INFORME N 01
ESTUDIO DEL CASO
CONSTRUCCION DE LA DERIVACION DE UNA LINEA DE TUBERIA PARA
TRANSPORTE DE PETROLEO
I. INTRODUCCION
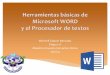
Con la finalidad de abastecer una nueva planta de
fraccionamiento para petrleo en la regin sur del Per (ver figura
1), el gobierno ha decidido emprender la construccin de una tercera
lnea principal del poliducto de Camisea.Para ello, el gobierno ha
otorgado la buena pro a la empresa KEMPSA, la cual ha decidido
sub-contratar a la empresa INSPECSA para realizar las labores de
inspeccin y de la cual usted forma parte como Inspector de
Soldadura Nivel I.
II. CONSIDERACIONES TECNICAS DEL MATERIAL
TUBERIAS A UTILIZAR: API 5L X65 (PSL1) segn la especificacin API
5L: Specification for Line Pipe (ver figura 2).
Longitud de la lnea: 200 km.Cantidad promedio de Juntas:
22300.Dimetro de la Caera: 16Espesor de pared: 0,5.
PROPIEDADES MECANICAS Y COMPOSICION QUIMICA DEL MATERIAL:
PROCESO DE SOLDADURA: SMAW (Electrodo Revestido).
ELECTRODO: AWS E 8010, Segn la especificacin AWS A5.5
TECNICA DE SOLDADURA: Vertical descendente.
TIPO DE JUNTA: A tope en V
PROCEDIMIENTO DE SOLDADURA - VARIABLES DEL PROCESO:
III. DESARROLLO DEL INFORME.1. Seale los aspectos que se deben
tomar en cuenta en la inspeccin de un proyecto como el que se
aprecia en el caso presentado. Su respuesta debe fundamentarse en
las caractersticas del caso y los contenidos desarrollados en el
tema 1.Para el Caso presentado para la realizacin de este informe
se debe tomar en cuenta para la inspeccin de este proyecto lo
siguiente:1.1. Los Inspectores deben ser personal profesional o
tcnico que tengan una serie de conocimientos, determinada
experiencia e integridad moral. Teniendo en cuenta que es una lnea
de tubera para transporte de gas CAMISEA, entonces se tomara como
referencia el cdigo API 1104 que refiere en la seccin 8: El
personal de inspeccin de soldadura debe ser calificado por su
experiencia y entrenamiento para llevar a cabo la tarea de
inspeccin especificada. Sus calificaciones deben ser aceptables
para la compaa.La documentacin de estas calificaciones debe ser
retenida por la compaa y debe incluir, pero no estar limitado, a lo
siguiente:a. Educacin y experienciab. Entrenamiento.c. Resultados
de algunas examinaciones de calificacin.
2. Enumere la secuencia de trabajos de inspeccin que debe
realizar el inspector para el proyecto presentado. Para elaborar su
respuesta considere las caractersticas del caso y los contenidos
desarrollados en el tema 2.
La secuencia de trabajos a realizar en el presente proyecto se
dividen en tres partes tomando en cuenta los contenidos
desarrollados en el tema 2 son las siguientes:
2.1. Previo a la soldadura: Revisar dibujos y especificaciones
Chequear la calificacin de los procedimientos de soldadura y del
personal soldador a ser utilizados. Establecer los puntos de
inspeccin. Establecer un plan de registro de los resultados.
Revisar los materiales a ser utilizados. Chequear las
discontinuidades del material base. Chequear la disposicin,
alineamientos, de las juntas soldadas. Chequear el precalentamiento
si es requerido.
2.2. Durante la soldadura: Inspeccionar la calidad del pase raz
de la soldadura Preparacin de la raz de la junta previa a la
soldadura del segundo pase. Temperaturas de precalentamiento e
interpase Secuencia de los pases de soldadura. Capas subsecuentes
para la calidad aparente de la soldadura. Limpieza entre pases.
Conformidad con respecto al procedimiento de soldadura.
2.3. Despus de la soldadura: Apariencia final de la soldadura.
Tamao final de la soldadura. Longitud de la soldadura. Precisin
dimensional. Cantidad de distorsin. Tratamiento post soldadura si
es requerido.
3. Identifique las ventajas y desventajas del proceso de
soldadura elegido para el proyecto. Fundamente su respuesta
considerando los contenidos desarrollados en el Tema 3.
3.1 Ventajas del Proceso SMAW.
El equipo de soldeo es relativamente sencillo, no muy caro y
porttil. El material de aporte y los medios para su proteccin
durante su soldeo proceden del propio electrodo revestido. No es
necesaria una proteccin mediante gases o fundentes. Es menos
sensible al viento y corrientes de aire, pero aun as necesita de
una proteccin. Se puede emplear en cualquier posicin. Es aplicable
para una gran variedad de espesores en general mayores de 2mm. Es
aplicable a la mayora de metales y aleaciones de uso normal.
3.2 Desventajas del Proceso SMAW
Es un proceso lento, con baja deposicin y por la necesidad de
retirar la escoria. Requiere gran habilidad por parte del soldador.
No aplicable a metales de bajo punto de fusin como el plomo, estao,
zinc y sus aleaciones. Tampoco es aplicable a metales de alta
sensibilidad a la oxidacin como el titanio, circonio, tntalo y
niobio. No aplicable a espesores de 1.5 mm a 2mm. La tasa de
deposicin es inferior con respecto a los procesos GMAW y FCAW.
Debido a que el electrodo puede consumirse hasta una longitud mnima
de 5 cm. Proceso no resulta productivo para espesores mayores de 38
mm.
4. Elabore un grfico en el que se muestre la simbolizacin
correspondiente al tipo de junta utilizado, segn nomenclatura AWS y
EN. Para elaborar el grafico considere la informacin presentada en
el manual de soldador.
Tomando como referencia el libro gua del Manual del Soldador se
tiene las siguientes simbologas:
4.1 Segn la AWS.
60
211.1 (12.7)
4.2 Segn la EN.60
2
5. Justifique si la eleccin del material de aporte (AWS E 8010
ha sido la adecuada, tomando en cuenta las propiedades mecnicas del
material base (ver tabla 1). Para elaborar esta justificacin debe
considerar los contenidos desarrollados en los temas 4, 5, 6.
Tomando como referencia las propiedades mecnicas del metal de
aporte que es un E-8010, la eleccin del material de aporte es la
adecuada ya que comparando las propiedades mecnicas este tiene una
Resistencia a la Traccin de 80 000 PSI (Tabla 1), el cual es mayor
al del material base API 5L X65 (Ver Tabla 2), aparte que las
propiedades mecnicas dependen del contenido de % de Carbono y de la
microestructura. El aporte de calor generado durante el soldeo
tiene influencia en la propiedad mecnica del material base (Zona
ZAC) y las propiedades mecnicas de la zona de fusin (ZF). La
soldabilidad del material base tambin influye en las propiedades
mecnicas especialmente la soldabilidad metalrgica ya que ella se
ocupa de las modificaciones microestructurales que resultan en la
operacin de soldeo.De acuerdo a la AWS A5.5 el electro E8010-P1
para lneas de tubera presenta las siguientes propiedades
mecnicas:
Tabla 1: Propiedades mecnicas para el E8010-P1Resistencia a la
traccin psi (MPa)80000 (550)
Resistencia a la Fluencia psi (MPa)67000 (531)
Tabla 1: Propiedades mecnicas para el acero API 5L
X65Resistencia a la traccin psi (MPa)65000 (448)
Resistencia a la Fluencia psi (MPa)77000 (531)
6. Determine el carbono equivalente y el nivel de soldabilidad
del material de acuerdo con la composicin qumica del material base
(ver tabla 2). Justifique su respuesta con los clculos necesarios
considerando los contenidos desarrollados en los temas 4, 5 y
6.
Teniendo en cuenta los valores de la composicin qumica del Acero
API 5L X65 PSL 2, se utiliz el clculo de Carbono Equivalente del
Instituto Internacional de Soldadura.
Tabla 3. Composicin Qumica del Acero API 5L X65Max %CMax.
%MnMax. %PMaxi. %S
0,261,450,0300,030
Los valores de CE menores al 0,3% presentan un alto nivel de
soldabilidad, los que tienen mayor o igual al 0,4% de C.E presenta
baja de soldabilidad lo cual conllevara a tener un mayor cuidado
para evitar fisuraciones en la zona ZAC durante el proceso de
soldadura o despus de esta.
7. Defina si el material elegido es susceptible o no de
presentar algn tipo de agrietamiento generado por las operaciones
de soldadura. Fundamente su respuesta considerando los contenidos
desarrollados en el tema 8.
Considerando que el valor obtenido del Carbono Equivalente en el
tem 6 es de 0.5 %, podemos predecir si el material elegido es
susceptible o de presentar algn tipo de agrietamiento generado por
las operaciones de soldadura utilizando la ecuacin que relaciona la
dureza mxima en la ZAC con respecto al carbono equivalente:
Tomando como referencia la tabla 4.1 de la pag. 208 del Manual
de Introduccion a la Metalurgia de la Soldadura se tiene que dureza
maxima obtenida se encuentra entre los valores de 350 HV a 450 HV
presentando como porcentaje maximo de martensita del 50 al 70 % por
lo tanto el riesgo de fisuracion en frio es probable.
8. Seale que tipo de imperfecciones se podran presentar en la
junta soldada. Justifique su respuesta tomando en cuenta el proceso
de soldadura utilizado, el material de base, el material de aporte,
las condiciones de soldadura, etc., y los contenidos desarrollados
en el tema 10.
Las posibles imperfecciones que podran presentarse en la junta
soldada tomando en cuenta que el Proceso de Soldadura es por
electro revestido (SMAW), el material base, el metal de aporte, las
condiciones de soldadura son: Agrietamiento en frio. Mordeduras por
parmetros de voltaje y corriente inadecuados. Inclusin de escoria
en la raz o entre pasadas por falta de limpieza. Porosidades por
falta de limpieza del material base o arco demasiado largo Grietas
en el crter. Falta de fusin en los bordes. Falta de penetracin