Embed Size (px)
Citation preview
1
BoletínInformativopara la Industria de las Artes Gráficas
®
®
EDITORIAL
Los retos son difíciles de cumplir, sin embargo cuando existen basessólidas y objetivos firmes el camino es claro y transitable. Por ello, hoypor hoy Grupo Pochteca, después de nueve años de fundado, continúacon la política de enfrentar decididamente los retos que implican el nuevoentorno competitivo y la satisfacción total de nuestros clientes.
En este sentido, nos enorgullece la aceptación de este boletín yaque gracias a usted, amigo lector, se ha convertido en una reconocidafuente de información para todos aquellos que integran la Industria delas Artes Gráficas; esfuerzo que realizamos con gusto por considerarlocomo una forma de comunicación activa y enriquecedora.
Aprovechamos la oportunidad para agradecer la colaboración de laUnión de Industriales Litógrafos de México, A.C., organización cuya funciónes el apoyar a los afiliados y contribuir al fortalecimiento de las empresasde las Artes Gráficas, así como participar en el desarrollo de México, ycuya valiosa información hizo posible la presentación de los artículos deeste número, mismos que esperamos sean de su completo agrado.
Reiteramos que continuaremos en la incansable búsqueda de servira quienes como usted, conforman laIndustría de las Artes Gráficas.
2
ANUNCIO DE LA TIENDA POCHTECA
3
indice:El significado de tener un laboratorio 4
Algunos beneficios que pueden esperar de él 4
Propiedades y pruebas del papel o cartón 5
Acondicionamiento de las muestras 6
Pruebas físicas 6
Estructura del papel 7
Características estructurales del papel 8
Doble cara 9
Lado tela y lado fieltro del papel 9
Importancia de la doble cara del papel 9
Identificación de los lados 9
Causas de la doble cara del papel 10
Dirección del papel 11
Su importancia 13
Determinación del sentido u orientación 14
Formación 15
Importancia 15
Determinación 16
Peso base 17
Importancia 17
Determinación del peso base 18
Manejo del peso base del papel en México 18
Relación del manejo del peso base en México
con el acostumbrado en Estados Unidos 19
Espesor, densidad y bulk 20
Importancia 21
Determinación 21
Factores de conversión de unidades 22
Densidad aparente y bulk 22
Lisura del papel 23
Métodos para medir la lisura 24
Importancia de la lisura del papel 26
Porosidad 26
Determinación 28
4
El significadode tener un
laboratorio
Algunos beneficios que
pueden esperar de él
l hecho de contar conun laboratorio depruebas, significa queya podemos tener losvalores correspondien-
tes a algunas de las propiedades tanto delpapel como de la tinta. Esto nos permitiráademás reunir datos para establecernuestras propias normas de calidad, lo cualnos llevará a entender mejor nuestrasnecesidades y contar con informaciónsuficiente que nos permita definir laspropiedades más importantes para nosotros.También podremos comprobar si lasespecificaciones de un producto correspondena lo que el proveedor nos ofreció. Así pues, encaso de tener algún problema, podremos haceruna reclamación bien fundada y con el respaldode un análisis de laboratorio.
Para poder establecer normas de calidad,se requiere de una cantidad mínima depruebas, que se manejan empleando técnicasestadísticas y un informe de la empresa queproporcionó la muestra, en el cual se indiqueel comportamiento del papel o tinta durantela impresión.
No podemos esperar que al tener losdatos de las pruebas de una muestra de papel,vamos a poder interpretarlos sin antes haberadquirido algo de experiencia que nos permita
saber en que rango deberían estar losresultados y además estudiar algo sobre:
• La estructura del papel.• Los factores que influyen en las
propiedades del papel.• Las variables en el comportamiento del
papel, ya que al modificar una incide en otra,porque muchas de las propiedades del papelson interdependientes entre sí.
• En qué consisten las diferentesdeterminaciones del papel.
• Cómo relacionar los datos del análisiscon la respuesta real del papel durante elproceso de impresión.
Conviene contar con muestras que hancorrido satisfactoriamente al ser impresas ycuya calidad se puede calificar en todossentidos como satisfactoria para reunirdatos de lo que desearíamos tener siempre.Cuando un papel ocasiona algún problema, sedeben guardar muestras bien protegidas, enbolsa de polietileno bien sellada y elaborarcuidadosamente un informe que diga:
1. En qué consistió dicho problema,2. Qué tan grave fue el problema.3. En caso de haber llegado a una
solución, cuál fue, o si hubo necesidad de dejarde trabajar el papel.
4. Datos del lote de papel ( etiquetas depaquetes o rollos).
5. Datos de la remisión o factura delproveedor.
El contar con información y muestrasque han causado problemas o simplemente nohan corrido satisfactoriamente o se hanobtenido impresiones de calidad inferior a loque debería haberse logrado, nos permitiráfijar límites inferiores a las especificaciones,no sólo con base en la dispersión de los datosobtenidos en las pruebas realizadas, sinorelacionándolos con los problemas a futuro aldetectar especificaciones que se encuentren
E
5
en valores peligrosos, antes de trabajar unpapel.
También es conveniente pedir al proveedorque nos proporcione sus especificaciones (lasque considere más importantes) y qué utilizanpara controlar la calidad durante el procesode fabricación de los distintos papeles. Estonos permitirá conocer desde el punto de vistadel fabricante, cuáles propiedades sonimportantes y qué valores manejan en sucontrol.
Cuando el trabajo del laboratorio se estáiniciando, necesitamos ir formando la basesobre la que podamos construir una forma deutilizar con seguridad y eficiencia, los análisisque realicemos y podamos dar a las personasque envían muestras una información muchomás útil y práctica que la que al inicio se puedetener.
Tener un laboratorio es contar con unaherramienta poderosa para dar apoyo técnicoa quien lo necesite, pero debemos estarconscientes de que el inicio no es fácil y serequiere formar una base de conocimientostanto en las personas que operan ellaboratorio como en las de las empresas, parapoder analizar e interpretar correctamentelos resultados de los análisis y obtener elmayor provecho posible de ellos.
La información contenida en este boletínnos fue proporcionada por la Unión deIndustriales Litógrafos de México, que cuentacon un laboratorio muy completo para hacerpruebas de papel.
Propiedadesy pruebas del
papel ocartón
l papel, desde el punto devista de sus propiedadesy las pruebas a las quees sometido no cuentacon un lenguaje univer-
salmente estandarizado, por lo cual esrecomendable tener cuidado con el uso de lostérminos en las operaciones comerciales y alanalizar los resultados de toda prueba. Comotampoco se cuenta a este respecto connormas universales, es conveniente especificarla fuente que se usa al referirse a normas entoda operación comercial, resultado depruebas y en toda investigación
En nuestro país, las normas másempleadas para pruebas y definicionesrelacionadas con el papel, son las TAPPI, deEUA (Technical Association of the Pulp andPaper Industry), pero no manejan parámetrosde calidad.
En México, el organismo encargado de laelaboración de las normas técnicas, es laDirección General de Normas de la SECOFI.En el caso de las industrias de la celulosa ydel papel, existen normas oficiales de métodosde prueba, pero muy pocas de calidad depapeles, por lo que los fabricantes y losusuarios se ven precisados a elaborar suspropias normas, lo cual no es sencillo y confrecuencia se hacen sin bases técnicassuficientes.
La gran diversidad de tipos de papeles ysus propiedades requiere de distintosmétodos de prueba. Algunas propiedades son
E
6
importantes para cualquier tipo de papel,como el peso base y el espesor, y los métodospara su medición son de uso generalizado.Otros métodos se han desarrollado paraasegurar el comportamiento adecuado depapeles especiales y tienen una aplicaciónlimitada.
Acondicionamiento de las
muestras
Las propiedades del papel dependen enmucho de su índice de humedad. El papel esun material higroscópico por que absorbe lahumedad del ambiente que lo rodea.
Cuando se quieren obtener resultadosreproducibles, las muestras de papel debenprepararse en un ambiente acondicionado a23 +/- 1 °C de temperatura y 50 +/- 2% dehumedad relativa, de acuerdo con TAPPI, esto
se logra por medio de un aparato deacondicionamiento del laboratorio como el dela figura 1. El contenido de humedad deequilibrio para la mayoría de los papelescuando quedan expuestos a un ambiente conestas condiciones, está entre 7 y 9% en pesode humedad real en el papel.
No se puede generalizar sobre los efectosde la humedad relativa en las propiedades delpapel. Los cambios dependen de lacomposición fibrosa, el grado de refinación, losaditivos agregados y el tratamiento de lasuperficie de la hoja. Sin embargo, los cambiosque se den se deben mantener dentro devariaciones razonables sobre lo que se puedeesperar. Por ejemplo, al aumentar la humedadrelativa del ambiente en el que se acondicionanmuestras de papel, se observa que aumentala elasticidad y con ella, las resistencias alrasgado y al doblez, en cambio, disminuyen lasresistencias a la explosión y a la tensión.
Pruebas físicas
Estas pruebas son las que nosproporcionan mayor información sobre lacalidad del papel y nos dan la base paraestimar cómo será su comportamientodurante la transformación y el uso para el cualestá destinado.
Es conveniente dividir las pruebas físicasdel papel en cuatro grupos para su mejorentendimiento:
a) Propiedades mecánicas y deresistencia:
Peso base o gramajeEspesor o calibreDensidad aparenteBulk (Volumen específico aparente)Elongación
Figura 1. Equipo de
acondicionamiento de laboratorio.
7
RigidezEstabilidad dimensionalResistencias a: tensión
rasgado explosión
doblez
b) Propiedades de la superficie:Lisura o rugosidadPorosidadResistencia de la superficie al levan-tamiento (Dennison)
c) Propiedades ópticasBlancuraOpacidadBrilloColor
d) Permeabilidad a los fluidos (agua yaceite) y a los gases (aire):Encolado: penetración de agua o tinta,absorción de agua.Penetración de aceitePorosidad o resistencia al paso de aire.
Existen muchas otras mediciones paraprobar el papel, sin embargo, éstas son lasmás importantes para uso general.
En el caso de las Artes Gráficas, laspropiedades que se recomienda tener encuenta son las que contribuyen a lograr unbuen trabajo y que se han reunido en dosgrandes grupos: uno se refiere a la facilidadpara ser impreso, denominado imprimibilidad(printability) y el otro a la facilidad para pasarpor la máquina (runnability).
Entre las del primer grupo sonimportantes: lisura, aceptación de la tinta,blancura, opacidad, brillo, formación,resistencia de la superficie al levantamientoy limpieza. Para el segundo grupo podemos
mencionar: resistencias, uniformidad, rigidez,peso base, espesor, densidad, estabilidaddimensional, porosidad y lisura, entre otras.
Estructuradel papel
pesar de que siempre seha sabido que laestructura del papel esfibrosa y porosa, mu-chos de los estudios
antiguos sobre las propiedades del papel, notenían en cuenta esta estructura y muchasde las teorías asociadas con el tema ladespreciaban. En aquellos estudios, la hojade papel era considerada como una unidad.Ciertamente algunos de los primeros autoresmencionan que, a pesar de que en la estruc-tura del papel se pueden ver diferenteselementos, se debe ignorar esta condición yaplicar la tecnología que se había desarrolladopara otros materiales en hojas, en los que laestructura se ve como un materialhomogéneo. Por supuesto que se puede ganarmucho estudiando la tecnología de otrosproductos parecidos, pero no es lógicodespreciar la investigación sobre laestructura propia del papel y el desarrollo demodelos adecuados a ella para propósitosteóricos.
La investigación moderna sobre larelación fibra-papel requiere, en opinión de ungran número de investigadores en este campo,modelos teóricos que tengan un nivelapropiado de verosimilitud. Algunos de esosmodelos y las teorías asociadas a ellos, hanresultado buenas guías para la investigación.
El desarrollo de modelos y teorías no le
A
8
Características estructurales
del papel
Estas características indican cómo seencuentran dispuestos los componentes enuna hoja de papel. Las propiedades quellamamos estructurales, son aquéllas quenos señalan la naturaleza y diferencias en ladirección de la hoja de papel, así como lasdiferencias entre sus dos caras. Laspropiedades que tienen especial interés desdeel punto de vista de la estructura del papelson:
• Doble cara• Dirección o sentido• Formación• Peso base• Espesor• Densidad• Bulk• Lisura• Porosidad
Estas características se puedenagrupar en tres categorías de acuerdo consu naturaleza:
Doble cara, dirección y formación, serefieren directamente a las variaciones en laestructura en una parte del papel.
Peso base, espesor, densidad y bulk, sepueden llamar globales, debido a que serefieren al peso y espesor promedio de un lotecompleto de papel, independientemente decualquier variación de composición en unaparte pequeña del papel.
Lisura y porosidad, están relacionadascon la estructura del papel en la interfasepapel-aire, en la superficie cuando se tratade la lisura, en el interior de la hoja para laporosidad.
permite a uno hacer predicciones exactassobre las propiedades del papel que se va afabricar en una máquina determinada. Sinembargo, el conocimiento del papel y la físicade las fibras ha sido de una gran ayuda en elentendimiento y la solución de ciertosproblemas en la máquina de papel.
De igual forma es difícil predecir elcomportamiento del papel durante sutransformación y su uso final, pero elconocimiento de su estructura y suspropiedades nos puede dar información muyvaliosa, que bien interpretada, puede evitarproblemas posteriores cuando tenemos laoportunidad de realizar pruebas al papel antesde emplearlo en un proceso o para un uso parael cual no resultaría adecuado.
El papel tiene una estructuratridimensional (sentido de fabricación o fibra,sentido transversal y dirección Z o espesor) yal ser fabricado en un proceso continuo, suspropiedades son notablemente diferentes ensus tres dimensiones. En el proceso de laformación de la hoja de papel a partir de unasuspensión de fibras, el grado en que seentrelazan las fibras para formar una matrizdepende de sus dimensiones, su forma y suflexibilidad. Para obtener resistencia en elpapel, la operación debe ir más allá delentrelazado de las fibras, es necesarioaumentar las uniones entre las fibras en lamatriz. Esto se obtiene por medio deltratamiento mecánico o refinación de lacelulosa suspendida en agua, que hace queaumenten la flexibilidad de las fibras y elnúmero de uniones entre ellas en la hoja seca.
9
A continuación trataremos cada una deestas características estructurales porcategorías:
doble caraLado tela y lado fieltro del
papel
uando el papel ha sidofabricado en una máquinafourdrinier convencional(de mesa plana) o en unade formadores (cilindros),
al formarse la hoja, el lado que quedó pegadoa la tela de formación tiene una estructurarelativamente áspera y se denomina como“lado tela” y el lado opuesto se llama “ladofieltro”y es más liso. Esta diferencia esresultado de la distinta composición fibrosaentre las dos caras de la hoja, originadadurante la formación de la misma, al serarrastrados los “finos” (fibras pequeñas ycargas) por el agua y el vacío, así como por lamarca que deja la tela de la máquina en lasuperficie inferior de la hoja, cosa que nosucede en la superficie opuesta del papel. Elfabricado en máquinas de doble tela no tienemuy marcada esta diferencia entre sus doscaras.
Algunas de las pruebas físicas y ópticasse deben realizar por cada una de las doscaras del papel, en forma independiente. Engeneral, las caras tela y fieltro del papel sedeben tener en cuenta durante su uso. Porejemplo, en el caso de formas que seránimpresas por un solo lado, se obtendránmejores resultados imprimiendo el lado delfieltro (más liso).
Con la introducción de las máquinas dedoble tela, esta diferencia se ha vuelto
c
impropia, ya que los papeles, en este caso,tienen dos lados tela. Sin embargo, la mayoríade los papeles se fabrican aún en máquinasfourdrinier convencionales o máquinas decilindros con una sola tela de formación y loque se va a analizar se refiere a este tipo depapeles. Tampoco se puede aplicar a papelescubiertos, ya que el hecho de ser recubiertohace que cambien las características.
Importancia de la doble cara
del papel.
Las diferencias entre los dos lados ocaras (tela y fieltro), tienen importancia através de su influencia en otras propiedadesdel papel. Como regla general, el brillo y la lisurade las dos caras es diferente, así mismo eltono o la intensidad del color pueden serdiferentes, debido a que la mayoría de loscolorantes tienen mayor afinidad por los finosy las cargas, que se encuentran en mayorconcentración en el lado fieltro. Los dos ladosse comportan en forma diferente durante laimpresión, por lo que es importanteidentificarlos antes de iniciar un trabajo.
Identificación de los lados.
El lado tela es generalmente más ásperoque el lado fieltro, debido a la marca que dejaen él la tela de formación de la máquina depapel, y a que es en general abierto o porosoen el lado tela y más cerrado, con una texturamás fina por el lado fieltro. Esto se debe alarrastre de los finos en el agua, al drenar através de la tela durante el proceso defabricación.
El grado de penetración de las marcasde la tela en la hoja varía enormemente. Porejemplo, en el caso de un papel periódico, se
10
ha medido que las marcas pueden penetrarhasta 60 micras en algunas hojas y no másde 12 micras en otras, siendo el papel de unespesor de 90 micras. Normalmente, hay unporcentaje mayor de fibras cortas en el ladofieltro, sin embargo, podría suceder locontrario.
La diferencia en textura entre los ladostela y fieltro se nota normalmente a simplevista, por lo que doblando el papel se puedenidentificar, comparando las dos superficiesdirectamente. En el caso de no ser claramentevisible la diferencia, puede sumergirse el papelen agua o solución diluída de hidróxido de sodiodurante unos cuantos segundos, secarlo yexaminarlo en la forma que se mencionó antes.El humedecimiento afloja la estructura fibrosay tiende a anular el efecto de alisado de lacalandria, quedando más aparente ladiferencia entre las dos caras del papel.
Una persona experimentada puededistinguir entre las dos caras del papel,rasgando la esquina de una hoja colocadasobre una mesa, iniciando el rasgado ensentido de fabricación y girándolo luego alsentido transversal. Esto se hace primero conuna de las caras del papel hacia arriba y serepite con esta cara hacia abajo, se examinanlos dos rasgados y se encontrará que seobtiene un borde menos uniforme, con aspectode pluma, especialmente en la curva, cuandoel lado de la tela estuvo hacia arriba.
Cuando el papel contiene carga se puedenidentificar sus lados, trazando una línea conuna moneda por sus dos caras, la marca másobscura, corresponderá al lado fieltro, a causade que contiene más carga. Esta pruebaresulta mejor cuando la moneda tiene un buencontenido de plata, cosa que no es frecuenteactualmente.
En los papeles con marca de agua, se
puede saber debido a que la marca de aguageneralmente se lee por el lado fieltro.
Causas de la doble cara del
papel.
El papel nunca tiene característicasidénticas de apariencia y superficie por los doslados. Esta diferencia se ha denominado “doblecara”. La doble cara se puede deber a queexista realmente una estructura diferente encada una de sus caras, por existir unaconcentración mayor de encolado, pigmentosy finos en una de sus caras, o bien puedetratarse de una doble cara óptica, debido auna diferencia de acabado o reflectancia deuna cara a la otra. La mayoría de los papeles,especialmente los de mayor espesor,muestran una diferencia definitiva en lacomposición fibrosa de sus dos lados. Estose manifiesta generalmente por unapreponderancia de fibras largas en el lado telay de fibras cortas y finos en el lado fieltro.Los papeles blancos algunas veces tienenmayor blancura en el lado tela que en el ladofieltro, debido a que se han removido grancantidad de finos de color más obscuro dellado tela, ya que como mencionamos antes,fijan más los pigmentos.
La doble cara del papel puede ser definidapor uno o varios de los siguientes factores:
1. Composición fibrosa del papel y sugrado de refinación.
Otros aditivos empleados como:cargas, encolantes, colorantes y ayudas deretención de finos, principalmente.
2. Pérdida de finos a través de la telaantes de que se forme.
3. Asentamiento más lento de las fibrasmás finas, debido a su peso específico menory su resistencia hidrodinámica, con el
11
resultado de que un porcentaje mayor de finosse deposita en el lado fieltro de la hoja.
4. Eliminación de los finos del lado telade la hoja húmeda, después de su formación,como resultado de la acción de los cilindrosde la mesa y las cajas de succión.
La doble cara del papel no es lo másrecomendable por su diferencia entre sus dossuperficies, lo cual afecta en su uso. Sin em-bargo, esto es inevitable en las máquinas depapel de una tela. Esto no se refiere a lospapeles que intencionalmente se fabrican condos caras diferentes, buscando la economíao alguna mejora en los productos, como es elcaso de las cartulinas plegadizas con una cara
blanca y la otra gris
Direccióndel papel
l sentido del papel tienedos direcciones. Esto sedebe a la orientación quetienen las fibras deacuerdo a la dirección en
que corre la máquina y también al esfuerzo detensión que se aplica al papel durante elprensado y el secado. Se denominan sentidode fabricación o de máquina (SF o SM) ysentido transversal (ST).
Cuando el papel se fabrica en máquinade formadores, esta diferencia es mayor quecuando ha sido hecho en máquina fourdrinier,debido a que en esta última, la distribuciónde las fibras es más aleatoria y en la deformadores mayor cantidad de fibras quedanorientadas en SF. La relación de laspropiedades del papel de SF a ST, si nos
fijamos en la resistencia a la tensión, es de1.5 a 2 veces si proviene de máquinasfourdrinier, en cambio si fue fabricado enmáquina de formadores, puede ser de 5 veceso más. Lo anterior deberá tenerse en cuentasegún el uso, por ejemplo; al imprimir lascartulinas plegadizas para hacer cajas, en lasque la rigidez es muy importante y varía segúnel sentido del papel (especialmente si son demáquina de cilindros) .
Al sentido de fabricación también se lellama hilo o grano. Cuando el papel estácortado en hojas con el sentido de fabricaciónparalelo al lado más largo de la hoja, sedenomina de grano largo y en el caso de que elsentido de fabricación sea paralelo al ladocorto de la hoja, será de grano corto. Elsentido del papel se debe tener en cuenta alrealizar las mediciones de algunas de suspropiedades físicas. Por ejemplo, para laspruebas de resistencia a la tensión, al rasgadoy al doblez, se deben cortar muestras enambas direcciones del papel. En algunas otraspruebas también es necesario cortar lasmuestras en los dos sentidos del papel.
En las pruebas de tensión y doblez ladirección de la máquina o transversal, serefieren a la dirección en la que se aplica lafuerza y no la dirección en que se produce laruptura, que en estas pruebas es en ángulorecto a la fuerza aplicada y los resultados sonmayores en el sentido de fabricación. Encambio, en la prueba del rasgado la fuerza quese aplica y la ruptura son en la misma direccióny el resultado es mayor en el sentidotransversal.
Al imprimir el papel por el proceso offsetes importante que el sentido de fabricación ohilo del papel sea paralelo al lado más largode la hoja, de manera que quede paralelo aleje de los cilindros de la prensa, para evitar
E
12
problemas de registro debidos a la falta deestabilidad dimensional que se acentúa alhumedecerse el papel en el proceso. El papelcrece menos en el sentido de fabricación queen sentido transversal y el crecimiento de lahoja se puede compensar cambiando eldiámetro de la máquina (cuando el papel vienecortado como se indicó), de lo contrario esimposible.
El papel tiene un hilo definido, porcontener una mayor cantidad de fibrasorientadas en la dirección del viaje de lamáquina de papel y por la orientación de laresistencia del papel que resulta en parte porla alineación de las fibras y en parte por latensión que es ejercida sobre el papel en estadirección durante el secado. Este hilo del papelse conoce como dirección o sentido defabricación o de la máquina. La dirección osentido transversal, es la direcciónperpendicular a la primera.
Durante la formación de la hoja en unamáquina de papel, intervienen tres procesoshidrodinámicos muy importantes, que son: eldrenado, las fuerzas que orientan las fibras,(por ejemplo, la velocidad de la máquina) y laturbulencia (agitación que acomoda lasfibras), estos procesos ocurren simul-táneamente y no son totalmente indepen-dientes unos de otros.
El efecto más importante del proceso dedrenado, es la eliminación del agua de lasuspensión de fibra para formar la hoja.Cuando las fibras pueden moverse indepen-dientemente unas de otras, el drenado serealiza por un mecanismo de filtración y lasfibras se depositan en capas separadas. Lafiltración es el mecanismo dominante en lamayoría de las mesas fourdrinier, lo que semanifiesta en su estructura en capas y laformación relativamente uniforme de las hojas.
Cuando las fibras de la suspensión quedaninmovilizadas, se agrupan en grumos formandouna red de fibras unidas entre sí, entonces eldrenado sucede por espesado y resulta unahoja de estructura más afieltrada.
Las suspensiones de pasta para papel,espontáneamente forman redes fibrosasdurante el drenado, a menos que se agregueun suplemento de energía mezcladora, es decir,turbulencia. Se genera una dispersión adi-cional durante el drenado por efecto de laturbulencia inducida por los elementos deeliminación de agua bajo la tela de formación(cilindros desgotadores) o por algunoselementos encima de la tela, como el “dandyroll” (cilindro con el que se alisa la superficiesuperior de la hoja y se pone marca de agua).En el diseño de cada máquina, ya seafourdrinier o de doble tela, se aplican los tresefectos: dilución, turbulencia y orientación endiferentes grados, en un intento de optimizarla calidad de la hoja.
En las máquinas de formadores cilín-dricos, el principio de formación de la hoja essimilar al de un espesador por gravedad.Consiste en que el agua de la suspensiónfibrosa fluye hacia el interior del cilindro porla diferencia de nivel entre el líquido de la tinadel formador y el líquido del interior del cilindro.La fibra queda retenida en la tela que recubreal cilindro, formando la hoja que es recogidapor un fieltro. En este tipo de máquinas, laorientación de las fibras es muy marcada ypor lo tanto, la diferencia entre los dos sen-tidos del papel, a causa de la forma en que se
depositan sobre la tela del formador.
La relación entre los dos sentidos delpapel se denomina cuadratura, y se midegeneralmente dividiendo los valores obtenidosal determinar la resistencia a la tensión enmuestras tomadas en sentido de la máquina
13
entre los valores tomados en sentido trans-versal. En máquinas de cilíndros formadores,son típicos los valores superiores a 5, paraesta relación, mientras que para máquinasfourdrinier, se tienen valores inferiores a 2.
Se puede ver que la diferencia entre laspropiedades del papel en uno y otro sentido,es mayor para papeles fabricados enmáquinas de formadores comparados con losfabricados en máquinas fourdrinier. Porejemplo, la rigidez en un papel de máquina deformadores, será muy alta en sentido defabricación y en cambio, muy baja en sentidotransversal y en papeles fabricados enmáquina fourdrinier, será más cercana entrelos dos sentidos, siendo comparativamentemenor que para el de máquina de formadoresen sentido de fabricación, pero mayor en elsentido transversal.
Como ejemplo de lo anterior, incluimos acontinuación los resultados de dos muestrasde cartoncillo de 16 puntos, una de ellasfabricada en una máquina de cilindros y la otraen una fourdrinier.
Muestra Formadores FourdrinierRigidez SF g-cm 228.5 187.6Rigidez ST g-cm 55.5 111.8
Su importancia
El hilo del papel debe tomarse en cuentaal hacer las mediciones de las propiedadesfísicas. Al determinar las resistencias a latensión, al rasgado y al doblez, se cortanmuestras en los dos sentidos, para obtenerresultados en sentido de fabricación y ensentido transversal.
Puede haber confusión algunas veces alreportar los valores en sentido de la máquina
y transversal. La regla general es que ladirección de la prueba se refiere a la direcciónen que se aplica la fuerza y no a la de la líneade ruptura. En el caso de la resistencia alrasgado, la dirección en que se aplica la fuerzay la ruptura son la misma, en cambio en loscasos de las resistencias a la tensión y aldoblez, la ruptura se produce en ángulo rectoa la fuerza aplicada.
Los sentidos del papel se deben tomaren cuenta al medir las propiedades ópticasdel papel, como la blancura y el brillo, en igualforma que al medir las propiedades físicas.Esto se debe a que la superficie del papel tienecierto grado de rugosidad, que aunque es casiimperceptible, afecta en los resultados de lasmediciones de las propiedades ópticas. En elcaso de la blancura, la muestra se debe poneren el aparato de manera que el rayo de luzcon el que se mide sea paralelo al sentido defabricación y por el lado fieltro.
Por lo que se refiere a la importancia deesta característica del papel, desde el puntode vista de su impresión y uso final, uno delos aspectos sobre los que tiene mayorinfluencia el sentido de las hojas, es laestabilidad dimensional, lo que significa queel papel al estar expuesto a la humedad,cambia sus dimensiones, siendo mayor elcambio en sentido transversal que en sentidode fabricación. Por este motivo esconveniente que los papeles para impresiónen offset se utilicen en tal forma que elsentido de fabricación vaya paralelo al ejede los cilindros de la prensa, de manera quecualquier variación en la dimensión del papelpodrá ser compensada variando el diámetrode los cilindros por medio de sus calzas.
Con respecto a las resistencias y otraspropiedades, es conveniente tener en cuentaal imprimir, las operaciones que se van a
14
realizar después de la impresión y el uso finaldel producto, por lo que se deberá planear laimpresión de manera que se cuide la calidaddel producto. Teniendo en cuenta por ejemplo,que en sentido de fabricación: es más fácildoblar el papel, es más fácil rasgarlo, es másrígido, es más resistente a la tensión y menospropenso a ondularse. Lo opuesto es ciertoen sentido transversal.
Determinación del sentido u
orientación
Existen varios métodos para determinarlos sentidos de una muestra de papel. Acontinuación se incluyen algunos de ellos.
1. Por observación visual, ya que en lamayoría de los papeles es posible ver que lasfibras se encuentran alineadas en la direcciónde la máquina. Se recomienda utilizar uncuentahilos.
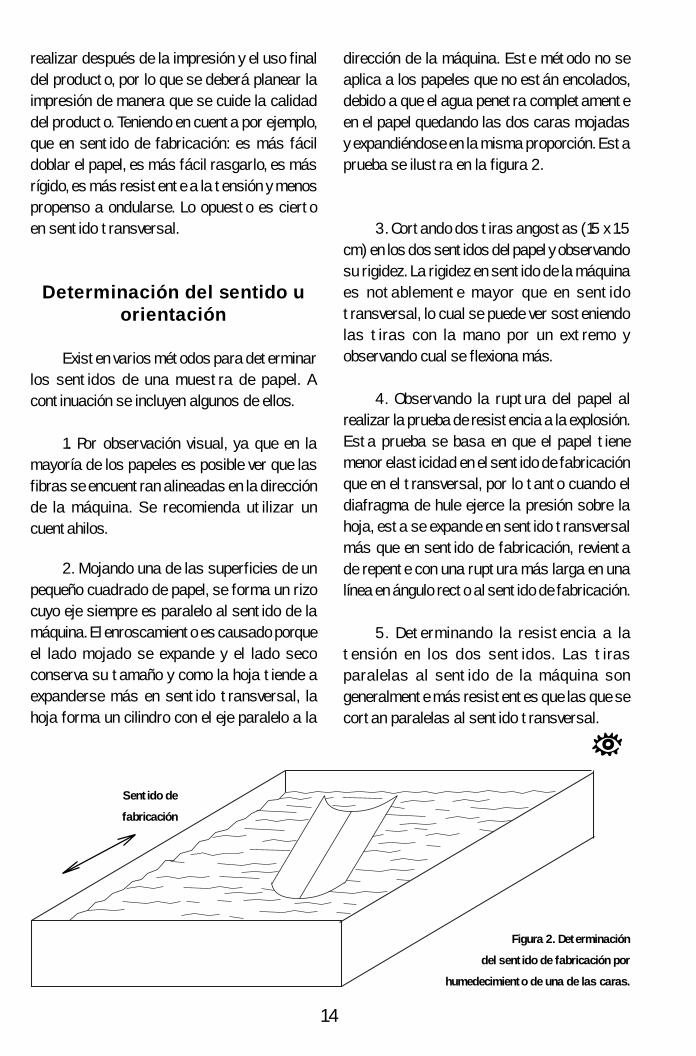
2. Mojando una de las superficies de unpequeño cuadrado de papel, se forma un rizocuyo eje siempre es paralelo al sentido de lamáquina. El enroscamiento es causado porqueel lado mojado se expande y el lado secoconserva su tamaño y como la hoja tiende aexpanderse más en sentido transversal, lahoja forma un cilindro con el eje paralelo a la
Sentido de
fabricación
dirección de la máquina. Este método no seaplica a los papeles que no están encolados,debido a que el agua penetra completamenteen el papel quedando las dos caras mojadasy expandiéndose en la misma proporción. Estaprueba se ilustra en la figura 2.
3. Cortando dos tiras angostas (15 x 1.5cm) en los dos sentidos del papel y observandosu rigidez. La rigidez en sentido de la máquinaes notablemente mayor que en sentidotransversal, lo cual se puede ver sosteniendolas tiras con la mano por un extremo yobservando cual se flexiona más.
4. Observando la ruptura del papel alrealizar la prueba de resistencia a la explosión.Esta prueba se basa en que el papel tienemenor elasticidad en el sentido de fabricaciónque en el transversal, por lo tanto cuando eldiafragma de hule ejerce la presión sobre lahoja, esta se expande en sentido transversalmás que en sentido de fabricación, revientade repente con una ruptura más larga en unalínea en ángulo recto al sentido de fabricación.
5. Determinando la resistencia a latensión en los dos sentidos. Las tirasparalelas al sentido de la máquina songeneralmente más resistentes que las que secortan paralelas al sentido transversal.
Figura 2. Determinación
del sentido de fabricación por
humedecimiento de una de las caras.
15
Formación
a uniformidad con queestán distribuidas lasfibras y otros materialessólidos en la hoja depapel, determina la “for-
mación” del papel, que también se conocecomo su estructura interna. Es una propiedadfísica, que se puede definir como la uniformidadcon que el papel transmite la luz.
En la práctica, este término se refiere ala apariencia de la hoja de papel al ser vistacontra la luz. Se dice que un papel tiene malaformación, cuando las fibras están distri-buidas en forma poco uniforme, dando al papelun aspecto moteado, de nubes o aborregado,al ser observado al trasluz; en cambio un papelcon buena formación presenta un aspectouniforme que se asemeja al de un vidrioesmerilado.
Hay características que influyen en laapreciación que se hace de la formación delpapel, debido a que el ojo no es sensible a ladistribución de los materiales en la hoja, sinoa la luz y a sus variaciones de intensidad. Estosignifica que si tuviéramos dos papeles conuna formación idéntica, pero de distinto coloro con propiedades ópticas diferentes, al serobservados contra una fuente de luz, nosparecerían más o menos diferentes en suformación.
También se ve afectada la intensidad detransmisión de la luz por algunos defectoscomo las marcas de la tela o los fieltros de lamáquina de papel, que aparecen con regu-laridad en toda la hoja y algunas otrasalteraciones en la distribución de las fibras,que aparecen irregularmente y son causa deque la formación parezca peor de lo que en
realidad es al observarse el papel al trasluz.Es conveniente tener en cuenta las caracte-rísticas que pueden influir en la apreciaciónvisual, al hacer la evaluación de la formacióndel papel. Por ejemplo saber que tipo de fibrastiene en su formación, esta prueba se puederealizar con la ayuda del microscopio de fibrascomo el de la figura 3.
Importancia
La formación del papel es muy impor-tante en papeles de escritura e impresión, de-bido a que afecta el aspecto de los productos.Aunque es en realidad una propiedad deapariencia, también tiene importancia en elcomportamiento del papel, ya que estárelacionada con sus propiedades físicas yópticas. Lo anterior se debe a que un papelcon mala formación tiene zonas con mayornúmero de fibras aglomeradas y por lo tanto,con mayor espesor que otras y que,lógicamente afectarán los valores de muchasde sus propiedades, ocasionando problemasal imprimir por ser débiles las zonas delgadas,
Figura 3. Microscopio para
identificación de fibras
L
16
Determinación
La formación se determina tanto porla densidad de las áreas gruesas como porsu espaciamiento. Se puede examinar visual-mente, aunque el resultado no puedeexpresarse numéricamente, por lo que esnecesario hacer comparaciones conmuestras estándar para cada calidad depapel y confiar en el juicio del observador. Sedebe tener en cuenta que la impresión denubes que aprecia el ojo humano, se veafectada por el grado de transparencia delpapel, un papel más transparente tienemayor apariencia de mala formación; el colortambién afecta en la apreciación de laformación, el azul da la impresión de peorformación que el blanco o el amarillo.Laobservación visual para evaluar la formacióndel papel es completamente subjetiva. Sinembargo, su utilidad ha sido demostrada porla práctica durante mucho tiempo.
Existen varios instrumentos para medirla uniformidad de la formación, con base enla cantidad de luz transmitida a través deuna hoja de papel. Este sistema trabaja porbarrido de la superficie, haciendo atravesarun rayo de luz de intensidad controlada, portodos los puntos de la muestra. La luztransmitida se recoge mediante una celdafotoeléctrica por la otra cara del papel y seregistran las fluctuaciones de la intensidadde la luz en una gráfica, o bien con la ayudade un dispositivo digital que nos da lecturasde los valores medio, mínimo y máximo. Serealiza la prueba en los dos sentidos del papel
y por las dos caras.
17
RA
SG
AD
O (
Grs
/f)
PESO BASE (Grs/m )0 50 100 150 200 250
180
160
140
120
100
80
60
40
20
0
2
PORO
SID
AD
PESO BASE0 50 100 150 200 250
250
200
150
100
50
0
#E
Peso BaseImportancia
n la fabricación y con-versión del papel y elcartón, existen doscaracterísticas de granimportancia: el peso (más
propiamente, masa) y el área. Esto se debe aque la mayor parte del papel se compra y sevende de acuerdo con su peso por unidad deárea. El fabricante de papel maneja suproducción en toneladas y vende el papel unasveces por peso (bobinas o rollos) y otras conbase en el área (hojas).
Se llama peso base al peso en gramosde un metro cuadrado de papel, (también seacostumbra llamarle gramaje). En la mayoríade las veces se emplea para definir un papelen las operaciones de compra venta, aunqueen muchos cartoncillos, se emplea el espesoró calibre.
El peso afecta todas las propiedadesfísicas del papel y muchas de las ópticas yeléctricas, por lo que es indispensable llevarun control cuidadoso de esta característicadurante la fabricación de cualquier tipo depapel, para asegurar su uniformidad. Lamayoría de los equipos pueden ajustarse parautilizar papel de varios pesos. Sin embargo,cuando hay variaciones de una hoja a lasiguiente, no es posible hacer ajustes entrelas hojas durante un trabajo y se pueden tenerproblemas.
Es imposible mantener el peso del papelexactamente en el gramaje especificado. Lapráctica tradicional permite una variación de+/- 5% del peso base, que se sobre entiende alcomprar un papel, a menos que se especifiqueotra tolerancia al hacer el pedido. El efecto
de esta variación en los costos del papel,depende de si es vendido en rollos o en hojas.
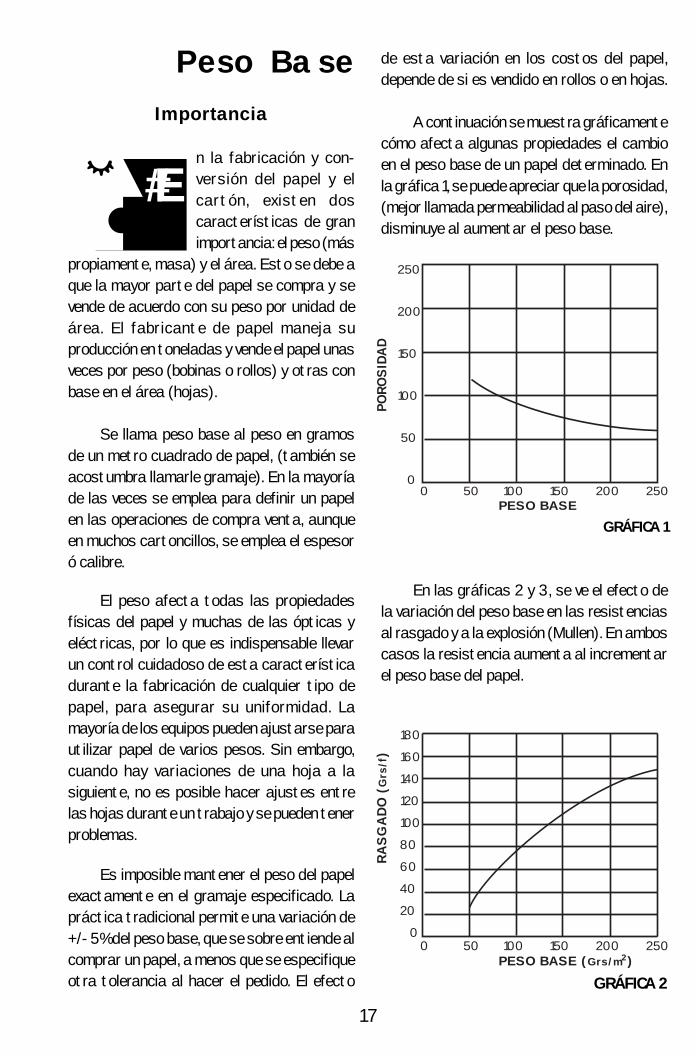
A continuación se muestra gráficamentecómo afecta algunas propiedades el cambioen el peso base de un papel determinado. Enla gráfica 1, se puede apreciar que la porosidad,(mejor llamada permeabilidad al paso del aire),disminuye al aumentar el peso base.
GRÁFICA 1
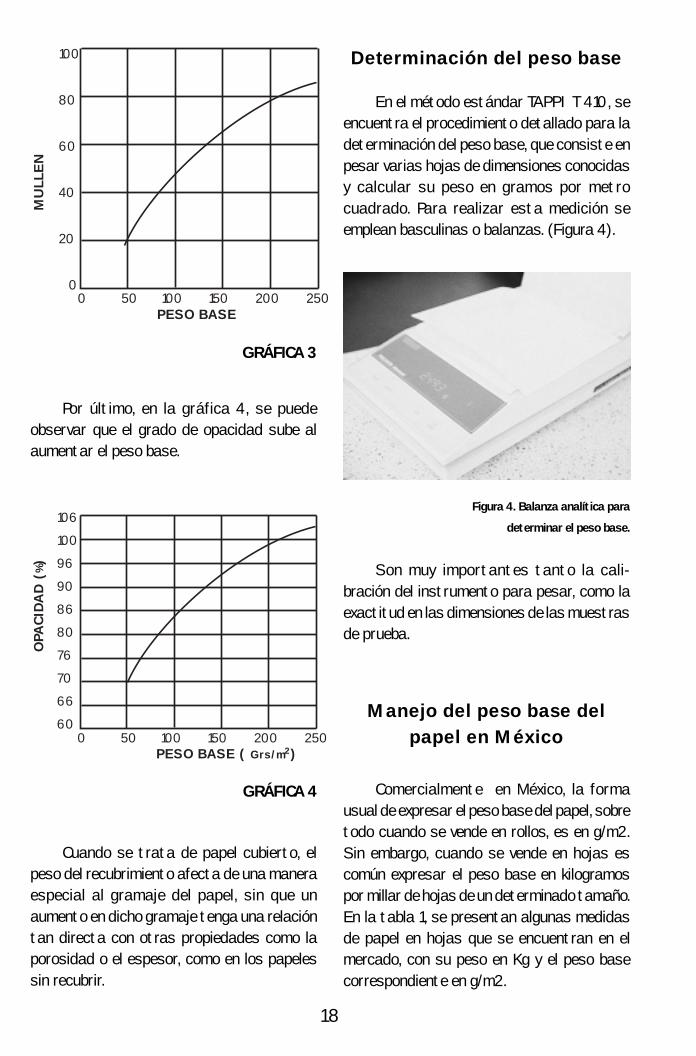
En las gráficas 2 y 3, se ve el efecto dela variación del peso base en las resistenciasal rasgado y a la explosión (Mullen). En amboscasos la resistencia aumenta al incrementarel peso base del papel.
GRÁFICA 2
18
MU
LLE
N
PESO BASE0 50 100 150 200 250
100
80
60
40
20
0
OPA
CID
AD
(%
)
PESO BASE ( Grs/m )0 50 100 150 200 250
106
100
96
90
86
80
76
70
66
60
2
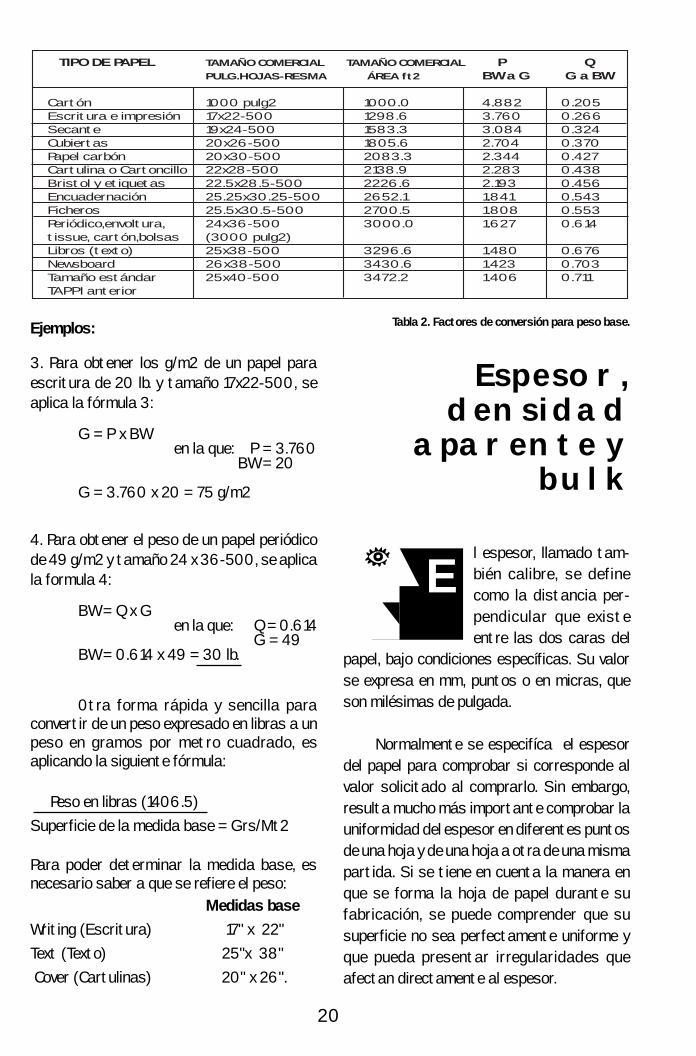
Por último, en la gráfica 4, se puedeobservar que el grado de opacidad sube alaumentar el peso base.
GRÁFICA 4
Cuando se trata de papel cubierto, elpeso del recubrimiento afecta de una maneraespecial al gramaje del papel, sin que unaumento en dicho gramaje tenga una relacióntan directa con otras propiedades como laporosidad o el espesor, como en los papelessin recubrir.
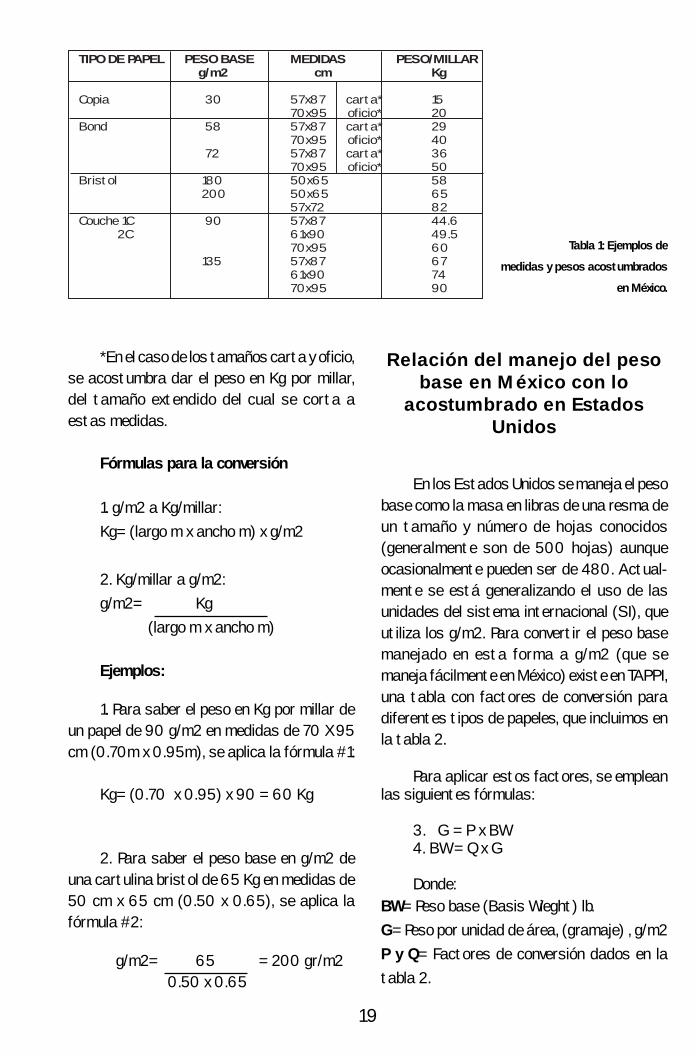
Determinación del peso base
En el método estándar TAPPI T 410, seencuentra el procedimiento detallado para ladeterminación del peso base, que consiste enpesar varias hojas de dimensiones conocidasy calcular su peso en gramos por metrocuadrado. Para realizar esta medición seemplean basculinas o balanzas. (Figura 4).
Son muy importantes tanto la cali-bración del instrumento para pesar, como laexactitud en las dimensiones de las muestrasde prueba.
Manejo del peso base del
papel en México
Comercialmente en México, la formausual de expresar el peso base del papel, sobretodo cuando se vende en rollos, es en g/m2.Sin embargo, cuando se vende en hojas escomún expresar el peso base en kilogramospor millar de hojas de un determinado tamaño.En la tabla 1, se presentan algunas medidasde papel en hojas que se encuentran en elmercado, con su peso en Kg y el peso basecorrespondiente en g/m2.
Figura 4. Balanza analítica para
determinar el peso base.
GRÁFICA 3
19
*En el caso de los tamaños carta y oficio,se acostumbra dar el peso en Kg por millar,del tamaño extendido del cual se corta aestas medidas.
Fórmulas para la conversión
1. g/m2 a Kg/millar:Kg= (largo m x ancho m) x g/m2
2. Kg/millar a g/m2:g/m2= Kg (largo m x ancho m)
Ejemplos:
1. Para saber el peso en Kg por millar deun papel de 90 g/m2 en medidas de 70 X 95cm (0.70m x 0.95m), se aplica la fórmula #1:
Kg= (0.70 x 0.95) x 90 = 60 Kg
2. Para saber el peso base en g/m2 deuna cartulina bristol de 65 Kg en medidas de50 cm x 65 cm (0.50 x 0.65), se aplica lafórmula #2:
g/m2= 65 = 200 gr/m2 0.50 x 0.65
Relación del manejo del peso
base en México con lo
acostumbrado en Estados
Unidos
En los Estados Unidos se maneja el pesobase como la masa en libras de una resma deun tamaño y número de hojas conocidos(generalmente son de 500 hojas) aunqueocasionalmente pueden ser de 480. Actual-mente se está generalizando el uso de lasunidades del sistema internacional (SI), queutiliza los g/m2. Para convertir el peso basemanejado en esta forma a g/m2 (que semaneja fácilmente en México) existe en TAPPI,una tabla con factores de conversión paradiferentes tipos de papeles, que incluimos enla tabla 2.
Para aplicar estos factores, se empleanlas siguientes fórmulas:
3. G = P x BW4. BW = Q x G
Donde:BW= Peso base (Basis Wieght) lb.G= Peso por unidad de área, (gramaje) , g/m2P y Q= Factores de conversión dados en latabla 2.
Tabla 1: Ejemplos de
medidas y pesos acostumbrados
en México.
TIPO DE PAPEL PESO BASE MEDIDAS PESO/MILLAR g/m2 cm Kg
Copia 30 57x87 carta* 1570x95 oficio* 20
Bond 58 57x87 carta* 29 70x95 oficio* 40 72 57x87 carta* 36
70x95 oficio* 50Bristol 180 50x65 58
200 50x65 65 57x72 82
Couche 1C 90 57x87 44.6 2C 61x90 49.5
70x95 60 135 57x87 67
61x90 7470x95 90
20
Espesor,densidad
aparente ybulk
l espesor, llamado tam-bién calibre, se definecomo la distancia per-pendicular que existeentre las dos caras del
papel, bajo condiciones específicas. Su valorse expresa en mm, puntos o en micras, queson milésimas de pulgada.
Normalmente se especifíca el espesordel papel para comprobar si corresponde alvalor solicitado al comprarlo. Sin embargo,resulta mucho más importante comprobar launiformidad del espesor en diferentes puntosde una hoja y de una hoja a otra de una mismapartida. Si se tiene en cuenta la manera enque se forma la hoja de papel durante sufabricación, se puede comprender que susuperficie no sea perfectamente uniforme yque pueda presentar irregularidades queafectan directamente al espesor.
E
Ejemplos:
3. Para obtener los g/m2 de un papel paraescritura de 20 lb. y tamaño 17x22-500, seaplica la fórmula 3:
G = P x BWen la que: P = 3.760
BW = 20
G = 3.760 x 20 = 75 g/m2
4. Para obtener el peso de un papel periódicode 49 g/m2 y tamaño 24 x 36-500, se aplicala formula 4:
BW = Q x Gen la que: Q = 0.614 G = 49
BW = 0.614 x 49 = 30 lb.
0tra forma rápida y sencilla paraconvertir de un peso expresado en libras a unpeso en gramos por metro cuadrado, esaplicando la siguiente fórmula:
Peso en libras (1406.5)Superficie de la medida base = Grs/Mt2
Para poder determinar la medida base, esnecesario saber a que se refiere el peso:
Medidas baseWriting (Escritura) 17" x 22"Text (Texto) 25"x 38" Cover (Cartulinas) 20" x 26".
Tabla 2. Factores de conversión para peso base.
TIPO DE PAPEL TAMAÑO COMERCIAL TAMAÑO COMERCIAL P Q PULG.HOJAS-RESMA ÁREA ft2 BW a G G a BW
Cartón 1000 pulg2 1000.0 4.882 0.205Escritura e impresión 17x22-500 1298.6 3.760 0.266Secante 19x24-500 1583.3 3.084 0.324Cubiertas 20x26-500 1805.6 2.704 0.370Papel carbón 20x30-500 2083.3 2.344 0.427Cartulina o Cartoncillo 22x28-500 2138.9 2.283 0.438Bristol y etiquetas 22.5x28.5-500 2226.6 2.193 0.456Encuadernación 25.25x30.25-500 2652.1 1.841 0.543Ficheros 25.5x30.5-500 2700.5 1.808 0.553Periódico,envoltura, 24x36-500 3000.0 1.627 0.614tissue, cartón,bolsas (3000 pulg2)Libros (texto) 25x38-500 3296.6 1.480 0.676Newsboard 26x38-500 3430.6 1.423 0.703Tamaño estándar 25x40-500 3472.2 1.406 0.711TAPPI anterior
21
La homogeneidad del espesor varía segúnel tipo y el grado de acabado del papel. Porejemplo, los papeles marquilla (que se empleanpara dibujo y tienen la superficie áspera)tienen una uniformidad más bien deficiente ensu espesor de un punto a otro, o bien entrediferentes hojas. Conforme van siendo máslisos los papeles, la uniformidad de su calibreva siendo mayor hasta llegar a los papelessupercalandrados y los recubiertos en que launiformidad del espesor debe ser total.
El espesor del papel depende de su pesobase, sin embargo, papeles del mismo gramajepueden tener diferente espesor. Dependiendode su composición fibrosa, la refinación quese le haya dado a la pasta, la compresión a laque haya sido sometida la hoja durante elproceso de fabricación, tanto en el prensadocomo en el calandrado y la porosidad. Elcontenido de humedad de la hoja, tambiénpuede afectar su espesor. Esta variación enel espesor para un peso base dado corres-ponde a una variación en la densidad aparentede la hoja de papel, que es una de sus pro-piedades fundamentales.
Importancia
El espesor es una propiedad muy impor-tante desde el punto de vista de la trans-formación y el uso final del papel. Su impor-tancia se debe a que al variar el espesor, elmanejo del papel en algunas máquinas sedificulta; además se ven afectadas casi todassus propiedades físicas, ópticas y eléctricaspudiendo provocar problemas en su uso. Esespecialmente importante su uniformidad enpapeles para impresión, cajas plegadizas paraser llenadas en máquinas automáticas,tarjetas para índices y folders entre otros.
En el caso de los papeles paraimpresión, las variaciones del espesor en lahoja tienen como consecuencia diferenciasde intensidad en el color de la tinta impresa,debidas a una presión irregular en elmomento de la transferencia. Lógicamente,si el punto de impresión está regulado a unapresión determinada, las zonas de papel quetienen mayor espesor sufrirán una mayorpresión, en cambio en las de menor espesorserá a la inversa, cosa que hará que el espesorde la película de tinta transmitida varíe deacuerdo con dicha presión. Además, la mayorpresión existente en las zonas de mayorespesor, provocará una mayor penetración delvehículo de la tinta en el cuerpo del papel, conlo que puede disminuir la opacidad de esaszonas.
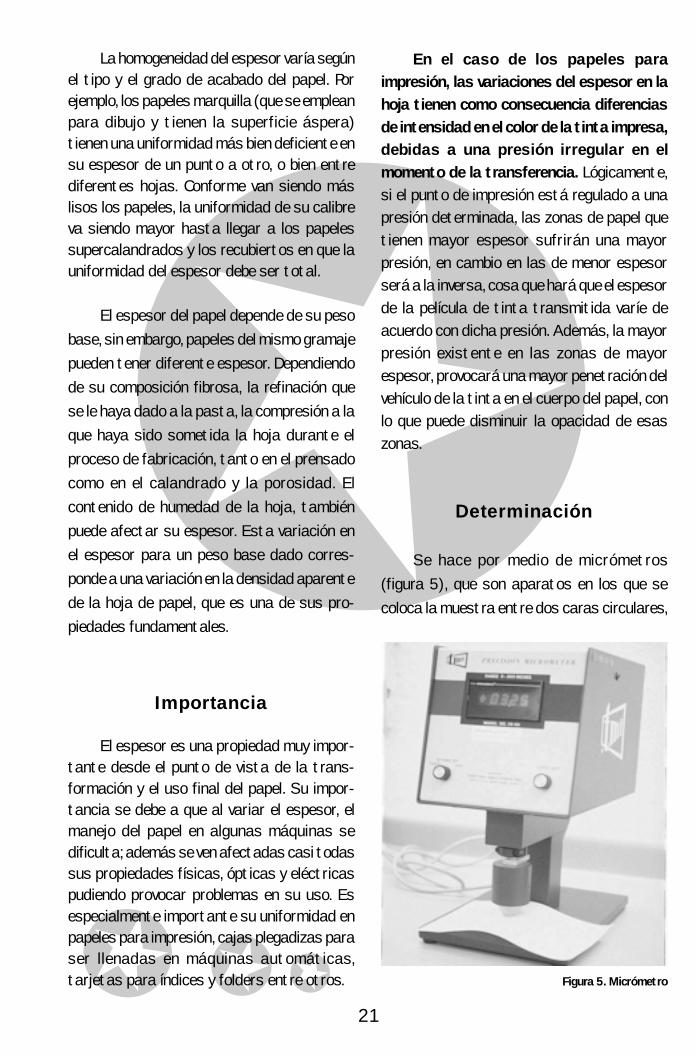
Determinación
Se hace por medio de micrómetros(figura 5), que son aparatos en los que secoloca la muestra entre dos caras circulares,
Figura 5. Micrómetro
22
planas y paralelas entre sí, una de las cualesse encuentra fija y la otra tiene movimientoen dirección perpendicular a la primera, bajocondiciones controladas de presión yvelocidad. El área mínima de las caras no debeser menor de 160 mm2 (15 mm de diámetro).Al poner la muestra entre estas caras, ladistancia que las separa es igual al espesorde la muestra que queda indicado en lacarátula del micrómetro. Normalmente sereporta en milímetros, micras o puntos. Elprocedimiento se describe con todo detalle enel método estándar TAPPI T411.
Factores de conversión deunidades
Puntos x 0.0254 = mmPuntos x 25.4 = micrasPuntos x 0.001 = pulgadasmm x 39.37 = puntosmm x 0.039 = pulgadasmm x 1000 = micras
Densidad aparente y Bulk
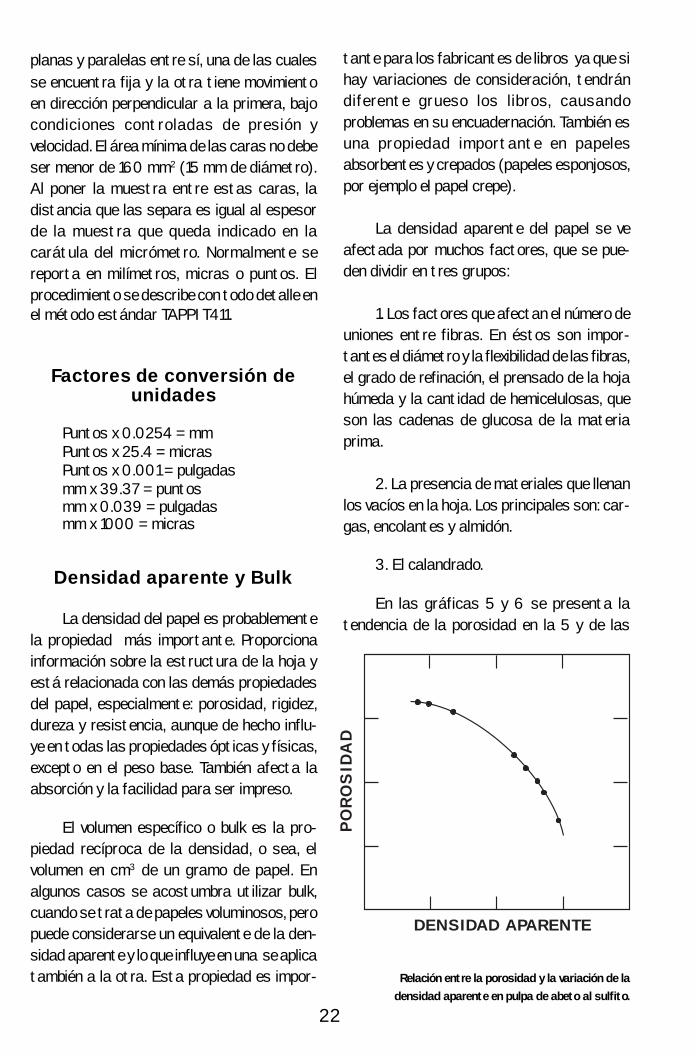
La densidad del papel es probablementela propiedad más importante. Proporcionainformación sobre la estructura de la hoja yestá relacionada con las demás propiedadesdel papel, especialmente: porosidad, rigidez,dureza y resistencia, aunque de hecho influ-ye en todas las propiedades ópticas y físicas,excepto en el peso base. También afecta laabsorción y la facilidad para ser impreso.
El volumen específico o bulk es la pro-piedad recíproca de la densidad, o sea, elvolumen en cm3 de un gramo de papel. Enalgunos casos se acostumbra utilizar bulk,cuando se trata de papeles voluminosos, peropuede considerarse un equivalente de la den-sidad aparente y lo que influye en una se aplicatambién a la otra. Esta propiedad es impor- Relación entre la porosidad y la variación de la
densidad aparente en pulpa de abeto al sulfito.
tante para los fabricantes de libros ya que sihay variaciones de consideración, tendrándiferente grueso los libros, causandoproblemas en su encuadernación. También esuna propiedad importante en papelesabsorbentes y crepados (papeles esponjosos,por ejemplo el papel crepe).
La densidad aparente del papel se veafectada por muchos factores, que se pue-den dividir en tres grupos:
1. Los factores que afectan el número deuniones entre fibras. En éstos son impor-tantes el diámetro y la flexibilidad de las fibras,el grado de refinación, el prensado de la hojahúmeda y la cantidad de hemicelulosas, queson las cadenas de glucosa de la materiaprima.
2. La presencia de materiales que llenanlos vacíos en la hoja. Los principales son: car-gas, encolantes y almidón.
3. El calandrado.
En las gráficas 5 y 6 se presenta latendencia de la porosidad en la 5 y de las
DENSIDAD APARENTE
PO
RO
SID
AD
23
DENSIDAD APARENTE
RE
SIS
TE
NC
IA
RASGADO
EXPLOSIÓN TENSIÓN
DOBLEZ
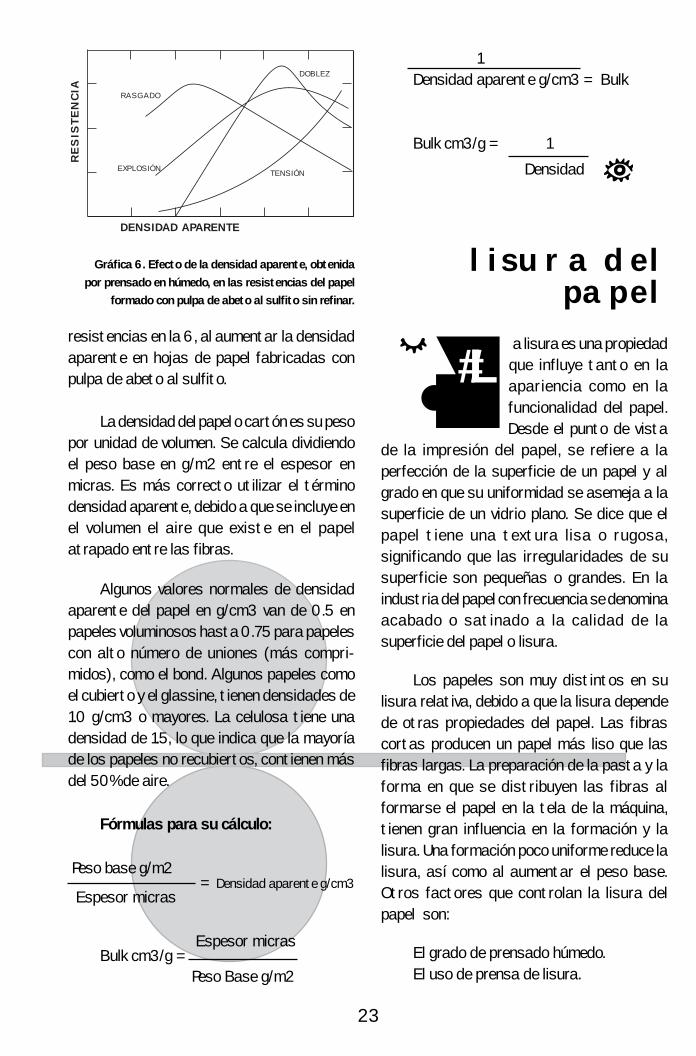
Gráfica 6. Efecto de la densidad aparente, obtenidapor prensado en húmedo, en las resistencias del papel
formado con pulpa de abeto al sulfito sin refinar.
lisura delpapel
a lisura es una propiedadque influye tanto en laapariencia como en lafuncionalidad del papel.Desde el punto de vista
de la impresión del papel, se refiere a laperfección de la superficie de un papel y algrado en que su uniformidad se asemeja a lasuperficie de un vidrio plano. Se dice que elpapel tiene una textura lisa o rugosa,significando que las irregularidades de susuperficie son pequeñas o grandes. En laindustria del papel con frecuencia se denominaacabado o satinado a la calidad de lasuperficie del papel o lisura.
Los papeles son muy distintos en sulisura relativa, debido a que la lisura dependede otras propiedades del papel. Las fibrascortas producen un papel más liso que lasfibras largas. La preparación de la pasta y laforma en que se distribuyen las fibras alformarse el papel en la tela de la máquina,tienen gran influencia en la formación y lalisura. Una formación poco uniforme reduce lalisura, así como al aumentar el peso base.Otros factores que controlan la lisura delpapel son:
El grado de prensado húmedo.El uso de prensa de lisura.
resistencias en la 6, al aumentar la densidadaparente en hojas de papel fabricadas conpulpa de abeto al sulfito.
La densidad del papel o cartón es su pesopor unidad de volumen. Se calcula dividiendoel peso base en g/m2 entre el espesor enmicras. Es más correcto utilizar el términodensidad aparente, debido a que se incluye enel volumen el aire que existe en el papelatrapado entre las fibras.
Algunos valores normales de densidadaparente del papel en g/cm3 van de 0.5 enpapeles voluminosos hasta 0.75 para papelescon alto número de uniones (más compri-midos), como el bond. Algunos papeles comoel cubierto y el glassine, tienen densidades de1.0 g/cm3 o mayores. La celulosa tiene unadensidad de 1.5, lo que indica que la mayoríade los papeles no recubiertos, contienen másdel 50% de aire.
Fórmulas para su cálculo:
Peso base g/m2 = Densidad aparente g/cm3
Espesor micras
Espesor micrasBulk cm3/g =
Peso Base g/m2
1Densidad aparente g/cm3 = Bulk
Bulk cm3/g = 1
Densidad
#L
24
El tipo de fieltros de la máquina de papel.La cantidad de carga.El grado de calandrado.La aplicación de recubrimientosEl supercalandrado.
El acabado del papel combina todasaquellas características que son percibidaspor la vista y el tacto y a pesar que el términoacabado es usual, resulta indefinido desde elpunto de vista técnico. Podemos ver que apesar de que la textura de la superficie es enprimer lugar una desviación dimensional de lasuperficie perfectamente plana, existen otrosfactores involucrados. Por ejemplo, si se juzgala lisura por el tacto, influyen aspectosmecánicos. Un papel se sentirá más ásperocuando las proyecciones de la superficie seanduras, fuertes y agudas. Cuando se juzga porla vista, influyen en la evaluación los factoresópticos. A pesar de que en general a un mayorbrillo corresponde una mayor lisura, es posibleencontrar hojas con lisuras iguales que tienendiferencias apreciables en brillo.
Una buena lisura requiere de la ausenciade huecos entre fibras y cargas, o sea, estarlibres de: marcas de tela o fieltro, bolas defibras, materiales extraños y áreasmaltratadas en el papel.
Conviene tener en cuenta que sondiferentes las dos caras del papel debido aque su composición es diferente y también loserá la lisura de una y otra cara y enconsecuencia la impresión que se puede lograr.Esta diferencia de las dos caras del papel sedebe a una diferencia en su composición através del espesor del papel cuando se hafabricado en máquinas tradicionalesfourdrinier o de cilindros, en las que la caradel papel que queda en contacto con la telade formación de la máquina, denominado “ladotela”, pierde finos y cargas durante la
formación de la hoja, teniendo una menorconcentración de los mencionados finos ycargas que el resto de la hoja, siendo sucontenido más alto en la superficie opuestaal papel llamada “lado fieltro”.
De acuerdo con lo anterior, podemoscomprender que el lado fieltro será más lisoque el lado tela, en el que existen pequeñoshuecos dejados por los finos y las cargas quefueron arrastrados por el agua durante laformación de la hoja de papel en la máquina.Esta diferencia de la superficie de las doscaras del papel desaparece o cuando menosdisminuye mucho con las máquinas de dobletela.
Métodos para medir la lisura
Se han utilizado una gran cantidad deinstrumentos y métodos para medir la lisuradel papel, basados en los siguientes principios:
• Opticas• Fricción• Perfil• Area de contacto óptico• Area de contacto de tinta• Flujo de aire
Los más empleados son los relacionadoscon la medición del flujo de aire, de los cualesalgunos se basan en la medida del tiempo quetarda en escapar un volumen dado de aireentre la superficie del papel y una superficielisa o entre las superficies de varias hojassuperpuestas bajo condiciones de presión deaire controladas. Entre estos aparatos losmás conocidos son el Bekk y el Gurley.
Otro procedimiento consiste en medir lavelocidad del flujo del aire al ser obligado a
25
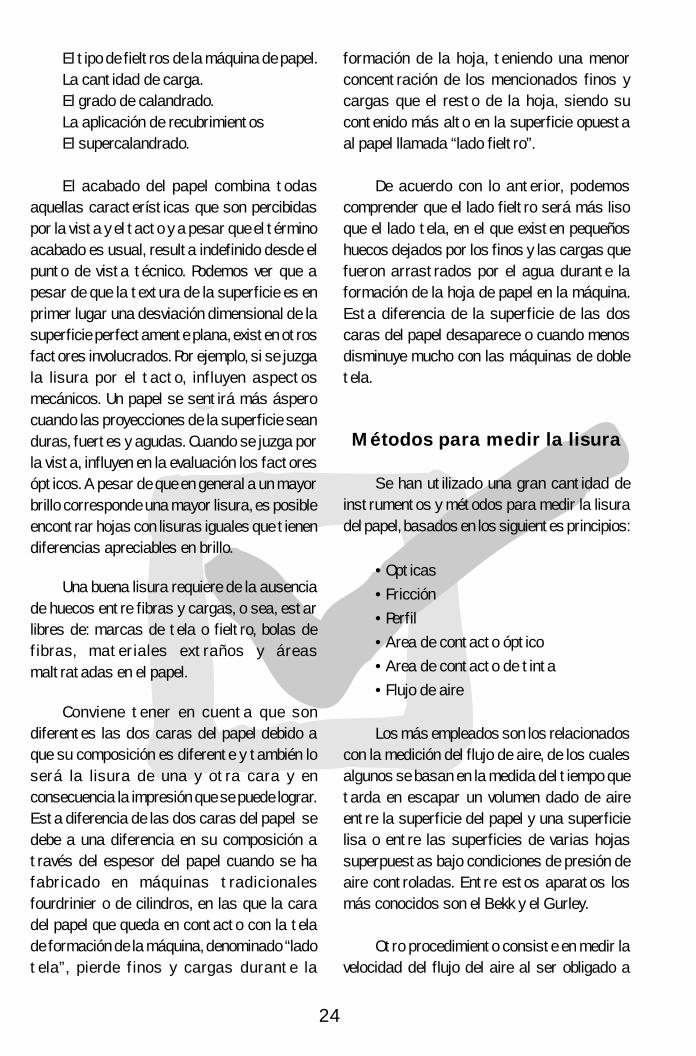
pasar entre la superficie del papel y la de unvidrio liso, bajo condiciones controladas depresión de aire. Entre estos equipos están elSheffield (figura 6) y el Bendtsen, que son muyprácticos debido a que la lectura del valor dela lisura es instantánea. En realidad lo queestos aparatos miden es la rugosidad delpapel y no la lisura, por lo cual el valor másalto corresponde al papel más rugoso y el másbajo al más liso.
Figura 6. Equipo de lisura Sheffield.
El laboratorio de la UILMAC (Unión deIndustriales Litógrafos de México, A.C.),
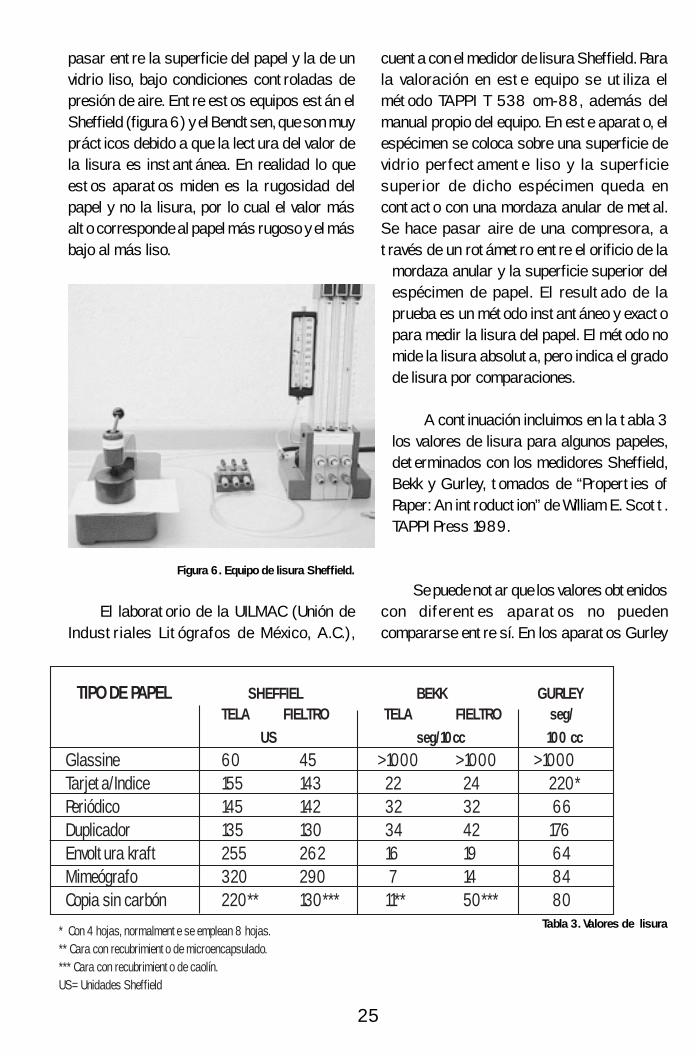
TIPO DE PAPEL SHEFFIEL BEKK GURLEYTELA FIELTRO TELA FIELTRO seg/
US seg/10cc 100 ccGlassine 60 45 >1000 >1000 >1000Tarjeta/Indice 155 143 22 24 220*Periódico 145 142 32 32 66Duplicador 135 130 34 42 176Envoltura kraft 255 262 16 19 64Mimeógrafo 320 290 7 14 84Copia sin carbón 220** 130*** 11** 50*** 80
* Con 4 hojas, normalmente se emplean 8 hojas.** Cara con recubrimiento de microencapsulado.*** Cara con recubrimiento de caolín.US= Unidades Sheffield
cuenta con el medidor de lisura Sheffield. Parala valoración en este equipo se utiliza elmétodo TAPPI T 538 om-88, además delmanual propio del equipo. En este aparato, elespécimen se coloca sobre una superficie devidrio perfectamente liso y la superficiesuperior de dicho espécimen queda encontacto con una mordaza anular de metal.Se hace pasar aire de una compresora, através de un rotámetro entre el orificio de la
mordaza anular y la superficie superior delespécimen de papel. El resultado de laprueba es un método instantáneo y exactopara medir la lisura del papel. El método nomide la lisura absoluta, pero indica el gradode lisura por comparaciones.
A continuación incluimos en la tabla 3los valores de lisura para algunos papeles,determinados con los medidores Sheffield,Bekk y Gurley, tomados de “Properties ofPaper: An introduction” de William E. Scott.TAPPI Press 1989.
Se puede notar que los valores obtenidoscon diferentes aparatos no puedencompararse entre sí. En los aparatos Gurley
Tabla 3. Valores de lisura
26
Porosidad
l papel es un material al-tamente poroso, como sepuede ver por su pesoespecífico bajo, compa-rado con el de la celulosa,
su principal componente. El peso específico delpapel, de 0.5 a 0.8 g/cm3, es bastante menorque el de la celulosa, de 1.5. La porosidad realse puede definir como la relación entre elvolumen del espacio ocupado por aire en unpapel y su volumen total.
El contenido de aire, en papeles comunessuele ser del 50% y puede llegar hasta un 70%.Este aire se encuentra en el papel, en tresformas:
1. Poros reales que son aberturas queatraviesan la hoja.
2. Poros superficiales que sólo estánconectados con una de sus superficies.
3. Huecos que contienen aire en el interiorde la hoja.
y Bekk, al aumentar la lisura, aumenta el valordel resultado, en cambio en el Sheffield y elBendtsen, disminuye. Para evitar equivo-caciones y malentendidos, se debe especificaral reportar los resultados en qué equipo serealizaron las pruebas.
Importancia de la lisura del
papel
La lisura es una propiedad muyimportante en una gran variedad de papeles.De acuerdo con el uso, hay papeles a los queintencionalmente se les da una superficie muyáspera, mientras que otros deben tenerla muylisa y en otros más, debe mantenersecuidadosamente controlada en valoresintermedios. Es conveniente recordar que elgrado de lisura y el deslizamiento van de lamano. La lisura influye tanto en laspropiedades de funcionamiento como en lasde apariencia del papel. Se deben tener encuenta los requerimientos del uso final de losproductos. En general un papel con lisura altaes más atractivo que uno áspero.
A medida que la superficie de un papelse vuelve más lisa, existe un contacto másestrecho entre las hojas o con otrassuperficies durante la impresión. Esto puedeaumentar la tendencia al repinte. El papelpara formas debe tener una lisura adecuadapara que se logren copias al carbón biendefinidas y legibles en varios tantos y parasacar el papel carbón fácilmente.
Se requiere una lisura en un rangoespecificado en papel para cheques, lectoresde caracteres ópticos, documentos y copiasfotostáticas, también en papeles y cartonespara empaque por su relación con eldeslizamiento de su lisura.
e
La lisura puede pasar a segundo términocuando hay propiedades más importantes delas cuales depende el objetivo que se persigue,como es el caso de los papeles que se hacenbajo especificaciones de peso base y bulk. Elgrado de lisura también puede estardeterminado por demandas de la estética, elacabado superficial o la textura.
Es importante tener en cuenta estasconsideraciones cuando se va a seleccionarun papel, para que esta propiedad se definade acuerdo con los requerimientos de losprocesos de transformación a los que serásometido y a las necesidades de uso delproducto a fabricarse.
27
Existen estudios en los que se hadeterminado que el volumen de poros realesen un papel común es solamente de un 1.6%del total del volumen de aire que contiene,correspondiendo el resto a los poros super-ficiales que no atraviesan la hoja y a huecosen su interior.
La porosidad es una propiedad muyimportante, sin embargo, se le considera muypocas veces y sólo con fines de investigación.La propiedad que sí se acostumbra deter-minar es la permeabilidad al aire, que a pesarde no ser una medida de la porosidad, estárelacionada con ella.
La permeabilidad al aire se define comola capacidad del papel para permitir que unflujo de aire, bajo una presión controlada, loatraviese. Es una propiedad relacionada conla estructura del papel, que a su vez dependedel número, tamaño y distribución de los porosen la hoja de papel. Conviene tener presenteque la permeabilidad al aire no es una medidade la porosidad y no existe una relaciónconstante entre ellas, lo que significa que dospapeles con la misma porosidad, pueden tenerdiferentes valores de permeabilidad al aire,cuando uno de ellos contiene muchos porospequeños y el otro menos poros pero grandes.
La porosidad de un papel depende de sucomposición y de su estructura. Enconsecuencia, depende tanto de los mate-riales empleados como de la forma en que hasido fabricado. Entre las operaciones queinfluyen especialmente se encuentran: refi-nación, encolado, prensado y calandrado. Esevidente que al ser recubierto un papel, sereducirá considerablemente su porosidad,debido a que el recubrimiento de la superficietapa los poros y también a que sufre de unacompresión alta.
Siguiendo la costumbre establecidaentre los papeleros, llamaremos porosidad ala permeabilidad al aire, de la cual vamos atratar a continuación.
La importancia de la porosidad del papelse puede considerar desde tres puntos devista:
a) Correlación con otras propiedades delpapel:
-densidad-resistencia-apariencia
b) Comportamiento durante la conver-sión:
-impresión-saturación-recubrimiento
c) Requerimientos del uso final:-bolsas y sacos (poroso)-absorbente (poroso)-papel filtro (porosidad controlada)-antigrasa (poco poroso)-aislante (muy poco poroso)-cigarrillo (porosidad controlada)-sanitario y facial (muy poroso)
La porosidad es importante en papelespara escritura e impresión, debido a que influyeen la absorción de las tintas, la compre-sibilidad y la dureza del papel. Además, unexceso de porosidad puede ocasionarproblemas en la alimentación del papel a lasmáquinas, al fallar las ventosas de succión;en papeles base para recubrir, en los queafecta en la absorción del adhesivo; en papelpara sacos de llenado automático para evitarque se revienten al ser llenados; en papel paraetiquetas que serán manejadas por medio desucción, en las que si es excesiva la porosidad,
28
la máquina tomará más de una etiqueta a lavez; en diversos tipos de papeles filtro, en losque depende del uso para el que estándestinados; en papel cigarrillo, para regular lavelocidad de quemado.
A pesar de ser una propiedad impor-tante, la porosidad puede variar dentro de unrango bastante amplio sin ocasionarproblemas durante la impresión. Cuando setrata de papel cubierto, es importante que laporosidad sea baja, pues de lo contrario sepueden producir ampollas superficiales cuandose imprime en rollo y se seca con calor, debidoa que el vapor de agua que se genera en suinterior no puede salir a través de la capa derecubrimiento sin dañarla.
Determinación
Un sistema para medir la porosidad, sebasa en la determinación del tiempo en queun volumen de aire dado atraviesa el papel alser forzado a pasar con una presión contro-lada a través de una área determinada; paraesta prueba se aplica el método TAPPI T460om-88, se utiliza el Probador Gurley-Hill S-P-S y es adecuado para papeles que permiten elpaso de 100 cm3 de aire en un tiempocomprendido entre 5 y 1800 segundos, bajolas condiciones del aparato, por ejemplopapeles sin recubrimiento entre 40 y 180 grs.Los resultados se dan en segundos por 100cm3 de aire.
Otro sistema se basa en la medida delflujo de aire que atraviesa el papel cuando esforzado a pasar por una superficie deter-minada con una presión controlada. Para esta
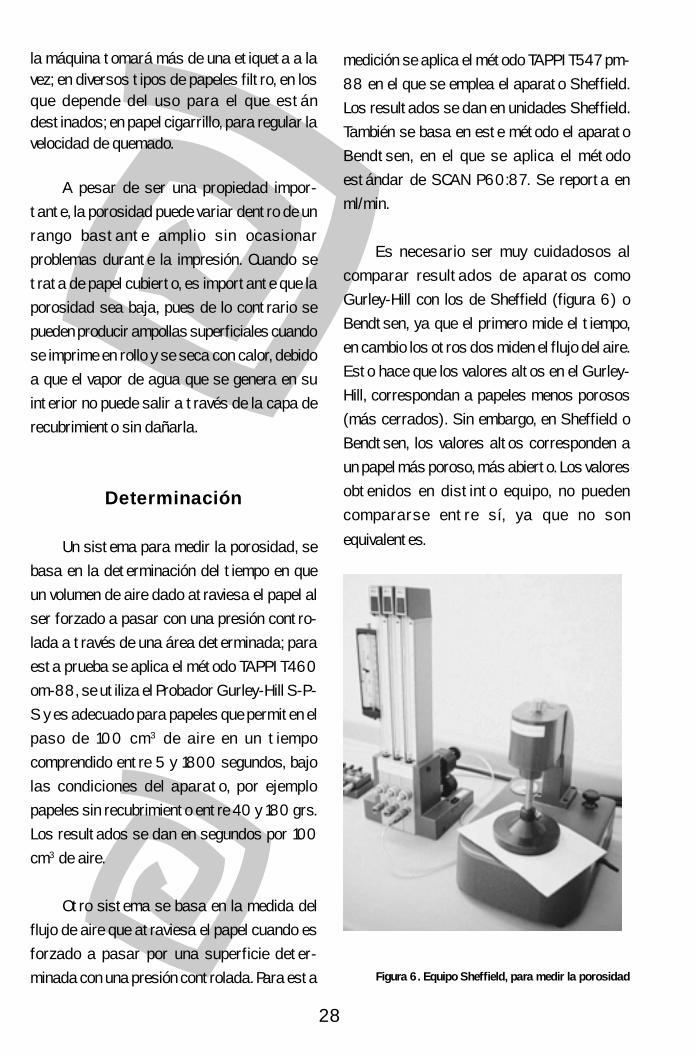
medición se aplica el método TAPPI T547 pm-88 en el que se emplea el aparato Sheffield.Los resultados se dan en unidades Sheffield.También se basa en este método el aparatoBendtsen, en el que se aplica el métodoestándar de SCAN P60:87. Se reporta enml/min.
Es necesario ser muy cuidadosos alcomparar resultados de aparatos comoGurley-Hill con los de Sheffield (figura 6) oBendtsen, ya que el primero mide el tiempo,en cambio los otros dos miden el flujo del aire.Esto hace que los valores altos en el Gurley-Hill, correspondan a papeles menos porosos(más cerrados). Sin embargo, en Sheffield oBendtsen, los valores altos corresponden aun papel más poroso, más abierto. Los valoresobtenidos en distinto equipo, no puedencompararse entre sí, ya que no sonequivalentes.
Figura 6. Equipo Sheffield, para medir la porosidad
29
En caso de querer determinar la poro-sidad real del papel, que es la relación entre elvolumen de aire y el volumen total del papel,se puede efectuar colocando una cantidaddeterminada de xileno en una probetagraduada (por ejemplo 80ml). Por otro ladose corta en pedazos pequeños un volumendeterminado de papel (VT), el cual se obtendrámultiplicando el área por su espesor.
Al xilenio que se encuentra en la probetase le agregan los pedazos de papel y seobservará en la probeta que el nivel de xilenioaumentará (Vs), con lo que se puede saber elespacio ocupado por el aire (Va) y por elmaterial sólido del papel (Vt - Va).
Volumen total del papel
Vt= Superficie x Espesor
Volumen de materias sólidas
Vs= Líquido desplazado en la probeta
Volumen de aire Va= Vt - Vs
Volumen de material sólido del papel
Vm= Vt - Va
Siendo la porosidad la relación entre el
volumen de aire y el volumen total del papel:
Porosidad
P= Va x 100 = Vt - Vs x 100 = (1 - Vs) x 100
Vt Vt Vt
En el laboratorio se determinó la
porosidad real de un papel bond de 65g/m2 y
de un papel couché de 90g/m2. Los resultados
fueron los siguientes:
Papel Bond
Area: 51612 mm2
Espesor: 4.05 puntos = 0.10287 mm
Vt: 51612mm2 x .10287mm =5309.4087mm3
Vs: 3ml = 3000mm3
P: (1 - 3000. 00mm3) x 100 = 43.49%
5309.40 mm3
Papel Couché
Area: 51612 mm2
Espesor: 3.016 puntos = 0.0767 mm
Vt: 51612mm2x 0.0767mm=
3953.8708 mm3
Vs: 3ml = 3000mm3
P: (1 - 3000.00 mm3) x 100 = 24.12%
39583.87mm3
30
E
ANUNCIO EXPO DISEÑO
31
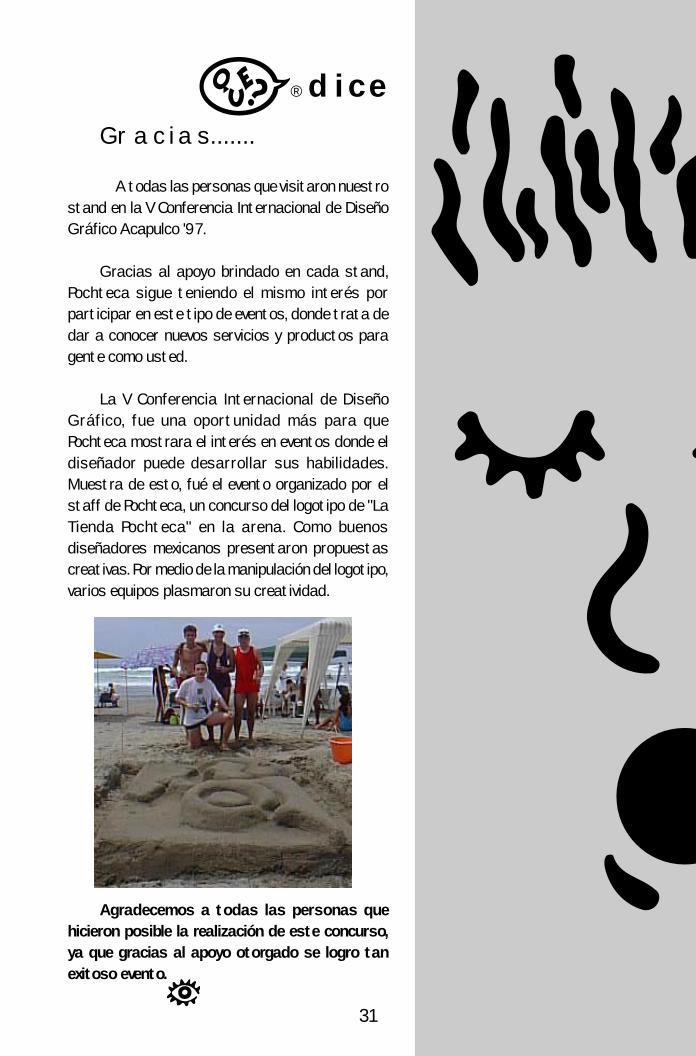
® diceGracias.......
A todas las personas que visitaron nuestrostand en la V Conferencia Internacional de DiseñoGráfico Acapulco '97.
Gracias al apoyo brindado en cada stand,Pochteca sigue teniendo el mismo interés porparticipar en este tipo de eventos, donde trata dedar a conocer nuevos servicios y productos paragente como usted.
La V Conferencia Internacional de DiseñoGráfico, fue una oportunidad más para quePochteca mostrara el interés en eventos donde eldiseñador puede desarrollar sus habilidades.Muestra de esto, fué el evento organizado por elstaff de Pochteca, un concurso del logotipo de "LaTienda Pochteca" en la arena. Como buenosdiseñadores mexicanos presentaron propuestascreativas. Por medio de la manipulación del logotipo,varios equipos plasmaron su creatividad.
Agradecemos a todas las personas quehicieron posible la realización de este concurso,ya que gracias al apoyo otorgado se logro tanexitoso evento.





![pochteca-english.com · 2020-01-08 · POCHTEC Consolidado Clave de Cotización: POCHTEC Trimestre: 4D Año: 2018 1 de 318 Información Financiera Trimestral [105000] Comentarios](https://img.pdfslide.es/doc/110x75/5f51e6c856b876730b0b82c4/pochteca-2020-01-08-pochtec-consolidado-clave-de-cotizacin-pochtec-trimestre.jpg)