Embed Size (px)
Citation preview

CALIDADCALIDAD
óIntroducción y fundamentos numéricos
CALIDAD
Conjunto de cualidades de un producto oun proceso que hacen que sea más oun proceso que hacen que sea más omenos aceptable para quién lo consume.La calidad no es “algo” que se puedag q pañadir al producto a nivel decomercializador, de mayorista o de
d d I l t d l i lexpendedor. Involucra todos los niveles ypasos del proceso productivo, desdematerias primas proceso empaquematerias primas, proceso, empaque,conservación y transporte.
SECUENCIA DE GENERACIÓN DEL CONCEPTO DE “CONTROL DE CALIDAD”
ClienteConocerloConocerlo Identificar correctamente lo que necesita Reconocer que tiene opcionesq p
ExpectativasTraducirlas a lenguaje técnico Formularlas como especificaciones Cumplimiento de normas leyes.
SECUENCIA DE GENERACIÓN DEL CONCEPTO DE “CONTROL DE CALIDAD”
ProcedimientoLinea baseLinea base, Referencia o especificación Medición estadísticamente correcta Capacidad de reacción y capacidad de prevención
Cultura de calidadPrestigio de una marca Captación de mercado Responsabilidad socialResponsabilidad social Trascendencia de la marca Mejora continua.Mejora continua.
CLASIFICACIÓN DE DEFECTOS Y SU ÓPONDERACIÓN
El cliente es sensible a la calidad pero no puededefinirla y frecuentemente tampoco puedey p pmedirla.Es nuestro trabajo representarlo.
áLa prioridad está en la inocuidadAl mismo tiempo pero sin descuidar lainocuidad está el desempeño del productoinocuidad, está el desempeño del producto.El valor es importante y eso debe justificar losesfuerzos por mejorar la eficiencia en laesfuerzos por mejorar la eficiencia en laproducción.
CARACTERÍSTICAS DE CALIDAD DEL PROCESO
CriticoAmenaza de muerte o enfermedad.Amenaza de muerte o enfermedad.Perdida total de funcionalidad
MayorFalla de producto
MenorP d f i d d i fProducto funciona pero de modo imperfecto
IncidentalAlgo de poca importancia que no afecta alAlgo de poca importancia que no afecta al desempeño
CALIDAD DE DISEÑO Y CALIDAD REALCALIDAD DE DISEÑO Y CALIDAD REAL
A la luz de todo lo anterior, es decir:ClienteExpectativasMercadosMetodología de medicióngObjetivos de la empresa.
Se hace un “diseño” de producto y proceso cuyodesempeño podría ser diferente cuando se aplica a escaladesempeño podría ser diferente cuando se aplica a escala“real”. (“Planear para el desastre”, improvisar)
Evidentemente ,esto no es lo correcto. En efecto, para lograrla “buena calidad”, la calidad real debe estar garantizada, gdesde el diseño
CALIDAD DE DISEÑO Y CALIDAD REALCALIDAD DE DISEÑO Y CALIDAD REAL
Se hace un “diseño” de producto yi i d ñproceso a conciencia cuyo desempeño
se aplica a escala realNormalmente se hace el diseño “real”después de explorar varios diseñosdespués de explorar varios diseñospreliminares.

La certificación en calidad
Certificación M jCertificación de Calidad
Mejora Continua

ORGANISMOS DE CERTIFICACIÓN DE CALIDAD DE PROCESOS
ISO 9000OHSASetcetc
CONTROL ESTADÍSTICO DE PROCESOSCONTROL ESTADÍSTICO DE PROCESOS
El “Control Estadístico de Procesos” nació a finales de losaños 20 en los Bell Laboratories. Su creador fue W. A.Shewhart quien en su libro “Economic Control of QualityShewhart, quien en su libro Economic Control of Qualityof Manufactured Products” (1931) marcó la pauta queseguirían otros discípulos distinguidos (Joseph Juran,W E Deming Ishikawa etc )W.E. Deming, Ishikawa, etc.).
Sobre este libro han pasado más de 70 años y sigueso p endiendo po s f esc a act alidad Res ltasorprendiendo por su frescura y actualidad. Resultaadmirable el ingenio con el que plantea la resolución deproblemas numéricos pese a las evidentes limitaciones delos medios de cálculo disponibles en su épocalos medios de cálculo disponibles en su época.
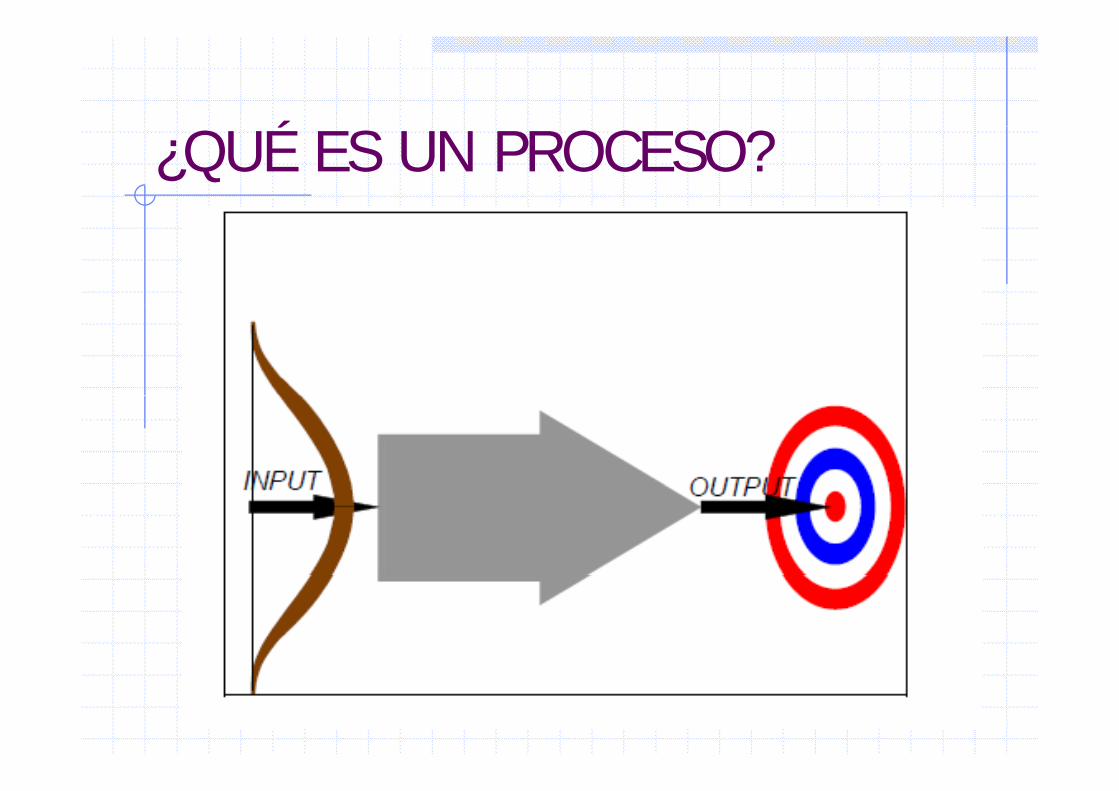
É¿QUÉ ES UN PROCESO?
¿POR QUÉ VARÍAN LOS PROCESOS?
Un proceso industrial está sometido a una seriede factores de carácter aleatorio que hacenqimposible fabricar dos productosexactamente iguales.
Dicho de otra manera, las características delproducto fabricado no son uniformes y presentanp y puna variabilidad. Esta variabilidad esclaramente indeseable y el objetivo ha de serreducirla lo más posible o al menosreducirla lo más posible o al menosmantenerla dentro de unos límites.
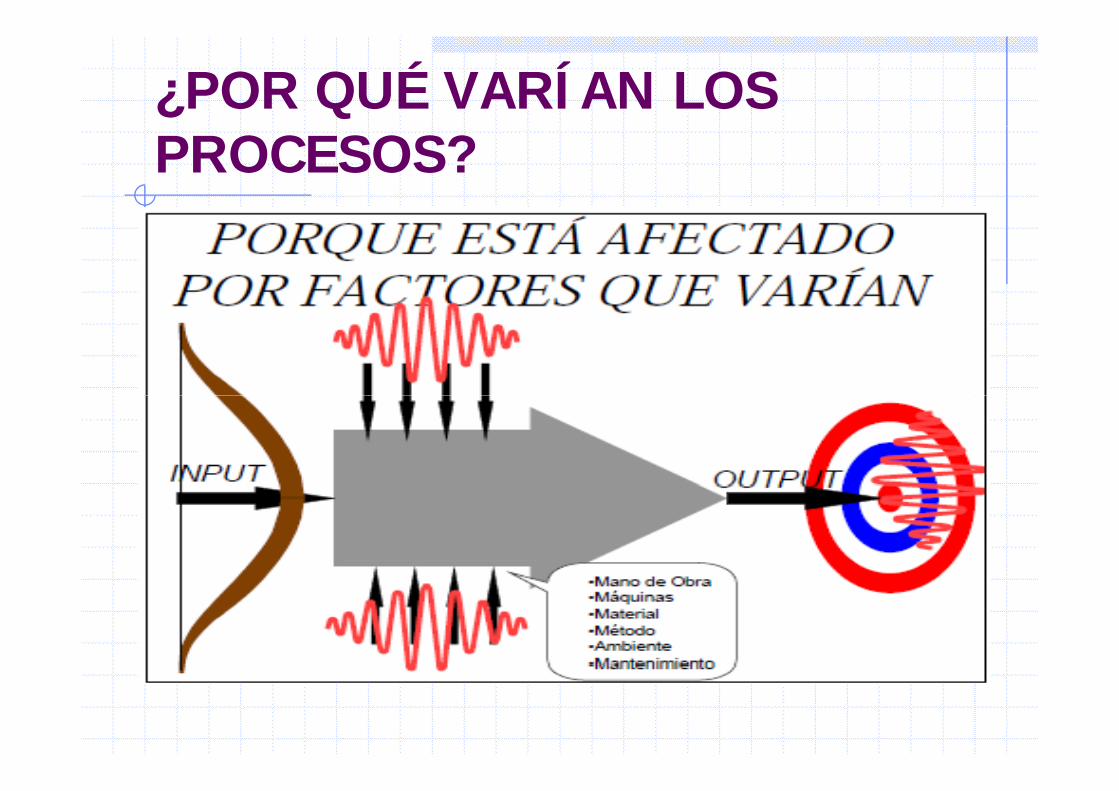
¿POR QUÉ VARÍAN LOS PROCESOS?
ÍLAS FILOSOFÍAS DE CALIDAD.
Ante la necesidad de orientar el crecimiento de laempresa en un mercado cada vez más globalizado yempresa en un mercado cada vez más globalizado ycompetitivo, los expertos resumen sus experiencias ysus conocimientos académicos en filosofías.
ÍLAS FILOSOFÍAS DE CALIDAD.
Los “Gurús” de la teoría de CCSus antecedentes teóricos y laborales sonsimilares (cuando no los mismos), por las a es (cua do o os s os), po ainfluencia del trabajo del Dr. Shewhart(1931) en la industria y en la aplicación(1931) en la industria y en la aplicaciónde la estadística. Por ello las filosofías se
h t iparecen mucho entre si.
ÍLAS FILOSOFÍAS DE CALIDAD
Crosby: Ingeniero, “..es mas baratoh l bi l i ”hacerlo bien a la primera”Deming: Físico y Estadístico. La calidade g s co y stad st co a ca daddebe ser especificada y definida por elconsumidor Componentes comunes yconsumidor. Componentes comunes yespecíficos.
ÍLAS FILOSOFÍAS DE CALIDAD.
Feigenbaum. Ing. Especialista enT l í El hTecnología. El recurso humano esbásico en el control de calidadIshikawa. Químico. Recoleccióncontínua de muestras y análisiscontínua de muestras y análisisestadístco. Círculos de Calidad.Juran. Ing. Y Estadístico. Planear para la calidad.
ÍLAS FILOSOFÍAS DE CALIDAD.
El trabajo de los grandes teóricos del Control de calidad sedesempeñó en el mismo tipo de industria, la metal-mecánica,con particular enfoque en la automotriz.
El contraste entre las culturas oriental y occidental permitióencontrar la relevancia del “factor humano” como agenteencontrar la relevancia del “factor humano” como agenteprincipal de la construcción de la calidad.
Se reconocieron la existencia y los papeles del “cliente” y delSe reconocieron la existencia y los papeles del cliente y del“proveedor” como elementos inevitables y determinantes de lacadena de abasto, tanto en la industria de la transformacióncomo en las de servicioscomo en las de servicios.
ÍLAS FILOSOFÍAS DE CALIDAD.
La “empresa” se redefinió como organismomultidisciplinario en el que el liderazgo lamultidisciplinario en el que el liderazgo , lavisión y los valores debían orientarse hacia la“calidad” como requisito para la permanenciacalidad como requisito para la permanenciay el progreso en el mercado.
Así, el concepto de “calidad” trasciende elámbito de la industria de la transformación yencuentra aplicación en toda actividad socialy profesional.
FILOSOFÍAS DE CALIDAD. ENSEÑANZAS CLAVE.
Hay consenso en la definición de “calidad”. Lasvariaciones semánticas en las definiciones no
l l i l d “ li ”ocultan el concepto universal de “cliente” comoentidad capaz de elegir productos y servicios parasatisfacer sus expectativas.pSe reconoce la mayor utilidad y economía delenfoque preventivo en lugar del correctivo en losprocesos en general para evitar que artículosprocesos en general para evitar que artículosdefectuosos lleguen al cliente.Se reconoce y se enfatiza la necesidad deycuantificar, de establecer metas y objetivosmedibles.
FILOSOFÍAS DE CALIDAD. ENSEÑANZAS CLAVE.
Se asignan costos a la calidad, pero en elsentido de que el mayor costo está en elsentido de que el mayor costo está en elincumplimiento de las expectativas del cliente.La estadística aplicada se convierte en laLa estadística aplicada se convierte en laherramienta universal para soportar el control yla mejora.La gerencia como entidad en la que reside elpoder para guiar, autorizar e invertir en la
ñ l l i i l f tempresa se señala como el principal factor parael desarrollo de la cultura de calidad.
FILOSOFÍAS DE CALIDAD. ENSEÑANZAS CLAVE.
Se establece que el desarrollo de la empresahace indispensable demostrar conservar yhace indispensable demostrar, conservar yaprovechar la experiencia mediante el registrometódico de sus operaciones .p
Como todos los relacionados con la empresapson responsables por la calidad, la selección, laadministración y la capacitación del personali l id l d d iincluido el proveedor , adquieren mayorrelevancia.
FILOSOFÍAS DE CALIDAD. ENSEÑANZAS CLAVE.
Todas las filosofías enfatizan la naturaleza “cíclica”de la cultura de la calidad ,porque plantean una“ j i ” l d d l ió d“mejora continua” como resultado de la gestión dela calidad que lleva a revisar lo logrado como basepara encontrar más oportunidades de alejarse dep p jla competencia y satisfacer al cliente.
L fi lid d d t d t difi i t lLa finalidad de todo este edificio conceptual es quesu ejecución garantice la conservación de laempresa , creando valor y trascendiendo en elp , ymercado.
ASEGURAMIENTO DE CALIDAD
Históricamente “calidad” significaba“inspección”. La “inspección “ no siempreinspección . La inspección no siempreaporta un medio de control o deprevención.Los costos de calidad , una vezdescubiertos , forzaron la orientación de la,función de “calidad” como parte de laempresa, hacia la “prevención”.“Aseguramiento” implica muchas cosas.
ASEGURAMIENTO DE CALIDAD
Es el acto de asegurar que el producto estáEs el acto de asegurar que el producto estáhecho de tal manera que el consumidor lopuede adquirir y usar sin dudar de supuede adquirir y usar sin dudar de sudesempeño durante toda la vida útil delproducto.
Las actividades sistemáticas llevadas a cabo porpun productor para garantizar la satisfaccióntotal de la calidad esperada por el consumidor.
ASEGURAMIENTO DE CALIDAD
Es la actividad que proporciona a todos losinteresados, la evidencia necesaria parainteresados, la evidencia necesaria paraque exista la confianza de que la funciónde calidad se lleva a cabo adecuadamente.
Puntos criticos de control: puntos delPuntos criticos de control: puntos delproceso en los cuales se pueden controlar,eliminar o prevenir los riesgos físicos,
í b ló lquímicos , microbiológicos o alergenicospara asegurar la inocuidad del producto.
ASEGURAMIENTO DE CALIDAD
Costo de la calidad: es el costo de la mala calidad. Se integra así:Falla interna : merma, reproceso, analisis de fallas, merma yreproceso por parte del proveedor inspecciòn al 100% para finesreproceso por parte del proveedor, inspecciòn al 100% para finesde selección, reinspeccion, perdidas prevenibles (como peso netoexcesivo), reclasificación a un nivel inferior de calidadFalla externa: garantias ajustes de costo por quejasFalla externa: garantias, ajustes de costo por quejas,devoluciones, descuentos,Costos de evaluacion: pruebas y ensayos de materias primas.Inspección y evaluación durante el proceso, inspección yp y p , p yevaluación al final del proceso, auditorias de calidad,mantenimiento del equipo de medicion, evaluación de materiasprimas y productos almacenados.C t d i l ifi ió d l lid d i i dCostos de prevencion: planificación dela calidad, revision denuevos productos, planificación de procesos, auditorias de calidad,evaluación de proveedores, entrenamiento.
BMP o GMP
(Better Management Practices o Good ManagementPractices)Basado en Federal Food Drug and Cosmetic act. 1938.Requieren que fabricantes, procesadores y empacadoresde drogas equipo medico alimentos y bancos de sangrede drogas, equipo medico, alimentos y bancos de sangretomen pasos proactivos para asegurar que sus productosson seguros, puros y efectivos.
l d d h lEstas reglas requieren una actitud orientada hacia lacalidad en fabricación, con el objeto de eliminarcontaminación, confusión o mezclado involuntario y
lerrores en general.
BPM o cGPM
Esto a su vez protege al consumidor de adquirir productosque no sean efectivos o incluso peligrosos.L b i d l GMP d dLa no observancia de las normas GMP pueden dar porresultado “recall”, confiscaciones, cierres, multas y prisión.Las normas gmp incluyen registros, capacitación y
f ó d l l d d l f ócertificación del personal, sanidad, limpieza, verificaciónde los equipos, validación de procesos y manejo dequejas.Los requisitos suelen ser muy abiertos para permitir a losindustriales decidir individualmente como implantar loscontroles necesarios.
BMP o GMP
Aunque esto da flexibilidad, esi di bl l i i tindispensable que los requerimientos seinterpreten correctamente => esindispensable estar actualizado.A veces se añade la letra “c” paraA veces se añade la letra c paraindicar "current,“ recordando alf b i t d b lfabricante que debe usar los recursostecnológicos y científicos más recientes
HACCP
El sistema HACCP (Hazard Analysis:C iti l C t l P i t ) f d ll dCritical Control Points) fue desarrolladoen para monitorear la producción dealimentos para los vuelos espaciales enpuntos críticos y desarrollar métodospuntos críticos y desarrollar métodospara eliminar riesgos potenciales en losalimentosalimentos.
HACCP
Es un instrumento para evaluar los peligros yestablecer sistemas de control que se centranestablecer sistemas de control que se centranen la prevención en lugar de basarseprincipalmente en el ensayo del productoprincipalmente en el ensayo del productofinal. Todo sistema de HACCP es susceptiblede cambios que pueden derivar de losde cambios que pueden derivar de losavances en el diseño del equipo, losprocedimientos de elaboración o el sectorprocedimientos de elaboración o el sectortecnológico
HACCP
Puntos críticos de control: puntos dell l dproceso en los cuales se pueden
controlar, eliminar o prevenir los riesgosfísicos, químicos , microbiológicos oalergénicos para asegurar la inocuidadalergénicos para asegurar la inocuidaddel producto.
HACCP
El costo de la mala calidad se integra así:
Falla interna : merma, reproceso, analisisde fallas, merma y reproceso por parte delproveedor, inspección al 100% para fines deselección, reinspección, perdidas prevenibles(como peso neto excesivo), reclasificación aun nivel inferior de calidad.
HACCP
El costo de la mala calidad se integra así: (Continuación)
Falla externa : garantias, ajustes de costo por quejas, devoluciones, descuentos, Costos de evaluacion: pruebas y ensayos de materiasCostos de evaluacion: pruebas y ensayos de materias primas. Inspección y evaluación durante el proceso, inspección y evaluación al final del proceso, auditorias de calidad, mantenimiento del equipo de medicion,
ó, q p ,
evaluación de materias primas y productos almacenados.Costos de prevencion: planificación dela calidad, revision de nuevos productos, planificación de procesos, p , p p ,auditorias de calidad, evaluación de proveedores, entrenamiento.
HACCPPROGRAMA HACCP. PANORAMA GENERALTarea sistemática destinada a asegurar que todos los productos obtenidos estánlibres de contaminantes microbiológicos, químicos, físicos y alérgicos.
Se basa en los requerimientos promulgados por el gobierno federal como un medio paradesarrollar y asegurar un abasto de alimentos inocuos.
El programase divide en varias partes:1. Análisis y evaluación de los riesgos.: Materias primas y productos.2 A áli i d2. Análisis de procesos3. Identificación de puntos críticos de control4. Establecimiento de límites críticos5. Desarrollo de procedimientos de vigilancia6. Desarrollo de acciones correctivas7. Desarrollo de procedimientos de verificación8. Procedimientos de conservación de registros9. Programa de auditoría.9. Programa de auditoría.
Industria Empresas Industria alimentos
balanceados
pproductoras de
pie de críaFarmacéutica
Sitios 1Sitios II
Granjas de Ciclo completoSitios II
Sitios III
Ciclo completo
Rastros:RecepciónMatanza
EnfriamientoEnfriamientoCortes
Empacadoras Carnicerías Supermercados
CONSUMIDOR
ÍFUNDAMENTOS ESTADÍSTICOS.
Para el entendimiento del Control Estadístico deProcesos no es necesario ser un experto en estadística,Procesos no es necesario ser un experto en estadística,pero es preciso recordar al menos los puntos que sedescriben a continuación.
óPoblación y Muestra
Población: Conjunto de individuos quet l t í ticomparten al menos una característica
común.Muestra: Subconjunto de unapoblaciónpoblación.
ÓVARIACIÓN
Diferencias entre objetos, atributos ei di idindividuos.El estudio de la variación describe a unaestud o de a a ac ó desc be a u apoblación complementando a la mediaaritméticaaritmética.Puede haber Variación Discreta yVariación Contínua.
ÓVARIACIÓN
Variación Discreta: Atributos.Binomial.Poisson.
Variación contínua: MedicionesVariación contínua: Mediciones.Básicamente pesos y medidas.Básicamente pesos y medidas.
ó ó¿Cómo se mide la Variación?
Para variación Contínua.
Rango o Amplitud. R=Máx- Míng
Varianza NX
XXi
N
ii ∑ ∑∑ −
=−
= =
22
1
2
2
)()( μσ
Desviación estándarNN
σ
2σσ =Desviación estándar
ó ó¿Cómo se mide la Variación?
Para variación Binomial.
Varianza pq=2σDesviación estándar 22 σσσσ ===
pqqσDesviación estándar pqpq σσσσ ===
ó ó¿Cómo se mide la Variación?
Error Estándar: ns
ns
X ==2
σ
Coeficiente de Variación: σ=CVCoeficiente de Variación:
μ=CV
ÍFUNDAMENTOS ESTADÍSTICOS.
Distribución Normal o Campana de Gauss.L di ib ió l d d l lLa distribución normal es desde luego lafunción de densidad de probabilidad“estrella” en estadística. Depende de dosparámetros μ y σ, que son la media y laparámetros μ y σ, que son la media y ladesviación estándar respectivamente.
ÍFUNDAMENTOS ESTADÍSTICOS.
Tiene una forma acampanada (de ahí su nombre)y es simétrica respecto a μ Llevando múltiplos dey es simétrica respecto a μ. Llevando múltiplos deσ a ambos lados de μ, nos encontramos con queel 68% de la población está contenido en unel 68% de la población está contenido en unentorno 1σ alrededor de μ, el 95% de lapoblación está contenido en un entorno 2σpoblación está contenido en un entorno 2σalrededor de μ y que el 99,73% está comprendidoen 3σ alrededor de μen 3σ alrededor de μ..
ÍFUNDAMENTOS ESTADÍSTICOS.
Distribución Normal o Campana de Gauss. Es posibleestablecer la distancia de un valor X con respecto a lamedia en unidades de desviación estándar, basta dividir ladiferencia entre X y μ entre la desviación estándar σ,
Xσ
μ−=
XZY con ese valor podemos establecer que proporción de lapoblación es menor o mayor a ese valor
σpoblación es menor o mayor a ese valor
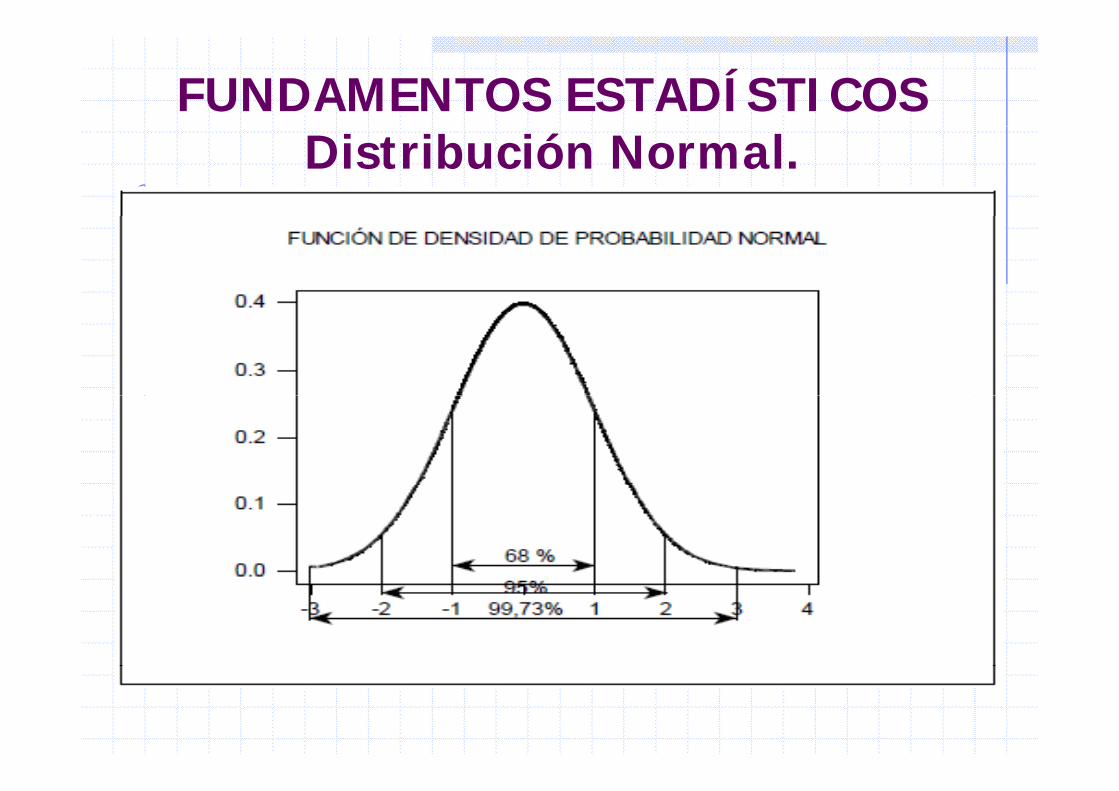
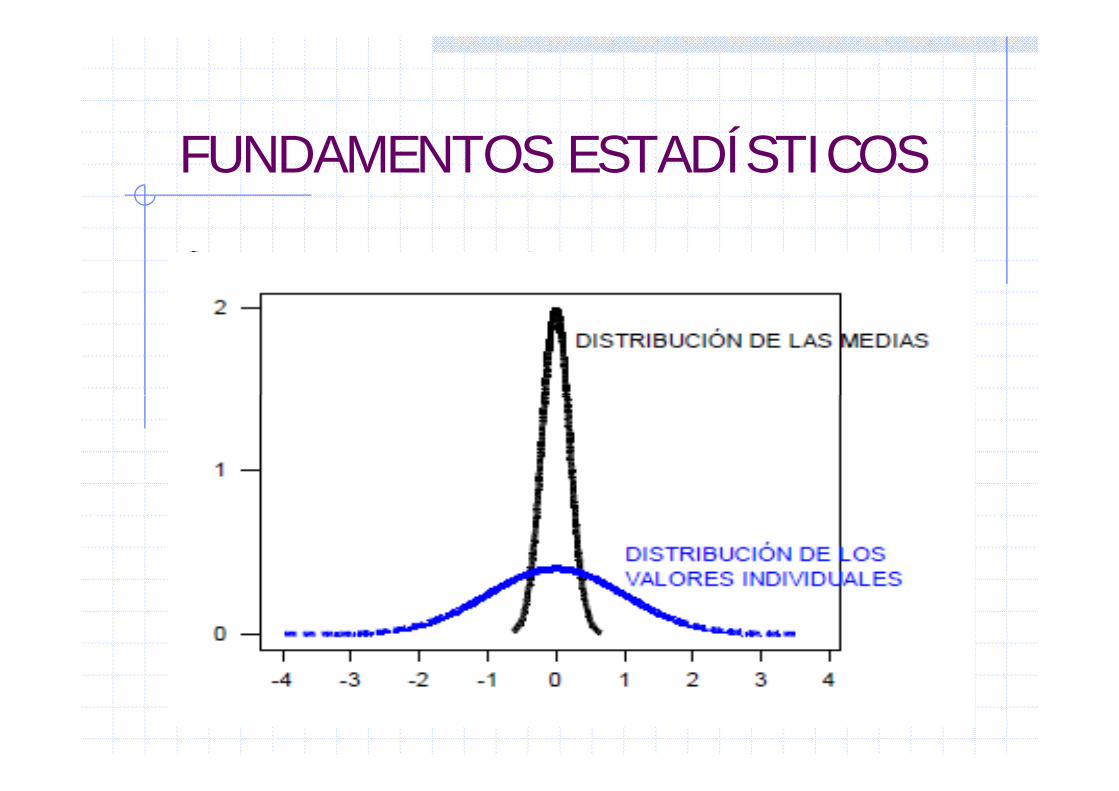
FUNDAMENTOS ESTADÍSTICOSDistribución Normal.
Teorema del Límite CentralTeorema del Límite Central
Conceptos básicos:Distribución Muestral de la MediaDistribución Muestral de la MediaEs la distribución probabilística det d l di t ltodas las medias muestralesposibles todas ellas de tamaño n.posibles, todas ellas de tamaño n.
Teorema del Límite CentralTeorema del Límite Central
Dado que:
La variable aleatoria x tiene una distribución (quepuede ser o no normal) con media µ y desviaciónestándar σ.
Todas las muestras posibles (todas del mismop (tamaño n) se seleccionan aleatoriamente de lapoblación de valores x.población de valores x.
Teorema del Límite CentralTeorema del Límite Central
C l iConclusiones
1 La distribución muestral de las medias1.-La distribución muestral de las mediasx se aproximará a la distribución normalconforme se incremente el tamaño de lasmuestras (n).
2. La media de las medias será µ.
3. La desviación estándar de las mediasmuestrales se aproximará a σmuestrales se aproximará a
n
T d l Lí it C t lTeorema del Límite Central
Reglas Prácticas Comunmente Usadas
E t d t ñ 30 ( 30) lEn muestras de tamaño mayor a 30 (n>30) ladistribución de las medias muestrales se aproximarazonablemente bien a una distribución normal Estarazonablemente bien a una distribución normal. Estaaproximación es mejor conforme aumenta n.
Si la población original se distribuye normalmente, lasmedias muestrales se distribuirán normalmente aunen medias obtenidas de muestras con n<30.
NotaciónNotaciónLa media de las medias muestrales
µx = µLa desviación estándar de la media
µx µLa desviación estándar de la media
muestralσ nxσσ =
(También conocida como el error estándar de la media)
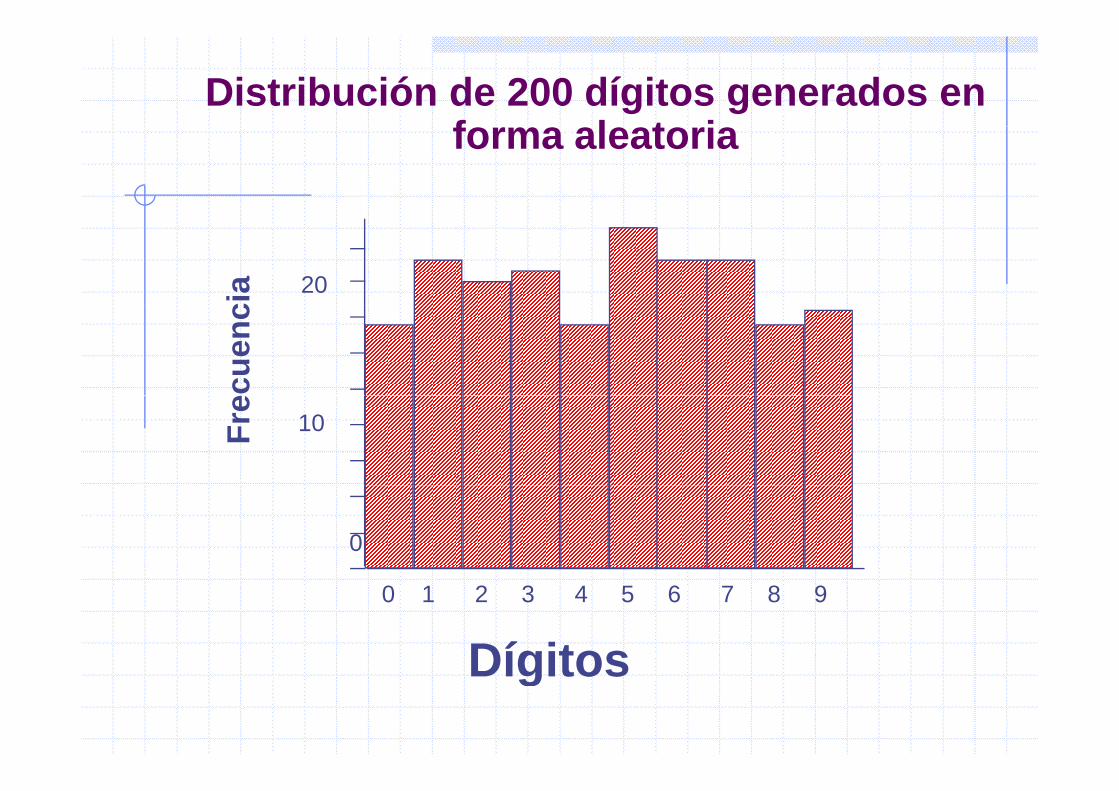
Distribución de 200 dígitos generados en f l t iforma aleatoria
20
cia
cuen
c
10Fre
0
0 1 2 3 4 5 6 7 8 9
DígitosDígitos
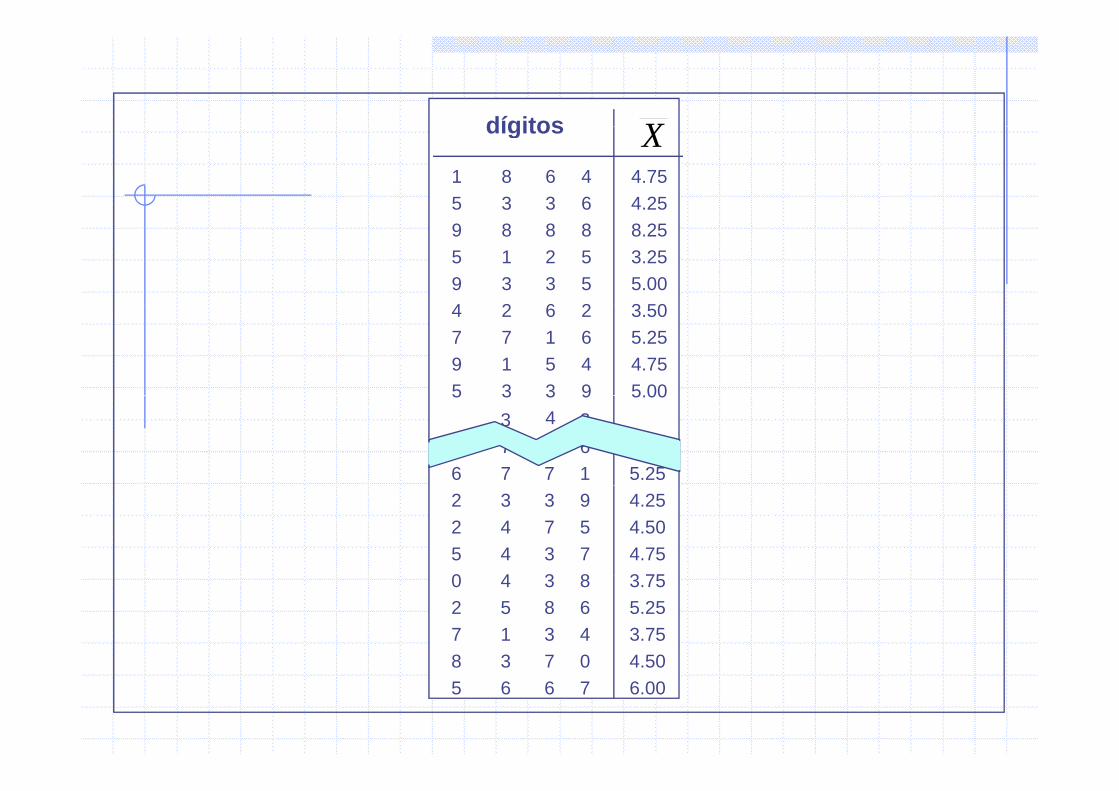
dígitos X15
83
63
46
4.754.25
dígitos X
9594
8132
8236
8552
8.253.255.003 504
795
2713
6153
2649
3.505.254.755.005
73 3
46
9 5.00
26
377 7
261
4.005.25
2250
3444
3733
9578
4.254.504.753 750
278
4513
3837
8640
3.755.253.754 508
536
76
07
4.506.00
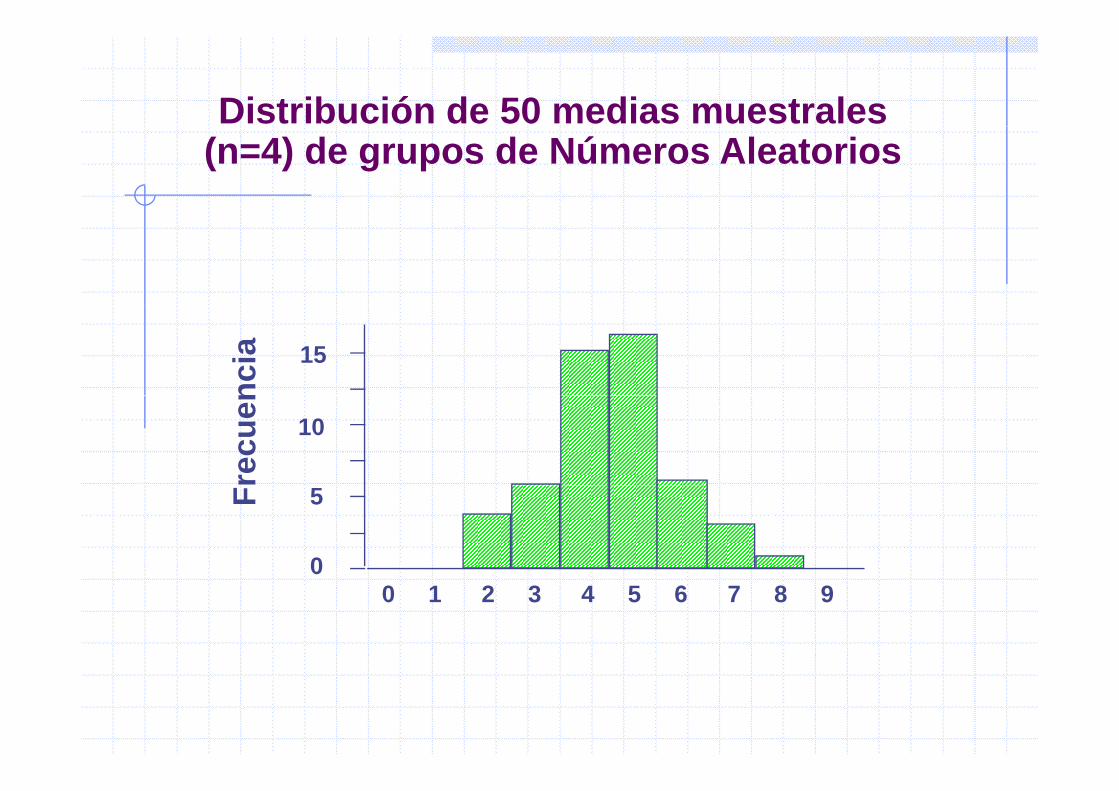
Distribución de 50 medias muestrales(n=4) de grupos de Números Aleatorios
ncia 15
10
recu
en
0
F 5
0 1 2 3 4 5 6 7 8 9
Al incrementarse el tamaño de lamuestra mejora la aproximación,la distribución muestral de lasla distribución muestral de lasmedias muestrales se aproximamejor a la distribución normalmejor a la distribución normal.
ÍFUNDAMENTOS ESTADÍSTICOS
El teorema del Límite Central (C ti ió )(Continuación)
ÍFUNDAMENTOS ESTADÍSTICOS
XZ σμ−
=
nσ
ÍFUNDAMENTOS ESTADÍSTICOS
Si despejamos n de la ecuación anteriorpodemos determinar de que tamaño debe serpodemos determinar de que tamaño debe seruna muestra n para encontrar diferencias dela magnitud (X μ) a un nivel de significanciala magnitud (X – μ) a un nivel de significanciadeterminado por el investigador. El valor Zpara una confianza de 95% es 1 96para una confianza de 95% es 1.96.
22σZ( )2μ
σ−
=XZn ( )μ
ÍFUNDAMENTOS ESTADÍSTICOS
El tamaño de muestra para probardif i t d t d ddiferencias entre dos muestras dependede la variación y de la magnitud de ladiferencia a detectar, p ej. Varios CVpara detectar diferencias del1%, 3% ypara detectar diferencias del1%, 3% ydel 5% del valor de la media
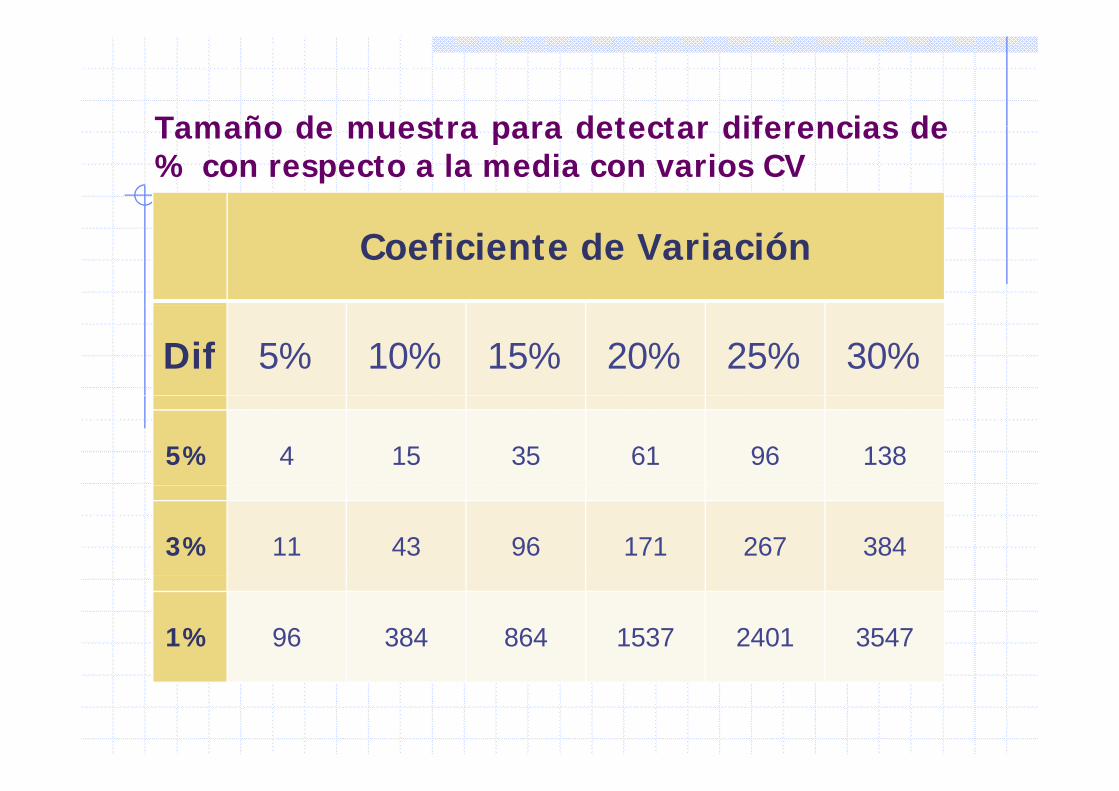
Tamaño de muestra para detectar diferencias deTamaño de muestra para detectar diferencias de% con respecto a la media con varios CV
Coeficiente de Variación
Dif 5% 10% 15% 20% 25% 30%
5% 4 15 35 61 96 138
3% 11 43 96 171 267 384
1% 96 384 864 1537 2401 3547
CAUSAS DE VARIACIÓN COMÚN Y CAUSASCAUSAS DE VARIACIÓN COMÚN Y CAUSAS ASIGNABLES O ESPECIALES
Si el proceso está operando de manera que existen pequeñasoscilaciones de todos estos factores, pero de modo que ningunode ellos tienen un efecto preponderante frente a los demásde ellos tienen un efecto preponderante frente a los demás,entonces en virtud del TLC es esperable que la característica decalidad del producto fabricado se distribuya de acuerdo con unaley normal.
Por el contrario, si circunstancialmente incide un factor con unefecto preponderante, entonces la distribución de la
t í ti d lid d ti é i l lcaracterística de calidad no tiene por qué seguir una ley normaly se dice que está presente una causa especial o asignable.
P d fi i ió di tá b j t lPor definición, se dice que un proceso está bajo control estadístico cuando no hay causas asignables presentes.
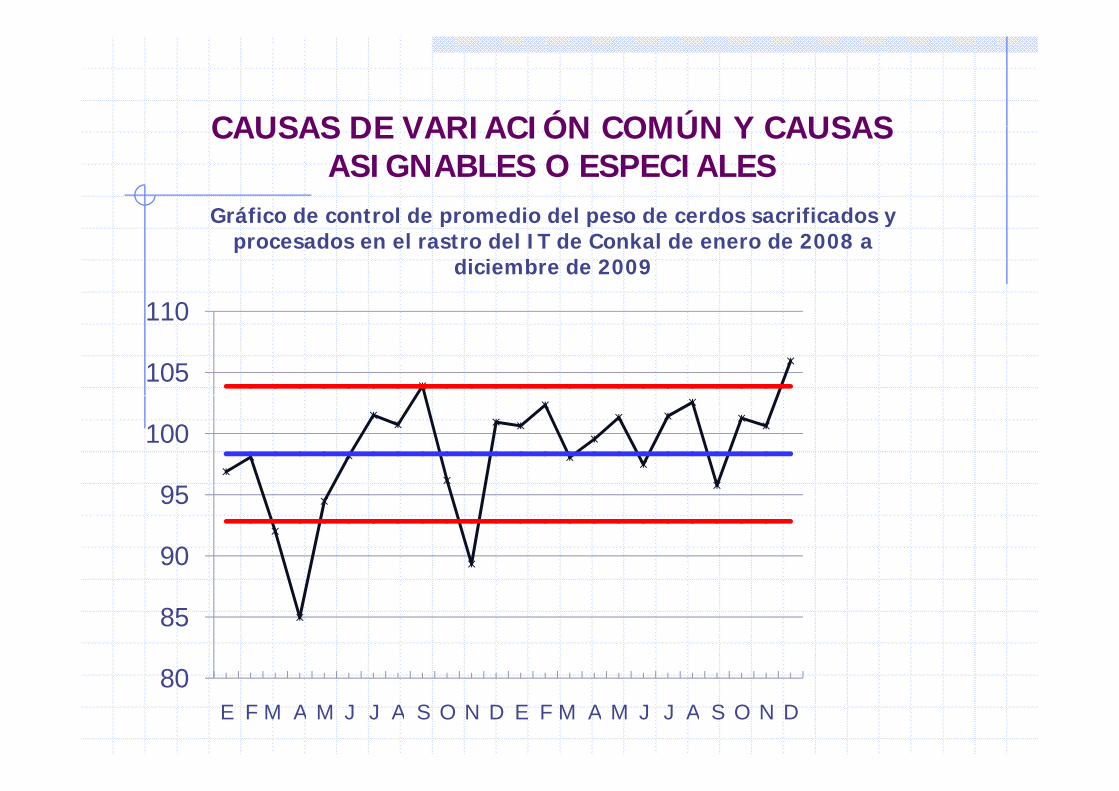
CAUSAS DE VARIACIÓN COMÚN Y CAUSASCAUSAS DE VARIACIÓN COMÚN Y CAUSAS ASIGNABLES O ESPECIALES
Gráfico de control de promedio del peso de cerdos sacrificados y
110
Gráfico de control de promedio del peso de cerdos sacrificados y procesados en el rastro del IT de Conkal de enero de 2008 a
diciembre de 2009
105
110
95
100
90
95
85
80E F M A M J J A S O N D E F M A M J J A S O N D
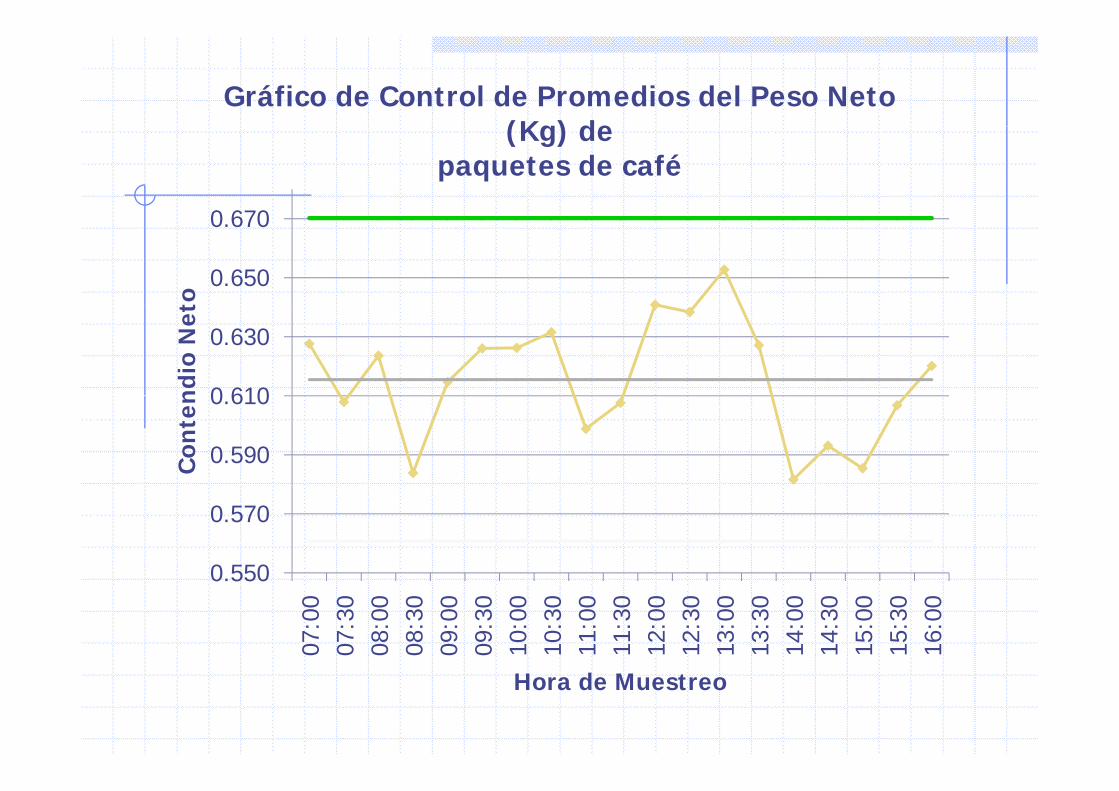
Gráfico de Control de Promedios del Peso Neto (Kg) de
0 670
(Kg) de paquetes de café
0.650
0.670to
0 610
0.630
ndi
o N
et
0.590
0.610
Con
ten
0 550
0.570
0.550
07:0
007
:30
08:0
008
:30
09:0
009
:30
10:0
010
:30
11:0
011
:30
12:0
012
:30
13:0
013
:30
14:0
014
:30
15:0
015
:30
16:0
0
Hora de Muestreo
VARIABILIDAD A CORTO Y LARGO PLAZO
Un proceso productivo tiene habitualmente dos tipos devariabilidad:
Variabilidad inherente del proceso. Aquella componente de lavariabilidad debida a causas comunes solamente y representala variabilidad que puede estar presente entre elementosfabricados en intervalos próximos (variabilidad en el cortofabricados en intervalos próximos (variabilidad en el cortoplazo, Algunos autores denominan a este componente de lavariabilidad como “ruido blanco”.· Variabilidad total del proceso. Es la variación resultante deptodas las causas de variabilidad (causas comunes yespeciales), en la que se tienen en cuenta factores como eldesgaste, cambios de lote de materia prima, etc. Representa lavariabilidad que puede afectar al conjunto de los elementosa ab dad que puede a ecta a co ju to de os e e e tosfabricados recibidos por el cliente (variabilidad en el largoplazo). Algunos autores denominan a este componente de lavariabilidad como “ruido negro”.
Estadística del control de calidadEl control de calidad estadístico enfatizaEl control de calidad estadístico enfatizael control del proceso con el obejtivo de
t l l lid d d l dcontrolar la calidad del proceso deelaboración o de operación del servicio
d i t té i d t lmedainte técnicas de muestreo y laelaboración de gráficos y diagramas
Estadística del control de calidadLas técnicas de muestreo estadístico se usanLas técnicas de muestreo estadístico se usancomo ayuda en la manufactura de un productocon ciertas especificaciones en lugar decon ciertas especificaciones en lugar deinspeccionar todo el producto después de que eselaborado.
Las gráficas de control son muy útiles para el it dmonitoreo de un proceso.
áGráfica de Pareto
La mayor parte de la actividad sedebe a un número relativamentepequeño de los factores quepequeño de los factores queintervienen en el proceso (Regla80 20) Al t l 20%80-20). Al concentrarse en el 20%de los factores se puede controlarde los factores se puede controlarel 80% del proceso.
áGráfica de Pareto
Técnica para registrar el número yti d d f t l dtipo de defectos en los procesos deservicio o manufactura.Contar el número de defectos, paraordenar posteriormente del mas alordenar posteriormente del mas almenos frecuente.Gráfica de barras y ojivas.
áEjemplo Gráfica de Pareto
En una carnicería pequeña se deseai i i ñ d i liniciar una campaña para reducir laspérdidas, se aplica una encuesta aldueño y a sus auxiliares y se cuantificanlas pérdidas asignadas e varias causas.las pérdidas asignadas e varias causas.Los resultados se presentan en la tablaa continuacióna continuación
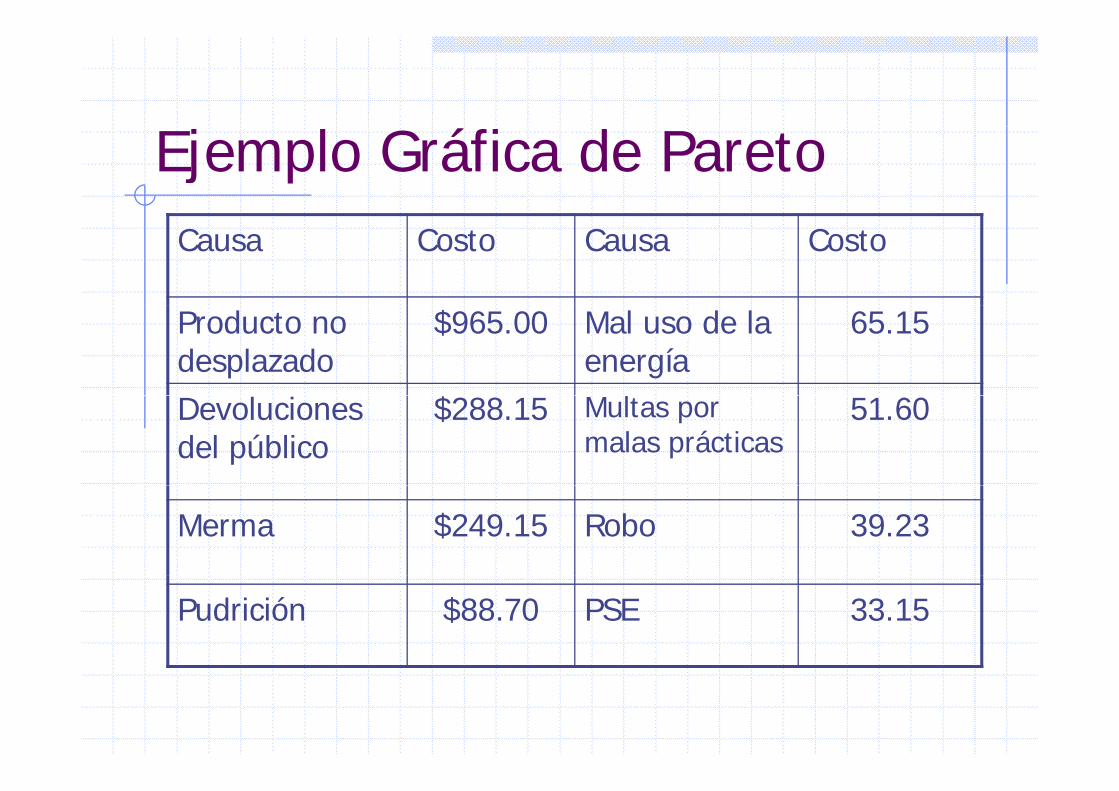
áEjemplo Gráfica de ParetoCausa Costo Causa Costo
Producto no desplazado
$965.00 Mal uso de la energía
65.15
l $ lDevoluciones del público
$288.15 Multas por malas prácticas
51.60
Merma $249.15 Robo 39.23
Pudrición $88.70 PSE 33.15

áEjemplo Gráfica de Pareto
$3 000
Gráfico de Pareto ejemplo Carnicería
$2,500
$3,000
$1,500
$2,000
$500
$1,000
$0
$500
Rezago Devoluciones Merma Pudrición Mal uso ene gía
Malas p ácticas
Robo Calidadenergía prácticas
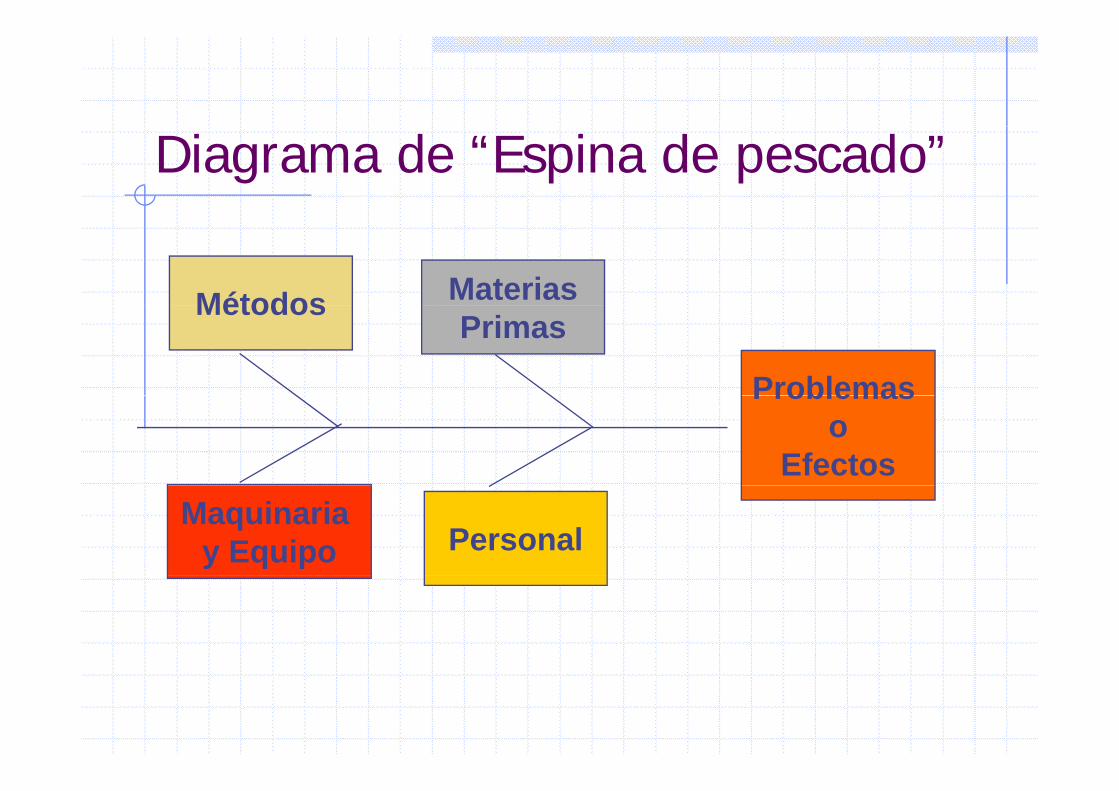
Diagrama de “Espina de pescado”
Métodos MateriasMétodosPrimas
ProblemasProblemas o
EfectosMaquinaria
y Equipo Personal
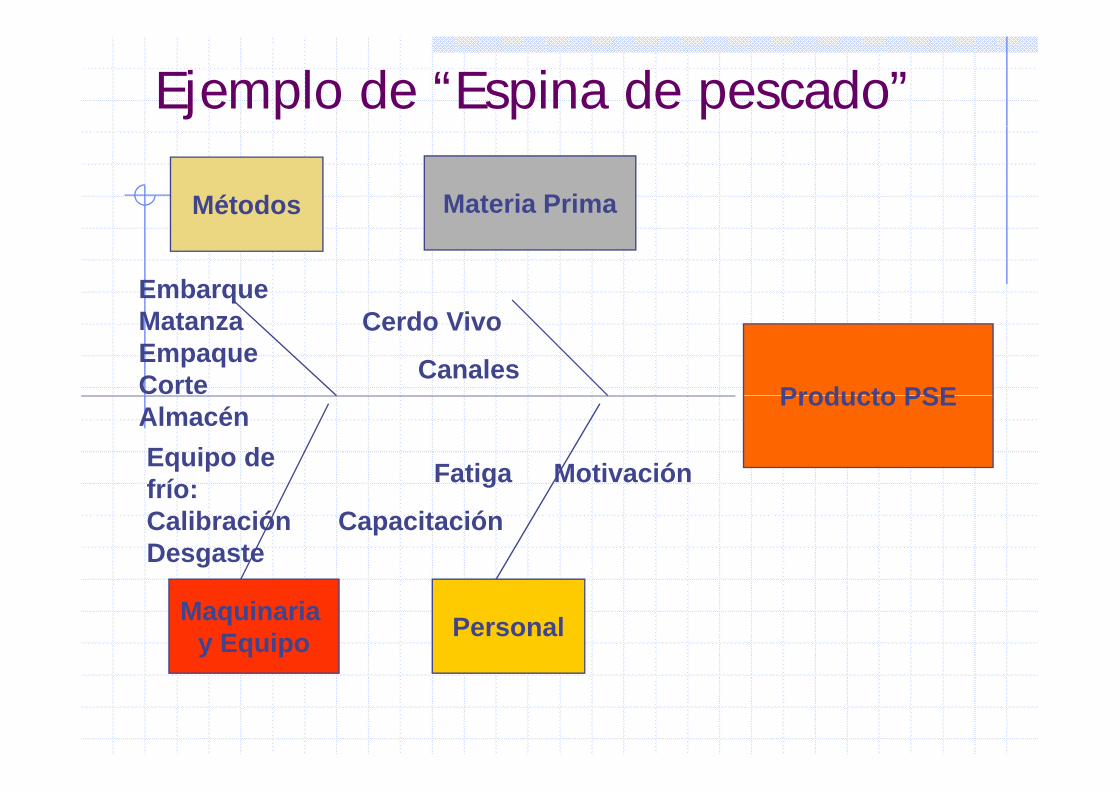
Ejemplo de “Espina de pescado”
Métodos Materia Prima
Embarque
Producto PSE
MatanzaEmpaqueCorte
Cerdo Vivo
CanalesProducto PSE
AlmacénEquipo de frío: Fatiga Motivaciónfrío: CalibraciónDesgaste
g
Capacitación
Maquinaria y Equipo Personal
óCausas de variación
Existe variación en cualquier productoelaborado mediante cualquier proceso deelaborado mediante cualquier proceso demanufactura. Existen dos fuentes devariación en estos procesos:p
Variación no atribuible, es de naturaleza aleatoria y no puedeeliminarse completamente.Variación Asignable es de naturaleza no aleatoria y puedeVariación Asignable es de naturaleza no aleatoria y puedereducirse o eliminarse.
La Variación puede cambiar laóforma, dispersión y tendencia central de la
distribución de la característica evaluada.
áGráficas de control de calidad
El propósito de estas gráficas esd t i t i l t ldeterminar y representar visualmente elmomento en el que una causa devariación atribuible entra al sistema deproducción, de modo que pueda serproducción, de modo que pueda seridentificada y corregida. Esto se logramediante la selección periódica demediante la selección periódica demuestras en la línea de producción.
Gráficas de control para variablesGran promedio
∑∑kX
muestrasdeNúmeromuestralesmediasaslde
X ∑∑ =⋅⋅
⋅⋅⋅=
kmuestrasdeNúmero ⋅⋅
E tá d d l diError estándar de la media
snssx =

Gráficas de control de Promedios
La gráfica de promedios está diseñada paramonitorear variables continuas comomonitorear variables continuas, comolongitudes, volúmenes, etc., Los límites de superior(LSC) e inferior (LIC) se obtienen a partir de lasiguiente ecuación. El límitesuperior se calcula con el signo + y el inferior con elsigno
2 RAXLC ±=
signo –
Gráficas de control de Promedios
Los valores A2 son una constante quebti d l t blse obtienen de la tabla
siguiente.Factores.docxCuando el tamaño de la muestra esgrande ( > 25 ) la ecuación se reducegrande ( > 25 ), la ecuación se reducea: sXLICysXLSC 33 −=+=
nXLICy
nXLSC 33 =+=
Gráficas de control de Promedios
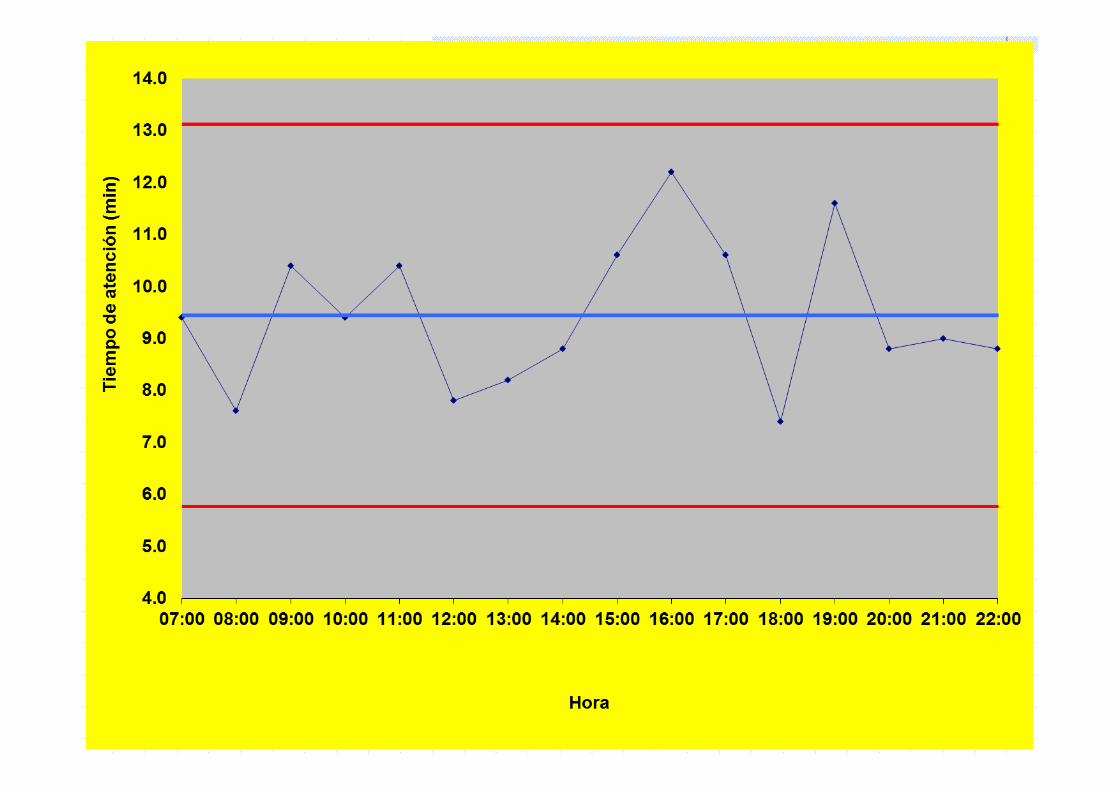
En una planta TIF se registra el tiempoi t t d l d den minutos que tarda una canal desde
el punto de evisceración hasta queentra al “Chiller”, es importante que lascanales permanezcan el menor tiempocanales permanezcan el menor tiempoposible fuera de refrigeración y nosinteresa monitorear el procesointeresa monitorear el proceso.
Gráficas de control de Promedios
Para entender el proceso es necesarioáfi d t lcrear una gráfica de control que
describa el tiempo transcurrido entre laevisceración y el momento en queempieza a enfriarse. Un día cualquieraempieza a enfriarse. Un día cualquierase muestrean 5 canales cada horadurante el tiempo que trabaja la plantadurante el tiempo que trabaja la planta(7:00 AM a 10:00 PM).
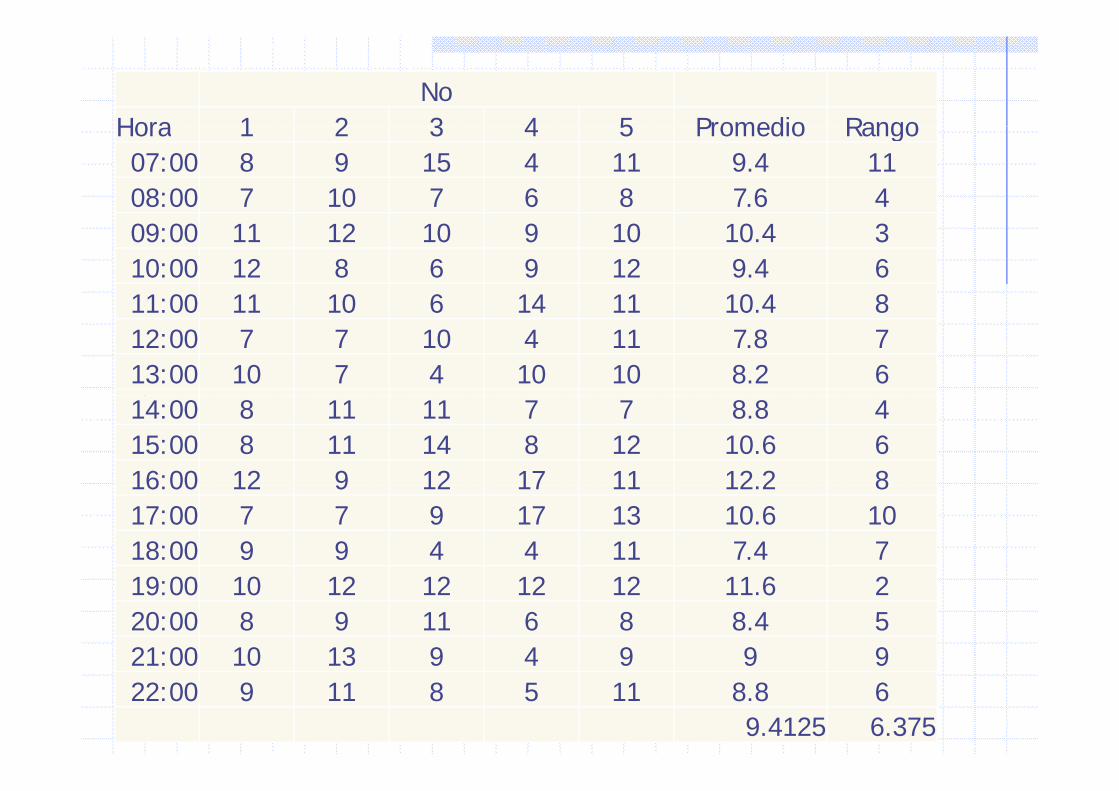
NoHora 1 2 3 4 5 Promedio RangoHora 1 2 3 4 5 Promedio Rango07:00 8 9 15 4 11 9.4 1108:00 7 10 7 6 8 7.6 409:00 11 12 10 9 10 10.4 310:00 12 8 6 9 12 9.4 611:00 11 10 6 14 11 10 4 811:00 11 10 6 14 11 10.4 812:00 7 7 10 4 11 7.8 713:00 10 7 4 10 10 8.2 614:00 8 11 11 7 7 8.8 415:00 8 11 14 8 12 10.6 616:00 12 9 12 17 11 12 2 816:00 12 9 12 17 11 12.2 817:00 7 7 9 17 13 10.6 1018:00 9 9 4 4 11 7.4 719:00 10 12 12 12 12 11.6 220:00 8 9 11 6 8 8.4 521:00 10 13 9 4 9 9 921:00 10 13 9 4 9 9 922:00 9 11 8 5 11 8.8 6
9.4125 6.375
Ejemplo .......
LSC = 9.4125+0.577*6.375
Media Tabla Media Rangos
LIC = 9.4125-0.577*6.375
Gráficas de control de Rango o Amplitud
Gráficos de Control de Rangos: Se utilizanpara el monitoreo de la variabilidad depara el monitoreo de la variabilidad deprocesos.
Debido a que la calidad implica consistencia;Debido a que la calidad implica consistencia;confiabilidad y estar en especificaciones, la variabilidades “enemiga” de la calidadg
Los límites de control en Gráficos dePromedios son para medias muestrales, peroPromedios son para medias muestrales, perola calidad va enfocada a la variabilidad total.
Gráficas de control de Rango o Amplitud
Estos gráficos son muy similares a losd C t l d P di ( d di )de Control de Promedio (o de medias) yse usan para monitorear la variabilidaden observaciones particulares, serepresentan los valores de los rangosrepresentan los valores de los rangos(valor mayor menos valor menor) demuestra para cada una de las muestrasmuestra para cada una de las muestras.
Gráficas de control para Rango
La línea central del Gráfico es R.Para obtener los límites de controlPara obtener los límites de controlnecesitamos conocer la distribución demuestreo de R básicamente σR Estamuestreo de R, básicamente σR. Estadesviación estándar es σR = d3 σ.
DóndeDóndeσR Es la variación de los Rangosd3 es un valor de tablas que depende de n.3 q pσ es la desviación estándar de la variable encuestión.
Gráficas de control para variables
Entonces: ⎟⎟⎠
⎞⎜⎜⎝
⎛+=+=
2
3
2
3 313ddR
dRdRLSC
Y
⎠⎝ 22 dd
⎟⎞
⎜⎛ 33 313 dRRdRLICY
⎟⎟⎠
⎜⎜⎝
−=−=2
3
2
3 1d
Rd
RLIC
O bien2
34,4 31
ddDDóndeDRLSC +== KL
333 31 dDDóndeDRLIC −== KL
23,3 dL
Gráficas de control para Rangos
Nuevamente los Valores d2 y d3 set t blencuentran en tablas. FACTORES UTILIZADOS AL CONSTRUIR
GRÁFICAS DE CONTROL.pptx
El Rango en una muestra es un númeroEl Rango en una muestra es un númeroPOSITIVO (>0), pero cuando las
ñ ( ) l lmuestras son pequeñas (n<5) el valordel LIC puede ser negativo, en estosp g ,casos se considera que el LIC es 0.
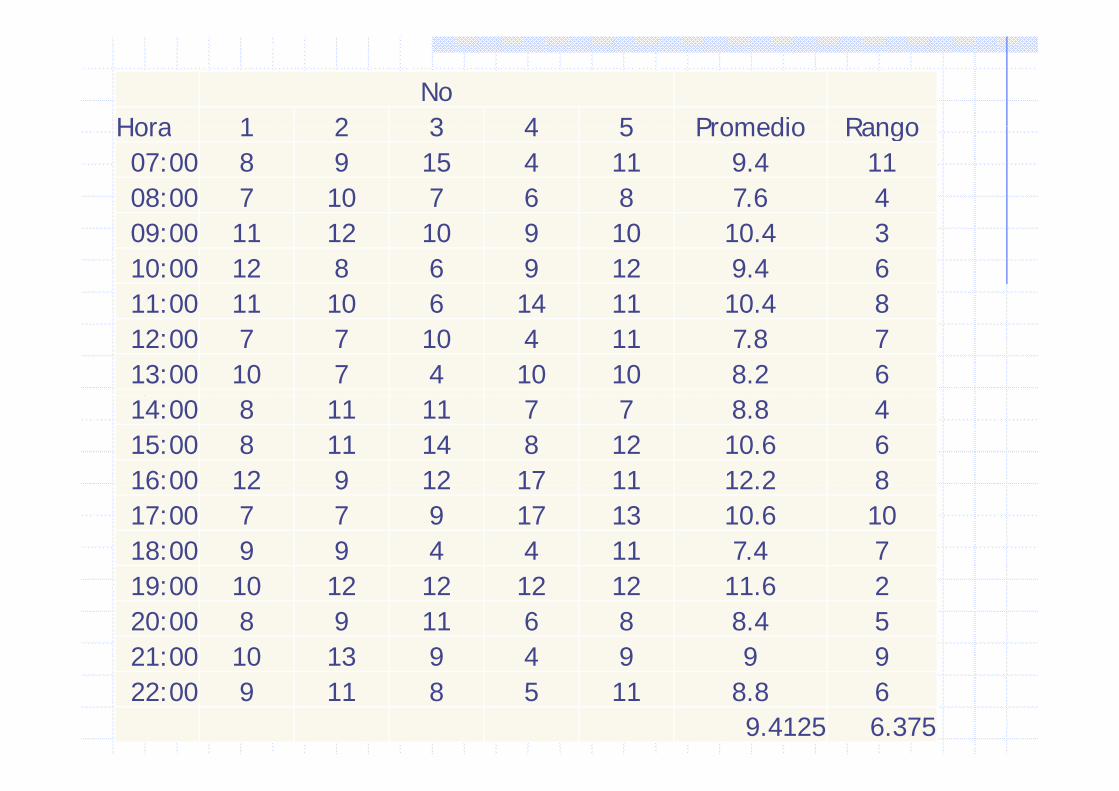
NoHora 1 2 3 4 5 Promedio RangoHora 1 2 3 4 5 Promedio Rango07:00 8 9 15 4 11 9.4 1108:00 7 10 7 6 8 7.6 409:00 11 12 10 9 10 10.4 310:00 12 8 6 9 12 9.4 611:00 11 10 6 14 11 10 4 811:00 11 10 6 14 11 10.4 812:00 7 7 10 4 11 7.8 713:00 10 7 4 10 10 8.2 614:00 8 11 11 7 7 8.8 415:00 8 11 14 8 12 10.6 616:00 12 9 12 17 11 12 2 816:00 12 9 12 17 11 12.2 817:00 7 7 9 17 13 10.6 1018:00 9 9 4 4 11 7.4 719:00 10 12 12 12 12 11.6 220:00 8 9 11 6 8 8.4 521:00 10 13 9 4 9 9 921:00 10 13 9 4 9 9 922:00 9 11 8 5 11 8.8 6
9.4125 6.375
Gráficas de control para variables
Entonces: 479.13326.2
)375.6)(864.0(3375.6 =+=LSC
Y
326.2
0720)375.6)(864.0(33756LICY 072.0326.2
))((375.6 −=−=LIC
Y Como LIC < 0, entonces LIC = 0
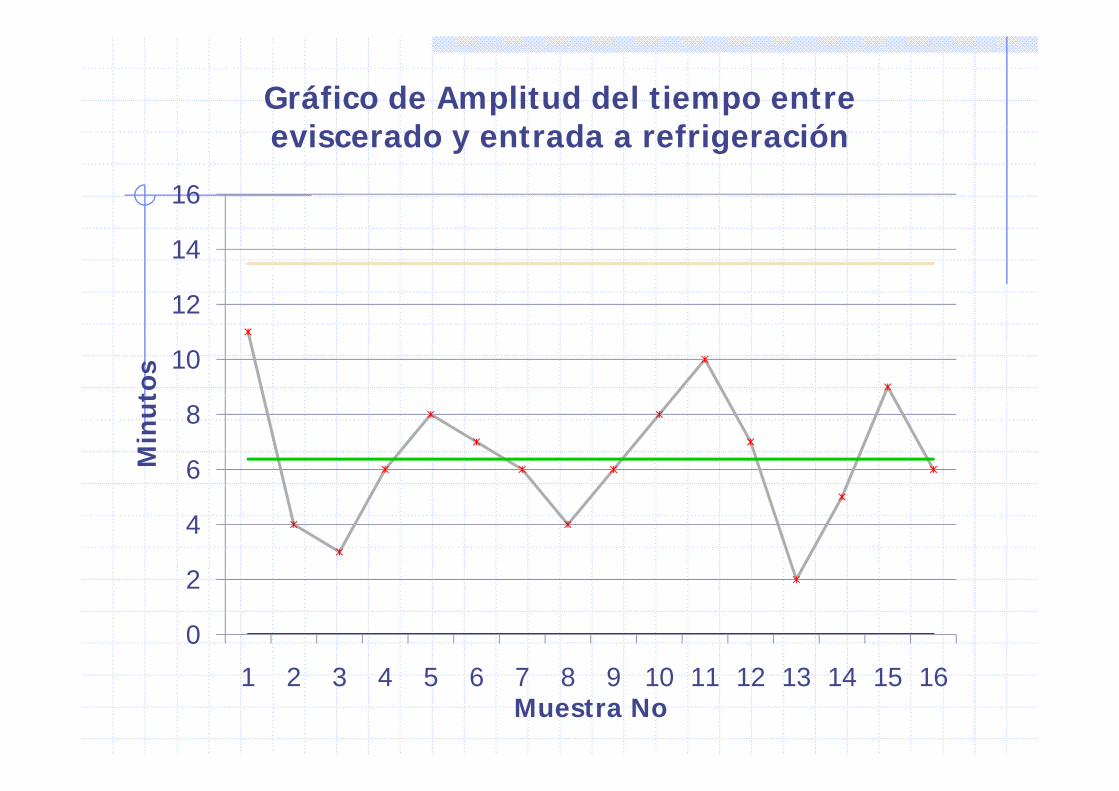
Gráfico de Amplitud del tiempo entre i d t d f i ió
16
eviscerado y entrada a refrigeración
12
14
10
12
tos
6
8
Min
ut
2
4
0
2
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16Muestra No
Gráficas de control para variables
Gráficas p para control de atributos.U t ib t i bl lit ti lUn atributo es una variable cualitativa que solopuede tener dos valores. Recuerda que la calidades cumplir con atributos y especificacioneses cumplir con atributos y especificaciones.
Estas gráficas se emplean para el monitoreode la proporción de artículos quede la proporción de artículos queconsideramos defectuosos. Son muy similaresa las de Control de Promedios y Control dea las de Control de Promedios y Control deRangos.
Gráficas de control para variables
Recordemos que al hablar de variablesdi t bi i l l á tdiscretas binomiales los parámetros seestiman como sigue:
pp =μ
pppq )1( −==σ
nnp ==σ
Gráficas de control para Proporciones
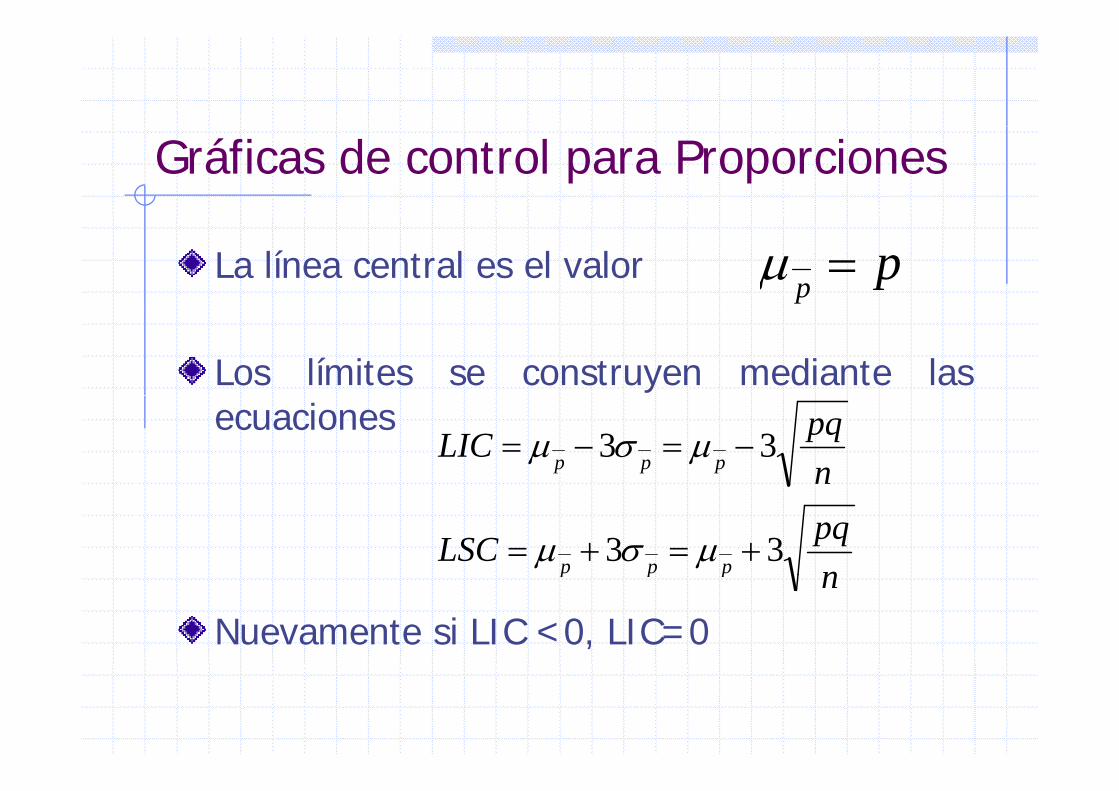
La línea central es el valor pp =μ
Los límites se construyen mediante lasecuaciones
npqLIC ppp 33 −=−= μσμ
npqLSC ppp 33 +=+= μσμ
Nuevamente si LIC <0, LIC=0nppp
Ejemplo de Gráficos de control de proporciones
Supongamos que en un rastro seestablece que la presentación delestablece que la presentación delsíndrome PSE es de 10% máximo. Undía se toman muestras de 15 canalesdía se toman muestras de 15 canalescada media hora de una jornada de 15horas y se determina si son PSE elhoras y se determina si son PSE, elnúmero de canales PSE nos servirá para
l l ( d 1 )calcular p, (recordemos que q=1 – p).
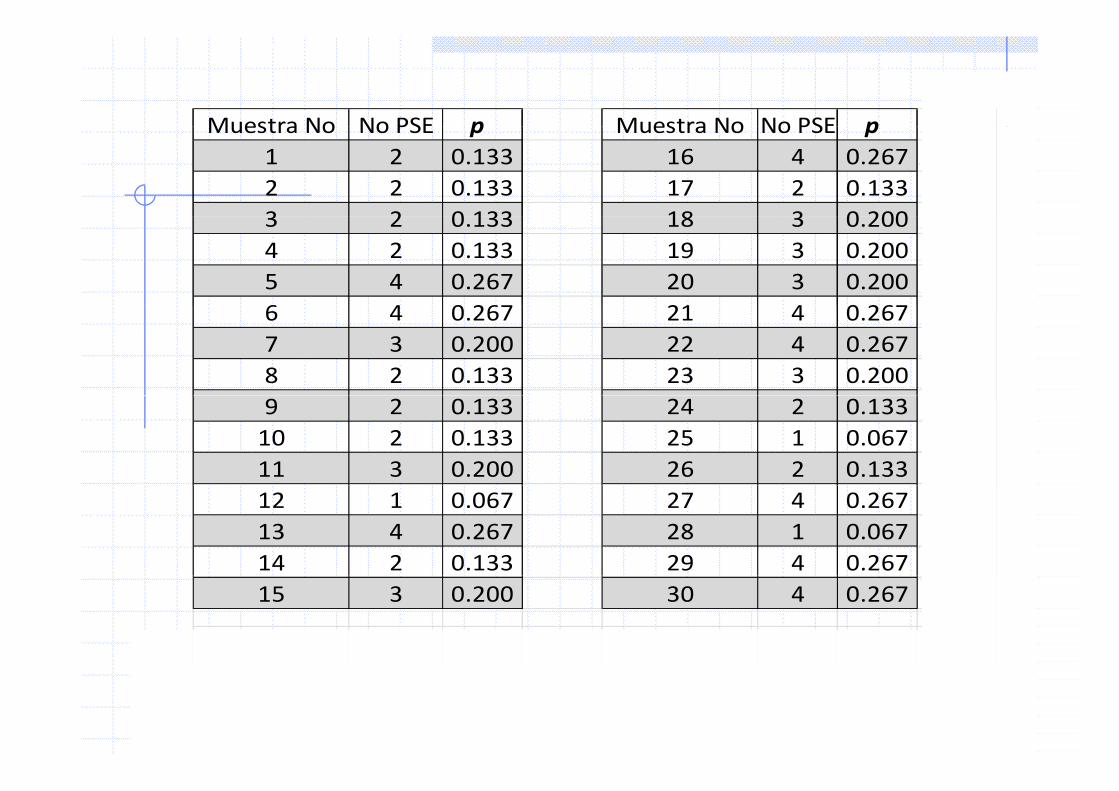
Muestra No No PSE p Muestra No No PSE pMuestra No No PSE p Muestra No No PSE p 1 2 0.133 16 4 0.2672 2 0.133 17 2 0.1333 2 0 133 18 3 0 2003 2 0.133 18 3 0.2004 2 0.133 19 3 0.2005 4 0.267 20 3 0.2006 4 0 267 21 4 0 2676 4 0.267 21 4 0.2677 3 0.200 22 4 0.2678 2 0.133 23 3 0.2009 2 0.133 24 2 0.133
10 2 0.133 25 1 0.06711 3 0.200 26 2 0.13312 1 0.067 27 4 0.26713 4 0.267 28 1 0.06714 2 0.133 29 4 0.26715 3 0.200 30 4 0.267
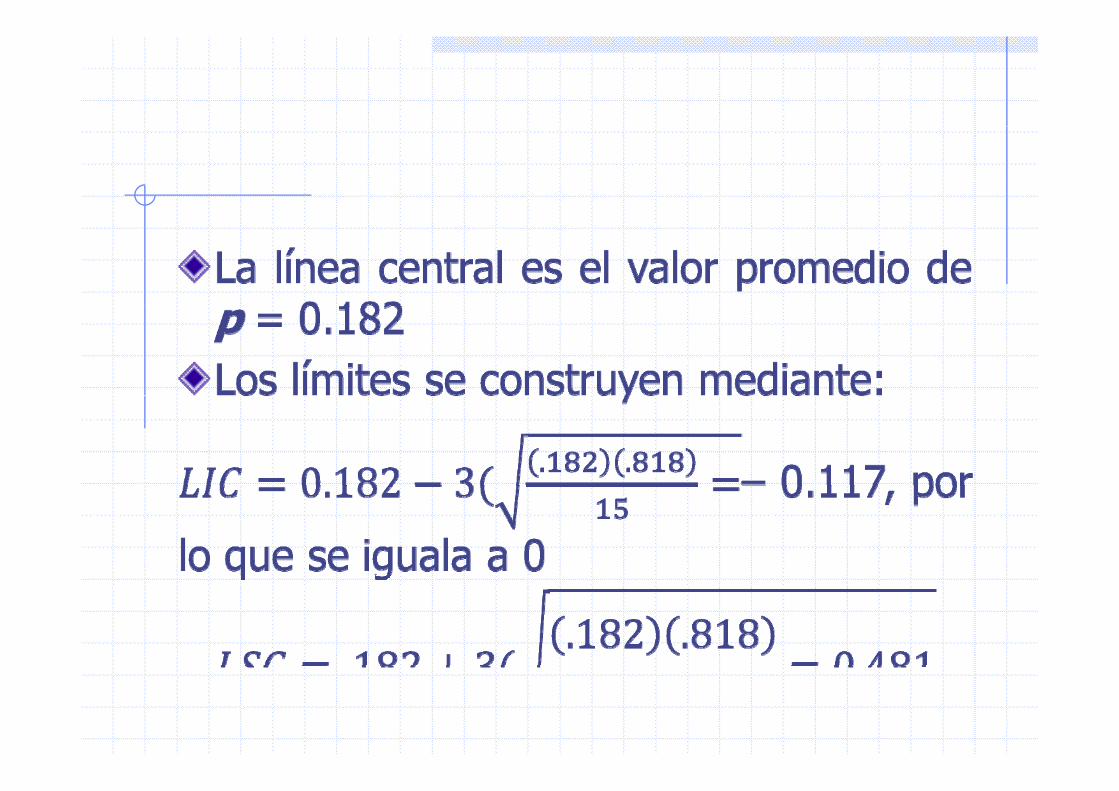
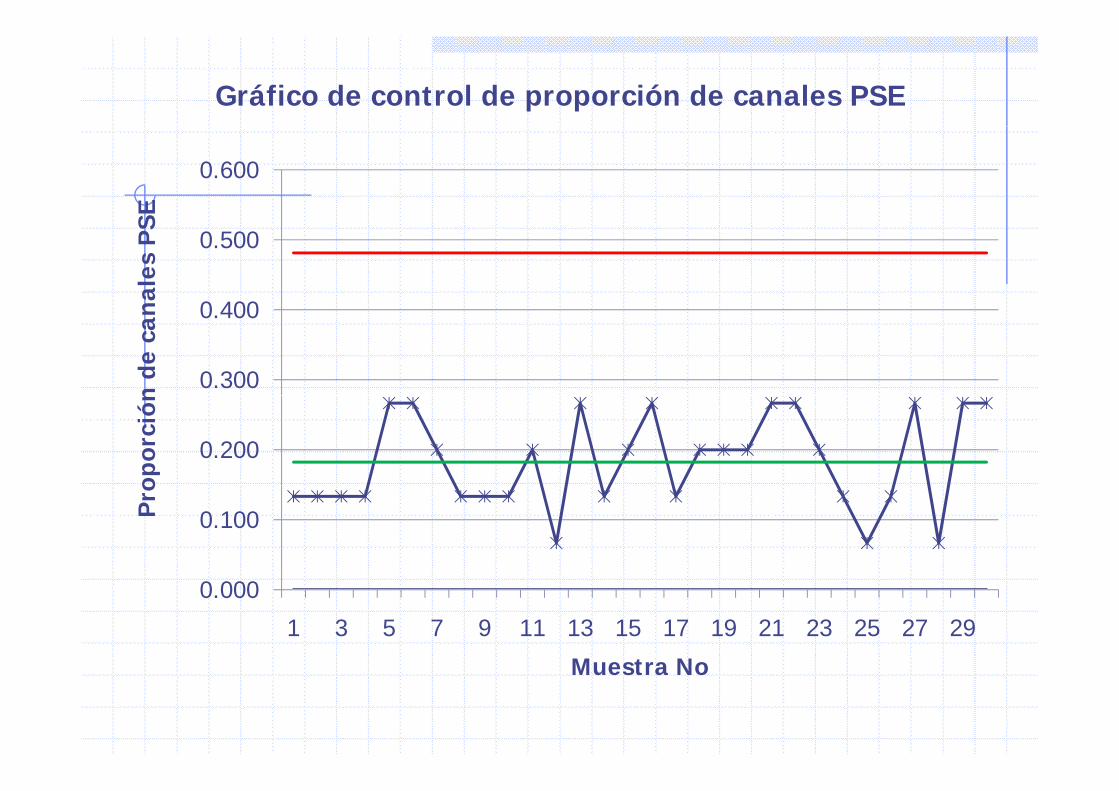
Gráfico de control de proporción de canales PSE
0.600SE
0 400
0.500
nal
es P
S
0.300
0.400
n d
e ca
n
0.200
opor
ción
0.100Pro
0.000
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
Muestra NoMuestra No
Ejemplo ........
Para asegurarse de que se cumple conla condición el gerente registra lala condición el gerente registra laproporción de canales PSE.N i b l H 0 10Nos interesa probar la H0: p=0.10 vsH1: p>0.10.
Ejemplo ........
Para este efecto, el error estándar de la media esmedia es
0997.015
)818.0(182.0==pσ
8450100.0182.0
15
−Z
p
De la tabla de distribución normal obtenemosl l d b bilid d 0 3821 t
845.00997.0
==Z
el valor de probabilidad 0.3821 y aceptamosH0: porque p>0.05 (o porque Z < 1.96)
Prueba de aletoriedad
Para tener confianza en que la variaciónb d áfi d t lobservada en un gráfico de control es
de naturaleza aleatoria se usa unaprueba basada en el Teorema del Límitecentralcentral
Prueba de aletoriedad
Se cuenta el número de puntos porib d l di ( ) b jarriba de la media (n1) y por abajo
(n1), así como el número de rachas y se1aplican las siguientes ecuaciones:ejemplos gráficos de control.xlsxejemplos gráficos de control.xlsx
( ))2(2
2212121 −−
=nnnnnn
rσ( ) )1( 21
221 −++ nnnnr
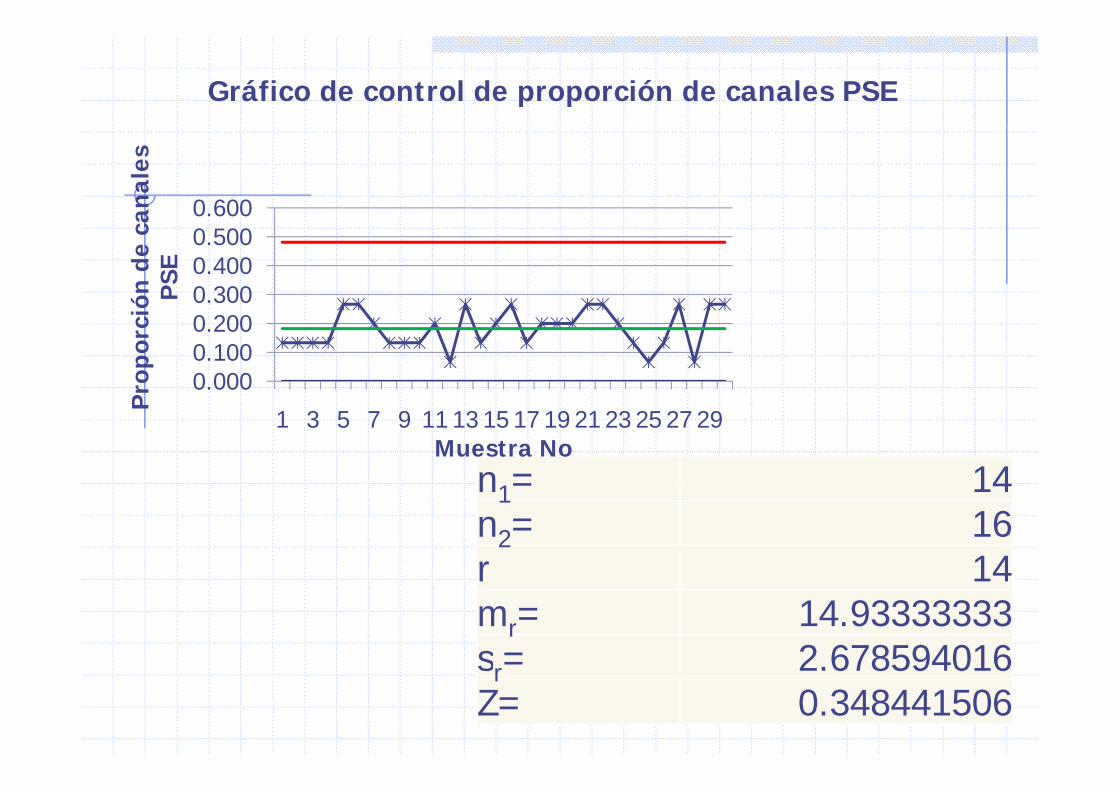
Gráfico de control de proporción de canales PSE
0.600anal
es
0.3000.4000.5000.600
ón d
e ca
PSE
0.0000.1000.200
Pro
porc
ió
n1= 14
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29
P
Muestra Non1= 14n2= 16r 14r 14mr= 14.93333333s = 2 678594016sr 2.678594016Z= 0.348441506
Aplicación de los métodos Gráficos de Control de Procesos
Nos permiten monitorear calidad y especificacionescotidianamente detectar y corregir causas nocotidianamente, detectar y corregir causas noaleatorias en variables directas de calidad.Son valiosos auxiliares para detectar cambioso a o o au a pa a d a a b oplaneados y no planeados en Sistemas deProducción.Pueden explicar desviaciones del desempeñoesperado en poblaciones animales explicado
di t d l bi ló imediante modelos biológicos.
Aplicación de los métodos Gráficos de Control de Procesos
Si graficamos variables de desempeñod ió i l l len producción animal a largo plazo, es
posible detectar causas de variación noaleatorias y asociarlas con la aplicaciónde tecnologías o principios científicos,de tecnologías o principios científicos,así como variación episódica(catastrófica) con una significancia(catastrófica) con una significanciaestadística asociada.
Aplicación de los métodos Gráficos de Control de Procesos
Se han aplicado estos métodos en variasespecies para monitorear crecimientoespecies para monitorear crecimiento,producción de leche, consumo de agua,consumo de alimento desempeñoconsumo de alimento, desempeñoreproductivo, etc.S l t fi i t d l bSon un complemento eficiente de las pruebasaleatorias de desempeño y una alternativa al l ió d P bl i C t lla evaluación de Poblaciones Control paramedir el progreso genético.
Aplicación de los métodos Gráficos de Control de Procesos
Para los dos puntos anteriores esi t t i bl d ibimportante usar variables que describancabalmente la eficiencia del sistema deproducción.
óMuestreo para aceptación
Es un método para determinar si unl t d d t l llote de productos cumple con lasespecificaciones.
Se basa en técnicas de muestreo aleatorio.Se toma una muestra de n unidades del lotecompleto.c es el número máximo de unidades defectuosasque puede encontrarse en la muestra para que seacepte el lote completo.
íCurva operativa característica
Gráfica desarrollada a partir de ladi t ib ió b bilí ti bi i ldistribución probabilística binomial paradeterminar las probabilidades deaceptar lotes de calidades variables.
Ejemplo
Supongamos que en una empresa se establece unplan de control de calidad de la materia prima queplan de control de calidad de la materia prima queestablece muestras de n=10 y máximo número deunidades defectuosas r=1. Cuál es la probabilidadde: a) aceptar un lote con 5% de defectuosos? b)uno con 10%?
)()()(950501
)1()0()05.,10,1(1001101
1100100
010 ××=+
=+====≤−− qpCqpC
rPrPnrP π
95.05.010
95.05.0191110010
××+
××+ qpCqpC
914.315.599. =+=
Ejemplo
¿De qué tamaño deberá ser una muestra npara poder encontrar al menos un objetopara poder encontrar al menos un objetodefectuoso r a una probabilidad π?
))1()0(1/(1)05.,10,1(/1 =+=−===≤= rPrPnrP π.609.11)315.599.1/(1 =−−=
Conclusiones
Es vital estudiar la variación en todosl d ti tlos procesos productivos para tomardecisiones que mejoren la calidad denuestro producto: Puerco.El manejo de la variación “atribuible”El manejo de la variación atribuiblepuede disminuir la variación Total yh t ifhacer nuestros procesos mas uniformesy de mejor calidad
Conclusiones
Es importante diseñar muestrasl t i d d laleatorias adecuadas para la
investigación y para control de calidad,no podemos afirmar que una muestraes representativa mientras noes representativa mientras noconozcamos la población, pero tenemosmas confianza si aplicamos bien lamas confianza si aplicamos bien lateoría de muestreo.






![[GF] Toradora v02](https://img.pdfslide.es/doc/110x75/55cf922d550346f57b94524e/gf-toradora-v02.jpg)





















