principalmente por los siguientes
mecanismos:
1. Deformación plástica en la zona de cizalladura de la
viruta
2. Fricción entre la viruta y la herramienta. El flujo de
calor generado será Pf = Frvo
3. Fricción entre la herramienta y la pieza. Su valor, es el
producto de la fuerza de rozamiento por la velocidad
relativa entre la herramienta y la pieza: Pfw = τsl · V B ·
aw · v. *Depende del desgaste





























