Embed Size (px)
Citation preview
PROYECTO DE FIN DE CARRERA
Caracterización a fatiga de compuestos de fibra de
carbono unidireccional a 0° y 15°
Juan Carlos Marín Vallejo
Jesús Justo Estebaranz Federico París Carballo
José Cañas Delgado
Flavia Delmotte
07/02/2013
Grupo de Elasticidad y Resistencia de Materiales - Universidad de Sevilla
1
Índice
1. Introducción ....................................................................... 4
1.1. Introducción y antecedentes ....................................................................................... 4
1.2. Objetivos ...................................................................................................................... 8
1.3. Desarrollo del proyecto ............................................................................................... 9
2. Fabricación y preparación de especímenes ..................... 10
2.1. Introducción ............................................................................................................... 10
2.2. Descripción de los ensayos y del material a utilizar .................................................. 10
2.3. Fabricación de las probetas ....................................................................................... 13
2.4. Preparación de las probetas ...................................................................................... 18
3. Ensayos ............................................................................ 21
3.1. Introducción ............................................................................................................... 21
3.2. Ensayos estáticos ....................................................................................................... 21
3.3. Ensayos dinámicos ..................................................................................................... 25
3.4. Resultados ................................................................................................................. 34
4. Análisis de resultados....................................................... 48
4.1. Introducción ............................................................................................................... 48
4.2. Ensayos estáticos ....................................................................................................... 48
4.3. Ensayos dinámicos ..................................................................................................... 50
5. Conclusiones .................................................................... 56
Bibliografía ............................................................................ 58
2
Índice de figuras
Figura 1 : Propiedades específicas de rigidez y resistencia ........................................................ 5
Figura 2 : Relaciones off-axis para un compuesto carbono-epoxi unidireccional con R=0,1 .... 7
Figura 3 : Visión de las mordazas ............................................................................................. 11
Figura 4 : Visión del extensómetro........................................................................................... 11
Figura 5 : Maquina de tracción hidráulica para los ensayos en fatiga ..................................... 12
Figura 6 : dibujo del corte de prepreg ...................................................................................... 13
Figura 7 : Capas de cinta cortadas ............................................................................................ 13
Figura 8 : Apilado de rectángulos de prepreg .......................................................................... 14
Figura 9 : Uso de la espátula de teflón ..................................................................................... 14
Figura 10 : Apilamientos sobre la placa de curado .................................................................. 14
Figura 11 : Colocación de corcho adhesivo .............................................................................. 15
Figura 12 : Corcho adhesivo ..................................................................................................... 15
Figura 13 : Hoja de teflón ......................................................................................................... 15
Figura 14 : Capa de tejido aireador .......................................................................................... 15
Figura 15 : Bolsa de vacío pegado con cromato....................................................................... 16
Figura 16 : Placa lista para el curado ........................................................................................ 16
Figura 17 : Autoclave ................................................................................................................ 17
Figura 18 : Ciclo de curado ....................................................................................................... 17
Figura 19 : Laminados fabricados ............................................................................................. 18
Figura 20 : Tacones de fibra de vidrio ...................................................................................... 18
Figura 21 : Prensa de platos calientes ...................................................................................... 19
Figura 22 : Panel a la salida de la prensa.................................................................................. 19
Figura 23 : Maquina para quitar las rebabas ........................................................................... 19
Figura 24 : Corte del panel ....................................................................................................... 20
Figura 25 : Probeta lista ............................................................................................................ 20
Figura 26 : Despegue de los tacones ........................................................................................ 22
Figura 27 : Probeta a 0° en las mordazas después de la rotura ............................................... 23
Figura 28 : Probetas a 0° rotas ................................................................................................. 23
Figura 29 : Probeta a 0° con galgas extensométricas .............................................................. 23
Figura 30 : Probeta a 15° en las mordazas ............................................................................... 24
Figura 31 : Probetas a 15° rotas ............................................................................................... 24
Figura 32 : Probeta a 90° rota .................................................................................................. 24
Figura 33 : Tubo de llegada de aceite ...................................................................................... 26
Figura 34 : Mecanismo que estabiliza la mordaza ................................................................... 26
Figura 35 : Aplastamiento de los extremos .............................................................................. 27
Figura 36 : Probeta tipo hueso ................................................................................................. 27
Figura 37 : Apilado de laminas ................................................................................................. 28
Figura 38 : Apilado en la prensa de platos calientes ................................................................ 28
3
Figura 39 : Curado del laminado .............................................................................................. 28
Figura 40 : Comparación de las probetas a 0°, nueva e inicial ................................................. 29
Figura 41 : Rotura en fatiga de una probeta a 0° ..................................................................... 30
Figura 42 : Probetas a 0° rotas en ensayo de fatiga a 10Hz ..................................................... 31
Figura 43 : Probetas a 0° rotas en ensayo de fatiga a 15Hz ..................................................... 31
Figura 44 : Rotura de una probeta a 15° en fatiga ................................................................... 32
Figura 45 : Probetas a 15° rotas en ensayo de fatiga a 10Hz ................................................... 33
Figura 46 : Probetas a 15° rotas en ensayo de fatiga a 18Hz ................................................... 34
Figura 47 : σ = f(ε) para las dos probetas de 0° ........................................................................ 36
Figura 48 : σ = f(ε) para las dos nuevas probetas a 0° ............................................................. 38
Figura 49 : σ = f(ε) de las dos probetas a 90° ........................................................................... 39
Figura 50 : σ = f(ε) de las dos probetas a 15° ........................................................................... 41
Figura 51 : S-N a 10Hz, probeta a 0° ......................................................................................... 44
Figura 52 : S-N a 15Hz, probeta a 0° ......................................................................................... 45
Figura 53 : S-N a 10Hz, probeta a 15°....................................................................................... 46
Figura 54 : S-N a 18Hz, probeta a 15°....................................................................................... 47
Figura 55 : Comparación del comportamiento en tracción de probetas a 0°, 15° y 90° ......... 49
Figura 56 : Comparación en frecuencia a 0° ............................................................................ 52
Figura 57 : Comparación en frecuencia a 15° .......................................................................... 53
Figura 58 : S-N a 10Hz, comparación 0 y 15°............................................................................ 54
Figura 59 : S-N a 10Hz adimensional, comparación 0 y 15° ..................................................... 55
4
1. Introducción
1.1. Introducción y antecedentes
Un material compuesto puede definirse como la combinación a escala macroscópica de dos
o más materiales con interfaces de separación entre ellos para formar un nuevo material [1].
El objetivo es unir propiedades deseadas de cada material en el material final. Las
propiedades finales dependerán de la geometría del refuerzo que se introduce en un
material de base que se llama matriz.
Podemos clasificar los materiales según el tipo de matriz y de refuerzo (fibras o partículas), la
geometría del refuerzo (dimensión, longitud,…) y su dirección, el número de capas total
utilizados para fabricar el material (una capa, laminados,…). La familia de compuestos
reforzados con fibras es la más utilizada y la más interesante, mientras que obtenemos
propiedades muy diferentes según su dirección y su tipo.
Las fibras más utilizadas suelen ser de carbono, de vidrio o de Kevlar, y las resinas de epoxi o
de poliéster. En este proyecto se tratara de un material compuesto de fibras de carbono en
una matriz de epoxi. La estructura de materiales compuestos reforzados con fibra es
heterogénea y anisótropa, pero el análisis macromecánico considera la lámina como un
material completo, con propiedades homogéneas.
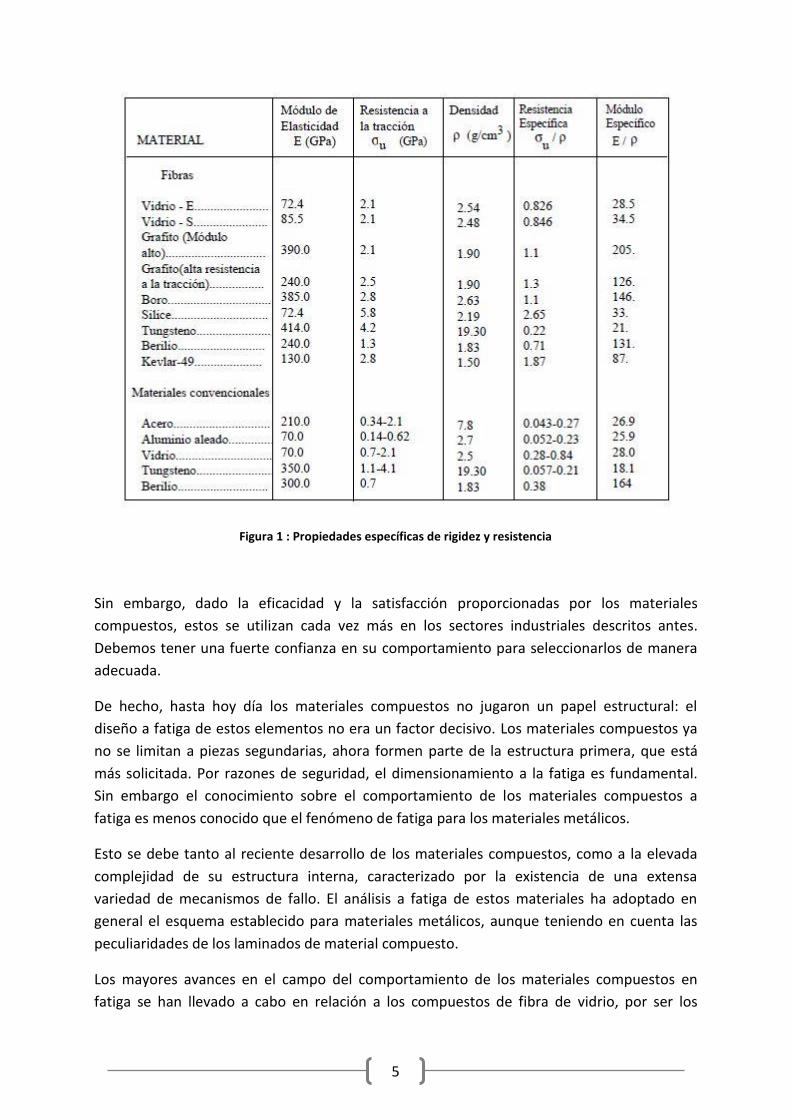
Dado que los compuestos reforzados con fibras tienen propiedades de rigidez y de
resistencia específica (resistencia en relación al peso) muy superiores a otros materiales más
convencionales (como podemos verlo en la figura 1), su uso interesen diferentes sectores
industriales donde resistencia y peso juegan un papel importe. En efecto son una alternativa
interesante a los metales.
El problema mayor que tienen los materiales compuestos es su precio, lo que limita su uso
extensivo. Este implica un desarrollo tardío y su uso en sectores limitados como las
industrias aeronáutica, aeroespacial o del automóvil.
5
Figura 1 : Propiedades específicas de rigidez y resistencia
Sin embargo, dado la eficacidad y la satisfacción proporcionadas por los materiales
compuestos, estos se utilizan cada vez más en los sectores industriales descritos antes.
Debemos tener una fuerte confianza en su comportamiento para seleccionarlos de manera
adecuada.
De hecho, hasta hoy día los materiales compuestos no jugaron un papel estructural: el
diseño a fatiga de estos elementos no era un factor decisivo. Los materiales compuestos ya
no se limitan a piezas segundarias, ahora formen parte de la estructura primera, que está
más solicitada. Por razones de seguridad, el dimensionamiento a la fatiga es fundamental.
Sin embargo el conocimiento sobre el comportamiento de los materiales compuestos a
fatiga es menos conocido que el fenómeno de fatiga para los materiales metálicos.
Esto se debe tanto al reciente desarrollo de los materiales compuestos, como a la elevada
complejidad de su estructura interna, caracterizado por la existencia de una extensa
variedad de mecanismos de fallo. El análisis a fatiga de estos materiales ha adoptado en
general el esquema establecido para materiales metálicos, aunque teniendo en cuenta las
peculiaridades de los laminados de material compuesto.
Los mayores avances en el campo del comportamiento de los materiales compuestos en
fatiga se han llevado a cabo en relación a los compuestos de fibra de vidrio, por ser los
6
materiales habitualmente empleados en la construcción de palas de aerogenerador, para los
cuales la fatiga juega un papel importante. Las bases de datos sobre el comportamiento a
fatiga que actualmente se están generando vienen de esta área.
Existen algunos estudios sobre el comportamiento en fatiga y la duración de vida de los
compuestos, de donde salen diferentes teorías. Podemos agruparlas en dos enfoques [2]:
1. Modelos para predecir la duración de vida. Se tratan de enfoques macroscópicos,
que no tienen en cuenta los mecanismos de daños y se basan en la introducción de
un criterio de fallo en fatiga y la utilización de las curvas S-N (Tensión – Numero de
ciclos), que definen para una estructura, una relación entre la carga aplicada y el
número de ciclos a rotura.
2. Modelos que tienen en cuenta el aspecto progresivo del daño y utilizan variables de
daño para describirlo.
Modelos para predecir la duración de vida
Son los modelos que vamos a poner en evidencia al fin de este proyecto. Son los primeros
que fueron desarrollados, transponiendo los conocimientos sobre materiales metálicos a los
materiales compuestos. Se trataba de métodos empíricos basados en apilamientos
cualquiera que no tenían en cuento la física del daño.
El enfoque global es caracterizar el comportamiento macroscópico del material sin tener en
cuenta el mecanismo de daño. Permiten predecir el número de ciclos N a partir del cual
ocurre la rotura a fatiga mediante una carga fija, utilizando las curvas S-N.
Estas curvas, que fueron desarrolladas inicialmente para los materiales metálicos, predicen
la duración de vida frente a la solicitación cíclica uniaxial, por un ratio R = σmin / σmax y una
frecuencia f fijos. Obtenemos las curvas con ensayos de fatiga uniaxiales con carga cíclica de
amplitud constante. La forma es lineal con una escala logarítmica:
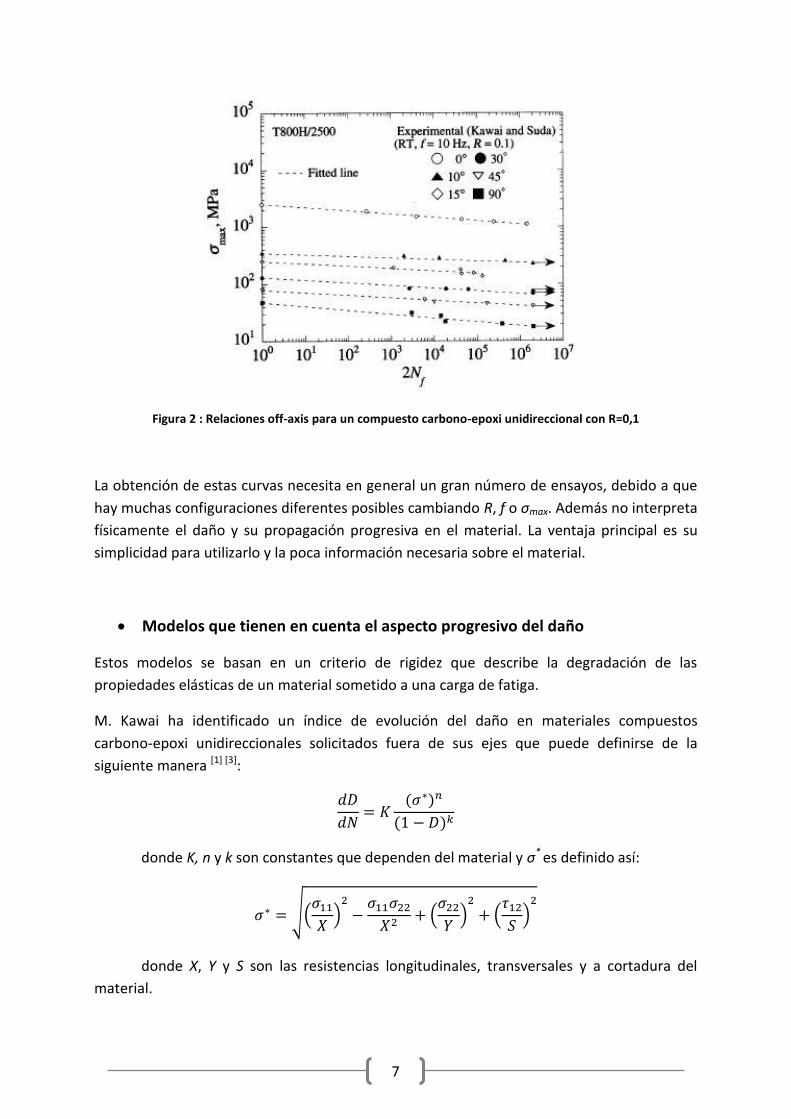
El grafico de la figura 2 representa los resultados obtenidos por M. Kawai [3] con diferentes
probetas unidireccionales de carbono-epoxi durante ensayos de fatiga.
7
Figura 2 : Relaciones off-axis para un compuesto carbono-epoxi unidireccional con R=0,1
La obtención de estas curvas necesita en general un gran número de ensayos, debido a que
hay muchas configuraciones diferentes posibles cambiando R, f o σmax. Además no interpreta
físicamente el daño y su propagación progresiva en el material. La ventaja principal es su
simplicidad para utilizarlo y la poca información necesaria sobre el material.
Modelos que tienen en cuenta el aspecto progresivo del daño
Estos modelos se basan en un criterio de rigidez que describe la degradación de las
propiedades elásticas de un material sometido a una carga de fatiga.
M. Kawai ha identificado un índice de evolución del daño en materiales compuestos
carbono-epoxi unidireccionales solicitados fuera de sus ejes que puede definirse de la
siguiente manera [1] [3]:
donde K, n y k son constantes que dependen del material y σ* es definido así:
√(
)
(
)
(
)
donde X, Y y S son las resistencias longitudinales, transversales y a cortadura del
material.
8
Existen otros enfoques y modelos para prever la resistencia en fatiga de los compuestos, que
no se detallarán aquí. Se utilizará en este estudio solamente el modelo para predecir la
duración de vida, que es el más sencillo de poner en evidencia.
1.2. Objetivos
El objetivo del proyecto es la caracterización de un material compuesto unidireccional resina
epoxi - fibra de carbono durante un ensayo de fatiga: queremos sacar la cuerva S-N
, con σmax la carga máxima y N el número de ciclos necesario para romper, y así
verificar la ley y conocer a la duración de vida del material.
Hay dos aspectos principales en este estudio:
- Comparar la diferencia de comportamiento en fatiga on-axis (carga en el sentido de
las fibras) y off-axis (carga fuera del eje de las fibras) con probetas a 0° y 15°,
respectivamente.
- Comparar la diferencia de comportamiento en fatiga a diferentes frecuencias de
ensayos: 10Hz en primer lugar y 18Hz (15Hz para los ensayos que duran mucho
tiempo) en segunda lugar.
Se trata de llevar a cabo ensayos simples que permiten conocer el comportamiento global y
macroscópico en fatiga.
Este proyecto nos permite también aprender la manera de fabricar laminados carbono-
epoxi, descubrir la realidad de ensayar en laboratorios, de hacer frente a problemas
imprevistos y de resolverlos.
9
1.3. Desarrollo del proyecto
El proyecto ha tenido tres partes principales: la fabricación, los ensayos y la redacción del
documento.
Se ha llevado a cabo toda la fabricación y todos los ensayos en el Laboratorio de Elasticidad y
Resistencia de Materiales de la ETSI.
En primer lugar se han fabricado las probetas. La mayor parte del tiempo se ha dedicado al
corte de todas las capas de láminas a las dimensiones adecuadas y a hacer una limpia bolsa
de vacío antes de curar los laminados con la ayuda de los tutores. Se han después colocado
los tacones y cortado las probetas.
Cuando las probetas han sido listas, se han empezado los ensayos, los estáticos en primer
lugar para caracterizar el material. Son ensayos muy simples y muy rápidos a llevar a cabo de
manera que la rotura de dos probetas de cada tipo (0°, 15° y 90°) se ha alcanzado. Habría
podido ser más rápido pero se ha enfrentado por la primera vez al problema del despegue
de tacones durante los ensayos a 0°.
Inmediatamente después se ha empezado los ensayos de fatiga. Dado que la máquina de
fatiga es peligrosa y difícil a manejar, se ha necesitado mucho tiempo para llevar a cabo los
ensayos sin encontrar cualquier problema como por ejemplo una rotura prematura de la
probeta.
Se han encontrado algunos imprevistos durante los ensayos de fatiga: fabricación de otras
probetas a 0° dado que el espesor de los primeros han sido demasiado elevado para alcanzar
la rotura (aplastamiento de los extremos de las probetas), rotación de las mordazas o paros
inopinados de la máquina. Se ha necesito tiempo para llevar a cabo correctamente todos los
ensayos dinámica.
La última etapa ha sido dibujar todas las curvas S-N y sacar conclusiones sobre el efecto de la
frecuencia y la orientación de fibras sobre la duración de vida a fatiga.
Se ha redactado el informe y presentado los resultados durante una presentación oral.
10
2. Fabricación y preparación de especímenes
2.1. Introducción
El objetivo fue fabricar dos paneles de laminados a base de cinta de preimpregnados
carbono-epoxi, uno a 0° y el segundo a 15°. Para realizar los ensayos estáticos y dinámicos,
se ha necesitado extraer de cada panel 20 probetas.
Para alcanzar eso, se han implementado todas las etapas necesarias en la fabricación de un
panel en fibra de carbono: cortar, apilar y curar. Después se han colocado tacones y cortado
los paneles para obtener las probetas.
La fabricación es una fase importante del desarrollo del proyecto: se deben alcanzar todas
las etapas con cuidado y precisión de manera a evitar futuros defectos en las probetas, que
implicarían indeterminaciones en los resultados.
2.2. Descripción de los ensayos y del material a utilizar
Se han utilizado dos probetas de cada tipo (0°, 15° y 90°) para caracterizar el material con
ensayos estáticos. Por eso se han realizado dos ensayos de tracción (se ha utilizado después
el valor promedio), de los cuales se han extraído la valor del módulo de Young y de la carga
ultima necesaria para romper el material, que ha permitido calcular las resistencias a la
tracción longitudinal y transversal. El valor de la resistencia transversal se ha obtenido
después de un ensayo con una probeta a 90 ° (que se ha sacado del panel a 0 °).
Los ensayos de tracción se han llevado a cabo de una máquina de ensayos Instron 4482, con
una célula de carga de 150 kN, mordazas mecánicas de tipo cuña (figura 3), y un
extensómetro 2630-112 de 50 mm de longitud y 25 mm de apertura máxima (figura 4).

11
Figura 3 : Visión de las mordazas
Figura 4 : Visión del extensómetro
Las medidas de las probetas se han realizado gracias a un calibre (pie de rey).
Los ensayos en fatiga tracción-tracción, cuyos resultados son el objetivo del proyecto, se han
realizado a dos frecuencias distintas con ocho probetas para cada frecuencia. La primera
frecuencia era de 10 Hz mientras que la segunda era de 18Hz (probetas a 15°) y 15Hz
(probetas a 0°). La carga aplicada era un porcentaje de la carga última obtenido durante los
ensayos estáticos.
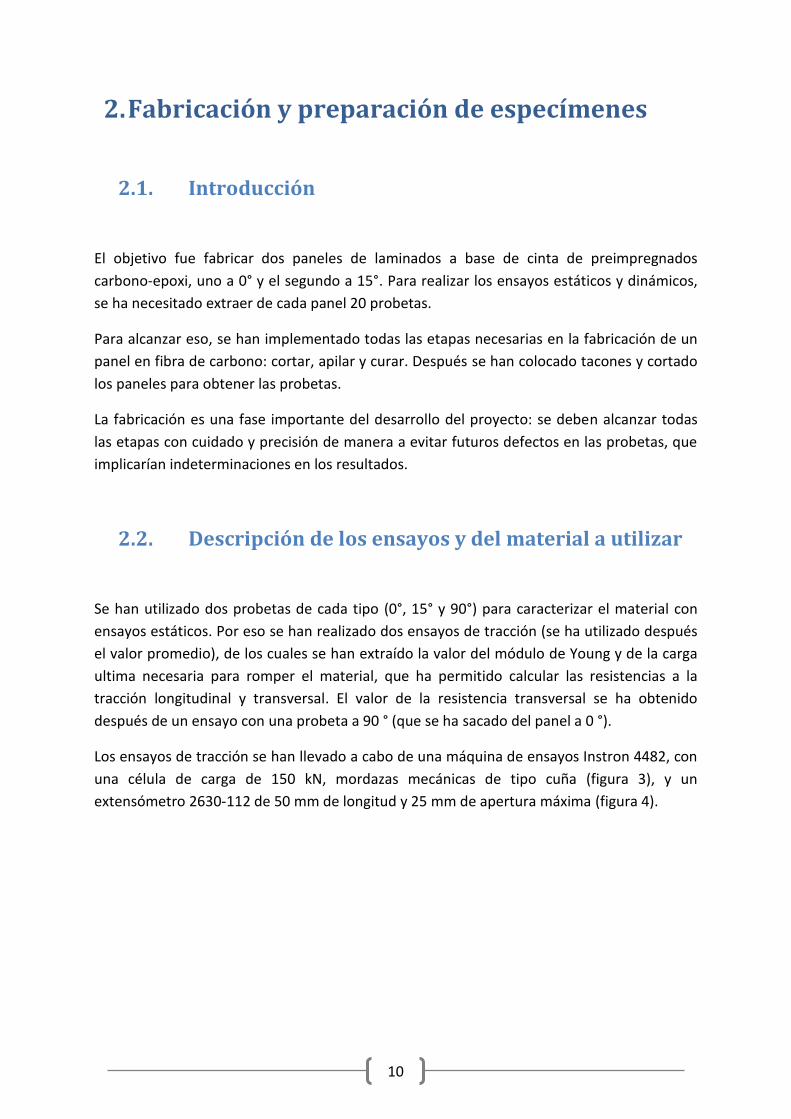
Los ensayos de fatiga se llevaron a cabo de una máquina de ensayos Instron 8801 con
mordazas hidráulicas, que podemos ver en la figura 5.
12
Figura 5 : Maquina de tracción hidráulica para los ensayos en fatiga
Sobre el material
Se trata en este proyecto de un material compuesto de fibras de carbono AS4 y matriz epoxi
8552 fabricado por Hexcel Composites SA.
Las fibras de carbono tienen un diámetro de 7 a 8 μm [1] y están constituidos de capas de
grafito, que es la forma cristalina y poco densa del carbono. La estructura cristalina del
grafito da a las fibras de carbono su anisotropía y su alta resistencia mecánica. Para alcanzar
una resistencia máxima, las capas de grafito deben estar orientadas paralelamente al eje de
la fibra.
Las fibras de carbono son frágiles y tienen una recuperación elástica total cuando se
someten a esfuerzos inferiores a los de la rotura [1]. Las propiedades transversales son
inferiores a las longitudinales. Además, estas fibras son muy sensibles a los defectos que
alteran mucho sus propiedades.
La resina epoxi es una resina termoestable. Eso significa que polimeriza al calentarla. Es un
material dúctil, que tiene una grande deformación plástica antes de que aparezca la rotura.
Esta ductilidad da un comportamiento no lineal al material compuesto, dado que la matriz
juegue un papel importante en el mecanismo de resistencia.
La resina epoxi tiene una buena colocación sobre las fibras [2], una retirada débil durante el
curado y buenas propiedades mecánicas.
13
2.3. Fabricación de las probetas
La fabricación ha sido la primera etapa práctica del proyecto y ha tenido lugar en la sala de
laminación. Ha seguido la norma I+D-E 233.
Se ha utilizado un rollo de cinta como materia prima. La cinta se compone de una resina
epoxi y de fibras de carbono unidireccional, el preimpregnado. El laminado final es la
combinación curado de siete laminadas idénticas de cinta.
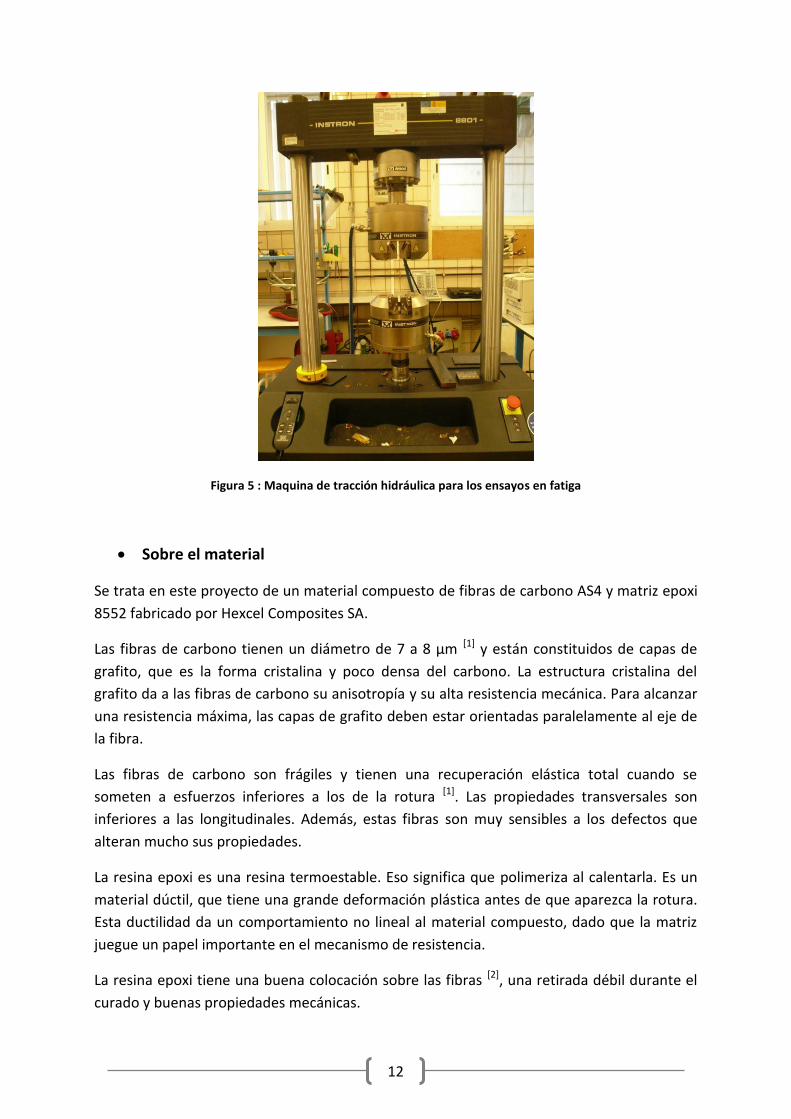
Se han cortado trozos de preimpregnados rectangulares con diferentes direcciones de fibras
como se puede ver en las figuras 6 y 7.
- Siete rectangulares con la dirección 0° de 30x30 cm²
- Siete rectangulares con la dirección de 15° de 23x30 cm²
Se ha necesitado siete capas de cinta para el panel de 15° para que la rotura no ocurra
demasiado rápido.
Figura 6 : dibujo del corte de prepreg
Figura 7 : Capas de cinta cortadas
Se ha utilizado un lápiz de color para dibujar la forma adecuada y la cita se ha cortado con un
cúter, así que el corte era el más eficiente y limpio posible. Las capas de preimpregnados
deben ser conservadas siempre en un congelador para evitar la degradación de la resina.
Cuando los rectángulos de preimpregnados estaban listos, se ha podido apilarlas (figura 8).
Se ha utilizado una espátula de teflón (material que no degrada la cinta) para pegar las capas
y evitar que hubiera demasiado aire entre ellas (figura 9).
No se ha necesitado hacer el vacío, como se hace para los paneles que tienen muchas capas.

14
Figura 8 : Apilado de rectángulos de prepreg
Figura 9 : Uso de la espátula de teflón
Antes de poner el laminado en la autoclave, se ha debido de seguir algunas etapas de
preparación.
Sobre una placa grande, recubierto con una lámina de teflón (para evitar que los paneles se
peguen a la placa), se han dispuesto los laminados con espacio entre ellos (figura 10).
Figura 10 : Apilamientos sobre la placa de curado
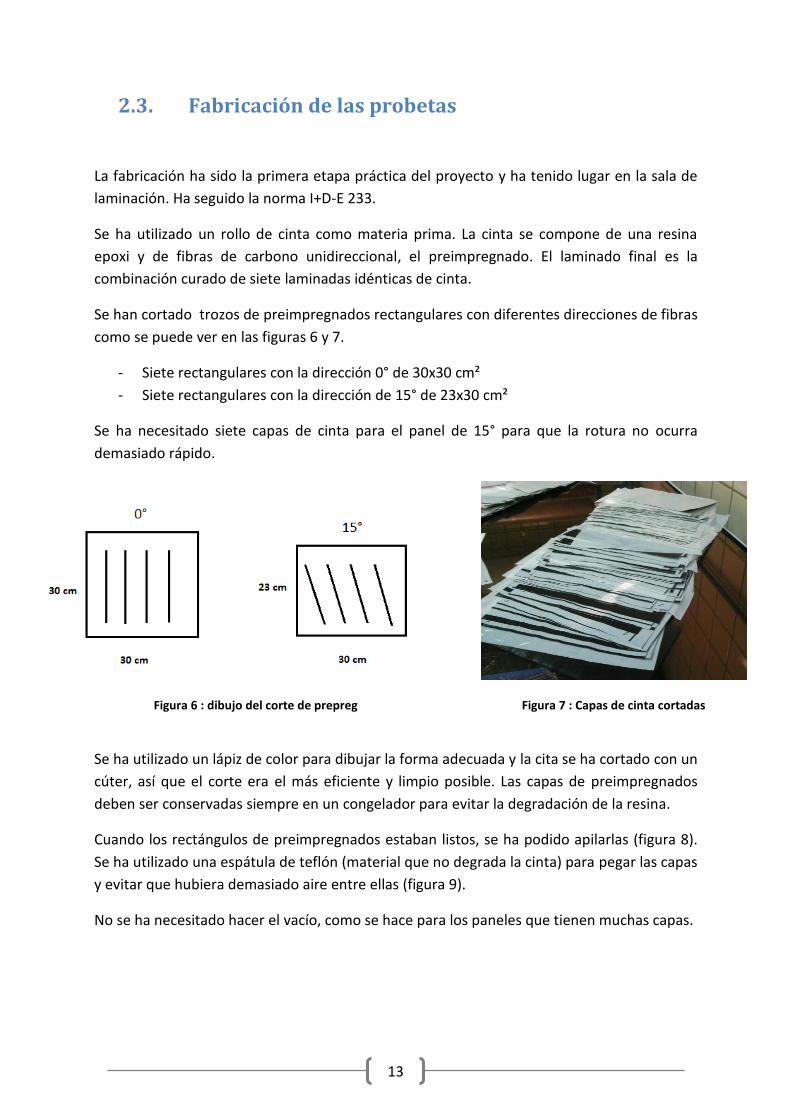
Se han rodeado los futuros paneles con una cinta de corcho adhesiva, de manera que la
resina no ha fluido fuera del panel en la autoclave (figura 11 y 12).
15
Figura 11 : Colocación de corcho adhesivo
Figura 12 : Corcho adhesivo
Se ha puesto después una otra hoja de teflón sobre los paneles para protegerlos (figura 13) y
se ha colocado una capa de tejido aireador para repartir el vacío que se ha hecho después
(figura 14).
Figura 13 : Hoja de teflón
Figura 14 : Capa de tejido aireador
Después se ha puesto una última capa: la bolsa que ha cubierto toda la placa. La bolsa se ha
pegado con cromato así que el vacío se ha mantenido en el conjunto. Se ha aplastado el
cromato con la espátula de teflón para aislar correctamente. Se ha hecho por fin el vacío con
una bomba (figura 15).
16
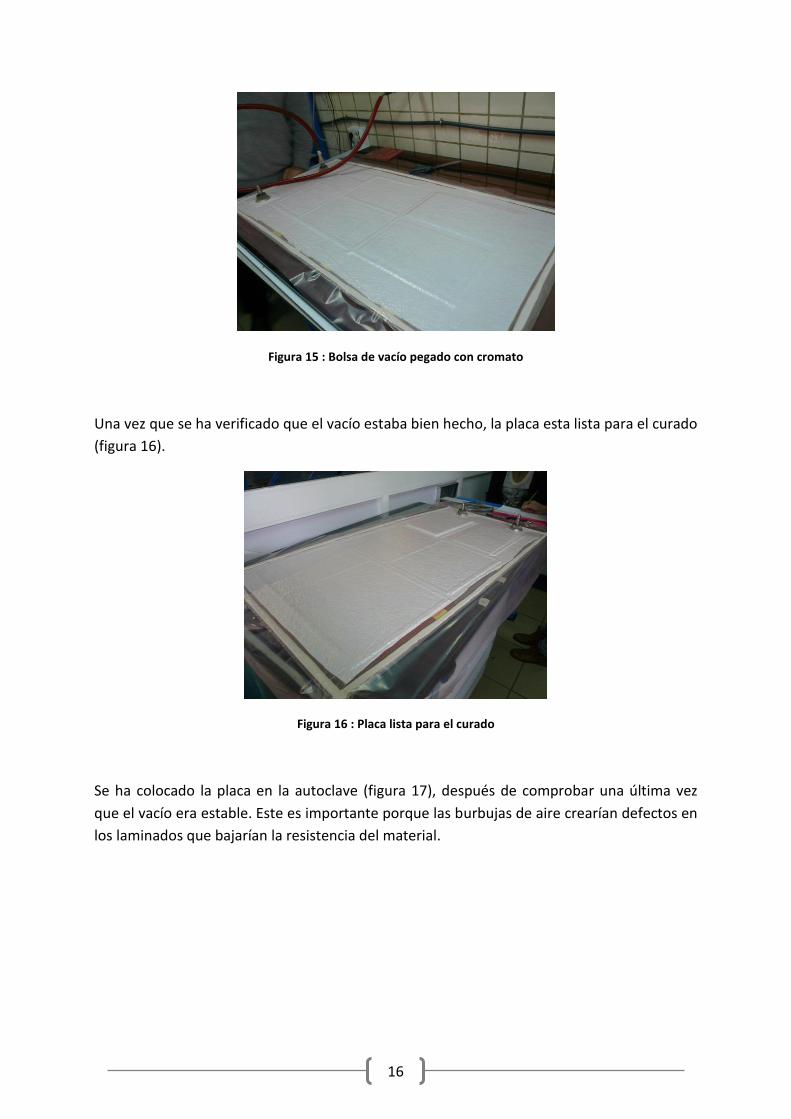
Figura 15 : Bolsa de vacío pegado con cromato
Una vez que se ha verificado que el vacío estaba bien hecho, la placa esta lista para el curado
(figura 16).
Figura 16 : Placa lista para el curado
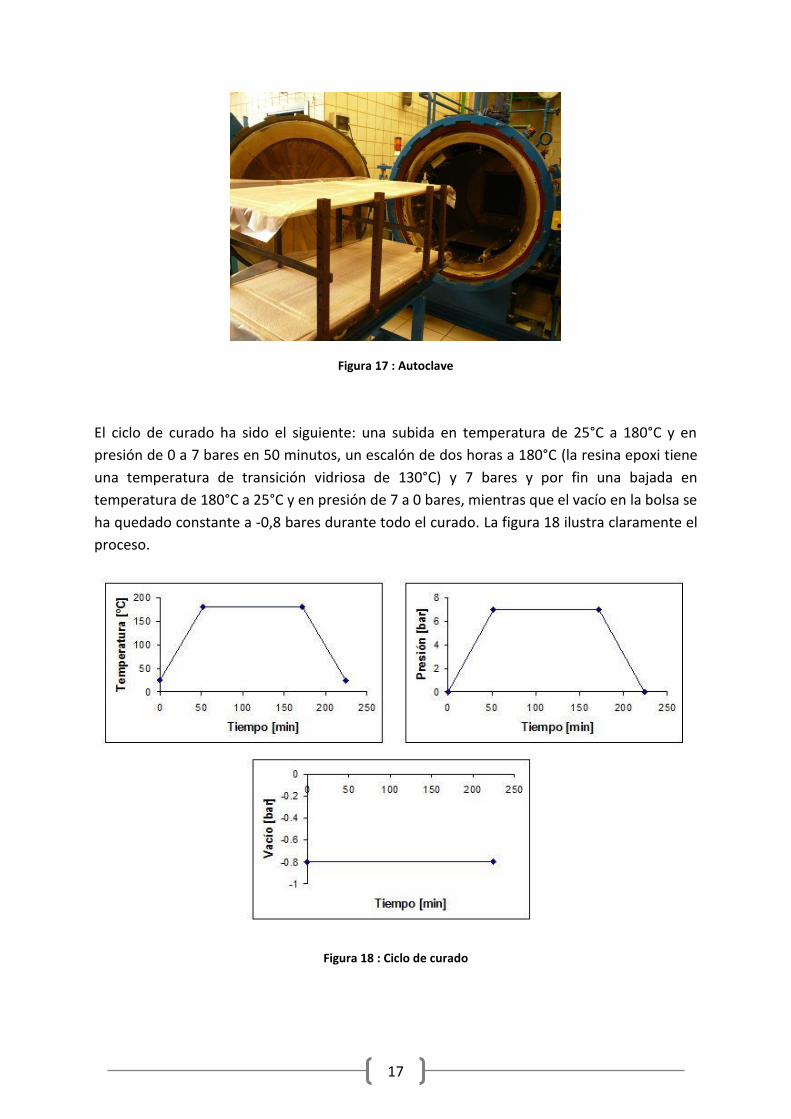
Se ha colocado la placa en la autoclave (figura 17), después de comprobar una última vez
que el vacío era estable. Este es importante porque las burbujas de aire crearían defectos en
los laminados que bajarían la resistencia del material.
17
Figura 17 : Autoclave
El ciclo de curado ha sido el siguiente: una subida en temperatura de 25°C a 180°C y en
presión de 0 a 7 bares en 50 minutos, un escalón de dos horas a 180°C (la resina epoxi tiene
una temperatura de transición vidriosa de 130°C) y 7 bares y por fin una bajada en
temperatura de 180°C a 25°C y en presión de 7 a 0 bares, mientras que el vacío en la bolsa se
ha quedado constante a -0,8 bares durante todo el curado. La figura 18 ilustra claramente el
proceso.
Figura 18 : Ciclo de curado

18
Después del curado, los laminados han sido fabricados (figura 19), y han tenido un espesor
medio de 1,36mm.
Figura 19 : Laminados fabricados
2.4. Preparación de las probetas
Una vez los paneles de laminados están listos, la preparación de las probetas es la última
etapa antes de poder ensayar.
Antes de extraer las probetas de los paneles, se ha debido disponer tacones de refuerzo de
fibra de vidrio (figura 20) en sus extremos, pegados sobre el material.
Estos tacones transfieren por cortadura la carga aplicada en los mordazas [4] sobre la probeta
y así evitan daños en el material. Además permiten una buena adhesión en las mordazas
durante los ensayos. El material utilizado es un compuesto de vidrio epoxi a ±45° que tiene
una alta resistencia a cortadura.
Figura 20 : Tacones de fibra de vidrio

19
Se han fijado los tacones con adhesivo sobre los paneles y puesto en una prensa de platos
calientes (figura 21). La presión y el calor permiten una adhesión óptima de la resina del
tacón sobre el panel. El aspecto del panel a la salida de la prensa se puede ver en la figura
22.
Figura 21 : Prensa de platos calientes
Figura 22 : Panel a la salida de la prensa
Se han quitado las rebabas de resina con una máquina que permite de mecanizarlas (figura
23), así que los rebordes de las futuras probetas serán limpios.
Figura 23 : Maquina para quitar las rebabas
La última etapa de preparación era el corte de los paneles con las dimensiones de las
probetas, que eran de 1x20 cm². Se ha extraído veinte probetas del panel a 15°, veinte
probetas de lo a 0° y dos a 90° del panel a 0°. Las dos probetas a 90° tienen dimensiones de
2x20 cm².
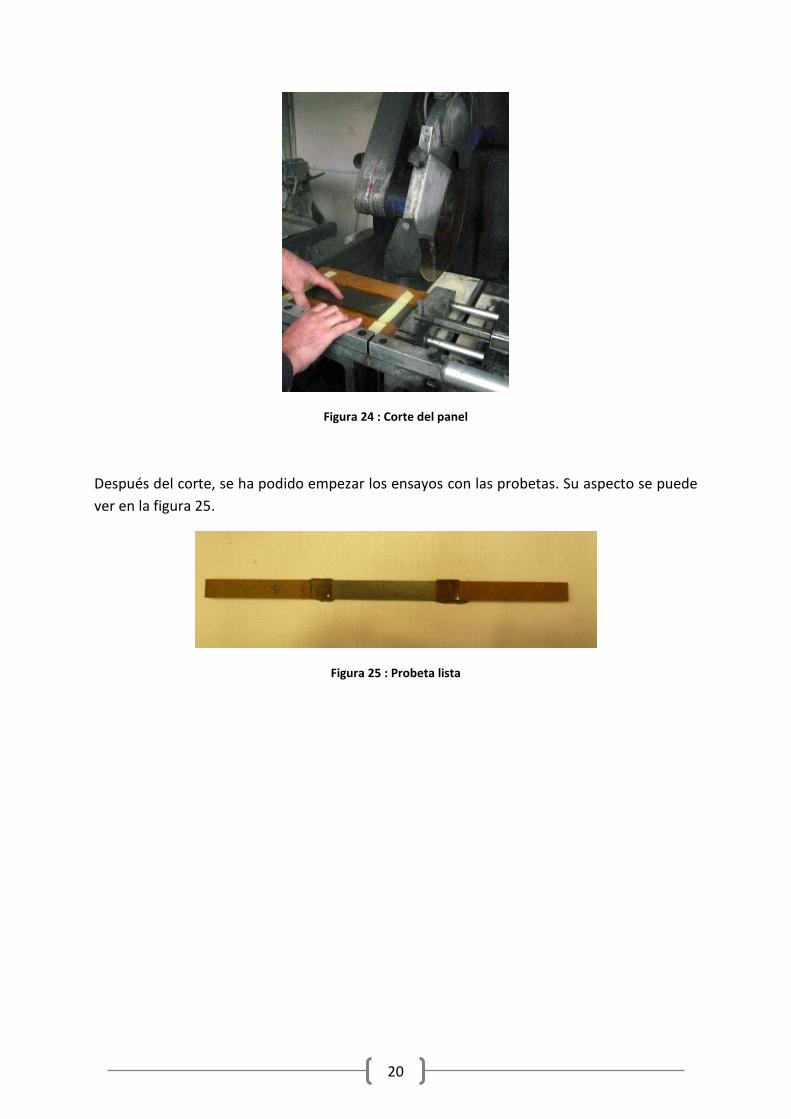
Se puede ver en la figura 24 el corte de un panel.
20
Figura 24 : Corte del panel
Después del corte, se ha podido empezar los ensayos con las probetas. Su aspecto se puede
ver en la figura 25.
Figura 25 : Probeta lista
21
3. Ensayos
3.1. Introducción
Los ensayos se han divido en dos partes principales: los ensayos estáticos y los ensayos de
fatiga.
Los ensayos estáticos se han llevado a cabo con una máquina de tracción electromecánica, y
han durado poco tiempo, dado que los ensayos estáticos son los más corrientes. Han
permitido sacar los valores que caracterizan el material: los rigideces y las resistencias
longitudinales y transversales. El valor de carga máxima a tracción ha sido muy importante,
dado que es un parámetro de los ensayos de fatiga.
Los ensayos de fatiga se han llevado a cabo con una máquina de tracción hidráulica y han
durado mucho tiempo. En efecto, se ha encontrado muchos problemas diferentes que han
retrasado los ensayos. Eso se explica por el hecho de que ha sido la primera vez que se han
realizados ensayos de fatiga con un material compuesto unidireccional.
Se ha sacado de estos ensayos el número de ciclos necesarios para romper las probetas a
dos frecuencias diferentes, con vistas a trazar la curva S-N.
Las condiciones de ensayos han debido ser los más óptimas posibles porque los resultados
serían explotables. Era importante colocar con precaución las probetas en el medio de las
mordazas (verificación mediante un calibre), poner toda la parte recubierto de tacón en las
mordazas y bajarlas hasta alcanzar una carga cerca de cero.
3.2. Ensayos estáticos
Se ha llevado a cabo dos ensayos de tracción de cada tipo de probeta (fibras en dirección 0°,
15° y 90°) reforzada en los extremos. Los tacones evitan la rotura de la probeta en los bordes
de las mordazas.
Para los ensayos se ha utilizado una máquina de tracción Instron 4482 y un extensómetro
(descritos anteriormente). Además se ha hecho un ensayo de tracción a 0° sin alcanzar la
rotura con galgas extensométricas longitudinal y transversal pegadas sobre la probeta para
22
tener una medida más precisa de la deformación y poder obtener el coeficiente ν12 (para
otros ensayos).
Todos los ensayos se han realizado con control en desplazamiento, a una temperatura de
22°C, a una humedad relativa del 50% y a una velocidad de 0,5 mm/min por los probetas de
15° y 90°, y de 1,5 mm/min por los de 0°.
Se ha querido hacer dos ensayos de tracción de cada tipo de probeta hasta la rotura, el
programa ha guardado las medidas de carga y deformación durante el tiempo de ensayo.
Después se ha podido acceder directamente a los valores de resistencia a tracción y de
módulos de Young, que el programa ha calculado. Estos valores se pueden calcular también
con las curvas tracción en función de la deformación σ = f(ε) que se trazan con los archivos
Excel creados durante el ensayo.
Probetas a 0°
Se han hecho dos tipos de ensayo diferente: tracción hasta la rotura con un extensómetro y
tracción sin romper con galgas extensiometricas.
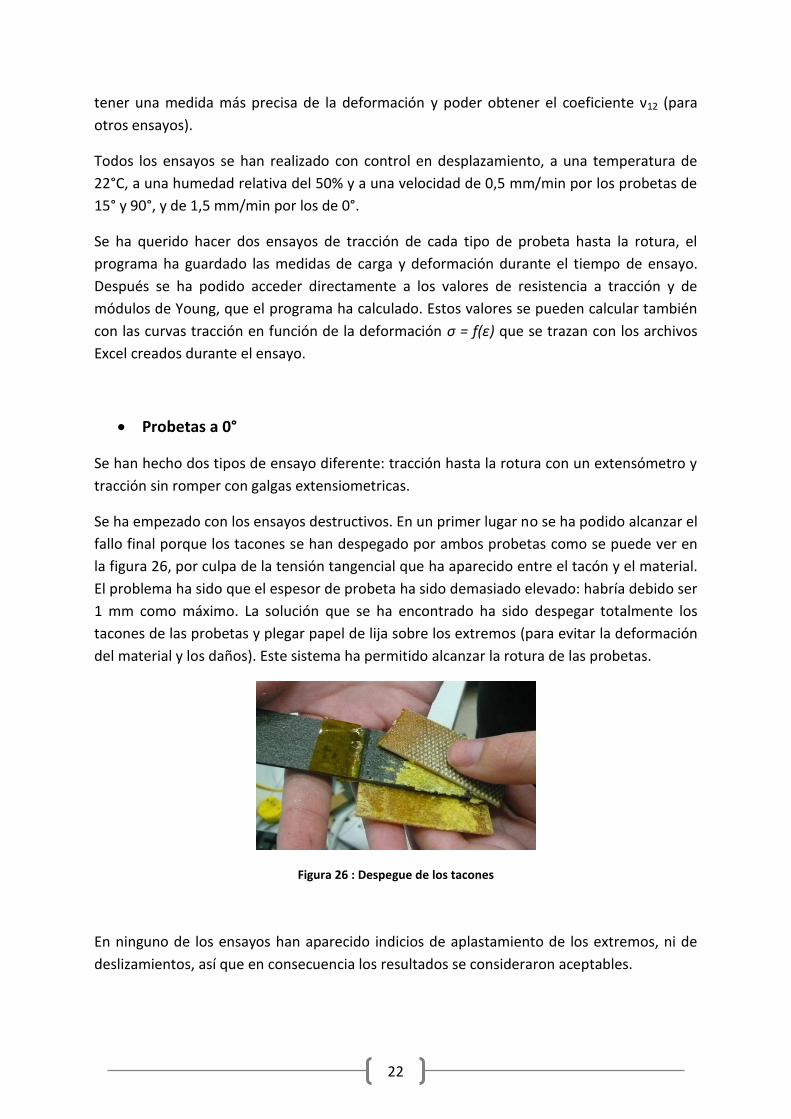
Se ha empezado con los ensayos destructivos. En un primer lugar no se ha podido alcanzar el
fallo final porque los tacones se han despegado por ambos probetas como se puede ver en
la figura 26, por culpa de la tensión tangencial que ha aparecido entre el tacón y el material.
El problema ha sido que el espesor de probeta ha sido demasiado elevado: habría debido ser
1 mm como máximo. La solución que se ha encontrado ha sido despegar totalmente los
tacones de las probetas y plegar papel de lija sobre los extremos (para evitar la deformación
del material y los daños). Este sistema ha permitido alcanzar la rotura de las probetas.
Figura 26 : Despegue de los tacones
En ninguno de los ensayos han aparecido indicios de aplastamiento de los extremos, ni de
deslizamientos, así que en consecuencia los resultados se consideraron aceptables.

23
Abajo en las figuras 27 y 28 se muestra el aspecto de las probetas después de la rotura. Se
trata de una rotura de las fibras.
Figura 27 : Probeta a 0° en las mordazas después de la rotura
Figura 28 : Probetas a 0° rotas
Además de las dos probetas que han alcanzado la rotura, se ha hecho un ensayo de tracción
sin romper con galgas extensiométricas, de las que el objetivo es dar el valor del coeficiente
de Poisson ν12 y el valor del módulo de elasticidad E11.
Se han colocado dos galgas sobre la probeta a 0°, una galga longitudinal (en amarillo en la
figura 29) y una transversal (en roja en la figura 29). Ambas galgas permiten de medir las
deformaciones εx y εy cuando la probeta se somete a tracción.
Figura 29 : Probeta a 0° con galgas extensométricas
24
Probetas a 15°
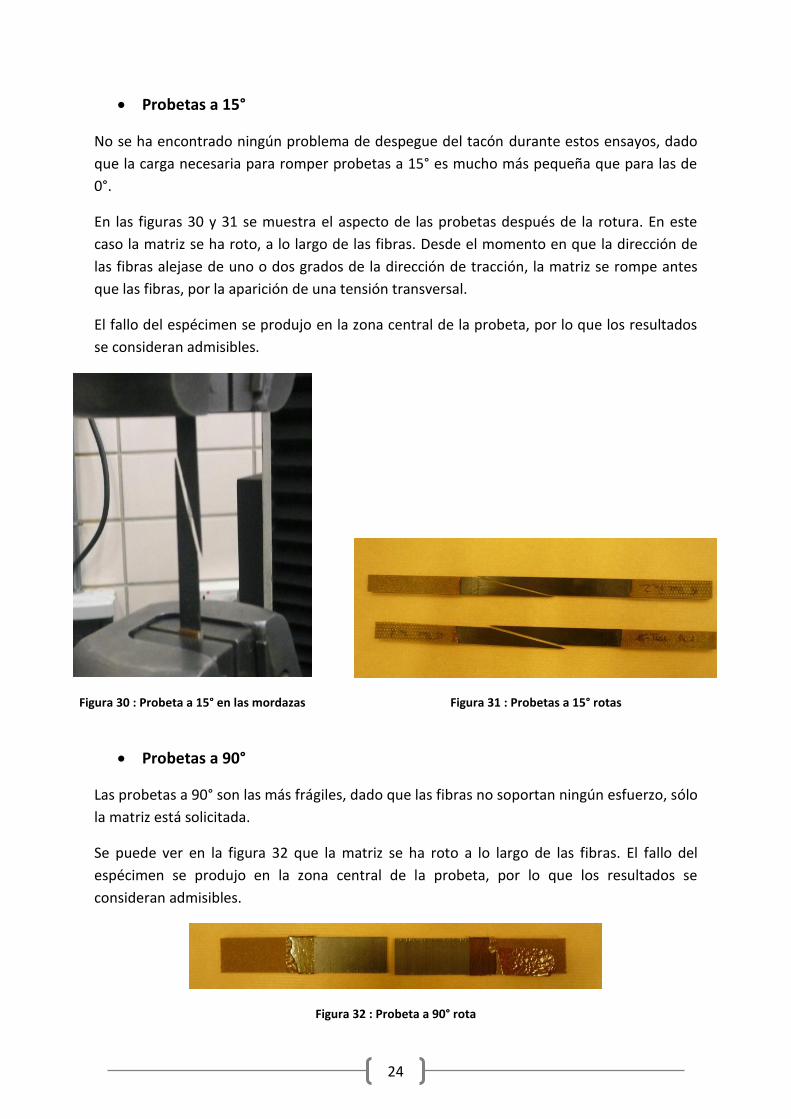
No se ha encontrado ningún problema de despegue del tacón durante estos ensayos, dado
que la carga necesaria para romper probetas a 15° es mucho más pequeña que para las de
0°.
En las figuras 30 y 31 se muestra el aspecto de las probetas después de la rotura. En este
caso la matriz se ha roto, a lo largo de las fibras. Desde el momento en que la dirección de
las fibras alejase de uno o dos grados de la dirección de tracción, la matriz se rompe antes
que las fibras, por la aparición de una tensión transversal.
El fallo del espécimen se produjo en la zona central de la probeta, por lo que los resultados
se consideran admisibles.
Figura 30 : Probeta a 15° en las mordazas
Figura 31 : Probetas a 15° rotas
Probetas a 90°
Las probetas a 90° son las más frágiles, dado que las fibras no soportan ningún esfuerzo, sólo
la matriz está solicitada.
Se puede ver en la figura 32 que la matriz se ha roto a lo largo de las fibras. El fallo del
espécimen se produjo en la zona central de la probeta, por lo que los resultados se
consideran admisibles.
Figura 32 : Probeta a 90° rota
25
3.3. Ensayos dinámicos
Se han hecho ensayos de fatiga en tracción - tracción, porque, a efectos de observar la
influencia de la frecuencia, resulta la configuración más simple. Se ha utilizado una máquina
de tracción con mordazas hidráulicas Instron 8801.
Se ha empleado probetas rectangulares con las mismas dimensiones que por los ensayos
estáticos. Los ensayos se han llevado a cabo en una máquina de ensayos Instron 8801 con
mordazas hidráulicas. El objetivo ha sido de ensayar ocho probetas de cada tipo (0° y 15°)
distribuidas en diferentes niveles de carga, correspondiendo al 85, 80, 75, 70 o 65% de la
resistencia a la tracción estática Xt. Se ha aplicado una excitación con forma de onda
senoidal a una frecuencia f de 10 Hz en una primera etapa y a 18Hz (o 15Hz por los ensayos
que han durado más) en un segundo tiempo, siendo el ratio R = mín/máx de 0.1.
Para cada tipo de probeta y cada frecuencia se ha calculado la superficie media A (midiendo
todas) de la probeta. Se han introducido en el programa los datos siguientes para cada
ensayo a un nivel de carga p:
Porcentaje (%) Fmáx (kN) Fmín (kN) Fmedia (kN) Amplitud (kN)
p p x Xt x A R x Fmáx (Fmáx + Fmín)/2 (Fmáx - Fmín)/2
La frecuencia de ensayo no ha debido ser demasiado elevada por dos razones: una
frecuencia elevada durante mucho tiempo daña la máquina y una elevación de frecuencia
significa elevación de temperatura que podría alterar las características de la resina.
Se ha constatado después los tres primeros ensayos que el peso del tubo de llegada de
aceite (mostrado por la flecha amarillo en la figura 33) ha inducido una rotación de la
mordaza inferior, lo que ha implicado una componente de flexión en la probeta. Dado que se
ha debido tener tracción pura en los ensayos, se ha encontrado un mecanismo muy simple
para evitar esta rotación: un pesado bloque de metal que ha impedido el movimiento
rotativo de la mordaza, inmovilizando un otro tubo. Este mecanismo se puede ver en la
figura 34.

26
Figura 33 : Tubo de llegada de aceite
Figura 34 : Mecanismo que estabiliza la mordaza
Problemas con las probetas a 0°
Se han empezado los ensayos de fatiga con las probetas de 0° en un primer lugar.
Según los resultados de los ensayos estáticos, se ha obtenido que la resistencia longitudinal
a tracción Xt = 1928 MPa.
Se ha calculado la superficie media A = 15,56 mm², midiendo ocho probetas.
El primero ensayo ha sido el de 85%, eso significa una tensión σmax = 0,85 x 1928 = 1638,8
MPa, y una carga Fmax = 1638,8 x 15,56 = 25499,7 N ≈ 25,5 kN.
A partir del momento donde la machina ha empezado a aplicar una carga, se ha producido el
aplastamiento de los extremos en las mordazas y el despegue de los tacones, como
representado en la figura 35. El problema ha sido el espesor de la probeta, que ha sido
demasiado elevado, y la superficie de tacones demasiado pequeña.
27
Figura 35 : Aplastamiento de los extremos
Una primera idea ha sido de bajar la presión pero ha salido el mismo resultado.
Después se ha pensado en quitar todos los tacones y pegar nuevos más grandes, pero el
proceso habría provocado defectos sobre las probetas.
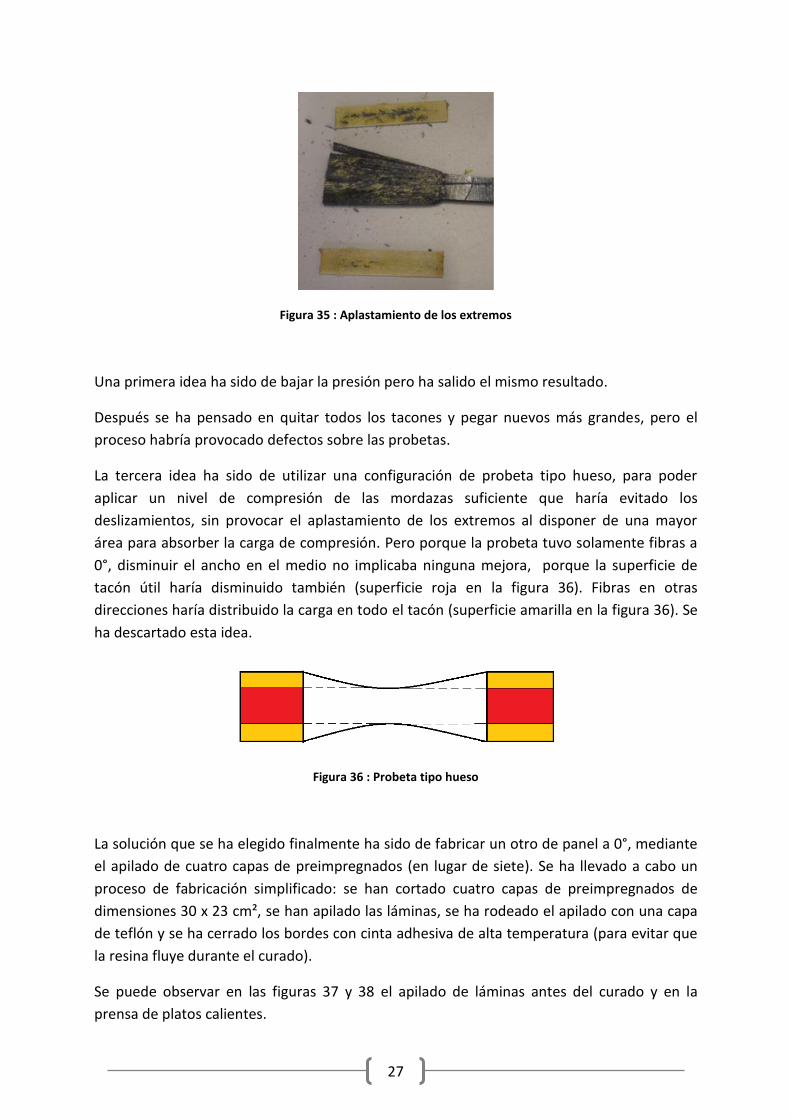
La tercera idea ha sido de utilizar una configuración de probeta tipo hueso, para poder
aplicar un nivel de compresión de las mordazas suficiente que haría evitado los
deslizamientos, sin provocar el aplastamiento de los extremos al disponer de una mayor
área para absorber la carga de compresión. Pero porque la probeta tuvo solamente fibras a
0°, disminuir el ancho en el medio no implicaba ninguna mejora, porque la superficie de
tacón útil haría disminuido también (superficie roja en la figura 36). Fibras en otras
direcciones haría distribuido la carga en todo el tacón (superficie amarilla en la figura 36). Se
ha descartado esta idea.
Figura 36 : Probeta tipo hueso
La solución que se ha elegido finalmente ha sido de fabricar un otro de panel a 0°, mediante
el apilado de cuatro capas de preimpregnados (en lugar de siete). Se ha llevado a cabo un
proceso de fabricación simplificado: se han cortado cuatro capas de preimpregnados de
dimensiones 30 x 23 cm², se han apilado las láminas, se ha rodeado el apilado con una capa
de teflón y se ha cerrado los bordes con cinta adhesiva de alta temperatura (para evitar que
la resina fluye durante el curado).
Se puede observar en las figuras 37 y 38 el apilado de láminas antes del curado y en la
prensa de platos calientes.
28
Figura 37 : Apilado de laminas
Figura 38 : Apilado en la prensa de platos calientes
Se ha puesto el preimpregnados en la prensa de platos calientes a 150°C durante 2 horas
para curarlo. La fuerza aplicada por la prensa ha sido de 65,1 kN (figura 39).
Figura 39 : Curado del laminado
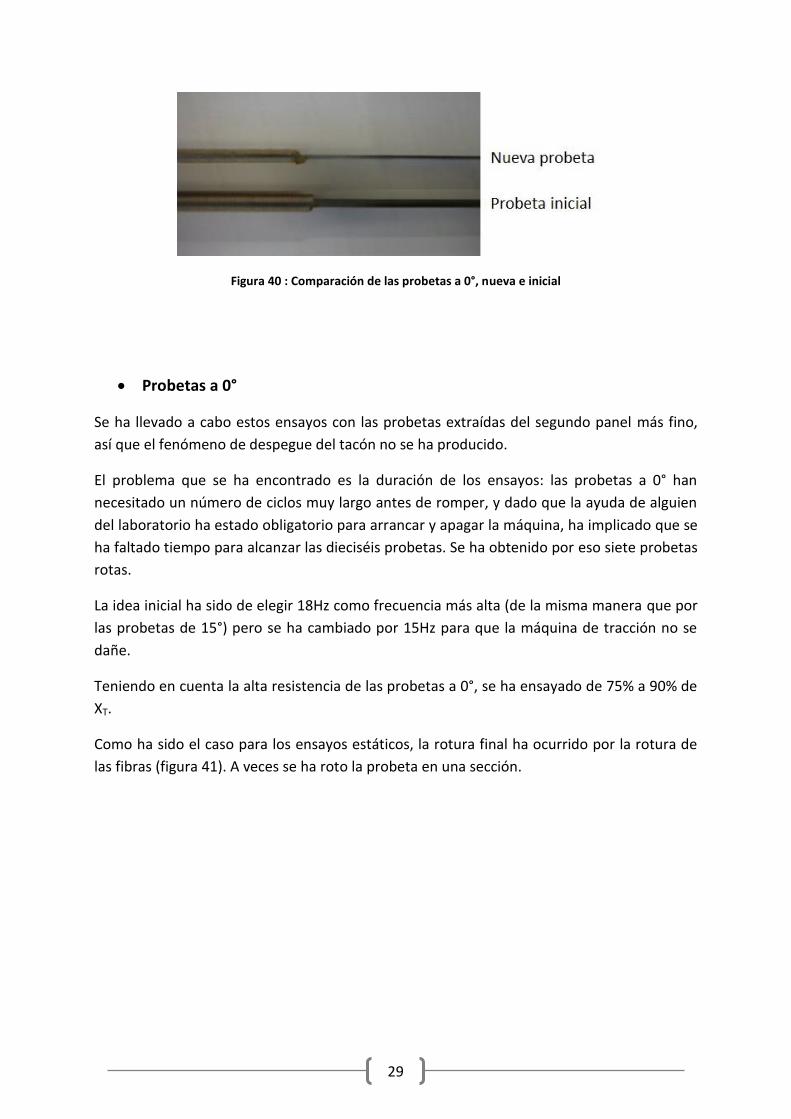
Por fin, se han obtenido veinte nuevas probetas más finas que las iniciales, con un espesor
de menos de 1mm. La figura 40 pone en evidencia la diferencia de espesor.
29
Figura 40 : Comparación de las probetas a 0°, nueva e inicial
Probetas a 0°
Se ha llevado a cabo estos ensayos con las probetas extraídas del segundo panel más fino,
así que el fenómeno de despegue del tacón no se ha producido.
El problema que se ha encontrado es la duración de los ensayos: las probetas a 0° han
necesitado un número de ciclos muy largo antes de romper, y dado que la ayuda de alguien
del laboratorio ha estado obligatorio para arrancar y apagar la máquina, ha implicado que se
ha faltado tiempo para alcanzar las dieciséis probetas. Se ha obtenido por eso siete probetas
rotas.
La idea inicial ha sido de elegir 18Hz como frecuencia más alta (de la misma manera que por
las probetas de 15°) pero se ha cambiado por 15Hz para que la máquina de tracción no se
dañe.
Teniendo en cuenta la alta resistencia de las probetas a 0°, se ha ensayado de 75% a 90% de
XT.
Como ha sido el caso para los ensayos estáticos, la rotura final ha ocurrido por la rotura de
las fibras (figura 41). A veces se ha roto la probeta en una sección.
30
Figura 41 : Rotura en fatiga de una probeta a 0°
o Frecuencia de 10Hz
Parámetros del ensayo:
XT (MPa) A (mm²) FT (N)
1967,4 7,57 14891 (N)
Nivel de carga (%)
Fmax (N) Fmin (N) Fmedia (N) Amplitud (N)
90 13404 1340 7372 6032 85 12657 1266 6962 5696 80 11913 1191 6552 5361 75 11168 1117 6143 5026
En la siguiente figura 42 se puede ver el aspecto de las probetas rotas:
31
Figura 42 : Probetas a 0° rotas en ensayo de fatiga a 10Hz
o Frecuencia de 15Hz
Parámetros del ensayo:
XT (MPa) A (mm²) FT (N)
1967,4 7,76 15269
Nivel de carga (%)
Fmax (N) Fmin (N) Fmedia (N) Amplitud (N)
90 13742 1374 7558 6184 85 12979 1298 7138 5840 82 12520 1252 6751 5634 80 12215 1222 6718 5497
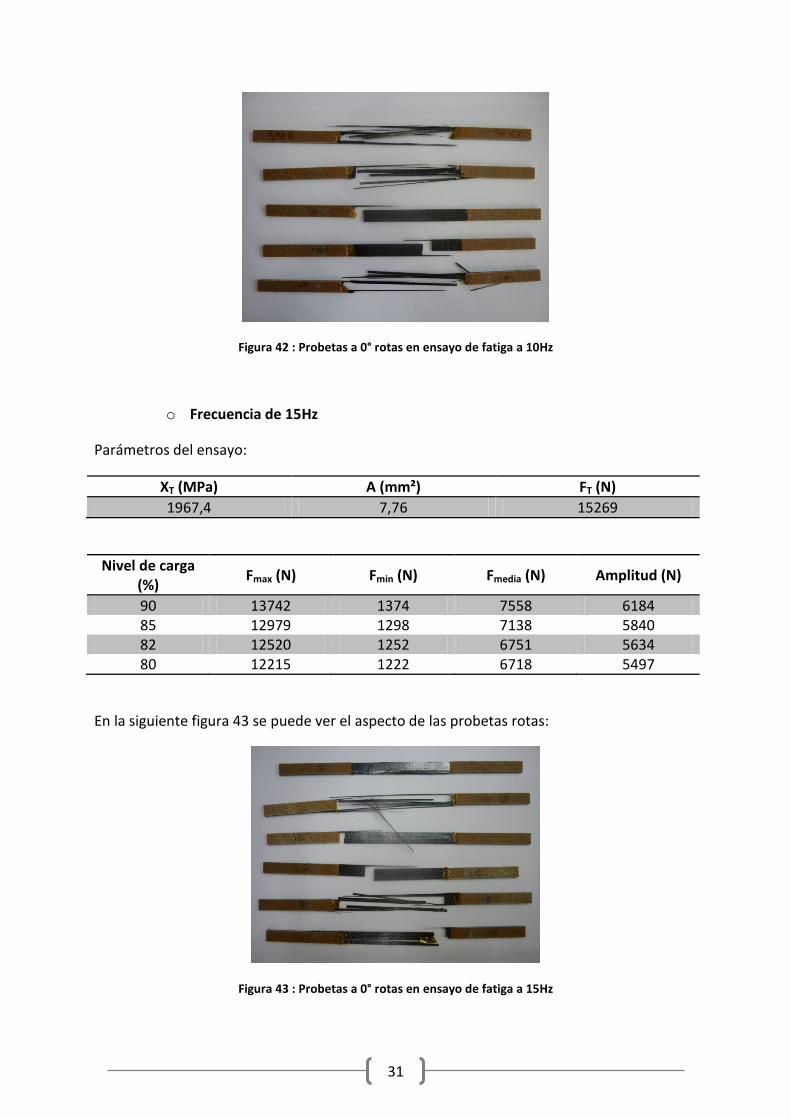
En la siguiente figura 43 se puede ver el aspecto de las probetas rotas:
Figura 43 : Probetas a 0° rotas en ensayo de fatiga a 15Hz
32
Probetas a 15°
La rotura ha ocurrido en un tiempo bastante rápido, así que se ha podido llevar a cabo todas
las probetas de 15°.
Todas las probetas disponibles por los ensayos de fatiga (dieciocho en total) no
corresponden a un punto de la curva S-N porque se han rompido demasiado rápido por las
siguientes diferentes razones:
- La máquina de tracción ha iniciado resonancia dos veces al reglaje de los parámetros
de frecuencia. Las frecuencias deseadas han sido cerca de la frecuencia de resonancia
de la máquina, así que cuando se ha buscado la frecuencia que ha provocado la
mínima de ruido, se ha alcanzado este punto.
- Se ha entrado un valor demasiado alto de carga máxima.
- Después algunos días un desorden de la maquina ha comportado una subida de la
mordaza inferior antes de iniciar el ensayo que ha inducido la compresión de la
probeta.
Las probetas se han roto por la matriz, al largo de las fibras, de la misma manera que por los
ensayos estáticos, como se puede observar en la figura 44.
Figura 44 : Rotura de una probeta a 15° en fatiga
o Frecuencia a 10Hz
Parámetros del ensayo:
XT (MPa) A (mm²) FT (N)
369 15,45 5701 (N)
33
Nivel de carga (%)
Fmax (N) Fmin (N) Fmedia (N) Amplitud (N)
85 4847 485 2666 2181 80 4562 456 2509 2053 75 4276 428 2352 1910 70 3991 399 2195 1796 65 3706 371 2039 1668 60 3421 342 1882 1540
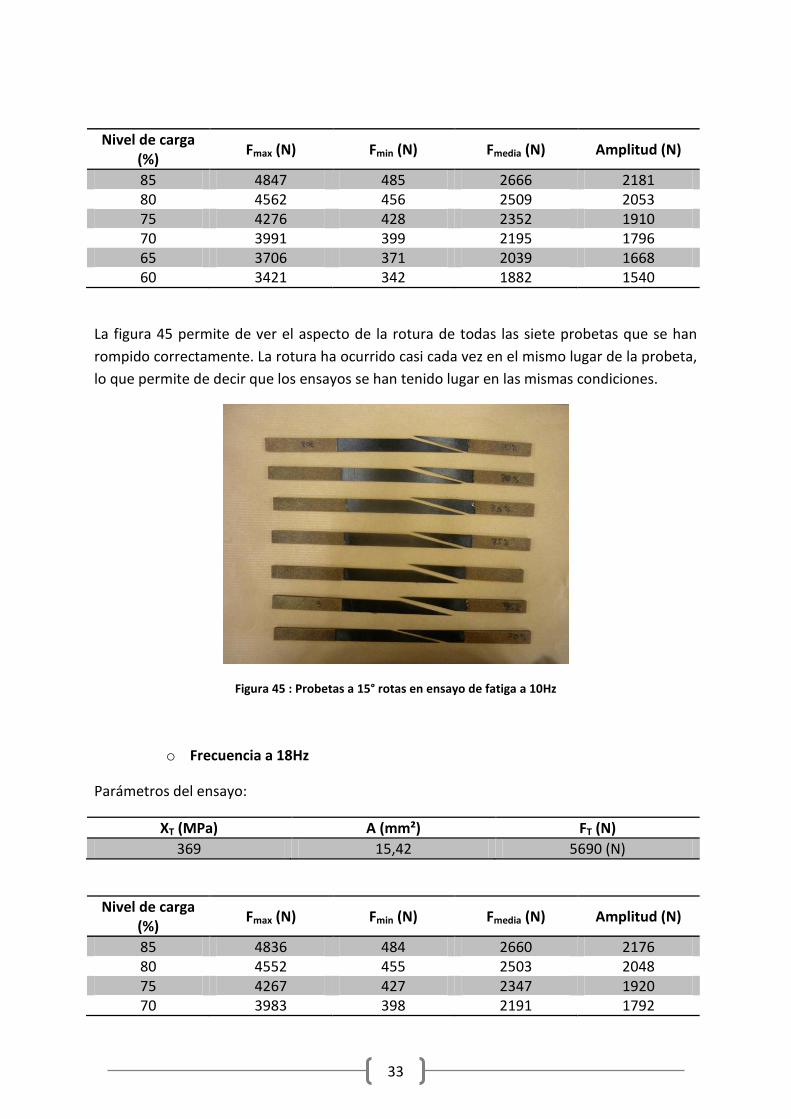
La figura 45 permite de ver el aspecto de la rotura de todas las siete probetas que se han
rompido correctamente. La rotura ha ocurrido casi cada vez en el mismo lugar de la probeta,
lo que permite de decir que los ensayos se han tenido lugar en las mismas condiciones.
Figura 45 : Probetas a 15° rotas en ensayo de fatiga a 10Hz
o Frecuencia a 18Hz
Parámetros del ensayo:
XT (MPa) A (mm²) FT (N)
369 15,42 5690 (N)
Nivel de carga (%)
Fmax (N) Fmin (N) Fmedia (N) Amplitud (N)
85 4836 484 2660 2176 80 4552 455 2503 2048 75 4267 427 2347 1920 70 3983 398 2191 1792
34
65 3698 370 2034 1664 60 3414 341 1878 1536
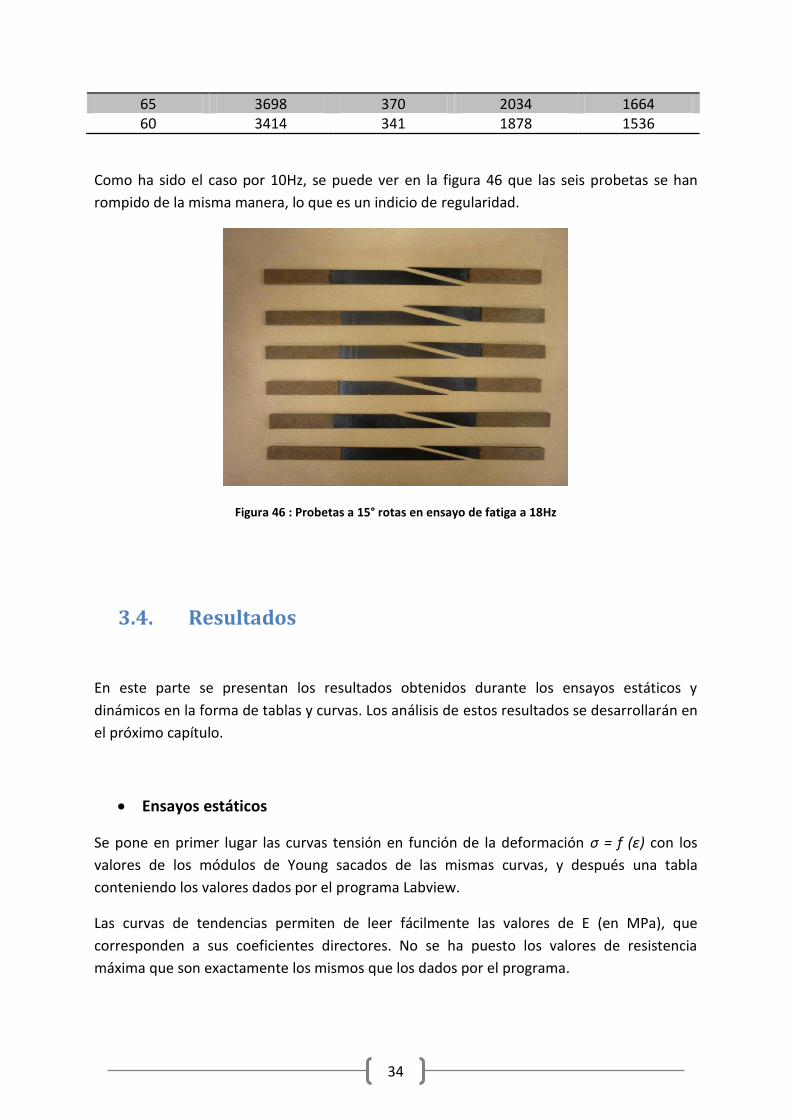
Como ha sido el caso por 10Hz, se puede ver en la figura 46 que las seis probetas se han
rompido de la misma manera, lo que es un indicio de regularidad.
Figura 46 : Probetas a 15° rotas en ensayo de fatiga a 18Hz
3.4. Resultados
En este parte se presentan los resultados obtenidos durante los ensayos estáticos y
dinámicos en la forma de tablas y curvas. Los análisis de estos resultados se desarrollarán en
el próximo capítulo.
Ensayos estáticos
Se pone en primer lugar las curvas tensión en función de la deformación σ = f (ε) con los
valores de los módulos de Young sacados de las mismas curvas, y después una tabla
conteniendo los valores dados por el programa Labview.
Las curvas de tendencias permiten de leer fácilmente las valores de E (en MPa), que
corresponden a sus coeficientes directores. No se ha puesto los valores de resistencia
máxima que son exactamente los mismos que los dados por el programa.
35
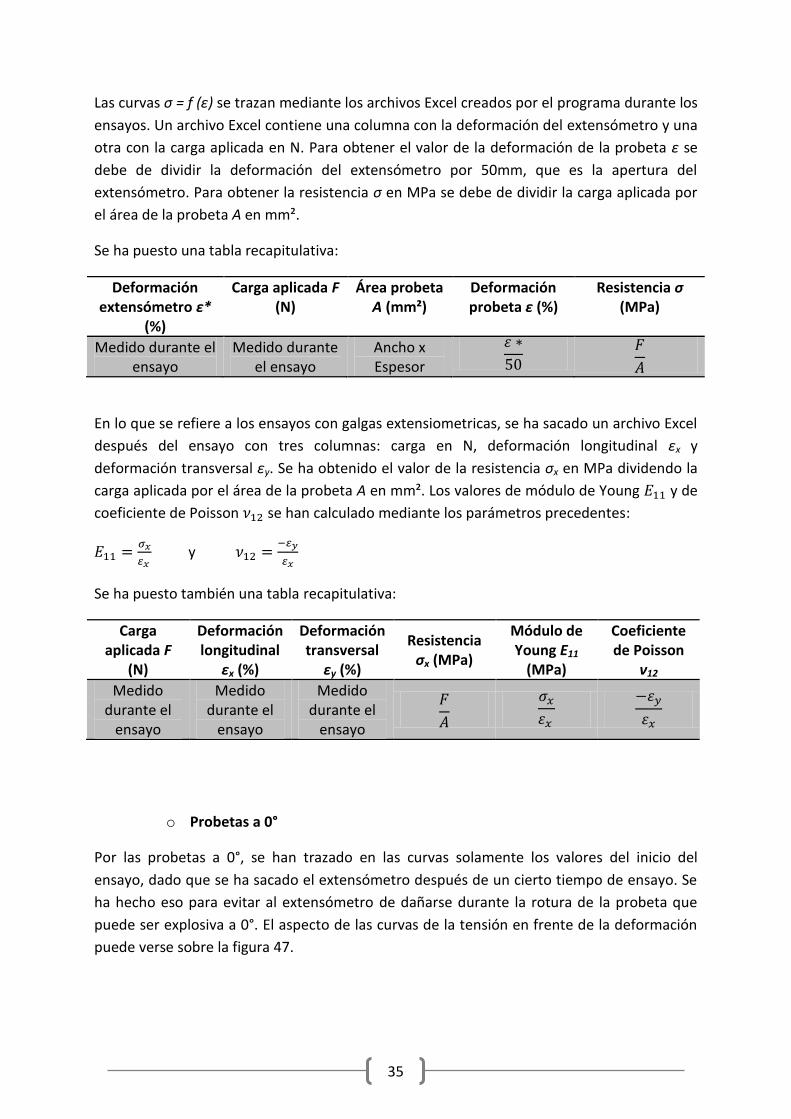
Las curvas σ = f (ε) se trazan mediante los archivos Excel creados por el programa durante los
ensayos. Un archivo Excel contiene una columna con la deformación del extensómetro y una
otra con la carga aplicada en N. Para obtener el valor de la deformación de la probeta ε se
debe de dividir la deformación del extensómetro por 50mm, que es la apertura del
extensómetro. Para obtener la resistencia σ en MPa se debe de dividir la carga aplicada por
el área de la probeta A en mm².
Se ha puesto una tabla recapitulativa:
Deformación extensómetro ε*
(%)
Carga aplicada F (N)
Área probeta A (mm²)
Deformación probeta ε (%)
Resistencia σ (MPa)
Medido durante el ensayo
Medido durante el ensayo
Ancho x Espesor
En lo que se refiere a los ensayos con galgas extensiometricas, se ha sacado un archivo Excel
después del ensayo con tres columnas: carga en N, deformación longitudinal εx y
deformación transversal εy. Se ha obtenido el valor de la resistencia σx en MPa dividendo la
carga aplicada por el área de la probeta A en mm². Los valores de módulo de Young y de
coeficiente de Poisson se han calculado mediante los parámetros precedentes:
y
Se ha puesto también una tabla recapitulativa:
Carga aplicada F
(N)
Deformación longitudinal
εx (%)
Deformación transversal
εy (%)
Resistencia σx (MPa)
Módulo de Young E11
(MPa)
Coeficiente de Poisson
ν12
Medido durante el
ensayo
Medido durante el
ensayo
Medido durante el
ensayo
o Probetas a 0°
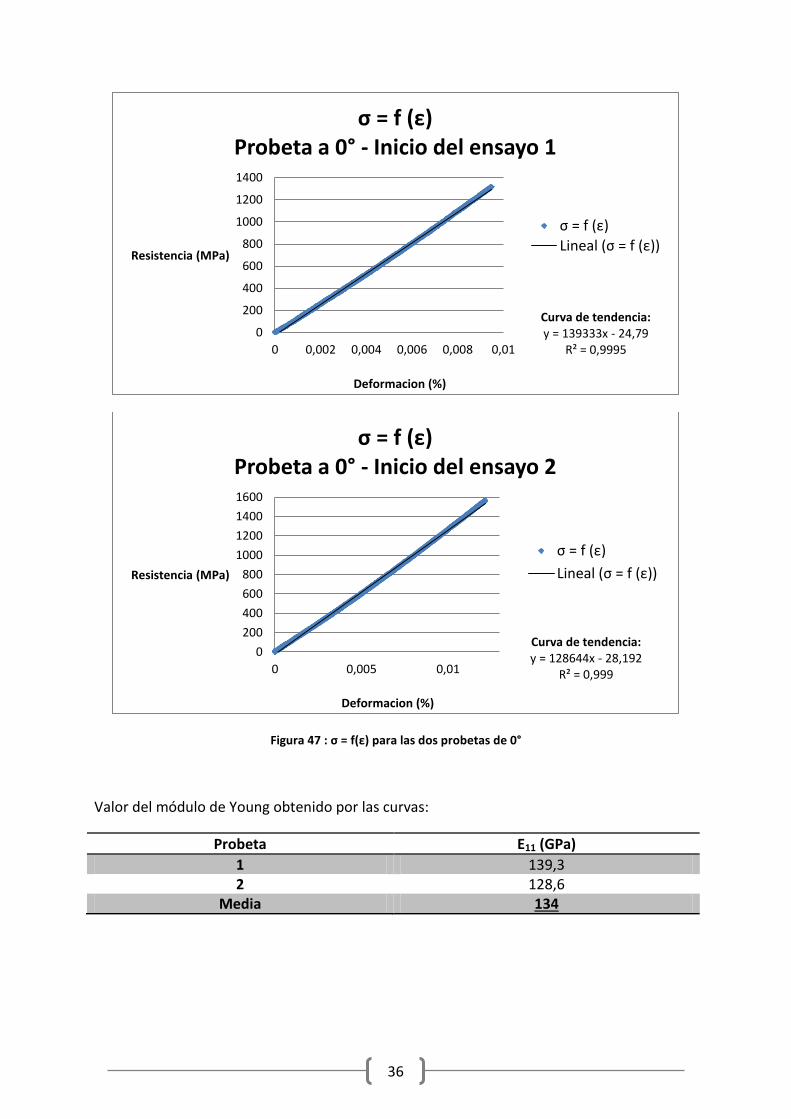
Por las probetas a 0°, se han trazado en las curvas solamente los valores del inicio del
ensayo, dado que se ha sacado el extensómetro después de un cierto tiempo de ensayo. Se
ha hecho eso para evitar al extensómetro de dañarse durante la rotura de la probeta que
puede ser explosiva a 0°. El aspecto de las curvas de la tensión en frente de la deformación
puede verse sobre la figura 47.
36
Figura 47 : σ = f(ε) para las dos probetas de 0°
Valor del módulo de Young obtenido por las curvas:
Probeta E11 (GPa)
1 139,3 2 128,6
Media 134
Curva de tendencia: y = 139333x - 24,79
R² = 0,9995
0
200
400
600
800
1000
1200
1400
0 0,002 0,004 0,006 0,008 0,01
Resistencia (MPa)
Deformacion (%)
σ = f (ε) Probeta a 0° - Inicio del ensayo 1
σ = f (ε)
Lineal (σ = f (ε))
Curva de tendencia: y = 128644x - 28,192
R² = 0,999
0
200
400
600
800
1000
1200
1400
1600
0 0,005 0,01
Resistencia (MPa)
Deformacion (%)
σ = f (ε) Probeta a 0° - Inicio del ensayo 2
σ = f (ε)
Lineal (σ = f (ε))
37
Valores obtenidos por el programa:
Probeta Dimensiones (mm)
Carga ultima (N) Xt (MPa) E11 (GPa)
1 11,07 x 1,36 30401 2019 130,3 2 11,28 x 1,37 28380 1836,5 116,9
Media / / 1928 123,6
Ensayos con galgas:
Valores obtenidos:
Módulo de Young E11 (GPa) Coeficiente de Poisson ν12
125,4 0,337
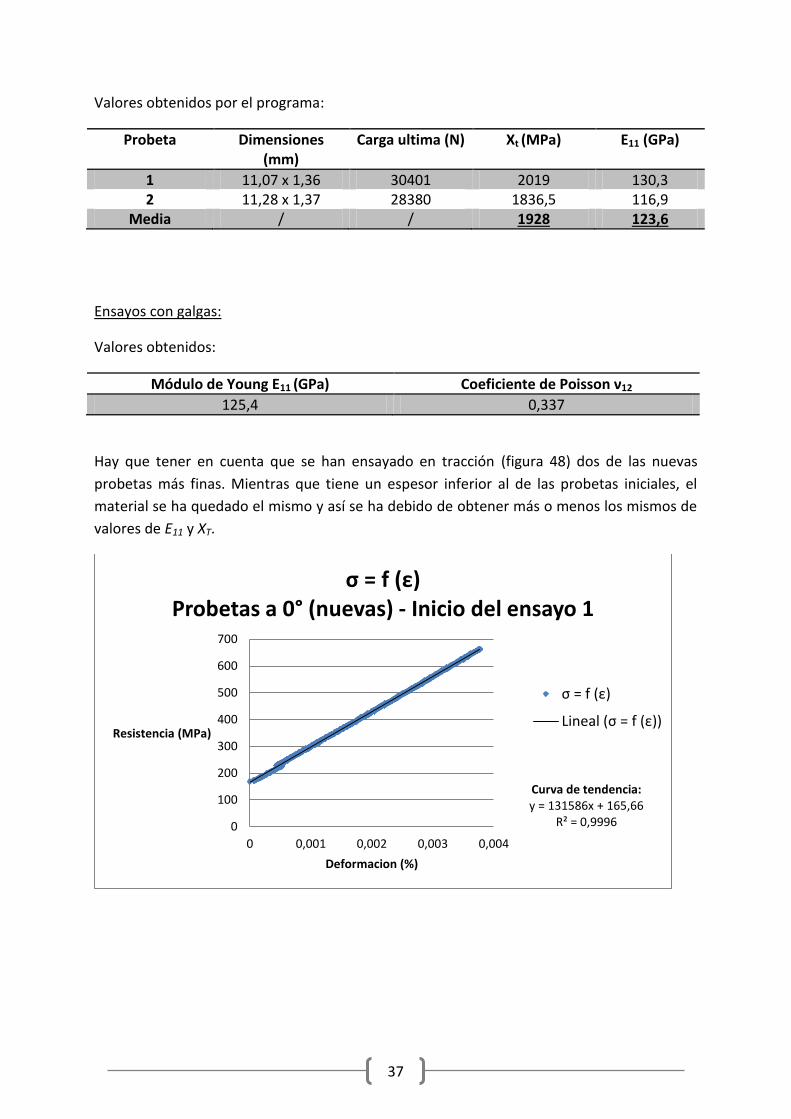
Hay que tener en cuenta que se han ensayado en tracción (figura 48) dos de las nuevas
probetas más finas. Mientras que tiene un espesor inferior al de las probetas iniciales, el
material se ha quedado el mismo y así se ha debido de obtener más o menos los mismos de
valores de E11 y XT.
Curva de tendencia: y = 131586x + 165,66
R² = 0,9996 0
100
200
300
400
500
600
700
0 0,001 0,002 0,003 0,004
Resistencia (MPa)
Deformacion (%)
σ = f (ε) Probetas a 0° (nuevas) - Inicio del ensayo 1
σ = f (ε)
Lineal (σ = f (ε))
38
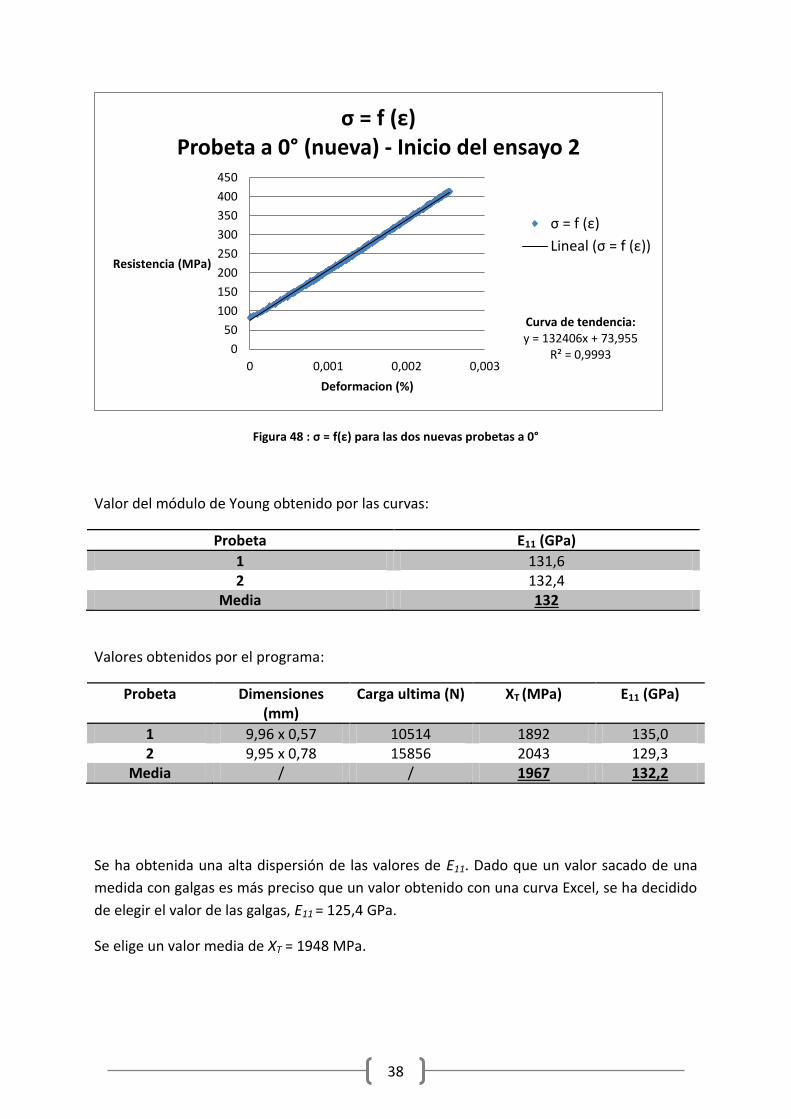
Figura 48 : σ = f(ε) para las dos nuevas probetas a 0°
Valor del módulo de Young obtenido por las curvas:
Probeta E11 (GPa)
1 131,6 2 132,4
Media 132
Valores obtenidos por el programa:
Probeta Dimensiones (mm)
Carga ultima (N) XT (MPa) E11 (GPa)
1 9,96 x 0,57 10514 1892 135,0 2 9,95 x 0,78 15856 2043 129,3
Media / / 1967 132,2
Se ha obtenida una alta dispersión de las valores de E11. Dado que un valor sacado de una
medida con galgas es más preciso que un valor obtenido con una curva Excel, se ha decidido
de elegir el valor de las galgas, E11 = 125,4 GPa.
Se elige un valor media de XT = 1948 MPa.
Curva de tendencia: y = 132406x + 73,955
R² = 0,9993 0
50
100
150
200
250
300
350
400
450
0 0,001 0,002 0,003
Resistencia (MPa)
Deformacion (%)
σ = f (ε) Probeta a 0° (nueva) - Inicio del ensayo 2
σ = f (ε)
Lineal (σ = f (ε))
39
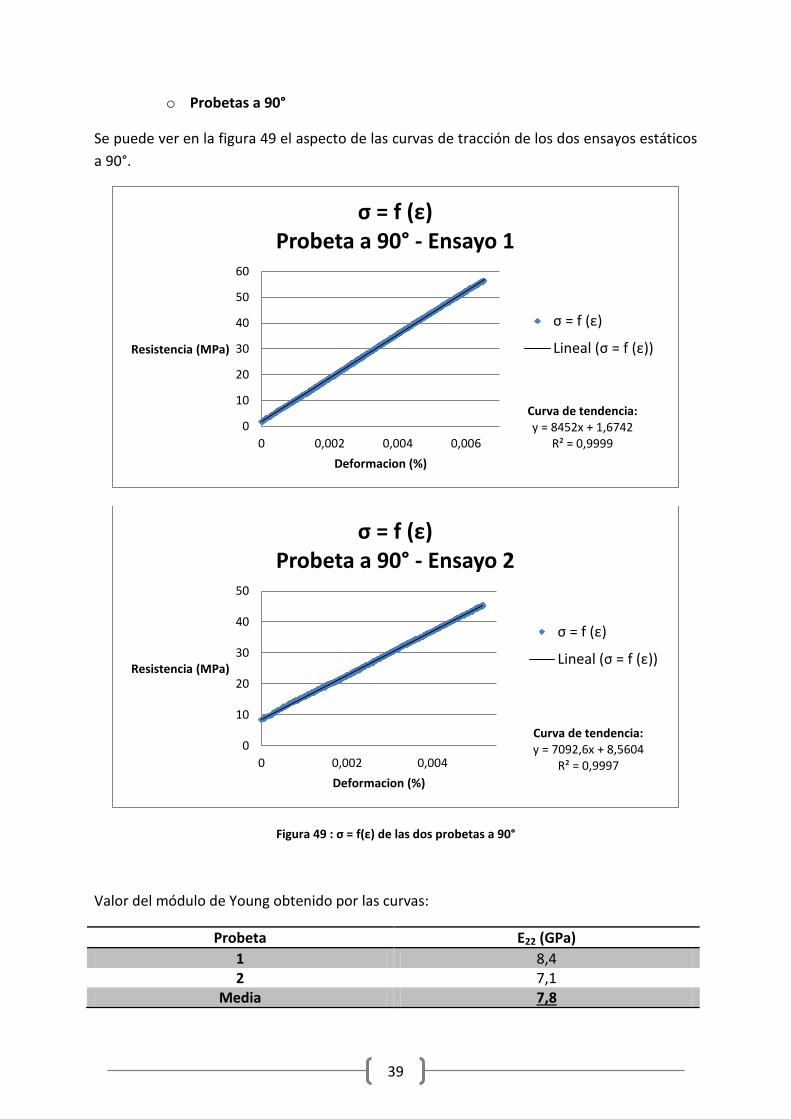
o Probetas a 90°
Se puede ver en la figura 49 el aspecto de las curvas de tracción de los dos ensayos estáticos
a 90°.
Figura 49 : σ = f(ε) de las dos probetas a 90°
Valor del módulo de Young obtenido por las curvas:
Probeta E22 (GPa)
1 8,4 2 7,1
Media 7,8
Curva de tendencia: y = 8452x + 1,6742
R² = 0,9999
0
10
20
30
40
50
60
0 0,002 0,004 0,006
Resistencia (MPa)
Deformacion (%)
σ = f (ε) Probeta a 90° - Ensayo 1
σ = f (ε)
Lineal (σ = f (ε))
Curva de tendencia: y = 7092,6x + 8,5604
R² = 0,9997
0
10
20
30
40
50
0 0,002 0,004
Resistencia (MPa)
Deformacion (%)
σ = f (ε) Probeta a 90° - Ensayo 2
σ = f (ε)
Lineal (σ = f (ε))
40
Valores obtenidos por el programa:
Probeta Dimensiones (mm)
Carga ultima (N) Yt (MPa) E22 (GPa)
1 24,80 x 1,30 1817 56,4 8,3 2 24,87 x 1,40 1576 45,3 6,9
Media / / 50,8 7,6
Dado que los dos valores son muy parecidos, podemos decir que el valor de E22 = 7,7 GPa.
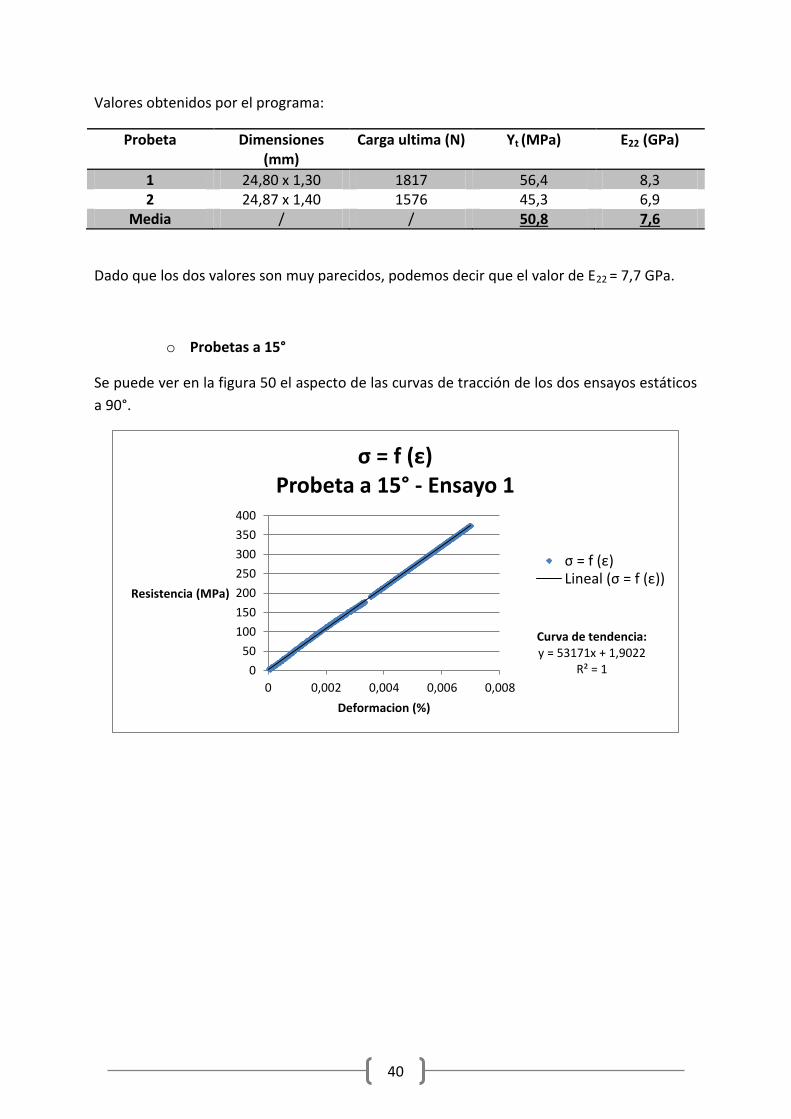
o Probetas a 15°
Se puede ver en la figura 50 el aspecto de las curvas de tracción de los dos ensayos estáticos
a 90°.
Curva de tendencia: y = 53171x + 1,9022
R² = 1 0
50
100
150
200
250
300
350
400
0 0,002 0,004 0,006 0,008
Resistencia (MPa)
Deformacion (%)
σ = f (ε) Probeta a 15° - Ensayo 1
σ = f (ε) Lineal (σ = f (ε))
41
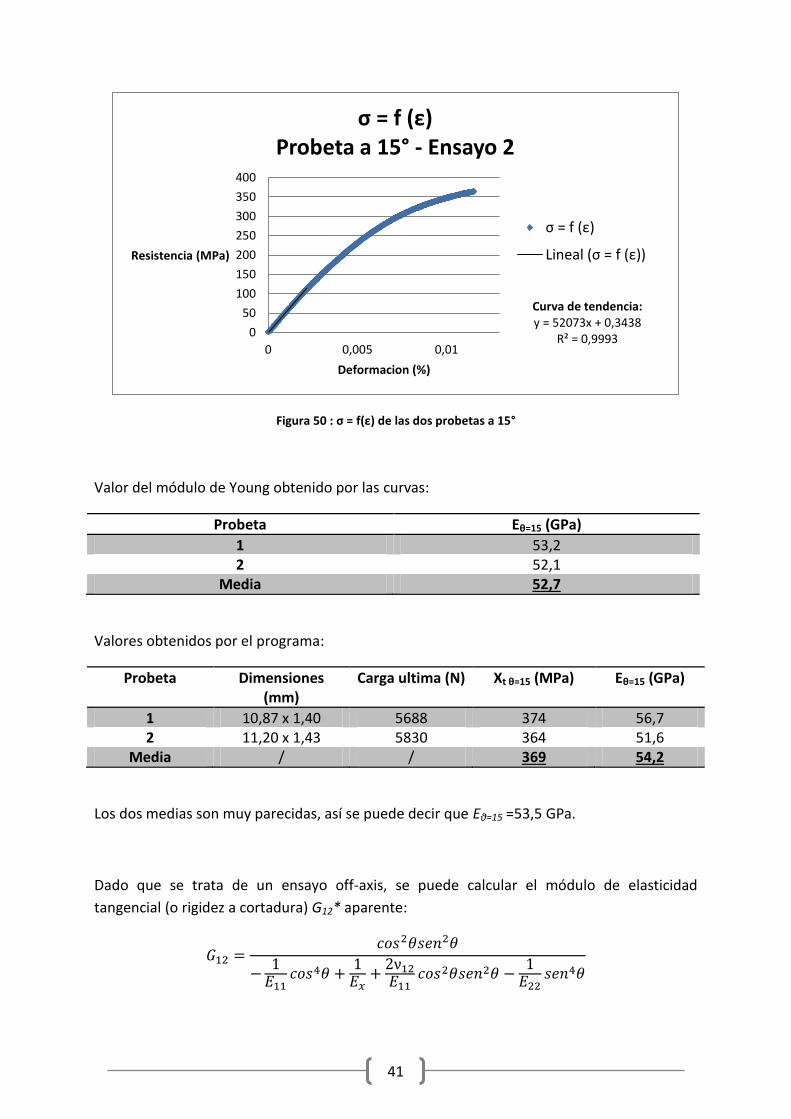
Figura 50 : σ = f(ε) de las dos probetas a 15°
Valor del módulo de Young obtenido por las curvas:
Probeta Eθ=15 (GPa)
1 53,2 2 52,1
Media 52,7
Valores obtenidos por el programa:
Probeta Dimensiones (mm)
Carga ultima (N) Xt θ=15 (MPa) Eθ=15 (GPa)
1 10,87 x 1,40 5688 374 56,7 2 11,20 x 1,43 5830 364 51,6
Media / / 369 54,2
Los dos medias son muy parecidas, así se puede decir que Eθ=15 =53,5 GPa.
Dado que se trata de un ensayo off-axis, se puede calcular el módulo de elasticidad
tangencial (o rigidez a cortadura) G12* aparente:
Curva de tendencia: y = 52073x + 0,3438
R² = 0,9993 0
50
100
150
200
250
300
350
400
0 0,005 0,01
Resistencia (MPa)
Deformacion (%)
σ = f (ε) Probeta a 15° - Ensayo 2
σ = f (ε)
Lineal (σ = f (ε))
42
Con θ = 15°, E11 = 125,4 GPa, E22 = 7,7 GPa, EX = Eθ=15 = 53,5 GPa, ν12 = 0,337.
G12* = 5, 43 GPa.
No obstante, la realización del ensayo presenta problemas derivados del acoplamiento entre
tensiones normales y deformaciones tangenciales. La probeta quería deformarse al largo de
las fibras y así inducir rotación y tensión transversal en su extrema. Pero las mordazas no
permiten esta deformación, lo que da lugar a un estado de tensión no uniforme en la
probeta. Por eso se debe corregir el valor de G12 que es un valor aparente. Un factor de
corrección es necesario para obtener el valor real de G12. Un cálculo permite obtener un
factor de 0,8:
G12 = 0,8 G12* = 4,34 GPa.
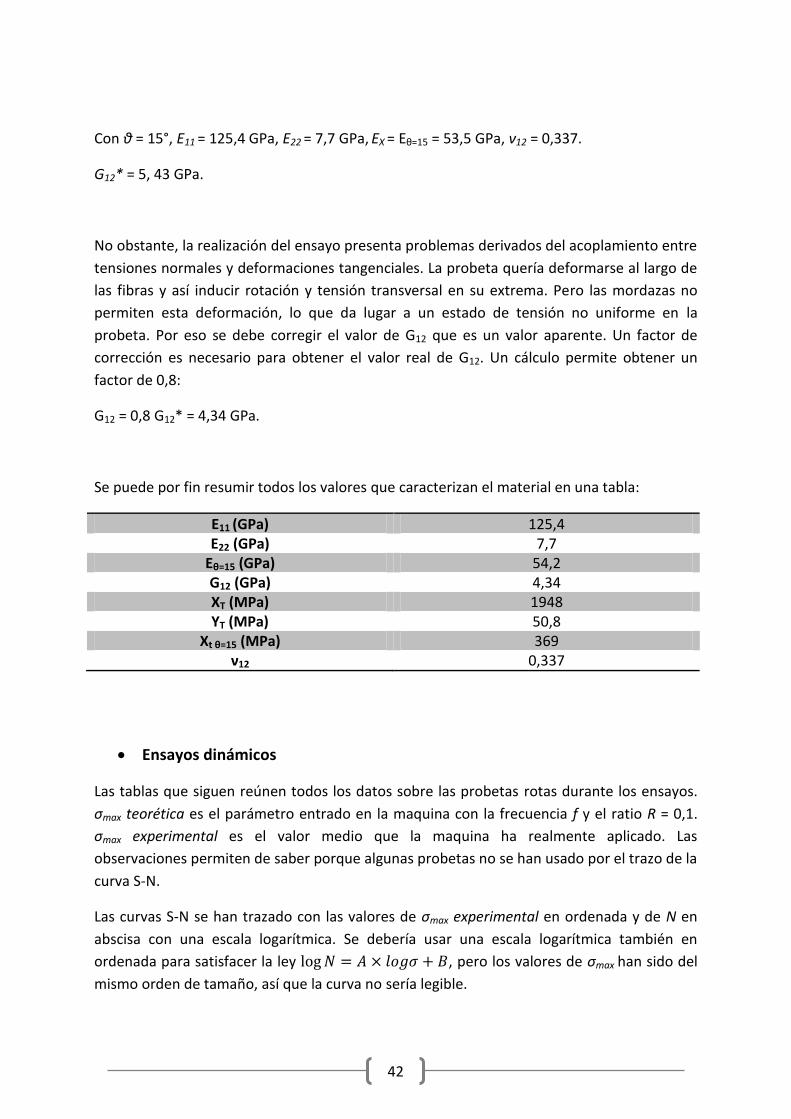
Se puede por fin resumir todos los valores que caracterizan el material en una tabla:
E11 (GPa) 125,4 E22 (GPa) 7,7
Eθ=15 (GPa) 54,2 G12 (GPa) 4,34 XT (MPa) 1948 YT (MPa) 50,8
Xt θ=15 (MPa) 369 ν12 0,337
Ensayos dinámicos
Las tablas que siguen reúnen todos los datos sobre las probetas rotas durante los ensayos.
σmax teorética es el parámetro entrado en la maquina con la frecuencia f y el ratio R = 0,1.
σmax experimental es el valor medio que la maquina ha realmente aplicado. Las
observaciones permiten de saber porque algunas probetas no se han usado por el trazo de la
curva S-N.
Las curvas S-N se han trazado con las valores de σmax experimental en ordenada y de N en
abscisa con una escala logarítmica. Se debería usar una escala logarítmica también en
ordenada para satisfacer la ley , pero los valores de σmax han sido del
mismo orden de tamaño, así que la curva no sería legible.
43
La ecuación de las curvas de tendencia no tiene la misma importancia que por las de σ = f (ε)
dado que no se quiere determinar los coeficientes A y B de la ley. Esta se indica como simple
información. El coeficiente de determinación R² es más importante en este caso por dar una
indicación sobre la precisión de la curva de tendencia (distancia entre el modelo y los datos)
y así en el mismo tiempo sobre la validez de la ley logarítmica.
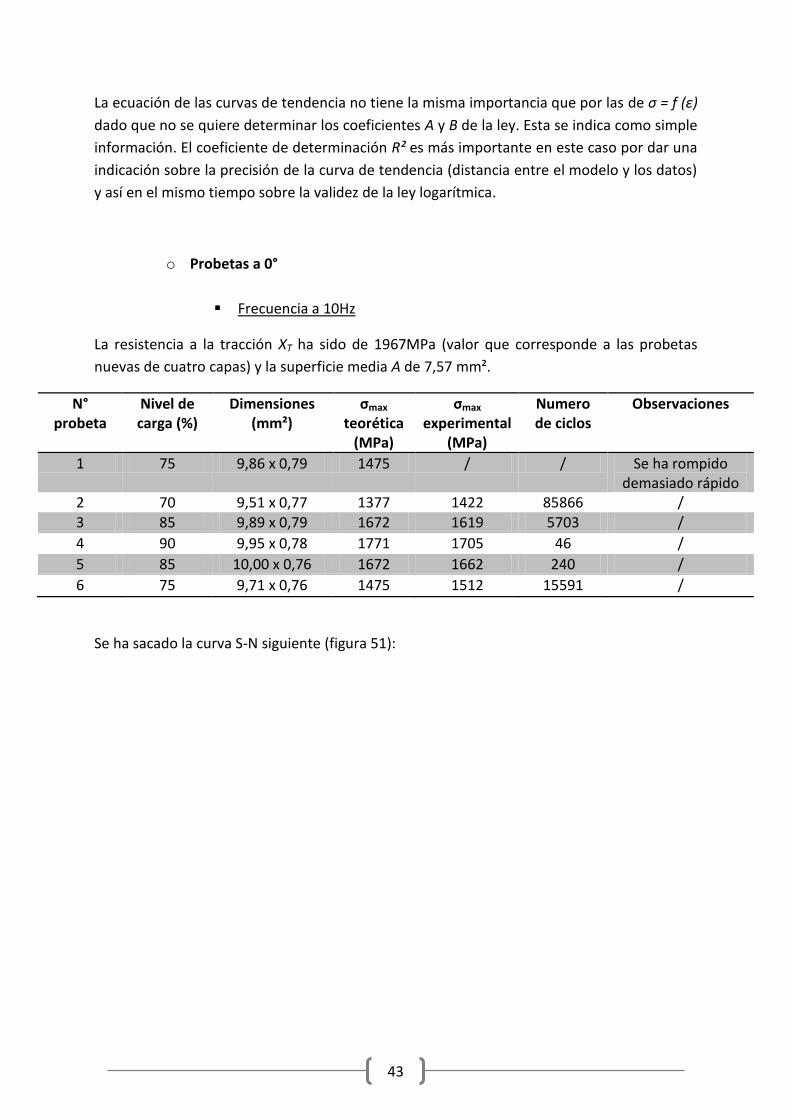
o Probetas a 0°
Frecuencia a 10Hz
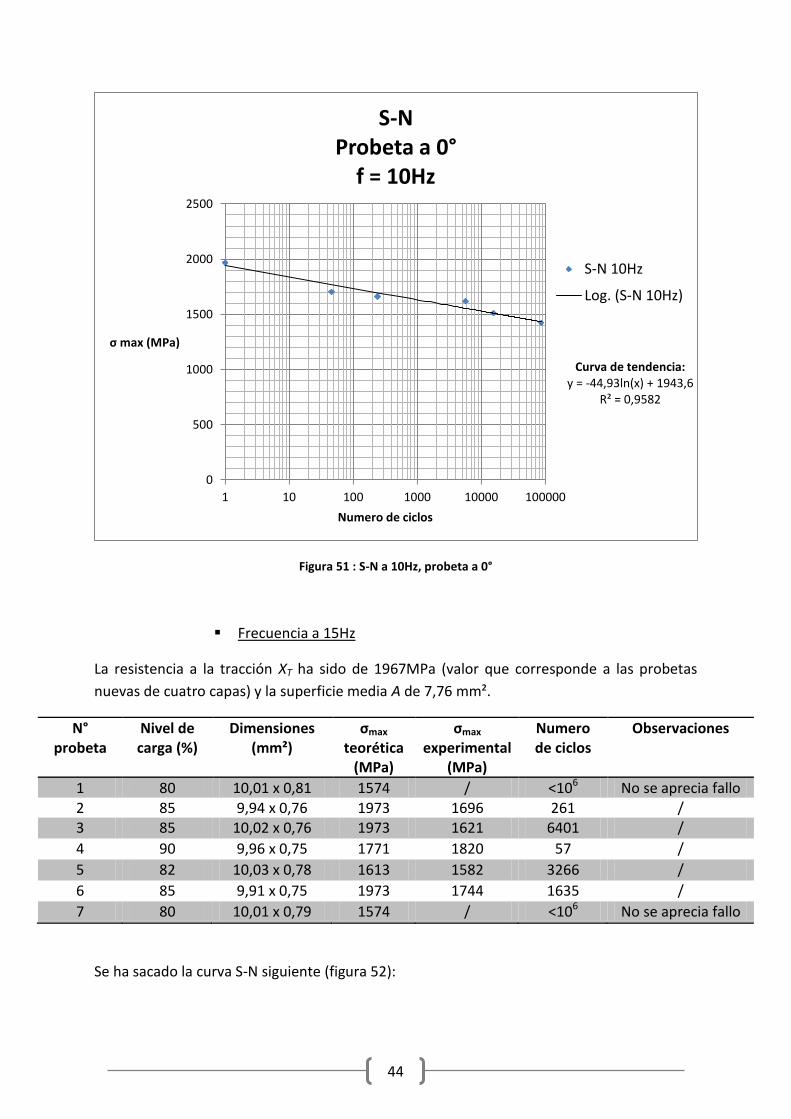
La resistencia a la tracción XT ha sido de 1967MPa (valor que corresponde a las probetas
nuevas de cuatro capas) y la superficie media A de 7,57 mm².
N° probeta
Nivel de carga (%)
Dimensiones (mm²)
σmax teorética
(MPa)
σmax experimental
(MPa)
Numero de ciclos
Observaciones
1 75 9,86 x 0,79 1475 / / Se ha rompido demasiado rápido
2 70 9,51 x 0,77 1377 1422 85866 / 3 85 9,89 x 0,79 1672 1619 5703 /
4 90 9,95 x 0,78 1771 1705 46 /
5 85 10,00 x 0,76 1672 1662 240 /
6 75 9,71 x 0,76 1475 1512 15591 /
Se ha sacado la curva S-N siguiente (figura 51):
44
Figura 51 : S-N a 10Hz, probeta a 0°
Frecuencia a 15Hz
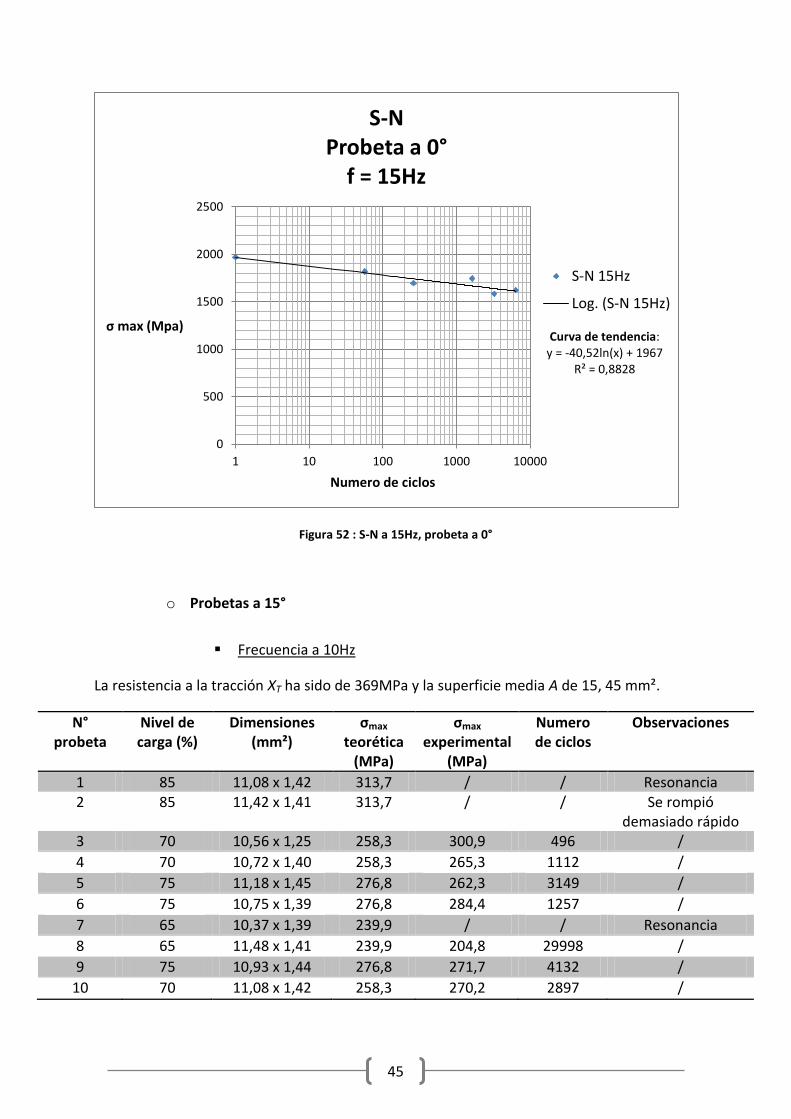
La resistencia a la tracción XT ha sido de 1967MPa (valor que corresponde a las probetas
nuevas de cuatro capas) y la superficie media A de 7,76 mm².
N° probeta
Nivel de carga (%)
Dimensiones (mm²)
σmax teorética
(MPa)
σmax experimental
(MPa)
Numero de ciclos
Observaciones
1 80 10,01 x 0,81 1574 / <106 No se aprecia fallo 2 85 9,94 x 0,76 1973 1696 261 / 3 85 10,02 x 0,76 1973 1621 6401 /
4 90 9,96 x 0,75 1771 1820 57 /
5 82 10,03 x 0,78 1613 1582 3266 /
6 85 9,91 x 0,75 1973 1744 1635 /
7 80 10,01 x 0,79 1574 / <106 No se aprecia fallo
Se ha sacado la curva S-N siguiente (figura 52):
Curva de tendencia: y = -44,93ln(x) + 1943,6
R² = 0,9582
0
500
1000
1500
2000
2500
1 10 100 1000 10000 100000
σ max (MPa)
Numero de ciclos
S-N Probeta a 0°
f = 10Hz
S-N 10Hz
Log. (S-N 10Hz)
45
Figura 52 : S-N a 15Hz, probeta a 0°
o Probetas a 15°
Frecuencia a 10Hz
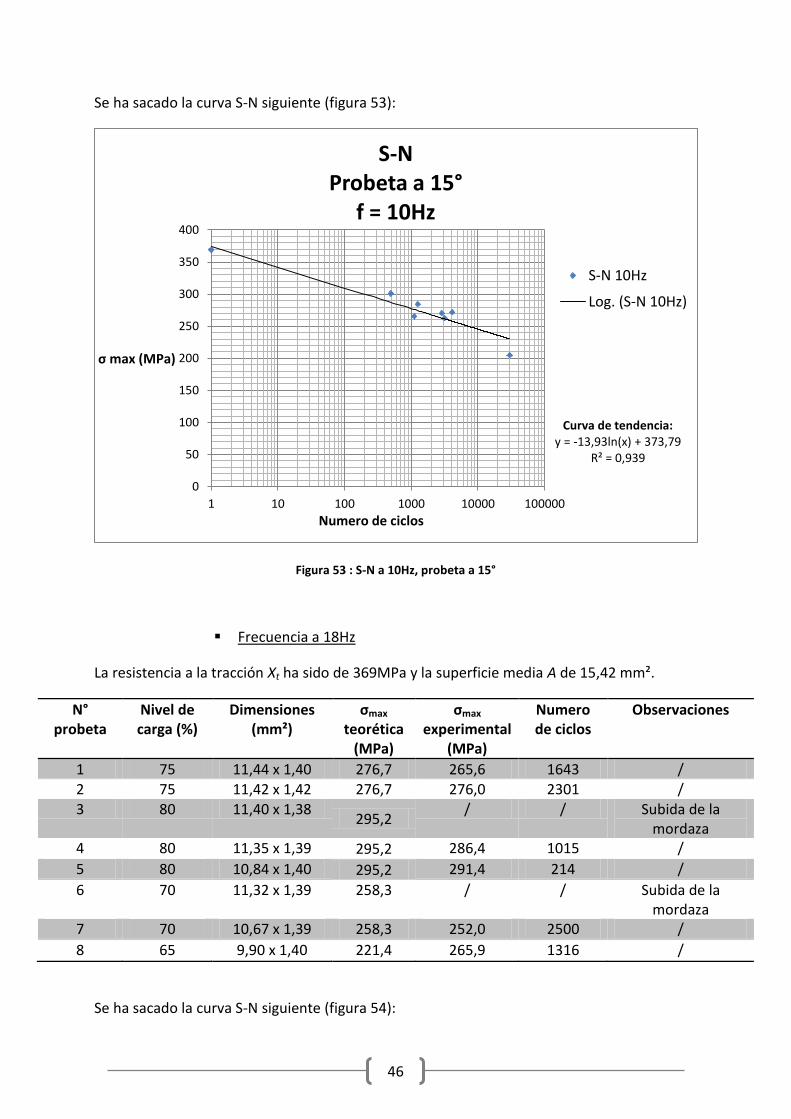
La resistencia a la tracción XT ha sido de 369MPa y la superficie media A de 15, 45 mm².
N° probeta
Nivel de carga (%)
Dimensiones (mm²)
σmax teorética
(MPa)
σmax experimental
(MPa)
Numero de ciclos
Observaciones
1 85 11,08 x 1,42 313,7 / / Resonancia 2 85 11,42 x 1,41 313,7 / / Se rompió
demasiado rápido 3 70 10,56 x 1,25 258,3 300,9 496 /
4 70 10,72 x 1,40 258,3 265,3 1112 /
5 75 11,18 x 1,45 276,8 262,3 3149 /
6 75 10,75 x 1,39 276,8 284,4 1257 /
7 65 10,37 x 1,39 239,9 / / Resonancia
8 65 11,48 x 1,41 239,9 204,8 29998 /
9 75 10,93 x 1,44 276,8 271,7 4132 /
10 70 11,08 x 1,42 258,3 270,2 2897 /
Curva de tendencia: y = -40,52ln(x) + 1967
R² = 0,8828
0
500
1000
1500
2000
2500
1 10 100 1000 10000
σ max (Mpa)
Numero de ciclos
S-N Probeta a 0°
f = 15Hz
S-N 15Hz
Log. (S-N 15Hz)
46
Se ha sacado la curva S-N siguiente (figura 53):
Figura 53 : S-N a 10Hz, probeta a 15°
Frecuencia a 18Hz
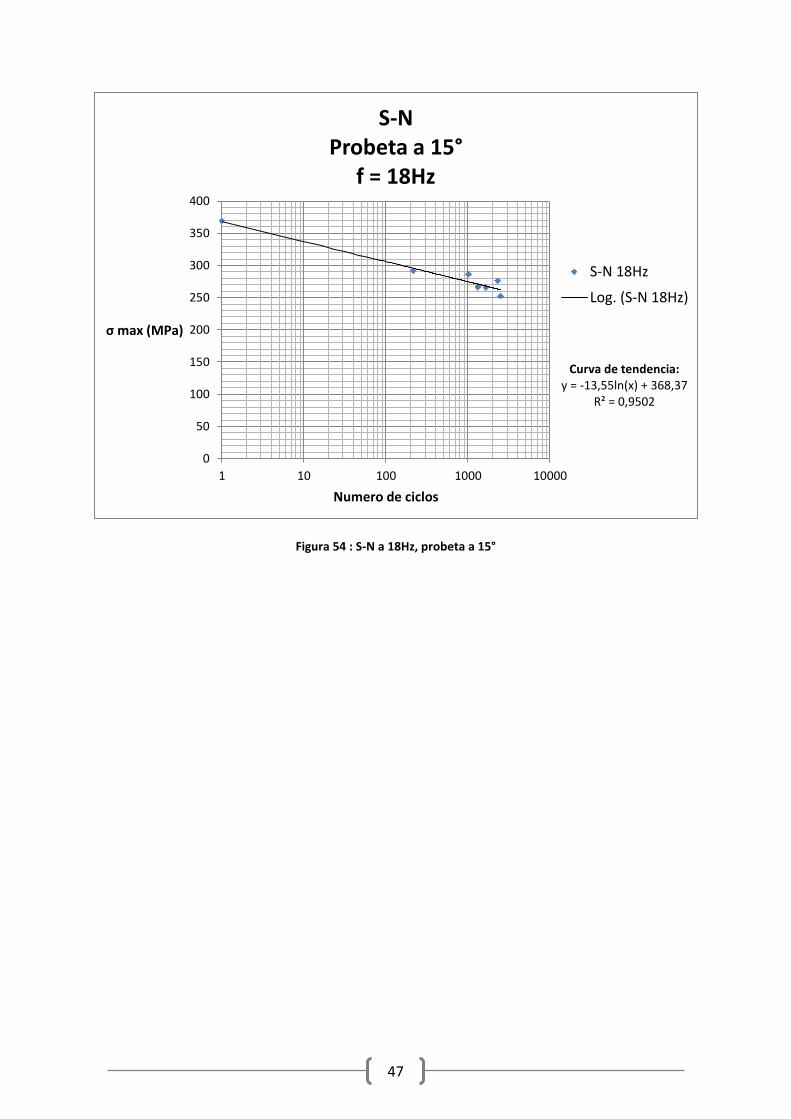
La resistencia a la tracción Xt ha sido de 369MPa y la superficie media A de 15,42 mm².
N° probeta
Nivel de carga (%)
Dimensiones (mm²)
σmax teorética
(MPa)
σmax experimental
(MPa)
Numero de ciclos
Observaciones
1 75 11,44 x 1,40 276,7 265,6 1643 / 2 75 11,42 x 1,42 276,7 276,0 2301 / 3 80 11,40 x 1,38
295,2 / / Subida de la
mordaza 4 80 11,35 x 1,39 295,2 286,4 1015 /
5 80 10,84 x 1,40 295,2 291,4 214 /
6 70 11,32 x 1,39 258,3 / / Subida de la mordaza
7 70 10,67 x 1,39 258,3 252,0 2500 /
8 65 9,90 x 1,40 221,4 265,9 1316 /
Se ha sacado la curva S-N siguiente (figura 54):
Curva de tendencia: y = -13,93ln(x) + 373,79
R² = 0,939
0
50
100
150
200
250
300
350
400
1 10 100 1000 10000 100000
σ max (MPa)
Numero de ciclos
S-N Probeta a 15°
f = 10Hz
S-N 10Hz
Log. (S-N 10Hz)
47
Figura 54 : S-N a 18Hz, probeta a 15°
Curva de tendencia: y = -13,55ln(x) + 368,37
R² = 0,9502
0
50
100
150
200
250
300
350
400
1 10 100 1000 10000
σ max (MPa)
Numero de ciclos
S-N Probeta a 15°
f = 18Hz
S-N 18Hz
Log. (S-N 18Hz)
48
4. Análisis de resultados
4.1. Introducción
Se va a analizar en este capítulo los resultados experimentales obtenidos durante el
proyecto, de los ensayos estáticos en primer lugar con las curvas σ = f(ε) y dinámicos con las
curvas S-N en segunda lugar.
Los ensayos estáticos que son ensayos básicos permiten de caracterizar las principales
propiedades del material, mientras que los ensayos de fatiga proporcionan nueva
información sobre nuestro material.
Se pueden obtener por fin hacer conclusiones sobre el efecto de la frecuencia y de la
dirección de las fibras sobre el comportamiento en fatiga.
4.2. Ensayos estáticos
Se han obtenido resultados predecibles con los ensayos en tracción estáticos, dado que son
ensayos de caracterización del material que se hacen habitualmente. Existe la posibilidad de
comparar los datos experimentales con los teoréticos.
El aspecto de la curva de tracción es conocido, sin embargo es interesante comparar el
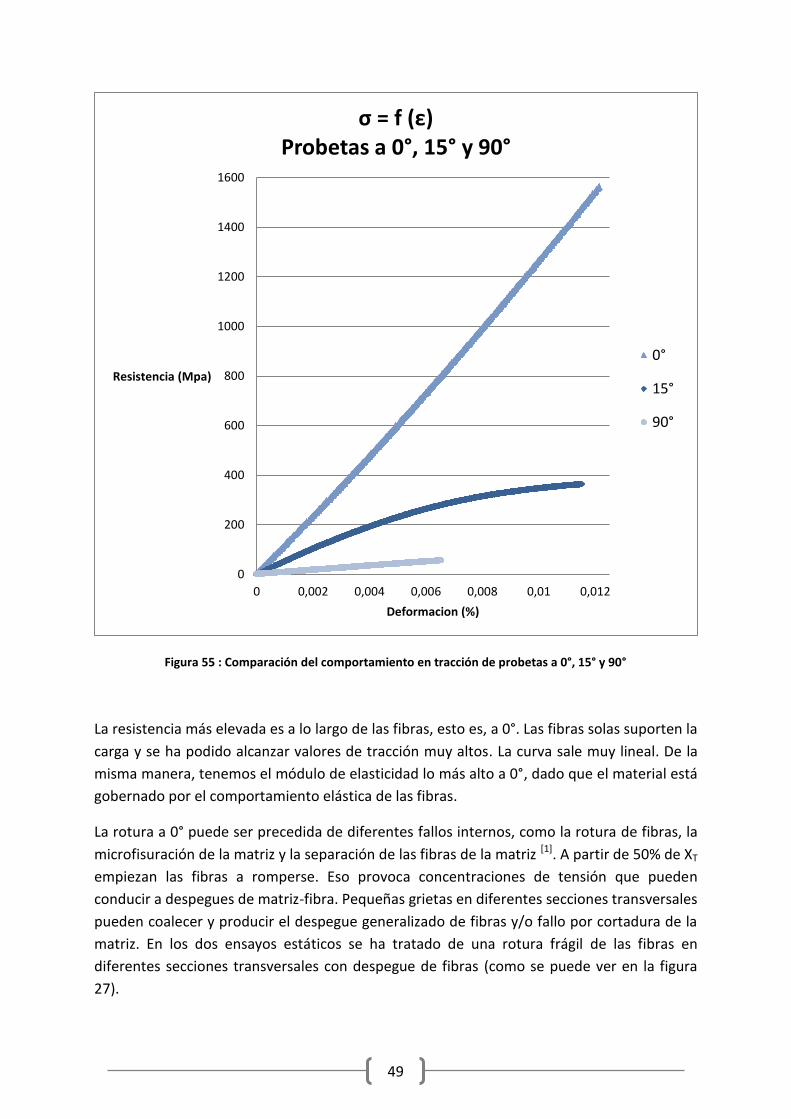
comportamiento de las probetas a 0, 15 y 90° (figura 55).
49
Figura 55 : Comparación del comportamiento en tracción de probetas a 0°, 15° y 90°
La resistencia más elevada es a lo largo de las fibras, esto es, a 0°. Las fibras solas suporten la
carga y se ha podido alcanzar valores de tracción muy altos. La curva sale muy lineal. De la
misma manera, tenemos el módulo de elasticidad lo más alto a 0°, dado que el material está
gobernado por el comportamiento elástica de las fibras.
La rotura a 0° puede ser precedida de diferentes fallos internos, como la rotura de fibras, la
microfisuración de la matriz y la separación de las fibras de la matriz [1]. A partir de 50% de XT
empiezan las fibras a romperse. Eso provoca concentraciones de tensión que pueden
conducir a despegues de matriz-fibra. Pequeñas grietas en diferentes secciones transversales
pueden coalecer y producir el despegue generalizado de fibras y/o fallo por cortadura de la
matriz. En los dos ensayos estáticos se ha tratado de una rotura frágil de las fibras en
diferentes secciones transversales con despegue de fibras (como se puede ver en la figura
27).
0
200
400
600
800
1000
1200
1400
1600
0 0,002 0,004 0,006 0,008 0,01 0,012
Resistencia (Mpa)
Deformacion (%)
σ = f (ε) Probetas a 0°, 15° y 90°
0°
15°
90°
50
A partir del momento en el que la dirección de las fibras varía algunos grados de la dirección
de la fuerza de tracción, la resistencia así como el módulo elástico bajan mucho. Solo una
diferencia de 15° implica una caída del 80% de XT y del 60% de E. El peor caso es una
dirección de fibras de 90°, que implica una caída del 97% de XT y del 94% de E.
Es más difícil de entender el mecanismo de fallo cuando se hacen ensayos off-axis. La
resistencia no está solamente gobernada por las propiedades de las fibras, pero también por
las de la matriz, por la resistencia del interface matriz-fibra, la presencia y distribución de
huecos… Las propiedades mecánicas se degradan dado que la matriz (menos resistente,
comportamiento viscoelástico) juega un papel importante. Eso justifica la aparición de la
zona no-lineal antes de la rotura en la curva tensión-deformación de la probeta a 15°. Si la
rotura no ocurría tan rápidamente en las probetas de 90°, se podría observar también el
mismo fenómeno.
La rotura se ha producido al largo de las fibras, por rotura por tracción de la matriz y/o por
despegue entre las fibras y la matriz.
4.3. Ensayos dinámicos
El análisis de los ensayos dinámicos es el objetivo inicial de este estudio. Como se ha dicho
en la primera parte, el comportamiento de los materiales compuestos en fatiga no es
perfectamente conocido.
En el trabajo de Kawai [6] se puede encontrar información sobre el comportamiento de un
tejido con diferentes direcciones off-axis a diferente temperatura y frecuencia. El resultado
es que la temperatura implica una degradación de la matriz que fluye, y que permite así a las
fibras de alinearse. Una frecuencia más alta corresponde a una elevación de la temperatura
en la matriz, y se produce el mismo fenómeno. Se va a ver si estas conclusiones son válidas
para la cinta.
Los límites de fatiga varían mucho con la naturaleza de las fibras y de la matriz, así como de
la orientación y el espesor de los laminados. La viscosidad y la ductilidad de la matriz juegan
también un papel muy importante en el proceso de fatiga.
En fatiga, intervienen los mismos mecanismos de fallo que en estático: rotura por las fibras a
0° (explosiva o en una sección) y fallo de la matriz a 15°.
51
Curvas S-N
Mientras que el modelo de duración de vida viene de los metales, se
ha podido observar con las figuras 51, 52, 53 y 54 que es válido para la cinta también: las
curvas S-N salen casi lineales, incluso con pocos puntos. La regresión lineal no es tan
perfecta como en los metales en los que los puntos están perfectamente alineados, pero se
debe tener en cuenta que un material compuesto es un material complejo, y su
comportamiento depende de muchos factores.
Los ensayos de fatiga que se han llevado a cabo son un medio simple y eficaz de obtener a la
duración de vida de un material compuesto, como un primer enfoque del diseño, por
ejemplo.
Comparación entre dos frecuencias
En los dos siguientes figuras 56 y 57, se compara el aspecto de las curvas S-N a cada tipo de
frecuencia, con las probetas de 0 y después de 15°.
52
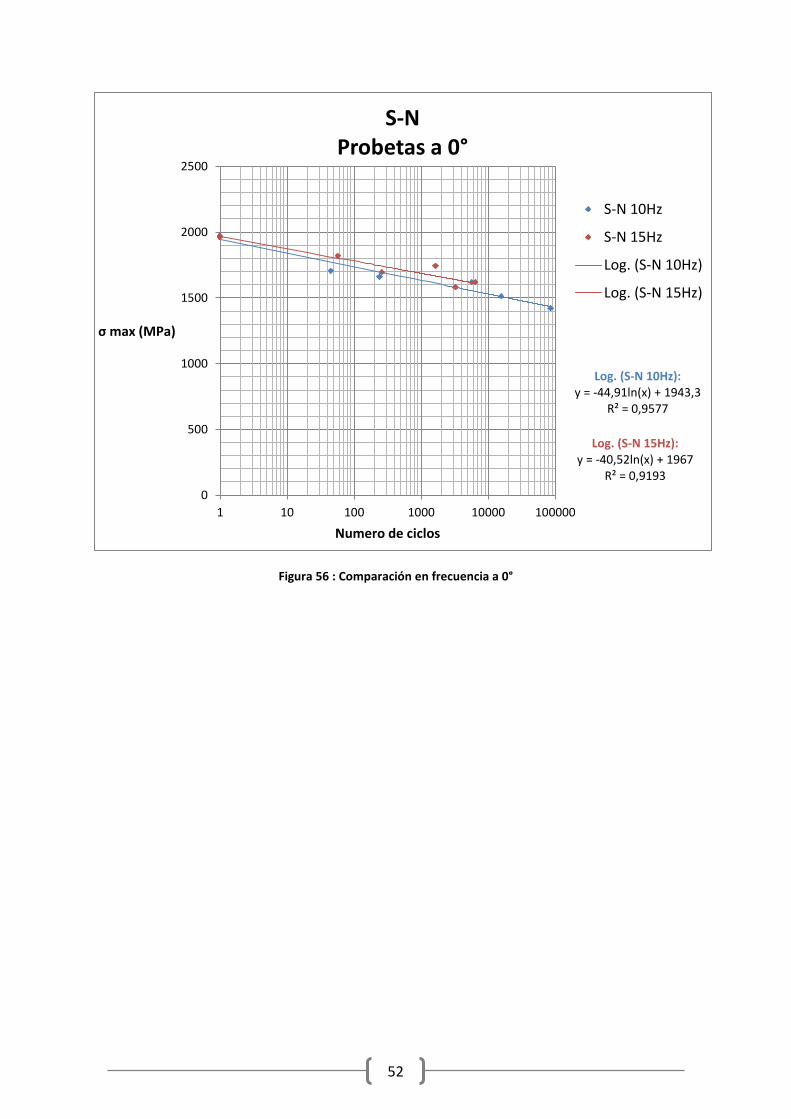
Figura 56 : Comparación en frecuencia a 0°
Log. (S-N 10Hz): y = -44,91ln(x) + 1943,3
R² = 0,9577
Log. (S-N 15Hz): y = -40,52ln(x) + 1967
R² = 0,9193
0
500
1000
1500
2000
2500
1 10 100 1000 10000 100000
σ max (MPa)
Numero de ciclos
S-N Probetas a 0°
S-N 10Hz
S-N 15Hz
Log. (S-N 10Hz)
Log. (S-N 15Hz)
53
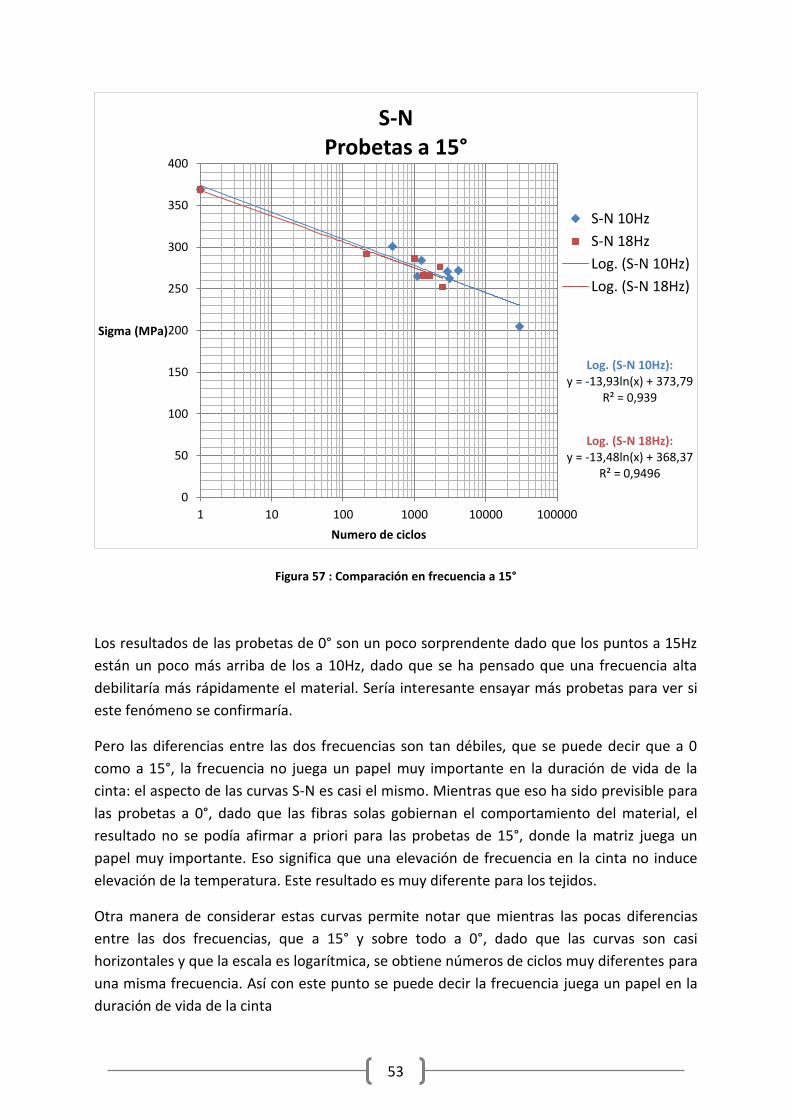
Figura 57 : Comparación en frecuencia a 15°
Los resultados de las probetas de 0° son un poco sorprendente dado que los puntos a 15Hz
están un poco más arriba de los a 10Hz, dado que se ha pensado que una frecuencia alta
debilitaría más rápidamente el material. Sería interesante ensayar más probetas para ver si
este fenómeno se confirmaría.
Pero las diferencias entre las dos frecuencias son tan débiles, que se puede decir que a 0
como a 15°, la frecuencia no juega un papel muy importante en la duración de vida de la
cinta: el aspecto de las curvas S-N es casi el mismo. Mientras que eso ha sido previsible para
las probetas a 0°, dado que las fibras solas gobiernan el comportamiento del material, el
resultado no se podía afirmar a priori para las probetas de 15°, donde la matriz juega un
papel muy importante. Eso significa que una elevación de frecuencia en la cinta no induce
elevación de la temperatura. Este resultado es muy diferente para los tejidos.
Otra manera de considerar estas curvas permite notar que mientras las pocas diferencias
entre las dos frecuencias, que a 15° y sobre todo a 0°, dado que las curvas son casi
horizontales y que la escala es logarítmica, se obtiene números de ciclos muy diferentes para
una misma frecuencia. Así con este punto se puede decir la frecuencia juega un papel en la
duración de vida de la cinta
Log. (S-N 10Hz): y = -13,93ln(x) + 373,79
R² = 0,939
Log. (S-N 18Hz): y = -13,48ln(x) + 368,37
R² = 0,9496
0
50
100
150
200
250
300
350
400
1 10 100 1000 10000 100000
Sigma (MPa)
Numero de ciclos
S-N Probetas a 15°
S-N 10Hz
S-N 18Hz
Log. (S-N 10Hz)
Log. (S-N 18Hz)
54
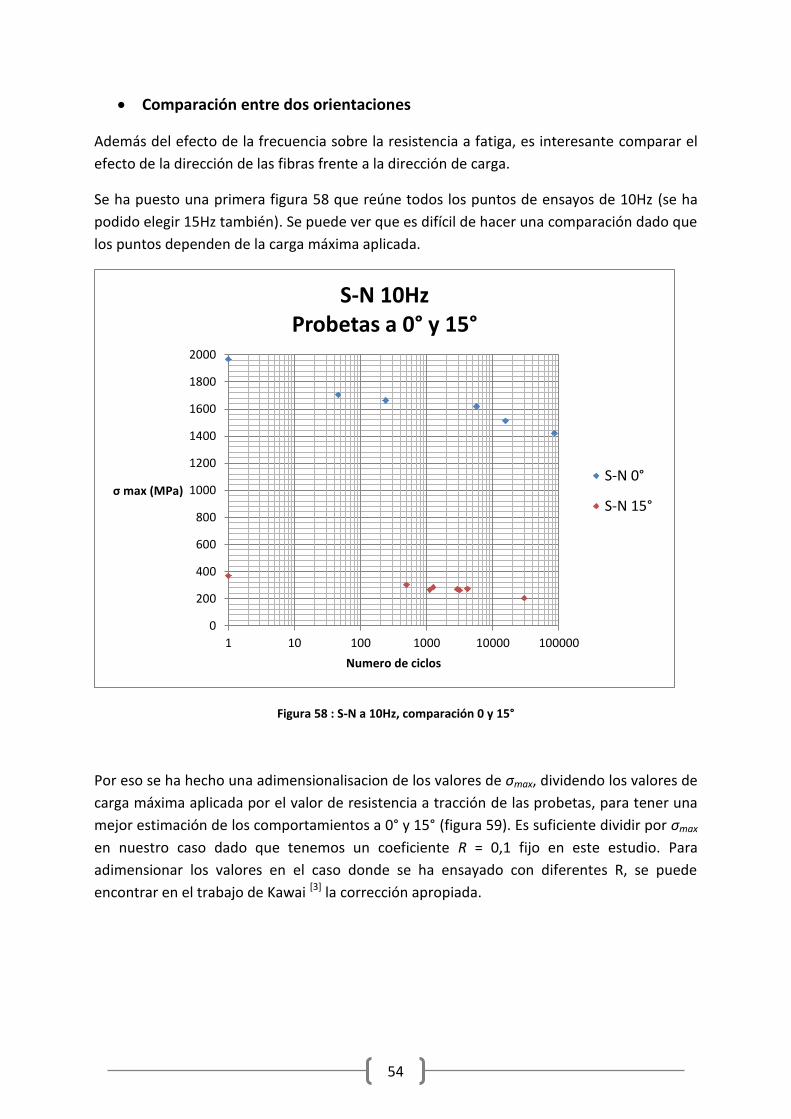
Comparación entre dos orientaciones
Además del efecto de la frecuencia sobre la resistencia a fatiga, es interesante comparar el
efecto de la dirección de las fibras frente a la dirección de carga.
Se ha puesto una primera figura 58 que reúne todos los puntos de ensayos de 10Hz (se ha
podido elegir 15Hz también). Se puede ver que es difícil de hacer una comparación dado que
los puntos dependen de la carga máxima aplicada.
Figura 58 : S-N a 10Hz, comparación 0 y 15°
Por eso se ha hecho una adimensionalisacion de los valores de σmax, dividendo los valores de
carga máxima aplicada por el valor de resistencia a tracción de las probetas, para tener una
mejor estimación de los comportamientos a 0° y 15° (figura 59). Es suficiente dividir por σmax
en nuestro caso dado que tenemos un coeficiente R = 0,1 fijo en este estudio. Para
adimensionar los valores en el caso donde se ha ensayado con diferentes R, se puede
encontrar en el trabajo de Kawai [3] la corrección apropiada.
0
200
400
600
800
1000
1200
1400
1600
1800
2000
1 10 100 1000 10000 100000
σ max (MPa)
Numero de ciclos
S-N 10Hz Probetas a 0° y 15°
S-N 0°
S-N 15°
55
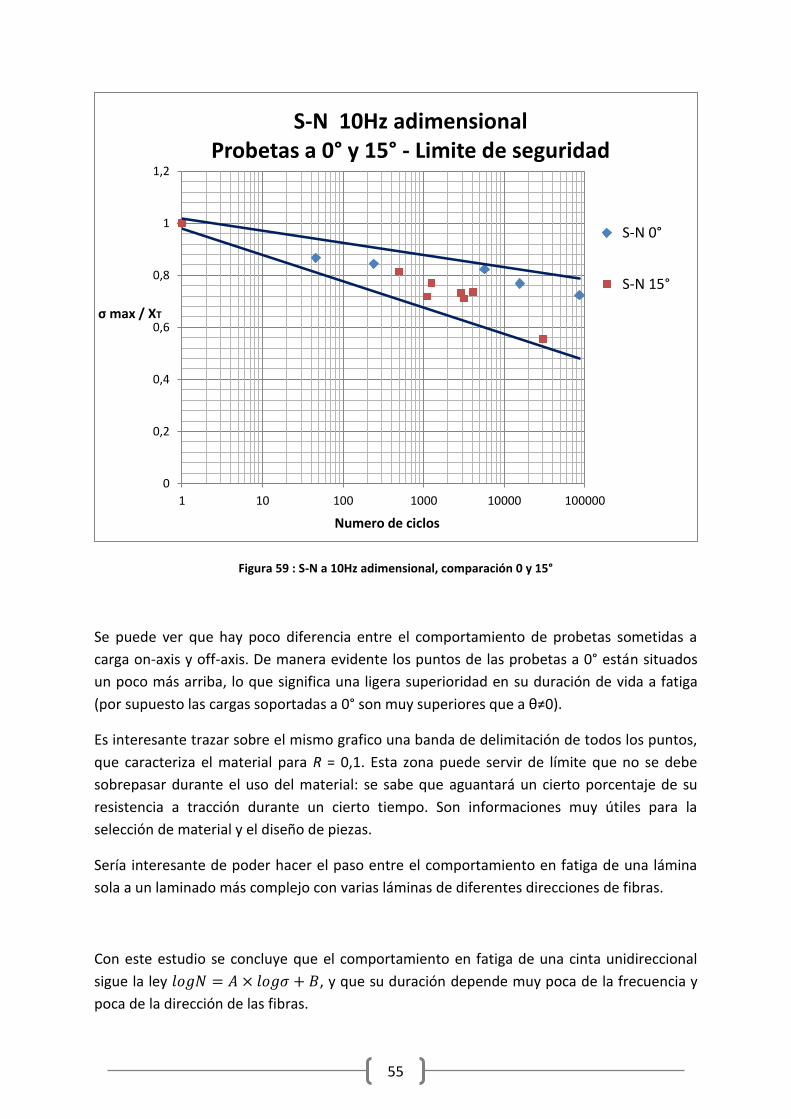
Figura 59 : S-N a 10Hz adimensional, comparación 0 y 15°
Se puede ver que hay poco diferencia entre el comportamiento de probetas sometidas a
carga on-axis y off-axis. De manera evidente los puntos de las probetas a 0° están situados
un poco más arriba, lo que significa una ligera superioridad en su duración de vida a fatiga
(por supuesto las cargas soportadas a 0° son muy superiores que a θ≠0).
Es interesante trazar sobre el mismo grafico una banda de delimitación de todos los puntos,
que caracteriza el material para R = 0,1. Esta zona puede servir de límite que no se debe
sobrepasar durante el uso del material: se sabe que aguantará un cierto porcentaje de su
resistencia a tracción durante un cierto tiempo. Son informaciones muy útiles para la
selección de material y el diseño de piezas.
Sería interesante de poder hacer el paso entre el comportamiento en fatiga de una lámina
sola a un laminado más complejo con varias láminas de diferentes direcciones de fibras.
Con este estudio se concluye que el comportamiento en fatiga de una cinta unidireccional
sigue la ley , y que su duración depende muy poca de la frecuencia y
poca de la dirección de las fibras.
0
0,2
0,4
0,6
0,8
1
1,2
1 10 100 1000 10000 100000
σ max / XT
Numero de ciclos
S-N 10Hz adimensional Probetas a 0° y 15° - Limite de seguridad
S-N 0°
S-N 15°
56
5. Conclusiones
Se ha estudiado en este proyecto la fatiga de un compuesto carbono-epoxi en cinta, con
dirección de fibras 0 y 15°, a las frecuencia de 10 y 18Hz.
Antes de los ensayos, se han fabricado dos paneles de laminados unidireccionales, uno a 0° y
el otro a 15°. Se han desarrollado todas las etapas de fabricación de las probetas siguiente la
norma I+D-E 233 en un primer lugar: el corte de la materia prima, el apilado, la preparación
de la bolsa de vacío antes del curado, el curado en un autoclave, la colocación de tacones de
fibra de vidrio sobre el laminado (que permiten a la probeta una mejora adherencia en las
mordazas y una transmisión de la carga en la probeta) y su corte final.
Los ensayos estáticos han permitido determinar las propiedades del material. Se han
ensayado dos probetas de 0°, de 15° y de 90° en una máquina de tracción hasta la rotura y
una probeta de 0° con galgas extensométricas colocadas de manera longitudinal y
transversal. De estos ensayos se han sacados los valores del módulo de elasticidad
longitudinal E11, del módulo de elasticidad transversal E22, del módulo de elasticidad a un
ángulo de 15° Eθ=15, del módulo de elasticidad tangencial G12, de la resistencia longitudinal a
tracción XT, de la resistencia transversal a tracción YT y del coeficiente de Poisson principal
ν12.
Dado que en los materiales con fuerte anisotropía como los compuestos unidireccionales, el
daño y la rotura dependen mucho de la dirección de la fuerza aplicada frente a la dirección
de las fibras, no se ha observado el mismo tipo de rotura a 0° como a 15°: una rotura de las
fibras a 0°, explosiva la mayor parte del tiempo o en una sección, y una rotura de la matriz al
largo de las fibras a 15°. Un desfase de algunos grados entre la dirección de la carga y de las
fibras implica un acoplamiento entre los componentes normal y tangencial, en particular con
un ángulo a 15°, donde la tensión tangencial σ12 es muy importante.
Los ensayos de fatiga han tenido por objetivo de verificar si la ley se
puede aplicar a un material compuesto de cinta, así que de determinar si la frecuencia o la
dirección de las fibras juegan un papel en el comportamiento en fatiga. Se ha elegido un
ratio R = σmin/σmax = 0,1 por todo el estudio.
Se ha encontrado algunos problemas en la realización de estos ensayos: se ha debido de
fabricar un nuevo panel de laminado a 0° dado al espesor del panel inicio que ha sido
57
demasiado importante y ha causeado el despegue de los tacones, y se han rotas muchas
probetas por manipulación de la máquina.
Por fin se ha obtenido diez ensayos válidos para las probetas de 0° (cinco a cada frecuencia)
y trece para las de 15° (siete a 10Hz y seis a 15Hz). Después se han dibujado las curvas S-N
(carga máxima aplicada en MPa frente al número de ciclos necesarios para romper la
probeta con una escala logarítmica) para cada tipo de ensayo. Estas curvas han salido
lineales, lo que permite concluir que la ley se aplica también a los
materiales compuestos.
Se ha dibujado en un solo grafico todos los puntos obtenidos a 0° (y a 15° también en otro
gráfico) para determinar el efecto de la frecuencia. La frecuencia no juega un papel muy
importante a 0°, lo que corrobora lo que se esperaba dado que las fibras gobiernan el
comportamiento del material. A 15°, donde la matriz interviene en la rotura, la frecuencia
tiene poco influencia. Eso significa que en cinta, no hay una elevación de la temperatura
inducida por la elevación de frecuencia (lo que habría degradado la matriz), y que esta
frecuencia no tiene otro efecto visible sobre el material. El hecho de que la frecuencia tiene
poco influencia puede ser interesante si se quiere hacer otros ensayos de fatiga: se puede
elegir una frecuencia alta de manera a alcanzar un número de ciclos más grande más
rápidamente.
La última etapa ha sido trazar en un solo gráfico todos los puntos obtenidos a 10Hz para
determinar el efecto de la dirección de las fibras frente a la dirección de carga. De manera
global se ha concluido que la dirección de las fibras tiene poco efecto (mientras que el
material a 0° presenta un comportamiento ligeramente mejor en fatiga). Se ha puesto sobre
el gráfico una banda angular conteniendo todas las orientaciones que permite caracterizar el
material. Esta banda representa un límite que no se debe sobrepasar durante su uso y puede
servir de dato para la selección de material y el diseño de piezas.
Si se quiere seguir este proyecto y hacer conclusiones definitivas, se debería hacer mucho
más ensayos, con máquinas quizás más adecuadas, dado la dispersión observada sobre los
resultados.
En el futuro, con objeto de perfeccionar este estudio, se podría estudiar el efecto del ratio R
y determinar otras bandas de seguridad para otros R. Dado que se usa raramente una pieza
de cinta unidireccional sola, sería interesante ensayar a fatiga laminados con varias
direcciones de fibras y encontrar una relación entre los resultados de cinta sola y de
laminados, de manera que se pudiera predecir el comportamiento a fatiga de piezas más
complejas.
58
Bibliografía
[1] F. Paris, J. Cañas, J.C. Marín, A. Barroso. Introducción al análisis y diseño con materiales
compuestos. Sección de Publicaciones, Escuela Técnica Superior de Ingenieros, Universidad
de Sevilla, 2008.
[2] N. Revest. Comportement en fatigue de pièces épaisses en matériaux composites. Thesis
en ciencia de los materiales. Ecole Supérieur Nationale des Mines de Paris, 2011.
http://pastel.archives-ouvertes.fr/docs/00/67/70/76/PDF/THESE_REVEST2.pdf.
[3] M. Kawai. A phenomenological model for off-axis fatigue behavior of unidirectional
polymer matrix composites under different stress ratios. Institute of Engineering Mechanics
and Systems, University of Tsukuba, Tsukuba, Ibaraki 305-8573, Japan, 2004.
[4] J. Renard. Fatigue des matériaux composites renforcés de fibres continues. Techniques
de l’ingénieur, 2010.
[5] P. D. Soden, M. J. Hinton, A. S. Kaddour. Lamina properties, lay-up configurations and
loading conditions for a range of fibre-reinforced composite laminates. Composites Science
and Technology, 1998. http://mae.ucdavis.edu/vlasaponara/soden_hinton1998.pdf
[6] M. Kawai, T. Taniguchi. Off-axis behavior of plain weave carbon/epoxy fabric laminates at
room and high temperatures and its mechanical modeling. Department of Engineering
Mechanics and Energy, University of Tsukuba, Tsukuba 305-8573, Japan, 2005.