Embed Size (px)
DESCRIPTION
caso
Citation preview

Introducción.
En la ciencia de materiales, el templado o temple es un tratamiento térmico
consistente en el rápido enfriamiento de la pieza para obtener determinadas
propiedades de los materiales. Se evita que los procesos de baja temperatura, tales
como transformaciones de fase, se produzcan al sólo proporcionar una delgada
ventana de tiempo en el que la reacción es a la vez favorable termodinámicamente y
posible cinéticamente. Es decir, se puede reducir la cristalización y por lo tanto
aumentar la tenacidad, tanto de aleaciones como de plásticos (producida a través de
polimerización).
En el área de la industria, es frecuentemente utilizado para endurecer el acero
mediante la introducción de martensita, en cuyo caso el acero debe ser enfriado
rápidamente a través de su punto eutectoide, la temperatura a la que la austenita se
vuelve inestable. En acero aleado con metales tales como níquel y manganeso, la
temperatura eutectoide se vuelve mucho más baja, pero las barreras cinéticas a
transformación de fase siguen siendo las mismas. Esto permite iniciar el temple a una
temperatura inferior, haciendo el proceso mucho más fácil. Al acero de alta velocidad
también se le añade wolframio, que sirve para elevar las barreras cinéticas y dar la
ilusión de que el material se enfría más rápidamente de lo que en realidad lo hace.
Tales aleaciones incluso al enfriarse lentamente en el aire tienen la mayoría de los
efectos deseados de temple.
El agua es el medio de enfriamiento más extendida, especialmente para aceros al
carbono y algunos aceros de baja aleación, pero no es el fluido ideal. Su acción puede
mejorarse con la adición de sustancias que elevan el punto de ebullición, por ejemplo
con NaCl o NaOH.
3

TEMPLE DE ACERO DEBAJO DEL AGUA.
El temple es un tratamiento térmico que, mediante el calentamiento y
enfriamiento a una velocidad controlada, varia las características mecánicas
(aumentar la dureza y resistencia), físicas (modificar el magnetismo remanente y la
resistencia eléctrica) y químicas (mejorar su comportamiento en los procesos de
recocido y frente a la acción de ciertos ácidos) del acero.
El acero se calienta por encima de la temperatura crítica inferior, unos 721ºC,
para que la perlita se disuelva en austenita. La temperatura de austenización debe ser
superior a la temperatura de transformación total de la ferrita en austenita y depende
de la composición del acero. Esta solución solida de hierro y carbono al enfriarse
repentinamente, la estructura cristalina se transforma de forma rápida y el carbono
queda incluido dentro de la red deformándola y endureciéndola, se transforma en
martensita. Esta micro-estructura es muy dura, frágil y tiene mayor resistencia a la
tracción que el acero perlítico. Cuanto mayor sea el contenido de carbono mayor
dureza adquiere. Después del temple siempre se suele hacer un revenido de la pieza
porque el acero queda muy inestable y para darle mayor ductilidad y tenacidad.
Se dice que un acero tiene buena templabilidad cuando puede ser completamente
endurecido con un enfriamiento relativamente lento. La buena templabilidad es muy
importante en el acero que debe ser tratado térmicamente, ya que la velocidad crítica
de enfriamiento para aceros ordinarios es muy rápida. Como el calor debe ser
extraído de una masa de metal a través del mismo, que está en contacto con el medio
de enfriamiento, la profundidad a la cual puede impartirse dureza es usualmente
limitada, debido a que el calor no puede retirarse de las porciones interiores los
suficientemente rápido como para exceder la velocidad de enfriamiento crítica. En
otro sentido, mientras el material este cerca de la superficie puede ser enfriado a una
velocidad mayor que la crítica, en las porciones interiores la velocidad de
enfriamiento puede ser mucho menor que la crítica, con el resultado que solamente
las porciones exteriores son endurecidas.
4

Con este tratamiento se mejoran las características mecánicas, aumentando:
Resistencia a la Tracción.
Límite Elástico.
Dureza Superficial.
A costa de disminuir:
Alargamiento.
Estricción.
Resiliencia.
También modifica las propiedades físicas (aumento del magnetismo remanente y
de la resistencia eléctrica) y las propiedades químicas (aumento de la resistencia a la
acción de ciertos ácidos). La temperatura del temple depende de la clase de acero, por
lo que se debe consultar a la casa suministradora.
Para los aceros corrientes suele ser:
- Hasta el rojo cereza oscuro 700 C para aceros duros.
- Hasta el rojo cereza 800 C para aceros de dureza media.
- Hasta el rojo cereza claro 900 C para aceros dulce.
Los factores que influyen en el temple del acero son los siguientes:
- Composición.
Tamaño del Grano.
Estructura.
Forma y tamaño de las piezas.
Estado superficial.
Medio de enfriamiento.
5

Todos ellos tienen gran importancia en el resultado final del tratamiento, por
ejemplo, para las mismas condiciones de enfriamiento, la dureza de los aceros de
carbonos templados es mayor cuando más alto es su porcentaje de carbono.
PORCENT
AJE DE
CARBONO
( %)
TEMPERAT
URA ( C )
PORCENT
AJE DE
CARBONO
( %)
TEMPERAT
URA ( C )
0,1 925 0,8 780
0,2 900 0,9 775
0,3 870 1,0 770
0,4 840 1,1 770
0,5 830 1,2 765
0,6 810 1,3 760
0,7 790 1,4 760
Figura 1. Temperatura de Temple para diferente Aceros.
Proceso
El temple de metales es una progresión: El primer paso está absorbiendo el
metal, es decir, calentamiento a la temperatura requerida. El remojo se puede hacer
por vía aérea (horno de aire), o un baño. El tiempo de remojo en hornos de aire debe
ser de 1 a 2 minutos para cada milímetro de sección transversal. Para un baño el
tiempo puede variar un poco más alto. La asignación de tiempo recomendado en
baños de sales o de plomo es de 0 a 6 minutos. Se debe evitar a toda costa el
calentamiento desigual o el recalentamiento. La mayoría de los materiales se
calientan desde cualquier lugar a 815 a 900 °C.
El siguiente paso es el enfriamiento de la pieza. El agua es uno de los medios
de enfriamiento más eficientes, donde se adquiere la máxima dureza, pero hay una
pequeña posibilidad de que se causen deformaciones y pequeñas grietas. Cuando se
6

puede sacrificar la dureza se utilizan aceites de ballena, de semilla de algodón o
minerales. Estos tienden a oxidarse y formar un lodo, que consecuentemente
disminuye la eficiencia. La velocidad de enfriamiento (velocidad de enfriamiento) de
aceite es mucho menor que el agua. Tasas intermedias entre el agua y el aceite se
puede obtener con agua que contiene 10-90 % UCON de Dow Chemical Company,
una sustancia con una solubilidad inversa que por lo tanto, los depósitos en el objeto
para ralentizar la velocidad de enfriamiento.
Para minimizar la distorsión, las piezas cilíndricas largas se templan
verticalmente; las piezas planas en el borde, y las secciones gruesas deben entrar
primero en el baño. El baño se agita para evitar las burbujas de vapor.
Fluidos de temple.
El enfriamiento necesario para lograr el temple correcto se consigue por
inmersión del acero, cuya temperatura se ha elevado en un medio refrigerante
adecuado: sólido, líquido o gaseoso. Los más utilizados son:
Agua: Se emplea a temperaturas no superiores a 20 C y en baños refrigerados en
los que se produce una circulación continua de líquido. Para disminuir la etapa de
enfriamiento, se agita ( el agua o la pieza) o se le añaden sales.
Aceite: Los aceites para temple, de origen mineral, pueden ser convencionales
(no aditivados) o especiales (aditivados). Se usan para temples de aceros de alto
porcentaje de carbono o bien aceros aleados.
Sales o metales fundidos: Tanto los metales fundidos (mercurio, plomo, etc.)
como ciertas sales (cloruro, nitratos, etc.) se emplean como medios de enfriamiento
en los tratamientos isotérmicos.
Gases: Las piezas se pueden enfriar mediante gases, pero este medio sólo es
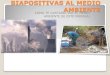
eficaz en aceros de auto temple. Figura
7

Figura 2. Velocidad de enfriamiento para medios diferente.
Tipos de temple:
Según el proceso seguido y los resultados obtenidos, existen varios tipos d
temple para el acero que se describen a continuación.
Temple estructural o martensítico: La temperatura se eleva hasta unos 50 C por
encima de la crítica y se mantiene el tiempo necesario. Sigue un enfriamiento rápido
y continuo en el medio adecuado. El constituyente final es martensita sola si el acero
es hipoeutectoide (menos del 0,89% de carbono), o cementita si es hipereutectoide
(más del 0,89% de carbono).
Martempering: Tratamiento isotérmico, llamado temple escalonado martensítico,
que consiste en calentar el acero a la temperatura de autenización, hacerlo
permaneciendo en ella el tiempo necesario y enfriarlo después rápidamente de un
baño de sales hasta la temperatura de inicio d transformación de la austenita en
martensita, en la cual se mantiene ( permanencia isotérmica) hasta que toda la masa
adquiere esa temperatura. A continuación se enfría el aire. Las principales ventajas de
este tratamiento consisten en que elimina las tensiones producida por la
8

transformación y, como consecuencia, minimiza las deformaciones y grietas de
temple. Se aplica a herramientas, rodamientos, engranajes, troqueles, etc.
Austempering: Tratamiento isotérmico denominado temple escalonado bainítico.
Proceso parecido al de martempering si bien la permanencia isotérmica se realiza a
mayor temperatura, transformándose la austenita en bainíta. Su ventaja principal es la
de que, como las tensiones internas propias de la transformación son en él muy
débiles, resulta una deformación mínima y libre de las grietas microscópica del
temple. El enfriamiento se efectúa de forma tal que se evita la formación en la zona
superior austenita-perlita, la transformación austenita-martensita. Se aplica a muelle,
alambres, piezas pequeñas, etc.
Denominaciones complementarias: Según el modo de realizar el temple, la
denominación puede complementarse.
Según el modo de enfriamiento (severidad del temple)
Temple al aire.
Temple en niebla.
Temple por aspersión o rociado de líquido (Quenchig).
Temple en aceite.
Temple en agua.
Temple en solución salina.
Temple en agua con aditivos.
Temple en baño de plomo o de otro metal.
Temple en baño de sales.
Temple en matices metálicas.
El proceso de temple consta esencialmente de dos fases, una fase de
calentamiento y otra fase de enfriamiento.
9

El calentamiento hasta la temperatura máxima se debe iniciar estando el horno
está a baja temperatura y a ser posible, a la temperatura ambiente; la elevación de
temperatura debe ser uniforme en toda la pieza, esto se consigue elevando la
temperatura del horno lo más lentamente posible.
Por ejemplo para los aceros al carbono, la elevación de temperatura hasta 850°C
debe durar como mínimo un minuto por milímetro de espesor o diámetro de la pieza;
el tiempo de permanencia a la máxima temperatura, también influye en el crecimiento
del grano y, por lo tanto, debe reducirse todo lo posible, se calcula que es suficiente
una permanencia de uno o dos minutos por cada milímetro de espesor de la pieza,
para conseguir la austenización completa en el acero, las piezas deben sumergirse en
una mezcla de carbón granulado dentro de una caja de acero herméticamente cerrada
para evitar descarburación y oxidación de las piezas.
Como norma general la velocidad de calentamiento (calentamiento a la
temperatura máxima y permanencia a dichas temperaturas), es moderada, se requiere
una hora de calentamiento por cada 2 mm, de espesor o dimensión transversal media
de la pieza.
La temperatura de calentamiento depende del contenido de carbono, para los
aceros hipoeutectoides es superior al punto crítico Ac3 del diagrama de equiblio Fe.
En general esta temperatura la señala el proveedor y normalmente es de unos 40 o
50°C por encima del punto crítico Ac3.
El enfriamiento tiene por objeto transformar la totalidad de la austenita formada
en otro constituyente muy duro denominado martensita; aunque en alguna variedad
de temple el constituyente final deseado es la Bainita.
El factor que caracteriza a la fase de enfriamiento es la velocidad de enfriamiento
mínima para que tenga lugar la formación de martensita, ésta se denomina velocidad
crítica de temple.
10

El contenido de carbono del acero influye a la vez en la temperatura y en la
velocidad crítica de temple. La temperatura de temple es tanto más baja cuanto más
se aproxima el acero a la composición eutectoide. Los elementos de aleación
provocan una inercia en las transformaciones, retardando el inicio y el final de las
mismas, con aumentos del tiempo empleado.
Al modificar la estructura cristalina, el temple provoca variaciones en las
propiedades mecánicas y tecnológicas del acero, algunas de ellas mejoran (dureza, y
resistencia mecánica), mientras que otras, por el contrario empeoran (fragilidad,
tenacidad y conductividad eléctrica).
Problemas y causas que se presentan en el temple de los aceros.
PROBLEMA CAUSA
Ruptura durante el enfriamiento
Enfriamiento muy drásticoRetraso en el enfriamientoAceite contaminadoMala selección del AceroDiseño inadecuado
Baja dureza después del temple
Temperatura de temple muy bajaTiempo muy corto de mantenimientoTemperatura muy alta o tiempos muy largosDecarburación del AceroBaja velocidad de enfriamientoMala selección del acero (Templabilidad)
Deformación durante el temple
Calentamiento disparejoEnfriamiento en posición inadecuadaDiferencias de tamaño entre sección y continuas
Fragilidad excesivaCalentamiento a temperatura muy altaCalentamiento irregular
Figura 3. Problemas y causas que se presentan en el temple de los aceros.
11

Dos tipos de fluidos los que no hierven:
Hay que distinguir dos tipos de fluidos los que no hierven: aire y sales fundidas, y
los que hierven. En los primeros el enfriamiento es relativamente uniforme, pero en
los líquidos refrigerantes que hierven se producen tres etapas:
En el primer contacto del medio con la pieza se forma una película de vapor
que aísla la pieza (Efecto Leidenfrost), lo que provoca un enfriamiento
relativamente lento.
Cuando la película se rompe, el líquido nuevo toca la pieza de trabajo, que
absorbe el calor latente de evaporación y, por tanto alcanza la máxima
eliminación de la energía.
Por debajo de la temperatura de ebullición, hay una disminución en la
eliminación de calor.
El agua es el medio de enfriamiento más extendida, especialmente para aceros al
carbono y algunos aceros de baja aleación, pero no es el fluido ideal. Su acción puede
mejorarse con la adición de sustancias que elevan el punto de ebullición, por ejemplo
con NaCl o NaOH.
El aceite mineral es adecuado para aceros aleados de baja y media, que es capaz
de formar austenita estable y luego transformada con una baja velocidad crítica de
endurecimiento. Es más cerca del fluido ideal, reduciendo la tensión interna y
defectos del temple.
El aire se recomienda para alta aleación y las piezas complejas de baja o media
aleación.
Las sales fundidas, adecuado para piezas relativamente pequeñas y de acero bien
templado, especialmente aconsejable en tratamientos sustitutivos de temple
isotérmico.
12

Conclusión.
Más del 90% de las operaciones de tratamiento térmico se llevan a cabo en el
acero. Con mucho el proceso más común es el endurecimiento. El endurecimiento del
acero se basa en el cambio en dos etapas que tiene lugar cuando la austenita se
transforma en ferrita y cementita. Cuando esta transformación tiene lugar con
enfriamiento lento, el hierro cambia y la cementita se precipita saliendo de la
solución, ya que la solubilidad de la cementita en hierro es muy inferior comparada
con la del hierro. Como ya hemos visto, esa precipitación requiere tiempo. Si el acero
que ha sido calentado o templado al estado austenítico se enfría muy rápidamente
sumergiéndola en un medio de enfriamiento tal como el agua, la transformación
tendrá lugar (a veces en forma parcial) tan rápidamente, que la cementita no tiene
tiempo de precipitar de la solución.
Por lo tanto, para endurecer el acero, es necesario llenar dos condiciones.
Primero, debe ponerse en condición austenítica. Segundo debe entonces enfriársele,
rápidamente para suprimir la precipitación de la cementita que normalmente
acompaña a la transformación. Esta velocidad de enfriamiento que suprime
exactamente la precipitación, a la cual se le llama Velocidad de Enfriamiento Crítica.
13

14