Embed Size (px)
Citation preview
Estudio de eficiencia de la circulación en una intersección semaforizada / Ingeniería Civil / Cujae
Análisis, diseño e implementación de sistemas e-learning. Visión desde una plataforma para la enseñanza de idiomas: Learning English v.2.0 / Ingeniería Informática / Cujae
Ideas para una imagen. Punto de venta para el turismo Havanatur / Arquitectura / Cujae
Matlab en la web. Secuencial y paralelo / Ingeniería en Telecomunicaciones / Cujae
Analisis de la elevacion tecnico productiva del taller de aluminio reciclado en la empresa REMETAL / Ingeniería Metalúrgica/ Cujae
Año 0 Número 1
“... yo deduje que las fuerzas que mantienen a los planetas en sus órbitas deberían ser recíprocas al cuadrado de las distancias a los centros alrededor de los cuales giran, y por tanto comparé la fuerza necesaria para mantener la Luna en su órbita con la fuerza de gravedad en la superficie de la Tierra, encontrándo que ellas eran bellamente iguales...”
Isaac Newton Philosophie Naturalis Principia Mathematica
Revista Digital de las Investigaciones Estudiantiles en Cuba
Ciencias Técnicas

Caracterización del entorno del proceso de fabricación de tejas de fibrocemento. Identificación de oportunidades de mejora. / Ingeniería Industrial / Cujae
Estudio de una torre de telecomunicaciones sometida a la acción de cargas de viento / Ingeniería Mecánica / Cujae
Evaluación de los sistemas de 150c, 370c y vapor industrial en la nueva planta de producción de la vacuna trivalente DPT. / Ingeniería Química / Cujae
Estudio para disminuir el consumo de agua en la CUJAE / Ingeniería Hidráulica / Cujae
director Luismel González Llanes
editor Alejandro Pérez Malagón
diseño Luismel González Llanes Alejandro Pérez Malagón
idea original Karel Pérez Alejo
Revista Principia Federación Estudiantil Universitaria
Consejo Editorial Ciudad Universitaria José Antonio Echeverría CUJAE Calle 114 No. 11901 e/ 119 y 127 MARIANAO CIUDAD DE LA HABANA CUBA
Teléfono: +53 (7) 266 3328 email: [email protected]
Para escribir un artículo a la revista Principia descargue la plantilla del sitio web de la publicación
http://www.cujae.edu.cu/revistas/principia
Se aceptan artículos de corte científico o de divulgación científica de estudiantes de pregrado o con menos de un año de graduado. Los temas deben ser de perfil técnico o de ciencias exactas.
Estudio de eficiencia de la circulación en una intersección semaforizada
Reynier Moll Martínez1, Ayliee Licor Beovides2, Lisel Expósito Martín3 1 Cujae, 5to Año Ingeniería Civil, [email protected]; [email protected]
2 Cujae, 5to Año Ingeniería Civil 3 Cujae, 5to Año Ingeniería Civil
RESUMEN / ABSTRACT El correcto funcionamiento de las intersecciones semaforizadas para dar respuesta a los volúmenes de demanda es un elemento fundamental para garantizar la movilidad, seguridad y eficiencia de la circulac ión. El análisis de Capacidad y Nivel de Servicio es una herramienta para cuantificar los parámetros que definen su funcionamiento y a la vez sirve de base para las propuestas de soluciones a los problemas de congestionamiento y demoras que se pueden presentar. El presente trabajo expone de forma resumida el procedimiento utilizado y su aplicación a un caso de estudio.
The correct operation of the signalized intersections to give answer to the demand volumes is a fundamental element to guarantee the mobility, security and efficiency of the circulation. The analysis of Capacity and Level of Service is a tool to quantify the parameters that define its operation and at the same time it serves as base for the proposals of solutions to the congested flow problems and delay that can be presented. Presently work is exposed in a summarized way the utilized procedure for this and its application to a case of study.
. Key words: Capacidad. Capacity
Demora. Delay.
Flu jo de saturación. Saturation flow rate.
Intersección semaforizada. Signalized intersection..
Nivel de servicio. Level o f Service.
INTRODUCCIÓN
En la red vial de las zonas urbanas, las intersecciones semaforizadas juegan un importante papel en la regulación del tránsito y son la fuente más importante de las interrupciones del flujo, de su adecuado funcionamiento dependen la seguridad, la movilidad y la eficiencia de la circulac ión.
Para los estudios de capacidad y nivel de servicio se han venido desarrollando metodologías y modelos, donde los más actuales están descritos en el Manual de Capacidad de Carreteras (MCC) del Highway Research Board editados en 1994(2) y el 2001(1). La experiencia que se tiene en nuestro país
con el empleo de estos procedimientos, sugieren no utilizar algunos valores por omisión recomendados, pues las condiciones de operación bajo las que fueron determinados difieren de las nuestras, en ello influyen las características del parque vehicular existente, el estado de la conservación y la señalizac ión de las vías, así como los hábitos y disciplina de los conductores.
No obstante los resultados que se han obtenido con la aplicación de tales procedimientos reflejan aceptablemente la situación observada en el terreno, mientras que, desde el punto de vista de cálculo, éstos pueden ser abordados manualmente de acuerdo a secuencias bien definidas o haciendo uso de softwares que posibilitan abordar y analizar el problema de forma rápida y eficaz bajo la óptica integral de la Ingeniería de Tránsito.
En el presente trabajo se muestra la aplicación del procedimiento a una intersección semaforizada a pedido de la entidad administradora de la vía, el Centro Provincial de Vialidad de Ciudad de la Habana, y se propone una solución sencilla al problema detectado y se analiza la efectividad de la mis ma.
Desarrollo Procedimiento para el análisis de la circulación en intersecciones semaforizadas.
En las intersecciones reguladas por semáforos el flu jo de los movimientos por cada acceso o de un conjunto de movimientos se detiene periódicamente por las señales que muestra el semáforo, debido a ello la circu lación del tránsito se puede catalogar como discontinua o interrumpida. Esto implica que la manera en que se distribuya el tiempo tiene un impacto significat ivo en el funcionamiento de la intersección, en la capacidad de la mis ma y sus accesos y además en la disposición de los movimientos de giro dentro de la secuencia de fases.
El análisis de la circu lación en las intersecciones semaforizadas consiste en determinar la capacidad y el nivel de servicio para cada acceso de la intersección, así co mo el nivel de servicio de la propia intersección como un todo. El procedimiento analít ico utilizado, expuesto en los Manuales de Capacidad de Carreteras antes mencionados, permite un análisis completo de estos aspectos y puede utilizarse para avaluar distintos volúmenes de demanda, trazados alternativos,
planes semafóricos o, incluso, los tres simultáneamente, y tiene en cuenta cada uno de los componentes siguientes:
El diseño o características geométricas. Las intensidades de demanda o servicio de la
intersección. Las condiciones de la semaforización de la
intersección. La demora resultante de estos componentes.
Para determinar la capacidad de un acceso se requiere conocer la intensidad de saturación del grupo de carriles que lo componen, la que representa el número máximo de vehículos por hora y carril que pueden pasar si la señal verde estuviera disponible durante toda la hora, y el flujo de vehículos no se detuviera nunca. La misma puede calcularse analíticamente partiendo de una intensidad de saturación “ideal” o determinarse en el terreno para las condiciones prevalecientes, lo que aporta más precisión al estudio.
Luego la capacidad del acceso se define como la intensidad de circulac ión máxima de un grupo de carriles que puede circular a través de la intersección en las condiciones prevalecientes de tráfico, ca lzada y semaforizac ión. Se expresa en vehículos por hora y puede calcularse según la expresión (1).
Cgsc i
ii (1)
Donde: ci = Capac idad del grupo de carriles i, en veh/h.
s i = Intensidad de saturación para el grupo de carriles
i, en veh/hv.
gi = Tiempo de verde efectivo, en seg.
C = Tiempo del ciclo del semáforo, en seg.
La intensidad de saturación puede calcularse por el siguiente modelo de l HCM(2).
MIMDabbeiVPA ffffffffNsos (2)
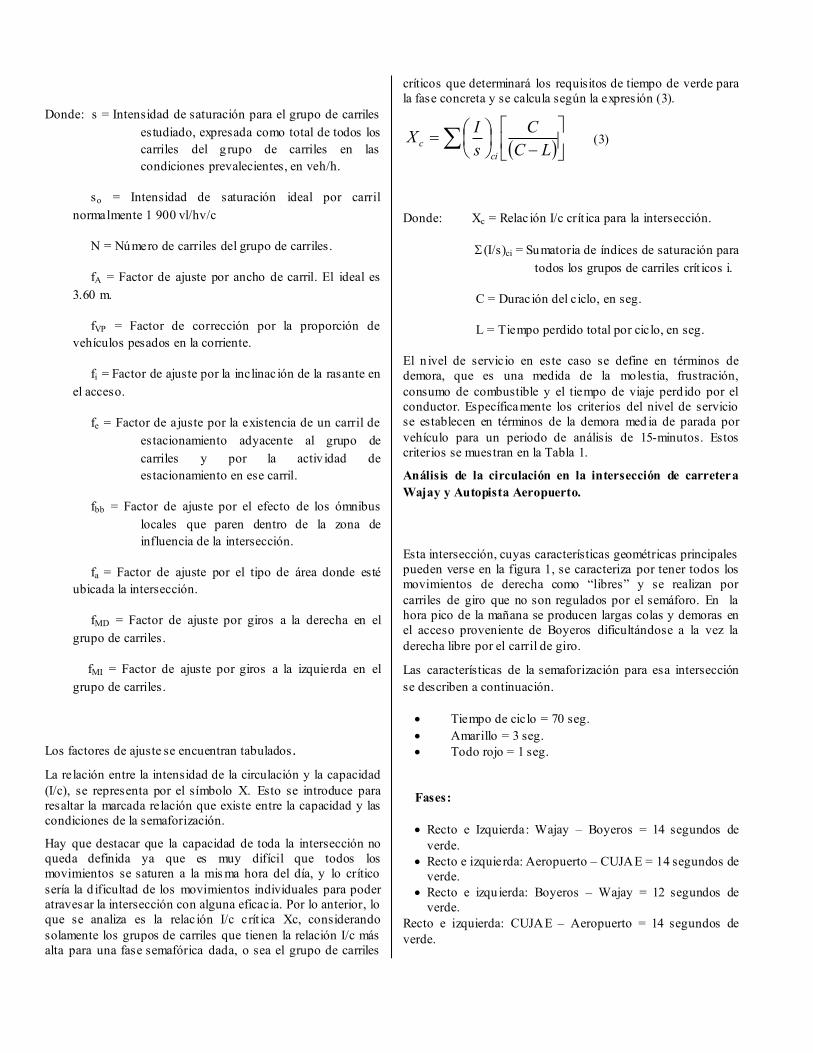
Donde: s = Intensidad de saturación para el grupo de carriles estudiado, expresada como total de todos los carriles del g rupo de carriles en las condiciones prevalecientes, en veh/h.
so = Intensidad de saturación ideal por carril normalmente 1 900 vl/hv/c
N = Número de carriles del grupo de carriles.
fA = Factor de ajuste por ancho de carril. El ideal es 3.60 m.
fVP = Factor de corrección por la proporción de vehículos pesados en la corriente.
fi = Factor de ajuste por la inclinac ión de la rasante en el acceso.
fe = Factor de ajuste por la existencia de un carril de estacionamiento adyacente al grupo de carriles y por la activ idad de estacionamiento en ese carril.
fbb = Factor de ajuste por el efecto de los ómnibus locales que paren dentro de la zona de influencia de la intersección.
fa = Factor de ajuste por el tipo de área donde esté ubicada la intersección.
fMD = Factor de ajuste por giros a la derecha en el grupo de carriles.
fMI = Factor de ajuste por giros a la izquierda en el grupo de carriles.
Los factores de ajuste se encuentran tabulados. La relación entre la intensidad de la circulación y la capacidad (I/c), se representa por el símbolo X. Esto se introduce para resaltar la marcada relación que existe entre la capacidad y las condiciones de la semaforización.
Hay que destacar que la capacidad de toda la intersección no queda definida ya que es muy difícil que todos los movimientos se saturen a la mis ma hora del día, y lo crítico sería la d ificultad de los movimientos individuales para poder atravesar la intersección con alguna eficacia. Por lo anterior, lo que se analiza es la relac ión I/c crít ica Xc, considerando solamente los grupos de carriles que tienen la relación I/c más alta para una fase semafórica dada, o sea el grupo de carriles
críticos que determinará los requisitos de tiempo de verde para la fase concreta y se calcula según la expresión (3).
LCC
sIX
cic (3)
Donde: Xc = Relac ión I/c crít ica para la intersección.
(I/s)ci = Sumatoria de índices de saturación para todos los grupos de carriles crít icos i.
C = Durac ión del ciclo, en seg.
L = Tiempo perdido total por ciclo, en seg.
El n ivel de servicio en este caso se define en términos de demora, que es una medida de la molestia, frustración, consumo de combustible y el tiempo de viaje perdido por el conductor. Específicamente los criterios del nivel de servicio se establecen en términos de la demora med ia de parada por vehículo para un periodo de análisis de 15-minutos. Estos criterios se muestran en la Tabla 1.
Análisis de la circulación en la intersección de carretera Wajay y Autopista Aeropuerto.
Esta intersección, cuyas características geométricas principales pueden verse en la figura 1, se caracteriza por tener todos los movimientos de derecha como “libres” y se realizan por carriles de giro que no son regulados por el semáforo. En la hora pico de la mañana se producen largas colas y demoras en el acceso proveniente de Boyeros dificultándose a la vez la derecha libre por el carril de giro.
Las características de la semaforización para esa intersección se describen a continuación.
Tiempo de ciclo = 70 seg. Amarillo = 3 seg. Todo rojo = 1 seg.
Fases:
Recto e Izquierda: Wajay – Boyeros = 14 segundos de verde.
Recto e izquierda: Aeropuerto – CUJAE = 14 segundos de verde.
Recto e izqu ierda: Boyeros – Wajay = 12 segundos de verde.
Recto e izquierda: CUJAE – Aeropuerto = 14 segundos de verde.
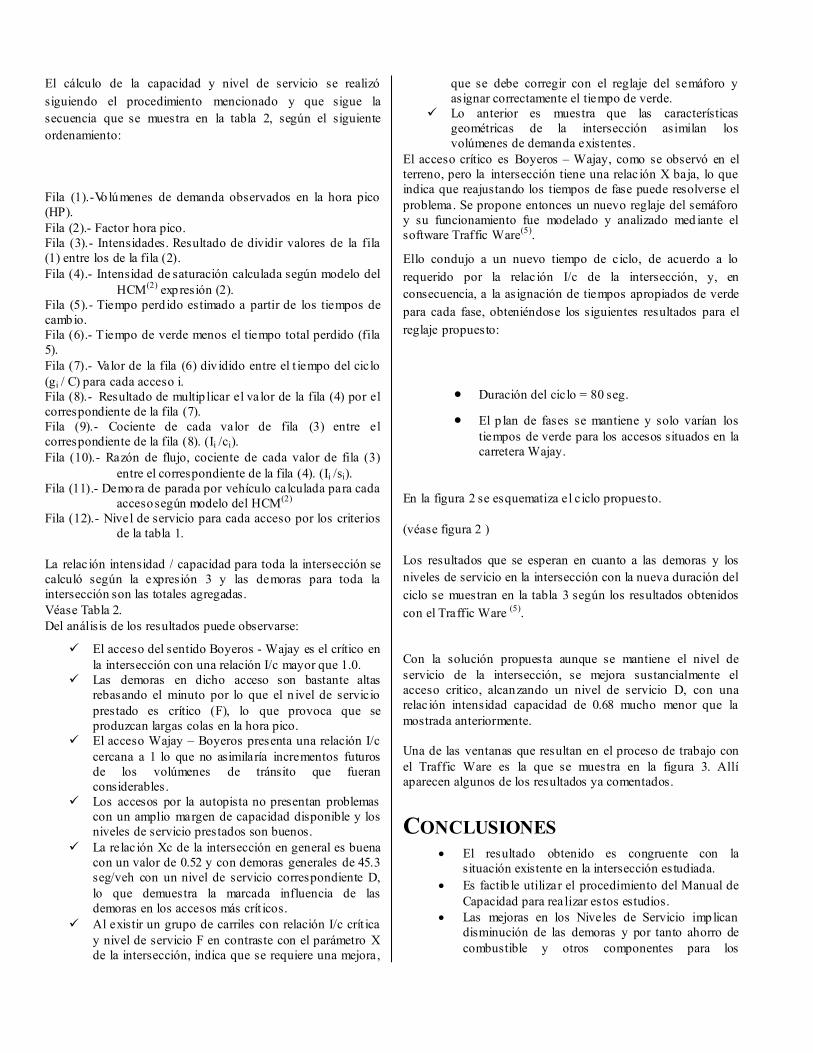
El cálculo de la capacidad y nivel de servicio se realizó siguiendo el procedimiento mencionado y que sigue la secuencia que se muestra en la tabla 2, según el siguiente ordenamiento:
Fila (1).-Volúmenes de demanda observados en la hora pico (HP). Fila (2).- Factor hora pico. Fila (3).- Intensidades. Resultado de dividir valores de la fila (1) entre los de la fila (2). Fila (4).- Intensidad de saturación calculada según modelo del
HCM(2) expresión (2). Fila (5).- Tiempo perdido estimado a partir de los tiempos de cambio. Fila (6).- Tiempo de verde menos el tiempo total perdido (fila 5). Fila (7).- Valor de la fila (6) div idido entre el t iempo del ciclo (gi / C) para cada acceso i. Fila (8).- Resultado de multip licar el va lor de la fila (4) por el correspondiente de la fila (7). Fila (9).- Cociente de cada valor de fila (3) entre el correspondiente de la fila (8). (Ii /ci). Fila (10).- Razón de flujo, cociente de cada valor de fila (3)
entre el correspondiente de la fila (4). (Ii /si). Fila (11).- Demora de parada por vehículo calculada para cada
acceso según modelo del HCM(2) Fila (12).- Nivel de servicio para cada acceso por los criterios
de la tabla 1. La relac ión intensidad / capacidad para toda la intersección se calculó según la expresión 3 y las demoras para toda la intersección son las totales agregadas. Véase Tabla 2. Del análisis de los resultados puede observarse:
El acceso del sentido Boyeros - Wajay es el crítico en la intersección con una relación I/c mayor que 1.0.
Las demoras en dicho acceso son bastante altas rebasando el minuto por lo que el n ivel de servicio prestado es crítico (F), lo que provoca que se produzcan largas colas en la hora pico.
El acceso Wajay – Boyeros presenta una relación I/c cercana a 1 lo que no asimilaría incrementos futuros de los volúmenes de tránsito que fueran considerables.
Los accesos por la autopista no presentan problemas con un amplio margen de capacidad disponible y los niveles de servicio prestados son buenos.
La relac ión Xc de la intersección en general es buena con un valor de 0.52 y con demoras generales de 45.3 seg/veh con un nivel de servicio correspondiente D, lo que demuestra la marcada influencia de las demoras en los accesos más crít icos.
Al existir un grupo de carriles con relación I/c crít ica y nivel de servicio F en contraste con el parámetro X de la intersección, indica que se requiere una mejora,
que se debe corregir con el reglaje del semáforo y asignar correctamente el tiempo de verde.
Lo anterior es muestra que las características geométricas de la intersección asimilan los volúmenes de demanda existentes.
El acceso crítico es Boyeros – Wajay, como se observó en el terreno, pero la intersección tiene una relac ión X baja, lo que indica que reajustando los tiempos de fase puede resolverse el problema. Se propone entonces un nuevo reglaje del semáforo y su funcionamiento fue modelado y analizado med iante el software Traffic Ware(5).
Ello condujo a un nuevo tiempo de ciclo, de acuerdo a lo requerido por la relac ión I/c de la intersección, y, en consecuencia, a la asignación de tiempos apropiados de verde para cada fase, obteniéndose los siguientes resultados para el reglaje propuesto:
Duración del ciclo = 80 seg.
El p lan de fases se mantiene y solo varían los tiempos de verde para los accesos situados en la carretera Wajay.
En la figura 2 se esquematiza el ciclo propuesto.
(véase figura 2 )
Los resultados que se esperan en cuanto a las demoras y los niveles de servicio en la intersección con la nueva duración del ciclo se muestran en la tabla 3 según los resultados obtenidos con el Traffic Ware (5).
Con la solución propuesta aunque se mantiene el nivel de servicio de la intersección, se mejora sustancialmente el acceso critico, alcanzando un nivel de servicio D, con una relac ión intensidad capacidad de 0.68 mucho menor que la mostrada anteriormente. Una de las ventanas que resultan en el proceso de trabajo con el Traffic Ware es la que se muestra en la figura 3. Allí aparecen algunos de los resultados ya comentados.
CONCLUSIONES El resultado obtenido es congruente con la
situación existente en la intersección estudiada. Es factib le utilizar el procedimiento del Manual de
Capacidad para rea lizar estos estudios. Las mejoras en los Niveles de Servicio implican
disminución de las demoras y por tanto ahorro de combustible y otros componentes para los

vehículos y disminuye, en consecuencia, la emisión de gases contaminantes a la atmósfera.
El software de cálculo y simulac ión aquí empleado es una potente herramienta que simplifica el trabajo y permite valorar el efecto de las soluciones de forma muy rápida y efect iva.
RECOMENDACIONES Extender el estudio a otras intersecciones para
evaluar la efectiv idad del método en Cuba. Deben aplica rse las soluciones propuestas en las
intersecciones mencionadas, para luego estudiar el efecto que las mis mas provocaron y compararlo con el esperado.
REFERENCIAS 1. American Association of State Highway and Transportation Officials. “A Policy on Geometric Design of Highway and Streets”. Washintong, DC (2001).
2. Asociación Técnica de Carreteras. “Manual de Capacidad de Carreteras”. Traducción de Gardeta Oliveros del Highway Capacity Manual. Special Report 209. Transportation Research Board. 1994. Madrid (1995).
3. Cal y Mayor Rafael. “Ingeniería de Tránsito”. Asociación Mejicana de Caminos. 1983.
4. HRB. “Transportation and Traffic Handbook”. USA. 1983.
5. Trafficware Corporation. “Traffic Signal Coordination Software”. Version 4. Canada. 2000.
6. Transportation Research Board. “Hihway Capacity Manual”. U.S.A. 2000.
7. American Association of State Highway and Transportation Officials. “A Policy on Geometric Design of Highway and Streets”. Washintong, DC (2001).
8. Asociación Técnica de Carreteras. “Manual de Capacidad de Carreteras”. Traducción de Gardeta Oliveros del Highway Capacity Manual. Special Report 209. Transportation Research Board. 1994. Madrid (1995).
9. Cal y Mayor Rafael. “Ingeniería de Tránsito”. Asociación Mejicana de Caminos. 1983.
10. HRB. “Transportation and Traffic Handbook”. USA. 1983.
11. Trafficware Corporation. “Traffic Signal Coordination Software”. Version 4. Canada. 2000.
12. Transportation Research Board. “Hihway Capacity Manual”. U.S.A. 2000.
AUTORES
Reynier Moll Martínez1, Estudiante de 5to Año de Ingeniería Civil. Facultad de Ingeniería Civ il. Estudiante Investigador. (Grupo de Investigación de Viales). Instituto Superior Politécnico “José Antonio Echeverría”, Dirección: CUJAE-CEIS. Calle 114 No. 11901. Entre 119 y 127. Marianao. Ciudad Habana. 53(7) 2663260 . [email protected] Labor Actual: Actualmente presidente de la FEU Instituto Superior Politécnico “José Antonio Echeverría”.

54
4.90
126
28
3 carriles de
3.50 m
3 carriles de
3.50 m
98
57
206
149
Aeropuerto
Figura 1. Geometría y volúmenes en la hora pico en la intersección de carretera Wajay y Autopista Aeropuerto.
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
Waj
ay
B
oyer
os
166 244
78
4.50
CUJAE
130 184
18 seg 18 seg 18 seg 18 seg
24 18 seg
20 seg

Figura 2. Esquema del ciclo semafórico propuesto.
Figura 1. Muestra de una de las ventanas que resultan al trabajar con el sistema Traffic Ware.
Tabla 1 Criterios de nivel de servicio para intersecciones semaforizadas (2).
Nivel de servicio. Demora por parada por vehículo (sg).
A ≤ 5,0
B >5 y ≤ 15,0
C >15,0 y ≤ 25,0
D >25,0 y ≤ 40.0
E >40, 0 y ≤ 60, 0
F >60, 0
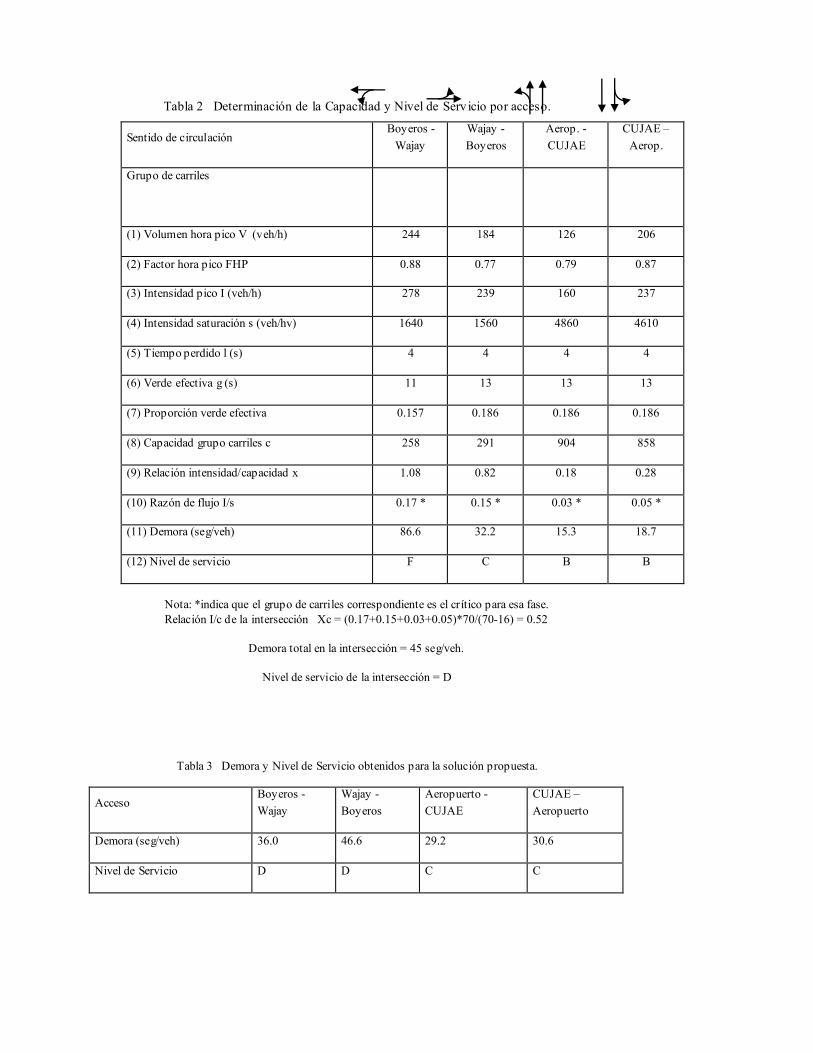
Tabla 2 Determinación de la Capacidad y Nivel de Serv icio por acceso.
Sentido de circulación Boyeros -
Wajay Wajay - Boyeros
Aerop. - CUJAE
CUJAE – Aerop.
Grupo de carriles
(1) Volumen hora pico V (veh/h) 244 184 126 206
(2) Factor hora pico FHP 0.88 0.77 0.79 0.87
(3) Intensidad pico I (veh/h) 278 239 160 237
(4) Intensidad saturación s (veh/hv) 1640 1560 4860 4610
(5) Tiempo perdido l (s) 4 4 4 4
(6) Verde efectiva g (s) 11 13 13 13
(7) Proporción verde efectiva 0.157 0.186 0.186 0.186
(8) Capacidad grupo carriles c 258 291 904 858
(9) Relación intensidad/capacidad x 1.08 0.82 0.18 0.28
(10) Razón de flujo I/s 0.17 * 0.15 * 0.03 * 0.05 *
(11) Demora (seg/veh) 86.6 32.2 15.3 18.7
(12) Nivel de servicio F C B B
Nota: *indica que el grupo de carriles correspondiente es el crítico para esa fase. Relación I/c de la intersección Xc = (0.17+0.15+0.03+0.05)*70/(70-16) = 0.52
Demora total en la intersección = 45 seg/veh.
Nivel de servicio de la intersección = D
Tabla 3 Demora y Nivel de Servicio obtenidos para la solución propuesta.
Acceso Boyeros - Wajay
Wajay - Boyeros
Aeropuerto - CUJAE
CUJAE – Aeropuerto
Demora (seg/veh) 36.0 46.6 29.2 30.6
Nivel de Servicio D D C C
Análisis, diseño e implementación de sistemas e-learning. Visión desde una
plataforma para la enseñanza de idiomas: Learning English v.2.0
Leydier Argüelles Torres1, Ariel Ernesto Castellanos Isaac2, Liz Yarai Martínez Delgado3
1 Instituto Superior Politécnico José Antonio Echeverría, Ingeniería Informática, 5to Año, [email protected] 2 Instituto Superior Politécnico José Antonio Echeverría, Ingeniería Informática, 5to Año, [email protected]
3 Instituto Superior Politécnico José Antonio Echeverría, Ingeniería Informática, 5to Año, [email protected]
RESUMEN / ABSTRACT E-learning, modalidad educativa actual que nos ofrece un cúmulo de oportunidades que tienen lugar con el desarrollo de las co munidades virtuales. El mis mo representa una nueva visión futurista para escuelas, universidades, compañías. Hoy día, el desarrollo de plataformas computacionales son ampliamente aceptadas en el campo de la educación, con ello se difunde y promulga la enseñanza del idioma (preferentemente el id ioma Inglés), lo cual lleva al usuario a un mayor estudio de este usando todo lo que este a su alcance. En el presente artículo se pretende analizar el desarrollo de un sistema (plataforma) denominado Learning English, y ver su perspectiva y generalidades para el análisis, diseño e implementación de cualquier sistema e-learn ing, destacando en este potencialidades tales como módulos comunicativo (forum, correo electrónico, agenda, Chat, aula virtual, presentaciones virtuales, grabaciones online), de control-evaluación (útil principalmente en la realización de ejercicios), estadístico (para el análisis y visualización del progreso de un determinado estudiante), e histórico (conserva el historial de acción del estudiante), que permiten de una forma u otra establecer una personalizac ión y una mayor interactividad entre estudiante – profesor, estudiante – estudiante y profesor – profesor. Además destacar las facilidades que se brindan en el desarrollo de ejercicios y clases, explotando al máximo la tendencia actual en el campo multimedia (documentos, bibliografía, tele-clases, video-estudio, video-ejemplos) con un fuerte componente en la concepción de ayuda (uso de las tarjetas de ayuda y módulo ayuda en sí). El sistema mencionado esta siendo usado por el Instituto Superior Politécnico José Antonio Echeverría, y puede generalizarse a otras universidades del país, además de ser usado no solo para la enseñanza del id ioma inglés sino de cualquier otro. Palabras claves: aprendizaje, conocimiento, educación, e-learn ing, ing lés, modelo, teleformación. E-learning offers opportunities for informal, as well as formal learning to take place, through the development of online communities of practice. E-learning gives a lot of new opportunities for schools, universities, and companies. It is general accepted, English language is the most known and diffuses in the modern world. In this relation, the development and implementation of computer platforms has allowed the improving of language teaching. In the present paper will analyze the system development name’s Learning English, and will see future and description to design any e-learning system. In addition will highlight power of some modules: communication (include forum, email, agenda, chat, virtual classroom, virtual presentations, and online records), control & evaluation (useful to do practical exercises), statistics (to analyze and show the student progress), and history (save all student actions). These modules join others, allowed a best personalization and increment the interactivity between student and professor. Besides, some dexterity is available in the development of exercises and classes (administration zone to professor). The system uses nowadays multimedia criteria (documents, bibliography, TV class, Study-Video and Examples-Video); all with additional help module (uses help card too). At present this system is testing and improving at Havana Institute of Technology. It can be implemented at other universities with little changes (not only for English language). Key words: education, e-learning, English, knowledge, model, teaching.
INTRODUCCIÓN
El e-learning se fortalece y desarrolla en el nuevo siglo, conjuntamente con su extensiva utilizac ión en cualquier rama social, económica y política; siendo utilizado principalmente por numerosas instituciones educativas y empresariales, con el objetivo de preparar a personas miembros (ejecutivos, directores, personal) y/o usuarios (clientes, proveedores), en el desempeño de su labor, o en su futura preparación para asumir nuevas responsabilidades. Además el e-learn ing tiene un estrecho vínculo a la Gestión del Conocimiento, ya que precisamente es uno de los factores esenciales en el desarrollo de este proceso.
Durante los últimos años, a este gigante que se desarrolla velozmente lo ha detenido diversos factores en diversos sectores, fundamentalmente en países subdesarrollados; algunos de esos factores son:
1. La estructura organizacional y el tradicionalismo en la nueva empresa y/o universidad.
2. La falta de ejemplos para mejores prácticas empresariales y/o universitarias.
3. La falta de soporte y experiencia. 4. La falta de comprensión y visión sobre el proceso. 5. El escaso tiempo para la preparación de materiales. 6. La falta de habilidad por parte de profesores e
instructores, aunada a una actitud negativa. La enseñanza – aprendizaje juega un rol significativo, por lo cual fue necesario documentarse sobre el impacto y la importancia del mis mo en estudiantes y docentes, asociado al desarrollo de las TIC, para lo cual se rea lizaron encuestas, las cuales dieron al traste con los siguientes aspectos que constituyen, sin lugar a dudas, exigencias del usuario (profesor y/o estudiante):
1. La enseñanza – aprendizaje de forma virtual resulta ser necesaria en el desarrollo de la educación universitaria y/o superación profesional actual;
2. El desarrollo virtual de la capacitación hacia estudiantes y/o profesionales resulta necesaria producto a las necesidades actuales que presenta el país (Cuba), y su constante desarrollo educacional con la perspectiva de llevar sus conocimientos hacia otras partes del mundo, especialmente a países de América Latina y el Caribe;
3. La motivación y el tiempo en el proceso de capacitación hacia estudiantes y/o profesionales es limitado, dependiendo del tiempo disponible por parte del instructor, en conjunto a las disponibilidades en horario del ente capacitado.
4. Los estudiantes que se ausenten a una clase no podrían conocer su desarrollo, ni recibir las
explicaciones convenientes. Es decir el ente objeto de capacitación no recibe los elementos necesarios en el aspecto académico, lo cual conllevaría a un resultado no positivo de este;
5. La impresión de materiales en muchas ocasiones resulta ser costosa para las empresas y/o universidades, a lo cual se une la difícil reproducción y distribución;
6. El tiempo de consulta dado por el instructor (profesor) no siempre satisface las expectativas de los entes objeto de capacitación (estudiantes);
7. El tiempo disponible en clases es limitado y tiende a disminuir el interés de algunos estudiantes, viendo la clase solo como el objeto de su estudio y no otros elementos extra - curriculares;
8. Algunos estudiantes necesitan resolver problemas adicionales para tener una mejor comprensión del objeto de estudio; otros desean investigar nuevos tópicos; en ambos casos, el tiempo del profesor esta restringido considerablemente;
9. La comunicación entre profesores y estudiantes para realizar diversos tipos de consulta es limitada y difícil de realizar en determinados momentos debido a la carga docente y de trabajo del profesional que asume el rol de profesor, unido al horario docente del estudiante;
Todo esto unido al estudio de las perspectivas del e-learning, nos lleva a constituir el siguiente problema de investigación, man ifestado en la siguiente pregunta:
¿Cómo se debe analizar, diseñar, implementar y aplicar sistemas e-learning capaces de responder a las exigencias tanto del e-learning como tal (con su desarrollo veloz en el mundo de las TIC) como del usuario?
Para dar solución a esta problemática fue necesario definir y/o elaborar la siguiente hipótesis:
“Es posible el análisis, diseño, implementación y aplicación de sistemas e-learning que complementen elementos prácticos vinculados a la capacitación, control, comunicación, organización del trabajo, planificación, personalización de la enseñanza, entre otros; usando como base una nueva metodología de desarrollo e-learning basada en la organización de sistemas web en módulos y siguiendo pautas fuertes en Ingeniería de Software.”

En tal sentido, se determina el objeto de la investigación como:
“Análisis del proceso de enseñanza – aprendizaje asociado al e-learning en el desarrollo de sistemas Web.”
A su vez, a partir de un análisis profundo del entorno mundial en e-learn ing se conforma el siguiente Objetivo General:
Analizar, diseñar, implementar y aplicar un proyecto de sistema para perfeccionar la enseñanza – aprendizaje en los entornos universitarios y/o empresariales, desarrollados sobre una nueva concepción de sistemas e-learning, basado en módulos independientes, y con un fuerte componente en Ingeniería de Software.
Para complementar este objetivo general se plantean los siguientes Objetivos Es pecíficos:
a) Viabilizar una mejor comprensión de la información transmitida al estudiante mediante el uso de la multimedia; la representación visual del objeto estudiado lo que hace realidad uno de los principios básicos de Comenius;
b) Implementar un control eficiente de los conocimientos adquiridos por los alumnos, así como la detección y análisis de los errores más frecuentes.
c) Plantear la posibilidad de automatizar tareas repetitivas, laboriosas y rutinarias en el proceso de enseñanza – aprendizaje;
d) Desarrollar en el estudiante la creatividad, hábitos y habilidades;
e) Viabilizar la reducción del tiempo de transmisión y asimilación de la información.
f) Permitir una interacción constante con la fuente de información y el alumno, lo que permite el desarrollo y análisis de múltiples alternativas de decisión.
g) Incluir la individualización y personalización de la enseñanza, y el tratamiento individual de los errores del alumno mediante un módulo de control del conocimiento;
h) Incrementar la eficiencia del trabajo del profesor haciéndolo más creativo y eficiente y desarrollando una base de conocimientos a la cual no tenia acceso anteriormente;
i) Implementar un diseño de sistema en módulos, que permita a los usuarios personalizar un sistema e-learning acorde a sus necesidades.
MATERIALES Y MÉTODOS En la ejecución de las distintas tareas se emplearon los siguientes métodos de trabajo científico:
1. Métodos empíricos: Uso de la entrevista y la encuesta, que posibilitaron definir las exigencias de los usuarios, el desarrollo actual de la enseñanza aplicada al e-learning; el método experimental, para la evaluación de algunos indicadores establecidos a partir de la definición de la hipótesis, lo cual permit ió de una forma u otra corroborarla.
2. Métodos Generales: el hipotético – deductivo, puesto en práctica en la elaboración de la hipótesis, a partir de la cual se pudieron definir otras investigaciones referidas al objeto de estudio de la temática citada; el sistémico, al interrelacionar el proceso de e-learning dentro de la Gestión del Conocimiento, al modelo y componentes del proceso de enseñanza – aprendizaje.
3. Método de Expertos: Usado cuando se evalúan las distintas plataformas y/o sistemas existentes, de manera objetiva, y al crear respecto al análisis anterior un nuevo modelo de sistemas e-learning eliminando negativas de dichos sistemas analizados.
LEARNING ENGLISH V.2.0 VISIÓN Y DESCRIPCIÓN a) Fases de Trabajo Para el desarrollo de sistemas resulta necesario tener como base alguna que otra metodología, tanto en el perfil a tratar como en la parte informática . Muchos desarrolladores usan diversas formas de implementar sus soluciones, dando al traste con problemas o demoras en el momento de entregar otras versiones del mis mo. Esto se debe fundamentalmente a la no uniformidad en el desarrollo de un proyecto, destacándose ello en la tendencia actual de trabajar a distancia (tele-trabajo), que resulta mucho más factible y económico en la moderna empresa y/o universidad. Esta claro que al desarrollar un proyecto importante con la finalidad de cada año actualizarlo y proveer al usuario de los denominados parches, se hace necesario seguir pautas en el desarrollo del proyecto dentro de la metodología que se use. A continuación se podrá apreciar como en un proyecto de desarrollo Web (en los cuales se hace mucho más trabajoso seguir pautas y metodología en el sentido de la informát ica) denominado Learning English, cuya finalidad es perfeccionar el desarrollo docente en la enseñanza de idiomas, se palpan algunas fases de trabajo imprescindibles,

a nuestro criterio, en el desarrollo de este tipo de sistemas, brindando una nueva concepción , más ampliada, y que conlleva al desarrollo de este tipo de sistemas en un tiempo mucho menor, basado en la planificación y organizac ión del trabajo. Es importante destacar que estas fases de trabajo se basan en el Proceso Unificado de Desarro llo de Software (RUP), aplicado a sistemas Web Orientados a Objeto. Fase A: Análisis General del Proyecto. (Participan Todos) En esta fase, entre otros elementos, se analizó el proyecto en sentido general, definiéndose los requerimientos, la estructura, se definen los distintos módulos que conformaran el mis mo (importante pues todo el modelo propuesto se basa en una concepción modular), se hace una predicción de costos y recursos técnicos y humanos necesarios, y se trazan estrategias de revisión además de planificación del t rabajo y asignación de responsabilidades a personal involucrado en el proyecto. Anterior a esta fase se definen algunas cuestiones referentes a la propuesta de proyecto, sus beneficios sociales, económicos y profesionales. A partir del cumplimiento de esta fase se tendrán importantes elementos de salida, co mo son: Concepción de Módulos, Ficha de Costos, Ficha Técnica y de Recursos Humanos, Ficha de Requerimientos, Ficha de Tiempos. Se definen también los responsables y fechas de revisión del código, acorde a la complejidad de cada módulo en desarrollo, por lo que se asignarán revisores por módulo a desarrollar. En esta fase también otros especialistas por otra parte definen el lenguaje, estilo de código, la plataforma de desarrollo, así como aterrizan el modelo de implementación que en este caso se propone un modelo de n capas. En esta fase es muy importante que participen todos los miembros del proyecto con el fin de aplicar la muy conocida tormenta de ideas, lo cual perfeccionará la concepción del proyecto. Fase B: Análisis Particular de Módulos. En esta fase, en la cual participan todos los miembros de cada subgrupo responsable del desarrollo del módulo, se realiza similar operación a la fase anterior pero de una forma más profunda, y particular, donde se detallan los aspectos a contener en el módulo así co mo los responsables por funcionalidades del mis mo, o sub-módulos que este contenga. Este proceso conlleva a obtener además un modelo de tiempos por subgrupo, requerimientos específicos, así como un modelo de planificación de actividades. Fase C: Propuesta de Análisis. Esta fase se torna sencilla , la cual puede o no requerir de la participación de todos los miembros del proyecto, cuya finalidad es concebir la propuesta final, y reajuste de las fichas de tiempo, y de revisión, en dependencia a la co mplejidad de cada módulo, si esto no se tuvo en cuenta en el primer encuentro. Fase D: Diseño General. Los diseñadores del proyecto a partir del prev io análisis diseñan una propuesta general sobre la base de la concepción
modular del sistema, que permita la incorporación, actualizac ión y personalización del mis mo. Desarrollan propuestas de interfaces, patrones de diseño, entre otros, que al final se toman como modelos en todo el proyecto. (Uso de colores, formas, ubicación estándar de botones, diseño de cuadros texto, etc.); lo anterior se lleva a propuesta en reunión con todos los miembros del proyecto. Fase E: Diseño Detallado Particular Modular. Los diseñadores en su sub-grupo respectivo proceden a diseñar cada módulo acorde a los lineamientos de la fase anterior. Es importante plantear que esta fase suele hacerse además simultáneamente a la fase de implementación. Fase F: Implementación. Fase importante en el desarrollo del sistema, en este caso se acordó desarrollar y/o implementar las distintas units de acceso a datos y lógica del negocio en dlls, posibilitando la interacción con otro grupo de funcionalidades que se decidió se implementaran mediante web services. Esta fase, tiene en un momento inicial un desarrollo general complementado a un desarrollo particular de cada módulo. Esta fase además incluye las respectivas revisiones del código, donde se hace énfasis sobre los estilos de código requeridos. La salida principal de esta fase es precisamente la obtención de la DLL; la cual en el proceso de ensamblaje en esta fase, queda adjunta al sistema original. Fase G: Prueba. Fase donde se valida, se pone a criterio de usuarios el desarrollo del sistema. Esta fase al igual que la anterior se hace en conjunto con la de implementación y diseño, donde referente a los criterios emit idos por el usuario final se mejora paulatinamente. Fase H: Acabado. Fase de conclusión de versión del sistema, se forma el paquete instalador con todos los requerimientos necesarios para colocar el sistema Web en un servidor. b) Concepción Modular El sistema en particular (referido a Learning English), está estructurado, modelado y desarrollado, en módulos, lo cual permite una viabilidad en el trabajo que lo hace práctico y dinámico. Es importante destacar la independencia de estos, y el intercambio que existe entre unos y otros. Dicha independencia posibilita un mejor tratamiento de la información, un intercambio de datos personalizado y tipificado, un uso adecuado de los métodos de inteligencia artificial (minería de datos), con un mejor aprovechamiento y análisis de los resultados, emitiendo reportes de estos. En la Tabla 1, pueden apreciar la descripción detallada de cada módulo. c) Diseño de la Arquitectura
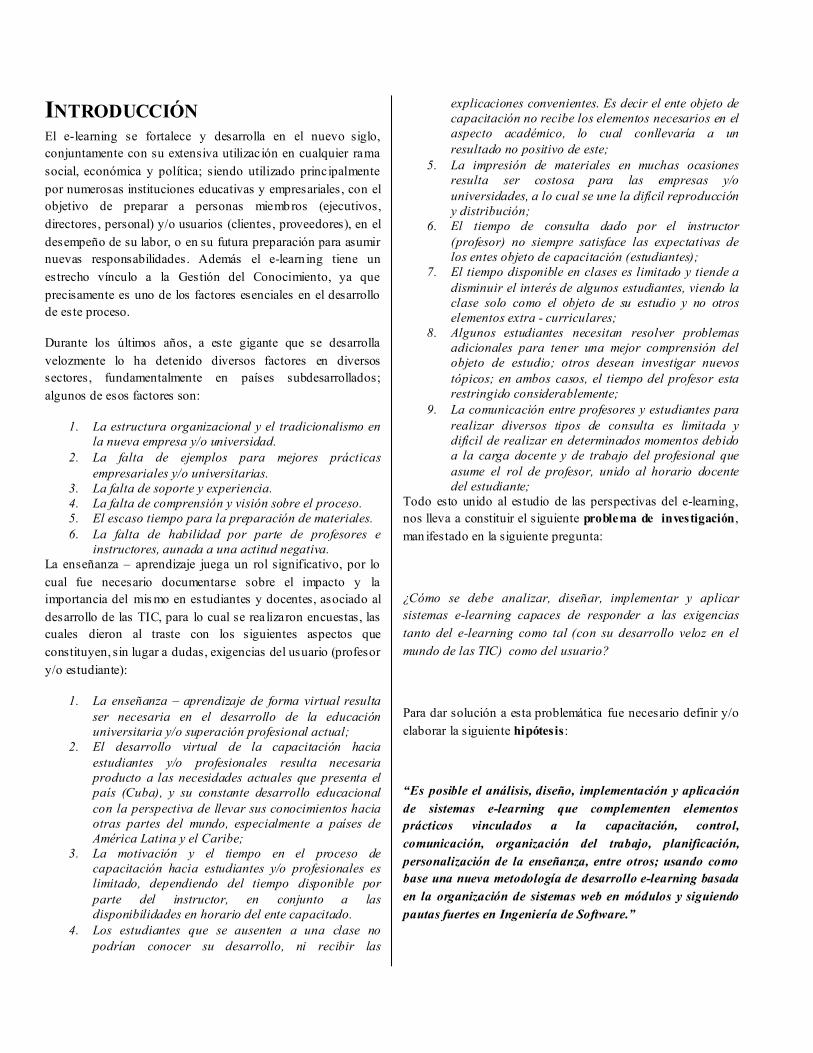
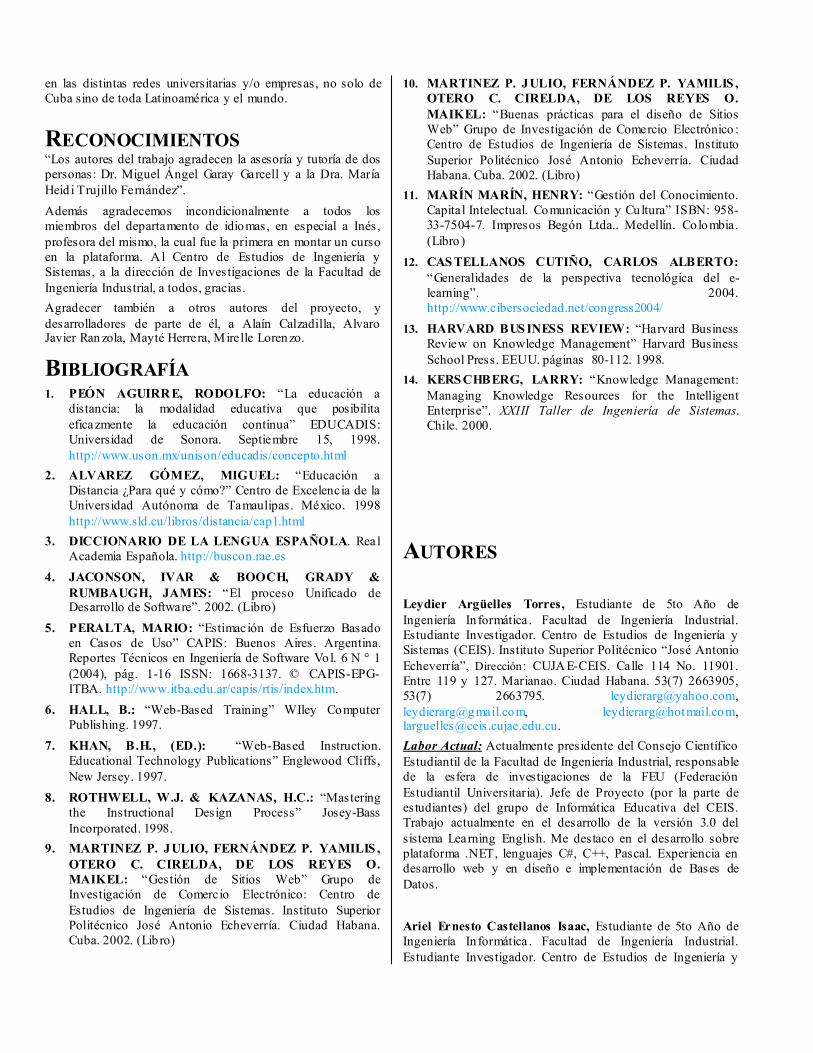
Como se puede apreciar en la Figura 1, se presenta un modelo de arquitectura que introduce una concepción modular a las aplicaciones web para e-learning y gestión del conocimiento, en este caso implementado con componentes de la plataforma Visual Studio .NET, aunque vale aclarar que es aplicable a cualquier modelo de programación existente, siempre y cuando sea posible la programación orientada a objetos. Dicho esquema modular nos permitirá en un futuro rea lizar aplicaciones que permitan al usuario instalar aplicaciones web como aplicaciones desktop, personalizando cada módulo, instalándolo o no, según sus propias necesidades y capacidad limitante.
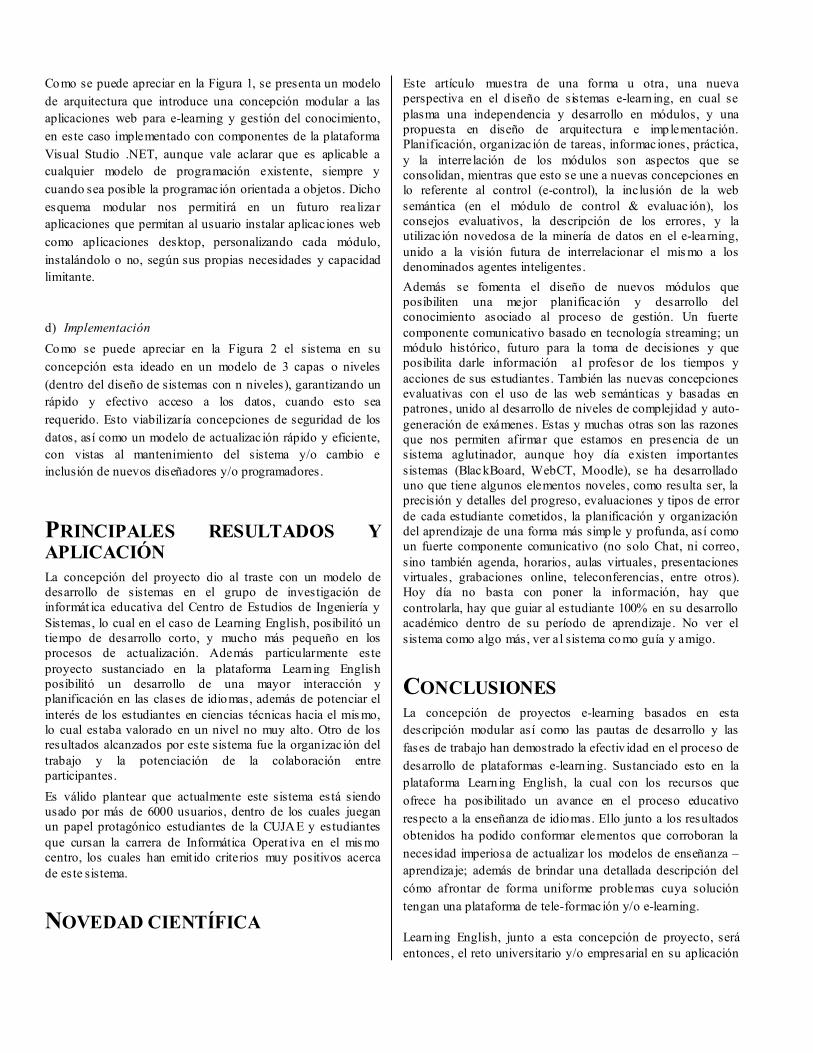
d) Implementación Como se puede apreciar en la Figura 2 el sistema en su concepción esta ideado en un modelo de 3 capas o niveles (dentro del diseño de sistemas con n niveles), garantizando un rápido y efectivo acceso a los datos, cuando esto sea requerido. Esto viabilizaría concepciones de seguridad de los datos, así como un modelo de actualizac ión rápido y eficiente, con vistas al mantenimiento del sistema y/o cambio e inclusión de nuevos diseñadores y/o programadores.
PRINCIPALES RESULTADOS Y APLICACIÓN La concepción del proyecto dio al traste con un modelo de desarrollo de sistemas en el grupo de investigación de informát ica educativa del Centro de Estudios de Ingeniería y Sistemas, lo cual en el caso de Learning English, posibilitó un tiempo de desarrollo corto, y mucho más pequeño en los procesos de actualización. Además particularmente este proyecto sustanciado en la plataforma Learn ing English posibilitó un desarrollo de una mayor interacción y planificación en las clases de idiomas, además de potenciar el interés de los estudiantes en ciencias técnicas hacia el mis mo, lo cual estaba valorado en un nivel no muy alto. Otro de los resultados alcanzados por este sistema fue la organizac ión del trabajo y la potenciación de la colaboración entre participantes. Es válido plantear que actualmente este sistema está siendo usado por más de 6000 usuarios, dentro de los cuales juegan un papel protagónico estudiantes de la CUJAE y estudiantes que cursan la carrera de Informática Operat iva en el mis mo centro, los cuales han emit ido criterios muy positivos acerca de este sistema.
NOVEDAD CIENTÍFICA
Este artículo muestra de una forma u otra, una nueva perspectiva en el d iseño de sistemas e-learn ing, en cual se plasma una independencia y desarrollo en módulos, y una propuesta en diseño de arquitectura e implementación. Planificación, organizac ión de tareas, informaciones, práctica, y la interrelación de los módulos son aspectos que se consolidan, mientras que esto se une a nuevas concepciones en lo referente al control (e-control), la inclusión de la web semántica (en el módulo de control & evaluac ión), los consejos evaluativos, la descripción de los errores, y la utilizac ión novedosa de la minería de datos en el e-lea rning, unido a la visión futura de interrelacionar el mis mo a los denominados agentes inteligentes. Además se fomenta el diseño de nuevos módulos que posibiliten una mejor planificación y desarrollo del conocimiento asociado al proceso de gestión. Un fuerte componente comunicativo basado en tecnología streaming; un módulo histórico, futuro para la toma de decisiones y que posibilita darle información al profesor de los tiempos y acciones de sus estudiantes. También las nuevas concepciones evaluativas con el uso de las web semánticas y basadas en patrones, unido al desarrollo de niveles de complejidad y auto-generación de exámenes. Estas y muchas otras son las razones que nos permiten afirmar que estamos en presencia de un sistema aglutinador, aunque hoy día existen importantes sistemas (BlackBoard, WebCT, Moodle), se ha desarrollado uno que tiene algunos elementos noveles, como resulta ser, la precisión y detalles del progreso, evaluaciones y tipos de error de cada estudiante cometidos, la planificación y organización del aprendizaje de una forma más simple y profunda, así como un fuerte componente comunicativo (no solo Chat, ni correo, sino también agenda, horarios, aulas virtuales, presentaciones virtuales, grabaciones online, teleconferencias, entre otros). Hoy día no basta con poner la información, hay que controlarla, hay que guiar al estudiante 100% en su desarrollo académico dentro de su período de aprendizaje. No ver el sistema como algo más, ver al sistema co mo guía y amigo.
CONCLUSIONES La concepción de proyectos e-learning basados en esta descripción modular así como las pautas de desarrollo y las fases de trabajo han demostrado la efectiv idad en el proceso de desarrollo de plataformas e-learn ing. Sustanciado esto en la plataforma Learn ing English, la cual con los recursos que ofrece ha posibilitado un avance en el proceso educativo respecto a la enseñanza de idiomas. Ello junto a los resultados obtenidos ha podido conformar elementos que corroboran la necesidad imperiosa de actualizar los modelos de enseñanza – aprendizaje; además de brindar una detallada descripción del cómo afrontar de forma uniforme problemas cuya solución tengan una plataforma de tele-formación y/o e-learning.
Learn ing English, junto a esta concepción de proyecto, será entonces, el reto universitario y/o empresarial en su aplicación
en las distintas redes universitarias y/o empresas, no solo de Cuba sino de toda Latinoamérica y el mundo.
RECONOCIMIENTOS “Los autores del trabajo agradecen la asesoría y tutoría de dos personas: Dr. Miguel Ángel Garay Garcell y a la Dra. María Heid i Trujillo Fernández”. Además agradecemos incondicionalmente a todos los miembros del departamento de idiomas, en especial a Inés, profesora del mismo, la cual fue la primera en montar un curso en la plataforma. A l Centro de Estudios de Ingeniería y Sistemas, a la dirección de Investigaciones de la Facultad de Ingeniería Industrial, a todos, gracias. Agradecer también a otros autores del proyecto, y desarrolladores de parte de él, a Alaín Calzadilla, Alvaro Javier Ran zola, Mayté Herrera, Mirelle Loren zo.
BIBLIOGRAFÍA 1. PEÓN AGUIRRE, RODOLFO: “La educación a
distancia: la modalidad educativa que posibilita eficazmente la educación continua” EDUCADIS: Universidad de Sonora. Septiembre 15, 1998. http://www.uson.mx/unison/educadis/concepto.html
2. ALVAREZ GÓMEZ, MIGUEL: “Educación a Distancia ¿Para qué y cómo?” Centro de Excelencia de la Universidad Autónoma de Tamaulipas. México. 1998 http://www.sld.cu/libros/distancia/cap1.html
3. DICCIONARIO DE LA LENGUA ESPAÑOLA. Rea l Academia Española. http://buscon.rae.es
4. JACONSON, IVAR & BOOCH, GRADY & RUMBAUGH, JAMES: “El proceso Unificado de Desarrollo de Software”. 2002. (Libro)
5. PERALTA, MARIO: “Estimación de Esfuerzo Basado en Casos de Uso” CAPIS: Buenos Aires. Argentina. Reportes Técnicos en Ingeniería de Software Vol. 6 N ° 1 (2004), pág. 1-16 ISSN: 1668-3137. © CAPIS-EPG-ITBA. http://www.itba.edu.ar/capis/rtis/index.htm.
6. HALL, B.: “Web-Based Training” WIley Computer Publishing. 1997.
7. KHAN, B.H., (ED.): “Web-Based Instruction. Educational Technology Publications” Englewood Cliffs, New Jersey. 1997.
8. ROTHWELL, W.J. & KAZANAS, H.C.: “Mastering the Instructional Design Process” Josey-Bass Incorporated. 1998.
9. MARTINEZ P. JULIO, FERNÁNDEZ P. YAMILIS , OTERO C. CIRELDA, DE LOS REYES O. MAIKEL: “Gestión de Sitios Web” Grupo de Investigación de Comercio Electrónico: Centro de Estudios de Ingeniería de Sistemas. Instituto Superior Politécnico José Antonio Echeverría. Ciudad Habana. Cuba. 2002. (Lib ro)
10. MARTINEZ P. JULIO, FERNÁNDEZ P. YAMILIS , OTERO C. CIRELDA, DE LOS REYES O. MAIKEL: “Buenas prácticas para el diseño de Sitios Web” Grupo de Investigación de Comercio Electrónico : Centro de Estudios de Ingeniería de Sistemas. Instituto Superior Politécnico José Antonio Echeverría. Ciudad Habana. Cuba. 2002. (Libro)
11. MARÍN MARÍN, HENRY: “Gestión del Conocimiento. Capital Intelectual. Comunicación y Cultura” ISBN: 958-33-7504-7. Impresos Begón Ltda.. Medellín. Co lombia. (Libro)
12. CAS TELLANOS CUTIÑO, CARLOS ALBERTO: “Generalidades de la perspectiva tecnológica del e-learning”. 2004. http://www.cibersociedad.net/congress2004/
13. HARVARD BUS INESS REVIEW: “Harvard Business Review on Knowledge Management” Harvard Business School Press. EEUU. páginas 80-112. 1998.
14. KERS CHBERG, LARRY: “Knowledge Management: Managing Knowledge Resources for the Intelligent Enterprise”. XXIII Taller de Ingeniería de Sistemas. Chile. 2000.
AUTORES Leydier Argüelles Torres, Estudiante de 5to Año de Ingeniería In formática . Facultad de Ingeniería Industrial. Estudiante Investigador. Centro de Estudios de Ingeniería y Sistemas (CEIS). Instituto Superior Politécnico “José Antonio Echeverría”, Dirección: CUJAE-CEIS. Calle 114 No. 11901. Entre 119 y 127. Marianao. Ciudad Habana. 53(7) 2663905, 53(7) 2663795. [email protected], [email protected], [email protected], [email protected]. Labor Actual: Actualmente presidente del Consejo Científico Estudiantil de la Facultad de Ingeniería Industrial, responsable de la esfera de investigaciones de la FEU (Federación Estudiantil Universitaria). Jefe de Proyecto (por la parte de estudiantes) del grupo de Informática Educativa del CEIS. Trabajo actualmente en el desarrollo de la versión 3.0 del sistema Learning English. Me destaco en el desarrollo sobre plataforma .NET, lenguajes C#, C++, Pascal. Experiencia en desarrollo web y en diseño e implementación de Bases de Datos. Ariel Ernesto Castellanos Isaac, Estudiante de 5to Año de Ingeniería In formática . Facultad de Ingeniería Industrial. Estudiante Investigador. Centro de Estudios de Ingeniería y

Sistemas (CEIS). Instituto Superior Politécnico “José Antonio Echeverría”, Dirección-Particular Águila #771 apto B e/ Montes y Corrales Habana Vieja - Ciudad Habana. 53(7) 2663905, 53(7) 2663795. [email protected], [email protected], [email protected], [email protected]. Labor Actual: Pertenece al grupo Informática Educativa del CEIS. Trabajo actualmente en el desarrollo de la versión 3.0 del sistema Learning English. Me destaco en el desarrollo sobre plataforma .NET, lenguajes C# , Pascal. Experiencia en desarrollo web (asp,php) y en diseño e implementación de Bases de Datos.
Liz Yarai Martínez Delgado, Estudiante de 5to Año de Ingeniería In formática . Facultad de Ingeniería Industrial. Estudiante Investigador. Centro de Estudios de Ingeniería y Sistemas (CEIS). Instituto Superior Politécnico “José Antonio Echeverría”, 53(7) 2663905, 53(7) 2663795. lmart [email protected]. Labor Actual: Actualmente vice-presidenta del Consejo Científico Estudiantil de la Facu ltad de Ingeniería Industrial. Trabajo actualmente en el desarrollo de la versión 3.0 del sistema Learn ing English. Experiencia en desarrollo web plataforma .NET, lenguajes C#, C++, Pascal. Experiencia en diseño e implementación de Bases de Datos.
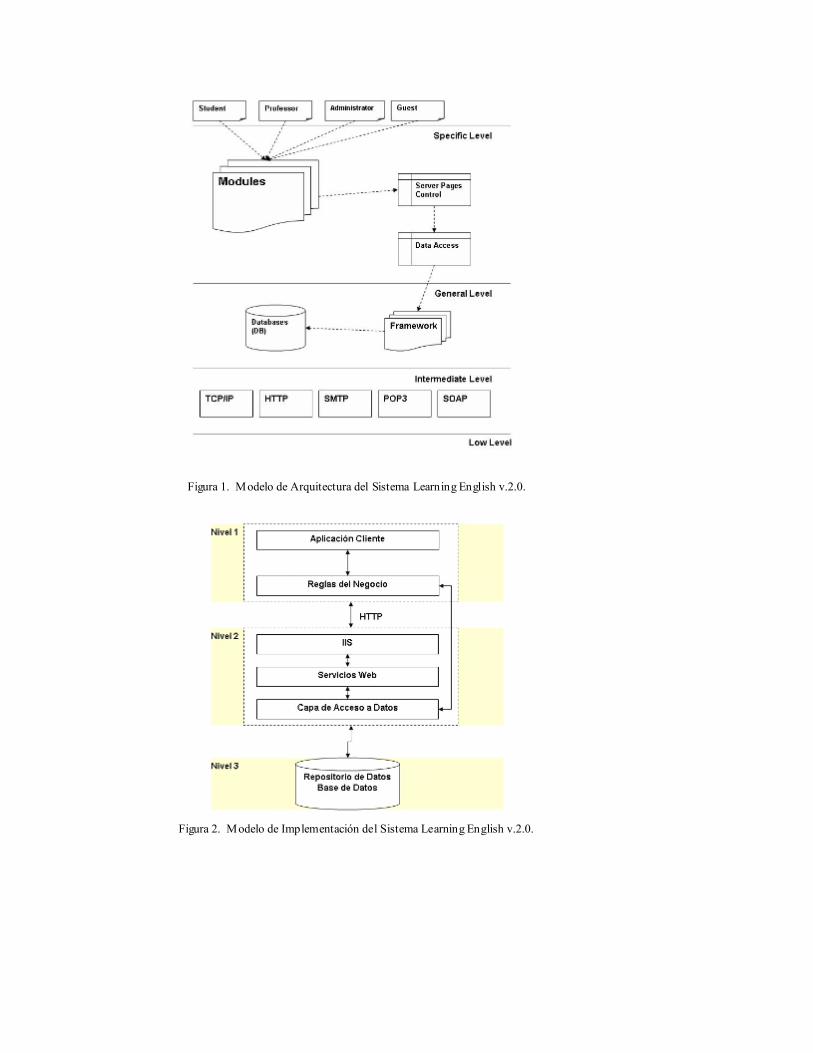
Figura 1. Modelo de Arquitectura del Sistema Learning English v.2.0.
Figura 2. Modelo de Implementación del Sistema Learning English v.2.0.
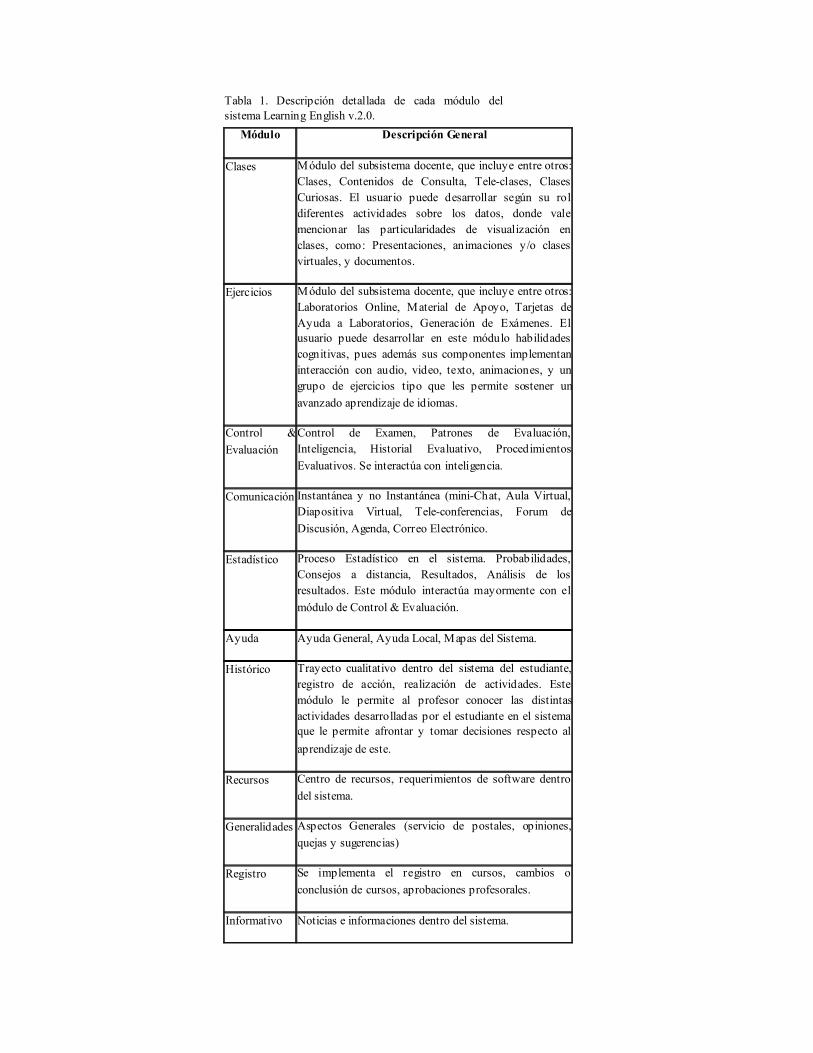
Tabla 1. Descripción detallada de cada módulo del sistema Learning English v.2.0.
Módulo Descripción General
Clases Módulo del subsistema docente, que incluye entre otros: Clases, Contenidos de Consulta, Tele-clases, Clases Curiosas. El usuario puede desarrollar según su rol diferentes actividades sobre los datos, donde vale mencionar las particularidades de visualización en clases, como: Presentaciones, animaciones y/o clases virtuales, y documentos.
Ejercicios Módulo del subsistema docente, que incluye entre otros: Laboratorios Online, Material de Apoyo, Tarjetas de Ayuda a Laboratorios, Generación de Exámenes. El usuario puede desarrollar en este módulo habilidades cognitivas, pues además sus componentes implementan interacción con audio, video, texto, animaciones, y un grupo de ejercicios tipo que les permite sostener un avanzado aprendizaje de idiomas.
Control & Evaluación
Control de Examen, Patrones de Evaluación, Inteligencia, Historial Evaluativo, Procedimientos Evaluativos. Se interactúa con inteligencia.
Comunicación Instantánea y no Instantánea (mini-Chat, Aula Virtual, Diapositiva Virtual, Tele-conferencias, Forum de Discusión, Agenda, Correo Electrónico.
Estadístico Proceso Estadístico en el sistema. Probabilidades, Consejos a distancia, Resultados, Análisis de los resultados. Este módulo interactúa mayormente con el módulo de Control & Evaluación.
Ayuda Ayuda General, Ayuda Local, Mapas del Sistema.
Histórico Trayecto cualitativo dentro del sistema del estudiante, registro de acción, realización de actividades. Este módulo le permite al profesor conocer las distintas actividades desarrolladas por el estudiante en el sistema que le permite afrontar y tomar decisiones respecto al aprendizaje de este.
Recursos Centro de recursos, requerimientos de software dentro del sistema.
Generalidades Aspectos Generales (servicio de postales, opiniones, quejas y sugerencias)
Registro Se implementa el registro en cursos, cambios o conclusión de cursos, aprobaciones profesorales.
Informativo Noticias e informaciones dentro del sistema.

Ideas para una imagen. Punto de venta para el turismo Havanatur
Maysel Castillo Garcia1
1 Instituto Superior Politécnico José Antonio Echeverría, Ingeniería Quimica, 5to Año, [email protected]
RESUMEN / ABSTRACT
Havanatur es una agencia de viajes, que trabaja en estrecha vinculación con Havanautos, y cada vez mas han ido extendiendo su labor de venta al turismo, tanto en Cuba co mo en el ext ranjero. Hasta ahora han resuelto su presencia física en los llamados puntos de venta, ocupando locales rentados de instalaciones relacionadas con visitantes extranjeros.
Requiriendo ya de su propio espacio, se han propuesto obtener una imagen que las identifique, requiriendo de ideas, que les sirvan para analizar y comparar posibilidades y les permitan finalmente llegar a una decisión. La Facultad de Arquitectura colabora con un grupo de 21 estudiantes de cuarto año, que elaboran igual cantidad de variantes, como resultado parcial de la asignatura Proyecto Técnico II.
Tuvo como objetivo elaborar una imagen, que ejecutada de forma repetitiva, fuera una expresión de identidad para las agencias Havanatur y Havanautos en cualquier lugar, debiendo permitir variac iones sobre elementos predeterminados para adecuarse a las especificidades de tres contextos diferentes: aeropuerto, playa y paisaje rural.
Las soluciones se expresan en plantas, elevaciones, secciones, perspectivas y maquetas. Toda la información grafica de cada variante se presenta en una pancarta de 1.80 m x 0.80m.
Los resultados han sido satisfactorios, respondiendo al objetivo planteado y superando las expectativas iniciales de la entidad promotora. Cinco de las variantes fueron seleccionadas para su exposición en la IV Convención Internacional de Turismo, celebrada a principios de mayo 2004 en Varadero. Llamaron la atención de directivos del sector, motivando su interés para dar continuidad profesional a esas ideas.
INTRODUCCIÓN
Havanatur es un Grupo Internacional de Turoperadores y Agencias de Viajes, que se identifica co mo el especialista de Cuba, con más de 80 agencias de viaje distribuidas en 40 países de América, Europa y Asia. Su propósito principal es promocionar al país como un destino turístico, no solo por sus paisajes, sino también por su cultura.
Creado hace 25 años, su trabajo se mantiene en locales rentados a hoteles u otras entidades turísticas fundamentalmente. Se ha propuesto crear una imagen propia que se traduzca en una expresión formal que identifique a esta agencia. Como Havanatur trabaja de forma asociada con
Havanautos, ésta también será identificada a través de esa imagen.
Este interés fue asumido para una asignatura de Proyecto de 4to año de la carrera de Arquitectura. El tema se desarrolló bajo la identificación de Ideas para una imagen de puntos de venta y referencia para el turismo.
Tiene como objetivo elaborar una expresión arquitectónica, que ejecutada de forma repetitiva, sea percibida con identidad para las agencias mencionadas, debiendo permit ir variaciones sobre elementos predeterminados para adecuarse a las especificidades de tres contextos diferentes.
Se elaboraron alternativas por cada uno de los 21 alumnos del grupo dedicado a este trabajo, y que en su conjunto fueron presentadas a la Dirección de Desarro llo de Havanatur. Cinco de ellas fueron seleccionadas para formar parte de la exposición de productos de la agencia en la IV Convención internacional de Turismo que tuvo lugar en Varadero en mayo 2004.
Estas soluciones son las que aquí se presentan.
DESARROLLO
Descripción general del proyecto
El proyecto se propone desarrollar una imagen con formas simples, pero a la vez pregnante, que debido a su apariencia, posibilite que se identifique fácilmente. Es decir, lograr una imagen propia relac ionada con las agencias que representa. Para ello no se plantea una ubicación específica. Sin embargo debe estar en capacidad de adaptarse a diferentes contextos. Para demostrar estas posibilidades, se impuso que se brindara cada solución para tres condiciones diferentes: paisaje rural, playa y aeropuerto.
Las propuestas se apoyaron fundamentalmente en las formas y volumetrías. Sobre cada una se prevén variaciones en cuanto al diseño, según las características de cada uno de los tres contextos orientados. Estas variaciones resultaron dirig idas a los materiales, colores, texturas y tipos de cierre y fenestración.
Aunque se debe prever para ser climatizado su interior, las soluciones debían considerar la alternativa de aprovechar la ambientación natural.
La obra, de nueva construcción, debe presentar una distribución interior, con la co mposición de los siguientes locales:
- área de estar (a criterio de cada diseñador), - oficina para Havanatur (9m²), con un almacén
contiguo que puede ser eventualmente oficina (6 m²),
- oficina para Havanautos (9m²) con un almacén contiguo (6 m²),
- un servicio sanitario - un pantry (9m²).
La co mposición de estos elementos debe presentar flexibilidad para adaptarse al equipamiento automatizado, que en constante transformación apoya el trabajo de los operadores y la
información a los clientes. Todos estos locales conforman el volumen construido, al cual se anexa un área pavimentada de parqueo, para 6 autos y 2 ómnibus (de 40 plazas) disponibles para rentar, más 2 autos para el personal de servicio.
Los accesos para vehículos y para peatones deben ser independientes.
La vegetación tiene presencia obligada para la protección ambiental y para co mplementar la expresión formal, tanto exterior co mo interior, de la instalación. La permeabilidad visual coadyuva a la sensación de expansión de un espacio pequeño y a la vinculac ión con el contexto.
Todo el conjunto debe evitar la agresión sobre el terreno y estar en condiciones de adaptación favorable a diferentes topografías.
Este primer intento de búsqueda de una imagen se ha limitado al ámbito nacional, por tanto se insiste en la identidad cultural que debe tener lugar al percibir su expresión. Una apariencia agradable y distintiva no debe ser obstáculo para una funcionalidad óptima con el pert inente uso racional de recursos materiales. Para esta primera experiencia no hubo restricciones de carácter financiero.
Su construcción debe ser durable, de fácil y rápida ejecución, en lo posible con tipificación de sus componentes.
A continuación se describen las cinco soluciones que son representativas de diferentes criterios de diseño. En cada una se expresan los propósitos trazados, su conceptualización, las variaciones previstas para diferentes contextos con referencias a los componentes que las definen. Se muestran imágenes de las respectivas maquetas. ALTERNATIVA 1
Se plantea una expresión pregnante, sobre la base de la articu lación entre volúmenes con geometrías muy simples y planos en intersección.
La ed ificación quedaría enfatizada por el lecho natural en el cual se apoya, que en el caso de las tres variantes, se mantiene con el mismo d iseño. Se enfatiza la co mposición del acceso.
Se sugieren materiales ligeros en los cierres verticales, cubierta y fenestración, como el poliestireno expandido, que permite una amplia gama de texturas y colores. Son más rápidos en la ejecución por presentar menos peso que los tradicionales.
Otorga identidad a la propuesta su composición volumétrica . La vegetación y las piedras constituyen elementos que refieren la condición caribeña del país y acentúan la volumetría.
Los elementos susceptibles de transformación según el contexto, sin dejar de percib ir su identidad, son la textura, terminaciones, colores y los materiales. En paisaje marino los volúmenes toman aspecto de madera y los planos que interceptan tendrán tonalidades azules y un enchape vidriado. En paisajes rurales son los muros los protagonistas, adoptando la apariencia de madera con tonalidades carmelitas, mientras los planos poseen tonos grisáceos. Vinculados a aeropuertos, la apariencia es más tecnológica, con la incorporación de elementos metálicos y tubulares para fenestración y barandas, los volúmenes serán claros y los tonos grises metálicos para los planos.
En todos los casos se mantiene el mismo parqueo y áreas exteriores (ver figura 1). ALTERNATIVA 2 Se trata de hacer una evocación a la enseña nacional, apreciado en la fachada principal. Mediante la ut ilización de formas y colores, se sugiere al v isitante una entrada a Cuba. Esta cobertura además facilita la inserción en cualquier tipo de contexto.
Por principios de respeto al símbolo patrio, se evita el contacto directo con el suelo, y el volumen se ha dispuesto sobre una plataforma de color carmelita, rec reando el elemento tierra del paisaje cubano. El mis mo es co mpletado a ambos lados por estructuras esbeltas metálicas con la función de protección para los autos que en su expresión reinterpretan la palma real, conformando así todo el conjunto un verdadero paisaje cubano.
En cuanto a las áreas exteriores se trata de buscar un diseño con cierta homogeneidad con el inmueble, usando igualmente composiciones puras siendo funcionales a la vez. Los límites estarán definidos por la parte posterior por una franja baja de vegetación y en los laterales por cierres virtuales en formas de olas.
Se ha utilizado el metal co mo material constructivo y se han introducido algunas características representativas de los materiales típicos de la construcción tradicional cubana, como por ejemplo el uso de la teja acanalada en la cubierta, representando la teja criolla, así como los colores típicos de la policromía nacional. En el remate perimetral de la cubierta con el color azul se simboliza el mar que rodea a Cuba.
En los tres entornos diferentes se emplea el metal co mo material actual y económico. Las formas también son parecidas, solo variando los cierres que coinciden con las franjas blancas de la bandera.
Para cada una de las variantes se propone que el diseño exprese identidad nacional y de la empresa, que sea un diseño dinámico y atractivo, con eficacia funcional, facilidad ejecutiva y rápida ejecución, uso de suelo mínimo, durabilidad, ligereza y permeab ilidad visual (ver figura 2). ALTERNATIVA 3 Para lograr la identidad, se ha intentado a través de la forma volumétrica hacer básicamente la reinterpretación del logotipo de Havanatur.
Se diseñó un volumen en espiral que asciende, limitado por los planos inclinados, y coronado en su centro por un techo que tiene una pendiente del 50%; y en conjunto reinterpretan el movimiento del mar y del sol respectivamente.
Utilizar la superficie curva, a través de planos verticales, creando un ritmo en la fachada, obtener varias texturas med iante el empleo de diferentes materiales, conectar el volumen diseñado con el parqueo de exhibición, obteniendo un solo conjunto, y lograr un espacio interior continuo donde los límites estén dados solo por el mobiliario, son las premisas de diseño para este proyecto.
Para los diferentes entornos cambian los materiales, color y texturas; pero la forma se impone, siendo capaz de transmitir su concepto en cualquier sitio.
Los elementos susceptibles a transformar son el cierre exterior, los colores, el muro que limita el parqueo de exhibición, y los materiales.
Para la playa, en el exterior se propone utilizar co mo cierre en la fachada norte un paño de vidrio corrido de color azul. Un elemento horizontal de diseño marca el entrepiso de color ro jo, de igual color que el techo inclinado. Para el interior los paneles divisorios son de color blanco y de un material ligero, la escalera metálica es de color azul.
En el entorno natural el cierre exterior será una celosía de madera que se superpone a las ventanas de persianas miami, buscando una textura que enfatice el volumen. Todo el mobiliario interior será de madera.
En el caso del aeropuerto se propone frag mentar el paño de vidrio continuo con unos elementos metálicos de color dorado opaco, espaciados para lograr un ritmo. El elemento que limita el parqueo se transforma utilizando elementos unidos por una superficie de co lor gris, todos metálicos; la cubierta central será de color blanco. El mobiliario interior se empleara con diseños minimalistas de material metálico.
Dos de sus fachadas pueden ser indistintamente principales por la asimetría de su torre. (ver figura 3)
ALTERNATIVA 4 Se han utilizado recursos contemporáneos de diseño, basados principalmente en producir ritmos complejos de entrantes y salientes, articulaciones volumétricas que inducen ruptura y movimiento, además de fuertes contrastes de texturas y colores. De esta manera el edificio se percibe co mo un elemento ligero de énfasis en cada entorno, un edificio que puede ser trasladado, pero que al tomar forma se identifica con facilidad.
Se debe señalar como elemento unificador de todas las variantes al plano curvo fragmentado que identifica el acceso principal, siempre de color b lanco.
Los elementos que cambian en las diferentes variantes son los materiales y las texturas, además del uso de especies diferentes de vegetación en las áreas exteriores. Siempre se mantiene sin embargo el mis mo contraste entre el plano curvo, el volumen de oficinas y la zona de servicios.
En cada uno de los contextos se emplean materiales relac ionados fundamentalmente con la arquitectura predominante y la vegetación responderá a especies locales, ubicando árboles de sombra en la zona de parqueos y junto al edificio especies que produzcan acento al sitio.
Para el entorno rural se usa la combinac ión de madera oscura y clara para las oficinas y la zona de servicio respectivamente.
En las playas se ubicará madera clara para las oficinas y gris oscuro para la zona de servicios.
En los aeropuertos se empleará un gris metálico intenso y un gris metálico claro para el caso de las oficinas y el b loque de servicio respectivamente. (ver figura 4). ALTERNATIVA 5 La identidad cubana se muestra mediante un diseño que se entrelace con el medio natural del país, utilizando un volumen puro, el cubo, el cual es lo suficientemente transparente para lograr la relac ión directa interior - exterior. Este proyecto siempre se concibió junto al factor naturaleza, y este junto a la imagen tectónica, que es la que primaría en el ed ificio.
Las grandes vigas de piso al eje central interceptadas por el volumen puro son la imagen rectora de identificación del proyecto.
Los principales materiales empleados para la cubierta son las tejas acanaladas de madera que permiten conservar la frescura del entorno, junto con el gran puntal que prima en todo su interior, lo que favorece no utilizar la climat izac ión dentro del espacio.
Los grandes vanos de cristal de colores marrones traslúcidos son constantes para la imagen de la obra en cualquier entorno que esta se ubique.
El factor vegetación, agua, animales están presentes en los entornos de campo y playa, tanto en su interior como en el exterior, así co mo el mobiliario interior, diseñados artesanalmente de bambú o mimbre preferentemente.
En el caso del aeropuerto las vigas serán de metal y la cubierta se compondrá por partes traslúcidas y planchas acanaladas ligeras de fibrocemento lo que permit iría la conexión directa desde el interior hacia las áreas exteriores por la cubierta. El mobiliario interior se propone metálico.
Todos los elementos de la composición se basan en la simplicidad de montaje y rápida ejecución, ya que toda la estructura es modular para optimizar los recursos y que obra sea económicamente factible. (ver figura 5 y 6).
CONCLUSIONES Las principales características comunes en las propuestas presentadas son principalmente: la factibilidad económica y de ejecución de la obra, el d iseño de un volumen expresivo, la optimización del espacio interior, y la estrecha relación interior- exterio r junto a la naturaleza.
Los resultados han sido satisfactorios, superando las expectativas iniciales de la entidad promotora. En la IV Convención Internacional de Turismo los trabajos expuestos llamaron la atención de directivos del sector turístico, mostrando un gran interés en dar continuidad profesional a estas ideas.
Todo el conjunto de propuestas elaboradas son una importante base de partida para analizar y comparar las posibilidades, que conducirán finalmente a una decisión ulterior por las dependencias de Inversiones y Desarrollo de Havanatur.
Se ha cu mplido plenamente el objetivo p lanteado.
Como experiencia de trabajo ha sido muy favorable trabajar un tema de proyecto nuevo que no se había entrenado en los últimos años en la carrera de Arquitectura. Fue rea lmente interesante proyectar una misma obra que fuera adaptable a tres entornos diferentes, variando simplemente algunos elementos predeterminados.
La d iscusión colectiva sobre los elementos que podrían ser portadores de identidad para este tipo de servicio, para derivar entonces aquellos que podrían ser susceptibles de variaciones,
fue una aproximación al significado en la arquitectura que no se había tratado con anterioridad. La atención a la pequeña escala del conjunto a desarrollar, exigió el dominio integral de recursos de composición, para constituir un reto, asumido con beneplácito y entusiasmo por los alumnos.
Ha sido una experiencia muy interesante, que con trabajos similares debían ser desarrolladas por todo alumno en algún momento de su formación co mo profesional. AUTORES Maysel Castillo Garcia1, Graduada de Arquitectura. Facultad de Arquitectura. Investigador. (Grupo de Investigación de Arquietectura). Instituto Superior Politécnico “José Antonio Echeverría”, Dirección: CUJAE-CEIS. Calle 114 No. 11901. Entre 119 y 127. Marianao. Ciudad Habana. 53(7) 2663260 [email protected]
Labor Actual: Se desempeña como profesora el la cujae

Figura 1. a) Vista Superior b)Vista Tridimencional.

Figura 2. a) Vista Superior b)Vista Tridimencional
Figura 3. a) Vista Superior b) Vista Tridimencional
Figura 4. a) Vista Superior b) Vista Tridimencional
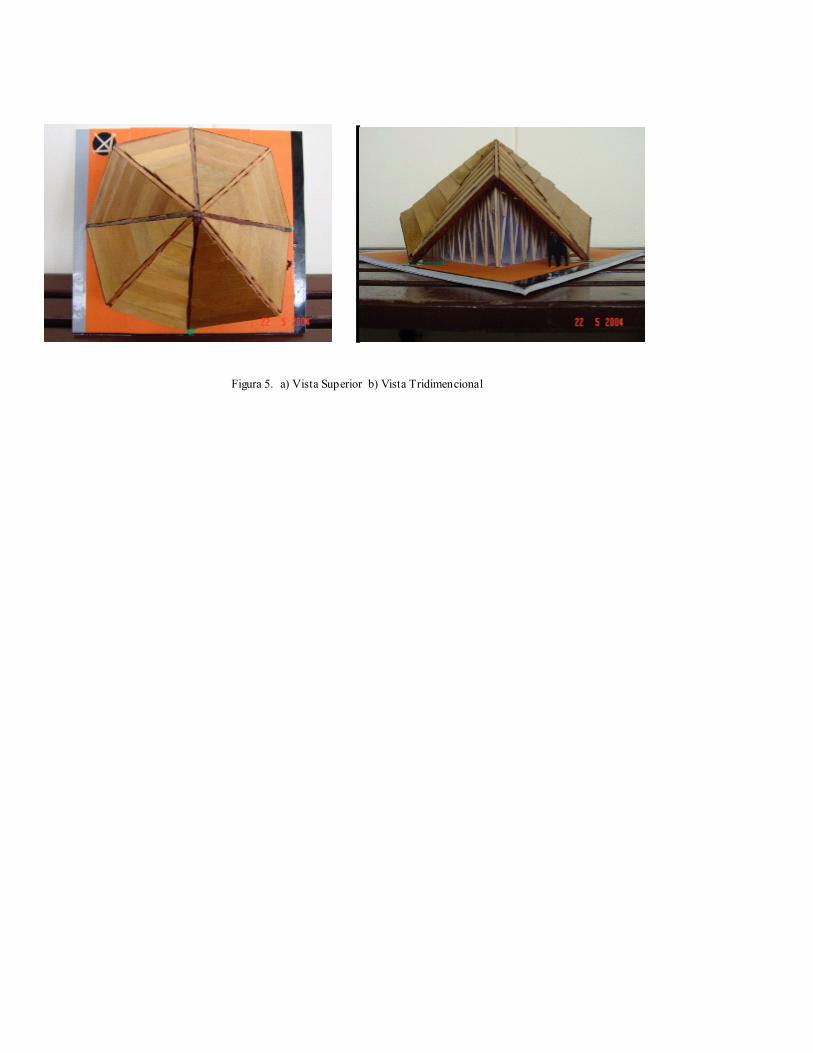
Figura 5. a) Vista Superior b) Vista Tridimencional

Matlab en la web. Secuencial y paralelo
Kevin Castro Rodriguez1
1 Instituto Superior Politécnico José Antonio Echeverría, Ingeniería en Telecomunicaciones, 5to Año, [email protected]
RESUMEN / ABSTRACT En este trabajo se expone la forma en que se logró ejecutar aplicaciones paralelas sobre Matlab6.5 en un Cluster Beowulf de 8 nodos, la forma de utilizar Matlab sobre el cluster desde la Web, tanto para la ejecución de aplicaciones paralelas como secuenciales, describiendo las principales partes que componen la pagina Web de acceso al sistema. Se analiza un ejemplo de aplicación paralela en función del número de nodos esclavos utilizados y del número de usuarios conectados a la aplicación. Se exponen, además, las principales características a tener en cuenta a la hora de programar una aplicación sobre el sistema diseñado, comparando los tiempos empleados al utilizar la topología creada para la ejecución de aplicaciones paralelas y la creada para la ejecución de aplicaciones secuenciales.
INTRODUCCIÓN
Tanto profesores como estudiantes, no solo del CEBIO donde se implemento este trabajo, sino de muchos otros departamentos de la cujae y de muchas ramas de la ingeniería en general, se au xilian de una muy valiosa herramienta de cálculo para el desarrollo de sus temas de investigación. Dicha herramienta es Matlab [3] y su uso se extiende cada día mas debido a lo amigable que resulta la programación sobre él, a las potencialidades que posee para el cálculo con matrices y números complejos, a sus potencialidades gráficas y al gran número de funciones ya implementadas que trae para el trabajo en ramas como el procesamiento de imágenes y señales, en las comunicaciones, en las finanzas, en la industria aeronáutica, etc. entre otras características no menos importantes y que lo hacen cada vez mas atractivo cuando se habla de cálculo y simulac iones. Pero Matlab tiene varios problemas, entre ellos está que para trabajar con el debe tenerse instalado en su PC y consume muchos recursos en su ejecución, necesitándose memoria suficiente para el empleo de sus ultimas versiones, además de no ser gratis debiéndose pagar una licencia por encima de $1000 para su uso, imposibilitando esto que no todos puedan tener Matlab en su PC. Además, otra limitación que presenta Matlab es que no permite utilizar las potencialidades que brinda un cluster de PC para au mentar su velocidad y potencia de cálcu lo. Con este trabajo se pretende emplear el cluster Beowulf co mo un servidor de Matlab, donde los usuarios, con una simple conexión de red y un explorador puedan mandar a ejecutar sus aplicaciones tanto de forma secuencial co mo de fo rma paralela sobre Matlab en el cluster, eliminándose con ello la necesidad de tener Matlab instalado en nuestra PC para su utilizac ión y
agregándole la potencia de calculo de los 8 nodos que posee el cluster en estos momentos. Para lograr los objetivos trazados anteriormente deben de resolverse dos problemas principales, primero, ¿Cómo ejecutar aplicaciones paralelas en Matlab cuando dicha herramienta trabaja de forma secuencial ejecutando solo una función a la vez? y un segundo problema que sería: ¿Cómo lograr que los usuarios pudieran trabajar con Matlab remotamente sin alejarse demasiado de la interfaz que presenta dicho programa cuando se trabaja con el directamente? En este trabajo se ha creado e implementado una solución para cada uno de los problemas presentados.
DESARROLLO
Ejecución de aplicaciones paralelas sobre Matlab Muchos proyectos encontrados en la "Web" tratan de resolver el problema de la ejecución de aplicaciones paralelas sobre Matlab de diferentes maneras [1]:
1- Coordinando mult iples procesos de MATLAB para trabajar en paralelo (esta coordinación puede ser virtualmente paralela o med iante el paso de mensajes entre los procesos),
2- Brindando un "respaldo paralelo" a MATLAB y usando a MATLAB co mo interface para los graficos del usuario.
3- Compilando los códigos de MATLAB en un código paralelo nativo.
Para la ejecución de aplicaciones paralelas mediante Matlab sobre el cluster del CEBIO se utilizó una configuración virtualmente paralela [1] llevando a cabo la comunicación entre las diferentes instancias Matlab por medio de sistemas de archivos distribuidos NFS [6], el diagrama en bloques del proceso de paralelización se muestra en el esquema de la figura del anexo A.1.
En el esquema, la función maestra (Funcion-maestra.m), escrita en código nativo Matlab y la cual se ejecuta en el nodo maestro, será la encargada de chequear cuantas máquinas activas tiene el cluster en ese momento, crear los ficheros con los datos de entrada para cada función esclava en los restantes nodos, llamar al fichero Mex (Start-pogram), esperar por la terminación de las instancias Matlab esclavas, leer los ficheros de salida de estas una vez su terminación y dar los resultados. El fichero Mex (Start-pogram), es el encargado de la comunicación entre Matlab y el programa Spaw escrito en C y el cual se encarga de levantar tantos nuevos procesos como máquinas queramos que estén corriendo en nuestro cluster. Desde cada uno de estos nuevos procesos, y de forma paralela se levantarán nuevas instancias Matlab en las restantes máquinas activas del cluster, este proceso se hará utilizando rsh [8] mediante las funciones “Engine” [7] que trae disponible Matlab para la comunicación de C con Matlab, en estas nuevas instancias Matlab se mandarán a correr las funciones esclavas, escritas en lenguaje nativo de Matlab, y en las cuales se realizará la lectura de los ficheros con los datos de entrada, el procesamiento matemát ico de los datos de entrada y se escribirá el fichero con los datos de salida. La sincronización es llevada a cabo mediante el chequeo de ficheros “lock” escritos en los archivos distribuidos. La sintaxis del funcion Mex (Start-pogram) y del programa spaw se muestran en el anexo A.2.
De esta forma el usuario, para la creación de su aplicación paralela en Matlab solo debe programar dos funciones, una, la función master, la cual puede estar situada en cualquier subdirectorio y otra, la función esclava, la cual debe estar situada en alguno de los archivos distribuidos del cluster. En la función maestra el usuario deberá salvar los datos para cada instancia matlab levantada en los nodos activos del cluster, llamar al fichero Mex (Start -pogram) pasándole como parámetro el nombre de la función esclava y el número de máquinas en la cual quiere que se ejecuten, y finalmente leer los ficheros con los datos de salida que generaron las instancias Matlab levantadas. En la función esclava se leerá el fichero con los datos de entrada se realizará el cómputo y se escribirán el fichero con los datos de salida y el fichero “lock” para informarle al master que ya terminó. Con esta configuración, cualquier programador con
conocimiento sobre Matlab puede realizar su aplicación paralela sin necesidad de profundizar mucho más allá.
Acceso a Matlab sobre el cluster de forma remota. El acceso al cluster del CEBIO desde el exterior debe cumplir que cualquier usuario, con una conexión de red, pueda programar, tanto secuencial co mo paralelo sobre Matlab y mandar a correr sus funciones en el cluster, el soporte para esta conexión se decidió hacer sobre Web, dando la posibilidad a los usuarios que con una conexión de red y un navegador pudieran correr sus programas, de una forma paralela, sobre Matlab en el cluster. En la figura del anexo B.1 le mostramos una primera topología de acceso a Matlab sobre el cluster. En esta topología, diseñada precisamente para la p rogramación paralela sobre Matlab, el servidor Web actúa también como servidor Matlab y como Matlab Maestro en la programación paralela. La topología mostrada en la figura B.2 de los anexos fue diseñada para la ejecución de comandos y funciones de forma secuencial en Matlab sobre el cluster. En este caso se ha separado el servidor Web del servidor Matlab, liberándolo de carga y disminuyendo notablemente el tiempo que emplea la aplicación en levantar y cerrar Matlab, pues el co mando enviado se ejecutará en el nodo del cluster que menos carga tenga producto de aplicaciones Matlab corriendo en ellos, lo que soporta un numero de 8 usuarios conectado al sistema y trabajando a la mis ma vez sobre Matlab como si estuviera conectado un solo usuario, pues cada instancia se levantara en un nodo diferente. La función de determinar el nodo que menos carga tenga para ejecutar en este el nuevo comando Matlab es llevado a cabo por el servidor Web. El tipo de topología a utilizar es elegida por el usuario desde la página Web de acceso al sistema, y se toma por defecto la segunda de ambas, es decir, la diseñada para la ejecución de comandos secuenciales sobre Matlab en el cluster.
Matlab trae un toolbox para crear ciertas aplicaciones de él sobre Web denominado Matlab Webserver. Este toolbox lo tenemos disponible sobre Windows, pero no poseemos su licencia para trabajar con el desde Linux, por lo que tuvimos que implementar nuestra propia interfaz de Matlab sobre Web. Primeramente se pensó en la creación de una maquina virtual Windows usando la tecnología de Vmware Inc.[5] sobre uno de los nodos la cual tendría instalada Matlab con el toolbox Matlab Webserver e implementar la co municación del Matlab desde Linux con el Matlab en Windows para utilizar dicho toolbox, pero esta versión tiene varios inconvenientes, entre ellos:

1. Las posibilidades que ofrece el Matlab Webserver están asociadas a aplicaciones específicas, debido a que, mediante el Matlab Webserver sobre Windows, para cada aplicación de Matlab que se desee llevar a la Web se debe crear una página Web solo para ella.
2. En la máquina Windows, para que corriera el Matlab Webserver en nuestro servidor debía estar logeado algún usuario, de otra manera se nos hizo prácticamente imposible correr aplicaciones de Matlab desde la Web.
3. Se estaría perdiendo capacidad de cómputo en uno de los nodos al tener dos sistemas operativos corriendo sobre el.
Debido a estos inconvenientes se decidió crear nuestra propia aplicación de Matlab sobre Web, en la que lo que se lleva a la Web es Matlab como herramienta para el cálculo con prácticamente todas sus potencialidades, exceptuando las interfaces graficas y Simulink desde el punto de vista grafico, dándole la posibilidad a los usuarios de crear sus propias aplicaciones, tanto secuenciales como paralelas y correrlas sobre Matlab, dejando a elección del usuario el empleo o no del cluster en sus cálculos. La dirección en Internet es:
http://micronet.cujae.edu.cu/mat labweb
Esta página pertenece al portal del CEBIO en la Universidad y en lo concerniente a la programación de Matlab consta de tres partes fundamentales:
1) Ventana de Comandos
Esta parte es la que hace la equivalencia de la ventana de comandos de Matlab. En el ed itor de co mandos [ver figura B.3 de los anexos] se escribe el comando o la función que se quiera ejecutar en el servidor de Matlab y en la parte de abajo se mostraran los resultados, estos resultados son los mis mos que se obtienen al trabajar directamente sobre Matlab, incluyendo control de todo tipo de errores.
En la figura B.4 de los anexos se muestra un diagrama con los programas relac ionados con esta aplicación Web. Primeramente, el exp lorador con el que trabajará cada usuario es el encargado de recoger los comandos y datos a ejecutarse en Matlab y pasárselos un script PHP situado en el servidor
Web, el cual se encarga de levantar el programa “Matstart”, pasarle los datos previamente obtenidos del explorador, obtener los resultados que le brinde “Matstart” y devolvérselos al exp lorador.
El Programa “Matstart” es un programa rea lizado en C que emplea las funciones “Engine”[7] y cuya función es la de hacer de interfase entre PHP y Matlab. Este programa se encarga de procesar los datos recibidos del script PHP, en el caso de utilizar la segunda de las topologías, debe chequear cual de los nodos del cluster esta mas lib re y levantar una nueva instancia Matlab en este, en caso de emplearse la primera de las topologías, debe levantar una nueva instancia en el propio servidor Web, para ambas topologías debe hacerle la petición requerida por el usuario a la nueva instancia Matlab levantada, recoger los datos devueltos por Matlab y pasárselos íntegramente al script PHP y finalmente debe cerrar la sesión de Matlab abierta. Dentro de Matlab, la función “formato.m” es la encargada de atender todas las peticiones hechas por el programa “Matstart”.
Algo importante a tener en cuenta aquí es el hecho de que cada vez que se le hace una petición al servidor de Matlab se está abriendo una nueva sesión de Matlab, esto quiere decir que por cada comando que se le envié al servidor se abre y se cierra una nueva sesión de Matlab, por tanto no piense que si en un primer comando hace definiciones de variables, en el próximo co mando que le envíe estas variables estarán disponibles para trabajar con ellas, para lograr que los usuarios pudieran editar sus propias funciones y luego ejecutarla desde esta ventana de comando, de la misma forma que se haría en Matlab se diseño la segunda parte de la aplicación, el M-editor.
2) M-ed itor.
Esta es la sección de la aplicación Web que simula el M-editor [ver figura B.5 de los Anexos] de Matlab. Aquí se pueden escribir las funciones de Matlab y salvarlas con el nombre que se desee. Para luego ejecutarlas desde la ventana de comandos de la mis ma forma en que lo haría desde Matlab. Usted podrá ver su fichero escrito en la d irección:
http://micronet.cujae.edu.cu/mat labweb/temp
Esta dirección corresponde con el directorio : “/home/cluster/matlabwork” dentro del servidor, que es el directorio NFS exportado a todos los nodos del cluster.
3) Plot.
En esta parte se visualiza la última imagen activa de la aplicación programada por el usuario. Esta parte solo será visualizada si en su aplicación se genera alguna imagen mostrándose en una página Web independiente. Como servidor gráfico se ha utilizado uno de los nodos del cluster “atlas8” por poseer este entorno gráfico instalado y no así el servidor Web. En la configuración actual, además de mostrar la imagen generada en la ap licación, esta es salvada, durante 30 min, con el nombre “cebio(#aleatorio de 10 digitos).jpeg” en la dirección: http://micronet.cujae.edu.cu/mat labweb/figur. En la figura B.6 se puede observar la imagen obtenida al ejecutar el comando: “plot(rand(100,1))”.
La ap licación cuenta además con un CheckBox que le permit irá elegir al usuario si utilizar la topología para la programación de aplicaciones secuenciales o para la programación de aplicaciones paralelas, por defecto esta desmarcado indicando que la aplicación programada es secuencial. Desarrollo de aplicaciones paralelas en Matlab sobre el cluster des de la Web. En este capítulo ejemplificaremos la programación de una aplicación paralela en Matlab, para ello se ha programada una aplicación simple con la cual se determinará la cantidad de números primos en un intervalo dado. Como se ha dicho anteriormente han tenidos que ser programadas dos funciones, la maestra y la esclava a las cuales nombramos pri_master y slaves respectivamente, el código fuente de dichas funciones lo mostramos en el los anexos C.1 y C.2, Dicho código está bien comentariado para su mejor entendimiento.
En la Tabla V se muestran los tiempos empleados al ejecutar la aplicación mencionada anteriormente en función del número de nodos empleados por esta, se tomó el intervalo entre 2 y 999999 para calcularle la cantidad de números primos, además, se mid ieron 2 tiempos fundamentales, uno, el tiempo que demora en ejecutarse la aplicación desde Matlab, es decir, sin tener en cuenta el tiempo empleado en levantarse
y cerrarse Matlab, y otro donde si se tiene en cuenta. Este último se midió desde el momento en que se oprimía la tecla “enter” en la página Web hasta que se mostraban los resultados en la mis ma página. Es importante aclarar que estas pruebas se hicieron para un solo usuario conectado sobre el sistema. (ver tabla 1) De los resultados obtenidos nos percatamos que, efectivamente, al au mentar el número de nodos el tiempo de procesamiento de la aplicación dis minuye, lo que equivale a un aumento en el poder de cómputo del sistema, que era, precisa- mente lo que se necesitaba y para lo cual se montó el cluster de PC. Entre los resultados obtenidos en la tabla V, la mayor diferencia de tiempo radicó en la ejecución de la aplicación en un nodo y en la ejecución en 2, es decir, cuando se ejecuto en forma secuencial y la ejecución de la aplicación paralelizada en dos nodos. Esto se debe, fundamentalmente, a que la ejecución secuencial se desarrolló en el servidor Web “micronet”, cuyas características principales son:
1HDD 8GB FUJITZU 1HDD 40GB MAXTOR MEM 164MB DIM CPU PENTIUM 133 MHZ 256K
Cuando se paraleliza la función, en el nodo central solo se desarrolla la ap licación maestra que no incluye ninguna subrutina de cómputo intenso, dejándose esta para ejecutarse en los nodos esclavos cuyas características principales son(cada uno):
HDD 80 GB MAXTOR 7200RPM MEM 256MB DDR PC3200 400 MHZ CPU P4 2.8GHZ FSB 800 512K
De donde nos percatamos de las notables diferencias técnicas existentes entre el nodo maestro y los nodos esclavos. También de los resultados se puede ver como el servidor o nodo central emplea aproximadamente 95.6 segundos en acciones secundarias, es decir, en la comunicación entre programas y en la inicialización y finalizac ión de Matlab, este tiempo para aplicaciones de mucho procesamiento puede resultar despreciable, pero para aplicaciones que no lo sean, es un tiempo prudencialmente grande, máxime cuando para la ejecución de esta aplicación solo ha estado conectado un solo usuario desde la red.
Prueba de rendimiento del sistema para ejecución de aplicaciones paralelas. En este parágrafo se pretende comprobar cual será el comportamiento del sistema ante la conexión de varios usuarios ejecutando aplicaciones paralelas. Para esto se harán dos pruebas fundamentales, una, en la que se mandará a ejecutar por todos los usuarios a la vez un comando simple de Matlab, que no requiera mucho có mputo, para co mprobar como se comportará el tiempo “muerto” del sistema (tiempo que invierte la aplicación en la co municación entre los programas involucrados y en levantar y cerrar la instancia Matlab), cuando se mandan a ejecutar aplicaciones secuénciales empleando la topología para programación paralela, y otra, en la que todos los usuarios mandarán a ejecutar aplicaciones paralelas para comprobar el desarrollo del sistema de forma integral y el p rocesamiento en los nodos esclavos. El co mando simple elegido a evaluarse por todos los usuarios fue “a=1;” mientras que se hicieron varias versiones de la función “pri_master.m” y “slaves.m” para ejecutarse por varios usuarios a la vez, estas versiones solo incluían cambios en el nombre de los ficheros salvados en el sistema de archivo distribuidos y todas fueron ejecutadas con 8 procesadores.
En la Tab la VI se muestran los resultados obtenidos de las corridas de ambos comandos. En la primera fila se muestra el tiempo que se tomo la aplicación en hacer todas las conexiones necesarias entre los programas involucrados en ella , pues el tiempo que toma Matlab en hacer la asignación “a=1;” es sumamente pequeño, inferior a 10 μs, con lo que se ha medido el “tiempo muerto” de la aplicación. La segunda fila se subdividió en dos filas, la primera de ellas nos muestra el tiempo neto que emplea Matlab en desarrollar la orden del usuario y la segunda subfila nos muestra el tiempo total que toma la ap licación, desde que el exp lorador del usuario se conecta con el servidor Web hasta que le son devueltos los resultados. (ver tabla 2) Para un mejor análisis de los resultados obtenidos, estos se han graficado en el anexo C.3. De la grafica se observa fácilmente como el “tiempo muerto” del sistema tiene un comportamiento linea l con relación al numero de usuarios que estén haciendo uso de él, la pendiente de esta curva (“a=1”) esta dada por el tiempo que demora el servidor en atender a un usuario, el cual es alto debido a las características del Hardware que componen a este, conllevando con esto a que la pendiente de la curva también sea alta y que para nuestra aplicación paralela el tiempo que emplea el servidor en levantar todas las secciones Matlab sea mayor que el que emplea la p ropia aplicación paralela en ejecutarse sobre Matlab.
El alto tiempo que emplea el servidor Web en levantar y cerrar Matlab producto de las características de su Hardware, lo convierten en un cuello de botella para el sistema. Para disminuir este cuello de botella y aumentar con ello la eficiencia de cualquier aplicación desarrollada sobre este sistema puede hacerse lo siguiente: tomar uno de los nodos del cluster y configurarlo como servidor y nodo maestro, mientras que el actual servidor se pondría como nodo. Esta opción tiene la ventaja que no haría falta la adquisición de nuevo Hardware pero tiene la desventaja que para aplicaciones que requieran de mucho computo el tiempo total de la aplicación estaría estrechamente relacionado con el t iempo que demoré este nodo en procesar su información por ser el mas lento, y como notamos de la Tabla V el p rocesamiento en este nodo es bastante lento en comparación con el procesamiento en los demás nodos. Otra opción sería eliminar el nodo mas lento, sacarlo del cluster, y formar un nuevo cluster con un nodo maestro y 7 esclavos (mediante la topología para la ejecución de aplicaciones secuenciales se puede llevar a cabo está opción), esta opción disminuiría también el cuello de botella pero tiene la desventaja que se estaría perdiendo en Hardware recargando a los nodos esclavos. Una última opción que disminuiría en lo mayor posible el cuello de botella es la adquisición de un nodo más potente, incluso que los nodos esclavos existentes para sustituir al nodo mas lento que actúa como servidor Web y mantener la mis ma configurac ión que posee el cluster en estos momentos, un nodo central y 8 nodos esclavos.
Prueba de rendimiento del sistema para ejecución de aplicaciones secuenciales. En este parágrafo pretendemos comprobar como se comportará el sistema cuando se ejecutan aplicaciones secuenciales, para ello se ejecutará por varios usuarios a la vez una mis ma función cuyo objetivo será devolver el nombre del nodo del cluster donde se ejecutó dicha función, el nombre de dicha función es “hostname”, el tiempo (en segundos) que demoró cada aplicación en ejecutarse se muestran en la tabla 3. Como vemos de la tabla, incluso para un número de 24 usuarios ejecutando aplicaciones secuenciales, el tiempo “muerto” del sistema, es decir, el tiempo que invierte el sistema en rutinas que no son, precisamente, la mandada a ejecutar por el usuario, es menor (20 segundos máximo) que el tiempo “muerto” cuando se ejecutan aplicaciones secuenciales con la topología paralela (95 segundos mín imo), de ello la importancia que le damos al uso correcto de cada topología, y en especial a la de no ejecutar aplicaciones secuenciales utilizando la topología paralela. El sistema soporta aún más usuarios conectados, pero sólo se pudimos probar hasta 24 por falta de co mputadoras ara ejecutar los comandos a la mis ma

vez, de todos modos, los resultados obtenidos arrojan que el sistema tiene un buen desenvolvimiento para múltiples usuarios conectados pudiendo, incluso, impart ir cu rsos prácticos de Matlab a un grupo numeroso de estudiantes desde la Web, sin tener instalada esta herramienta en sus pc.
Mediante la topología para aplicaciones secuenciales sobre Matlab también se pueden ejecutar aplicaciones paralelas, de la mis ma forma que mediante la topología paralela, con la diferencia de que en este caso el Matlab maestro no sería el servidor Web, sino el nodo del cluster donde se mande a ejecutar la ap licación, esto tiene la ventaja que el tiempo “muerto” en este caso sería menor, pero tiene la desventaja de perder un nodo del cluster, pues el servidor Web no se agrega como nodo esclavo cuando se ejecutan aplicaciones paralelas med iante la topología secuencial. Una dificu ltad no menos importante que surge al ejecutar aplicaciones paralelas med iante la topología secuencial es el no conocimiento a priori de el nodo del cluster donde será ejecutada su aplicación, volv iéndose engorroso con esto la distribución y recopilac ión de los datos hacia/desde los demás nodos del cluster que actuarán como esclavo en ese momento. Por tanto, reiteramos, una vez más, la importancia de utilizar cada topología para lo que fue destinada.
CONCLUSIONES Este trabajo ha logrado sus objetivos trazados, la paralelización de una potente herramienta de cá lculo, Mat lab, posibilitando con esto que los programadores con nociones en Matlab, puedan crear sus propias aplicaciones paralelas y correrlas en el cluster sin la necesidad de invertir tiempo en el aprendizaje de la programación paralela y que a la vez esta programación pueda llevarse a cabo desde cualquier punto donde usted se encuentre mientras tenga una conexión de red. Además de poner al alcance de todos y de una forma ráp ida, dicha herramienta, convirtiendo el cluster en un servidor Matlab.
Es válido aclarar que, recientemente (ya finalizado este trabajo) Mathworks acaba de sacar su ultima versión de Matlab, Matlab7. Esta versión incluye un toolbox de procesamiento distribuido sobre cluster, basado en la división de una tarea en subtareas independientes a ejecutarse en el entorno Matlab de los nodos del cluster [7], teniendo, para ello, que tener Matlab instalado en todos los nodos al igual que en la configuración realizada en este proyecto. El precio de este toolbox es de $200 y solo funciona sobre Matlab7 cuyo precio mínimo está por encima de los $1000. Mediante nuestra aplicación usted podrá utilizar Matlab sin pagar un centavo y solo nos resta decirles a nuestros futuros usuarios que usen la aplicación siempre con la mejor de las intenciones y que usen la topología mas adecuada para sus necesidades.
REFERENCIAS
[1] Ron Choy , Alan Edelman. “Parallel MATLAB: Doing it
Right”.
[2] Gialunca Argentini.”Cluster Computing Perfo rmances using Virtual Processor and Matlab 6.5”.
[3] Mathworks Inc. http://www.mathworks.com
[4] http://www.mathworks.com/products/distribtb/
[5] VMware Inc. http://www.vmware.com
[6] http://www.uwsg.iu.edu/usail/network/nfs/overview.html
[7] http://www.mathworks.com/access/helpdesk/help/techdoc/matlab_external/
matlab_external.html
[8] http://www.rt.com/man/rsh.1.ht ml
AUTORES Kevin Castro Rodriguez1, Estudiante de 5to Año de Ingeniería en Telecomnunicaciones. Facultad de Ingeniería Eléctrica. Estudiante Investigador. (Grupo de Investigación de Viales). Instituto Superior Politécnico “José Antonio Echeverría”, Dirección: CUJAE-CEIS. Calle 114 No. 11901. Entre 119 y 127. Marianao. Ciudad Habana. 53(7) 2663260 [email protected] jae.edu.cu
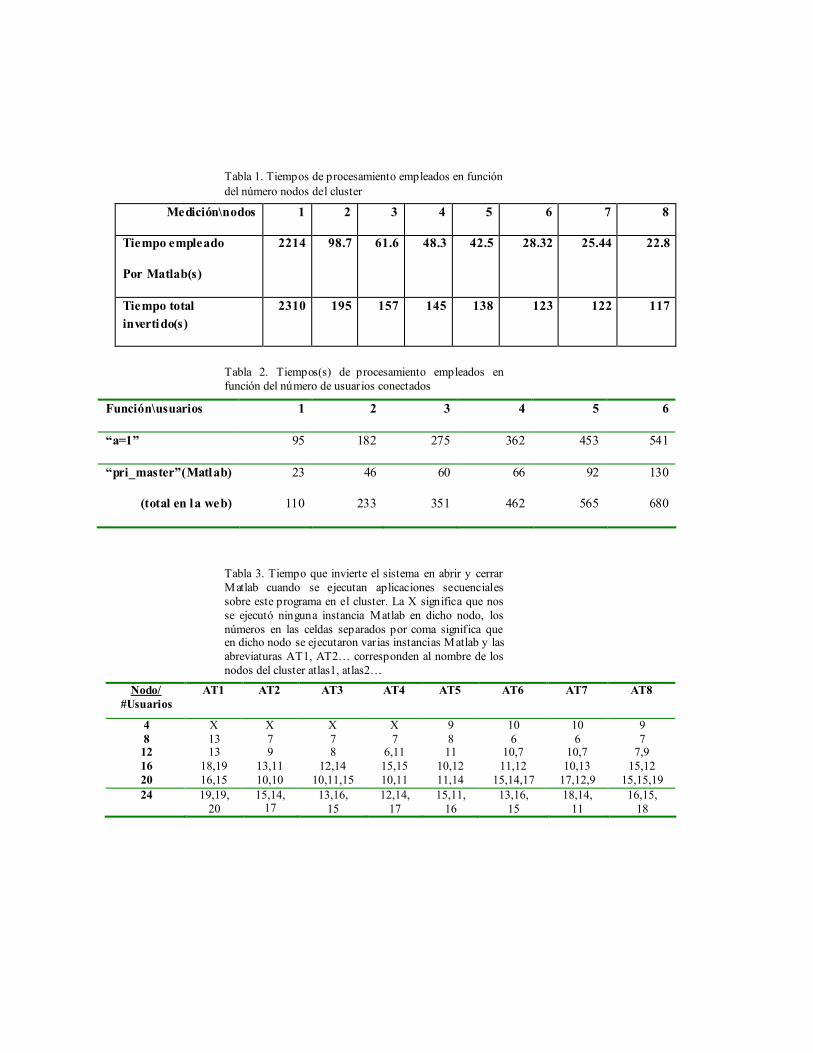
Tabla 1. Tiempos de procesamiento empleados en función del número nodos del cluster
Medición\nodos 1 2 3 4 5 6 7 8
Tiempo empleado
Por Matlab(s)
2214 98.7 61.6 48.3 42.5 28.32 25.44 22.8
Tiempo total invertido(s)
2310 195 157 145 138 123 122 117
Tabla 2. Tiempos(s) de procesamiento empleados en función del número de usuarios conectados
Función\usuarios 1 2 3 4 5 6
“a=1” 95 182 275 362 453 541
“pri_master”(Matlab)
(total en la web)
23
110
46
233
60
351
66
462
92
565
130
680
Tabla 3. Tiempo que invierte el sistema en abrir y cerrar Matlab cuando se ejecutan aplicaciones secuenciales sobre este programa en el cluster. La X significa que nos se ejecutó ninguna instancia Matlab en dicho nodo, los números en las celdas separados por coma significa que en dicho nodo se ejecutaron varias instancias Matlab y las abreviaturas AT1, AT2… corresponden al nombre de los nodos del cluster atlas1, atlas2…
Nodo/ #Usuarios
AT1 AT2 AT3 AT4 AT5 AT6 AT7 AT8
4 X X X X 9 10 10 9 8 13 7 7 7 8 6 6 7 12 13 9 8 6,11 11 10,7 10,7 7,9 16 18,19 13,11 12,14 15,15 10,12 11,12 10,13 15,12 20 16,15 10,10 10,11,15 10,11 11,14 15,14,17 17,12,9 15,15,19 24 19,19,
20 15,14,
17 13,16,
15 12,14,
17 15,11,
16 13,16,
15 18,14,
11 16,15,
18
Analisis de la elevacion tecnico productiva del taller de aluminio reciclado en la empresa remetal
Ivett Hernández Barrios1
1 Instituto Superior Politécnico José Antonio Echeverría, Ingeniería en Metalúrgia, 5to Año, [email protected]
RESUMEN / ABSTRACT El Aluminio actualmente esta reemplazando ya a muchos de los metales que se venden en el mercado, y es por eso que cada día las empresas dedicadas al reciclaje del Alumin io se están insertando mas en el mercado, y es que es mas factible, reciclar Aluminio que sacarlo del mineral llamado bauxita, ya que el ahorro de energía, y de dinero es mucho, esto sin mencionar que no le produce daño al med io ambiente.
Es por esto que este trabajo trata de cómo poder mejorar la eficiencia del proceso de fusión del Alumin io en la empresa cubana Remetal. Lo que significaría un gran aporte de divisas al país. La ineficiencia de esta empresa se basa fundamentalmente en el poco rendimiento que alcanza en la relac ión metal líqu ido- metal sólido. Esta ineficiencia la produce una serie de factores, como son:
En la recepción y clasificación(selección) de la chatarra o materia p rima, ca rga del horno, la ausencia de fundentes a la hora del proceso, el mal estado de los quemadores, la falta de capacitación entre los que operan los hornos de esta fabrica, entre otras cosas.
Las soluciones que se le dan a esta fábrica, algunas requieren de un volumen de capital; pero otras solo con un poco de organización, y un mín imo de recursos podrían realizarse. Algunas de estas soluciones son: Clasificación de la chatarra, pesaje de la materia prima, uso de algún fundente o protector le ahorraría grandes perdidas por oxidación y absorción de hidrogeno.
Dicha empresa tiene grandes posibilidades de salir adelante, ya que el negocio del aluminio es un negocio rentable, además de que todas las producciones de esta fábrica tienen un mercado donde venderse. Solo se necesita ese factor impulsor denominado eficiencia.
INTRODUCCIÓN
Esta empresa se conformo mediante la adquisición de una línea de producción en uso de una empresa italiana. Esta fabrica cuenta con un horno fusor del tipo rotatorio de 3.5 t de capacidad en metal y un transportador mecanizado con lingoteras para la colada de los lingotes de aluminio de segunda fusión que se obtienen.
En calidad de materias primas y auxiliares, se emplean pacas prensadas, empleándose como fundente NaCl (sal común) en altas cantidades. En nuestro país se emplean pacas prensadas y
fuel-o il co mo co mbustible. En dicha empresa, el proceso tecnológico y controles hasta el momento se realizan sobre la base de la experiencia de los trabajadores del área. No se obtiene estabilidad en los resultados, el tiempo de un ciclo de fusión con respecto a otro presenta gran variación, no se conocen con precisión los rendimientos del horno ni el costo de producción del lingote obtenido, estimándose por la nueva dirección de la empresa que debe elevarse la eficiencia general de la línea. La empresa posee otra línea de producción equipada con dos hornos de hogar o estacionarios a fuel oil de 3y 5 t de capacidad para la elaboración de aleaciones base
alumin io donde se emplea una parte de los lingotes producidos por recuperación y se adicionan los otros elementos que se requieran.
La producción mundial de alumin io ha experimentado un rápido crecimiento, aunque se estabilizó a partir de 1980. En 1900 esta producción era de 7.300 toneladas, en 1938 de 598.000 toneladas y en 1998 la producción de aluminio primario fue de unos 22.700 millones de toneladas.
El aluminio en el mundo se extrae de un mineral llamado bauxita; pero para separar el aluminio de este mineral es necesario una gran cantidad de calor. Por lo que es mas fácil reciclar este metal y luego fundirlo.
La industria del aluminio en Cuba, en el periodo anterior al triunfo de la revolución, no poseía un virtual desarrollo, contaba escasamente con algunos talleres en los que se realizaban fundiciones de piezas que eran en su mayoría para repuestos.
La materia prima básica incluía perfiles de aluminio, chatarra, tuberías, lingotes y palanquillas entre otras.
En 1958 es instalada en ciudad habana la planta de fundición y extracción de alumin io, en aquel entonces Alcuba. Su volumen de producción inicial era 350 t de perfiles de aleación 6063.
Ya adentrados en la década del 90 se hacia necesario procesar en nuestro país, una serie de chatarras o mejor dicho desechos no convencionales, que por no contar con el equipamiento necesario, había que importar materia p rima para la industria.
Es por eso que el 14 de febrero 1996 se crea la empresa Remetal (refineria de metales no ferrosos) única en el país, perteneciendo al grupo Alcuba.
El objetivo de esta empresa es la producción de lingotes y semiesferas de alumin io aleado a partir de chatarra barata como son:
1. Latas de aluminio para el envase de bebidas. Las cuales una vez consumida en hoteles y otros centros se botaban en desperdicio.
2. Escorias de aluminio, estas no eran aprovechadas y por tanto se perdía más de un treinta por ciento de alumin io.
3. Virutas de aluminio, subproductos de los talleres de maquinado, las cuales corrían la misma suerte.
4. Radiadores de vehículos, su composición es aproximadamente cincuenta por ciento de aluminio y cincuenta por ciento de cobre (utilizados actualmente para incorporar el cobre, necesario a las aleaciones).
5. Tubos de pasta dentrifica, tapas de litros de leche.
De aquí la necesidad de que la fundición Remetal funcione con eficiencia, ya que representaría un ahorro capital para el país y además una fuente de ingresos para el mis mo.
En esta empresa existe una gran contradicción y es que aun es alto el por ciento de chatarra o mejor dicho, el aluminio reciclado que entra en los hornos es menor con respecto a la cantidad de aluminio fundido que sale de estos.
Teniendo en cuenta la importancia que posee la producción de alumin io en nuestro país para las diversas ramas de la industria en que se emplean, el siguiente trabajo se ha encaminado al estudio de la nueva fundición persiguiendo los objetivos que a continuación siguen:
1. Identifica r los problemas existentes en Remetal. 2. Aumento de la eficiencia de la fusión de Al rec iclado
en Remetal. 3. Análisis de las causas y consecuencias de los
resultados productivos en la situación financiera actual de Remetal.
4. Análisis económico. 5. Propuestas de solución. 6. Lograr detectar las deficiencias que pueden estar
afectando el proceso de fusión, tal como se realiza en la actualidad.
7. Tomar las medidas necesarias y realizar determinadas coladas experimentales con vistas a estabilizar los resultados mejorando la eficiencia del proceso.
Objetivos específicos:
Observar el proceso de fusión tal y como se ejecuta actualmente en la empresa.
Caracterizar los equipos, materiales y producto final, así como determinar los índices técnico-económicos del proceso que se ejecuta actualmente en la empresa.
Determinar las posibles eficiencias que se detecten, elaborar un plan de medidas a cumplimentar, realizar coladas experimentales y comparar resultados.
Resultados a alcanzar:
Mejoramiento de los índices técnico-económicos del proceso de fusión en los hornos.
Asimilac ión del proceso mejorado.
DESARROLLO
Capítulo 1. Metalurgia del proceso
1.1- Etapas fundamentales
El proceso metalúrgico consta de las siguientes etapas:
- carga y fusión;
- vaciado.
1.2-Materia prima
En la actualidad en el mundo existe una gran gama de productos que vienen en envases de Alumin io, estos son utilizados como materias primas, como ejemplo podemos citar: laticas para envases de cervezas, jugos, refrescos, tapas de litros de leche, envolturas de confituras, tapas de frascos de vacunas, tubos de pastas dentrificas, jabas, automóviles, etc.
Como vemos el mundo del aluminio va en constante crecimiento, desplazando a otros metales a un segundo plano, de ahí la gran importancia de la recuperación y reciclaje de esta materia p rima.
Clasificación e identificación de las chatarras de alumin io.
1. Litografía
2. Perfil
3. Cab le
4. Recorte
5. Cacharro
6. Carter
7. Virutas
8. Espumas
9. Papel
10. Botes
11. Radiador de aluminio-cobre
12. Taras
13. Complejo
El proceso se comienza con la selección de la chatarra, atendiendo a sus dimensiones, composición química, etc., según la aleación que se desea obtener, es necesario aclarar que en los casos donde no se conozca dicha composición, se funde dicha probeta y se analiza en el espectrómetro.
En los casos en que la chatarra venga a granel, co mo es el caso de las laticas, la viruta, etc., se pasa por un separador magnético y después se producen pacas, las cuales están entre los 15 y 25 Kg. de peso, aumentando de esta forma su rendimiento durante la fusión.
Una vez calculada la aleación se realiza un programa de carga que contiene lo siguiente:
1. Tipo de chatarra
2. Peso
3. Orden de adición
1.3- Flujo tecnológico
1. Preparación de carga y selección. 2. Dosificación y pesaje de carga 3. Fusión y recalentamiento en el horno (con
adiciones) 4. Limpieza y filtrado 5. Vertido a moldes 6. Enfriamiento y desmolde 7. Limpieza y acabado de piezas 8. Entongado y flejado de los lingotes
Capítulo 2
2.1- Principales problemas existentes en Remetal.
Actualmente la empresa no es rentable, se podría decir que se encuentra en quiebra por lo que para poder resolver este problema la direct iva de la mis ma se ha trazado co mo meta o mejor d icho a llevado a cabo una serie de estrategias para tratar de resolver sus problemas los cuales se encentran fundamentalmente en tres grandes grupos, con sus respectivos subgrupos:
La forma en que se compra de la chatarra, no es de forma estable por lo que varían los precios, la entrega de la mis ma y co mo consecuencia afecta el flu jo productivo de la empresa, ocasionado por los paros productivos por la falta de chatarra.
En la recepción de la chatarra, no existe un pesaje y también se es deficiente a la hora de revisarla. Por lo que no se comprueba si es correcta la cantidad que entra y si esta contaminada, húmeda o no tiene la ca lidad requerida.
Una vez dentro no se clasifica la chatarra siendo de gran importancia y ayuda en el proceso, lo cual ayudaría a la hora de fundir determinada aleación ahorrando recursos y tiempo.
Tecnológicamente sus condiciones no son las mejores, ya que uno de sus principales problemas en el rendimiento de los hornos y el aumento de la eficiencia, además de que sus trabajadores son pocos los que están preparados técnicamente y en la producción. Además estos son insuficientes.
No se realiza un pesaje de la cargas a introducir en los hornos por lo cual no se podrán comprobar los rendimientos de la mis ma.
La carga del horno se realiza de forma manual, co mo este proceso de carga se demora mucho tiempo, hay que apagar el horno por lo que este se enfría triplemente:
o Por encontrarse abierto o Apagado o La chatarra introducida se
encuentra fría.
Como el horno esta muy frió, al encender hay un excesivo derroche de combustible ya que aplico mas potencia a la llama de los quemadores, perdiendo así la chatarra fina ya que al quemarla, la estoy oxidando, disminuyéndome los rendimientos
Otro problema es que los hornos no tienen instrumentos de medicion y control de la temperatura.
Todo lo anterior repercute en la empresa, ya que todo se ve afectado por los bajos rendimientos influye en el estado financiero de la empresa, además de que las cuentas por cobrar son menores que las cuentas por pagar, lo que provoca que ninguna empresa sea rentable.
No se realiza en el taller para las aleaciones de Aluminio la desoxidación del baño con sales específicas, recomendables para estas y puede crear situaciones negativas respecto a las calidades finales del metal obtenido.
El baño no se desgasifica obligatoriamente y esto es nefasto por la asimilac ión del baño con H2 y vapores de agua en ulteriores operaciones tecnológicas del metal o al realizar de este aleaciones posteriores en la refundición de cargas metálicas.
El metal base no es afinado de grano, ni refinado de impurezas, previas a la terminación del proceso, por si se utiliza después en otros procesos de mayor calidad de aleaciones.
2.2-Resultados de la ejecución del proyecto:
Impacto científico:
En los procesos de fusión en horno rotatorio con sales, dedicados a la obtención de lingotes de alumin io de segunda fusión, se hace alusión a la necesidad de centrar los estudios sobre el fundente empleado en dichos hornos y el logro de la combustión eficiente para elevar la eficiencia del proceso.
Impacto económico:
Después de detectadas las deficiencias que inciden en una baja eficiencia del proceso y se tomen las med idas pertinentes por la empresa, se pueda lograr la reducción de los costos de producción mediante la obtención de mejor rendimiento y mejor ca lidad del producto.
Impacto social:
Con una mayor eficiencia se garantiza la continuidad operativa de la empresa y la estabilidad y crecimiento racional de la fuerza de trabajo necesaria en la misma.
Impacto ambiental:
Puede relacionarse con la obtención de menores volúmenes de escorias y gases nocivos, menores perdidas De calor por irradiación de hornos y desechos al medio ambiente del taller, e indirectamente al saneamiento del medio ambiente en general.
Capítulo 3
(Ver tabla 1)
Capacidad tecnológica de la empresa para afrontar las actividades de innovación tecnológica.
Remetal cuenta con las instalaciones fundamentales ya trabajando y cuenta con capacidad y recursos para afrontar actividades de innovación o mejoras tecnológicas.
Factibilidad técnico-económica de la ejecución del proyecto.
Existe la posibilidad rea l de ejecutar el proyecto ya que el CIME cuenta con el personal y las condiciones tecnológicas requeridas y la voluntad de solucionar el problema. Los resultados del proyecto se aplicaran en la empresa Remetal.
Capítulo 4. Propuestas de solución
1. Preparación tecnológica de los trabajadores sobre el funcionamiento de los hornos.
2. Recopilac ión de los datos característicos de equipos y materiales que intervienen en el proceso de obtención de los lingotes de aluminio de segunda fusión.
3. Se hace necesario la compra e instalación de una pesa a la entrada de la empresa para comprobar el peso que viene en el camión de la materia prima.
4. Se propone además que se construya en la parte exterior un patio de chatarra con 7 divisiones de xm de ancho para que se pueda clasifica r la misma.
5. Se hace necesario la compra o reparación de una pesa para el pesaje de las diferentes cargas a introducir en el horno
6. Como el proceso de carga es muy lento entre los mecan ismos especializados para la carga hace falta un cargador de hornos como instrumentos que
permitan acomodar la mis ma en el interior del horno, ya que como hay que hacerlo varias veces debe hacerse lo más ráp ido posible.
7. Realizac ión de las coladas experimentales necesarias, comparación de los resultados obtenidos, cálculos de rendimientos del horno y del costo de producción de una tonelada de lingote, criterios de calidad sobre los lingotes obtenidos y análisis de escoria.
8. Sobre la base de las deficiencias fundamentales que se detecten al concluir el tercer paso, elaborar un plan de med idas factibles a tomar, cu mplimentarlos y programar determinadas coladas con las nuevas condiciones.
9. Cálculos de rendimiento del horno rotatorio y del costo de producción de una tonelada de lingotes en las condiciones actuales según los resultados del seguimiento del proceso. Criterios de calidad sobre los lingotes y análisis de escoria.
Análisis de carta para la fusión en horno estacionario, del lib ro o apuntes del comportamiento de las coladas y seguimiento del proceso de fusión tal y como se realiza en las condiciones actuales del taller durante una semana normal de producción.
CONCLUSIONES Debido a que el desarrollo de este trabajo es un poco extenso hemos decidido desarrollarlo en varias etapas en la cual como una primera parte realizamos una observación y familiarización del sit io donde debemos llevar a cabo nuestra investigación para lo cual decidimos darle solución a aquellos objetivos que pueden ser desarrollados en esta primera parte como son:
La identificación de los problemas existentes en Remetal.
Análisis de las causas y consecuencias de los resultados productivos en la situación financiera actual de Remetal.
Se ha hecho un pequeño análisis económico, aunque en la continuación del trabajo se va a profundizar un poco más.
Sabemos o mejor d icho detectamos las deficiencias que pueden estar afectando el proceso de fusión, tal como se realiza actualmente.
Se realizaron las respectivas propuestas de solución y se han tomado las medidas necesarias para llevar a cabo una mejor eficiencia del proceso.
RECOMENDACIONES

• Existe la posibilidad de que este proyecto se ejecute por la gran importancia que t iene esta empresa para el país, por lo que se le debe hacer un seguimiento a los futuros pasos de la empresa.
• Una vez analizados sus problemas la empresa trabaja en ellos para radicarlos.
Se hace necesario el seguimiento de este trabajo por parte de los directivos de la empresa ya que desean investigar aun más
REFERENCIAS
1. manuales de instrucciones tecnológicas del grupo AlCuba.
2. Encuestas realizadas a los trabajadores. 3. GULIAEV, A. P. Metalografía.- Moscú: Editorial
MIR 1983. – Tomo II.- 334 p. RINCÓN RENGIFO, HORACIO. Metalurg ia.-La Habana: editorial Ciencia y Técnica, 1971.- 407p
AUTORES Ivett Hernández Barrios1, Estudiante de 5to Año de Ingeniería en Metalúrgia. Facultad de Ingeniería Mecánica. Estudiante Investigador. Instituto Superior Politécnico “José Antonio Echeverría”, Dirección: CUJAE-CEIS. Calle 114 No. 11901. Entre 119 y 127. Marianao. Ciudad Habana. 53(7) 2663260 [email protected]
Labor Actual: Actualmente desarrolla su tesis de 5to año.
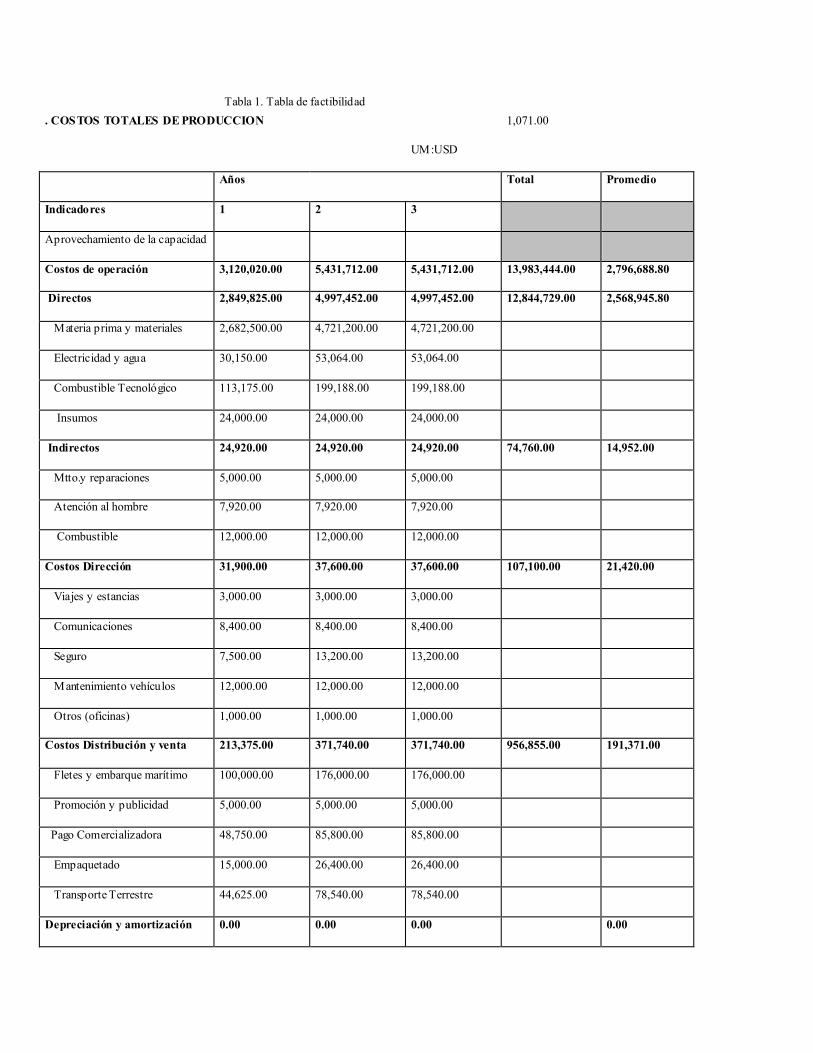
Tabla 1. Tabla de factibilidad
. COSTOS TOTALES DE PRODUCCION 1,071.00
UM:USD
Años Total Promedio
Indicadores 1 2 3
Aprovechamiento de la capacidad
Costos de operación 3,120,020.00 5,431,712.00 5,431,712.00 13,983,444.00 2,796,688.80
Directos 2,849,825.00 4,997,452.00 4,997,452.00 12,844,729.00 2,568,945.80
Materia prima y materiales 2,682,500.00 4,721,200.00 4,721,200.00
Electricidad y agua 30,150.00 53,064.00 53,064.00
Combustible Tecnológico 113,175.00 199,188.00 199,188.00
Insumos 24,000.00 24,000.00 24,000.00
Indirectos 24,920.00 24,920.00 24,920.00 74,760.00 14,952.00
Mtto.y reparaciones 5,000.00 5,000.00 5,000.00
Atención al hombre 7,920.00 7,920.00 7,920.00
Combustible 12,000.00 12,000.00 12,000.00
Costos Dirección 31,900.00 37,600.00 37,600.00 107,100.00 21,420.00
Viajes y estancias 3,000.00 3,000.00 3,000.00
Comunicaciones 8,400.00 8,400.00 8,400.00
Seguro 7,500.00 13,200.00 13,200.00
Mantenimiento vehículos 12,000.00 12,000.00 12,000.00
Otros (oficinas) 1,000.00 1,000.00 1,000.00
Costos Distribución y venta 213,375.00 371,740.00 371,740.00 956,855.00 191,371.00
Fletes y embarque marítimo 100,000.00 176,000.00 176,000.00
Promoción y publicidad 5,000.00 5,000.00 5,000.00
Pago Comercializadora 48,750.00 85,800.00 85,800.00
Empaquetado 15,000.00 26,400.00 26,400.00
Transporte Terrestre 44,625.00 78,540.00 78,540.00
Depreciación y amortización 0.00 0.00 0.00 0.00

Costo Total Producción 3,120,020.00 5,431,712.00 5,431,712.00 13,983,444.00 2,796,688.80
Caracterización del entorno del proceso de fabricación de tejas de
fibrocemento. Identificación de oportunidades de mejora.
Santos Felipe Sánchez Aguilar 1 1 Instituto Superior Politécnico José Antonio Echeverría, Ingeniería Quimica, 5to Año, [email protected]
RESUMEN / ABSTRACT Este trabajo de curso fue realizado en la Empresa de Fibrocemento de Ciudad de la Habana, PERDURIT, situada en Sur esquina 1ra, Residencial A lmendares, Boyeros, la mis ma pertenece al Min isterio de la Construcción (MICONS).
Para llevar a cabo el estudio se tomó la línea de producción de tejas de fibrocemento por ser esta su producción principal, además de ser el más cotizado de sus productos y ser la línea que está presentando problemas para cubrir la producción. Para realizar el estudio se caracterizó el entorno del proceso de fabricación de tejas de fibrocemento, se examinó su proceso de producción, se identifica ron las oportunidades de mejoras a través del análisis de los problemas detectados y se evaluó el impacto de estas medidas, brindando esto la posibilidad de mejorar la ca lidad del producto, así como su nivel de eficacia y eficiencia; logrando que la empresa eleve su prestigio a nivel nacional y se encuentre en condición para co mpetir con otras empresas en el mercado internacional.
Esta empresa se desenvuelve como un sistema de fo rma organizada, los subsistemas que lo integran se encuentran interrelacionados como un todo. La planta presenta una estructura de producción por artículo. La p roducción de las tejas de fibrocemento es una producción masiva, el tipo de desplazamiento que sigue el proceso de fabricación de tejas de fibrocemento es combinado, pues vincula el consecutivo y el paralelo, el proceso de producción de tejas es un proceso básico y tecnológico. El proceso está limitado por la tecnología obsoleta que presenta, pues sus máquinas están en la fábrica desde su creación en 1948, por lo que la mejor forma de solucionar el problema existente con la producción es modernizando la tecnología, para lo cual se propone iniciar la búsqueda de un socio que financie la compra de nuevos y modernos equipos de trabajo. Lograr la dis minución de los costos a través, de la capacitac ión de todo el personal de la entidad, de la sustitución de las importaciones de productos que se pueden producir con las nuevas maquinarias, de los trabajos investigativos presentados por los trabajadores del centro a la A.N.I.R. donde se evidencie la racionalizac ión de recursos, de la implantación de un sistema de pago por los resultados finales.
INTRODUCCIÓN
La empresa de Fibrocemento PERDURIT situada en Sur esquina 1ra, Residencial Almendares, Boyeros, Ciudad de la Habana, perteneciente al Ministerio de la Construcción (MICONS); es la fábrica de asbesto-cemento más vieja del país. Se fundó en 1948 con tecnología francesa, la que mantiene hasta la actualidad con una serie de modificaciones e
innovaciones. Esta entidad fue nacionalizada por la revolución en 1961.
La v isión que mantiene la empresa es conducirla, dentro de la Legalidad Socialista, hacia planos de efectividad en su gestión que permita posicionarse y consolidarse en el mercado interno como líderes en la producción de productos de fibrocemento, lo cual sólo será posible con el au mento constante de la calidad integral del trabajo, la continua mejora de la tecnología
y la dis minución de los costos, aspectos estos que propicien fijar precios de venta cada vez más competitivos.
La entidad está encaminada a ofertar servicios de fabricación de productos de fibrocemento de alta demanda y primera calidad, así co mo servicio post-venta y transportación de los mis mos con un alto nivel de competit ividad, una elevada motivac ión de los recursos humanos y valores políticos-ideológicos, para satisfacer las necesidades del cliente en calidad, prec ios y plazos de entrega que le permitan expandirse en el mercado. Los principales productos que se elaboran en la empresa son: tanques de agua de 50, 100, 200 y 500 galones, tapas para tanques de agua, tejas de fibrocemento, lavaderos, caballetes, esquineros, bota agua, teja criolla.
Para la rea lización del t rabajo de escogió la producción de tejas de fibrocemento por ser la línea de producción principal de la fábrica, además de ser el más cotizado de sus productos y ser la línea que está presentando problemas para cubrir la producción.
Para rea lizar un análisis detallado en la empresa se trazaron los siguientes objetivos:
Caracterizar el entorno en que se realiza el proceso de fabricación de tejas de fibrocemento.
Examinar el proceso de producción de tejas de fibrocemento.
Identifica r las oportunidades de mejoras a través del análisis de los problemas detectados.
Evaluar el impacto de las medidas.
Este estudio persigue la posibilidad de mejorar la ca lidad del producto, así como su nivel de eficacia y eficiencia; logrando que la empresa eleve su prestigio a nivel nacional y se encuentre en condición para competir con otras empresas en el mercado internacional.
Los métodos y técnicas utilizados para la captación y procesamiento de la información son: diagramas de representación de procesos, observación directa, entrevista a expertos, consulta de documentos, diagrama causa-efecto, diagrama de Gantt, diagrama de recorrido, graficadotes como AUTOCAT, g ráficos, tablas y cuadro-resumen.
DESARROLLO Caracterización del entorno del proceso de fabricación de tejas de fibrocemento.
Caracterización del proceso de fabricación de tejas de fibrocemento
Organización, planificación y preparación de la producción
El plan de producción de tejas de fibrocemento se realiza en base a los pedidos, tanto en divisa como en moneda nacional, y en dependencia de la capacidad de los equipos. Dicho plan se planifica anualmente aunque se reajusta mensualmente, de acuerdo a las necesidades del país y de la propia entidad. También se planifican antes de comenzar la producción las pausas o interrupciones que se llevan a cabo durante el proceso productivo, las que pueden ser por mantenimiento de los equipos, falta de fluido eléctrico, de sumin istros, de transportación.
Además como existe un alto índice de ausentismo y la fluctuación del personal es elevada, debido a la no correspondencia de los salarios con la carga de trabajo existente ni con el aporte de cada trabajador; la entidad tiene que planificarse de manera que esto le afecte lo menor posible en el plan de producción, por lo que siempre cuenta con un personal de reserva.
Descripción de las operaciones en el proceso de producción de tejas de fibrocemento
Las materias primas necesarias para la producción de tejas de fibrocemento son asbesto, cemento, celulosa (co mo materia prima alternativa para d isminuir el costo y el uso del asbesto, que es importado de Rusia y es contaminante) y agua (proveniente del río Almendares y de reprocesos).
La materia prima que lo requiera es transportada en montacargas, a través del cual llega a la brigada de mezcla. Una vez aquí se lleva acabo la dosificación de la mezcla a partir de la cantidad de cemento, asbesto, celulosa y agua, definidas en las especificaciones que aparecen en la carta tecnológica, para la fabricación de un lote de producción, 100 tejas.
El proceso comienza con la introducción de la celulosa en el dinapulper, donde la mis ma al mezclarse con agua se va desintegrando hasta obtener la mezcla deseada. Simultáneamente a este proceso ocurre la desintegración del asbesto en el molino. Después de preparadas, ambas mezclas pasan por tuberías independientes hasta el hidropulper, en el que se unen formando una pulpa de asbesto, celulosa y agua
que pasa a través de tuberías al cono mezclador donde se la añade el cemento y más agua, siendo esta la mezcla final que se utilizará en el proceso. Luego pasa por canales hasta el mezclador de cajilones que cuenta con un sinfín que tiene la tarea mantener en movimiento la mezcla para que no se endurezca. Esta se somete a un control de calidad, donde se le mide el peso volumétrico, la humedad y la concentración en el laboratorio. Pasado el control de calidad la mezcla pasa a través de canales a la máquina laminadora, esta máquina cuenta con un paño sinfín donde la mezcla se pega con la ayuda de un mandril de vacío el cual esta conectado a bombas de vacío las cuales por absorción, pegan la mezcla al paño sinfín y de manera secundaria le ext rae el agua en exceso a la mezcla, aquí se controla que las láminas tengan el espesor adecuado; formada la lámina le sucede el pórtico 1 donde se corta la misma al tamaño de la teja; esta lámina ya cortada es succionada por la acanaladota, la cual la transporta hasta la caja acanalada donde adquiere la forma de teja; la ca ja acanalada también por absorción coloca la teja formada en los carros transportadores, los cuales cargan 20 tejas cada uno por dentro del túnel de secado, a través de carriles, donde se fraguan las tejas por la acción del vapor que hay en su interior. Al salir los carros del horno llegan al desencame, donde utilizando la absorción en un brazo mecán ico pasan las tejas a unos parles donde se conforma el lote de transportación, 100 tejas, coincidiendo así con el lote de producción. Todo el proceso anterior es de manera automática. Durante el conformado del lote se va inspeccionando cada teja y separando las que presenten defectos. Luego son trasladadas en el montacargas al almacén de producto terminado. Este almacén es al aire libre para que la teja termine de fraguarse de manera natural. Luego de siete días de secado se les mide la resistencia para comprobar si tienen la calidad requerida para su venta.( ver Anexo OTIDA)
Sistema de información que genera el proceso de fabricación de tejas de fibrocemento
Al finalizar un turno, el jefe de turno reporta la producción realizada y las afectaciones que tuvo por mantenimiento, averías, etc.; los operarios del molino y el cono mezclador entregan también un reporte con la cantidad de mezclas que realizaron; estos reportes se envían al departamento de control de producción.
Una vez estos datos en el departamento de control de producción se calculan la calidad y los índices de consumo. Después el departamento comercial hace un conteo de la producción existente para comprobar si coincide con los datos
que llegaron al departamento de control de producción, de no ser así, lo que se le reporta al departamento de economía es lo que hay en existencia y a partir de esto es que se determina el costo de la producción terminada.
Tipo de producción
Para determinar el tipo de producción existente en la planta se tomaron tres líneas de producción: la de tejas de fibrocemento, la de tanques y la de tapas. Los puestos de trabajo de manera general en las tres producciones son el dinapulper, el molino, el hidropulper, el cono mezclador, la laminadora de tejas, el desencame de tejas, la laminadora de moldeado, el conformado y el desencame de moldeado. Teniendo en cuenta el número de operaciones y la cantidad de puestos de trabajo se determinó que el coeficiente de operaciones fijadas, Kof = 3.6, por lo que la producción en la planta es masiva. (ver Anexo Kof)
Es tructura de producción
A partir del análisis de las estructuras espaciales de producción se ha determinado que la estructura productiva de la planta es por artículo, debido a que los artículos pasan por todos los puestos de trabajo y son objetos de todas las operaciones tecnológicas dentro de los límites de cada taller. A este tipo estructura se le llama: Estructura cerrada, pues dentro de cada taller se desarrolla de manera co mpleta la producción de los artículos. (ver Anexo vista en planta)
Para obtener una buena producción, sin perdida de tiempo, n i trabas o interrupciones por desplazamientos o ubicaciones incorrectas y mayor aprovechamiento del espacio, se debe cumplir los principios de distribución en planta. En esta fábrica se cumplen algunos de los mismos como son el principio de integración de conjuntos, ya que existe una buena relac ión entre los elementos del puesto de trabajo, la fuerza de trabajo está capacitada para la operación y manipulac ión de los medios de trabajo y además los medios de trabajo están dispuestos de forma tal que permiten un óptimo desempeño de las labores en los diferentes talleres de la planta; el principio de mínima d istancia recorrida, dentro del taller tanto los equipos de transporte (montacargas), como los productos semielaborados y elaborados recorren distancias largas pero necesarias para el exitoso desempeño de la producción, y los operarios no se tienen que mover de sus puestos de trabajo, ya que la línea es automatizada y los transportes se realizan fundamentalmente por tuberías, canales y carriles; la
circulac ión o flujo de material es un principio que impone un análisis bien detallado de la sucesión de los artículos en la fábrica, con la información que se pudo recepcionar, se plantea que en el taller de fabricación de tejas no existen retrocesos ya que las áreas están distribuidas contiguamente; el espacio cúbico se aprovecha correctamente ya que en el taller los medios de producción están debidamente distribuidos, utilizando tanto el espacio vertical como la superficie horizontal garantizando el buen funcionamiento del flujo productivo.
Análisis del proceso de producción de tejas de fibrocemento
En el proceso de producción de tejas de fibrocemento es un proceso básico y tecnológico. La producción básica se lleva a cabo en la planta de producción integral por la brigada de mezcla y la brigada de laminado.
La brigada de mezcla es la encargada de obtener la pulpa óptima a partir de las materias primas; la mis ma abarca las operaciones que se llevan a cabo en el dinapulper, molino, hidropulper, cono mezclador y mezclador de cajilones. La brigada de laminado es la encargada de la fabricación de las tejas a partir de la mezcla obtenida anteriormente, esta abarca las operaciones que se llevan a cabo en la laminadora, el horno y el desencame.
De todas estas constituyen operaciones tecnológicas las que ocurren en el d inapulper, molino, hidropulper, cono mezclador, laminadora y horno, pues cambian las propiedades del objeto que está siendo trabajado. En el dinapulper se desintegra la ce lulosa con agua y en el molino ocurre la desintegración del asbesto con agua, o sea se obtiene en ambos casos una nueva mezcla. En el hidropulper al unir el asbesto con la celulosa y el agua se obtiene una mezcla que no existía anteriormente. En el cono mezclador a la pulpa de asbesto, celulosa y agua se le añade cemento y más agua, creando una nueva pulpa. En la laminadora se forma con la mezcla anterior la lámina que forma el cuerpo de la teja, además de eliminar el agua en exceso que la mezcla traía. En el horno o túnel de secado, se fragua la teja, eliminando así el exceso de humedad que presenta.
Constituyen operaciones no tecnológicas las que ocurren en el mezclador de cajilones y en el desencame, pues no cambian las propiedades del objeto que está siendo trabajado pero son necesarias para el proceso de fabricación de la teja. En el mezclador de cajilones la mezcla proveniente del cono se mantiene en movimiento para que no se endurezca. En el
desencame se van trasladando las tejas desde los carros, al salir del horno, hasta los parles que conforman el lote de trasportación.
Al transportar las tejas al almacén de productos terminados se dejan secar durante una semana al aire libre, constituyendo este secado una operación natural.
La producción auxiliar que garantiza el trabajo de la producción básica bajo estudio es la fabricación de piezas de repuesto, llevada a cabo por la brigada de mantenimiento integral de la fábrica, y la generación de energía en forma de vapor que produce el horno a partir de la alimentación que le ofrece la caldera.
Análisis de carga y capacidad
Para el análisis de la capacidad productiva de la entidad en la línea de producción que se estudia, o sea la producción de tejas; se determinó el fondo de tiempo disponible para cada proceso, así como la cantidad de equipos que intervienen en los mis mos, el tiempo unitario de fabricación de cada lote en cada proceso y el volumen a producir en el término de un mes, o sea la demanda, que fue de 550 lotes. El rég imen de trabajo de la empresa es de 27 días al mes, trabajando 24h con 3 turnos de 8h cada uno. El coeficiente de mantenimiento de los equipos es de 0.92. ( ver Anexo fondo de tiempo)
En la fábrica el punto fundamental lo constituye el puesto del desintegrador de asbesto (molino), por ser en el que requiere de mayores inversiones al estar en malas condiciones y ser un equipo muy viejo, por lo que se rompe 2 ó 3 veces por semana. El punto limitante o cuello de botella lo constituye también el puesto del desintegrador de asbesto, por ser el que presenta la menor capacidad del proceso, en estos momentos está haciendo menos de la mitad de su capacidad, pues su capacidad es de 150Kg/10min y sólo produce 55.56Kg/10min.
A través de los cálculos realizados, la capacidad de producción de la fábrica , o sea la capacidad en el punto fundamental, coincide con la producción posible a realizar, o sea la capacidad del cuello de botella, quedando que la misma es tejas/ mes. También se conoció que la utilización de la capacidad en el proceso de fabricación de tejas, que es la demanda sobre la capacidad en el punto fundamental, es de un 1,73 (ver Anexo capacidad)
Análisis de duración del ciclo de producción
El tipo de desplazamiento que sigue el proceso de fabricación de tejas de fibrocemento es combinado. El proceso que se lleva a cabo en el dinapulper, molino, hidropulper y cono mezclador se considera un desplazamiento consecutivo, ya que las operaciones tecnológicas que ellos realizan en un lote son procesadas en cada operación antes de pasar a la siguiente, o sea que una operación no comien za hasta que no se haya producido el procesamiento de todo el lote de producción en la operación precedente; lo que significa que la desintegración que se lleva a cabo en el dinapulper y en el molino, no pueden pasar al hidropulper hasta que no este terminado lo necesario para un lote completo, lo mis mo sucede del hidropulper al cono mezclador y de este a la laminadora. En el paso de la laminadora al horno, el desplazamiento se considera paralelo; ya que van pasando cada 20 piezas del lote, cuando se terminan de procesar en la operación precedente, al horno; o sea el lote de 100 se divide en este paso en 5 sublotes. Cuando las láminas salen del horno el desplazamiento vuelve a ser consecutivo, pues para transportar las láminas al almacén de producto terminado, para que concluyan su secado, hay que esperar a que esté el lote co mpleto. El ciclo de producción de tejas de fibrocemento, según el gráfico de Gantt tiene una duración de 10226 minutos, lo que equivale a aproximadamente 7 días y 10 horas de ciclo de producción. (ver Anexo Gantt)
Sistema de mantenimiento a medios y equipos
El empleo de equipos adecuados que cumplan con los requisitos del proceso tecnológico, garantiza el control de los trabajos de mantenimiento, siendo su requisito fundamental la atención rápida y correcta al equipo cuando lo soliciten los operarios que trabajan con él. Al mis mo tiempo con un cuidado periódico, se reducen al mínimo la necesidad de esas solicitudes.
El proceso de la act ividad de mantenimiento tiene carácter multifacético y complejo, pues requiere de una estricta planificación para su exitoso cumplimiento, además de estar subordinada a un presupuesto; por ello, para la reparación y mantenimiento de todo equipo es imprescindible la elaboración de un plan que establezca las condiciones y prioridad de la actividad de mantenimiento basado en la base informat iva.
El plan de mantenimiento se prepara de manera global para todo el año, indicando lo que ha de hacerse por mes, aunque puede estar expuesto a modificaciones. En este plan figuran todas las máquinas, equipos e instalaciones, indicando el tipo de mantenimiento: reparación pequeña, revisión, reparación med iana y general; que corresponde a cada mes, todo esto aparece en la carpeta del equipo. En esta se anotan todos los
detalles de los trabajos de mantenimiento y reparación realizados en el equipo.
Diariamente el mecánico de turno cu mple los servicios técnicos y las revisiones planificadas. Los domingos, que constituye el único día que la fábrica para la producción, es que se realizan los mantenimientos y reparaciones planificadas. Esta tarea se lleva a cabo en el taller de mantenimiento industrial, donde radica la brigada de desarrollo industrial, la brigada de mantenimiento automotor y la brigada de mantenimiento constructivo. Aunque ha habido problemas con el personal de mantenimiento debido a la fluctuación de la fuerza de trabajo; y en estos momentos el personal que se encuentra operando aquí presenta baja preparación y entrenamiento, o sea, no tiene la calificación requerida.
Análisis de la organización de los almacenes
Los objetos de trabajo se almacenan cada uno por separado. El asbesto llega en parles envuelto en nylon, por su alta toxicidad, y se deposita en una nave; constituyendo esta su local de almacenaje. El cemento se recepciona en un tanque cerrado, el cual contiene varias cargas diferentes de cemento, por lo que existe el riesgo de que si una carga de este material se encuentra en mal estado eche a perder todo el cemento existente. La celu losa se descarga al lado del dinapulper, pues no requiere de almacenaje. A pesar de todo lo anterior la alta humedad relativa existente en la entidad puede afecta las materias primas.
En el caso del almacenamiento del producto terminado las tejas son puestas en parles en grupos de 100, siendo estas previamente clasificadas en tejas de primera, segunda y rechazo, garantizando los requisitos de integridad de lo que se almacena y cumpliendo las normas de manipulación y almacenaje. Para todo lo anterior existe una brigada responsable en la entidad, la brigada de almacén central.
Forma en que se desarrolla la manipulación y trans porte de la producción
En el proceso de fabricación de tejas de fibrocemento, el transporte y la manipulac ión de la producción comien za cuando el operario que trabaja en el dinapulper tiene que agregarle la ce lulosa a la máquina, esta operación se realiza manualmente. A su vez el asbesto es trasladado de la nave hasta el molino, a través del montacargas y es adicionado al

equipo por los dos operarios que ahí laboran manualmente; esta operación es bastante riesgosa, pues el asbesto es un material muy contaminante y su aspiración provoca cáncer a largo plazo, por lo que se debe usar tapa bocas al manipularlo, cosa que no se logra del todo por no haber presupuesto para comprarlos, y cuando los hay existen trabajadores que no los usan.
Una vez los materiales dentro de estos dos equipos su transportación hacia el hidropulper y del hidropulper al cono mezclador se realiza por tuberías. Del cono al mezclador de cajilones y del mezclador a la laminadora la mezcla se traslada por canales. De la laminadora a los carros del horno, la lámina se traslada a través de la acanaladora y una vez en el túnel de secado llegan al desencame a través de los carros que se trasladan por carriles.
En el desencame son trasladadas las tejas, utilizando la absorción en un brazo mecánico a unos parles. Una vez aquí se conforma el lote de transportación que es trasladado al almacén de productos terminados a través del montacargas.
Parámetros técnicos que se controlan en el proceso de fabricación de tejas de fibrocemento
Al arribar a la fábrica las materias primas deben ser sometidas a un riguroso control para inspeccionar el estado en que llegan.
Al cemento se le debe realizar un ensayo físico para determinar la superficie específica, el fraguado inicial y final, la finura y la resistencia a la compresión; y un ensayo químico para conocer las cantidades de silicato tricálsico, aluminato tricálsico, cal libre, óxido de magnesio, trióxido de azufre y residuos insolubles en cemento que presenta. Del asbesto es necesario conocer de que grado es, si de 85 ó de 100.
Pero desgraciadamente la entidad no cuenta con el laboratorio necesario para realizar estos controles de calidad, por lo que se corre el riesgo de comprar una mercancía en mal estado y no darse cuenta hasta que la mezcla en el proceso salga mala, lo que conlleva a perder esa producción, la materia prima comprada y si en el caso del cemento, contaminar todo el tanque donde se recepcionan varias cargas.
Cuando se termina la mezcla, durante el proceso, se toman muestras y se les mide el peso volumétrico, la humedad y la concentración en el laboratorio de control de calidad.
Durante la confección del lote de transportación se van separando aquellas tejas que presenten grietas, incrustaciones,
deformación del perfil, corte defectuoso y aquellas que se rompan; y se van clasificando en tejas de primera, segunda y tercera.
Por último después que pasan los siete días de secado al aire lib re se les rea liza un examen físico, que consiste en medirle la resistencia a las tejas para comprobar si tienen la ca lidad requerida para su venta.
La estructura de la calidad está conformada por un máximo representante de la calidad en la fábrica, tecnólogo A en asbesto cemento; a el está subordinado un tecnólogo B en asbesto cemento en cada departamento, en este caso es el encargado de la planta de producción integral; al que a su vez se le subordinan los tecnólogos encargados de asegurar la calidad del p roducto por brigada.
Nivel de gestión tecnológica presente en la Empresa de fibrocemento PERDURIT
El nivel de gestión tecnológica que presenta la Empresa de Fibrocemento PERDURIT es atrasado. La tecnología de los equipos es bastante obsoleta, ya que desde su fundación en 1948 con tecnología francesa esta no se modernizado, lo que conlleva a que los equipos tengan un nivel de utilización muy elevado. Debido a todo esto la empresa está muy lejos de presentar tecnología de punta, puesto que para que esto ocurra los med ios de producción tienen que ser lo más modernos posible y con una capacidad óptima.
Algo que no se puede pasar por alto es precisamente que para que exista una tecnología de punta debe haber una asociación con una firma extran jera desarrollada, que sea quien provea a la empresa de la tecnología moderna; y por otra parte la empresa aporte la fuerza de trabajo.
Comportamiento medioambiental y desarrollo sostenible
Las condiciones y medio ambiente de trabajo y su interdependencia con la productividad ha tardado mucho en reconocerse debidamente. La dis minución de la p roductividad y el au mento de piezas defectuosas y descartes de fabricación imputables a la fatiga provocada por horarios de trabajos excesivos y malas condiciones del med io ambiente (sobre todo iluminación y ruido) han demostrado que el organismo humano pese su inmensa capacidad de adaptación, tiene un rendimiento mucho mayor cuando funciona en condiciones óptimas.
Así pues, no solo un medio ambiente peligroso puede constituir la causa directa de accidentes y enfermedades profesionales, sino que además, la insatisfacción de los trabajadores con condiciones de trabajo inadecuadas a su nivel cultural y social, puede conducir a la d isminución de la cantidad de la producción.
La iluminación es uno de los aspectos más importantes a tener en cuenta dentro de las condiciones y medio ambiente de trabajo, se calcula que aproximadamente el 80% de la información requerida para ejecutar un trabajo se adquiere por la vista. La buena visibilidad del producto y de los datos relac ionados con el trabajo es pues un factor esencial para acelerar la producción, au mentar su calidad, prevenir la fatiga visual y cefalea en los trabajadores.
La iluminac ión debería adaptar a la naturaleza del t rabajo, sin embargo su nivel debería au mentar no solo en relac ión con el grado de precisión del objeto, sino también, en función de la edad de los trabajadores. Siempre que se pueda deberá aprovecharse la luz natural del d ía, sin embargo, como esto es muy cambiante en dependencia de muchos factores del lugar donde se trabaja, hay que prever luz artificial.
La luz fluorescente ofrece grandes posibilidades de utilización racional a condición de que se eviten los reflejos molestos, en comparación con la luz incandescente, su costo anual disminuye a medida que au menta el número de horas de duración.
En este proceso de producción la energía que se emplea para que los equipos funcionen es la eléctrica y para la mis ma no existen vías de renovación por fuentes renovables, a excepción del horno que genera vapor gracias a la alimentación que le ofrece la caldera que trabaja con fuel oil.
El agua en exceso que sale de la máquina laminadora al formar la lámina va a los pozos de recuperación y de ahí sube, por bombeo, al tanque decantador; donde se recepciona y se clasifican las aguas.
Las claras van a bombas de rociadores y sistemas de vacío. Las oscuras que contienen un por ciento de partículas sólidas van al cono mezclador, al molino y al hidropulper. El asiento que queda en el fondo va mediante una válvula neumát ica hacia la piscina de decantación. Una vez allí las aguas tienen un proceso de decantación y clasificación, donde las aguas limpias van siendo reincorporadas al proceso y los residuos sólidos extraídos de dicha piscina. Posteriormente estos residuos tienen una etapa de escurrimiento, una vez secos se les da el mis mo tratamiento que a los desechos sólidos
obtenidos de residuos de producción, o sea, son transportados med iante camiones a los vertederos o depósitos indicados.
Análisis de costos y gastos en la producción de tejas de fibrocemento
La Unidad Empresarial de Base Planta de Producción Integral constituye un centro de costo, por lo que el tratamiento contable de los costos se lleva a cabo por centro de costo. A continuación se muestran, entre otros datos, los diferentes gastos referentes al proceso de producción de tejas de fibrocemento y su clasificación por elemento, por partida y fijos o variables. (ver tabla 1) El Sistema de Costo que se emplea es por proceso según los elementos del gasto, determinado en cuanto a la fecha que se obtiene, directo en cuanto a la forma que operan los sistemas y según el tipo de producción. El costo de producción terminada de tejas de fibrocemento del mes de mayo de 2004 fue de $ 324 802; y el costo unitario total 0.59 centavos.
Durante el mes de mayo del año 2004 se obtuvo una ganancia de $ 24 500; lo que se puede comprobar a continuación:
Es tado de resultados (ver tabla 2)
Protección contra riesgos
En los puestos de trabajo asociados a este proceso de producción los posibles riesgos que se pueden observar son mecán icos y en muy poca medida de incendio. Este último solo se asocia a las zonas donde se almacena la celu losa, pero es evitable ya que esta prohibido fumar y en caso de que ocurra existen ext intores. El mecán ico en el mantenimiento de los equipos, donde los trabajadores deben tener previo cuidado en los tornos, con la piedra esmeril, equipos de soldadura y también la ca ída de cabillas.
Para la protección de los trabajadores existen medios como: guantes especializados, caretas, ropa, etc.; algunos utilizados y otros no por la disciplina de los trabajadores.
Por otra parte en la producción existen riesgos de contaminación, pues el polvo del asbesto es una sustancia tóxica que provoca cáncer en los pulmones a largo plazo, por lo que los trabajadores de estos puestos son los más expuestos a esta contaminación, aunque esta es ambiental en sentido general.
El medio de protección que se utiliza en este puesto es la mascarilla pero en estos momentos la empresa no las posee.

Los riesgos físicos presentes como el ruido están controlados con las orejeras.
Todos estos riesgos están controlados, pues se informan y se divulgan a través de pancartas, señales y también mediante la comunicación entre t rabajadores, por lo que estos riesgos se encuentran identificados por los mis mos.
Ante desastres naturales se evacua el personal y solo se queda el personal admin istrativo velando por el cuidado de la empresa. En caso de guerra la p lanta continua su producción, pues la empresa posee una reserva de alimentos para estos casos.
Identi ficación de oportunidades de mejora
Diagnóstico de la situación actual
La Empresa de Fibrocemento PERDURIT carece de equipamiento con tecnología de punta, los equipos con los que cuenta son obsoletos. El molino, que constituye el cuello de botella, sólo puede realizar 55.56kg/10min., siendo su capacidad real 150 kg/10min.
Poca iluminac ión en el área de fabricación de tejas.
Los obreros que trabajan directamente con el asbesto están sometidos a altos riesgos, pues la inhalación del asbesto produce cáncer a largo plazo.
Existencia de mucho ruido en la planta de producción.
La alta humedad relat iva que existe afecta las materias primas almacenadas, lo que conlleva a una inadecuada conservación de estas.
La entidad no cuenta con determinadas piezas de repuesto, necesarias para la reparación de equipos; lo que provoca que tengan que importarlas y en ocaciones pagarlas muy por encima de su precio.
Los obreros calificados que trabajan en el departamento de mantenimiento presentan baja preparación y entrenamiento; o sea baja calificación.
La fluctuación de la fuerza de trabajo es alta, debido a la no correspondencia de los salarios con la carga de trabajo existente ni con el aporte de cada trabajador.
Presentan un alto índice de ausentismo,7.4%. No existe de un laboratorio para analizar la ca lidad de
las materias primas adquiridas, esto conlleva a la posibilidad de que se encuentren en mal estado y echen a perder la producción, así como que contamine todo el tanque donde se recepciona el cemento.
Proyección de las soluciones
Iniciar la búsqueda de un socio que financie la compra de nuevos y modernos equipos de trabajo o instalar un nuevo molino con hidropulper.
Lograr una óptima iluminación en el Taller de tejas, para lograr un mayor rendimiento de la fuerza de trabajo.
Comprar tapabocas y orejeras, para evitar enfermedades de trabajo así como lograr un mayor rendimiento de la fuerza de trabajo. Orientar chequeos médicos periódicos a estos obreros.
Rea lizar un trabajo conciente con los trabajadores para que estos utilicen los tapabocas y las orejeras.
Implantar un sistema de pago por resultados finales con el objetivo de mejorar el salario de los trabajadores (salario en correspondencia con el aporte de cada trabajador).
Renovar la tecnología existente en el antiguo laboratorio que se encargaba de la inspección a la entrada de la materia p rima; o por lo menos habilitar mejor almacenaje para el cemento, de manera que cuando una carga esté mala no afecte las demás.
Dar mejor cuidado a los equipos existentes, no sobrecargarlos y realizarle el mantenimiento más seguido para alargar su tiempo de vida útil. Así como realizar un estudio de mercado para averiguar si en otros lugares se pueden adquirir las piezas más baratas.
Dar cursos de superación a los operarios encargados de reparar equipos, llevado a cabo por los expertos en la materia.
Analizar las razones de las ausencias y tomar med idas con las que no estén debidamente justificadas.
Transmit irle al co lectivo de trabajadores la importancia de aprovechar los recursos. Contar con salarios en correspondencia con los resultados económicos de eficiencia y contabilidad, tanto colectivos e individuales. Comenzar a implantar el perfeccionamiento empresarial.
Dis minuir los costos. Realizar un estudio de mercado internacional para obtener un producto de calidad con un precio competit ivo.
Impacto de las medidas
Una de las soluciones propuestas para el mejoramiento de la producción es el mejoramiento de equipamiento tecnológico; a través de la búsqueda de un socio (partner) con el fin de invertir en nuevas máquinas, mejorar las condiciones de la fábrica y acompañado a esta medida debe sumarse una disminución de los costos. La empresa lograría esto si:
1. Se especializara toda la fuerza de trabajo a través de cursos de capacitación
2. Se lograra un ahorro de materiales, haciendo conciencia en los de trabajadores de la importancia de aprovechar los recursos o implantando salarios en correspondencia con los resultados económicos de eficiencia y contabilidad, tanto colectivos como individuales.
3. Se disminuyese las fluctuaciones de la fuerza de trabajo y las indisciplinas laborales como el ausentismo, lográndose un mayor aprovechamiento de la jornada laboral.
Lo ideal sería dis minuir los costos de producción con el objetivo de sustituir las importaciones de productos que se pueden producir con las nuevas maquinarias que fueran compradas.
Además, se debe tomar en cuenta los trabajos investigativos presentados por los trabajadores del centro a la A.N.I.R., donde se evidencie la rac ionalizac ión de recursos.
Cuando se propone un sistema de pago por los resultados finales se refiere no solo a las estimulaciones morales que se puede realizar a un obrero ante los demás trabajadores del centro, sino también material y salarial, para lo cual se exigiría un cumplimiento de los cronogramas de trabajo e imperaría la calidad en los mismos; la eficacia del obrero así como su eficiencia serían inevitables.
En todos los casos la empresa deberá seguir su misión social a través de una mejor entrega del producto con la calidad que este requiere y en la mayor brevedad posible; si se logra esto la empresa elevaría su prestigio a nivel nacional y se encontraría en una mejor fo rma para co mpetir con otras empresas.
CONCLUSIONES 1. La empresa se desenvuelve como un sistema de
forma organizada, los subsistemas que lo integran se encuentran interrelac ionados como un todo.
2. La entidad presenta una estructura de producción por artículo.
3. El proceso de fabricación de tejas de fibrocemento es un proceso básico y tecnológico.
4. La producción de tejas de fibrocemento es una producción masiva.
5. El t ipo de desplazamiento que sigue el proceso de fabricación de tejas de fibrocemento es combinado, pues vincula el consecutivo y el paralelo.
6. El proceso está limitado por la tecnología obsoleta que presenta.
7. La entidad cuenta con dificu ltades en la adquisición de suministros como son las piezas de repuesto, pues
en muchas ocasiones hay que importarlas; y el asbesto por su alto costo de adquisición.
8. En este trabajo se han propuesto diferentes medidas para contrarrestar los problemas detectados, realizándose un análisis sobre el impacto que las mis mas tendrían una vez utilizadas por la empresa.
REFERENCIAS 1. Aquino, J. A.; Recursos humanos; Ediciones Macchi;
P. 588-589; 1996 2. Bertalanffy, C. y otros; General Sistem Theory;
Human Bio logy; 23;Vol. I-VI; No 4. 1951; E.U.A. 3. Boulding, K.; General Sistem Theory; Management
Science; 2; No 3; 1956; E.U.A. 4. Cuesta, S. A.; Gestión de co mpetencia; Academia; P.
4; 2001 5. Dávila García, J.; Manual para la concientización en
calidad; Editorial Universitaria Potosina; P. 21-29;1997; España
6. Hodson, W. K.; Maynard´s Industrial Eng ineering Handbook; H. B. Maynard; P. 1.3; 1992; E.U.A.
7. Labouchex, V.; Tratado de la calidad total; Ed itorial Limusa; P. 269-273; 1997; México
8. Marsan Castellano, J.; La organizac ión del trabajo interno; Editorial Pueblo y Educación; p. 21;1986; Cuba
9. Portuondo Pichardo, F.; Economía de empresas industriales; Editorial Pueblo y Educación; P. 83, 97-98, 207 – 210; 1983; Cuba
10. Salvendy, G.; Handbook of Industrial Engineering; Ed itorial Board; P.2221-2349; 1992; E.U.A.
11. Towsend, P. L.; Compromiso de calidad; Editorial Limusa; P. 25-29; 1994; México
12. Decreto Ley 187: Bases Generales del Perfeccionamiento Empresarial; Gaceta Oficial de la República de Cuba; Ministerio de Justicia. La Habana; P. 6; 1998; Cuba
13. http://www.sustainable.doe.gov/espanol/measuring/mewhat.shtml
AUTORES Santos Felipe Sánchez Aguilar1, Estudiante de 5to Año de Ingeniería Industrial. Facu ltad de Ingeniería Industrial. Estudiante Investigador. Instituto Superior Politécnico “José Antonio Echeverría”, Dirección: CUJAE-CEIS. Calle 114 No. 11901. Entre 119 y 127. Marianao. Ciudad Habana. 53(7) 2663260 [email protected]
Labor Actual: Actualmente desarrolla su tesis de 5to año..
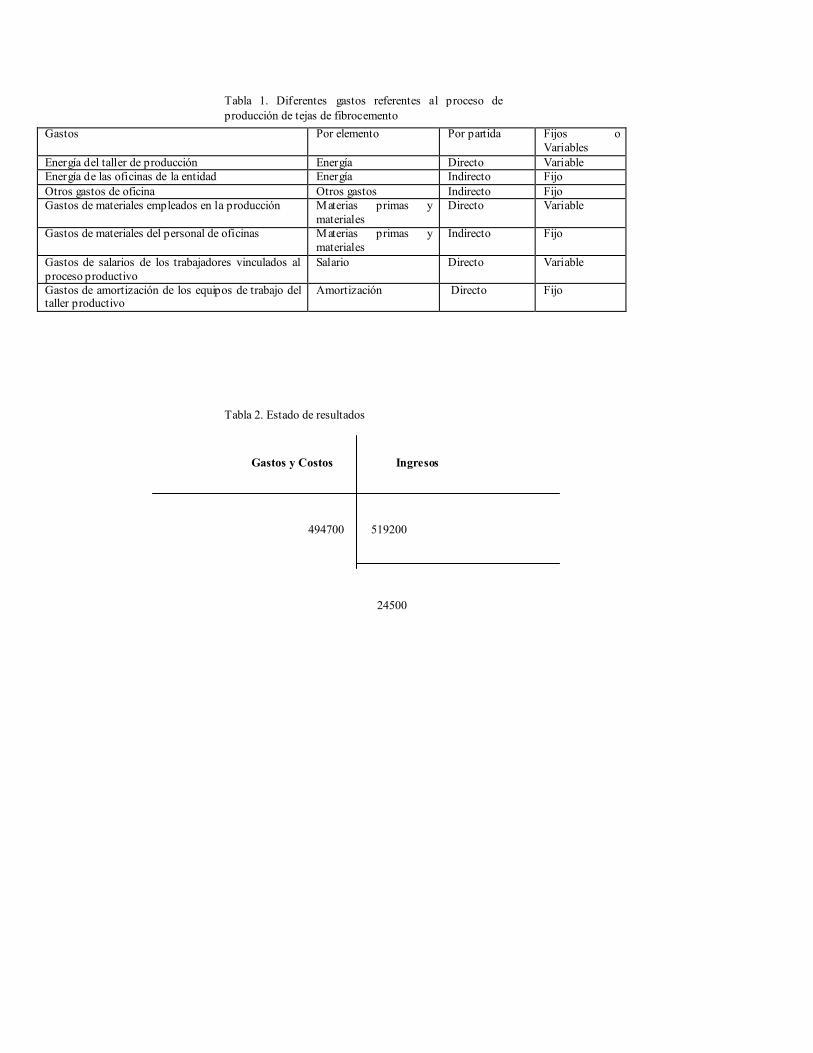
Tabla 1. Diferentes gastos referentes al proceso de producción de tejas de fibrocemento
Gastos Por elemento Por partida Fijos o Variables
Energía del taller de producción Energía Directo Variable Energía de las oficinas de la entidad Energía Indirecto Fijo Otros gastos de oficina Otros gastos Indirecto Fijo Gastos de materiales empleados en la producción Materias primas y
materiales Directo Variable
Gastos de materiales del personal de oficinas Materias primas y materiales
Indirecto Fijo
Gastos de salarios de los trabajadores vinculados al proceso productivo
Salario Directo Variable
Gastos de amortización de los equipos de trabajo del taller productivo
Amortización Directo Fijo
Tabla 2. Estado de resultados
Gastos y Costos Ingresos
494700 519200
24500
Evaluación de los sistemas de 150c, 370c y vapor industrial en la nueva planta de producción de la vacuna
trivalente dpt.
Aniet Mesa Serrate1
1 Instituto Superior Politécnico José Antonio Echeverría, Ingeniería Quimica, 5to Año, [email protected]
RESUMEN / ABSTRACT La biotecnología y la industria farmacéutica han tenido auge en los últimos tiempos. La introducción y empleo de nuevas tecnologías así como el diseño y montaje de nuevas plantas va siendo cada vez más habitual. Este es el caso de la nueva planta de producción de la vacuna trivalente contra la difteria, el tétano y la pertussis (DPT), la cual es fundamental en la producción contra estas enfermedades que afectan fundamentalmente a n iños pequeños. En este trabajo se realizó la revisión de los planos de los servicios auxiliares siguientes: sistema de enfriamiento de agua a 150 C, sistema de vapor industrial y sistema de agua a 370 C; diseñados por la Oficina de Transferencia Tecnológica (OTT) y se proponen soluciones a los problemas detectados durante la revisión realizada.
The biotechnology and the pharmaceutical industry have had peak in the last times. The introduction and employment of new technologies as well as the design and assembly of new plants goes being more and more habitual. This is the case of the new plant of production of the trivalent vaccine against the diphtheria, the tetanus and the pertussis (DPT), which is fundamental in the production against these illnesses that affect small children fundamentally. In this work it was carried out the revision of the planes of the auxiliary services designed by the Office of Technological Transfer (OTT) and they intend solutions to the detected problems
INTRODUCCIÓN
Con tres millones de muertes al año en el mundo por enfermedades que pueden prevenirse con la vacunación, no sorprende que la Organizac ión Panamericana de la Salud (OPS) tenga una división enteramente dedicada a los programas de inmunizac ión y al desarrollo de vacunas, pues ya es un lugar común decir que éstas son las más segura y rentables de las intervenciones de salud.
Progresos extraord inarios en la biología molecu lar y en la inmunología han seguido creando oportunidades para ampliar el desarrollo de vacunas nuevas. Enfermedades emergentes y antiguas enfermedades que hasta el momento no han podido ser vencidas por la ciencia continúan desafiando a los investigadores y han estimulado enfoques novedosos para la
erradicación de dolencias. Un ejemplo de ello es la vacuna DPT, la cual es una vacuna '3 en 1' que protege contra la difteria, pertussis (tos ferina) y tétanos. Aproximadamente el 90% de las personas que reciben un mín imo de 3 inyecciones de vacuna que contenga tétanos, están protegidas contra la enfermedad, al menos durante 10 años. Este producto biológico es muy efectivo en la prevención del Tétano y aunque la protección contra Difteria y Tos ferina no es tan efectiva, se siguen previniendo la mayoría de los casos o por lo menos, se disminuye la intensidad de dichas enfermedades.
Nuestro trabajo se desarrolla en el Instituto de Vacunas “Carlos J. Finlay”, ub icado en el municip io Playa de Ciudad de La Habana. Específicamente se trabajó en la nueva planta de producción de la vacunas DPT y que es de primordial importancia para la salud de la población cubana

La fabricación de esta vacuna transcurre por varias etapas en las cuales se necesitan determinadas condiciones de operación y entre ellas es fundamental la temperatura. Las facilidades auxiliares en una fábrica son las encargadas de mantener estas variables y una falla en estos servicios puede contribuir a una pérdida considerable de producto e incluso un mal funcionamiento de estos servicios puede ocasionar que el producto no cumpla los parámetros de calidad requeridos. Es por ello que en el diseño de planta se le presta una atención especial a estos servicios.
El objetivo de nuestro trabajo consiste en realizar una revisión de los diseños realizados por la OTT y tratar de buscar solución a los problemas que encontremos.
Desarrollo
Caracterización del proceso productivo:
Para la obtención de toxoide tetánico [3] [6] es necesario pasar por varias etapas, la primera de ellas es la propagación del inóculo donde se llevan a cabo los procesos de propagación y multip licación de Clostridium tetani, posteriormente se pasa al área de fermentación en ella se realizarán los procesos de fermentación de este microorganismo en un fermentador de 500 L. Se inocula el fermentador y el proceso transcurre entre 96-112 h Una vez finalizado el proceso, se adiciona formaldehído para el comienzo de la detoxificación [12] y el proceso se transfiere mediante tuberías flexib les utilizando aire hacia los tanques de inactivación. Luego se adiciona agua purificada y se descontamina a 121 C durante 30 minutos. Finalizada esta operación comien za el ciclo de limpieza (CIP) en el propio fermentador. En esta área se emplea vapor industrial y agua a 15 0C que son dos de las facilidades que nos conciernen. Una vez en el área de inactivación se procede a la detoxificación (paso de toxina a toxoide) en tanques instrumentados con capacidad para 210 L de cult ivo a inactivar. La incubación se realizará 37º C (sistema de 37 0C) por 23 días en reposo para luego ser bombeado a través de la pared mediante tuberías flexib les y utilizando una bomba peristáltica para pasar a la separación celu lar. Una vez centrifugado el producto, el mismo es colectado en un tanque y posteriormente es filtrado con presión de aire por un sistema de carcazas en serie unido con tuberías rígidas al tanque presurizado. El filt rado obtenido pasa por la pared por tuberías ríg idas hacia el área de purificación donde ocurren diversos pasos para luego mezclarse con los componentes activos de las vacunas de difteria y pertussis.
La obtención de toxoide d iftérico y pertussis de células enteras son procesos muy similares y se llevan a cabo en la mis ma área aunque en momentos diferentes. Al igual que en tétano lo primero es la propagación del inóculo y luego la fermentación donde igualmente se emplea agua a 150C y vapor y pasa posteriormente a la inactivación (igualmente se emplea agua a 37 0C) y luego a la separación celular donde se lleva a cabo el mis mo proceso antes explicado hasta llegar a purificación.
Descripción de los sistemas de 150C, 370C y vapor industrial.
El sistema de 15 0 C consta de una cisterna de forma rectangular a la cual llega el agua rec ircu lada que esta mis ma envió a los puntos de uso con el fin de intercambiar ca lor; como esta agua no tiene ningún tipo de contacto con los productos del proceso es devuelta a la cisterna. Esta agua viene aproximadamente a una temperatura de 250C lo cual tiende a elevar la temperatura dentro de la cisterna; para mantener dentro una temperatura de 150C, que es la necesaria para enviar a los puntos de uso, se coloca un intercambiador a placas en el cual una de las entradas es la propia agua de la cisterna que es devuelta a esta a una mayor temperatura y la otra es agua a 60C que aumenta su temperatura hasta 110C. Los puntos de usos fundamentales son los fermentadores de los procesos como habíamos señalado antes, el lazo de agua purificada y el de agua para inyección. El agua es bombeada hacia los diferentes puntos de usos y hacia el intercambiador del sistema mediante bombas de distribución de flujo variab le y a través de tuberías aisladas tratando de que haya la menor pérdida de energía posible.
El sistema de 370 C es más sencillo debido a que el agua proveniente de inactivación que su punto de uso fundamental no necesita ser bombeada al intercambiador, que se encuentra antes de entrar a la cisterna, debido a que se mueve bajo el efecto de la gravedad. En este intercambiador el agua aumenta su temperatura para tratar de contrarrestar la entrada de agua suave (proveniente de los suavizadores) a una menor temperatura (250C) y poder mantener los 370C en el tanque y así enviar el agua a esta temperatura al punto de uso, mediante tuberías aisladas y bombas de distribución de flujo variable. En el intercambiador esta agua proveniente de incubación intercambia ca lor con agua a 500 C proveniente del chiller la cual disminuye su temperatura hasta 450C.
En al sistema de vapor inicialmente se tenía previsto que trabajara una sola caldera de una eficiencia de 85% que entregaba 1100 Kg/h y mantener las otras dos calderas de 456 Kg/h de reserva aunque más adelante se verá que esto no es precisamente lo que se va a rea lizar. Las líneas de vapor parten de un manifo ld ubicado en la sala de calderas y se mueven por las tuberías a una presión de 8 bar hasta llegar a la producción. El sistema está complementado con medidores de flujo, presión y temperatura que permiten la supervisión y el registro de estos parámetros. Las líneas principales se drenan cada 30-50 metros a vez que haya un cambio de dirección hacia arriba para evitar los golpes de ariete. Todas las tuberías de vapor y retorno del condensado están aisladas térmicamente. Los cálculos para el diseño de la red se realizan para velocidades entre 15-25 m/s [15]
Metodología de trabajo para la evaluación de los sistemas:
Para determinar si los sistemas de 150C y 370 C estaban bien diseñados fue necesario determinar en un principio si las bombas que se encontraban en el sistema cavitaban para ello determinamos la presión de succión en cada bomba y la co mparamos con la presión de vapor del líquido que en nuestro caso era agua.
Proseguimos a realizar un balance de energía en ambos sistemas con el fin de determinar si la temperatura de salida tanto de la cisterna como del tanque era la correcta para llegar a los puntos de uso y para ello era necesario que la recirculac ión a estas tuviera la temperatura adecuada, lo cual constituía una variable por regulac ión de nuestro proceso.
En el sistema de vapor realizamos un balance de masa teniendo en cuenta los principales consumidores de este.
Resultados de los sistemas de 150C y 370C:
Sistemas de 150C y 370C:
Análisis de los resultados.
Para el balance de energía se emplearon las siguientes
ecuaciones:
Q = n * Cp* ∆T (1)
% pérdidas = Qced – Qabs (2)
Qced Como la Presión de succión es mayor que la Presión de vapor en ambas bombas que se analizaron podemos concluir que no cavitan, por lo cual pueden ser utilizadas en el proceso. Además este cálculo fue para proporcionarnos la veracidad del planteamiento asumido de que en sistemas en frío las bombas no cavitan porque no se llega al punto de burbuja y esto es aplicable al sistema de 150C ya que es un sistema frio.
El balance de energía nos permitió corroborar el cumplimiento de las variables por regulación [3] [6] en lo referente a las temperaturas ya que la temperatura calculada estaba dentro del rango propuesto como adecuado para operación.
En el sistema de vapor realizamos un balance de masa con los principales consumidores y el abastecimiento de la caldera para ello observamos la siguiente tabla de simultaneidad que era la propuesta para el funcionamiento de la planta (ver tabla 1). La caldera que estaba planificada para abastecer estas operaciones tiene una capacidad de 1100 Kg /h. Decidimos realizar un balance de masa en el sistema de vapor para determinar si era correcto el empleo de una caldera de tanta capacidad cuando se disponía de dos calderas menores; todo esto con el fin de dis minuir los costos por concepto de gastos en combustible y agua: Base de cálculo: 1 hora de operación Consumo total = consumo del TK + consumo del generador + consumo del intercambiador + consumo del fermentador de 750 + consumo del fermentador de 500 + 2 estaciones CIP/SIP + consumo de planta antigua Consumo total = 250Kg + 405Kg + 300Kg +240Kg +180Kg +2*40Kg +160 Kg Consumo total = 1615 Kg/h Entonces nos dimos cuenta que no podíamos emplear las calderas pequeñas ya que ni la caldera de mayor capacidad daba abasto a la producción ya que la demanda era mucho mayor que la cantidad de vapor que ella podía generar incluso si trabajara a un 100% de eficiencia, lo cual normalmente no se asume en los cálcu los de ingeniería. El balance anterio r fue rea lizado después de una adaptación y disminución de la cantidad de puntos de uso para el vapor industrial que se había previsto inicialmente; como es lógico los puntos de uso que fueron eliminados no presentarán ninguna dificultad para el proceso productivo. Para dar solución al problema decidimos que sin afectar la duración del proceso planificada inicialmente propondríamos un nuevo horario de trabajo para los diferentes equipos de
producción consumidores de vapor industrial con el fin de poner en marcha la caldera de 456 Kg/h sólo cuando sea completamente necesario o sea en las horas donde se planifique un mayor consumo y que además coincida con el horario laboral para que pueda ser encendida manualmente por el operador y controlada en todo momento. La otra caldera pequeña de la misma capacidad quedaría de reserva par cualquier problema que se presentase. Los detalles de la solución propuesta aparecen en el diagrama de vapor que se muestra en los anexos. Este muestra la planificación de los equipos durante la semana así co mo los consumos según el proceso o los procesos de producción que se produzcan simultáneamente. Cada casilla del diagrama representa 2 horas de trabajo del equipo en cuestión y al final (fuera de las casillas) aparece el resultado del balance de masa, para las 2 horas de operación que se estén analizando, el cual representa el consumo máximo para dichas horas. Es importante aclarar que a pesar de que en determinadas horas del día la caldera pequeña no es imprescindible en el proceso, no es factible apagarla debido a que cuando sea encendida nuevamente es necesario un consumo de combustible mucho mayor que si estuviera trabajando en baja, o sea que se mantuviera a la temperatura y presión de operación durante todo el día pero sin entregar vapor al proceso. Análisis económico
La manera de efectuar el análisis económico en una planta de proceso es tan diversa y está en dependencia de tantos factores a considerar, que no se puede plantear una metodología específica a seguir en todos los casos, sin embargo, sí se puede plantear una estrategia general que posibilite llegar a resultados concretos con el menor esfuerzo y gasto de recursos disponibles. En general al ingeniero químico se le presenta el problema de mejorar la efectiv idad económica de la planta, el cual puede resolver por tres vías fundamentales: 1) Cambiando las condiciones de operación con los recursos presentes en la planta.
2) Efectuando inversiones que posibiliten el incremento deseado de la efectividad económica en la p lanta.
3) Llevando a cabo una distribución óptima de los recursos existentes, o lo que es lo mis mo, plan ificando la producción según corresponda hacerlo. En nuestro caso empleamos la tercera opción que era la que estaba al alcance de nuestras manos y la más economica . El siguiente cuadro muestra el ahorro por concepto de vapor que se obtuvo en la fábrica al aplicar nuestra solución (ver tabla 2)
CONCLUSIONES El sistema de 150C fue diseñado correctamente y cu mple con los parámetros de producción.
El sistema de 370C fue diseñado correctamente y cu mple con los parámetros de producción.
Se propuso una nueva planificación del horario de trabajo de los equipos consumidores de vapor.
La nueva propuesta produce un ahorro en la producción por concepto de vapor de $ 45000 anuales. RECOMENDACIONES
1. Que se continúe empleando esta distribución de cargas de vapor en la fabrica hasta que se haga un estudio mas detallado
2. Que se realice una evaluación de los sistemas auxiliares restantes ya que también pueden presentar problemas”.
REFERENCIAS 1-Rosabal, Vega Julio M. Hidrodinámica y Separaciones Mecánicas. 2-Perry, R.H y C.H. Chilton: Chemica l Engineer’s Handbook, 5ta .ed. Mc Graw- Hill, Nueva York, 1973. 3-Proyecto de la planta de producción de vacunas DPT. Instituto Finlay. Volumen 01.Edificio de Producción. La Habana 14 de noviembre del 2001. 4-Administración de Energía y Cogeneracion.htm 5-COGEN ESPAÑA - ¿Que es la Cogeneracion.htm 6-Ingeniería Conceptual. Planta de producción de vacunas DPT. Oficina de Transferencia Tecnológica. La Habana 14 de noviembre del 2001. 7-Cogeneración.htm 8-www. aesa.es 9- Sánchez Pineda, M.T. Ingeniería del frío: teoría y práctica.2001. 10-"Energy User News Matrix of Commercial and Industrial Utility Incentive Program". Energy User News, July, 1996. 11- Utilización de las ruedas desecantes, entálpicas y sensibles en el tratamiento del aire en Cuba.htm 12-Cleanroom Design. Whyte,W. University of Glassgow, UK. Second edition. 13-Pharmaceutical Engineering Guide for New and Renovated Facilit ies. First edition. January 1999. Vol 1(Revista). 14- Pharmaceutical Engineering Guide for New and Renovated Facilit ies. First edition. January 1999. Vol 2.(Rev ista). 15-Bender, Richard. Benchamark Costs For Pharmaceutica l Facilit ies. Rev ista Pharmaceutical Eng ineering. 16-Cruz, Viera, Lu is. Introducción a la Ingeniería Química . Ministerio de Educación Superior. La Habana. 1985. Tomo II.

AUTORES Aniet Mesa Serrate1, Estudiante de 5to Año de Ingeniería Quimica. Facu ltad de Ingeniería Civ il. Estudiante Investigador. (Grupo de Investigación de Viales). Instituto Superior Politécnico “José Antonio Echeverría”, Dirección: CUJAE-CEIS. Calle 114 No. 11901. Entre 119 y 127. Marianao. Ciudad Habana. 53(7) 2663260 [email protected]
Labor Actual: Actualmente desarrolla su tesis de 5to año.
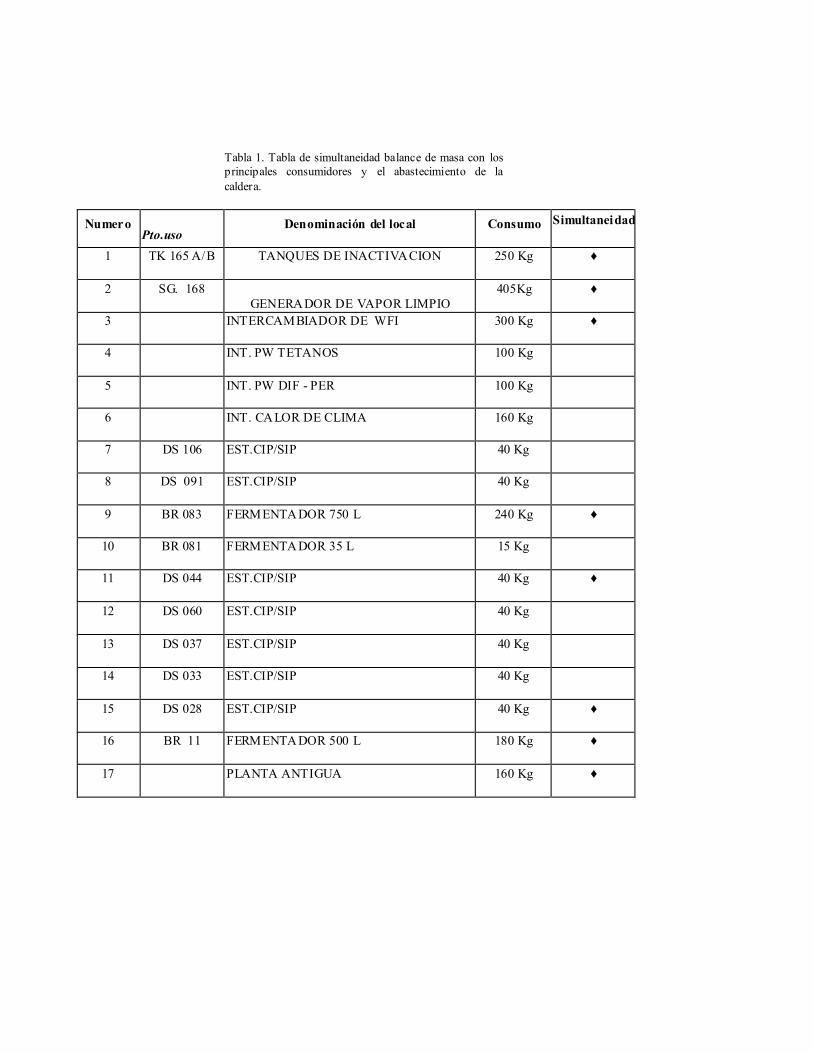
Tabla 1. Tabla de simultaneidad balance de masa con los principales consumidores y el abastecimiento de la caldera.
Numero Pto.uso
Denominación del local Consumo Simultaneidad
1 TK 165 A/B TANQUES DE INACTIVACION 250 Kg ♦
2 SG. 168 GENERADOR DE VAPOR LIMPIO
405Kg ♦
3 INTERCAMBIADOR DE WFI 300 Kg ♦
4 INT. PW TETANOS 100 Kg
5 INT. PW DIF - PER 100 Kg
6 INT. CALOR DE CLIMA 160 Kg
7 DS 106 EST.CIP/SIP 40 Kg
8 DS 091 EST.CIP/SIP 40 Kg
9 BR 083 FERMENTA DOR 750 L 240 Kg ♦
10 BR 081 FERMENTA DOR 35 L 15 Kg
11 DS 044 EST.CIP/SIP 40 Kg ♦
12 DS 060 EST.CIP/SIP 40 Kg
13 DS 037 EST.CIP/SIP 40 Kg
14 DS 033 EST.CIP/SIP 40 Kg
15 DS 028 EST.CIP/SIP 40 Kg ♦
16 BR 11 FERMENTA DOR 500 L 180 Kg ♦
17 PLANTA ANTIGUA 160 Kg ♦
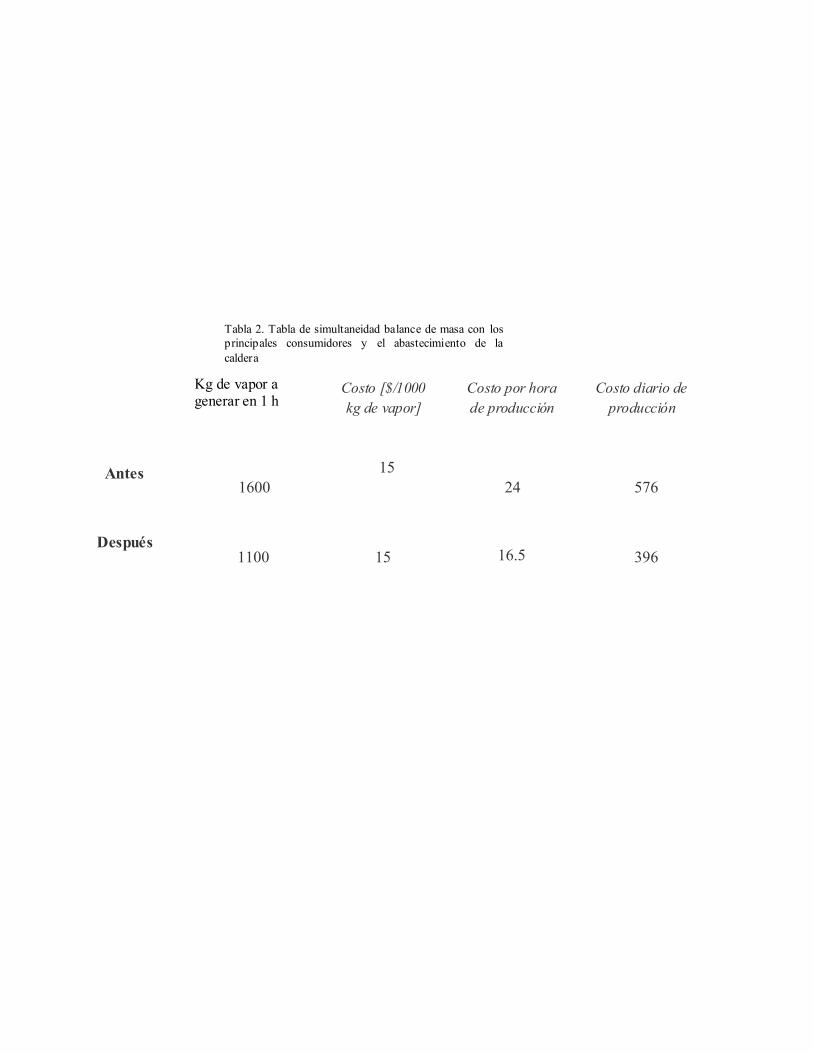
Tabla 2. Tabla de simultaneidad balance de masa con los principales consumidores y el abastecimiento de la caldera
Kg de vapor a generar en 1 h
Costo [$/1000 kg de vapor]
Costo por hora de producción
Costo diario de producción
Antes
1600
15
24
576
Después
1100
15
16.5
396
Estudio para disminuir el consumo de agua en la CUJAE
Rayner Fernandez Diez1, Segundo Autor2
1 Universidad, Carrera y año del primer autor [email protected] 2 Universidad, Carrera y año del segundo autor [email protected]
RESUMEN / ABSTRACT La ponencia que se presenta tiene como objetivo investigar las causas que conllevaron a ubicar a la Cujae co mo uno los mayores consumidores de agua de la ciudad y encontrar soluciones reales y otras futuras que permitan ahorrar el preciado líquido. Lo anterior tiene un peso significativo si tomamos en cuenta la profunda sequía que azota vorazmente a las provincias centro oriental y que se está manifestando en las provincias occidentales, particularmente en Ciudad de La Habana. Con el trabajo perseguimos mostrar las acciones que fueron llevadas a cabo para corregir y d isminuir esta constante pérdida.
INTRODUCCIÓN La CUJAE hace apenas unos meses acaba de cumplir sus 40 años y
los años no trascurren inhóspitos, con ellos vienen: los egresados, los nuevos líderes, los nuevos estudiantes, las tuberías rotas, y con ello las pérdidas de agua.
Esto fue un tema que sorprendió y tal vez consternó a muchas personas, "la CUJAE, es uno de los mayores consumidores de agua de la ciudad", la ponencia que se presenta tiene como objetivo investigar las causas que la conllevaron a ubicarla en la situación en la que se encuentra y encontrar soluciones reales y otras futuras que permitan ahorrar el preciado líquido. Lo anterior tiene un peso significativo si tomamos en cuenta la profunda sequía que azota vorazmente a las provincias centro oriental y que ya se está manifestando en las provincias occidentales, particularmente La Ciudad de la Habana. ¨La única alternativa es ahorrar¨
Nuestra guía: dar una idea: de la preocupación creada, de las decisiones tomadas y de las acciones que fueron llevadas a cabo para corregir y disminuir esta constante pérdida..
DESARROLLO Consumo
La CUJAE encabeza la lista de treinta grandes consumidores en nuestra capital, según cifras facilitadas por Aguas de la Habana, hecho que muestra a simple observación el derroche del preciado líquido. En nuestro estudio escogimos a modo de comparación cuatro grandes consumidores absolutos en el municipio Marianao: Hospital Militar, Laboratorios, CAI Manuel Martínez Prieto, y el CNCA.
El Gráfico 1.1 muestra una comparación de los consumos absolutos de estos centros en el pasado año 2004, donde se puede apreciar explícitamente la monstruosa cifra de agua consumida por la Ciudad Universitaria, que asciende a 2 497 447 m3. Realmente alarmante.
El índice de consumo que le corresponde a la CUJAE según NC 53-91 es de 615 960 m3 de agua al año, cifra que contrasta con el consumo real de 2 497 447 m3, es decir, mas de cuatro veces lo que verdaderamente le toca por norma, si al consumo real le restamos el índice de consumo hallamos el exceso de consumo en el pasado año, que asciende a 1 881 487 m3, aproximadamente tres cuartas partes del consumo total.
Paralelo a esto y en la misma razón, el consumo diario promedio de la Universidad de Ciencias Técnicas es de 6 879 m3, y el índice de consumo diario es de 1 711 m3, se consume cuatro veces lo que nos corresponde por norma. (ver figura 1)
Causas del alto consumo
Investigando y hurgando, supimos encontrar las causas del alto consumo de agua.
Las causas del alto consumo que pudimos apreciar a lo largo de este trabajo fueron las siguientes:
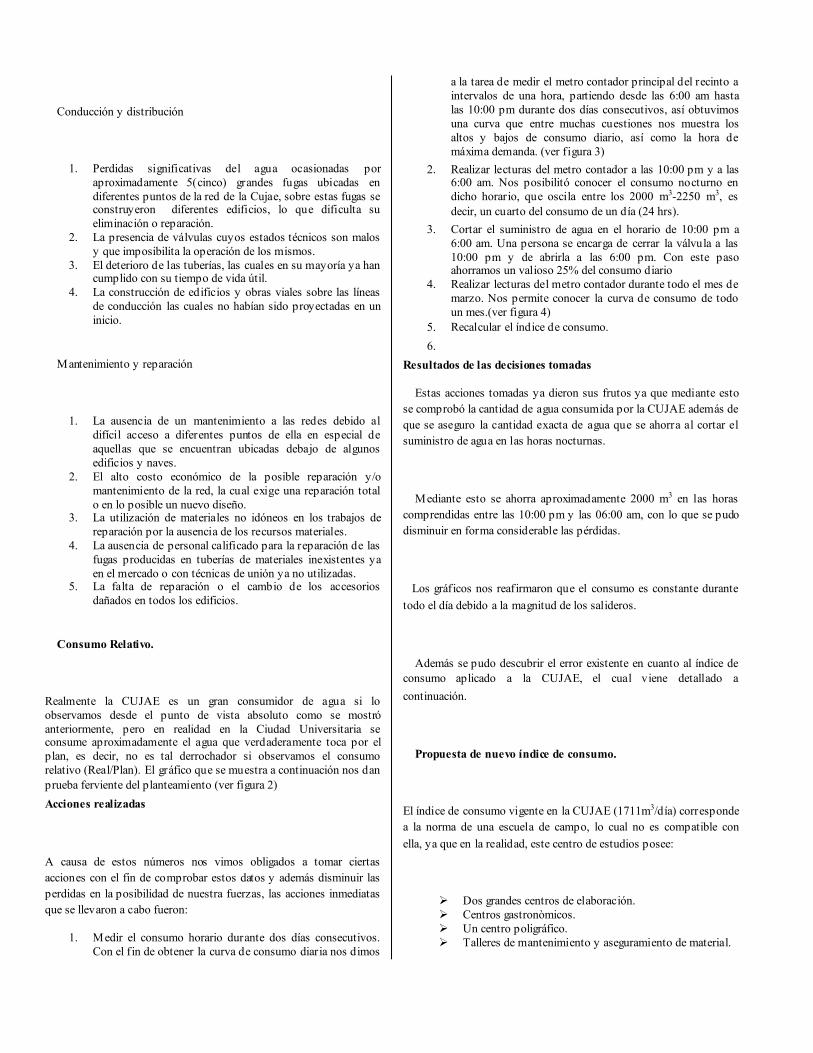
Conducción y distribución
1. Perdidas significativas del agua ocasionadas por aproximadamente 5(cinco) grandes fugas ubicadas en diferentes puntos de la red de la Cujae, sobre estas fugas se construyeron diferentes edificios, lo que dificulta su eliminación o reparación.
2. La presencia de válvulas cuyos estados técnicos son malos y que imposibilita la operación de los mismos.
3. El deterioro de las tuberías, las cuales en su mayoría ya han cumplido con su tiempo de vida útil.
4. La construcción de edificios y obras viales sobre las líneas de conducción las cuales no habían sido proyectadas en un inicio.
Mantenimiento y reparación
1. La ausencia de un mantenimiento a las redes debido al difícil acceso a diferentes puntos de ella en especial de aquellas que se encuentran ubicadas debajo de algunos edificios y naves.
2. El alto costo económico de la posible reparación y/o mantenimiento de la red, la cual exige una reparación total o en lo posible un nuevo diseño.
3. La utilización de materiales no idóneos en los trabajos de reparación por la ausencia de los recursos materiales.
4. La ausencia de personal calificado para la reparación de las fugas producidas en tuberías de materiales inexistentes ya en el mercado o con técnicas de unión ya no utilizadas.
5. La falta de reparación o el cambio de los accesorios dañados en todos los edificios.
Consumo Relativo.
Realmente la CUJAE es un gran consumidor de agua si lo observamos desde el punto de vista absoluto como se mostró anteriormente, pero en realidad en la Ciudad Universitaria se consume aproximadamente el agua que verdaderamente toca por el plan, es decir, no es tal derrochador si observamos el consumo relativo (Real/Plan). El gráfico que se muestra a continuación nos dan prueba ferviente del planteamiento (ver figura 2) Acciones realizadas
A causa de estos números nos vimos obligados a tomar ciertas acciones con el fin de comprobar estos datos y además disminuir las perdidas en la posibilidad de nuestra fuerzas, las acciones inmediatas que se llevaron a cabo fueron:
1. Medir el consumo horario durante dos días consecutivos. Con el fin de obtener la curva de consumo diaria nos dimos
a la tarea de medir el metro contador principal del recinto a intervalos de una hora, partiendo desde las 6:00 am hasta las 10:00 pm durante dos días consecutivos, así obtuvimos una curva que entre muchas cuestiones nos muestra los altos y bajos de consumo diario, así como la hora de máxima demanda. (ver figura 3)
2. Realizar lecturas del metro contador a las 10:00 pm y a las 6:00 am. Nos posibilitó conocer el consumo nocturno en dicho horario, que oscila entre los 2000 m3-2250 m3, es decir, un cuarto del consumo de un día (24 hrs).
3. Cortar el suministro de agua en el horario de 10:00 pm a 6:00 am. Una persona se encarga de cerrar la válvula a las 10:00 pm y de abrirla a las 6:00 pm. Con este paso ahorramos un valioso 25% del consumo diario
4. Realizar lecturas del metro contador durante todo el mes de marzo. Nos permite conocer la curva de consumo de todo un mes.(ver figura 4)
5. Recalcular el índice de consumo. 6.
Resultados de las decisiones tomadas
Estas acciones tomadas ya dieron sus frutos ya que mediante esto se comprobó la cantidad de agua consumida por la CUJAE además de que se aseguro la cantidad exacta de agua que se ahorra al cortar el suministro de agua en las horas nocturnas.
Mediante esto se ahorra aproximadamente 2000 m3 en las horas comprendidas entre las 10:00 pm y las 06:00 am, con lo que se pudo disminuir en forma considerable las pérdidas.
Los gráficos nos reafirmaron que el consumo es constante durante todo el día debido a la magnitud de los salideros.
Además se pudo descubrir el error existente en cuanto al índice de consumo aplicado a la CUJAE, el cual viene detallado a continuación.
Propuesta de nuevo índice de consumo.
El índice de consumo vigente en la CUJAE (1711m3/día) corresponde a la norma de una escuela de campo, lo cual no es compatible con ella, ya que en la realidad, este centro de estudios posee:
Dos grandes centros de elaboración. Centros gastronòmicos. Un centro poligráfico. Talleres de mantenimiento y aseguramiento de material.

Una población estable de mas de 3000 estudiantes becarios y una población flotante de mas de 7000 personas.
Laboratorios y centros de investigaciones. Etc.
Realmente es una pequeña ciudad. Al meditar sobre todo esto podemos afirmar que el índice de consumo vigente, no puede aplicarse a este centro de estudios por lo tanto se propuso un nuevo índice de consumo.
El índice de consumo propuesto es de 3035,5 m3/día de acuerdo a la norma cubana NC 53-91 el cual corresponde a una pequeña ciudad de 12900 habitantes y con una dotación de 235 Lppd.
Acciones futuras
La necesidad de seguir disminuyendo las pérdidas ha obligado a considerar acciones futuras teniendo en consideración los recursos existentes y las necesidades del país en cuanto al ahorro y el aprovechamiento de los recursos hídricos.
Algunas ya se están llevando a cabo, otras están pasando por un estudio económico y de factibilidad.
Todas estas acciones consisten en :
Operar dos válvulas para interrumpir el abasto al área docente desde las 5:00 pm hasta las 6:00 am del día siguiente de forma tal que ahorraríamos otro 25% del consumo diario inicial.
Cambiar la ubicación de la subestación de bombeo. Recorridos sistemáticos sobre la red de abasto. Eliminar grandes salideros.
Diseñar la nueva red de la CUJAE.
CONCLUSIONES Los trabajos realizados para la confección de este informe, tales
como la lectura del metro contador y el aprendizaje de términos hidráulicos que aun no habíamos aprendido en clases nos permitió adquirir una mayor conciencia sobre la importancia de la Hidráulica en la vida diaria de cualquier persona como así también la necesidad urgente de ahorrar y explotar de forma eficiente este preciado liquido.
Esperamos que la ponencia haya podido transmitir de forma clara y precisa la necesidad de mejoras de la red de conducción de agua en la Institución, además que haya cumplido con los objetivos trazados al comienzo del estudio: se encontraron las causas que han provocado la situación en la que se encontraba inmersa la CUJAE y se buscaron
soluciones reales que posibilitaron un ahorro del 50% del agua que se consumía anteriormente. En nuestro mundo civilizado el agua juega un papel primordial y privilegiado, mas aún cuando escasea el preciado líquido, nuestras fuentes de abasto se agotan cada vez en mayor medida debido en gran parte a la sequía que nos azota en los últimos tiempos, concientizarrnos y pensar en el bien común es una tarea que nos ha sido encomendada, esto nos ratifica que ¨ahorrar es la única alternativa¨. . AUTORES Rayner Fernandez Diez1, Estudiante de Ingeniería Hidraú lica . Facultad de Ingeniería Civ il. Estudiante Investigador. (Grupo de Investigación de redes hidrúlicas). Instituto Superior Politécnico “José Antonio Echeverría”, Dirección: CUJAE-CEIS. Calle 114 No. 11901. Entre 119 y 127. Marianao. Ciudad Habana. 53(7) 2663260 [email protected].

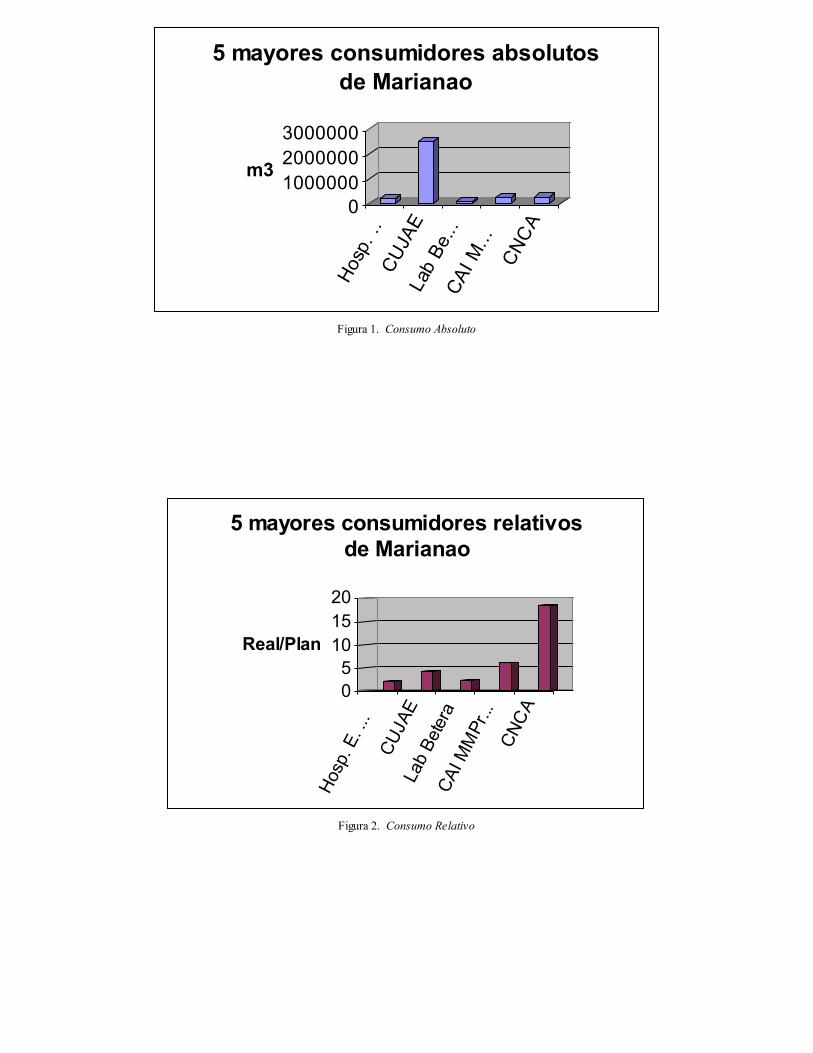
0100000020000003000000
m3
Hosp
. ..
CUJA
ELa
b Be
...CA
I M...
CNC
A
5 mayores consumidores absolutos de Marianao
Figura 1. Consumo Absoluto
05
101520
Real/Plan
Hosp
. E. .
..CU
JAE
Lab
Bete
raCA
I MM
Pr...
CNC
A5 mayores consumidores relativos
de Marianao
Figura 2. Consumo Relativo
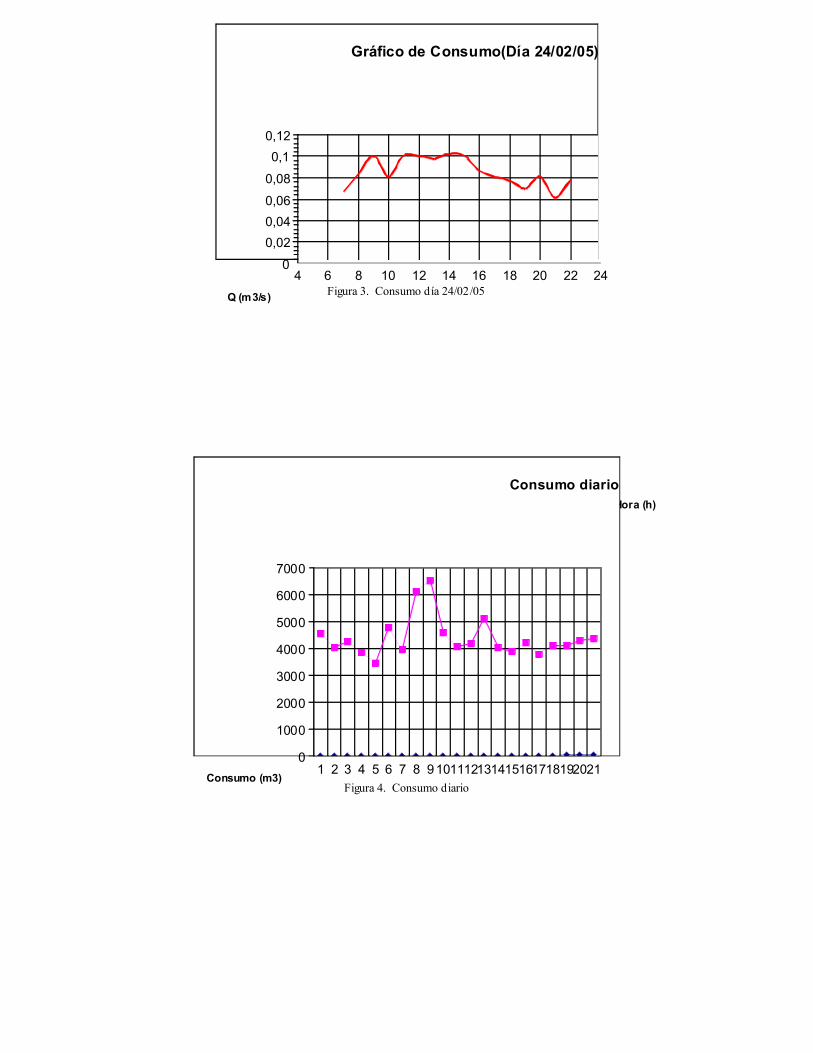
Figura 3. Consumo día 24/02/05
Figura 4. Consumo diario
Q (m3/s)
Hora (h)
0
0,020,040,06
0,08
0,10,12
4 6 8 10 12 14 16 18 20 22 24
Gráfico de Consumo(Día 24/02/05)
Consumo (m3)
Días
0
1000
2000
3000
4000
5000
6000
7000
1 2 3 4 5 6 7 8 9101112131415161718192021
Consumo diario

Figura 5. Ejemplo del uso de materiales no idóneos para la reparación de fugas.
Figura 5. Deterioro de las tuberías y redes de abasto de agua.

Figura 6. Esto es uno de los grandes salideros.
Figura 7. Ésta válvula se cierra en el horario nocturno de 10:00 pm-6:00 am.











![CM [008] Newton's Principia](https://img.pdfslide.es/doc/110x75/58ed99851a28abd9048b4625/cm-008-newtons-principia.jpg)