Embed Size (px)
Citation preview

ANÁLISIS TÉCNICO-ECONÓMICO DE
TÉCNICAS DE FABRICACIÓN ADITIVA
PARA APLICACIÓN EN DIFERENTES
SECTORES INDUSTRIALES.
Autor: Manuel Porras Rodríguez
Director: Silvia Fernández Villamarín
Madrid
Agosto 2012

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
2
ANÁLISIS TÉCNICO-ECONÓMICO DE TÉCNICAS DE FABRICACIÓN
ADITIVA PARA APLICACIÓN EN DIFERENTES SECTORES
INDUSTRIALES.
Autor: Porras Rodríguez, Manuel.
Director: Fernández Villamarín, Silvia.
Entidad Colaboradora: ICAI – Universidad Pontificia Comillas.
RESUMEN DEL PROYECTO
El objetivo de este proyecto es dar a conocer las tecnologías de fabricación
aditiva presentes hasta el momento y realizar un análisis de la elaboración de un
objeto teniendo en cuenta el proceso de fabricación convencional frente al aditivo
teniendo en cuenta criterios de ecodiseño.
En primera instancia se ha realizado un estudio de las tecnologías aditivas
describiendo su evolución desde el momento de su aparición en 1987 hasta nuestros
días, recorriendo las innovaciones más importantes en tecnologías y materiales por
parte de las empresas punteras en este sector. La fabricación aditiva se basa en la
reproducción de un modelo digital 3D en materiales plásticos, metálicos o cerámicos
(también en papel, aunque no se contempla para aplicaciones como la descrita en este
proyecto por sus propiedades). Esto se consigue mediante la descomposición del
modelo 3D en capas muy finas que se irán fabricando una encima de otra hasta
completar el objeto. A continuación se describen las fases por las que se rige un
proceso habitual de fabricación aditiva. Asimismo se presenta una descripción de los
diferentes tipos de fabricación aditiva siguiendo una clasificación que delimita las
tecnologías encasillándolas según la fuente que aporta la energía (pudiendo ser punto
a punto (0D), en línea (1D) o en capa (2D)) y la aportación de material (punto, línea o
lecho).
Se incluye un apartado en el que se explican las ventajas y limitaciones de este
tipo de procesos frente a los convencionales (moldeo, arranque de material y
conformado), siendo la característica más relevante la facilidad en la reproducción de

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
3
piezas con geometrías complicadas y la desventaja más patente la velocidad de
fabricación.
Para la ilustración de este proyecto se ha concebido un radiador de tipo panal
de abeja. Las razones por las cuales se ha escogido este tipo de intercambiador de
calor se resumen en la difícil geometría que presenta así como la laboriosidad del
proceso mediante tecnologías convencionales. Como su nombre indica, este radiador
tiene la estructura de un panal de abeja, las celdillas son conductos por los que circula
el aire libremente y entre celdilla y celdilla existe un espacio hueco por el que circula
el refrigerante, agua en este caso. Esta geometría se consigue fabricar mediante dos
métodos convencionales diferentes, a saber:
- Modificando los extremos de unos tubos convirtiéndolos en hexágonos para
su posterior ensamblaje en estructura de panal y soldándolos entre sí garantizando de
esta manera que el agua no discurra fuera de los conductos internos.
- Deformando una chapa imprimiendo la forma hexagonal sucedidamente y
uniendo varias de estas chapas para formar los recintos hexagonales completos.
Posteriormente se procede a un soldado de las junta para, al igual que en el caso
anterior, garantizar que no haya pérdida de agua.
- Por parte de la fabricación aditiva, se ha aprovechado su ventaja principal y
se han incluido aletas al diseño original, un total de seis aletas por hexágono, lo que
hace al radiador mucho más eficiente.
Se incluye asimismo una estimación del precio de realización del radiador de
panal y se elabora un comentario de carácter comparativo a la vista de los resultados
obtenidos, tanto económicamente como medioambientalmente.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
4
PROJECT ABSTRACT
The objective of this project is to introduce additive manufacturing technologies to
date and present an analysis of the development of an object given the manufacturing
process compared to conventional additive considering ecodesign criteria.
In the first instance has made a study of additive technologies describing its evolution
from the time of its appearance in 1987 until today, covering the most important
innovations in technology and materials from the leading companies in this sector.
Additive manufacturing is based on making a 3D digital model in plastic, metal or
ceramic (also on paper, but not considered for applications as described in this project
for their properties). This is achieved by the decomposition of the 3D model in very
thin layers that will be fabricating one above another to complete the object. The
following describes the stages through a process governed usual additive
manufacturing. It also presents a description of the different types of additive
manufacturing delimiting following a classification classified according the
technology that provides the energy source (which may be point to point (0D) at line
(1D) or layer (2D)), and providing material (point, line or bed).
It includes a section that explains the advantages and limitations of this type of
process versus conventional (molding, material removal and forming), being the most
relevant characteristic ease in reproducing complex part geometries and disadvantage
more patent manufacturing speed.
For illustration of this project has been designed a honeycomb radiator. The reasons
why this type has been chosen heat exchanger are summarized in geometry that
presents difficult and laborious by the conventional technologies. As the name
suggests, this radiator has the structure of a honeycomb, the cells are channels
through which air circulates freely between cell and there is a hollow space cell by
circulating coolant, water in this case. This geometry is achieved by manufacturing
two different conventional methods, namely:
- Modifying the ends of tubes making them for subsequent hexagons honeycomb
structure assembly and welding them together thus ensuring that the water not flow
outside of the internal passageways.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
5
- Deforming a printing plate in hexagonal shapes and joining several of these plates to
form complete hexagonal enclosures. Then proceed to a soldier gasket, as in the
previous case, to ensure that no leakage of water.
- On behalf of additive manufacturing, has leveraged its main advantage and fins have
been included to the original design, a total of six fins per hex, which makes much
more efficient radiator.
It also includes an estimate of the price of the radiator honeycomb embodiment and a
review is made of a comparative nature in view of the results obtained, both
economically and environmentally.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
6
DOCUMENTO Nº1, MEMORIA

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
7

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
8
DOCUMENTO Nº1, MEMORIA.
ÍNDICE
PÁGINAS
1.- INTRODUCCIÓN Y PLANTEAMIENTO. ..........................................................12
1.1.- Introducción. ........................................................................................12
1.2.- Objetivo. ...............................................................................................13
1.3.- Motivación. ...........................................................................................14
2.- DESCRIPCIÓN DE LAS TECNOLOGÍAS. .........................................................16
2.1.- Introducción. ........................................................................................16
2.2.- Visión histórica. ....................................................................................18
2.3.- Fases. ....................................................................................................30
2.4.- Clasificación de técnicas aditivas. ...........................................................34
2.5.- Ventajas. ...............................................................................................63
2.6.- Limitaciones. .........................................................................................71
2.7.- Fabricación híbrida. ..............................................................................75
3.- DESCRIPCIÓN DEL ANÁLISIS A REALIZAR. .................................................80
3.1.- Introducción. ........................................................................................80
3.2.- Procesos a ejecutar. ...............................................................................83
3.3.- Operaciones a realizar. ..........................................................................85
4.- CRITERIOS DE ECODISEÑO. ...........................................................................90
4.1.- Introducción. ........................................................................................90
4.2.- Factores motivantes. ..............................................................................92
4.3.- El sistema de ecoindicadores (ecoindicator99). ........................................94
4.4.- Ecodiseño del radiador de panal. ......................................................... 109
5.- BIBLIOGRAFÍA. .............................................................................................. 114

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
9
ÍNDICE DE IMÁGENES
PÁGINAS PÁGINAS
Ilustración 1. Concepción de modelo 3D. ..................................................................31 Ilustración 2 triangulación de superficie ....................................................................32 Ilustración 3. Emplazamiento de piezas y soportes. .............................................33 Ilustración 4 elipse seccionada (a menor espesor de capa mayor precisión geométrica) 34 Ilustración 5 Laser cladding. Cortesía de GNClaser ...................................................40 Ilustración 6 Diferentes inyectores laser cladding .......................................................40 Ilustración 7 FDM selectivo. Cortesía de custompartnet. ............................................42 Ilustración 8. Cabezal de Polyjet y esquema (derecha). Cortesía de undoprototipos.com
y objet.com. ..............................................................................................................44 Ilustración 9. Proceso SLA. Costesía de custompartnet.com .......................................46 Ilustración 10 Figura humana en máquina Materialise...............................................47 Ilustración 11. Esquema SLS. Cortesía de custompartnet.com ....................................49 Ilustración 12 Bloque motor fabricado por SLS ..................................................50 Ilustración 13. Proceso de fabricación de una capa mediante MultiBeamTM
(precalentamiento, perfilado y finalización) ...............................................................52 Ilustración 14. Proceso de fabricación DMLS ............................................................54 Ilustración 15 Proceso de 3DP. Cortesía de custompartnet.com ..................................56 Ilustración 16. Sistema MicroLightSwitches. Cortesía de Huntsman.com....................57 Ilustración 17.Perfactory, cortesía de EnvisionTec.com ....................................59 Ilustración 18.PerfactoryXede, cortesía de EnvisionTec.com ............................60 Ilustración 19. Proceso LOM, cortesía de custompartnet.com .....................................61 Ilustración 20. Figura "Radiolara" mediante D-SHAPE, cortesía de d-shape.com .......62 Ilustración 21. Estructura fractal, cortesía de treehugger.com ..........................65 Ilustración 22. Aligeración de turbina, cortesía de mfginamerica.com .............66 Ilustración 23. Objetos multimaterial, cortesía de objet.com .............................67 Ilustración 24. Mecanismo de ruedas engranadas. cortesía de usminc.com ....69 Ilustración 25. Intercambiador de panal cerámico. .............................................80 Ilustración 26. Radiador de panal Fiat. Cortesía de www.faculty.virginia.edu ..81 Ilustración 27. Maquinaria para el doblado de la chapa ......................................82 Ilustración 28.Cizalla para el corte de la chapa ...................................................82 Ilustración 29. Unión de chapas por parejas. ......................................................82 Ilustración 30. Apilado de las chapas formando el conjunto. ............................83 Ilustración 31. Conjunto después del soldado por inmersión. ...........................83

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
10
ÍNDICE DE TABLAS
PÁGINAS
Tabla 1. Visión histórica AM .................................................................................30 Tabla 2. Clasificación AM ......................................................................................38 Tabla 3. Procesos partiendo de tubos .................................................................86 Tabla 4. Procesos partiendo de plancha. .............................................................87 Tabla 5. Procesos AM ............................................................................................87 Tabla 6. Relación aspecto e impacto ambiental ..................................................91 Tabla 7. Ecoindicadores de materiales. ...............................................................96 Tabla 8. Ecoindicadores de procesos productivos ........................................... 100 Tabla 9. Ecoindicadores de energías ................................................................. 102 Tabla 10. Ecoindicadores de transporte ............................................................ 103 Tabla 11. Ecoindicadores de desecho y reciclaje ............................................. 106 Tabla 12. Tabla tipo ecoindicadores. .................................................................. 108 Tabla 13. Ecoindicador radiador a partir de tubos. ........................................... 110 Tabla 14. Ecoindicadores radiador a partir de plancha .................................... 112 Tabla 15. Ecoindicadores radiador AM .............................................................. 113

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
11

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
12
1.- INTRODUCCIÓN Y PLANTEAMIENTO.
1.1.- Introducción.
Se entiende la fabricación como la producción de objetos gracias a la ayuda de
medios mecánicos. Con la llegada de la Revolución Industrial a finales del siglo
XVIII se cambió por completo la forma de ver la manufacturación; se pasó a dejar la
artesanía apartada para poder utilizar procesos de mecanización y fabricación en serie
gracias, por ejemplo, a la aplicación de la máquina de vapor en la producción. Se
considera además que ésta es la primera revolución industrial, basada en la
adquisición de energía a través del carbón, una Segunda a finales del siglo XIX con la
utilización del petróleo y la electricidad, e incluso una Tercera cuando se habla del
uso de energía nuclear combinada con las anteriores (mediados siglo XX). El resto de
innovaciones se podrían considerar como una revolución tecnológica (robotización,
energías renovables,…).
Existen hoy en día gran cantidad de medios mecánicos diferentes que trabajan
de formas completamente distintas entre ellos. Básicamente se podrían clasificar en
tres grandes grupos, a saber: por mecanizado de material, por conformación de
material y por adición de material (objeto este último del estudio llevado a cabo). Se
entienden los dos primeros como los procesos de fabricación convencionales ya que
son los que más tiempo llevan instaurados en nuestra sociedad.
La fabricación por mecanizado de material es aquella en la cual se parte de un
trozo de material o una pieza sin terminar y el modelado se realiza mediante la
sustracción de material. Esta fabricación se puede llevar a cabo mediante diferentes
procesos que se pueden agrupar en procesos de arranque de viruta y procesos de
abrasión. En función de las herramientas usadas se realizarán diferentes operaciones
(pulido, taladrado, desbastado, fresado, torneado…).
La fabricación por conformado de material se refiere a la obtención de
geometrías en una pieza mediante la deformación de la misma. En este sector se
puede incluir el moldeo ya que no es más que la deformación de material mediante
calor para poder rellenar un molde, aunque también puede considerarse una categoría

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
13
a parte. Al igual que en la fabricación por mecanizado se pueden distinguir diferentes
procesos según las tecnologías utilizadas; de esta forma, se puede hablar de
fundición, pulvimetalurgia, moldeo por inyección, soplado (en procesos de moldeo) y
laminación, forja, extrusión, estirado, conformado (en procesos de deformación
plástica).
La fabricación aditiva, o Additive Manufacturing (AM), se entiende como una
fabricación en la cual se hace uso de una serie de tecnologías que, en un proceso
automático, producen objetos tridimensionales directamente desde un modelo digital
mediante la deposición de material de una forma muy precisa. Una característica de
este tipo de tecnologías es la innecesaridad de un utillaje especializado durante el
proceso de fabricación.
Existe una amplia variedad de tecnologías en este campo; no se puede estar
ante una nueva Revolución Industrial ya que no se debe entender como tal al no
variar las fuentes de sustracción de energía; pero sí se trata de una revolución
tecnológica, ya que se tiene la posibilidad de realizar piezas de geometrías con
altísimo grado de dificultad prescindiendo de utillajes; idílicamente, esta manera de
entender la fabricación se podría ver como una tecnología que reproduce cualquier
objeto que se desee siempre que éste se pueda dibujar.
1.2.- Objetivo.
El objetivo principal de este proyecto es dar a conocer las ventajas que
presentan estos métodos de fabricación de carácter novedoso frente a los
convencionales, ya que su implantación garantiza un valor añadido a los objetos
fabricados, supone una fabricación prácticamente sin residuos (no se parte de un
exceso de material), aumenta en un alto grado la concepción de diseños novedosos
con geometrías hasta ahora inalcanzables o muy costosas,… y otras ventajas que se
enumerarán más adelante.
Se concebirá una pieza (en este caso un intercambiador de calor de tipo panal
de abeja) que se proyectará teniendo en cuenta su fabricación mediante métodos
convencionales y mediante métodos aditivos de forma simulada. Se finalizará con un

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
14
apartado de conclusiones en el cual se dejarán patentes las ventajas y desventajas que
presentan estos métodos de fabricación.
Se tendrán en cuenta los siguientes aspectos:
- Coste de fabricación.
- Funcionalidad.
- Valoración con criterios de ecodiseño.
1.3.- Motivación.
Este proyecto se centra en las posibilidades de los procesos de fabricación
aditivos ya que es una opción a tener en cuenta a la hora de fabricar un determinado
objeto que se tiene en mente. La fabricación aditiva elimina barreras que se presentan
en otros procesos sobre todo en el ámbito de la geometría; de esta forma, piezas que
se fabrican mediante otros métodos para poder realizar un conjunto final, podrían ser
suprimidas para, directamente, realizar el conjunto final. Se abre ante nosotros un
amplio abanico de simplificación y diseño en la fabricación, tanto de prototipos como
de piezas finales. También se debe tener en cuenta la posibilidad de realizar
fabricaciones híbridas para poder aprovechar las ventajas que presenta cada tipo de
proceso ya que, aunque revolucionarios, los procesos aditivos no se caracterizan por
su velocidad, pudiendo ser preferible partir de una pieza previamente mecanizada por
ejemplo. En nuestro caso particular no existe la posibilidad de contemplar una
fabricación híbrida del conjunto, sería contraproducente.
Además de la facilidad para llevar a cabo este radiador de panal de abeja con
tecnologías aditivas, también se aprovecharán las ventajas que presentan estas
tecnologías mediante la inclusión en el diseño convencional de unas aletas para
mejorar el funcionamiento del intercambiador, aspecto que no supondría un gran
sobrecoste en términos generales, pero que supone una gran diferencia en términos de
eficiencia del intercambiador.
Por otra parte, si se echa un vistazo al cariz que va tomando la mentalidad de
la sociedad actual, se observa que cada vez cobran más importancia los diseños
personalizados, objetos que marquen la diferencia frente al resto; y, mediante este

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
15
tipo de tecnologías y la implantación del escaneado 3D, se pueden conseguir artículos
fabricados específicamente para las necesidades o el gusto de un individuo sin que
ello suponga un sobrecoste apreciable en el valor final del producto. Se hace
referencia a este aspecto ya que cada vez se va extendiendo más esta mentalidad que
casi parece dar más valor al diseño que a la funcionalidad. En este caso en particular
se ha escogido el radiador de panal de abeja para automóviles ya que es un artículo
prácticamente descatalogado en el sector debido a la complejidad constructiva que
presenta (barrera que no preocupa especialmente a la hora de fabricar mediante
métodos aditivos).

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
16
2.- DESCRIPCIÓN DE LAS TECNOLOGÍAS.
2.1.- Introducción.
La fabricación aditiva (AM) se ha clasificado como unos de los tres procesos
de fabricación, esta clasificación que se propone diferencia los procesos sustractivos,
los procesos de conformado (donde se han introducido las técnicas de moldeo así
como las que son denominadas usualmente como conformado) y los procesos
aditivos. Se debe aclarar que existen más procesos a parte de estos que se clasificarán
como procesos de unión (aquí se introducen los ensamblajes, soldaduras, pegados,
etc).
Existe una gran variedad de técnicas diferentes dentro de los procesos
aditivos, pero todos ellos permiten la obtención de piezas desde un archivo CAD 3D;
quizás por esta variedad se han dado múltiples nombres a las técnicas aditivas, como
Direct Manufacturing, Additive Layer Manufacturing o e-manufacturing entre otros.
Los procesos de AM no son destacados por su alta velocidad de fabricación y,
por lo tanto, no se instauran para grandes volúmenes de producción. Se deben usar
teniendo en cuenta dónde supone una ventaja su aplicación, no siendo necesaria una
fabricación íntegra en AM pudiendo complementar ésta con otros procesos de
fabricación.
Se presenta a continuación una visión general de algunas diferencias en el
proceso de fabricación según su procedencia:
En procesos convencionales la fabricación de una pieza compleja exige un
aumento de la complejidad en el proceso de fabricación lo que se traduce en un
sobrecoste. En el caso de procesos aditivos un aumento de la complejidad de la pieza
no se tiene por qué traducir en un aumento de dificultad en el proceso de fabricación;
generalmente un aumento de la complejidad se refleja en ahorro de material y por lo
tanto de tiempo. Las complejidades añadidas a un diseño se transforman en
dificultades a nivel CAD de la pieza.
Si se echa un vistazo a procesos de moldeo existen factores a tener en cuenta
como los ángulos de desmoldeo, huecos interiores en piezas, líneas de partición,
acabados superficiales, situación de canales, mazarotas,… Todos estos factores han

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
17
de estar definidos claramente en un proceso de moldeo siguiendo las pautas
pertinentes; si se llevan estos problemas al ámbito de la fabricación aditiva se observa
que no ha de prestarse atención a ninguno de esos factores.
En la fabricación de un elemento en ocasiones se precisa de la unión de varias
piezas para conformar el producto final; muchos de estos elementos se fabrican a
parte por la imposibilidad de su integración, desde un principio, al conjunto. La
fabricación aditiva permite fabricar eso que se ha considerado como un conjunto
como si fuese una pieza individual.
Estas son algunas particularidades de los métodos de fabricación aditivos en
comparación a los métodos convencionales. En el capítulo siguiente se ahonda más
en detalles específicos de cada método.
Estos procesos de fabricación aditiva surgen primeramente con el nombre de
Prototipado Rápido (Rapid Prototyping, RP) ya que en un primer momento se
concibieron estas tecnologías con el fin último de la realización de prototipos. En
1987 se da a conocer el primer proceso de AM, un proceso de rapid prototyping de
estereolitografía (SL) propiedad de una empresa norteamericana llamada 3D Systems.
Esta estereolitografía se realiza gracias a la solidificación de capas de resina
fotosensible por la mediación de un láser. Una vez comercializado el primer sistema
de prototipado en EE.UU., surgieron empresas japonesas (NTT y Sony/D-MEC) que
también tenían algo que decir en este asunto con sus propias máquinas de
estereolitografía en los años 1988 (NTT) y 1989 (Sony/D-MEC). Estas novedades no
llegaron a calar en Europa hasta que en 1990 la empresa alemana EOS (Electro
Optical Systems) desarrolla su sistema “Stereos”. Posteriormente se inician las
aplicaciones de nuevas tecnologías, FDM (Fused Deposition Modeling, de la empresa
americana Stratasys) en la que se realiza la extrusión de un filamento que se funde en
un cabezal de fusión, SGC (Solid Ground Curing, de la israelí Cubital), que trabaja
con resina fotosensible pero solidifica cada capa en una sola operación gracias a una
máscara de tinta electrostática en un vidrio, y LOM (Laminated Object
Manufacturing, de la estadounidense Helisys), la cual trabaja cortando hojas de papel

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
18
con un láser (actualmente trabaja con termoplásticos también); todas ellas surgen en
1991.
En 1992 brotan los sistemas de sinterización SLS (Selective Laser Sintering,
de la empresa americana DTM), este método funde polvos metálicos mediante un
láser, pudiendo de esta forma obtener matricería directamente.
A partir de 1992 se empiezan a desarrollar nuevas tecnologías de forma
bastante continua. En el siguiente apartado se recoge información de avances en el
sector aditivo desde su nacimiento hasta nuestros días.
2.2.- Visión histórica.
Año Tecnología/máquina Procedencia Características/aclaraciones
1987 Estereolitografía
(SL)
3D Systems
(EEUU)
primera máquina SL, resina fotosensible
a UV
1988
3D Systems
(EEUU)
primeras resinas acrílicas, en
colaboración con Ciba
Estereolitografía
(SL)
DuPont
(EEUU) máquina SL
Estereolitografía
(SOUP)
NTT/CMET
(Japón) máquina SL
Estereolitografía
(SCS)
Sony/D-MEC
(Japón) máquina SL
Asahi Denka
Kogyo (Japón) primera resina epoxy para CMET
1990 estereolitografía
(Stereos)
Electro Optical
Systems
(Alemania)
resina fotosensible a luz visible
1991
Fused Desposition
Modeling (FDM)
Stratasys
(EEUU)
primera máquina extrusión de hilo,
termoplástico
Solid Ground Curing
(SGC) Cubital (Israel)
primera máquina de solidificación por
máscara, polímeros líquidos sensibles a
UV
Laminated Object
Manufacturing
(LOM)
Helisys
(EEUU) corte y pegado de hojas de papel
1992
Selective Laser
Sintering (SLS)
DTM (3D Sys.,
EEUU)
primera máquina de sinteriazado
selectivo con láser
Soliform Teijin Seiki
(CMET, Japón)
basado en tecnología "Somos" de
DuPont (fusión de polímeros con láser)
Allied Signal resinas vinílicas para SL
1993 Direct Shell Soligen inyección de polvos cerámicos con

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
19
Production Casting
(DSCP)
(EEUU) aglutinante, inventado por el Instituto
Tecnológico de Massachusetts
3D Systems
(EEUU)
primera resina epoxy de 3DSys en
colaboración con Ciba
Estereolitografía Denken (Japón) primera máquina de bajo coste y
ubicable en una mesa de trabajo
1994
ModelMaker
Sanders
Prototype
(EEUU)
deposición de céridos mediante una
cabeza de inyección
estereolitografía Meiko (Japón) pequeña máquina destinada a joyería
Solid Center Kira Corp.
(Japón)
corazón de impresora láser, toner, y una
cuchilla x-y para imitaciones de madera
con papel
EOSINT (SLS)
Electro Optical
Systems
(Alemania)
Primera máquina europea de tecnología
SLS
1996
1996
Personal Modeler
2100
BPM Tech.
(EEUU)
cesa a finales de 1997, desposición de
materiales céreos mediante cabeza
impresora
Estereolitografía
Modeling (Somos)
Aaroflex
(EEUU)
comercialización de máquinas con la
tecnología DuPont en EEUU
Fused Desposition
(Genisys)
Stratasys
(EEUU)
basado en procesos aditivos
descubiertos por IBM
Actua 2100 3D Systems
(EEUU)
comercialización de máquinas,
inyección de materiales céreos
Z402 Z Corp (EEUU)
máquina con sistema de inyección MIT,
materiales basados en almidón o yeso
con aglutinante líquido
1997
Laser Additive
Manufacturing
(LAM)
AeroMet
(EEUU)
laser de alta potencia con polvos de
aleaciones de titanio
1998
FDM
Beijing Yinhua
Rapid
Prototypes
(China)
gran aumento de venta de productos
FDM
Laser Engineered Net
Shaping (LENS)
Optomec
(EEUU)
basado en polvos metálicos con
tecnología de los Laboratorios
Nacionales Sandia
1999
ProMetal RTS-300
Extrude Hone
(Ex One,
EEUU)
basado en tecnología MIT
Estereolitografía
(Somos) DSM (EEUU) compra maquinaria Somos de DuPont
Controlled Metal
Buildup (CMB)
Röders
(Alemania)
basado en la tecnología del Instituto
Láser de Fraunhofer
Selective Laser Fockele und fusión selectiva de polvos de acero

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
20
Melting (SLM) Schwarze
(Alemania)
2000
2000
Laminated Object
Manufacturing
(LOM)
Toyoda
Machine Works
(Japón)
primera máquina LOM en Japón
Rapid Tool Maker
(RTM)
Sanders Design
(EEUU) vende tecnología a Alemania
3D color printer
Buss Müller
Technology
(BMT,
Alemania)
impresión 3D en color, tecnología de
polvos+aglutinante
Quadra
Objet
Geometries
(Israel)
inyección y solidificación de UV
fotopolímeros usando 1536 boquillas
(precursor de polyjet)
PatternMaster
Sanders
Prototype
(EEUU)
máquina usada para producir patrones
precisos de cera
Direct Metal
Deposition (DMD)
Precision
Optical
Manufacturing
(EEUU)
proceso de revestimiento láser para
fabricar/reparar piezas con metal en
polvo
Z402C Z Corp (EEUU) primera impresora 3D a color comercial
Prodigy (FDM) Stratasys
(EEUU) produce piezas en plástico ABS
Sanders
Prototype es
Solidscape
cambia nombre debido a confusión con
Sanders Design
Teijin Seiki
(CMET, Japón)
cambia nombre a CMET tras la
adquisición de su tecnología
2001
OptoFrom 3D Systems
(EEUU)
tecnología francesa, usa cerámicas,
metales y otros materiales en forma de
pasta fotosensible
desktop machine Solidimension
(Israel)
lamina finos folios de PVC, no
consiguen vender máquinas hasta 2004
Ultrasonic
Consolidation
Solidica
(EEUU)
mediante presión y ultrasonidos se
realiza una soldadura capa a capa; cada
capa se mecaniza con una fresadora
CNC
Aaroflex and
Cubital desaparecen del mercado
FDM Titan Stratasys
(EEUU)
producción en policarbonato, ABS,
polifenilsulfona y mezcla
policarbonato/ABS
3D Systems
(EEUU)
compran completamente DTM y RPC
(pequeña empresa suiza)
Perfactory machine Envision Tec polímeros acrílicos y procesado láser

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
21
(Alemania) digital (DLP), solidifica la capa entera
de una vez
Z810 Z Corp (EEUU)
fabricación 500x600x400 mm usando
seis cabezas impresoras de 300 chorros
cada una
Quadra Tempo
Objet
Geometries
(Israel)
versión mejorada de la anterior Quadra
DirectSteel 20V-1
Electro Optical
Systems
(Alemania)
polvo metálico de 20 micras en capas de
20 micras
EOSINT 380
Electro Optical
Systems
(Alemania)
sinterizado láser de mayor velocidad
Concept Laser
GmbH
(Alemania)
YAG (itrio-aluminio-granate) láser
funde polvos de acero inoxidable
Estereolitografía Uniontech
(China) venta de máquinas en China
GS1500 Generis GmbH
(Alemania)
técnica de inyección que funde núcleos
de arena para la fabricación de moldes
para fundición
RTS300 ProMetal
(EEUU) primera RTS300 en Europa
Rapid Solidification
Process (RSP)
RSP Tooling
LLC (EEUU)
preoceso de rociado metálico
descubierto por INEEL (Laboratorios
de Idaho)
2002
Dimension Stratasys
(EEUU)
deposición de ABS (sucesora de
Prodigy)
Perfactory y
Bioplotter
EnvisionTec
(EEUU) comercialización de máquinas
FDM,
estereolitografía y
sinterizado láser
Wuhan Binhu
Mec. &
Electrical
(China)
comercialización de máquinas
Phenix 900 Phenix Systems
(Francia)
usa la fase sólida de sinterización para
realizar piezas de metal y cerámica
DMD
Precision
Optical
Manufacturing
comercialización de maquinaria
2002 VLM300 Menix (Corea)
usa un hijo incandescente para el corte
de polyestireno con ángulos para
minimizar escalonamientos
NextDay Materialise Máquina de estereolitografía
2003 Zprinter 310 Z Corp (EEUU) similar al 3D con base de polvo de otras
compañías; sustituye a la Z400

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
22
Sony Precision
Tech America
(EEUU)
gracias a un acuerdo entre 3D Systems
y el departamento de justicia se venden
estereolitográficas Sony en América del
Norte
T612 Solidscape
(EEUU)
Sustituye a la PatternMaster por su
mayor velocidad y capacidad
volumétrica
Stratasys
(EEUU)
se une con Objet Geometries (Israel)
para la venta de maquinaria "Objet
Eden"en norteamérica hasta 2007
InVision 3D 3D Systems
(EEUU)
máquina similar a las objet, chorro y
solidificación de fotopolímeros
Wizaray Chubunippon
(Japón)
máquina de bajo coste para hacer piezas
acrílicas de 100x100x100 mm como
mucho
EOSINT M270
Electro Optical
Systems
(Alemania)
láser de fibra parecido al de CO2, usado
en EOSINT M250
TrumaForm DMD
505
Trumpf
(Alemania)
5 ejes, láser de 250 W y un cable de
fibra óptica para direccionar la luz sobre
puro metal en polvo, participación de
POM;
2004
Triplets (FDM) Stratasys
(EEUU)
"triplets" se refiere a 3 máquinas FDM
Vantage de diferente gama que trabajan
con ABS y policarbonato
Vanquish Envision Tec
(Alemania)
incorpora DLP (Digital Light
Processing, de Texas Instruments) para
solidificar fotopolímeros en una sola
operación
DSM (EEUU)
nuevos compuestos (nanocompuestos,
de alta elongación, gomas,
pirorretardantes y resistentes a altas
temperaturas
RX-1 ProMetal
(EEUU)
pequeña máquina (40x60x25 mm de
trabajo con metal) destinada a
educación e investigación
InVision HR
3D Systems
(EEUU)
InVision con alta resolución destinada a
joyería
Sinterstation HiQ
nuevos controles y opciones de escaneo
térmico para la mejora de la fabricación
rápida (RM)
resina para estereolitografía: Bluestone
nanocomposite
Formation Solidica
(EEUU)
nueva versión de la máquina de
consolidación por ultrasonidos
Viper HA (SL) 3D Systems
(EEUU)
destinada al sector dedicado a la mejora
de audición

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
23
2004
Objet
Geometries
(Israel)
Vero FullCure 800, plástico de altas
prestaciones de color opaco
EOSINT P385
Electro Optical
Systems
(Alemania)
trabaja con plástico en capas muy finas
M1
Concept Laser
GmbH
(Alemania)
fusión láser para metales
DigitalWax 010 y
020
Next Factory
(Italia)
usa un láser para materiales
fotopoliméricos
T66 Benchtop y
T612 Benchtop
Solidscape
(EEUU)
no necesita unidad de
acondicionamiento de aire, por lo que es
más ligera que el anteriores modelos
2005
Spectrum Z510 Z Corp (EEUU) impresión 3D en color de alta calidad,
tiene gran volumen de trabajo
Sinterstation Pro 3D Systems
(EEUU)
máquina de gran capacidad de
sinterizado láser con conducción de
polvos y reciclaje
SEMplice Aspect Inc.
(Japón) máquina de sinterizado láser
Valspar Corp.
(Suiza) compra la tecnología de DSM Somos
Contex
Scanning Tech.
(Dinamarca)
adquiere Z Corp.
Objet
Geometries
(Israel)
introducen la línea de materiales
flexibles FullCure Tango para PolyJet
systems
RedEye Stratasys
(EEUU) servicio para proveer a clientes (online)
Eden500V
Objet
Geometries
(Israel)
formato agrandado PolyJet
Zprinter 310 Plus Z Corp (EEUU) actualización de la Zprinter 310
Viper pro SLA 3D Systems
(EEUU)
más grande que la Viper con sistema
modular que permite funcionar con uno
o dos recipientes de resina
3D Systems
(EEUU)
nueva poliamida (DuraForm EX) para
la Sinterestation
Perfactory Envision Tec
(Alemania) actualización de la Perfactory
SLM Realizer 100 MCP
(Inglaterra)
fundido láser selectivo para
medio/micro aplicaciones
VX800 Voxeljet Tech
GmbH
sistema de polvo termoplástico que usa
tecnología 3DP (usada por Zcorp,

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
24
(Alemania) proveniente de MIT)
AeroMet
(EEUU)
cesa sus operaciones (al parecer hacer
partes de titanio para el sector
aeroespacial no era rentable)
2006
2006
Speed Part
(Suecia)
lámparas infrarrojas proyectan luza a
través de una máscara para sinterizar
polvos (10 segundos por capa)
Stratasys
(EEUU)
firma un acuerdo con Arcam (Suecia)
para ser el único distribuidor de EBM
(fusión por haz de electrones)en
norteamérica
Soligen
(EEUU) cesa el negocio tras 12 años
Eden 350/350V/250
Objet
Geometries
(Israel)
actualización de las Eden
InVision DP 3D Systems
(EEUU)
incluye un escáner 3D así como la
máquina para el sector dental
Vantage X Stratasys
(EEUU) actualización de la anterior Vantage
EOS(Alemania) introducción de materiales de acero y
cromo-cobalto
Dimension 1200 Stratasys actualización de la anterior Dimension
3D printer
Desktop
Factory
(EEUU)
máquina a un precio de unos 5000 € de
luz halógena y tambor de pintura para
plástico en polvo
DSM (EEUU)
NanoTool, nanopolímeros de alta
resistencia al calor
ProtoGen OXT
18120 y O-XT 18420
trabajo con SL sobre materiales
parecidos al ABS con alta precisión
Acura 60 3D Systems
(EEUU)
trabaja con un fotopolímero parecido al
policarbonato
TrumaForm LF Trumpf
(Alemania)
construcción en lecho de polvo por la
fusión selectiva con un disco láser de
Trumpf
Stratasys
(China)
apertura de una oficina de la empresa
americana en Shanghai
Formiga P100
Electro Optical
Systems
(Alemania)
sinterizado láser diseñado desde cero
EOSINT P390/P730
Electro Optical
Systems
(Alemania)
máquinas de alto rendimiento
estereolitografía Next Factory
(Italia)
máquina con mejoras en velocidad y
capacidad
Meiko (Japón) cesa sus operaciones

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
25
LENS Optomec
(EEUU)
Tecnología para la reparación (y
fabricación) de piezas y herramientas
prolongando su vida útil
Maxus Materialise
(EEUU)
Máquina FDM, trabajo en ABS
Titan Máquina FDM menor que la Maxus,
pero más precisa
2007
V-Flash 3D 3D Systems
(EEUU)
usa una nueva tecnología de
transferencia de película y fotografías
flash
Dimension Elite Stratasys nueva versión de la Dimension
D66/R66 Solidscape
nuevas máquinas T66: D66 para el
sector dental, R66 para el sector de
joyería
Zprinter 450 Z Corp (EEUU)
primera impresora 3D a color con
precio inferior a 40000 $, extracción y
reciclado de polvos automático
DSM (EEUU)
DMX-SL 100, material de altaq
resistencia a impactos
WaterClear Ultra, material con
propiedades parecidas al ABS,
resistencia al agua y claridad mejorada
Huntsman
(EEUU)
71640, resina para lásed HeCd que
ofrece baja viscosidad y resitencia a
impactos
3D Systems
(EEUU) Acura 55, resina que imita el ABS
Advanced
Laser Materials
(EEUU)
poliamida para sinterizado láser de
propiedades piroretardantes
(propiedades similares al Nylon 11)
composite poliamida con alto grado de
reciclaje
Mammoth Materialise
(EEUU)
Máquina con capacidades superiores a 2
metros
2008
EOS+Trumpf Acuerdo para unir fuerzas en lo que se
refiere a sinterizado láser.
EOS
(Alemania)
Nueva poliamida de alta resistencia a
impactos, PrimePart DC; e Inconel 718
resistente a altos esfuerzos
Uso de EOSINT P 390 para fabricar el
motor de un avión no pilotado mediante
sinterizado plástico.
EOSINT P800 EOS
(Alemania)
Primera máquina AM de sinterizado
láser con materiales como PEEK HP3 o
cerámica de vidrio
Dental Lab DP
System
3D Systems
(EEUU) Nueva máquina para el sector dental

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
26
2008
ProJet CPX3000 Nueva impresora 3D de alta resolución
para patrones en cera.
iPro(tm) 9000 XL
(SLA)
Nueva máquina SLA con mayor
capacidad y precisión.
iPro(tm) 8000 SLA Máquina más asequible con parecidas
prestaciones a la 9000 XL
Dimension 1200 es
Stratasys
Nueva máquina para trabajar en
ABSplus, un 29% más rápida y un 50%
más de capacidad
ABS-M30i, nuevo termoplástico de alta
resistencia y biocompatible
Gran venta de máquinas a Peugeot
Brasil
FDM 900mc
Nueva máquina que presume de un
99.9% de precisión respecto del modelo
CAD
Smoothing Station Sistema semiautomático que consigue
rugosidades de entre 30 y 60 μm
Presentación de prototipo de una
chopper a escala real fabricado
íntegramente con FDM
Zprinter 650 Z Corp (EEUU) Remodelación de la anterior, mayor
velocidad, precisión y gama de colores
DSM (EEUU)
Nuevos compuestos biomédicos
Dyneema
Purity y Arnitel para unión de
tendones/articulaciones
Huntsman
(EEUU)
Nueva resina negra y composite flexible
Araldite ® Digitalis
MEMS (micro-electro mechanical
system), tecnología que incorpora MLS
(MicroLightSwitching®)
Connex 500
Objet
Geometries
(Israel)
Nueva máquina ligada a SolidWorks
con operaciones multimaterial
Eden 350/500
Remodelación de maquinaria con
tecnología Optimax, menos fallos,
mayor automatización y durabilidad
Alaris 30 Nueva máquina de reducidas
dimensiones y económica
DDP Enviosion Tec
(Alemania)
Máquina para el mercado dental, Digital
Dental Printer
Materiales para machos de colada sin
porosidad
D76 Solidscape Nueva máquina para el mercado dental
Digital Dental P ExOne (EEUU) Máquina destinada al sector dental
Mammoth Materialise
(EEUU)
Aumento de capacidad y mayor
precisión (0.1 mm por capa), nuevo

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
27
material Protogen White
2009
EOSINT M 270
EOS
(Alemania)
Remodelación de la antigua M270,
fabricación de calidad con titanio
Material IN 718, resiste altas
temperaturas, grandes esfuerzos y posee
propiedades criogénicas
3D Systems
DuraForm FR100, material fuego-
retardante (rango V0)
V-Flash Nueva máquina para uso particular
(10000$)
sPro 60 SLS Nueva máquina para uso profesional
3D Systems
MQast, plataforma digital para pedido
de piezas en Al o acero inox. Por parte
de particulares
ProJet MP3000 3D Systems
(EEUU)
Nueva máquina para el sector dental
ProJet 5000 Máquina con formato ampliado
uPrint
Stratasys
Impresora 3D personal valorada en
14900 $, trabaja con ABSplus (40%
más resistente que el habitual)
FORTUS Renombramiento de la antigua gama de
maquinaria industrial FDM
ULTEM, nuevo termoplástico resistente
a esfuerzos, químicos y altas
temperaturas
Zprinter 350 Zcorp Nueva máquina monocroma de bajo
coste, 20000$
DSM Stanyl ForTii™, poliamida
flamaretardante y termo-resistente
Objet
(Geometries)
(Israel)
FullCure 85VeroGray mejora del
anterior material FullCure 800
Connex350 Versión más pequeña de la Connex500
18 nuevos materiales de diferentes
propiedades para usar con Connex
(multimaterial)
Perfactory Xede
Envisiontec
Remodelación de la antigua Perfactory
Aureus Máquina de fotopolimerización para
alta resolución y baja productividad
D76+
Solidscape
D76 mejorada con SCP (smooth
curvature printing)
preXacto Nueva familia de maquinaria dental con
tecnología SCP
Materialise Xtreme, material resistente a impactos.
2010 EOSINT P395 y
P760
EOS
(Alemania)
Mejoras de las P390 (mejor calidad) y
P730 (doble láser de sinterizado),
fabricación plástica

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
28
2010
EOSINT M270 Dual
EOS
(Alemania)
Aplicación nitrógeno o argón en el
sinterizado en metales (8 materiales a
elegir)
AlSi10Mg, aleación de aluminio para la
M270
PA2200, material para implantes óseos
EOSINT M280 Mayor velocidad, repetibilidad y
capacidad que su antecesora
NickelAlloy IN625, aleación de altas
prestaciones y PrimePart ST, plástico de
flexibilidad variable
ProJet DP3000 3D Systems
(EEUU)
Actualización de mayores prestaciones
que la anterior DP
RapMan 3.0 Pequeña y simple máquina de
prototipado rápido en ABS
HP Stratasys Stratasys fabrica impresora 3D para la
compañía HP
Zprinter 150 y 250
ZCorp
Pequeña máquina de carácter
profesional desde 12990€ y 21990€
(multicolor)
Zprinter 310+ Máquina de impresión 3D para el sector
educativo, 15000€
ZBuilder Ultra
Máquina de altas competidora con la
inyección en plástico; más barata y
equiparables resultados.
Objet24 y 30 Objet
(Israel)
Máquinas para piezas en sucedáneo de
plástico ABS por 19900€
Eden 260V Objet Destinada al sector dental con precisión
de 24micras
S-Max ExOne Máquina de grandes dimensiones,
modelado en arena
Materialise Nuevo compuesto NeXt de gran
resistencia a impactos
2011
EOS
PA 2221, polímero que hace reducir el
consumo de material en un 30% frente a
similares
EOSINT P800
Capaz de trabajar con polímeros de alto
rendimiento gracias a sus sinterizado a
385ºC
ProJet 6000
3D Systems
Primera máquina “crossover”,
manejabilidad de una impresora 3D y
resultados profesional SLA
ProJet HD3000+ Volumen de construcción mayor,
precisión de 16 micras
Acura CastPro, material para procesos
de moldeado

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
29
2011
RapMan 3.1
3D Systems
Actualización de la 3.0 por un precio de
1300$
Adquisición de la línea de SLA de
Huntsman
FORTUS 250mc
Stratasys
Nueva máquina FDM de concepto
“crossover”
Policarbonato (PC10) para soportes,
mejora su extracción
Zprinter 650 ZCorp Mejor resolución e incorporación de
color negro a su cabezal, cuatricromía
Connex500
Objet
Nueva máquina multimaterial de
características mejoradas
Eden 350V
Capeado de 16 micras, permitiendo una
fabricación continua sin supervisión de
72h
Connex260
Capaz de ofrecer 14 diferentes acabados
en una misma pieza, menor tamaño que
la 500
MED610, nuevo material biocompatible
transparente
RGD525 material para aplicaciones en
temperaturas de hasta 100ºC
Ultra2 EnvisionTec
Máquina de carácter industrial para
múltiples aplicaciones
Solidscape
plusCast, material específico para
operaciones de moldeo
Stratasys adquiere Solidscape
LENS 850R Optomec Fabricación en metal.
ExMicro Orion ExOne Para recubrimiento de superficies y
fabricación en metal
Materialise Tusk SolidGrey3000 alta rigidez y
resistencia a impacto
2012
EOS
CPM (Cookson precious metal) se alía
con EOS para fabricación con metales
preciosos, joyería.
3D Systems
Adquiere la empresa ZCorp
3DTouch Máquina con display táctil de fácil uso,
3000€ con 1, 2 o 3 cabezales
Cube Pequeña impresora 3D multicolor con
tecnología wifi para uso personal
ProJet 3500
Cabezales MJM (MultiJetModelling) y
9 nuevos materiales y 8
configuraciones, pantalla táctil
ZPrinter 850 Con mayor volumen y velocidad
Mojo 3D Stratasys Máquina low-cost por 9900$ de alta
precisión

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
30
Objet
Adquiere Stratasys
2012
Objet 30Pro Máquina económica multimaterial (7
diferentes) precisión de 28micras
Perfactory Micro Envision Tec Pequeña máquina con resolución de 1
micra
Tabla 1. Visión histórica AM
2.3.- Fases.
Aunque existe gran variedad de procesos diferentes en la fabricación aditiva,
todos ellos siguen un mismo patrón en cuanto a sus fases. En una visión rápida se
podría dividir el proceso en dos fases fijas y una ocasional a saber:
1. Fase de digitalización: correspondiente a las operaciones realizadas
con el fin de conseguir el modelo .stl para que se pueda proceder a
la comprensión por parte de la máquina de AM, todo el proceso de
creación de la pieza en modelo CAD 3D. También se agrupan aquí
las tareas de ingeniería inversa si se ha requerido.
2. Fase de fabricación: se correspondería con el proceso en el que la
máquina está haciendo físicamente las capas del producto. También
se considera parte de esta fase las labores de emplazamiento de la
pieza y, si procede, concepción y/o fabricación de soportes.
Esta fase puede ser directamente la última si la pieza no precisa de
una retirada de soportes o un acabado superficial mejor al ofrecido
por la máquina.
3. Fase de acabado: se agrupan aquí los procesos de finalización de la
pieza que agrupa tanto labores por exigencias de acabado superficial
como la extracción de los soportes. En algunas ocasiones incluso un
vaciado y un posterior rellenado con un material como cobre u
operaciones térmicas para una mejora de las propiedades de la
pieza.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
31
Seguidamente se redacta de forma más detallada lo que sería el proceso de
fabricación, se pueden entender las fases como las tres citadas anteriormente o como
las expuestas a continuación:
- Primeramente se pasa por la fase de concepción del producto como en
cualquier otro proceso productivo. En este caso la concepción del producto se ha de
plasmar no en un plano en 2D como es habitual sino en un modelo de CAD en tres
dimensiones. Este modelo 3D es la figura final y se genera con un software como
puede ser Rhinoceros, AutoCAD, Catia, etc. Pero también se puede realizar este paso
con un proceso de ingeniería inversa. Estos procesos parten de una pieza física para
hacerle un escaneado tridimensional que se transforma en una nube de puntos y,
mediante métodos de ingeniería inversa, finalmente en un modelo CAD.
Ilustración 1. Concepción de modelo 3D.
- Una vez obtenida de una u otra forma el modelo CAD se transforma éste en
una malla formada únicamente por triángulos que se ajusta a las superficies
concebidas; este proceso hace que la información en un principio ajustada a
tangencias, radios, límites, etc. se transforme en una información matemática que sólo
contempla esos triángulos interrelacionados y la posición de sus vértices (cualquier
plano se puede definir por tres puntos, de ahí el modelo triangular). Este formato se

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
32
conoce como .stl (proveniente la abreviatura de Stereolithography, estereolitografía,
el que se puede considerar como precursor del resto de métodos de fabricación 3D) y
puede trabajar bajo un formato binario o ASCII; el código ASCII tiene el
inconveniente de que ocupa un mayor espacio. En este tipo de formatos también es
posible incluir la información de color.
Ilustración 2 triangulación de superficie
Debido a la gran cantidad de triángulos que se generan en el archivo formato
.stl el tamaño del fichero se amplía considerablemente, por lo que un fichero .stl
puede ser miles de veces mayor que el CAD original. Esta cuestión está directamente
relacionada con la precisión que se requiera; mayor precisión, mayor número de
triángulos y, en definitiva, un mayor tamaño del archivo. También está relacionada,
obviamente, con la complejidad presente en el modelo CAD. Es una tarea
imprescindible comprobar y corregir la malla de triángulos para evitar posibles
errores en la fabricación.
Un punto a tener en cuenta al trabajar con este tipo de formatos es que la
modificación de parámetros es bastante complicada ya que toda la información
geométrica se ha perdido para cambiarla por información matemática, para ello es
preferible regresar al fichero CAD 3D. Actualmente hay software capacitado para
realizar y modificar diseños de una forma parecida a la que se encontraría en un
software de CAD 3D.
- En la siguiente fase se emplaza virtualmente el objeto en un espacio, que es
la réplica del volumen de trabajo que tiene la máquina de AM, hasta orientar la pieza
correctamente. Una vez orientada la pieza se puede proceder al posicionamiento de
estructuras de soporte en zonas que sean de voladizo ya que no se puede hacer que
solidifique el material en el aire. Es uno de los problemas que tienen alguno de los

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
33
procesos de AM. Generalmente se dispone de software dedicado al diseño de estos
soportes, los cuales se integran en el fichero .stl original para poder proceder a la
siguiente fase.
Ilustración 3. Emplazamiento de piezas y soportes. - A continuación se puede dar el paso de “capear” toda la pieza a partir del
modelo .stl, aquí se obtienen capas tanto de la pieza como de los soportes. Estas
secciones se realizan a un espesor de capa determinado según la precisión que se
necesite; este rebanado o slicing se hace en la totalidad de la pieza desde la posición
inferior (posición definida en el paso anterior).
Como en otras fases de fabricación aquí también intervienen determinados
software concebidos para esta tarea. Es en esta fase donde se fundamentan los
procesos de fabricación aditiva, gracias a este paso se consigue simplificar una
geometría 3D en un apilamiento de geometrías 2D (aunque obviamente la capa tiene
un cierto grosor, puede considerarse despreciable frente al resto de medidas) es la
transformación de una ardua tarea en una sucesión de tareas sencillas (ya que la
complejidad geométrica se reduce a la creación de contornos cerrados en los que hay
o no material).
Se debe aclarar que en el transcurso de esta operación se pierde cierta
información asociada a la geometría; esto es debido al grosor de capa. El hecho de

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
34
realizar una capa implica que el borde de cada capa sea vertical, por lo tanto cualquier
geometría que no sea completamente vertical respecto al corte no se reproducirá con
su forma original sino que se formará mediante un escalonado de capas. Este
escalonamiento será tanto más acusado cuanto menos inclinación respecto a la
horizontal presente el plano.
Ilustración 4 elipse seccionada (a menor espesor de capa mayor precisión geométrica)
- La última fase en la fabricación es la realización de las operaciones por la
máquina de AM, este proceso se realiza de diferentes formas según la tecnología
aditiva elegida, pero todas ellas siguen el mismo proceso a la hora de fabricar: se crea
la capa y a continuación se adhiere a ella la inmediatamente superior una tras otra
hasta la completa fabricación del objeto.
-Tras este proceso se retira la pieza junto con los soportes fuera de la cuba de
fabricación. Los soportes se cortan o arrancan y, de haber lugar, se recoge el material
de aporte no empleado. Una vez “limpia” la pieza se puede llevar a cabo un
postprocesado en que se le dará el acabado superficial requerido, un tratamiento
térmico, un infiltrado de material de aporte,…según los requerimientos especificados
por el cliente o uso final.
2.4.- Clasificación de técnicas aditivas.
Como en cualquier ámbito, cuando se habla de una clasificación hay que fijar
una característica en la que centrarse para poder diferenciar los aspectos a catalogar
teniendo un mismo criterio.
Una forma de clasificar los procesos de fabricación aditiva podría ser teniendo
en cuenta el material que se usa, separando de esta forma materiales poliméricos,
céridos, metales,…

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
35
También se realiza en ocasiones una clasificación en la que se tiene en cuenta
el propósito de las piezas que se fabrican, es decir, su aplicación; de esta forma se
diferenciarían los procesos destinados a la realización de moldes (RC, Rapid
Casting), prototipos (RP, Rapid Prototyping), punzones o cavidades para máquinas
(RT, Rapid Tooling) y productos finalizados (RM, Rapid Manufacturing). Esta
clasificación algunas veces se ve modificada introduciendo el Rapid Casting en la
categoría de Rapid Tooling.
Otra forma más de llevar a cabo la clasificación es desde el punto de vista de
cómo se lleva a cabo el aporte de material. Esta clasificación es de las más utilizadas
al hablar de procesos de fabricación aditiva.
- Lecho en polvo:
- Sinterizado Láser Selectivo (SLS) o EBM (electro beam melting)
- Sinterizado térmico de polímeros.
- Impresoras 3D (3DP).
- Lecho Líquido:
- Estereolitografía (SL).
- Inyección:
- Deposición de hilo fundido (FDM).
- Polyjet.
- Boquilla:
- Revestimiento láser (Laser Cladding).
También existen métodos de fabricación aditiva no contemplados aquí ya que
trabajan con la adición de láminas de papel o cartón que se van cortando y pegando.
A parte de estas clasificaciones hay una que llama especialmente la atención
ya que tiene en cuenta dos puntos de vista diferentes para la agrupación de los
procesos de fabricación aditiva. Se tiene en cuenta por una parte el método de aporte
de material, y por el otro, la forma de aporte de energía. Esta forma de clasificar los
procesos puede dar una información extra que no se contempla en otros tipos de
clasificación referida a la rapidez del proceso. En primer lugar se clasificarán en
punto, línea y lecho según el método de aporte de material:

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
36
- Punto: en este caso se usan sistemas que aportan el material punto a punto.
Se podría asemejar a un plotter; el mecanismo que aporta el material se mueve gracias
a un sistema de dos ejes que se desplaza en la zona de trabajo, pudiendo describir
trayectorias rectas o curvas en un plano xy.
- Línea: estos sistemas van aportando el material en líneas o conjuntos de
puntos alineados gracias a inyectores con múltiples canales. El aplicador efectúa
barridos a lo largo de la zona de trabajo depositando material donde se requiere
(selectivamente) gracias a la coordinación de esa multitud de canales que funcionan
independientemente.
- Lecho: se trata de una aportación de material en exceso; se añade material en
una cantidad igual al espesor de capa que rellena toda la superficie de trabajo para,
posteriormente, ser consolidado únicamente en las posiciones requeridas. Estos
sistemas disponen de un “recoater”, que puede variar siendo una cuchilla, una tolva,
un rodillo,…, gracias al cual se aportan y/o alisan las capas de material sobrante. Son
denominados habitualmente sistemas de lecho completo.
Como se ha indicado anteriormente se tendrá en cuenta la forma de aporte de
energía. El aporte de energía es de vital importancia ya que tras la fabricación de una
capa se lleva a cabo una segunda, tercera, etc. hasta acabar la pieza por completo;
esas capas han de estar sólidamente unidas ya que las características mecánicas de la
pieza dependen en gran medida de ello. Además la calidad final también está
estrechamente relacionado con este aporte energético, así como otro tipo de
características como porosidad, resistencia eléctrica,…
- Sistemas 0D: la energía está condensada en un único punto. De esta forma la
consolidación depende de un solo punto que tiene que moverse por toda la superficie
que está destinada a formar la pieza propiamente.
- Sistemas 1D: en este caso la energía se transmite en forma de líneas que van
variando su longitud según se va haciendo el barrido.
- Sistemas 2D: se trata de la consolidación del material de una misma capa de
un solo golpe, en una sola operación. Se pueden diferenciar dos tipos de sistemas 2D,
a saber: en un sistema de lecho completo la energía se presenta en forma de máscara;
en cambio, en un sistema en el que se ha depositado el material selectivamente se
aplica a toda la capa, ya que no hay material sobrante como en lecho completo.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
37
Este aporte de energía se suele realizar de dos formas diferentes: mediante
calor, que permite la fusión de metales y termoplásticos así como la polimerización
de ciertos plásticos, o mediante radiación ultravioleta, con lo que se consigue un
proceso de curado de materiales fotosensibles (generalmente polímeros).
Existe un elemento común a todos los sistemas, éste es el encargado del
movimiento de la superficie de trabajo una distancia igual al espesor de capa. El
material que corresponde a la primera capa del objeto se adhiere sobre una plataforma
en sistemas de aporte selectivo, en sistemas de aporte masivo (lecho) se cubre la
plataforma enteramente. Esta “plataforma de construcción” desciende el espesor
correspondiente a la capa después de realizar la primera. Debido a esta característica
las piezas tendrán unas dimensiones máximas correspondiendo con el área de la
plataforma así como la carrera máxima que ésta puede recorrer. Se trata de un
elemento que debe disponer de una altísima precisión ya que un error minúsculo
puede repercutir de manera bastante visible en el resultado final de la pieza (cuantas
más capas, mayor error se recoge) y además está el factor del peso de la pieza, más
acentuado en sistemas de lecho completo ya que todo el volumen de trabajo está lleno
de material, llegando en algunos casos a representar un peso de varias toneladas.
Como se mencionó antes, mediante la combinación del método de aporte de
material y el método de aporte de energía se puede uno hacer a la idea de la rapidez
del proceso; lógicamente un aporte de material punto a punto será más lento que uno
en línea y lecho, y un aporte de energía punto a punto (0D) será más lento que uno de
línea (1D) o de máscara (capa completa, 2D) Lógicamente si se realiza un aporte de
material en lecho completo no se puede realizar un aporte de energía desfocalizado;
en cambio, la realización de la capa por medio de un aporte de material de manera
selectiva hace que se pueda utilizar una fuente de energía desfocalizada.
El coste de una máquina de AM está directamente relacionado con la fuente
de energía a utilizar así como con los sistemas de posicionamiento; y, por otra parte,
la precisión y reproducción geométrica de la pieza tienen que ver con la calidad de los
sistemas que posicionan el material en la situación deseada y los que aportan la
energía necesaria en cada posición. Por lo tanto a mayor calidad de máquina mayor
calidad en los resultados, como era de esperar.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
38
Según esta clasificación doble se puede realizar un cuadro como el mostrado a
continuación para encuadrar las diferentes tecnologías aditivas. Se aclara que en este
informe se tendrán en cuenta los procesos principales de AM.
Aporte de material
Punto Línea Lecho
Aport
e de
ener
gía
0D (punto)
Laser
Cladding,
FDM
-
SLA, SLS,
EBM,DMLS,
(SLM, Laser
Cusing)
1D (línea) - Polyjet 3DP, MLS
2D (capa
entera) - - DLP, SMS
Tabla 2. Clasificación AM
A continuación se exponen uno a uno los procesos mencionados en el cuadro:
- Laser Cladding (revestimiento láser, punto 0D): este tipo de tecnologías
se pueden ver como una evolución de los procesos de soldadura. La fabricación del
objeto se lleva a cabo mediante una boquilla que alimenta la instalación con el
material a fundir (pudiendo ser en forma de polvo o de varilla) de forma que se
posiciona en el lugar requerido según los criterios de diseño. En ese mismo punto se
aplica la energía en forma de láser o plasma intensa y concentradamente. Al ponerse
en contacto el material con la energía proveniente de la fuente éste se funde sobre la
base (primera capa solamente) o la capa anterior y se solidifica de forma
prácticamente inmediata. Al tener tanta intensidad la fuente de energía se debe
proteger el resto de la estructura construida para evitar deformaciones; esto se
consigue gracias a la proyección de una atmósfera de gas inerte en las inmediaciones
del punto de fusión. Este proceso fue concebido en un primer momento para la

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
39
reparación de piezas de gran tamaño, también es usada para mejorar las propiedades
mecánicas así como para dar una mayor resistencia a la corrosión a piezas metálicas.
Estos procesos no siempre se componen de las mismas partes móviles por lo
que cabe diferenciar tres tipos:
Cabezal móvil y mesa fija: dispone de un cabezal que puede moverse
en determinadas direcciones, pero presenta limitaciones a la hora de
realizar geometrías difíciles.
Cabezal fijo y mesa móvil: se trata de un cabezal de alimentación en
posición vertical hacia abajo fija, con lo que la mesa de construcción
está anclada a un cabezal móvil que permite describir las diferentes
geometrías. Se trata de un sistema en el que la parte móvil además es
la que sujeta todo el peso de la pieza por lo que la mesa ha de tener alta
precisión y resistencia.
Cabezal y mesa móviles: es la composición más acertada para la
realización de piezas con intrincadas geometrías, más esto se traduce
en un aumento de la complejidad en el ámbito de programación ya que
son dos partes móviles a controlar. En estos casos se debe hacer un
estudio para decidir de cuánta movilidad se precisa por parte de la
mesa y cuánta por parte del inyector.
Las limitaciones que se encuentran en este tipo de procesos son las mismas
que se encuentran en un proceso de soldadura habitual ya que básicamente es una
soldadura punto a punto automatizada. Estos procesos se encuadran en fabricación
aditiva ya que, aunque no se realizan capas de adición iguales o similares una encima
de otra, sí es cierto que el proceso consta de la adición de material en los lugares
donde se requiere y que el aporte de material se realiza por capas aunque no sea de
una forma continua.
El laser cladding es la mejor forma de realizar revestimientos en una
superficie sin importar su geometría, ya que aumenta la vida útil de la pieza en 6 o 7
veces la original.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
40
Las partes de piezas realizadas mediante este tipo de procesos no tienen
ninguna fisura ni porosidad, al fundirse adquieren una gran compactación.
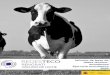
A continuación se muestra una imagen de un proceso habitual de laser
cladding en el que se está añadiendo un reborde al eje de un engranaje cónico
helicoidal.
Ilustración 5 Laser cladding. Cortesía de GNClaser
En la siguiente ilustración se muestran diferentes formas de aporte de material
según una varilla (wire) en el apartado a); mediante chorro de polvo en el apartado b);
chorro de polvo y doble inyector simétrico al láser c); y un cabezal con sistema de
refrigeración e inyector de gas inerte d). Resulta lógico pensar que el cuarto sistema
es el que proporciona unos resultados de mayor calidad, ya no solo por poseer un
inyector cónico coaxial al láser, sino porque además dispone de un sistema de
refrigeración para evitar el calentamiento y obstrucción de los inyectores, así como
otro conducto para inyectar gas inerte y evitar la propagación del fundido en las áreas
próximas al punto exacto.
Ilustración 6 Diferentes inyectores laser cladding

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
41
- FDM, Fused Deposition Modeling (modelado por deposición de
fundición, punto 0D): en este método se pasar un hilo de termoplástico por el
interior de un inyector calefactable (generalmente se usa ABS, pero es posible la
fabricación con termoplásticos diferentes variando la temperatura del cabezal así
como con determinadas ceras, como son las destinadas a la formación de patrones).
Este proceso se comercializó por primera vez en 1991 por parte de la casa Stratasys
que alimentaba su máquina con ABS. El termoplástico en cuestión avanza a lo largo
de la boquilla calentándose hasta llegar a su fusión, seguidamente se deposita sobre la
mesa o capa anterior adhiriéndose a ella por estar fundido y solidificándose por la
mera diferencia de temperaturas.
Una característica de este tipo de procesos es la posibilidad de elegir colores
diferentes; existen máquinas con diferentes cabezales, cada uno de ellos con una
carga de hilo plástico de diferente color y/o propiedades.
En el caso del FDM existe la posibilidad de que en ocasiones sean necesarias
estructuras de soporte por la presencia de voladizos. Estos soportes obviamente están
realizados con el mismo material que el resto de la pieza, esto hace que al realizar la
extracción de dichos soportes queden marcas en la pieza definitiva. Como se ha
mencionado antes, existen máquinas de FDM en las cuales se puede realizar una
pieza con materiales diferentes; por ello el ingenio ha dado con una solución para
esos soportes: en vez de realizarlos con el mismo material se fabrican con uno de
propiedades diferentes. De esta forma se realiza una fabricación selectiva y la
eliminación de material de soporte es más fácil. Un aspecto a tener en cuenta a la hora
de realizar estructuras de soporte es que si se fabrica un soporte en una cavidad éste
ha de ser extraído posteriormente, por lo que si se realiza una oquedad interior el
soporte se quedará en su interior. Se ilustra en la siguiente página lo descrito:

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
42
Ilustración 7 FDM selectivo. Cortesía de custompartnet.
Como muestra el esquema la máquina dispone de dos bobinas diferentes (la de
color claro corresponde al material en el que se realizarán las partes de soporte y la de
color oscuro se identifica con el material de fabricación de la pieza propiamente
dicho). Como se observa se dispone de un cabezal de extrusión doble en el que se
integran los dos hilos de material que son dirigidos mediante unas ruedas conductoras
hacia el licuador (liquifier, lugar donde se producen las altas temperaturas para la
fusión del material de aporte) para finalmente salir por el inyector.
El punto débil de estos procesos es el hecho de que son bastante lentos en
comparación a otras técnicas de fabricación aditiva; también la calidad superficial
está limitada si se asemeja a otros procesos. Las piezas finalizadas tienen un tacto
más bien rugoso.
- Polyjet (línea 1D): en el caso de la máquina Polyjet se hace uso de una serie
de resinas líquidas que son sensibles a la radiación ultravioleta. Esta tecnología fue
desarrollada en Israel en el año 2000 bajo en nombre de “Quadra” por la empresa

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
43
Objet Geometries, el nombre hace pensar en el número cuatro, el número de
inyectores que posee precisamente. La novedad es la inclusión de 384 boquillas en
cada inyector. Cada boquilla deposita resina líquida fotosensible. Dispone de un
cabezal móvil según los ejes xy de alta precisión, lleva a cabo una impresión similar a
la que se da en una impresora de chorro de tinta convencional: un movimiento de
derecha a izquierda y varios barridos de arriba a abajo; la mesa de fabricación
también dispone de alta precisión ya que cada capa de material tiene un espesor
aproximada de unos 16 micrómetros. Este cabezal móvil está equipado con unos
emisores de luz ultravioleta a cada lado del cabezal con lo cual instantes después de
realizar la deposición de material éste solidifica.
Además de este gran número de boquillas también dispone de otras boquillas
integradas en el cabezal principal con material que se usará para las estructuras de
soporte. Estas boquillas realizan la deposición de material al mismo tiempo que el
resto por lo que la capa fabricada se puede componer de resinas diferentes. Los
materiales usados para realizar las estructuras de soporte suelen tener un grado de
dureza bajo (materiales blandos) para que su extracción sea más fácil, ya sea
mediante un método manual o con chorro de agua. Como se ha dicho anteriormente
estos procesos de incorporación de soportes con materiales diferentes al del modelo
permiten que prácticamente no se advierta la anterior presencia de soportes en la
pieza.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
44
Ilustración 8. Cabezal de Polyjet y esquema (derecha). Cortesía de undoprototipos.com y objet.com.
En el esquema de la derecha se pueden apreciar los dos tipos de material
empleados (“support material” referido al material de soporte, y “model material”
referido al material de la pieza en sí). Este proceso consigue un acabado de gran
calidad pudiendo realizar paredes de un grosor aproximado a 0.5 milímetros. Es
debido a esta gran precisión por lo que se utiliza para realizar piezas de pequeño
tamaño y/o gran nivel de detalle, asimismo tiene gran repercusión en la fabricación de
patrones para moldes. El acabado que presentan las superficies es ligeramente rugoso.
Se debe de informar de la aparición en 2008 de una máquina de fabricación
multimaterial. Presentada por la misma casa (Objet Geometries) la novedosa Polyjet
Matrix introduce una diferencia que radica en lo siguiente: las combinaciones de
materiales descritas anteriormente se referían a los de la pieza final y las estructuras
de soporte; en este caso se habla de que la pieza final disponga de varios materiales
en su composición a parte del destinado a estructuras de soporte. Esta tecnología no
solo proporciona una composición multimaterial sino que además permite la mezcla

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
45
de estos diferentes materiales en proporciones variables, esta diferenciación permite
un cambio progresivo en las propiedades de la pieza final según los requerimientos
especificados. Se podría usar un material rígido en una zona destinada a soporte, y un
material flexible en una zona que esté expuesta a golpes por ejemplo. De igual forma
es posible que interese realizar partes del objeto con materiales transparentes y otras
opacas. Todo ello se realiza sin la necesidad de adherentes ni sistemas de sujeción
entre los distintos materiales.
- SLA, Stereolithography (estereolitografía, lecho 0D): es considerada esta
tecnología como la pionera en cuanto a lo que el prototipado rápido se refiere. Hubo
una primera patente en el año 1986, elaborada por Chuck Hull; pero la primera
máquina fue lanzada por 3D Systems, empresa norteamericana, en 1987. Mediante
esta tecnología se puede trabajar con resinas en estado líquido (pudiendo variar su
composición para variar las propiedades del objeto final según la necesidad). Este
tipo de resinas han de ser fotosensibles a la luz ultravioleta ya que el fraguado se
realiza mediante el uso de un láser. El láser posee movilidad en un plano xy, de forma
que va dibujando, por decirlo así, las zonas que deben convertirse en parte de la pieza.
Este proceso se lleva a cabo, recordando la clasificación, mediante aporte de material
en lecho completo; esto quiere decir que toda la superficie no afectada por el haz láser
seguirá presentando las propiedades habituales del polímero. En este caso el polímero
se encuentra en una cuba de fabricación en estado líquido. En el fondo de la cuba se
encuentra, al igual que en los anteriores procesos de fabricación, la plataforma de
construcción que descenderá una distancia equivalente al espesor de capa (las capas
suelen presentar un grosor de unas 100 micras). Tras el descenso de la plataforma de
fabricación se debe rellenar el espacio que ha quedado vacío con más material de
aporte, por lo que existe un nivelador o “recoater” que se encarga de, una vez
rellenado con polímero líquido el espacio, eliminar el exceso de material. Este exceso
se crea debido a la viscosidad de las resinas líquidas, la eliminación de este paso
supondría una mala reproducción del modelo CAD 3D concebido en un primer
momento.
A continuación se presenta un esquema de un proceso de estereolitografía
típico. El rayo láser pasaría a través de unas lentes para conseguir la potencia deseada

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
46
y llega hasta un espejo. El espejo es la parte móvil del sistema de solidificación, que
oscila describiendo las trayectorias en el plano de fabricación previamente enrasado
por el recoater (Sweeper). Tras finalizar la pieza generalmente se limpia con alcohol
la superficie para eliminar restos de resina líquida. Posteriormente se suele realizar un
curado con luz UV ya que la pieza se encuentra en “estado verde”, no posee las
propiedades mecánicas requeridas.
Ilustración 9. Proceso SLA. Costesía de custompartnet.com
Es la tecnología más antigua y la más difundida igualmente. Este tipo de
máquinas permiten la fabricación de piezas con geometrías de alta complejidad y
pequeño espesor en multitud de resinas diferentes, éstas presentan por tanto distintas
propiedades (biocompatibilidad, opacidad, flexibilidad,…). El acabado superficial de
las piezas es equiparable al que se conseguiría con un centro de mecanizado. Un
punto desventajoso para estos procesos tiene que ver con la naturaleza de estas
resinas ya que su exposición continuada determinadas fuentes de radiación, como por
ejemplo la solar, hace que se produzca un proceso de curado continuo que se hace
notar de forma inmediata en las características mecánicas de la pieza. Para evitar
posibles fallos en el proceso de fabricación de un objeto las principales características

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
47
que se deben tener en cuenta a la hora de escoger el fotopolímero se podrían resumir
en las siguientes:
Alta reactividad a la radiación láser.
Viscosidad estable y controlable.
Limitada volatilidad.
Limitada toxicidad.
Baja contracción.
Bajo nivel de energía de activación.
Alta reactividad a la radiación láser.
Buenas propiedades mecánicas después de la polimerización.
Dependiendo de la geometría de la pieza es posible que se precise de
estructuras de soporte como sucede en otros procesos. El sistema de lecho completo
hace que los soportes sean del mismo material que el resto de la pieza por lo que la
extracción de los mismos deja una marca que hay que lijar posteriormente. Otro
aspecto importante en estos procesos, ya que no se llega a un curado completo de las
piezas, es el conocimiento de la cantidad de material que pueden soportar las capas
inferiores sin deformarse.
El tamaño de la pieza está restringido al tamaño de la cuba, pero en la
actualidad existen máquinas, como la Materialise proveniente de Bélgica, con un
entorno de trabajo de 2100 x 700 x 800 mm.
Ilustración 10 Figura humana en máquina Materialise.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
48
- SLS, Selective Laser Sintering (sinterizado láser selectivo, lecho 0D):
esta tecnología tiene su primera aparición corre por parte de la Universidad de Texas
a finales de los ochenta (aunque la patente pertenece a Ross Housholder y está
fechada en 1979). Gracias a la Universidad de Texas se funda la empresa DTM
Corporation que comercializa su primera máquina en 1992 (esta empresa será
posteriormente absorbida por 3D Systems). Esta tecnología se desarrolla en Europa, y
más concretamente en Alemania, en 1994; la empresa EOS GmbH (Electro Optical
Systems) lanza al mercado su primera máquina SLS, la EOSINT-P. Desde su
aparición en 1989 no ha parado de crecer; su primer lanzamiento fueron unas resinas
fotosensibles en 1990, y, actualmente, esta empresa puede considerarse líder mundial
en el campo del sinterizado.
Es un proceso es muy parecido a la estereolitografía. Se utilizan polímeros en
polvo que son sensibles a la luz proveniente de un láser, este láser suele usar CO2 es
ajustado para fundir el material. El rayo láser, al igual que ocurría en el proceso de
estereolitografía, es dirigido hacia el punto exacto de fusión por medio de un espejo
que oscila según la posición demandada, dibujando cada capa.
La cuba de fabricación dispone de otras dos cubas más a cada lado rellenas
con material de aporte; cada vez que la plataforma de fabricación (Build piston)
desciende el nivel correspondiente a una capa, la plataforma de aporte (powder feed
piston) se eleva para que un recoater cilíndrico (Leveling roller) extienda una nueva
capa de polvo polimérico sobre la cuba de fabricación. La doble plataforma de aporte
es una idea para que el posible material de aporte sobrante tras el barrido del recoater
vaya directamente a formar parte del material de aporte del lado opuesto; con cada
capa fabricada el recoater hace el recorrido en sentido contrario al anterior,
aprovechando el material de aporte de cada plataforma. Esquema del proceso en
siguiente página, ilustración 12.
Tras concluir la fabricación de la pieza la cuba debe pasar por un proceso de
enfriamiento que no puede ser brusco de ninguna manera, un enfriamiento brusco
produciría deformaciones en la pieza de la misma forma que sucede en una inyección
de plástico. Es una desventaja de este proceso de fabricación ya que el enfriamiento
puede requerir un tiempo de enfriamiento próximo al que se ha empleado para la
fabricación, un duro golpe en detrimento de la productividad del sistema.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
49
Ilustración 11. Esquema SLS. Cortesía de custompartnet.com
Por otro lado, hay que señalar también que el hecho de fabricar con
este lecho en polvo hace que sea posible una fabricación “aérea”. Con esto se quiere
decir que, a diferencia de los procesos descritos anteriormente, en SLS no es
necesaria la inclusión de estructuras de soporte ya que el propio polvo de polímero es
lo suficientemente consistente como para aguantar el peso de una capa. Por lo tanto,
gracias a esta característica, se eliminan todos los defectos asociados a la aparición de
estructuras de soporte como es el caso de oquedades con geometrías intrincadas;
aunque no se puede lograr un espacio interior hueco, ya que éste se encontraría
repleto de material polimérico en polvo. Por ello se puede considerar el proceso de
SLS como el sistema que reproduce de una manera más fiel el concepto de tecnología
de fabricación aditiva en cuanto a ventajas. Esto le confiere un sitio asegurado en
aplicaciones reales de fabricación en serie, permite la fabricación de innumerables
geometrías como mecanismos, muelles, elementos roscados,…
En este tipo de procesos se ofrecen grosores de capa de 100 micras,
aunque ya existen máquinas, como la presentada por Electro Optical Systems (EOS)
en 2010, con una altura mínima de capa de 60 micras. El acabado superficial de las

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
50
piezas no es tan rugoso como en FDM, pero tampoco se asemeja a la calidad
prácticamente de fresado que posee la estereolitografía.
Interesa describir algunos de los polímeros. Suelen ser poliamidas,
generalmente la poliamida 12, polímeros disponibles en la naturaleza en el caso de la
lana o la seda, pero también de origen artificial a base de incluirles materiales como
fibra de vidrio o carbono, aluminio, etc. con características específicas: las hay
resistentes como el nylon, de muy alta resistencia a tracción como el kevlar, de alta
resistencia al fuego y con capacidad de reflejo del sonido de alta frecuencia e
incremento de las frecuencias medias y bajas en el caso del nomex,… Un polímero de
particular importancia es el PEEK, que tiene un elevado precio. Este material, poliéter
éter ketona, tiene una alta resistencia a altas temperaturas pudiéndose fabricar un
extrusor, recubierto con PEEK, del mismo material que el que se desea extruir sin que
el extrusor se desvirtúe. También en el sector médico de implantología es usado por
sus propiedades sustituyendo huesos y piezas dentales. Es apropiado para la
fabricación de rodamientos, anillos para los cilindros, válvulas, etc. así como para
aplicaciones en espacios con UHV, vacío ultra alto (presión<10-7 Pa; Patm=101300
Pa).
Otra forma de fabricación se trata de usar el polímero como aglutinante
de polvo metálico (pequeñas esferas de de metal unas 100 micras de diámetro); la
pieza finalizada se expone a temperaturas superiores a 900 ºC fundir el polímero y
reemplazarlo con una colada de bronce u otro metal para la mejora de propiedades.
Ilustración 12 Bloque motor fabricado por SLS

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
51
- EBM, Electro Beam Mealting (fusión por haz de electrones, lecho 0D):
la empresa que está detrás de esta tecnología es ARCAM con origen en Suecia, su
primera máquina con esta tecnología fue desarrollada en 1997. El proceso EBM está
diseñado para la fabricación de piezas metálicas, y es bastante similar a un sinterizado
láser, pero la fuente de energía es en este caso un cañón que bombardea electrones a
una velocidad próxima a la de la luz. Cuando el haz de electrones choca contra la
superficie de polvo metálico desprende su energía en forma de calor que hace posible
la fusión del polvo metálico. Esta potencia de haz de electrones se dirige mediante
campos electromagnéticos, gracias a la supresión de espejos en el sistema se
consiguen estas altas velocidades. El lecho que contiene la cuba de fabricación está
formado por metal en forma de polvo, las partículas tiene un tamaño que varía entre
la 45 y 100 micras. Como las partículas de polvo metálico poseen esta dimensión tan
reducida al impactar el haz de electrones con tanta fuerza parte de la energía se
transforma en energía cinética; lo que implica que las partículas producen una
pequeña nube de polvo alrededor. Esta situación limita la fabricación de pequeños
detalles, en otras palabras, la cantidad mínima de polvo a emplear en cada fusión está
limita. De la misma manera que en el resto de manufacturas en lecho de polvo, la
fusión por haz de electrones necesita un recoater para repartir una delgada capa de
material de aporte sobre la plataforma de fabricación y las sucesivas capas fabricadas.
En el caso de ciertas piezas se puede necesitar un soporte para que la pieza pueda ser
fabricada correctamente, esto es necesario cuando se ha de evacuar una cantidad de
calor en exceso por la potencia de incidencia del haz de electrones. Los soportes
posteriormente se retirarán por lo que es conveniente situarlos adecuadamente; es
decir, si la pieza va a tener que mecanizarse después de finalizada en alguna zona,
sería favorable añadir el soporte en esa zona para no tener que mecanizar otras partes.
Antes de comenzar cada capa y después de que el recoater realice su función,
la capa de polvo metálico se precalienta mediante el haz de electrones, dependiendo
del material usado tendrá una u otra temperatura; este precalentamiento es importante
por dos motivos: en primer lugar gracias a ello se consiguen eliminar posibles
tensiones residuales generadas en la pieza durante la fusión del polvo, sin tensiones
residuales el objeto final enfriado no diferirá geométricamente del recién construido.
Y en segundo lugar, gracias a este precalentamiento la masa de polvo se encuentra en

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
52
un estado de semisinterizado, con lo cual se presenta la gran ventaja comentada
anteriormente para los procesos de SLS: no se requieren estructuras de soporte.
Todo el proceso tiene lugar al vacío y gracias a ello es posible trabajar con
aleaciones de aluminio o titanio de gran pureza. Además de estar al vacío, la cámara
de fabricación se encuentra precalentada, como se comentó anteriormente, a unos 600
– 800 ºC. Esto otorga unas mejores características mecánicas a las piezas fabricadas,
pero por otro lado obliga a respetar un tiempo de enfriamiento para que se pueda
retirar el material que sobre así como las mismas piezas; esto supone una limitación
en la productividad. Otra limitación que se ha de tener en cuenta es que, debido a las
características del proceso, sólo se pueden emplear materiales conductores.
Contra estas desventajas la empresa ARCAM ha desarrollado una nueva
tecnología denominada MultiBeamTM
. Esta tecnología cambia el modelo para pasar
de 0D a una producción en 1 o 2D indistintamente; su ventaja radica en la utilización
de métodos electrónicos para dividir el haz de electrones en multitud de haces de una
menor potencia. De esta forma se pueden fundir varias zonas al mismo tiempo con
una cantidad de energía controlada en cada punto. Al disminuir esa nube de polvo de
aporte se consigue una mayor calidad en lo que al acabado superficial y detalle se
refiere sin que la productividad se vea afectada.
Ilustración 13. Proceso de fabricación de una capa mediante MultiBeamTM (precalentamiento,
perfilado y finalización)
- SLM, Selective Laser Melting (fusión laser selectiva, lecho 0D): en 1992
la empresa estadounidense DTM (posterior 3D Systems) lanza la primera máquina de
fabricación láser selectiva. Dos años más tarde, en 1994 en Alemania, la empresa
Electro Optical Systems (EOS GmbH) lanza su propia máquina de SLM. En estos
procesos se hace uso de una arena o material cerámico conjuntamente con un ligante.
De esta forma el láser solamente funde el ligante, sin afectar a las partículas de arena

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
53
o cerámica, por ello el distintivo de proceso “selectivo”. Con este método únicamente
se pueden conseguir piezas en estado verde, no finalizadas. Aunque las piezas con
arena como material pueden ser usadas como machos de fundición directamente.
El proceso es muy similar a cualquiera de lecho en polvo ya que simplemente
se dispone de un láser, un juego de lentes y espejos para dirigir el rayo láser, un
recoater para nivelar la superficie y aportar material y una cuba de fabricación para
contener la pieza y el material sobrante.
A parte de la arena y materiales cerámicos, DTM también aplica esta
tecnología con el uso de polvos metálicos y ligante; las piezas verdes obtenidas son
sometidas a un tratamiento de calor en el que se consigue un curado de las estructuras
metálicas y la eliminación del ligante. El resultado es una pieza de estructura metálica
y porosa. Este esqueleto metálico se vuelve a rellenar con materiales como el bronce,
así se consigue una pieza con una composición de dos metales diferentes. Como se
puede imaginar el resultado no es muy satisfactorio ya que aumentando el nivel de
operaciones se aumenta la posibilidad de imprecisiones y además se alarga el proceso
de forma significativa. Por ello la fabricación SLM evoluciona hasta que se introduce
por parte de la europea EOS GmbH el proceso DMLS descrito a continuación.
- DMLS, Direct Metal Laser Sintering (Sinterizado metálico láser directo,
lecho 0D): como se ha explicado anteriormente, la empresa alemana EOS GmbH
desarrolla en los mismos años 90 un proceso en el que el ligante y el material de
aporte son ambos metales. Esto se consigue gracias a la variación de los puntos de
fusión por las diferentes propiedades de cada material. La máquina realiza una mezcla
homogénea del ligante (que puede ser bronce por ejemplo dado su bajo punto de
fusión) y el metal de aporte (por ejemplo acero o níquel). Se aplica una capa con el
recoater y se procede al fundido. La capa quedaría “dibujada” en bronce, pero esta
capa de bronce encierra a su vez partículas de acero. Con esto se elimina el paso de
eliminación del ligante no metálico, supone un ahorro de tiempo importante así como
una ganancia en la precisión.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
54
Ilustración 14. Proceso de fabricación DMLS
Pasados unos años la empresa alemana presenta al mercado una nueva
generación de máquinas en las que se dispone de un láser de estado sólido (su fuente
de radiación procede de un sólido como por ejemplo Rubí o Neodimio) y método
óptico (supone que el material sólido es excitado mediante una fuente óptica
convencional, lámparas u otros lásers). Esta radiación gracias a la longitud de onda
que posee, se introduce en metal provocando su fusión. Gracias a este avance se
puede fabricar con aleaciones habituales como aceros inoxidables, aceros de
herramienta, aleaciones al cromo o titanio, aluminio, hastelloy (aleación para
aplicaciones en ambientes con alta corrosión y temperaturas, es una superaleación).
Las piezas resultantes tienen unas propiedades muy similares a la que se conseguirían
con un proceso no aditivo con el mismo material de fabricación. Esta tecnología
tiene el apelativo de DMLS por parte de la empresa Electro Optical Systems, pero
mantiene otro nombre para otro grupo alemán Concept Laser GmbH, denominándose
Laser Cusing.
En este tipo de procesos se puede conseguir un grosor de capa de alrededor de
40 micras con lo cual los resultados tienen una gran precisión respecto al modelo
inicial. Un inconveniente de este tipo de proceso es la necesidad de soportes para la
sujeción de la pieza, el soporte de posibles voladizos y la evacuación de zonas con
posibles sobrecalentamientos para la reducción de tensiones internas en la pieza.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
55
Estos soportes al estar realizados con el mismo material de la pieza son difíciles de
extraer y suponen un aumento significativo en el coste de pieza por el
postpreocesado, pulido, y demás operaciones que se puedan necesitar.
- 3DP, 3D Printing (impresión 3D, lecho 1D): el término de 3D printing está
ligado a multitud de tecnologías diferentes. En este documento se entiende como una
fabricación mediante lecho y solidificado en línea (1D), pero en ocasiones se
encuentran tecnologías que varían su nombre (por ejemplo tecnologías designadas
como “rapid manufacturing” que pasan a denominarse “3D printing”) sin variar un
ápice la tecnología. Esto es debido al atractivo que suscita el término; en el ámbito
del mercado da a entender que este tipo de tecnologías son simplemente algo tan
sencillo, fácil y limpio como una impresora habitual de papel, aunque pudiendo
reproducir las impresiones en tres dimensiones.
La primera empresa en desvelar este tipo de fabricación aditiva fue la
estadounidense Z Corporation (ahora propiedad de otra empresa estadounidense, 3D
Systems desde Enero de 2012) en 1995 gracias a la tecnología del MIT
(Massachusetts Institute of Technology). La empresa estadounidense Extrude Hone
lanza su máquina 3DP en 1999 y las alemanas Buss Müller Technology Voxeljet
Tech GmbH en los años 2000 y 2005 respectivamente.
El nombre dado a esta tecnología no sorprende para nada cuando se descubre
que se trata básicamente de la misma usada en una impresora; las impresoras 3D usan
inyectores habituales en impresoras de chorro de tinta. Obviamente el material que
ostentan estos cartuchos no es tinta, sino que es un aglutinante líquido el cual se va
depositando en las posiciones deseadas sobre el lecho de polvos contenido en la cuba
de fabricación. Tras la deposición del material aglutinante el recoater con forma de
rodillo distribuye una nueva capa de material. Cuando el recoater distribuye la
siguiente capa el material aglutinado previamente tiene un alto grado de humedad, lo
que hace que parte del polvo superficial se fije parcialmente. Se trata de composites
con propiedades completamente diferentes según la necesidad.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
56
Ilustración 15 Proceso de 3DP. Cortesía de custompartnet.com
Con estas tecnologías Z Corp. (3D Systems) ofrece grosores de capa de 100 a
90 micras por lo que, aunque no sea un grosor exagerado, no ofrece tanta resolución
como otros procesos de fabricación aditiva. Las piezas obtenidas, aunque sean
composites de alto rendimiento, no tienen propiedades mecánicas comparables a los
metales por ejemplo, aunque hoy en día poseen propiedades nada envidiables. Pero
por otra parte este sistema cuenta con la ventaja de ser bastante rápido, generalmente
unas 4 capas por minuto. Otra de sus ventajas es la incorporación de cartuchos con
color. Inicialmente supuso la impresión de objetos en 3 dimensiones con colores
diferentes pero sin una mezcla de los mismo; actualmente disponen de un sistema de
cuatricromía (lo que supone el uso de colores cian, magenta, amarillo y negro para
conseguir la tonalidad deseada). La superficie de las piezas resulta con un acabado
rugoso.
- MLS, Micro Light Switches (micro conmutadores de luz, lecho 1D): este
proceso no tiene un recorrido histórico lejano ya que su primera aparición fue
prácticamente en 2009. El lanzamiento corresponde a la empresa Huntsman que
cuenta con un gran reconocimiento en todo el mundo por su tecnología Araldite, la

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
57
cual está bajo el mando de 3D Systems. Véase de izquierda a derecha y de arriba
hacia abajo el sistema Micro Light Switches. La carcasa que contiene todo el sistema
de luz, partiendo de un cableado de fibra óptica controlado digitalmente se lleva la
señal hasta cada punto (16 puntos distribuidos en dos filas paralelas, cada punto
contiene 5 hexágonos con 500 puntos de luz independientes). En total el sistema
dispone de 40000 micro obturadores.
Ilustración 16. Sistema MicroLightSwitches. Cortesía de Huntsman.com
Los obturadores, que actúan de forma independiente, forman una máscara
lineal que va recorriendo la superficie a una velocidad constante. Los materiales
utilizados en este caso son resinas, la cuba de fabricación se rellena con un lecho
líquido de resina por lo que es necesario el uso de estructuras de soporte, lo que
supone un necesario postprocesado para eliminarlas así como todos los
inconvenientes anteriormente descritos. Las propiedades de las resinas, al igual que
los composites, limitan su uso en determinadas aplicaciones donde intervienen
mayormente materiales metálicos.
Por otra parte, el acabado superficial es liso y se consiguen grosores de capa
de 50 micras y nivel de detalle plano de 10 micras; aunque cuanto mayor sea la
precisión requerida la velocidad de barrido será tanto menor.
- DLP, Digital Light Processing (máscara DLP, lecho 2D): la alemana
Envision Tec no es la empresa pionera en este sector ya que en 1991 la empresa

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
58
israelí Cubital presenta su tecnología Solid Ground Curing, que se basaba en una
máscara de rayos UV para la solidificación de materiales fotosensibles. Envision Tec
lanza en 2001 su primera máquina de solidificación por máscara de polímeros
acrílicos, pero hasta 2004 no llega la tecnología de Texas Instruments, una empresa
especializada en fabricación de proyectores, lentes y espejos de reducidas
dimensiones y alta resolución. Cada pixel contiene un cuadrado de 16 microespejos,
con este sistema un proyector puede conseguir un total de 1024 tonalidades diferentes
en un solo pixel. Esta tecnología hace posible controlar la potencia de luz a aplicar en
cada pixel en el caso de requerirlo la pieza. Utiliza resinas fotosensibles en estado
líquido que se acumulan en una cuba de fabricación. Se dispone de dos tipos de
proceso DLP diferenciándose en el sentido de movimiento de la plataforma de
fabricación.
La denominada Perfactory trabaja en sentido contrario al resto de procesos
antes descritos, con esto se quiere decir que la plataforma de construcción tras la
creación de una capa asciende en vez de descender. Gracias a esta distribución no es
necesaria la presencia de un recoater. Una máscara de luz es proyectada en el fondo
de la cuba de fabricación para solidificar una capa, a continuación la plataforma de
construcción se eleva el equivalente a una capa, dejando el grosor de la misma en
estado líquido para la siguiente exposición a la máscara de luz. Se debe tener en
cuenta que el fondo de la cuba de fabricación es completamente transparente ya que
sino no sería posible la proyección de la máscara. Como ya se ha comentado, estos
sistemas no disponen de recoater; ello es debido a que la zona a exponer a la luz se
encuentra sumergida en el líquido, por lo tanto no es necesario un nivelado.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
59
Ilustración 17.Perfactory, cortesía de EnvisionTec.com
Por otra parte la PerfactoryXtreme y Xede también incorporan la tecnología
de Texas Instruments pero en este caso la fabricación se realiza el sentido contrario
(lo que se podría conocer como el sentido habitual de construcción, o por lo menos el
más extendido). El proceso es básicamente el descrito anteriormente para otros
procesos de lecho; tras la exposición a la luz ultravioleta una nueva capa es
distribuida por un recoater. La diferencia radica en que la exposición de luz se hace
sin la necesidad de un barrido, se proyecta la imagen correspondiente a la capa sobre
la superficie de tal forma que se consiguen velocidades de unas cinco capas por
minuto, el tiempo de fabricación sólo depende del número de capas dejando apartado
el factor que se refiere a la cantidad de material que se precisa solidificar en cada
capa.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
60
Ilustración 18.PerfactoryXede, cortesía de EnvisionTec.com
Con estas tecnologías se consiguen unos acabados superficiales lisos y
grosores de capa de hasta 25 micras y una precisión xy de unas 75 micras, gracias a la
resolución de 2400 x 1920 pixeles.
A parte de estos procesos también es interesante hacer referencia a los
procesos LOM (Laminated Object Manufacturing) así como a las impresoras D-
SHAPE:
- LOM, Laminated Object Manufacturing (fabricación por laminado de
objetos): esta tecnología fue desarrollada por la empresa norteamericana Helisys en
1991; inicialmente se concibió para la fabricación mediante láminas de papel aunque
actualmente trabaja con láminas de materiales diferentes. En el año 2000 Helisys cede
su tecnología a la japonesa Toyoda y unos meses más tarde el inventor del LOM
(Michael Feygin) anuncia la creación de una nueva empresa llamada Cubic Tech.
Con este sistema se consiguen grosores de capa de hasta 50 micras y altas
velocidades de fabricación. Dispone de una bobina de alimentación y otra de recogida
con el material de aporte enrollado en las mismas. Una vez posicionado el material un
rodillo calefactado recorre la superficie para aplicar presión sobre la capa anterior y
pegar la nueva (la lámina de material de aporte presenta su base impregnada con un
termoplástico que, al pasar el rodillo caliente, se funde contra la parte superior de la

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
61
anterior capa). Durante esta fase la plataforma de fabricación se eleva ligeramente
para aumentar la presión incidente entre las capas y el rodillo. Un láser corta la
superficie dibujando la silueta de la capa y, una vez acabada, la plataforma de
fabricación desciende el equivalente a una capa separando el recorte del rollo de
material y dejando cabida a la nueva capa. La nueva capa se reparte gracias al avance
de las bobinas que contienen la plancha de material.
Ilustración 19. Proceso LOM, cortesía de custompartnet.com
- D-SHAPE (lecho 1D): esta tecnología sigue la forma de fabricación descrita
por en impresoras 3D, pero con la peculiaridad de que usa un lecho en polvo de arena.
Esta empresa tiene sede en el Reino Unido y el resultado de sus productos tiene un
gran parecido a la piedra, con unas características mecánicas similares al mármol. La
arena utilizada tiene una serie de ligantes para la consolidación de la arena. Fue
inventada por el italiano Enrico Dini.
Otra gran peculiaridad de este tipo de impresoras es su superficie de trabajo;
se trata de una enorme máquina que permite construcciones de 6 x 6 metros en el
plano xy por una altura de hasta nueve metros. Debido a este gran volumen de

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
62
fabricación se podría hablar de una máquina de fabricación aditiva para la
construcción de edificios. Por otra parte destacar que esta fabricación permite realizar
multitud de objetos en un material parecido al mármol que anteriormente eran
inconcebibles, se presenta la posibilidad de fabricar mecanismos en “piedra”. La
superficie final presenta un color grisáceo con un veteado atractivo a la vista debido a
las sucesivas capas. El acabado final resulta con precisiones de 10 milímetros, lo cual
en una superficie de 36 metros cuadrados es una nimiedad. Otro punto a favor es
precisamente la fabricación en lecho ya que se tornan innecesarias las estructuras de
soporte, el polvo tiene la suficiente consistencia como para sostener las capas.
Existe una diferencia reseñable respecto a las impresoras 3D referido a la
parte de los cabezales; no se usan cabezales estándar de impresión sino que en este
caso un brazo recorre toda la superficie linealmente. Este brazo posee un gran número
de electroválvulas que se activan selectivamente depositando el ligante con base
acuosa.
Ilustración 20. Figura "Radiolara" mediante D-SHAPE, cortesía de d-shape.com

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
63
2.5.- Ventajas.
Como se ha comentado anteriormente la fabricación aditiva permite la
construcción de prácticamente cualquier objeto que se pueda reflejar en un modelo
CAD 3D. A pesar de la posibilidad de complicar la geometría en un alto grado ello no
repercute en un encarecimiento del proceso. En un proceso convencional de
fabricación la adición de geometrías intrincadas se traduce en una planificación de
fabricación difícil, un mayor número de operaciones, así como la posibilidad de
necesitar de la actuación de más de una máquina. Todo esto conlleva un mayor gasto
en mano de obra, utillajes, tiempo,… en definitiva, un encarecimiento del valor final
del objeto.
La fabricación aditiva permite variaciones de grosor a lo largo de paredes, la
posibilidad de fabricar canales internos en piezas macizas, geometrías con grandes
irregularidades, etc. Además gracias a los procesos de digitalización 3D se pueden
conseguir productos con gran ergonomía. Todos estos problemas geométricos en
métodos convencionales se solucionan mediante la adición de mecanismos, partes
divididas, aproximaciones,… Además los procesos de fabricación aditiva pueden,
simplemente, realizar geometrías imposibles para otros procesos de fabricación. Esta
ventaja se extrapola a todas las fases de la fabricación industrial: en primer lugar para
el desarrollo de nuevos productos gracias a la posibilidad de materializar el diseño en
un prototipo. También en la realización de piezas como moldes y patrones para el
sector de la matricería. Y asimismo se pueden realizar productos finalizados.
Las principales ventajas asociadas a la fabricación aditiva (AM) respecto a
otro tipo de procesos se pueden agrupar en las siguientes:
- Gran facilidad para realizar geometrías complejas: es a simple vista la
ventaja más evidente de todas. Gracias a esta cualidad lo que en un proceso
convencional supone un encarecimiento del producto en fabricación aditiva no lo
supone en ningún lugar. Además en ocasiones una mayor complejidad puede incluso
suponer un abaratamiento del producto, esto puede sonar raro pero se puede ilustrar:
se supone, por ejemplo, un modelo de anatomía como un cráneo, si ese cráneo se
realiza con todas sus cavidades (hueco para el cráneo, cuencas de los ojos, cavidades

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
64
nasales,…) será más barato que uno en el que no se hayan tenido en cuenta todas esas
geometrías, ya que supone un ahorro de material correspondiente a esas cavidades.
Esta peculiaridad en la infinidad de formas fabricables hace posible una
reinvención en el diseño de todo lo concebido bajo criterios de comportamiento del
producto; es decir, existen objetos fabricados de una determinada forma por la
imposibilidad de realizarlos de otra, o simplemente geometrías que se sabe son
preferibles a otras pero debido a una simplificación por el abaratamiento no se llevan
a cabo. Se abre un amplio abanico de creatividad ante los ingenieros y diseñadores sin
las limitaciones de los sistemas convencionales bajo el lema de “si se puede dibujar,
se puede fabricar”.
A tener en cuenta especialmente es el tema relacionado con las geometrías
fractales (formas geométricas que se repiten a escalas diferentes formando un
complejo). La importancia de estas geometrías radica en un mayor acercamiento a las
formas presentes en la naturaleza, permitiendo un aligeramiento de material y
optimizado de la funcionalidad; es la base de muchos sistemas biológicos. Nombrar
aquí la investigación TERMES, en la cual se estudia al detalle la geometría de los
termiteros. Este proyecto intenta descifrar el secreto innato que guardan las termitas
bajo los grandes termiteros que se exponen a grandes cambios de temperatura y, sin
embargo, mantienen unas propiedades ambientales interiores prácticamente
invariables. Mediante escaneados de la zona y reconstrucciones con tecnologías
aditivas se pretende proyectar un termitero y analizarlo; esta investigación supone un
paso importantísimo contra los sistemas artificiales de ventilación basándose en la
naturaleza. La investigación tiene aquí un campo muy prometedor que puede
desembocar en una revolución en el concepto de fabricación y usos de los productos.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
65
Ilustración 21. Estructura fractal, cortesía de treehugger.com
- Aligeración de productos: al poder construir los objetos capa a capa se
presenta la posibilidad de integrar geometrías internas a las piezas. De esta forma se
pueden variar piezas macizas, ya sea para aligerar peso o ahorrar material; a parte de
la fabricación de estructuras internas también está la posibilidad de crear piezas con
densidades diferentes. La creación de formas huecas en una fabricación convencional
se lleva a cabo habitualmente con técnicas de moldeo; este tipo de procesos requieren
de una detallada planificación de la disposición del molde y sus partes, colocación de
mazarotas y extracción de la pieza finalizada. También se pueden conseguir este tipo
de piezas mediante otros métodos con el inconveniente de que se precisa un posterior
ensamblaje de todas las partes que componen el objeto final, por lo tanto se deben
planificar las partes de que constará la pieza, el método de ensamblaje así como un
cuidado dimensional especial en las zonas de unión.
A la hora de fabricar aditivamente estas restricciones y complicaciones se
evaporan, un diseño CAD 3D se materializa sin ningún problema (aunque hay que
tener en cuenta, según el tipo de proceso aditivo usado, que es posible que sea
necesario incluir estructuras de soporte). Por lo tanto se pueden realizar piezas huecas
o con niveles de porosidad diferentes según las necesidades de la pieza. Por ejemplo
herramientas manuales o eléctrico-electrónicas fabricadas habitualmente por

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
66
fundición de manera que resultan macizas, estos diseños se tornan incómodos si
hablamos de herramientas de gran volumen, y su fabricación en materiales más
ligeros suele traducirse en un aumento del precio final; ahora bien, gracias a los
procesos de fabricación aditiva, las zonas menos solicitadas de una determinada
herramienta se pueden fabricar con el mismo material pero alta porosidad, lo que se
traduce en una disminución de peso, una ayuda para trabajos manuales tediosos así
como para la disminución del gasto energético de maquinaria al disponer de
estructuras aligeradas.
Ilustración 22. Aligeración de turbina, cortesía de mfginamerica.com
- Productos multimaterial: no todos los procesos de fabricación aditiva
presentan esta peculiaridad. Destacamos aquí la empresa pionera en este sector: Objet
Ltd. No solo se habla de modificaciones en la porosidad del material sino que se trata
de materiales completamente diferentes. Esto supone una ventaja en primer lugar si se
desea fabricar un objeto que debe presentar comportamientos diferentes según partes;
como es el caso de un teléfono móvil en el que la carcasa debe presentar una alta
rigidez y resistencia a impactos y, en cambio, el teclado ha de tener una cierta
flexibilidad. En el caso concreto del móvil además se elimina el paso del montaje
carcasa-teclado ya que se fabrican ambas partes a la vez. Supone una ventaja, en
segundo lugar, si en el proceso se requieren estructuras de soporte, ya que se pueden
fabricar éstas en un material diferente para que su extracción sea mucho más sencilla.
Se subraya aquí la aplicación al sector médico ya que permite fabricar
modelos prácticos con la diferenciación de texturas carne/hueso mediante el uso de

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
67
materiales con textura de silicona para la piel y otro con textura más dura que asemeja
el hueso. Además de la diferenciación de materiales, en el caso del hueso se puede
incluso asemejar la estructura interna a la de uno real por la ventaja comentada
anteriormente de la porosidad variable.
Ilustración 23. Objetos multimaterial, cortesía de objet.com
Existen procesos no aditivos de fabricación mediante los cuales se puede
hacer fabricación multimaterial mediante operaciones de sobremoldeo en las que se
realiza una cobertura a una pieza ya fabricada, pero hay determinadas geometrías
imposibles de fabricar con estos procesos y la zona de unión entre los diferentes
materiales habitualmente presenta problemas debido al desigual comportamiento de
los materiales.
Otras opciones habituales a esta fabricación multimaterial sugerirían el uso de
adhesivos o uniones, lo cual no puede considerarse una fabricación multimaterial
propiamente dicha.
- Innecesaridad de gestión de desechos: esta ventaja se desprende de la
naturaleza de los procesos de fabricación aditiva, ya que su principio es partir de una
cantidad de material cero hasta completar el 100% del material de la pieza, mientras
que en los procesos sustractivos se parte de material en exceso (más del 100% del de
la pieza) para poder, mediante la extracción de material, completar la pieza.
Todos los residuos generados en operaciones de arranque de material deben de
ser gestionados y eso supone un coste añadido; además las operaciones de taladrado,
desbastado, fresado, etc. precisan de líquidos refrigerantes como son las taladrinas.
Estos refrigerantes poseen entre sus componentes aceites, biocidas y metales pesados,

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
68
todos ellos tóxicos para el medio ambiente y/o para el personal encargado de
manejarlos, por ello están catalogados como Residuos Tóxicos y Peligrosos por el
Real Decreto 833/1988.
Así pues, la fabricación aditiva se puede concebir como una fabricación
“limpia”. En los procesos de lecho completo si es cierto que se parte de una cantidad
de material superior a la requerida, pero únicamente pasa a ser parte de la pieza el que
se agrupa; el resto del material es reutilizado ya que sus propiedades siguen estando
prácticamente intactas.
- Ergonomía: esta ventaja se desprende de la primera (la facilidad para realizar
geometrías complejas). Como prácticamente cualquier forma es posible sin que esto
suponga un encarecimiento en la fabricación, las piezas a fabricar pueden ser
modeladas con las formas anatómicas que se precisen. Se puede dar un paso más allá
y pensar en una fabricación 100% para el individuo; se ilustra con un ejemplo: se
supone un individuo que desea adquirir un artículo de dimensiones tan específicas
como pueden ser unos guantes, la mano se expone a un escaneado digital que
conforma una superficie. Después el modelado del guante se realizaría en base a esa
superficie consiguiendo de esta forma un artículo hecho a medida sin que ello
suponga un añadido de dificultad.
Llegados a este punto la curiosidad incita a pensar sobre cuántos artículos de
uso cotidiano no se hacen con forma ergonómica por el sobrecosto que esto supone
en un proceso de fabricación convencional.
- Producción directa de mecanismos: debido a que se pueden fabricar distintas
geometrías en una misma pieza, por ello también se pueden fabricar mecanismos
como podría ser un rodamiento incluyendo sus cojinetes y sus bolas, sin la necesidad
de un posterior montaje.
Una ventaja que se desprende de esta fabricación directa de mecanismos es la
reducción de errores de montaje ya que se eliminan procesos de ensamblaje y con
esto se reducen a su vez inventarios y manipulación de piezas intermedias al producto
final.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
69
Ilustración 24. Mecanismo de ruedas engranadas. cortesía de usminc.com
- Disminución del “time to market”: este tiempo de mercado se refiere al
intervalo temporal desde que un producto se concibe hasta que sale al mercado. Esta
fase tiene que ver con toda la fase de diseño y prototipado. La ventaja se presenta
debida principalmente a esa facilidad para la fabricación de prototipos, esto permite
un entendimiento directo entre los participantes en la concepción del producto; si
precisa modificaciones simplemente se ha de modificar el diseño CAD y fabricar de
nuevo. Y en el caso de fabricar no prototipos, sino el producto final, el time to market
se limitaría al tiempo destinado al diseño del producto exclusivamente.
- Innovación del campo de fabricación: haciendo referencia a lo comentado
anteriormente, la particularidad de poder fabricar utensilios con tal libertad en el
diseño sin importar el coste, hace posible la creación de multitud de nuevas
estructuras de usos todavía por descubrir. Se puede entender además como un
acercamiento de lo matemático y lo tangible, ya que se pueden representar modelos
matemáticos en formato digital (CAD) para posteriormente poder representarlos
físicamente de una forma fiel.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
70
Por otro lado también hay que destacar que el hecho de fabricar a partir de un
archivo digital permite cambiar muy fácilmente los parámetros del modelo en caso de
que fuese necesario por cualquier error cometido o modificación de diseño. Esta
operación se realiza de forma rápida y completamente digital. Pero en cuanto a
rapidez la principal ventaja es que ese modelo diseñado puede mandarse vía internet
al otro lado del globo para su producción inmediata, todo ello en unos segundos.
Asimismo, el almacenamiento de millones de modelos .stl puede realizarse de forma
ordenada y sencilla en una unidad de almacenamiento tan nimia como un pendrive
USB, evitando el problema del fin de existencias ya que mantener un diseño
descatalogado simplemente ocupa un pequeño espacio de la unidad de memoria USB.
Una aproximación más de la fabricación a las nuevas tecnologías.
Otra innovación se puede considerar la innecesaridad de utillajes en la
fabricación de un objeto. Una fabricación sin utillajes supone el ahorro en coste de la
elaboración del utillaje específico, el tiempo invertido en ello, operaciones de
mantenimiento e inspecciones. Y, de no poder prescindirse de utillaje (producción de
grandes series), las técnicas de fabricación aditiva hacen posible la obtención de
moldes, punzones,… con diseños complejos.
- Fabricación en series cortas: esto es tanto una ventaja como una desventaja
para estas tecnologías. La ventaja vendría en cuanto a que se permite producir
unitariamente sin un aumento en el coste de fabricación.
Igualmente esta característica va en detrimento de la fabricación aditiva ya
que por lo general los productos se fabrican en grandes lotes, y, aunque rápidas, las
tecnologías aditivas no son equiparables en productividad a los procesos tradicionales
de grandes cadenas de fabricación.
- Precios bajos para uso particular: se menciona aquí una impresora 3D de la
casa 3D Systems, nombrada “Cube 3D printer” la cual tiene un precio de lanzamiento
de 1300$. Ofreciendo una fabricación en material plástico reciclable de bastante
resistencia y un volumen de construcción de 14 cm3. Las capas presentan un grosor
de 0.25 mm, lo cual no es una alta precisión para determinados usos, pero el precio
parece bastante acorde a lo ofrecido.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
71
Esta posibilidad de adquirir tecnología aditiva abre las puertas a numerosos
diseñadores que deseen comunicar sus ideas con prototipos pudiendo fabricarlos y
modificarlos ellos mismos en su propio domicilio.
2.6.- Limitaciones.
Aunque sobre el papel las tecnologías aditivas parecen una opción mucho más
viable que los procesos de fabricación habituales, esto no se lleva a cabo en la
realidad. A continuación se especifican algunos de los puntos débiles de AM. Estas
limitaciones son las que marcan los retos de futuro para el sector de la investigación y
desarrollo tecnológico que se dedican a la fabricación aditiva, con lo que se quiere
decir que estos puntos débiles pueden considerarse temporales, salvables.
- La velocidad frente al acabado: se sabe que la velocidad es un inconveniente
general en todos los procesos de fabricación aditiva; además de ser una desventaja, la
velocidad condiciona en gran medida el acabado. Cuanto mejor se desee el acabado
superficial (en una misma máquina), más lento será el proceso. Este es uno de los
aspectos que más limita la expansión de AM en el sector de la industria.
Es muy fácil entender la relación entre la velocidad y el acabado: las piezas
fabricadas aditivamente están basadas en una serie de capas, el espesor de la capa es
lo que se nota como rugosidad en la superficie por lo tanto cuanto mejor acabado
superficial se desee, menor espesor de capa se requiere. Por lo tanto cuanto mejor
acabado superficial se quiera, mayor número de capas se deberán fabricar, lo que
hace que se ralentice el proceso.
En cuanto a lo que se refiere al acabado entendido como un postprocesado de
la pieza fabricada, decir que se encuentran problemas: el tacto arenoso del sinterizado
hace que las operaciones de acabado resulten muy abrasivas para la pieza
perjudicando su vida útil, también provoca un corte discontinuo de la herramienta;
además debido a lo complicado de las geometrías es difícil tarea sujetar la pieza y
postprocesar en el lugar requerido.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
72
- Restricción de tamaño: como se ha explicado anteriormente, el tamaño
máximo de las piezas está directamente relacionado con el tamaño de la plataforma o
cuba de fabricación. En la actualidad ya existen máquinas con tamaños máximos de
fabricación de unos 8 m3 en metal, e incluso otras como la D-Shape con un tamaño
máximo de 216 m3 en imitación pétrea. Este problema en tamaño máximo de pieza
viene impuesto por el tamaño de la máquina, por lo tanto el reto en este aspecto tiene
que ver con idear un sistema que permita fabricar una pieza de grandes dimensiones
sin que se necesite para ello una máquina exageradamente grande.
Además del tamaño máximo también existe una restricción en el tamaño
mínimo de pieza. Esta restricción se debe a factores como el diámetro mínimo que
puede solidificar un haz de luz láser sin afectar a partículas colindantes, el espesor
mínimo de la capa fabricada o el diámetro que presenta el material pulverizado (si el
grano es muy grueso es más fácil de manipular, pero se limita la calidad de detalle; y
si el grano es muy fino se aumenta la calidad del detalle, pero al ser mucho más
volátil se hace más complicada su manipulación).
- Materiales: existe una amplia gama de materiales para su uso mediante
técnicas aditivas pero dicha gama es mucho más pequeña a la existente en procesos
convencionales. Además de estas restricciones en tipo de material también es un
punto en contra el coste de los materiales; los materiales manipulados para su uso de
forma aditiva resultan más caros que sus similares en técnicas convencionales. Por
consiguiente, al ser la gama de materiales más escasa y la gama disponible más cara
que en otros procesos, hace que la expansión e implantación de AM sea más difícil.
Si la tecnología no se va instaurando el abaratamiento de los materiales no es posible
por la baja demanda.
Sin embargo también es cierto que, aunque un mismo material es más caro en
AM que en procesos convencionales, en AM no se desperdicia material por lo que
supone un ahorro que en ocasiones puede desembocar en un balance de precio/pieza
mejor que en otros procesos.
En el caso de usar materiales en polvo una característica en contra es su
manejo: la mayoría de las máquinas han de cargarse de material de aporte mediante
un operario, al igual que el material no usado el cual ha de cribarse para su

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
73
reutilización. En el caso de querer fabricar una pieza de diferente material en la
misma máquina, es necesaria una limpieza de todo el sistema (operación realizada
también por un operario).
- Extracción de piezas metálicas: cuando se lleva a cabo una la fabricación de
una pieza metálica en su plataforma de construcción la primera capa se encuentra
soldada a la misma. Una vez acabada la pieza se debe pasar a su extracción de la
placa; esta operación se realiza mediante un serrado de la superficie, acción muy
laboriosa. Conjuntamente se tiene el mismo problema cuando se van a extraer los
soportes de la propia pieza, estas estructuras no se fabrican macizas porque supone un
aumento de tiempo de fabricación así como un desperdicio de material. A la hora de
separar la pieza se usan métodos de mecanizado o serrado, esto infiere directamente
en el acabado final de la pieza y hace que sea necesario un estudio de la situación
óptima, grosor, inclinación,… de las estructuras de soporte para que el proceso sea lo
más económico y rápido posible sin afectar a la forma de pieza concebida
inicialmente.
Esta desventaja es más apreciable cuanto menor sea el tamaño de la pieza.
Además de tener un tamaño menor, es habitual fabricar varias piezas a la vez para el
abaratamiento del coste/pieza; por consiguiente la separación se hace mucho más
ardua pudiendo incluso equivocar la sección de separación por haber efectuado una
extracción deficiente entre conjunto fabricado y plataforma de fabricación.
- Nueva tecnología: al ser AM una fabricación, dentro de lo que cabe,
novedosa y no del todo extendida, se dispone de un conocimiento limitado. Se
entiende con esto una menor cantidad de informes, comparativas,… que analicen los
procesos de fabricación aditivos de una forma rigurosa. Un aspecto importante es
repetibilidad del proceso, en piezas metálicas se debe ahondar más en los efectos
térmicos de dilatación y compresión de la pieza final durante su fabricación y el
posterior enfriado, pudiéndose necesitar operaciones de sobredimensionado; algo
parecido al conocimiento que se posee en el sector de moldeado. De la misma manera
se encuentra este problema con las propiedades físicas como la elasticidad, tensión de
rotura, dureza,… que son propiedades con unos límites inquebrantables en depende

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
74
qué aplicaciones. Asimismo, como se comentó anteriormente, se posee un
desconocimiento en la materia de los soportes (densidad, posición,…). También el
comportamiento anisotrópico (conductividad, elasticidad, magnetismo, dilatación
térmica, pleocroísmo y cristalización) de los materiales es una asignatura pendiente si
tenemos en cuenta la posibilidad de fabricar piezas que posean diferentes densidades
en su cuerpo.
Por otra parte, aunque al diseñar un producto se realice libremente con un
software CAD, estos software están diseñados desde el punto de partida de una
fabricación sustractiva o de conformado; por ejemplo a la hora de fabricar una pieza
que contenga discontinuidades en su densidad el software de diseño no suele disponer
de una solución. A esto se le puede sumar la preparación mental de diseñadores de
ámbito industrial, que han sido instruidos desde los cimientos de los métodos de
fabricación convencionales, pasando seguramente por alto soluciones inconcebibles
para métodos sustractivos o conformativos.
- Productos multimaterial, reciclado: ya se ha mencionado anteriormente la
ventaja de poder fabricar productos multimaterial, pero esto a su vez tiene su
inconveniente y es que el reciclado se convierte en una difícil labor si ambos
materiales no son compatibles desde el punto de vista del reciclaje; y más si estos
materiales se encuentran en una unión mediante la variación de cantidad de uno u otro
material gradualmente.
- Costes con AM: aunque anteriormente se ha mencionado la ventaja de poder
disponer de una máquina de fabricación aditiva por un módico precio admisible para
un particular, cuando se habla de fabricación en grandes cantidades se despliegan
varios costes específicos de AM: una máquina de AM de altas prestaciones supone
una inversión considerable, a ello hay que sumarle el personal especializado en AM
para definir la estrategia de fabricación, el procesado y postprocesado y también el
mantenimiento de cabezales o láser.
- Difusión de modelos: al necesitar únicamente la fabricación aditiva de un
archivo .stl para poder crear una pieza, se hace necesario un control especial sobre la

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
75
difusión de ficheros. No es en sí una desventaja ya que permite una apertura al
mercado mundial de una manera muy sencilla gracias a las tecnologías de
telecomunicaciones; un simple click permite mandar en tiempo real un diseño para su
fabricación directa.
Con la extensión de las tecnologías aditivas se puede aventurar a pensar en
una compra vía internet de diseños por parte de usuarios particulares los cuales
dispongan de una máquina de fabricación aditiva. Ello implica tener que hacer una
revisión y control sobre las leyes de propiedad intelectual.
2.7.- Fabricación híbrida.
Se trata de una opción que aprovecha lo mejor de cada proceso de fabricación.
Como se ha dicho anteriormente, el acabado superficial que presentan los procesos de
fabricación aditiva no es tan preciso como el conseguido con procesos de rectificado
por ejemplo. Por otra parte se sabe que una pieza fabricada por tecnologías de
arranque de viruta genera un desperdicio de materia prima. Así pues, se podría
plantear un sistema en el que las tecnologías aditivas se encarguen de la fabricación
del modelo (sin necesitar excesos de material para su modelado) y el acabado
superficial corra por cuenta de tecnologías de arranque de viruta (mejorando el
acabado superficial generado aditivamente).
Los procesos de AM también se pueden aprovechar para el modelado de
punzones con geometrías complicadas que sean difíciles de producir de otra forma.
En el campo del moldeo también encontramos una interesante opción para
aplicar la fabricación híbrida. Ya se ha hecho referencia a esa ventaja específica de la
fabricación aditiva referida a la facilidad para realizar geometrías intrincadas, cosa
que habitualmente en procesos de moldeo es una opción poco viable por la dificultad
que supone. Aunque disponga de esta ventaja, la productividad de una máquina de
AM no es comparable a la que se podría conseguir con procesos convencionales. Por
lo tanto un aprovechamiento de ambas características ventajosas de ambos procesos
es lo propio. Se realizaría la pieza macho mediante fabricación aditiva, aprovechando
su facilidad para generar geometrías difíciles, y el proceso de llenado de moldes de
forma convencional, aumentando la productividad del sistema. Asimismo es posible

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
76
usar AM no para fabricar el macho, sino directamente para fabricar los distintos
elementos del molde, siendo más fácil la creación y montaje del mismo.
Por consiguiente, es importante realizar una comparativa entre procesos
convencionales y aditivos para solventar cómo fabricar una pieza de forma óptima. Se
han llevado a cabo estudios en los que se realiza una comparativa entre un proceso de
fabricación en inyección de plástico y uno aditivo generando las mismas geometrías.
Se muestran unas gráficas a continuación en las cuales se puede observar, desde el
punto de vista de los costes unitario y total en comparación con el volumen de
producción, las diferencias que presentan dichos procesos.
En la primera gráfica se hace referencia al coste total en función del número
de piezas. Se ve que en el comienzo la fabricación AM presenta la ventaja de no
necesitar molde, lo cual supone un coste inicial cero; en cambio, la inyección en
plástico precisa de un molde que supone un precio desde el que parte la recta. Por lo
tanto para un volumen de fabricación pequeño es conveniente usar procesos aditivos,
pero a la hora de fabricar en grandes cantidades la inyección sale más rentable. De
aquí se desprende un límite de producción Q por encima del cual es preferible
inyección y por debajo AM. A la vista del bajo coste de la fabricación de una pieza
mediante AM, y teniendo en cuenta que la recta de coste total de la inyección tiene
una pendiente menor, se debería usar AM para la creación del molde e inyección para
la producción (si es superior a Q) para un proceso óptimo. De esta forma se
conseguiría un abaratamiento de amplitud ΔQ comparando con la gráfica inicial. A la
hora de lanzar un nuevo producto al mercado se posee una gran incertidumbre acerca
de su aceptación en la sociedad, por ello una inversión en un molde podría suponer
importantes pérdidas si el producto no tiene gran aceptación.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
77
En el caso de la gráfica de coste unitario en comparación con el volumen de
producción, se observa que en el caso de la inyección de plástico la inversión inicial
es considerable, lo cual nos indica que no es apropiado para pequeños volúmenes de
fabricación; pero la curva hace que el abaratamiento transcurra de forma exponencial
hasta un coste mucho más pequeño a medida que se producen más unidades. En el
caso de la fabricación aditiva el coste unitario es siempre el mismo continuamente.
Así se llega a otro punto Q que marca el límite de unidades bajo las que un proceso
aditivo o de inyección es más económico.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
78
Además de los costes de producción también se ha de tener en cuenta otro
factor referido al valor del producto, y éste es el valor añadido. Las piezas generadas
mediante AM tienen un valor añadido mucho mayor que las fabricadas mediante la
inyección. Esto se debe a las posibilidades ventajosas de AM como personalización
de piezas, reducción de peso, mejora en el diseño, ergonomía,… Muchas de estas
ventajas no son apreciables a simple vista, por ello la creación de nuevos diseños
debe partir de cero y no de modelos fabricados convencionalmente, sujetos a
limitaciones, ya que de un rediseño no podría resultar una solución tan innovadora o
no convencional.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
79

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
80
3.- DESCRIPCIÓN DEL ANÁLISIS A REALIZAR.
3.1.- Introducción.
Con el fin de poder hacerse una idea de las ventajas y limitaciones de este tipo
de procesos de fabricación, se procede con una simulación de la fabricación una
pieza. Se trata de un intercambiador de calor aire-agua; en concreto un radiador
“honeycomb”, de estructura de panal de abeja. Esta pieza ha sido escogida por lo
laborioso de su fabricación mediante técnicas convencionales. Actualmente la
aplicación de este tipo de estructura hexagonal es usada en hornos metalúrgicos y, en
general, en procesos tecnológicos de disipación de altas temperaturas al aire (HTAC
technology). Estas aplicaciones precisan de un diseño en panal de abeja usando para
ello materiales cerámicos, pero sin una estructura interna hueca entre las celdillas.
Ilustración 25. Intercambiador de panal cerámico.
Los radiadores de panel de abeja comenzaron a usarse en la aeronáutica y la
automoción a principios del siglo XX, pero en la actualidad únicamente pequeños
fabricantes siguen creando este tipo de radiadores para usuarios que desean algo
diferente al resto, dando aire “retro” a flamantes automóviles de inspiración antigua.
El proceso de fabricación es laborioso y los resultados a efectos prácticos de
intercambio de calor no son mejores que los conseguidos con un radiador
convencional. En este tipo de intercambiadores el aire circula libremente por el

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
81
interior de unos orificios hexagonales mientras que una corriente continua de agua
envuelve interiormente los conductos. Existen dos diferentes formas de llevar a cabo
la fabricación de estos radiadores convencionalmente:
- mediante la fabricación de pequeños tubos individuales a los que luego se les
somete a un proceso de deformado en los extremos ensanchándolos y dándoles la
característica forma hexagonal. Posteriormente esos tubos se reúnen apilándolos y
sujetándolos con un soporte exterior. Para garantizar la estanqueidad del recinto por
el que fluye el líquido, se someten los extremos a un baño de soldadura que penetra
por capilaridad una porción de los mismos, dejando libre el paso interior entre tubos.
Ilustración 26. Radiador de panal Fiat. Cortesía de www.faculty.virginia.edu
- El proceso de fabricación usado por alguna empresa de radiadores en la
actualidad (como es el caso de la pequeña empresa australiana FTRS especializada en
radiadores para automóviles estilo “vintage”) se basa en el doblado de láminas de
metal que encajan para formar el entramado. Se incluyen procesos de doblado y corte
de chapa así como un proceso de soldado de las uniones entre planchas de chapa y el
soporte exterior. Es una fabricación de carácter artesanal en este caso. La mayoría del
proceso viene ilustrado con fotografías, y además se puede ver un resumen de todo el
proceso completo en dos vídeos disponibles en la página web del fabricante
http://www.ftrs.com.au/honeycomb/make_a_core.php.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
82
Ilustración 27. Maquinaria para el doblado de la chapa
Ilustración 28.Cizalla para el corte de la chapa
Ilustración 29. Unión de chapas por parejas.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
83
Ilustración 30. Apilado de las chapas formando el conjunto.
Ilustración 31. Conjunto después del soldado por inmersión.
Como se ha comentado anteriormente, el proceso de fabricación de este tipo
de radiadores es más laborioso (mediante técnicas convencionales) que el de
radiadores convencionales. Debido al coste de fabricación frente a los resultados
obtenidos, este tipo de radiadores ha caído en desuso, hay que añadir la dificultad que
presenta el soldado de todas las uniones entre tubos para garantizar la ausencia de
fugas. En el entorno de la fabricación aditiva la única dificultad reside en el diseño
CAD 3D del intercambiador, ya que no existen impedimentos geométricos a la hora
de realizar la fabricación física del elemento.
3.2.- Procesos a ejecutar.
A continuación se reflejan procesos que se deberían tener en cuenta, según el
tipo de fabricación, a la hora de producir el intercambiador íntegramente:
a. Desde el punto de vista de la fabricación convencional: precedentemente se
apuntaba a dos diferentes formas de llevar a cabo la fabricación del radiador
de panal de forma convencional: partiendo de tubos individuales y partiendo
de una plancha metálica.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
84
- Partiendo de tubos individuales: si se considera este método de fabricación
se deberían llevar a cabo una serie de operaciones que se detallan
seguidamente. En primer lugar la fabricación de los tubos que se podría
hacer mediante técnicas de fundición generando barras macizas para un
posterior punzonado para realizar el hueco, o mediante un doblado de una
chapa rectangular juntando ambos lados y soldándolos. Esos tubos,
fabricados propiamente o adquiridos a un tercero, se ensanchan en sus
extremos mediante un proceso de deformado con una matriz de forma
hexagonal. Simultáneamente se fabrica la carcasa exterior del radiador,
que constará de cuatro planchas de metal cortadas en sus extremos de tal
forma que encajen los tubos. Una vez obtenido el conjunto completo se
deben soldar todas y cada una de las uniones que existen entre los
hexágonos y la carcasa para garantizar la estanqueidad.
- Partiendo de una plancha: se debe señalar que mediante este método las
celdillas del panal están separadas por filas; es decir, el agua circula por su
interior de manera lineal sin rodear por completo los falsos tubos por los
que discurre el aire. Por otra parte, el proceso es menos laborioso que el
anterior siguiendo un proceso como el detallado a continuación: una chapa
enrollada en una bobina alimenta a una prensa que va dando forma a la
chapa, resultando de esta operación lo que sería el perfil de media fila de
celdillas. A continuación se corta a la medida de la longitud del radiador.
Se van uniendo las láminas de material por parejas mediante otra prensa,
formando de esta manera la cara superior e inferior de dos filas de celdillas
por las que circulará el aire. Entre ambas láminas se introduce una tercera
orientada al contrario, de tal forma que se crea una estructura con dos filas
de hexágonos. Estas estructuras se van apilando hasta completar la altura
del radiador, formando entre ellas los conductos por los que circulará el
agua. Se somete al conjunto a un baño de soldadura por ambas caras para
sellar los conductos; asimismo se deben soldar las juntas de cada extremo.
Una vez terminadas estas operaciones se arma y suelda la carcasa que
rodeará al conjunto.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
85
b. Desde el punto de vista de la fabricación aditiva: en el caso de procesos
aditivos las operaciones a realizar se resumirían en: primeramente hacer el
diseño CAD 3D del conjunto en cuestión. Ese modelo se pasa a formato .stl y,
con un software apropiado, se orienta la pieza apropiadamente para realizar el
dividido por secciones que efectuará la máquina. Se proyectan, de haber lugar,
las estructuras de soporte necesarias y se procede a la fabricación. Al finalizar
el proceso de fabricación se deben eliminar, si se ha realizado en lecho de
polvo, los restos de material que se hayan en la cavidad interior del radiador
por donde circulará el agua.
3.3.- Operaciones a realizar.
Para la fabricación del radiador partiendo de los tubos:
Pieza Nº piezas
Operación Máquina Utillaje
Tubo hexagonal
4511 Cortar tubo en unidades
Sierra
Ensanchar extremos Prensa -Sujeción tubo -Matriz hexagonal
Carcasa
Plancha lateral
2 Cortar a medida Sierra
Cortar silueta lateral Láser -Sujeción plancha
Doblar laterales Dobladora
Plancha inferior
1 Cortar a medida Sierra
Cortar silueta lateral hexagonal
Láser -Sujeción plancha
Cortar agujero salida de agua
Láser -Sujeción plancha
Doblar laterales Dobladora
Plancha superior
1 Cortar a medida Sierra
Cortar silueta lateral hexagonal
Láser -Sujeción plancha
Cortar agujero entrada de agua
Láser -Sujeción plancha
Doblar laterales

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
86
Conjunto 1 Ordenar tubos
Situar carcasa -Gatos de sujeción
Soldar unión de carcasa
Soldador -Gatos de sujeción
Soldar tubos y unión con carcasa
Baño de soldadura
-Gatos de sujeción
Eliminar escoria
Tabla 3. Procesos partiendo de tubos
Para la fabricación del radiador partiendo de una plancha:
Pieza Nº piezas
Operación Máquina Utillaje
Plancha Prensar con forma hexagonal
Prensa -Matriz
Cortar a medida Cizalla
Sellado de extremos Prensa
Insertar de 3ª plancha
Carcasa
Plancha lateral
2 Cortar a medida Sierra
Cortar silueta lateral Láser -Sujeción plancha
Doblar laterales Dobladora
Plancha inferior
1 Cortar a medida Sierra
Cortar silueta lateral hexagonal
Láser -Sujeción plancha
Cortar agujero salida de agua
Láser -Sujeción plancha
Doblar laterales Dobladora
Plancha superior
1 Cortar a medida Sierra
Cortar silueta lateral hexagonal
Láser -Sujeción plancha
Cortar agujero entrada de agua
Láser -Sujeción plancha
Conjunto 1 Ordenar y presionar planchas
-Gatos de sujeción
Situar carcasa -Gatos de sujeción
Soldar unión de carcasa
Soldador -Gatos de sujeción
Soldar tubos y unión con carcasa
Baño de soldadura
-Gatos de sujeción
Eliminar escoria

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
87
Tabla 4. Procesos partiendo de plancha.
En el caso de la fabricación aditiva:
Pieza Nº piezas Operación Máquina Utillaje
Conjunto 1 Modelado 3D
Ordenador Software diseño 3D
Pasar a formato .stl
Ordenador Software de modelado
Orientar y rebanar pieza
Ordenador Software de modelado
Fabricar en máquina
Máquina AM
Eliminar soportes y/o material no compactado
Pistola de aire a presión
Tabla 5. Procesos AM
Como se puede observar, el proceso de fabricación aditiva consta de un menor
número de operaciones a realizar, es un proceso más sencillo y, por lo tanto, se
asegura un menos número de posibles errores al fabricar.
En el caso de la fabricación partiendo de tubos, además de necesitar planos
previos (aspecto antes no tenido en cuenta), se ha de fabricar una matriz fabricada
específicamente para el ensanchado hexagonal de los tubos, también se debe tener
posesión de sierras para cortar las planchas de metal que formarán la carcasa
exterior, de una prensa para el ensanchado de los tubos (equipada con la matriz antes
descrita), una máquina de cortado láser o, en su defecto, una sierra que permita cortar
la silueta requerida y los orificios de entrada y salida del agua, un grupo de soldadura
para unir las piezas de la carcasa y ésta a los tubos y otro grupo de baño de soldadura
para garantizar la estanqueidad entre tubos.
Para la fabricación partiendo de plancha de metal también se precisa de los
planos correspondientes, una prensa con una matriz definida para dar forma a la
plancha de metal, una cizalla para cortar las planchas a la medida del radiador, una
prensa específica para el cerramiento entre parejas de planchas, una sierra para el
cortado de las planchas que formarán la carcasa así como una máquina de corte láser
para formar la silueta que encajará en los bordes del entramado hexagonal y los

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
88
orificios de entrada y salida de agua. Un grupo de soldadura para unir las juntas de la
carcasa y un equipamiento de soldadura por inmersión para el sellado de todo el
radiador por ambas caras.
Para la fabricación aditiva se debe disponer de un software de modelado en
3D para diseñar el radiador, un software apropiado para pasar el formato CAD a
formato .stl comprensible por la máquina en cuestión y, por último, la máquina de
fabricación aditiva conveniente, capaz de trabajar con material metálico (en este caso
aluminio).
Por otra parte, en el caso del proceso aditivo, se aprovechan las ventajas que
presenta este tipo de fabricación mediante la inserción de unas aletas que recorren los
conductos del aire desde un extremo al otro; por lo tanto el radiador de panal
fabricado aditivamente parte con la ventaja de una mayor eficiencia energética. No se
contempla la posibilidad de hacer esta misma modificación en los otros dos tipos de
radiador por la complejidad de esta operación, ya que se deberían fabricar placas
unidas por soldadura que se introducirían en todos y cada uno de los agujeros del aire
y además deberán soldarse a los orificios. La inclusión de este paso en los procesos
de fabricación convencionales supondría un gran aumento en el coste y el tiempo, que
echaría abajo directamente el plantear fabricar el radiador por estos procesos.
El material escogido para la fabricación es aluminio por su conductividad,
resistencia y baja densidad. La mayoría de radiadores se fabrican con este material o
aleaciones del mismo; también se usa cobre en algunos, pero tiene un precio más alto
que el aluminio ya que prácticamente lo cuadriplica. Empresas como Electro Optical
Systems u Optomec ofrecen fabricación en aluminio; en el caso de Electro Optical
Systems se ofrece la máquina EOSINT M280, con un grosor de detalle de 80 micras a
velocidad máxima. Por parte de la casa Optomec se ofrece la LENS 850R que trabaja
con una amplia variedad de metales y aleaciones. También la empresa esTechnology
ofrece maquinaria para el trabajo en aleaciones de aluminio con su gama M2
CONCEPT laser.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
89

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
90
4.- CRITERIOS DE ECODISEÑO.
4.1.- Introducción.
En el ecodiseño de un producto se incluyen todas las características de un
proceso de fabricación, y se analizan las fases del ciclo de vida del producto en
cuestión, teniendo en cuenta no sólo los criterios habituales como pueden ser el coste,
la funcionalidad, la calidad, el diseño artístico o la seguridad, sino también el impacto
ambiental que conlleva el producto. Se trata de un diseño destinado a la mejora, o
más bien el mantenimiento, del medio ambiente; definiendo impacto ambiental como
cualquier cambio en el medio ambiente, sea adverso o beneficioso, resultante en todo
o en parte de las actividades, productos y servicios de una organización.
De esta manera, los criterios a tener en cuenta en el ecodiseño se basan en el
menor “coste” para el medio ambiente y afecta a todas las fases habituales en un
proceso convencional de diseño de un producto; así mismo, está presente en el
proceso de desarrollo de la idea, en su concepción, se deben valorar los aspectos de
carácter medioambiental desprendidos de cada posible estrategia de fabricación
(metodología, materiales, residuos,…). De esta forma se puede incluso fijar un tope
en el impacto ambiental basándose en una técnica de cuantificación del daño
ambiental como es la de los ecoindicadores.
Tratando el medio ambiente como un criterio de mucho peso en el diseño del
producto o la mejora de uno ya existente se consigue una sostenibilidad en el proceso;
para ello se ha de llegar a un equilibrio entre los recursos naturales, las tecnologías
disponibles y el coste, se quiere decir que un producto ha de concebirse bajo estos
criterios teniendo en cuenta el medio ambiente (entendiendo por medio ambiente
como “el entorno en el cual una organización opera, incluyendo el aire, el agua, la
tierra, los recursos naturales, la flora, la fauna, los seres humanos y sus
interrelaciones”, según la norma ISO 14001) pero también satisfaciendo las
necesidades del consumidor.
También se debe definir el término aspecto ambiental, ya que es un dato de
partida fundamental para entender el ecodiseño. La norma ISO 14001 propone la
siguiente definición: “elemento de las actividades, productos o servicios de una

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
91
organización que puede interactuar con el medio ambiente”. Los aspectos ambientales
son los encargados de los impactos ambientales, se podría entender como causa-
efecto (aspecto-impacto). Para una mejor comprensión se adjunta un cuadro
explicativo con los aspectos ambientales más habituales así como sus consecuentes
impactos:
Tabla 6. Relación aspecto e impacto ambiental
Echándole un vistazo al cuadro se puede observar que hay determinados
aspectos ambientales que generan un mismo impacto ambiental y que también un
mismo agente ambiental puede derivarse en varios impactos ambientales; por lo
tanto, dependiendo de qué tipo de aspecto ambiental se varíe, diferentes impactos
ambientales se verán involucrados. Cada organización debería realizar este tipo
diseños con el fin de: reducir el gasto energético, minimizar en consumo de materias
primas, asegurar un fácil reciclado de sus productos, usar materiales inocuos para el
medio ambiente y los seres vivos, a ser posible, usar materiales reciclados y/o
reciclables además de biodegradables, reducir la degradación del medio ambiente,
evitar directamente el uso de determinados aditivos y materiales, reducir la
complejidad de los productos (menor número de piezas), disminuir la producción de
residuos, reutilizar o reciclar el producto tras completar su ciclo de vida por parte de
la empresa, disminuir la cantidad de materiales en un mismo producto, usar
ASPECTO AMBIENTAL
Consumo de material
Consumo de agua
Consumo de energía
Generación de emisiones atmosféricas
Consumo de sust. Peligrosas
Generación de residuos peligrosos
Generación de vertidos
Generación de ruido y vibración
Generación de residuos urbanos
IMPACTO AMBIENTAL
Efecto invernadero
Reducción capa de O3
Lluvia ácida
Smog
Contaminación de suelo
Disminución de recursos
Deterioro de salud
Contaminación del agua

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
92
materiales de fácil limpiado, reutilización y reparación, reducir la cantidad de
embalajes usados,… Teniendo como objetivo final el uso de materiales menos
impactantes, de fabricación más limpia y que tengan un impacto mínimo durante su
vida útil y al finalizarla (reciclado).
Por otra parte el consumo de materias primas sigue unas normas que fijan un
límite en cuanto a su consumo controlado:
- Las materias primas renovables no deben explotarse a un ritmo superior al de
su generación, lo cual es completamente lógico si uno se para a pensarlo.
- Los contaminantes no deben de producirse a una velocidad superior a la de
su reciclado o neutralizado ya que se llegaría a una saturación del medio ambiente.
- Los recursos no renovables no deben usarse en demasiados ámbitos,
sustituyéndolos por recursos renovables en cuanto sea posible.
Por lo tanto, las empresas deben realizar diseños sostenibles a lo largo del
tiempo sin que se comprometa la salud del medio ambiente, pero también
desempeñando la función para la que han sido llevados a cabo, todo ello evaluando el
daño que produce la creación, vida útil y reciclado del mismo. Del ecodiseño se
deprende que un producto se puede mejorar en niveles de impacto ambiental siempre
y cuando su diseño se pueda modificar; es decir, un producto completamente definido
no tiene la opción de ser mejorado mediante la implantación de un proceso de
ecodiseño.
4.2.- Factores motivantes.
Existen múltiples factores motivantes para la realización de un ecodiseño. Se
comenzará determinando los factores motivantes externos:
- El gobierno (regulación y legislación): se trata de adelantarse al
cumplimiento de una legislación susceptible de ser modificada en cualquier
momento, ya que, cada vez más, el medio ambiente es un factor a tener en cuenta.
Implantación de sistemas de etiquetado ecológico o ecoetiquetado ya sea de tipo I
(declara que el producto está certificado por un organismo independiente respetando
unos niveles medioambientales mínimos según la ISO 14024), tipo II (una
autodeclaración por parte del fabricante del producto a partir de la ISO 14021) o tipo

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
93
III (documento de declaración ambiental en el que la empresa muestra la información
de las prestaciones ambientales del producto gracias a un análisis del ciclo de vida del
producto, ISO 14025).
- El mercado: referido a la demanda de clientes; cada vez más existe una
creciente sensibilización de la opinión pública con temas de medio ambiente. Por una
parte los clientes industriales que declaran exigencias medioambientales a
suministradores, y por otra, los clientes finales que exigen criterios medioambientales
a los productos consumidos.
- Competidores: preguntarse qué está haciendo la competencia en relación a
este tema. Se sabe que el factor de medio ambiente afecta a una venta exitosa;
determinadas empresas deciden trabajar en ecodiseño tras comprobar las ventajas de
sus rivales.
- Sociedad: existen varios sectores interesados en la implantación de sistemas
que disminuyan en impacto ambiental de los productos como son organizaciones
ecologistas o simplemente organizaciones vecinales, aparte de iniciativas a nivel
estatal o europeo. Asimismo con la mejora del producto fabricado se consigue una
mejora de la imagen cara al público de la empresa.
- Organizaciones sectoriales: la pequeña y mediana empresa también ha de
seguir criterios de ecodiseño ya que en ocasiones se exigen criterios ambientales por
parte de asociados. Existe además apoyo al desarrollo de iniciativas innovadoras de
este tipo por parte de organizaciones que lideran proyectos de investigación.
- Suministradores: deben implantar avances tecnológicos que permitan una
mejora de la relación con el medio ambiente, examinando posibles innovaciones de
cara a productos. Asumir criterios de ecodiseño puede asegurar el éxito de proyectos.
A continuación se exponen los factores motivantes internos:
- Mejora de la calidad del producto: gracias a la implantación de un ecodiseño
se permite aumentar la calidad del producto en cuanto a funcionalidad, fiabilidad,
durabilidad y posibilidad de reparación. También supone aumento de la calidad
entendida como la calidad ambiental.
- Imagen mejorada: tanto la imagen del producto como la de la empresa se ven
mejoradas, gracias a un ecodiseño se ayuda a la difusión de forma correcta de logros
ambientales conseguidos en un mercado de “marketing verde”.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
94
- Reducción de costes: permite la reducción de costes a largo plazo gracias a
la optimización del consumo, pero también de manera inmediata reduciendo costes
directos.
- Innovación: gracias al desarrollo de nuevos conceptos de producto enfocados
desde puntos de vista diferentes, facilitando de esta forma la innovación. Y la
innovación desemboca en la concepción de sistemas alternativos al propio producto.
- Responsabilidad medioambiental: la responsabilidad recae en cada miembro
de una empresa, pero el interés por el ecodiseño ha de estar implantado desde la
cúspide de la empresa, de manos de la gerencia. Por parte de los empleados señalar
que el ecodiseño mejora la seguridad y salud laboral, aumenta la motivación y
gratifica el saber que se trabaja teniendo en cuenta el medio ambiente.
4.3.- El sistema de ecoindicadores (ecoindicator99).
El ecoindicador es una herramienta de uso sencillo con la que se refleja de
manera cuantitativa el impacto ambiental.
Su aparición corre por cuenta de una agrupación multidisciplinar de industrias
de diferentes sectores, centros de investigación independientes y el gobierno de
Holanda. Proponían como objetivo la evaluación del impacto ambiental debida a las
actividades industriales llevadas a cabo teniendo en cuenta como impactos la lluvia
ácida, la merma de la capa de ozono, el efecto invernadero, la disminución de la
biodiversidad en ecosistemas, la creación y smog y la disminución de recursos
naturales.
Llevado a cabo dicho estudio de evaluación, se obtienen varias tablas que
expresan mediante números el impacto ambiental en función de la cantidad o
volumen de cada material o proceso. Como unidad de medida se utilizan los
milipuntos (mPt) comparable únicamente consigo misma, pues es una medida propia
del sistema de ecoindicadores. El significado de estos milipuntos equivale a que un
punto (1Pt) representa una centésima parte de la carga ambiental de un ciudadano
medio en Europa.
El ecoindicador que presenta un determinado proceso o material se extrae del
análisis de su ciclo de vida. Un resultado mayor o menor indica un mayor o menor

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
95
impacto ambiental. Los ecoindicadores vienen clasificados teniendo en cuenta
diferentes criterios (materiales, producción, transporte,…) y su cuantía se expone en
las tablas mostradas a continuación:
- Tabla de materiales: ecoindicador referido al kg de material, teniendo en
cuenta su extracción, procesado y transporte (mPt x kg).
Material Indicador Descripción
Hierro Fundido 240 Hierro Fundido con >2% de Carbón
Acero de
Convertidores 94
Bloques de material que sólo contienen acero
primario
Acero de Arco
Eléctrico 24
Bloques de material que sólo contienen chatarra
(acero secundario)
Acero 86 Bloques de material que sólo contienen 80%
de hierro primario y 20% de restos
Acero de Alta
Aleación 910
Bloques de material que sólo contienen 71%
de acero primario, 16% Cr, 13% Ni
Acero de Baja
Aleación 110
Bloques de material que sólo contienen 93%
de acero primario, 5% de restos y 1% de
materiales de aleación
Aluminio 100%
Reciclado 60
Bloques de material que sólo contienen materiales
secundarios
Aluminio 0%
Reciclado 780
Bloques de material que sólo contienen materiales
primarios
Cromo 970 Bloques de material que sólo contienen
materiales primarios
Cobre 1400 Bloques de material que sólo contienen
materiales primarios
Plomo 640 Bloques de material que contienen 50%
de plomo secundario
Níquel Enriquecido 5200 Bloques de material que sólo contienen
materiales primarios
Paladio Enriquecido 4600000 Bloques de material que sólo contienen
materiales primarios
Platino 7000000 Bloques de material que sólo contienen
materiales primarios
Rodio Enriquecido 12000000 Bloques de material que sólo contienen
materiales primarios

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
96
Zinc 3200 Bloques de material que sólo contienen materiales
primarios (baño de calidad)
Tabla 7. Ecoindicadores de materiales.
- Tabla de procesos productivos: se refiere al procesado de los distintos
materiales y sus tratamientos. Se incluye en proceso en sí y la energía necesaria para
llevarlo a cabo (mPt).
Proceso Indicador Descripción
Curvado-Aluminio 0,000047 Una hoja de 1 mm de espesor y 1 m de ancho,
curvada a 90º
Curvado-Acero 0,00008 Una hoja de 1 mm de espesor y 1 m de ancho,
curvada a 90º
Curvado-RVS 0,00011 Una hoja de 1 mm de espesor y 1 m de ancho,
curvada a 90º
Soldadura Fuerte
(Plata, Cobre o Latón) 4000
Por kg de cobresoldadura, incluyendo
material de cobresoldado (45% de plata, 27%
de cobre, 25% de latón)
Laminado en Frío de
Rollos 18 Reducción de 1 mm en cada bandeja de 1 m2
Cromado Electrolítico 1100 Por m2, de 1 mm de espesor, doble cara, datos
poco fiables
Galvanizado
Electrolítico 130
Por m2, de 2,5 mm de espesor, doble cara,
datos poco fiables
Extrusión-Aluminio 72 Por kg
Fresado, Torneado,
Perforación 800
Por dm3 de material eliminado sin producción
de material de desecho
Prensado 23 Por kg de material deformado sin incluir las
partes no deformadas
Solado por Puntos -
Aluminio 2,7
Por soldadura de 7 mm de diámetro, ancho de
la lámina: 2 mm
Corte/Estampación -
Aluminio 0,000036 Por mm2 de superficie de corte
Corte/Estampación -
Acero 0,00006 Por mm2 de superficie de corte
Corte/Estampación -
RVS 0,000086 Por mm2 de superficie de corte

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
97
Laminado 30 Por kg producido de láminas fuera del material
del bloque
Zincado de Bandas 4300 (Baño de zinc sedzimir) por m2, de
20-45 mm de espesor, incluyendo el zinc
Galvanizado en
Caliente 3300 Por m2, espesor de 100 mm incluyendo zinc
Baño de Zinc
(conversión um) 49 Por m2, espesor extra mm, incluyendo zinc
ABS 400
HDPE 330
LDPE 360
PA 6,6 630
PC 510
PET 380
PET Botellas 390 Para botellas
PP 330
PS (GPPS) 370 Uso general
PS (HIPS) 360 Gran impacto
PS (EPS) 360 Expandible
PUR
Absorción de
Energía
490
PUR Bloques de
Espuma
Flexible
480 Para muebles, camas, ropa
PUR Espuma
Dura 420
Para elaborar electrodomésticos, aislamientos,
materiales de construcción
PUR Espuma
Semirrígida 480
PVC Gran
Impacto 280
Sin estabilizador de metales (Pb o Ba) ni
plastificantes (veáse químicos)
PVC Rígido 270 PVC rígido con 10% de plastificantes
(estimación aproximada)
PVC Flexible 240 PVC flexible con 50% de plastificantes
(estimación aproximada)
PVDC 440 Para capas finas
Extrusión con
Soplado de Aire de
PE
2,1 Por kg de PE granulado, peros sin
producción de PE. Láminas para fabricar bolsas

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
98
Calandrado de
Láminas de PVC 3,7
Por kg de PVC granulado, pero sin producción
de PVC
Moldeado por
Inyección - 1 21
Por kg de PE, PP, PS y ABS pero sin
producción de material
Moldeado por
Inyección - 2 44
Por kg de PVC y PC, pero sin producción de
material
Granceado, Taladrado 6,4 Por dm3 de material procesado, pero sin
producción de material de desecho
Moldeado por
Presión 6,4 Por kg
Moldeado de PUR
por Inyección 12
Por kg, sin producción de PUR ni otros
posibles componentes
Soldadura
Ultrasónica 0,098 Por metro soldado
Moldeo o
Conformado en
Vacío
9,1 Por kg de material, pero sin producción del
mismo
Gomas EPDM 360
Vulcanizado con 44% de carbono, incluyendo
el
moldeado
Cartón de
Embalaje 69
Omisión de la absorción de CO2 en la fase de
dilatación
Papel 96
Contiene 65% de papel de deshecho,
omisión de la absorción de CO2 en la fase de
dilatación
Vidrio (Marrón) 50 Vidrio para envases que contiene un 61%
de vidrio reciclado
Vidrio (Verde) 51 Vidrio para envases que contiene un 99%
de vidrio reciclado
Vidrio (Blanco) 58 Vidrio para envases que contiene un 55%
de vidrio reciclado
Amoniaco 160 NH3
Argón 7,8
Gas inerte empleado en bombillas, soldadura
de metales reactivos como el
aluminio
Betonita 13 Para la arena de los gatos, porcelana, etc.
Negro de Humo
(Carbón Negro) 180 Empleado como colorante y relleno
Productos
Químicos
Inorgánicos
53 Valor medio de producción de químicos
inorgánicos

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
99
Productos
Químicos
Orgánicos
99 Valor medio de producción de químicos
orgánicos
Cloro 38 Cl2 producido mediante procesos de diagrama
(tecnología punta)
Dimetil p-
pathalate 190 Como plastificante para suavizar el PVC
Etinglicol /
Óxido de Etileno 330 Como disolvente artificial y limpiador
Fueloil 180 Sólo para producción. Sin combustión.
Gasolina Sin
Plomo 210 Sólo para producción. Sin combustión.
Diesel (Gasóleo) 180 Sólo para producción. Sin combustión.
H2 830 Gas hidrógeno. Empleado en procesos de
reducción
H2SO4 22 Ácido sulfúrico. Empleado para la
limpieza y mordentado
HCl 39 Ácido hidroclorhídrico. Empleado para
procesar metales y en limpieza
HF 140 Ácido fluorhídrico
N2 12 Nitrógeno. Empleado como atmósfera
inerte
NaCl 6,6 Cloruro de sodio
NaOH 38 Sosa cáustica
Ácido Nítrico 55 HNO3. Empleado para evitar la oxidación de
los metales (mordentado)
O2 12 Oxígeno
Ácido Fosfórico 99 H3PO4. Empleado en preparados y fertilizantes
Polipropilen
Glicol 200 Utilizado como anticongelante y disolventes
R134a 150 Sólo producción de R134. La emisión de
1 kg de R134 genera 7300 mPt
R22 240 Sólo producción de R22. La emisión de 1 kg de
R22 genera 8400 mPt
Silicato (Vidrio
Soluble) 60
Empleado en la fabricación de gel de
sílice (silica gel), detergentes y en la limpieza
de metales
Sosa 45 Na2CO3. Empleado en detergentes
Urea 130 En fertilizantes

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
100
Agua
Descarbonizada 0,0026
Sólo procesado. No se contemplan los
efectos en aguas subterráneas si los hubiera
Agua
Desmineralizada 0,026
Sólo procesado. No se contemplan los efectos
en aguas subterráneas si los
hubiera
Zeolita 160 Utilizada en procesos de absorción y en
detergentes
Barniz Alquídico 520 Producción y emisiones durante el
barnizado, conteniendo 55% de disolventes
Cemento 20 Cemento portland
Material Cerámico 28 Ladrillos, etc.
Hormigón sin
Refuerzo 3,8 Hormigón con densidad de 2200 kg/m3
Vidrio Templado
Revestido 51
Para ventanas. Cubierta de estaño, plata y
níquel (77 g/m2)
Vidrio Templado No
Revestido 49 Para ventanas
Yeso 9,9 Selanita. Empleada como relleno
Gravilla 0,84 Extracción y transporte
Cal (quemada) 28
CaO. Empleado para producir cementos.
También se puede utilizar como base
consistente.
Cal (hidratada) 21 Ca(OH)2 Empleado para fabricar mortero
Lana Mineral 61 Para aislamientos
Construcción Sólida 1500 Estimación para un edificio (cemento)
por m3 de volumen (bienes de equipo)
Construcción en
Metal 4300
Estimación para un edificio (cemento)
por m3 de volumen (bienes de equipo)
Arena 0,82 Extracción y transporte
Tableros de Madera 39 Madera europea (criterios FSC). Omisión de la
absorción de CO2 en la fase de crecimiento
Madera Maciza 6,6
Madera europea (criterios FSC). Omisión
de la absorción de CO2 en la fase de
crecimiento
Uso del Suelo 45 Ocupación como suelo urbano por m2 al
año
Tabla 8. Ecoindicadores de procesos productivos

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
101
-Tabla de energías: se refiere a los procesos de extracción de energía,
generación de combustibles, conversión energética y electricidad en general (mPt x
kWh)
Material Indicador Descripción
Briqueta de Carbón
(Estufas) 4,6
Combustión de carbón en un horno de
5-15 kW
Carbón para Hornos
Industriales 4,2
Combustión de carbón en un horno
industrial (1-10 MW)
Aglomerado de
Lignito 3,2
Combustion de lignito en un horno de 5-
15 kW
Gas (Calderas) 5,4 Combustión de gas en una caldera
atmosférica (<100 kW) con NOx bajo
Gas para Hornos
Industriales 5,3
Combustión de gas en una caldera
atmosférica (>100 kW) con NOx bajo
Petróleo (Calderas) 5,6 Combustión de petróleo en una caldera
10 kW
Petróleo para
Hornos
Industriales
11 Combustión de petróleo en un horno industrial
Madera para
Combustión 1,6
Combustión de madera. Omisión de la absorción y
emisión de CO2
Placa solar de
fachada m-Si 9,7
Pequeña instalación (3 kWp) con células
monocristalinas, empleada en fachadas de
edificios
Placa solar de
fachada p-Si 14
Pequeña instalación (3 kWp) con células
policristalinas, empleada en fachadas de edificios
Techo solar m-Si 7,2 Pequeña instalación (3 kWp) con células
monocristalinas, empleada en techos de edificios
Techo solar p- Si 10 Pequeña instalación (3 kWp) con células
policristalinas, empleada en techos de edificios
Electricidad AV
Europa (UCPTE) 22 Alto boltaje (>34 kV)
Electricidad MV
Europa (UCPTE) 22 Voltaje medio (1 kV - 24 kV)
Electricidad BV
Europa (UCPTE) 26 Bajo voltaje (<1000 V)

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
102
Electricidad BV
Austria 18 Bajo voltaje (<1000 V)
Electricidad BV
Bélgica 22 Bajo voltaje (<1000 V)
Electricidad BV
Suiza 8,4 Bajo voltaje (<1000 V)
Electricidad BV
Gran Bretaña 33 Bajo voltaje (<1000 V)
Electricidad BV
Francia 8,9 Bajo voltaje (<1000 V)
Electricidad BV
Grecia 61 Bajo voltaje (<1000 V)
Electricidad BV
Italia 47 Bajo voltaje (<1000 V)
Electricidad BV
Países Bajos 37 Bajo voltaje (<1000 V)
Electricidad BV
Portugal 46 Bajo voltaje (<1000 V)
Tabla 9. Ecoindicadores de energías
- Tabla de procesos de transporte: se tienen en cuenta emisiones por
extracción, producción y consumo de combustible (mPt x tkm).
Transporte Indicador Descripción
Camión de
Reparto
<3,5 t
140
Transporte por carretera con 30% de carga, 33%
de gasolina sin plomo, 38% de gasolina con
plomo, 29% de diesel (38% sin catalizador). Media
europea incluyendo viaje de vuelta
Camión 16 t 34 Transporte por carretera con 40% de carga. Media
europea incluyendo viaje de vuelta
Camión 28 t 22 Transporte por carretera con 40% de carga. Media
europea incluyendo viaje de vuelta
Camión 28 t
(Volumen) 8
Trasporte por carretera por m3km. Se emplea
cuando el factor determinante es el volumen y no la
carga
Camión 40 t 15 Transporte por carretera con 50% de carga. Media
europea incluyendo viaje de vuelta
Utilitario W-
Europa 29 Transporte por carretera por km
Transporte por
Ferrocarril 3,9
Transporte por tren, 20% diesel y 80% mediante
trenes eléctricos

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
103
Buque Cisterna
Fluvial 5
Transporte marítimo con 65% de carga. Media
europea incluyendo el viaje de vuelta
Buque Cisterna
Oceánico 0,8
Transporte marítimo con 54% de carga. Media
europea incluyendo el viaje de vuelta
Buque Carguero
Fluvial 5,1
Transporte marítimo con 70% de carga. Media
europea incluyendo el viaje de vuelta
Buque Carguero
Oceánico 1,1
Transporte marítimo con 70% de carga. Media
europea incluyendo el viaje de vuelta
Transporte Aéreo
Medio 78
Transporte aéreo con 78% de carga. Media de todos
los vuelos
Transporte Aéreo
Continental 120
Transporte aéreo en un Boeing 737 con carga del
62%. Media de todos los vuelos
Transporte Aéreo
Intercontinental 80
Transporte aéreo en un Boeing 747 con carga del
78%. Media de todos los vuelos
Transporte Aéreo
Intercontinental 72
Transporte aéreo en un Boeing 767 o MD con carga
del 71%. Media de todos los vuelos
Tabla 10. Ecoindicadores de transporte
- Tabla de procesos de eliminación/reciclaje de materiales (mPt x kg).
Material Indicador
Descripción (Valores de
Reciclaje de Mat.
Primarios)
Total Proceso
Prod.
Elim.
Reciclado de
PE -240 86 -330
Si no se mezcla con otros
plásticos
Reciclado de
PP -210 86 -300
Si no se mezcla con otros
plásticos
Reciclado de
PS -240 86 -330 Si no se mezcla con otros plásticos
Reciclado de
PVC -170 86 -250 Si no se mezcla con otros plásticos
Reciclado de
Papel -1,2 32 -33 El reciclado evita producir papel virgen
Reciclado de
Cartón -8,3 41 -50 El reciclado evita producir cartón virgen
Reciclado de
Vidrio -15 51 -66 El reciclado evita producir vidrio virgen
Reciclado de
Aluminio -720 60 -780 El reciclado evita producir aluminio virgen

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
104
Reciclado de
Metales de
Hierro
-70 24 -94 El reciclado evita producir acero virgen
Incineración de
PE -19
Este indicador puede utilizarse para HDPE
y LDPE
Incineración de
PP -13
Incineración de
PUR 2,8
Este indicador puede utilizarse para todos
los tipos de PUR
Incineración de
PET -6,3
Incineración de
PS -5,3
Producción de energía relatibamente baja,
también puede usarse para ABS, HIPS,
GPPS, EPS
Incineración de
Nylon 1,1 Liberación de energía relativamente baja
Incineración de
PVC 37 Liberación de energía relativamente baja
Incineración de
PVDC 66 Liberación de energía relativamente baja
Incineración de
Papel -12
Gran liberación de Energía. Emisiones de
CO2 no contempladas
Incineración de
Cartón -12
Gran liberación de Energía. Emisiones de
CO2 no contempladas
Incineración de
Acero -32
40% de separación magnética para
reciclado, eliminado el hierro crudo (media
europea)
Incineración de
Aluminio -110
15% de separacion magnética para
reciclado, eliminado aluminio primario
Incineración de
Vidrio 5,1
Se trata de un material casi inerte. El
indicador se puede aplicar a otros
materiales inertes
Vertederos de
PE 3,9

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
105
Vertederos de
PP 3,5
Vertederos de
PET 3,1
Vertederos de
PS 4,1
Este indicador también puede aplicarse a
los vertederos de ABS
Vertederos de
Espuma EPS 7,4 Espuma de PS, 40 kg/m3
Vertederos de
Espuma 20
kg/m3
9,7 Vertederos de espuma tipo PUR con 20
kg/m3
Vertederos de
Espuma 100
kg/m3
4,3 Vertederos de espuma tipo PUR con 100
kg/m3
Vertederos de
Nylon 3,6
Vertederos de
PVC 2,8
Se excluye el filtrado de estabilizadores del
metal
Vertederos de
PVDC 2,2
Vertederos de
Papel 4,3
No se consideran las emisiones de CO2 y
metano
Vertederos de
Cartón 4,2
No se consideran las emisiones de CO2 y
metano
Vertederos de
Vidrio 1,4
Se trata de un material casi inerte. El
indicador se puede aplicar a otros
materiales
inertes
Vertederos de
Acero 1,4
Se trata de un material casi inerte. El
indicador se puede aplicar a otros
materiales inertes
Vertederos de
Aluminio 1,4
Se trata de un material casi inerte. El
indicador se puede aplicar a otros
materiales
inertes
Vertederos de 1
m3
de Volumen
140
Volumen del vertedero por m3, empleo de
restos voluminosos, como espuma y
derivados

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
106
Residuos
Urbanos de
PE
-1,1
Residuos
Urbanos de
PP
0,13
Residuos
Urbanos de
PET
1
Residuos
Urbanos de
PS
2 No aplicable a espumas
Residuos
Urbanos de
PA 6,6
3,1
Residuos
Urbanos de
PVC
10
Residuos
Urbanos de
PVDC
16
Residuos
Urbanos de
Papel
0,71
Residuos
Urbanos de
Cartón
0,64
Residuos
Urbanos de
Acero ECCS
-5,9 Sólo válido para acero primario
Residuos
Urbanos de
Aluminio
-23 Sólo válido para aluminio primario
Residuos
Urbanos de
Vidrio
2,2
Basuras domésticas
Papel 0,13 44% de separación
Cartón -3,3 44% de separación
Vidrio -6,9 52% de separacion
Tabla 11. Ecoindicadores de desecho y reciclaje

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
107
Para la evaluación del impacto de un producto se ha diseñado una plantilla en
la que se introduce la información de las fases de producción, vida útil y desecho del
producto.
En la fase de producción se tendrá en cuenta la producción de las materias
primas, el procesado de las mismas y su transporte. En la fase de la vida útil se tendrá
en cuenta la energía necesaria para el funcionamiento del producto así como el
transporte hasta el cliente. En la fase de desecho del producto se introducirán los
materiales que puedan ser reciclados o su consiguiente eliminación por incineración o
envío a un vertedero. Todos los milipuntos de cada fase se sumarán para obtener el
ecoindicador total del producto analizado. Este es el valor que se debe comparar para
la elección de un diseño u otro en el ámbito del ecodiseño. Se deberán priorizar las
implementaciones en procesos que produzcan un alto grado de milipuntos frente a los
que no aportan gran cuantía al valor final.
A la vista de la gran cantidad de procesos y materiales diferentes existentes
hoy en día es posible encontrarse con un proceso no especificado en las tablas, ya
que, al ser un método más bien novedoso, todavía no está definido al 100%. A la hora
de evaluar un proceso, si no se dispone de dicho proceso tabulado, se deberá escoger
el que más se le asemeje. También se debe tener en cuenta que, según la norma ISO
14042, los indicadores de valor como son dichos ecoindicadores no deben usarse para
la clasificación de productos de cara al público, pudiéndose usar en la intimidad de la
empresa únicamente.
A continuación se muestra la tabla resumen propuesta para ordenar y poder
cuantificar el impacto ambiental de un producto:
Producto Proyecto
Fecha Autor
Notas y conclusiones

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
108
Producción (Materiales, procesos y transporte)
Material o Proceso Cantidad Indicador Resultado
Total
Uso (Transporte, energía y materiales auxiliares)
Material o Proceso Cantidad Indicador Resultado
Total
Desecho (Para cada tipo de material)
Material o Proceso Cantidad Indicador Resultado
Total
TOTAL (todas)
Tabla 12. Tabla tipo ecoindicadores.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
109
4.4.- Ecodiseño del radiador de panal.
Se llevará a cabo un análisis que permita clasificar cuantitativamente los
radiadores según el daño que infrinjan al medio ambiente mediante el uso de
ecoindicadores.
Primeramente se analizará el radiador de panal de abeja formado mediante
tubos individuales haciendo referencia a los pasos seguidos para su fabricación:
1. Obtención de los tubos de Aluminio a la medida requerida: cada barra tiene un
volumen de 590,27 mm3 y como densidad de Al ρAl = 2712 kg/m
3. Un total de
4511 tubos.
2. Deformación de los tubos en sus extremos.
3. Corte de chapa de Al para formar la carcasa a medida.
4. Doblado de chapa de la carcasa.
5. Soldado de todos los componentes: tras el montaje la cantidad de aluminio
usada es de 8,034 kg.
Todo ello se muestra en el siguiente cuadro resumen de ecoindicadores,
incluyendo el proceso de transporte de los tubos y planchas de aluminio a una
distancia de 100 km y su embalado en cartón.
Producción (Materiales, procesos y transporte)
Material o Proceso Cantidad Indicador Resultado
Aluminio 8,034 kg 780 6477,12
Corte de tubos 7,15 kg 72 514,8
Deformado de tubos 3,31 kg 23 76,13
Laminado cubierta 0,886 kg 30 26,58
Producto: Radiador tipo
panal de abeja. Proyecto: Estudio técnico de técnicas de fabricación
rápida aditiva bajo criterios de ecodiseño
Fecha: Autor: Manuel Porras Rodríguez
Notas y conclusiones: fabricación a partir de tubos

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
110
Corte cubierta 14355 mm2 0,000036 0,51678
Doblado cubierta 4 m 0,000047 0,000188
Soldado entre tubos (baño soldadura)
2000
Soldado cubierta 506 2,7 1366,2
Total 10461,34
Uso (Transporte, energía y materiales auxiliares)
Material o Proceso Cantidad Indicador Resultado
Argón (para soldado) 2 kg 7,8 15,6
Camión de reparto<3,5t 100km 0,8034 tkm 140 112,476
Cartón embalaje 8,034 kg 69 554,346
Total 682,42
Desecho (Para cada tipo de material)
Material o Proceso Cantidad Indicador Resultado
Reciclado Al 8,034 kg -720 -5784,48
Total -5784,48
Total 5359,28
Tabla 13. Ecoindicador radiador a partir de tubos.
Los procesos tenidos en cuenta para la fabricación a partir de tubos son los
siguientes:
1. Obtención de las planchas de Aluminio a la medida requerida: se han
necesitado 135 planchas en total, trabajando con Al 1350.
2. Deformación de las planchas en la prensa.
3. Corte de las planchas a la medida correspondiente a la longitud del radiador.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
111
4. Corte de las chapas que formarán la carcasa.
5. Doblado de laterales de las chapas de la carcasa.
6. Soldado por inmersión del conjunto de planchas.
7. Soldado para la unión del conjunto de planchas a la carcasa y unión de ésta.
Para la fabricación del radiador de panal de abeja a partir de planchas de
aluminio se tendrán en cuenta los siguientes ecoindicadores, también se ha tenido en
cuenta un supuesto transporte de los materiales a una distancia de 100 km,
suponiendo también un embalado en cartón de los materiales.
Producción (Materiales, procesos y transporte)
Material o Proceso Cantidad Indicador Resultado
Aluminio 6,16 kg 780 4804,8
Laminado planchas 4,92 kg 30 147,6
Prensado planchas 4,43 kg 23 101,89
Laminado cubierta 1,24 kg 30 37,2
Corte cubierta 30306,4 mm2 0,000036 1,09
Doblado cubierta 4 m 0,000047 0,000188
Soldado entre tubos (baño soldadura)
2000
Soldado cubierta 680 2,7 1836
Total 8928,58
Producto: Radiador tipo
panal de abeja. Proyecto: Estudio técnico de técnicas de fabricación
rápida aditiva bajo criterios de ecodiseño
Fecha: Autor: Manuel Porras Rodríguez
Notas y conclusiones: fabricación a partir de plancha

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
112
Uso (Transporte, energía y materiales auxiliares)
Material o Proceso Cantidad Indicador Resultado
Argón (para soldado) 2 kg 7,8 15,6
Camión de reparto<3,5t 100km 0,616 tkm 140 86,24
Cartón embalaje 6,16 kg 69 425,04
Total 526,88
Desecho (Para cada tipo de material)
Material o Proceso Cantidad Indicador Resultado
Reciclado Al 6,16 kg -720 -4435,2
Total -4435,2
Total 5020,26
Tabla 14. Ecoindicadores radiador a partir de plancha
Y por último, para la fabricación del radiador de panal de abeja a partir de
métodos aditivos únicamente se tendrá en cuenta el proceso de obtención del
aluminio ya que no existen procesos de fabricación intermedios. De igual forma que
en los anteriores casos se ha tenido en cuenta el proceso de transporte del material
desde un supuesto lugar de suministro a 100 km.
Producto: Radiador tipo
panal de abeja.
Proyecto: Estudio técnico de técnicas de fabricación
rápida aditiva bajo criterios de ecodiseño
Fecha: Autor: Manuel Porras Rodríguez
Notas y conclusiones: fabricación aditiva, aunque la aleación de trabajo sea
AlSi10Mg, se tratará como Al 5050 ya que su densidad se asemeja, 2680 kg/m3.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
113
Producción (Materiales, procesos y transporte)
Material o Proceso Cantidad Indicador Resultado
Aluminio 9,11 kg 780 7105,8
Total 7105,8
Uso (Transporte, energía y materiales auxiliares)
Material o Proceso Cantidad Indicador Resultado
Camión de reparto<3,5t 100km 0,911 140 127,54
Cartón embalaje 9,11 69 628,59
Alimentación láser (<1000V) 26 26
Total 782,13
Desecho (Para cada tipo de material)
Material o Proceso Cantidad Indicador Resultado
Reciclado Al 9,11 kg -720 -6559,2
Total -6559,2
Total 1328,73
Tabla 15. Ecoindicadores radiador AM
Como se puede observar el ecoindicador presente en la fabricación aditiva es
bastante menor que en el resto de métodos de fabricación; alrededor de unos 4000
milipuntos menos, prácticamente un 75% menos de impacto sobre el medio ambiente.
Este es un aspecto muy a tener en cuenta de cara al futuro viendo la gran destrucción
que produce el ser humano y el gran derroche de materias primas; aunque, como se
verá en la evaluación del presupuesto, la fabricación aditiva tiene un precio
muchísimo más elevado que el resto.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
114
5.- BIBLIOGRAFÍA.
[AIMM09] “Fabricación aditiva de aluminio y aleaciones ligeras (ANF-
Forming)”, Ingeniería de Producto AIMME, 2008/2009
[LEIT__] “Introducción a la fabricación aditiva (AM)” – LEITAT
Technological Center.
[SILV__] “Ingeniería aplicada al diseño y al desarrollo sostenible de
productos”, Silvia Fernández Villamarín, Mariano Jiménez Calzado y Rubén Monja
Sánchez.
[GRP___] Apuntes ICAI “Generación rápida de prototipos”.
[KLAS__] “Introduction to Additive Manufacturing Technology: Basic
Concepts, Applications and Possibilities”, Klas Boivie, Ph.D. SINTEF RM.
[COTE__] “Fabricación aditiva” – Fundación Cotec para la innovación
tecnológica.
[IEEE01] “Practical Prototyping”, IEEE Robotics & Automation Magazine,
2001
[ASER10] “Informe ASERM” (Asociación Española de Rapid
Manufacturing), 2010
[PHAM97] “A comparison of rapid prototyping technologies”, D.T. Pham,
R.S. Gault, 1997
[JOSE01] “Sistemas de prototipado rápido”, Jose Antonio Alonso Rodríguez,
2001
[PROD11] “Nuevas tecnologías para la fabricación de series cortas”,
Fundación Prodintec y FEMETAL, 2011
[GUIO11] “Análisis técnico del diseño de un sistema de climatización portátil
con criterios de ecodiseño y fabricación sostenible”, Guiomar Rayón Durán, 2011
[KARM08] “Detailed report on Laser Cusing, SLA, SLS and Electron Beam
Melting (including technical, economical and safety features)”, KARMA 2008
[LUÍS__] “Análisis comparativo del comportamiento de piezas fabricadas por
métodos convencionales y por tecnología aditiva”, Luís Portolés Griñán.
[BORJ__] “Ecodiseño de un producto – Metodología de los eco-indicadores”,
Borja López Aguirre y Rikardo Mínguez Gabiña.

Análisis técnico-económico de técnicas de fabricación aditiva para aplicación en diferentes sectores industriales.
115
[ISA__] “Tecnología de fabricación y tecnología de máquinas”, Ingeniería de
Sistemas y Automática.
- http://www.metalmecanica.com
- http://www.stratasys.com
- http://www.3dsystems.com
- http://www.eos.info
- http://www.envisiontec.de
- http://www.dsm.com
- http://www.huntsman.com
- http://www.objet.com
- http://www.solid-scape.com
- http://www.optomec.com
- http://www.zcorp.com
- http://www.custompartnet.com
- http://www.tctmagazine.com
- http://www.materialise.com