Embed Size (px)
Citation preview
S.E.P. S.E.I.T. D.G.I.T.
CENTRO NACIONAL DE INVESTIGACIÓN Y DESARROLLO TECNOLÓGICO
. .
. . Cenidet
"DISEÑO Y CONSTRUCCIÓN DE UN DISPOSITIVO UTILIZADO PARA RECUBRIR SUPERFICIES METÁLICAS CON ÓXIDOS
METÁLICOS POR MEDIO DE FRICCIÓN SECA
T E S I S PARA OBTENER EL GRADO DE: MAESTRO EN CIENCIAS EN I N G E N I E R í A M E C Á N I C A P R E S E N T A: ING. JORGE OVlDlO AGUILAR AGUILAR
ASESOR: DR. JOSÉ MARíA RODRíGUEZ LELIS
9 9 - 0 4 9 6 CUERNAVACA, MOR AGOSTO 1999

7
Centro Nacional de Investigación y Desarrollo Tecnológico
ACADEMIA DE LA MAESTRIA EN CIENCIAS EN INGENIERIA MECÁNICA
Cuernavaca, Mor , 3 de agosto de 1999
DR. JUAN MANUEL RICAÑO CASTILLO DIRECTOR DEL CENIDET. P R E S E N T E .
AT” : DR. DARIUSZ SZWEDOWICZ WASlK JEFE DEL DEPTO. DE MECÁNICA.
P R E S E N T E .
Por este conducto, hacemos de su conocimiento que, después de haber sometido a revisión el trabajo de tesis titulado:
“Diseño y construcción de un dispositivo utilizado para recubrir superficies metálicas con Óxidos metálicos por medio de fricción seca”
Desarrollado por el Ing. Jorge Ovidio Aguilar Aguilar, y habiendo cumplido con todas las correcciones que se le indicaron, estamos de acuerdo en que se le conceda la autorización de impresión de la tesis y la fecha de examen de grado.
Sin otro particular, quedamos de usted
A t e n t a m e n t e COMlSlON REVISORA
Centro Nacional de Investigación y Desarrollo Tecnológico
SUBDIRECCI~N ACADÉMICA
Cuernavaca, Mor. a 6 de agosto de 1999.
ING. JORGE OVlDlO AGUILAR AGUILAR. Candidato al Grado de Maestro En Ciencias en Ingeniería Mecánica P R E S E N T E .
Después de haber sometido a revisión su trabajo de tesis titulado:
'' DISENO Y CONSTRUCCION DE UN DISPOSITIVÓ UTILIZADO PARA RECUBRIR SUPERFICIES METALICAS CON OXIDOS METALICOS POR MEDIO DE FRlCClON SECA"
Y habiendo cumplido las indicaciones que el jurado revisor de tesis hizo, se le comunica que se le concede la autorización para que proceda la impresión de la misma, como requisito para la obtención del grado.
Sin otro particular, quedo de usted
A t e n t a m e n t e
G * d C e f l *
,-
AGRADECIMIENTOS
AI Gran Arquitecto Del Universo. por darme la oportunidad de cristalizar uno de mis tantos sueños.
AI Consejo Nacional de Ciencia y Tecnología (Conacyt) y a la Secretaría de Educación Pública por el apoyo económico durante' mis estudios.
A mi asesor el Dr. José Maria Rodriguez Lelis, porque con sus enseñanzas, experiencia, consejos y regaños pude concluir este trabajo tan importante para mí.
A los miembros del jurado revisor, Dra. Adriana del C. Wong Moreno, Dr. Dariusz Szwedowicz Wasik y M.C. Jorge Colin Ocampo, por sus consejos para mejorar este trabajo.
AI Dr. Octavio Salazar San Andrés, por el apoyo brindado durante mis estudios.
AI M.F. Leone1 Lira Cortés y al M.C. José Manuel Morales por su valiosa amistad
AI Dr. Arnoldo Bautista, Ing. José Luis Jímenez e Ing, Jaime Rosas, por su apoyo para la realización de mi examen de grado.
A mis compañeros de departamento, José Medina, Jorge Bedolla y Jesús Xamán, con quien comparti muchos momentos divertidos.
A mis demás compañeros de generación, Enoc Bogarín, Roberto Calixto, Iván Galindo, Francisco Garcia, Eladio Martinez, Rubén Nicolás, José Luis Sánchez, Edgar Santos y Efraín Simá.
A mis "hermanitos", José Manuel Robles, Benjamín Ramírez y Vicente George por su ayuda en las pruebas experimentales.
A todos los compañeros del centro que tuve oportunidad de conocer y convivir con ellos.
AI personal administrativo y de servicios generales por su atención durante mi estancia.
AI Centro Nacional de Investigación y Desarrollo Tecnológico Cenidet.
A todas aquellas personas que me apoyaron durante mi estancia en el centro, muchas gracias.
Cuando vayan im eta 4 codad como a veced due e en i r
Cuando teya8 poco lmder pero muc 1 w yue paga r
Cuad ohezca tu camino do e o cuedtad gue du 6 i r
gprec ided donreír aún ten ied yue &war
Cuando vayan im Ita 4 codad como a vecelr due e en i r
Cuad o/?vzca tu camino do& cuedtad p e d i r
Cuando ya eIciL,&r te agobie y no p u e o L ya d u k i r
a l e d c a m a r a c a o deded, pero numa dedidtir
7rad I a b d o d r a d, ta dud,, yap t a t e a d z d , ya domdríad
puede bien durgir e I t r i u n j 4 , no e l k a c a d o temía6
gno e3 ALL a tu i p o r a n c i a / ! u ra rde cuán cercano
P u e A edtar J b i e n gue a d e L y yuejuzgad tan e ejano
CuaJo t o k edte peor, i-4 Ademod imidt i r . I
J u c L , IucLa pued por -4 yue t e y a 3 en ta brega que du e r i r
CONTENIDO
Pags . Lista de Figuras ............. : ............................................................... i
Lista de Tablas .............................................................................. ii
Lista de Fotografías ....................................................................... iii Nomenclatura ................................................................................ iv
Resumen ....................................................................................... v
INTRODUCCION ........................................................................... 1
CAPíTULO 1 . Estado del arte en fenómenos tribológicos . 1.1 lntroduccion ................................................................................... 5 1.2 Estado del arte ..... ...: ..................................................................... 6
Bibliografía ..................................................................................... 16
..
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.4
2.4.1
2.4.2 2.5 2.6
2.6.1
2.7
2.8 2.9
CAPITULO 2 . Teoría básica de fricción . Generalidades ............................................................................... Contaminantes .............................................................................. Tipos de desgaste ........................................................................ Desgaste por adherencia .............................................................. Desgaste por abrasión .................................................................. Otras formas de desgaste ............................................................. Topografía de superficies ............................................................. Asperezas ...................................................................................... Area de contacto ........................................................................... Contacto de sólidos ....................................................................... Fricción ........................................................................................... Mecanismo de fricción .................................................................. Energía almacenada ..................................................................... Energía libre de Gibbs ................................................................. Velocidad de procesos en sólidos ................................................
. .
Bibliografía .....................................................................................
17
17
18
18
19
19
19
20 20
22 22 23 26
28 30
33
. . . . . . . -. . -
3.1 3.2
3.2.1
3.2.2 .
3.3
3.3.1
3.3.2
3.3.3
3.3.4
3.3.5
3.4
4.1
4.2
4.3
4.3.1
4.3.2
4.3.3
4.3.4
4.4 4.4.1
4.4.2
4.4.3
CAPITULO 3 . Dispositivo y procedimiento de deposición
Introducción .... ........................... .............................. Material base y material de aporte ............................................... Selección del material base .......................................................... Selección del material de aporte ................................................... Dispositivo de deposición .............................................................
. . . Descripcion del equipo .................................................................. Diseño de los transductores de fuerza ........................................ Diseño de la tobera de direccionamiento .................................... Construcción de la fresa para deposición ..................................... Sistema adquisidor de datos ........................................................ Metodología de deposición ........................................................ Bibliografía ....................................................................................
CAPiTULO 4 . Pruebas experimentales. resultados y discusión .
Generalidades ............................................................................... Calibración de los transductores de fuerza ................................. Pruebas experimentales de deposición ........................................ Preparación del material base ...................................................... Descripción del proceso de deposición ......................................... Vibración del dispositivo ............................................................... Fuerza aplicada al material base .................................................. Resultados ..................................................................................... Deposición con polvo de carburo de cromo (Cr3CrCrNi) .............
Análisis metalográfico del depósito con CrSCrCrNi ...................... Análisis metalográfico del material de aporte .................................
Bibliografía .....................................................................................
34
35
35
36
37 39
42 46
47 48 48 50
51
51
52
53 53
54
55 56 57
61
63
68
CAPiTULO 5 Conclusiones.
5.1 Conclusiones ................................................................................. .69 5.2 Trabajos Futuros ........................................................................... 70
Apéndice A. Planos técnicos del diseño conceptual del molino
para deposición por fricción seca.
Apéndice B. Cálculos para el diseño de los transductores de
fuerza. Apéndice C. Calibración de los transductores de fuerza.
Apéndice D. Determinación de las fuerzas reales aplicadas en
el proceso de deposición por fricción seca.
Apéndice E. Parámetros utilizados en las pruebas
experimentales de deposición.
-
LISTA DE FIGURAS
Figura 2.1
Figura 2.2
Figura 2.3
Figura 2.4
Figura 3.1
Figura 3.2
Figura 3.3
Figura 3.4
Figura 4.1
Figura 4.2
Figura 4.3
Figura 4.4
Figura 4.5
Figura 4.6 Figura 4.7
Diferentes tipos de asperezas, con la misma profundidad y
diferente longitud de onda .........................................................
La superficie 1 'descansa sobre otra superficie 2 bajo una
carga normal N. El contacto sólo se produce en unas cuantas
asperezas, al, a2 y a3 ... ...............................
Seguidor deslizándose sobre una superficie suave, a)
seguidor estacionario, b) seguidor en movimiento,
produciendo una huella en forma de ranura ......
Energía de activación para llevar a cabo un proceso
espontáneo ........................................................
Esquema general del dispositivo de deposición.. ......................
Boquillas direccionadoras de flujo
Transductor de fuerza .........................................
Perfil de tobera ........................ .....................
Curva de calibración de los transductores ................................
Vibración del dispositivo durante ciclo y medio de desplazamiento ... ...........................................
proceso de deposición, probeta MlIA99D6 zona central ........ Gráfica que muestra la fuerza resultante aplicada en el
Gráfica que muestra la fuerza resultante aplicada en el
proceso de deposición, probeta M I 1A99D7 zona central ........
Gráfica que muestra la fuerza resultante aplicada en el proceso de deposición, probeta M11A99D7 zona central ........ Espectro de rayos X (EDX) del polvo de Cr3C2-CrNi~ ................
Espectro de rayos X (EDX) de la zona con deposición
(probeta D6) .....................................................
Pags
20
21
24
30
37
40 46
47
52
56
58
59
60
61
65
1
LISTA DE TABLAS
Pags.
Tabla 3.1 Propiedades del acero SAE 1 O10 ......................................... 35 Tabla 4.1 Intervalos del tiempo de recorrido de la fresa sobre las probetas
Tabla 4.2 Parámetros utilizados para las pruebas de deposición con Ni
56
' 5AI ............................................................. 57
60
70
Tabla 4.3 Características de las pruebas de deposición con Cr3C2 ..
Tabla 5.1 Cai-acteristicas de las pruebas de deposición obtenidas por
"Fricción Seca" ................... ..............................
Foto 3.1
Foto 3.2
Foto 3.3
Foto 3.4
Foto 3.5
Foto 3.6
Foto 3.7 Foto 4.1
Foto 4.2
Foto 4.3 Foto 4.4 Foto 4.5
Foto 4.6
LISTA DE FOTOGRAFíAS Pags.
Montaje de los.filtros de aire y regulador de presión .....
Arreglo venturi para alimentación del material de aporte ..
Mecanismos de desplazamiento longitudinal (a), transversal (b) y vertical (c) ...............................................................
Placa soporte para el material base por depositar y sensores de fuerza normal .......................................................
Amplificador de voltaje 221 O, inversor de frecuencia Yaskawa
y multímetro digital .................
Fresa de deposición ...............
Sistema adquisidor de señales .................................................
Dispositivo de deposición: (a) fresa de deposición; (b) placa
base y sensores de fuerza normal; (c) sistema de
alimentación del material de aporte y (d) amplificador de
voltaje. .......................................................................... Tamaño de partícula del polvo Ni 5AI ............................... Tamaño de partícula del polvo Cr&-CrNi ...............................
Superficie con depósito de Cr&-CrNi
Superficie con depósito de Cr&z-CrNi, probeta D7, zona
inicial ................. .......... ... .......... Superficie con depósito de Cr& probeta D7, zona central ._ ._ .
. . .
39 40
41
41
42
47
48
53 57 61
64
66
66
iii
NOMENCLATURA
Letras Latinas
Área superficial total del surco producido por abrasion en 1 cm de deslizamiento. Número total de sitios para átomos por metro cúbico de metal. Área de trayectoria del seguidor. Aluminio. Área real de contacto. Número de átomos o moléculas presentes en el sistema. Ancho del anillo [m]. Áreas de contacto. Constante. Carbono. Cromo. Diámetro de cuerda de penetración del seguidor. Módulo de Young [Pa] Exergia a causa de-la transferencia de calor.
Exergia.
Espesor del anillo [m] Fuerza axial total aplicada al anillo transductor [NI. Resistencia friccional. Fierro. Deformación del anillo [mm]. Energía de deformación máxima posible por unidad de volumen del metal blando. Energía de deformación por unidad de volumen del metal blando antes de estar sujeto a trabajo mecánico. Energía de activación para formar un hueco [ev]. Aceleración de la gravedad. Hardness Brinell (Duerza Brinell). Altura máxima de penetración del seguidor. Entalpía molar del sistema. Constante de Boltzman = 8.62 x IO" [eV/K]. Constante de Boltzman = 1.38 x Masa de desgaste [g]. Manganeso. Milivolts. Prueba experimental numero 6 realizada el 11 de abril de 1999. Prueba experimental número 7 realizada el 11 de abril de 1999. Prueba experimental número 1 realizada el 24 de abril de 1999. Prueba experimental número 2 realizada el 24 de abril de 1999. Prueba experimental número 3 realizada el 24 de abril de 1999. Prueba experimental número 4 realizada el 24 de abril de 1999. Newtons. Flujo molar
Níquel.
[J/(átomos K].
iv
A
A A' AI A, Arotal a a, C C Cr d E
E,
E , e F F Fe f G,
Go
G" 9 HB h
K k M Mn mV MllA99Do MllA99D7 M24A99Dl M24A99D2 M24A99D3 M24A99ü4 N
N NI
Eo,
Ni
N 61
n n" O P
P Q
0 R, r r.p.m. S S SAE si s, s,,, ~
SO.¡
T T O
t w
Número de moles. Exergia a causa del flujo y reacción química.
Número de átomos o moléculas con energía mayor que G'. Número de vacíos por metro cúbico de metal. Oxígeno. Componente de hundimiento de la resistencia friccionai entre dos superficies. Fósforo. Cantidad de calor que se desprende por abrasión. Flujo de calor.
Radio medio del anillo [m]. Radio de.~cuerda de penetración del seguidor. Revoluciones por minuto. Azufre. Componente cortante de la resistencia friccional entre dos superficies. Society of Automotive Engineers Silicio. Factor del extensómetro Entropia generada.
Entropia molar. Temperatura [KI. Temperatura del sistema [K]. Espesor [m] Carga normal.
Letras Giregas
Energía superficial del metal blando por unidad de área. Sensibilidad [mV/vl Cambio de la resistencia [a]. Esfuerzo Energía de activación o Energía Libre de Gibbs. Coeficiente de fricción medido. Coeficiente de fricción. Deformación [pmlm]. Deformación mínima [pmlm]. Deformación máxima [pmlm]. Relación de Poisson. Variación de la exergia dentro del sistema. Densidad del metal sujeto a abrasión. Esfuerzo de fluencia [Pa]. Esfuerzo último [Pa]. Esfuerzo de fluencia del material blando [Pa] Esfuerzo rninirno [Pa] Esfuerzo máximo [Pa] Esfuerzo Cortante [Pa]
RESUMEN
En este trabajo se presentan el diseño y construcción de un dispositivo utilizado
para recubrir superficies metálicas con materiales en polvo por medio de fricción
seca o triboadhesión, para la formación de recubrimientos protectores. Asimismo
se presentan las pruebas experimentales de deposición realizadas con este
dispositivo. Las pruebas de deposición se llevaron a cabo utilizando como
material de aporte Níquel-Aluminio (Ni 5AI) y Carburo de Cromo (Cr&-CrNi) en
polvo. Se utilizó lámina de acero SAE 1010 como material base.
El proceso de deposición de basa en el empleo de una fresa de deposición que
gira a altas velocidades de rotación. Entre esta y la superficie por recubrir se
introduce el material de aporte en forma de polvo. El fenómeno de deposición,
como se puede ver en este trabajo se ve afectado por la velocidad de giro de la
fresa, así como de la presión ejercida sobre el material base por recubrir.
Con el fin de comprobar los depósitos en las superficies metálicas se realizaron
análisis de espectro de rayos X (EDX) y morfológicos, para demostrar la
existencia del recubrimiento. En el análisis de espectro de rayos X realizado a las
probetas con deposición, se detectaron elementos componentes del material de
aporte, lo que indica que el proceso de deposición se llevó a cabo. Por su parte el
análisis morfológico permitió conocer la superficie del material base después de
efectuado el proceso de deposición.
vi
Una de las principales causas de pérdidas económicas que enfrenta la industria
son la fricción y el desgaste que se presentan en maquinaria y equipo durante su
funcionamiento. En busca de alargar la vida útil y condiciones de operación, las
investigaciones se han centrado en mejorar las propiedades tribológicas de los
elementos de estos dispositivos, una de éstas se realiza con el cambio de
propiedades mecánicas de las superficies.
Una de los medios de mejorar la superficie de trabajo es la aplicación de
materiales que provean las propiedades requeridas, es decir, recubrir. Existen
diversas técnicas de recubrimiento para aumentar la resistencia al desgaste y la
vida útil de los elementos de máquinas, entre ellos: el chapeado y procesos
afines, recubrimientos por conversión, deposición física por vapor, deposición química por vapor, recubrimientos orgánicos, y recubrimientos térmicos y
mecánicos.
El método de selección de uno u otro tratamiento se realiza mediante un análisis
técnico económico, en el que se valoran las condiciones concretas de trabajo, así
como el costo del método empleado y su efecto en el incremento de la resistencia
al desgaste de las superficies. Esto es fundamental sobre todo en las
producciones masivas. Por ejemplo, el cromado incrementa en algunos elementos
la vida Útil, el cual para realizar la deposición de una capa de cromo requiere de
baños galvánicos y generadores de elevada potencia, lo que puede perjudicar la
rentabilidad del proceso en determinadas escalas de producción. Por ejemplo,
mientras más alta sea la densidad de corriente, mas rápido se deposita el metal,
pero para una solución y temperatura específicos, resulta un revestimiento rugoso
y esponjoso. Por otro lado, el temple superficial por alta frecuencia es más
sencillo de aplicar y más productivo, aunque dificulta el mejoramiento de la
superficie. Mientras más efectivo sea el temple en el enfriamiento, es más
probable que cause esfuerzos internos, distorsión y grietas en el producto [I].
La deposición física por vapor, DFV (en inglés PVD), se refiere a una familia de
procesos en los cuales se convierte un material a su fase de vapor en una cámara
de vacío y se condensa sobre una superficie (substrato) como una película muy
delgada. La PVD se utiliza para aplicar una amplia variedad de materiales de
recubrimiento: metales, aleaciones, cerámica, compuestos inorganicos incluso
ciertos polimeros. Los substratos posibles incluyen metales, vidrio y plástico [2].
En comparación, la deposición química ,. de vapor DQV (en inglés CVD), implica la
interacción entre una mezcla de gases y la superficie de un substrato calentado,
provocando la descomposición química de algunas de las partes del gas y la
formación de una película sólida en el substrato. Las reacciones ocurren en una
cámara de reacción sellada. El producto de la reacción forma un núcleo y crece
en la superficie del substrato para formar el recubrimiento. Casi todas las
reacciones de CVD requieren calor; sin embargo, ésta puede producirse por otras
fuentes de energía, como pueden ser la luz ultravioleta o plasma.
Por otra parte los procesos térmicos y mecánicos aplican recubrimientos que,
generalmente, son mas gruesos. Entre estos se pueden mencionar los procesos
de rociado, y el proceso de implantación ionica.
En 1993, el físico Ernst Nagy patentó un proceso de recubrimiento que consiste
en cabezas que giran a altas velocidades de rotación. Entre las cabezas y la
superficie a recubrir se introduce el material de aporte en forma de polvo, por
medio de un sistema de alimentación constante. Este proceso, llamado
deposición por Triboadhesión, no requiere un tratamiento de limpieza especial
para la superficie por recubrir, ni el uso de productos químicos tóxicos al medio
ambiente. Este necesita de un dispositivo mecánico que sea capaz de alcanzar
altas revoluciones para llevar a cabo el proceso. Las revoluciones necesarias
para llevar a cabo este proceso de recubrimiento de manera eficiente varían de
11,000 a 30,000 r.p.m. Otra de las ventajas que hacen este proceso rentable es
que no se requieren tratamientos térmicos posteriores al proceso de deposición,
ya que la estructura de la probeta o material de aporte no se altera [3].
A partir de 1997 en Cenidet se realizan investigaciones sobre recubrimientos por
medio de fricción seca o triboadhesión. De los resultados obtenidos a la fecha se
estima que este recubrimiento ofrece mejor opción para la deposición de materia,
siendo el foco de trabajo de la presente investigación [4].
El contenido de esta trabajo se divide en 5 capítulos. En el primero, se da una
breve descripción del estado del arte referente a fenómenos tribológicos. En el
segundo capítulo se muestra la teoría básica de fricción, adhesión y desgaste, en
la cual se basa estahvestigación. Asimismo, el tercero describe los componentes
y el funcionamiento del dispositivo de deposición, así como también el proceso de
deposicián. En el cuarto capítulo se muestran las pruebas experimentales
realizadas, los resultados obtenidos y la discusión de los mismos. Por Último, el
quinto muestra las conclusiones obtenidas al término de la investigación.
En el apéndice A se presentan los planos técnicos del diseno conceptual de un
molino para recubrir placas metálicas por medio de triboadhesión.
BIBLIOGRAF~A
[I] Doyle L E , "Procesos y Materiales de Manufactura para Ingenieros", Edit. Prentice Hall,
tercera edición, 1988.
Groover M P, "Manual de manufactura moderna, materiales, procesos y sistemas, Edit.
McGraw Hi l l , 1996.
Dingley D J, "The Nagy Coating Roces", H H Wills Physics Laboratory, University of Bnstol, Bnstol BS8 1 TL, United Kingdom, 1993.
Rodriguez L J M , "Proceso para recubrir placas metálicas con óxidos metálicos por fricción
seca", Reporte proyecto CoSNET 597-P, 1997.
[Zj
131
[4]
i
CAPíTULO I ESTAüO DEL ARTE EN FEN~MENOS TRI BOLOGICOS.
1.1 INTRODUCCI~N.
Se reporta en la literatura que aproximadamente un tercio de la energía que se
produce por la humanidad y sus máquinas se pierde por fenómenos relacionados
con la fricción. En la industria, en muchos casos no se requiere una falla
catastrófica para que una pieza quede fuera de funcionamiento, sino el simple
desgaste de unos cuantos gramos en la zona crítica pueden ser suficientes. A causa de la importancia que representan los fenómenos de fricción y desgaste en la vida humana, los investigadores han realizado grandes esfuerzos para
explicarlos y entenderlos. De aquí el gran interés que representa actualmente el estudio de la tribología, tanto en el ámbito industrial como académico. En la
actualidad, la siguiente se acepta como una definición formal de tribología: Es la ciencia y tecnología de la interacción de superficies en movimiento relativo y los temas y las prácticas relacionadas con ello. Básicamente incluye los fenómenos de fricción, desgaste y /ubricación[l].
)I
' i
5
El concepto de tribología se usó por primera vez en un informe elaborado por la
Comisión del Ministerio de Educación y Ciencia de la Gran Bretaña el 9 de marzo
de 1966, el cual es conocido también como el Reportebe Jost [ l ] en honor a Mr.
Peter Jost quién lo encabezó, por lo que esa fecha se conoce como el nacimiento
de la TRIBOLOGíA como una nueva disciplina científica. 'La palabra tribología se
deriva de los vocablos griegos: tribos que significa frotamiento y logos que
significa estudio. La tribología se aceptó y se defini6 entonces como la ciencia y
tecnología que concierne a las superficies que interaccionan entre sí durante el
movimiento relativo, así como los problemas más prácticos unidos a estos
fenómenos.
En las Últimas décadas, la tribología se ha convertido en una de las ciencias de
más rápido desarrollo. Estudios realizados han demostrado que en los procesos
tribológicos es esencial considerar no solo la inte;acción entre sólidos, sino
también la de éstos con el medio ambiente, ya que éste puede variar totalmente
las propiedades de las superficies. Esto muestra que el estudio de la interacción
entre superficies no se limita al contacto entre éstas y su entendimiento involucra
fenómenos como son fricción, desgaste y adhesión.
1.2 ESTADO DEL ARTE.
Antes del siglo XX, se conocen muy pocos estudios de desgaste, destacan los trabajos de da Vinci (Codex Atianticus y Codex Madrid I y 11) quien estableció que
el desgaste dependía de la carga aplicada y que la dirección de éste dependía de
la dirección del vector de carga. Por otro lado el inglés Charles Hatchet por encargo del rey George 111 construye de 1798'a 1803 varias máquinas para medir el desgaste en monedas de oro [I ] .
En 1725, Desaguliers [2] mostró que puede ocurrir una fuerte adhesión interfacial
cuando se presionan dos sólidos en contacto íntimo. En la actualidad se conocen tres elementos básicos que están involucrados en la fricción seca de sólidos: 1) el área real de contacto entre superficies en deslizamiento, 2) la resistencia del tipo
6
de enlace que se forma en la interface en la zona de contacto, y 3) la manera en la cual el material y los alrededores de las regiones entran en contacto.
Más tarde, Coulomb [3] quien establece las leyes básicas de la fricción, consideró
que la adhesión no es un factor importante en la fricción y que el factor principal es
la interacción entre las rugosidades de las superficies. La razón principal por la
que rechazó la adhesión como fuente principal de la fricción es que supone que el
área de contacto está determinada por el área total de las superficies. Las
asperezas de la superficie se deforman a sí mismas elástica, plástica y
viscoelásticamente, o se quiebran y el área de contacto se determina por las
propiedades de deformación de los materiales y la topografía detallada de las
superficies.
En 1929, Tomlinson [4] propuso la teoría molecular de la fricción y el desgaste. Él estudió detalladamente la naturaleza de las fuerzas atómicas en una red cristalina
y dedujo expresiones para la fricción seca y el desgaste de sólidos. La hipótesis
consiste fundamentalmente en que, en condiciones de equilibrio las fuerzas de
repulsión entre los átomos de un sólido contrarrestan las fuerzas de colisión. Sin
embargo, cuando dos cuerpos se encuentran en contacto, un átomo de uno de
ellos llegará a estar lo bastante cerca de otro átomo del segundo cuerpo a m o para entrar al campo de repulsión. Cuando esto sucede, las dos superficies se
separan causando una pérdida de energía que se manifiesta como la resistencia a
causa de la fricción. También describió el mecanismo de desgaste en función del
grado de proximidad de dos superficies, o sea, su deformación depende de la
probabilidad estadística a medida que las superficies se separan en el plano horizontal durante el deslizamiento y tratan de acoplarse a causa de las fuerzas de atracción entre sus átomos. Cuando se encuentran superficialmente cerca, los
átomos se repelen y su tendencia natural es regresar a su posición original. Sin
embargo, hipotéticamente un átomo se puede desprender y moverse a una distancia suficiente dentro del campo de otro átomo, en la superficie opuesta donde encuentra una nueva posición de equilibrio. Esto es, los átomos de un
cuerpo pueden ser extraídos por los otros en la superficie opuesta.
Aunque las leyes de fricción habían sido comprobadas por mucha gente desde los tiempos de da Vinci, realmente no existe una explicación del origen mismo de la
fricción. Fue hasta 1964, gracias a los trabajos sobre adhesión realizados por los científicos Británicos Frank Bowden y David Tabor [5] que se obtuvo información
para el entendimiento moderno de la fricción. La fricción seca entre superficies
planas atómicas finitas o infinitas, quizá la más simple, es el tipo de fricción
fundamental estudiado en tribologia. En función de las condiciones en que se
efectúa la fricción, pueden apreciarse varios fenómenos de interés como son la
adhesión, humedad y transferencia de átomos, esfuerzos inducidos, fenómenos
de oxidación y formación de compuestos químicos, difusión etc. Cualquiera que
sea el tipo de fricción ya sea seca o lubricada y la escala, micro o macro, los
procesos atómicos entre el deslizamiento o movimiento de los cuerpos son
cruciales para la fricción.
Otro de los fenómenos de interés para el entendimiento de la fricción es el
desgaste de las superficies en contacto. En 1938 Siebel indica que a causa de los
muchos tipos de desgaste existentes, resulta casi imposible determinarlos
basándose en una simple prueba Única [I]. En los años 50s se agregan otros
nombres importantes a la lista, sin embargo, destaca el trabajo histórico del
Británico J.F. Archard [6], quien se basa en los trabajos de Bowden y Tabor [7]
para establecer por primera vez las leyes que rigen al menos un tipo de desgaste
de elementos de contacto. Dicho trabajo tiene un enorme impacto practico en la industria y actualmente muchos de los modelos de desgaste tienen origen en el de
Archard.
Por otra parte Wang, Lei, Yan y Gao [8] estudiaron el campo de temperatura friccional y su relación a la transición de mecanismos de desgaste de acero 521 O0 durante deslizamiento sin lubricación. Cuando dos superficies se deslizan una sobre otra el trabajo realizado se convierte en calor. El aumento significativo de temperatura puede modificar las propiedades mecánicas y metalúrgicas de la
8
superficie de deslizamiento, y puede oxidarla o igual fundirla; todos estos
fenómenos influirán en la velocidad de desgaste.
A causa de estas investigaciones, Cowan y Winer [9] proporcionan una
metodología para la elección de superficies de desgaste, mediante una
clasificación de las mismas. La clasificación toma en cuenta factores como el
acabado superficial, la adhesión, dureza, influencia térmica, metalurgia,
mejoramiento de la calidad, seguridad, y disminución del costo del producto.
A partir de los años ~ O ' S , con la expansión de la computadora y los sistemas
modernos de simulación y experimentación surge una serie de desarrollos relacionados con la tribologia, de estos destacan las teorías de fatiga de
elementos contactantes por lcannides y Harris [I]. La invención de los microscopios para medir fuerzas atómicas y fuerzas microscópicas friccionales
causó un impacto importante en la ciencia de la fricción o tribología. Actualmente
gracias a este tipo de microscopios se pueden' medir con precisión fuerzas
atómicas laterales y perpendiculares en el rango de nanonewtons.
Posteriormente, investigadores como Greenwood y Williamson [I O], Whitehouse y
Archard [ I l l , Whitehouse y Phillips [12], y Sayles y Thomas 1131, siguiendo los pasos de Coulomb [3] determinaron el área real de contacto suponiendo una
superficie cubierta de asperezas con puntas semiesféricas de radio p, de
diferentes alturas. Las alturas de las asperezas dependen de alguna distribución,
como puede ser la Gaussiana, exponencial o estadistica. De los estudios anteriores se determinó que, si el número de asperezas en contacto permanece constante y la carga W se incrementa, el área de contacto en el rango donde las
asperezas se deforman elásticamente, será proporcional a Wm. Si el número de asperezas en contacto incrementan con la carga, permaneciendo constante el tamaño promedio de cada aspereza, el área de contacto en la región elástica será proporcional a W.
9
Por otra parte Derjagin [I41 y Krupp [15] mostraron que la adhesión de un polímero
en un semiconductor puede tener cambios apreciables al exponerse a luz
ultravioleta: la exposición cambia la densidad de la bicapa eléctrica que se forma en la interface, y también cambia la cantidad de interacción electrostática. Las
uniones entre materiales diferentes se han discutido en términos de solubilidad
mutua. Roach et. al. [16]; Keller [17], y Rabinowicz [la], observaron que los pares
de solubilidad mutua muestran una fuerte adhesión, mientras los pares insolubles
muestran una débil adhesión. El estudio de éstas interacciones electrónicas
proporciona información concerniente de la energía que se genera en la unión de
la interfase. Experimentos realizados por Buckley 1191, [20], [21] y [22] relacionan
las fuerzas necesarias para desprender superficies metálicas limpias.
En investigaciones posteriores se determinó que cuando una fuerza tangencial se
aplica para producir un deslizamiento, las condiciones de plasticidad en la unión
se exceden. Con la acción combinada de esfuerzos tangencial y normal, la
superficie unida se hunde. El área de contacto crece hasta que se satisfacen las
condiciones de plasticidad. El proceso de crecimiento del área continúa
indefinidamente si la superficie de contacto está perfectamente limpia, y además si
- los metales son dúctiles.
Mientras que Seah, [23], consideró que la película superficial puede reducir la
resistencia de la unión, de otra manera, proporciona una capa quebradiza entre
los sólidos en contacto, o, sin reducir necesariamente la energía superficial, reduce la energía requerida para producir fracturas débiles. Si la capa interfacial
tiene más de 20 A de espesor se observa un efecto más marcado. Estas películas destruyen completamente las uniones metal con metal. Osias y Tnpp, [24], mostraron que las películas generalmente son duras y relativamente quebradizas,
razón por la cual algunas veces se quiebran y rompen, exponiendo el metal y permitiendo así que ocurra el contacto entre metales. Por tanto, los óxidos dúctiles tienen mas capacidad de soportar y mantener la baja fricción, además de reducir
el contacto entre los metales.
10
Por su parte Challen y Oxley [25], publicaron algunas soluciones de plasticidad,
como la expresión de fricción, que indica que esta es dependiente de la forma de
la aspereza y la relación de la resistencia de la película interfacial con la
resistencia al corte del material, mostrando la forma en la cual las asperezas
deforman la Superficie de un material suave en presencia y ausencia de adhesión interfacial, proporcionando con esto, un inicio muy prometedor a una solución de
plasticidad satisfactoria. La característica más importante de éstas soluciones, es
que muestran que las duras asperezas producen un desprendimiento metálico
durante la inclinación plástica en la cabeza de la aspereza. Esto a su vez produce
deformaciones de corte muy grandes en la película superficial, pero aún así, la
adhesión interfacial es bastante pequeña.
Maugis [26] observó que a temperaturas elevadas la sinterización y el deslizamiento pueden incrementar grandemente el área de contacto Por tanto, se
puede determinar la superficie topográfica antes y después del contacto, y deducir
cual ha sido la fuerza de contacto Pero no hay un método experimental para
determinar ésta área mientras las dos superficies están en contacto,
particularmente cuando se lleva a cabo el deslizamiento
Mas recientemente, Feng y Field [27] llevaron a cabo un estudio de la fricción y
desgaste de diamante deslizándose sobre diamante. Consideraron dos teorías principales para explicar los resultados de estudios realizados a la fricción y
desgaste. Una es la teoría de adhesión [5], en la cual proponen que la fricción
surge de las fronteras atómicas entre las superficies del diamante. La otra es la
teoría de la rugosidad [28] y [29] cuyos autores sugieren que la fricción surge de la interacción mecánica de las asperezas.
Por su parte Gee [30] desarrolló un experimento para la medición de desgaste en el cual utilizó pernos y discos, le aplicó una fuerza variable de 1 O a 1 O0 N al perno,
para posteriormente ponerlo en contacto sobre el disco. El desgaste se midió mediante el desplazamiento relativo del perno y el disco durante la prueba y ,
comparando el peso de la muestra antes y después de la prueba. Las fuerzas de
fricción se midieron con celdas de carga o galgas extensómetricas. Las superficies
desgastadas de las muestras se examinaron con microscopios ópticos y de
barrido electrónico. Ellos encontraron que la velocidad de desgaste fue baja para
cargas menores de 80 N, elevándose bruscamente con cargas mayores a ésta.
Observaron que la tendencia en el desgaste se refleja también en los resultados
de cambio de masa.
Además del estudio del área real de contacto, también se ha tomado en cuenta el
estudio de las películas superficiales, por ejemplo, en que forma afectan o benefician al fenómeno de adhesión. Generalmente estas películas, incluso muy delgadas debilitan la resistencia de unión interfacial. Una capa de gas absorbido
con espesor de 5 A reduce la interacción de los cuerpos en contacto evitando los enlaces químicos o primarios, reduciendo la interacción en la interface a enlaces de Van der Waals únicamente. Consecuentemente se espera una gran reducción
en la resistencia adhesiva.
Por otra parte, investigaciones realizadas por Pethica y Tabor (311 sugieren que
esto no siempre es verdad, por que consideran que la resistencia de la unión
metálica se determina por las propiedades de ductilidad del material en la unión y
sus alrededores. Para el análisis de superficies se deben considerar tres factores
fundamentales (321. Primero, la película superficial puede cambiar las propiedades plásticas de la subsuperficie del metal. Segundo, se sabe que volúmenes muy
pequeños de metal no pueden contener dislocaciones, y por tanto, son mucho más duros que la masa total. Tercero, en el deslizamiento hay esfuerzos
tangenciales, así como esfuerzos normales en cada aspereza. ..
e Basándose en conceptos como los discutidos anteriormente, en 1993 el Fis. Ernst Nagy [32] da a conocer una tecnología de aplicación de recubrimientos con base
de-diamante; cuyo costo es muy inferior a aquellas ya establecidas. Este tipo de técnica es el foco actual de interés científico en el mundo, y entre las compañías
I
I2
que han realizado estudios al respecto se encuentran Guillet, Xerox, Audi,
Johnson y Johnson, entre otras.
El proceso para depositar por fricción seck se basa en el empleo de cabezas que
giran a una alta velocidad, de 11,000 a 30,000 r.p.m., entre las cuales y la
superficie por ser recubierta se introduce el material de recubrimiento en forma de
polvo, por medio de un sistema de alimentación constante. El fenómeno físico por
medio del cual se lleva a cabo la deposición no se encuentra entendido en su
totalidad, sin embargo se ha demostrado que es capaz de depositar una gran
variedad de recubrimientos en, igualmente, una gran variedad de materiales. La
técnica empleada, a la que puede también referirse como triboadhesión Ó
activación cinética de partículas, como se mencionó con anterioridad, esta sujeta
en la actualidad a extensivas investigaciones por el sector industrial, científico y
académico.
El estudio del arte discutido en este capítulo proporciona información para el
entendimiento de los fenómenos de fricción, desgaste y adhesión. Donde se observa que elevar la resistencia al desgaste de los elementos mecánicos es un
factor fundamental para aumentar su vida útil. Sin embargo, es imposible lograr
esto, sin desarrollar métodos de cálculo del desgaste que tengan las
caracteristicas físicc-mecánicas de los materiales y las condiciones de operación
en los sistemas deslizantes, como la velocidad, la carga, las condiciones de la
superficie de fricción, la lubricación y el medio ambiente.
El presente trabajó se basa en el que realizó Nagy [32], y en los conceptos tribológicos de fricción, desgaste y adhesión, para obtener recubrimientos que aumenten la dureza y resistencia al desgaste en el material base por recubrir. Esta
técnica consiste en depositar diversos materiales, en también diversas superficies mediante el fenómeno de "fricción seca".
13
Desde 1997 en Cenidet [33] se realizan investigaciones respecto al proceso de
deposición por medio de "fricción seca" o triboadhesión. Se realizaron pruebas
experimentales de deposición con pintura para cemento en polvo aplicada a
diversas superficies, como son lámina de acero galvanizada, nylamid y asbesto.
Los recubrimientos se analizaron en un microscopio de barrido electrónico, en
forma superficial y transversal. En el análisis de la sección transversal se observó
que la pintura de cemento en polvo, penetró aproximadamente cinco micras en la
superficie del galvanizado. El resultado obtenido fue muy favorable, por lo que se
siguen realizando investigaciones en este campo, pero ahora utilizando diferentes
materiales base y de aporte. Los materiales utilizados hasta el momento son:
acero 1010 como base y carburo de cromo y níquel aluminio como aporte, para mejorar la resistencia al desgaste y a la corrosión respectivamente.
14
111
I21
131
141
151
I61
[71
181
191
11 o1
I111
[121
11 31
[ i 41
Morales Espejel G E, Skrzpinski A, Rusek P, Pérez Unzueta A, Haduch 2, "Desanollo de
la tribología en elmundo", Reporte Técnico, 1997.
Desaguliers J T, "Some Experiments Concerning bie Cohesion of Lead", Phil. Trans.
Roy. Soc. (London), Vol. 33, pp, 345, 1725.
Charles Augustin Coulomb, "TheOrie des macines simplles", Mem Math. Phys. Acad. Su,
vol. 10 p. 161, 1785.
Tomlinson G A, Phil Mag 7, 1929, 7, 46-905.
Bowden F P and Tabor D, "The Friction and Lubrication of Solids", part II (Oxford:
Clarendon) pp. 163, 1964.
Archard J F, "Elastic Deformaton and Laws of Friction", Proc. R. Soc. A 243 190-205,
1957.
Bowden F P and Tabor D, "The Friction and Lubrication of Solids", part 1 (Oxford
University Press), 1950. Wang Y, Lei T, Yan M and Gao C, "Frictional Temperature Field and its Relationship to
the Transition of Wear Mechanisms of Steel 52100: J. Phys. D: Appl. Phys. 25 (1992)
A165-Al69, United Kingdom.
Cowan R S and Winer W O, "Surface engineering ... an Enigma of Choices", J. Phys. D:
Greenwood J A and Williamson J B P, "Contact of Nominally F/at Surfaces", Proc. R.
Soc. A 295 300-19, 1966.
Whitehouse D J and Archard J F, "The Properties of Random Surfaces of Significance
in Their Contact", Proc. R. Soc. A 316 97-121, 1970.
Whitehouse D J and Phillips M J, "Discrete Properties of Random Surfaces", Phil. Trans.
Roy. Soc. (London), Series 290, pp 267-298, 1978.
Sayles R S and Thomas T R, "Surface Topography as a Non-Stationary Random Process", Nature, Vol. 271, pp 431-434, 1978. Derjaguin B V. Toporov J P, Aleinikov I N and Burta-Gaponovitch L N, "Investigation on the Adhesion of Polymer Particles to the Surface of a Semi Conductor", J. Adhesion,
Appl. Phys. 25 A189-A194,1992.
Vol. 4, pp. 65-71, 1972. . ~ [ 1 . 5 1 - K ~ H . = R e c e n i - ~ ~ u / t s . i n Particle Adhesion:. UHV Measurements, t ight Modulated
Adhesion and the Effect ofAdsorbates", J. Adhesion, vol. 4, pp. 83-86, 1972.
Roach A E, Goodzeit C L and Hunnicut R P, "Scoring Characteristics of Thirfy-Eight Different Elemental Metals in HighSpeed Sliding Contact whit Steel", TRANS. ASME,
[16]
vol. 78, pp. 1659-1667, 1956.
(291
1301
Keller D V, "Adhesion, Friction, Wear and Lubrication Research by Modern Surface Science Techniques", J. Vac. Su. Technol.. vol. 9, pp. 139-142, 1972.
Rabinowicz E, "Friction and Wear of Malerials" Wiley. New York, 1965.
Buckley D H, "Friction, Wear and Lubrication in Vacuum", NASA Sp-277, Washington
Buckley D H, "Adhesión and Friction of Thin Metallic Films", National Aeronautics and
Space Administration: NASAfTN, D-8230, 1976. Buckley D H, "The Metal-teMetal Interface and its Effect on Adhesion ans Friction" J.
Coll. Interface Sci., vol. 58, pp. 36-53, 1977.
Buckley D H, " The Use of Analytical Surface Tools in the Fundamental Study of Wear", Wear, vol. 46, pp. 19-53, 1978.
Seah M P, "Segregation and the Strenght of Grain Boundaries", Proceeding Royal
Society, Cenes A 349, pp. 535-554, 1976.
Osias J R and Tnpp S H. "Mechanical Disruption of Surface Films on Metals", Wear, vol.
Challen J M and Oxley P L, "An Explanalion of the Regimes of Friction and Wear Using Asperity Deformation Models", Wear, vol. 53, pp. 229-43, 1979.
Maugis D, "Creep, Hot Hardness and Sintering in the Adhesión og Metals at High Temperatures", Wear, Vol. 62, pp, 349-386, 1980.
Feng 2 and Field J E, "The Friction and Wear of Diamond Sliding on Diamond", J. Phys.
D: Appl. Phys. Vol. 25 pp. A33-A37, 1992.
Casey M and Wilks J, "The Friction of Diamond Sliding on Polished Cube Faces of Diamond", J. Phys. D: Appl. Phys., vol. 6, pp. 1906-1908, 1973.
Samuels B and Wilks J. J. Mater. Sci. Vol. 23, pp. 2846-64, 1988.
Gee M G, "The Formation of Glass in the Wear of Reaction-Bonded Silicon Nitride", J.
DC, 1971..
9, PP. 388-397, 1966.
Phys. Vol. 25, ppA189-Al94, 1992.
Pethica J B and Tabor 0, "Contact of Characterised Metal Surfaces at Very Low Loads: Deformation andAdhesionn Surf. Sci., Vol 89, pp 183-190,1979.
Dingley D J, "The Wagy Coating Proces", H H Wills Physics Laboratoiy, University Of
Bnstol. Bnstol ES8 1 TL. United Kingdom, 1993. Rodriguez L J M et. al., "Proceso para recubrir supefíicies metálicas con óxidos
,metálicos por triboadhesión", Reporte Proyecto CoSNET 597-P, 1997.
16
CAPíTULO 2 TEÓRIA BÁSICA DE FRICCIÓN.
2.1 GENERALIDADES.
Las superficies de ingeniería son rugosas y tienen colinas y valles, de manera que
el contacto entre dos sólidos sólo ocurre en unos cuantos puntos aislados, por ello
el área de contacto real se localiza únicamente en una fracción aparente. De este
modo, el esfuerzo normal aplicado es muy alto en las regiones de contacto y
puede exceder el punto de fluencia de uno de los sólidos o de ambos. En cuyo
caso, las áreas de contacto se soldarán entre si formando uniones o juntas, las
cuales deben romperse para iniciar y sostener el movimiento relativo. La fuerza
necesaria para romper estas uniones es una medida de la fricción.
2.2 CONTAMINANTES.
A medida que-se rompen las uniones, aparecen residuos que se producen por el desgaste. Para evitar esto hay que impedir la formación de uniones; lo que se
logra al separar la interface con una película extraña que inhiba la interacción de
los átomos de metal en los puntos de contacto entre los dos sólidos. Las
superficies expuestas al ambiente se cubren rápidamente con una o más capas de
gases adsorbidos y de Óxido. La oxidación se facilita por el calentamiento friccional
y los contaminantes minimizan el desgaste de muchos sistemas aparentemente
lubricados. Si los gases adsorbidos se sobrecalientan, se vaporizan y las capas de
Óxido se rompen cuando los esfuerzos normales son altos, exponiendo entonces
el nuevo metal, lo que aumenta la propensión al desgaste. Para comprender el
desgaste, es indispensable estudiar la topografía y la naturaleza fisicoquímica de las.superficies [l]. . .
2.3 TIPOS DE DESGASTE.
Como se menciona en [l], siempre que hay movimiento relativo entre dos sólidos
que soportan una carga existe una situación potencial de desgaste. En términos
generales, se sabe que el movimiento puede ser unidireccional o de vaivén, ya
sea deslizante o de rodamiento. Puede existir una combinación de éstos dos
Últimos, o el desgaste puede ser a causa de un movimiento oscilatorio de
pequeñas amplitudes. Los tipos de desgaste se clasifican de la siguiente manera,
dependiendo de la naturaleza del movimiento o de medios que intervienen en una
interacción de metales bajo carga.
2.3.1 Desgaste por adherencia.
En este caso, el movimiento relativo puede ser deslizamiento unidireccional o de vaivén, o bien la interacción ocurre bajo carga en un contacto oscilatorio de pequeña amplitud. Se sabe que los picos superficiales que coinciden fluyen plásticamente y forman fuertes uniones endurecidas por el trabajo continuo. A medida que éstas se rompen bajo la tracción tangencia1 impuesta, los sólidos van perdiendo material.
fnp;lu% 2 . . 37,,*& L i , , d, j icc idn
2.3.2 Desgaste por abrasión.
Cuando un cuerpo duro se desliza sobre una superficie blanda, al aplicar el esfuerzo normal se graba en ésta una serie de surcos lo que se conoce como
desgaste por abrasión [2]. Por otra parte, las partículas duras sueltas que entran a
la interfase deslizante actúan como esmeriles y el proceso de eliminación de metal
por su acción se conoce como desgaste por abrasión de tres cuerpos. Las
partículas duras pueden ser residuos metálicos atrapados como resultado del
rozamiento o bien capas de. Óxido desprendidas. Una situación de desgaste por
abrasión de tres cuerpos da lugar al desgaste acelerado y, según Bawell [3],
aumenta la propensión al rayado de las partes de una máquina.
2.3.3 Otras formas de desgaste.
El desgaste por ludimiento aparece como resultado del movimiento oscilatorio de
dos superficies en contacto, como sucede en máquinas donde existe vibración
entre las partes. El desgaste por fatiga surge como resultado de las cargas
cíclicas; por ejemplo, en los baleros con rodillos en los que produce perdidas de
material al desbastarse las capas superficiales. Cuando las partículas duras
inciden sobre los sólidos, se produce desgaste por erosión, y cuando un
componente rota en medio fluido, habrá erosión por cavitación.
2.4 TOPOGRAFjA DE SUPERFICIES.
Es muy importante conocer la naturaleza de las superficies a fin de comprender la interacción interfacial de las partes móviles de una maquinaria. Un aspecto importante de las superficies es saber si se encuentran libres de contaminantes u
óxidos. Además, es necesario saber si una superficie es mecánicamente suave. Pero la premisa básica para comprender los mecanismos de fricción y desgaste es saber que no existe una superficie perfectamente plana a escala microscópica.
19
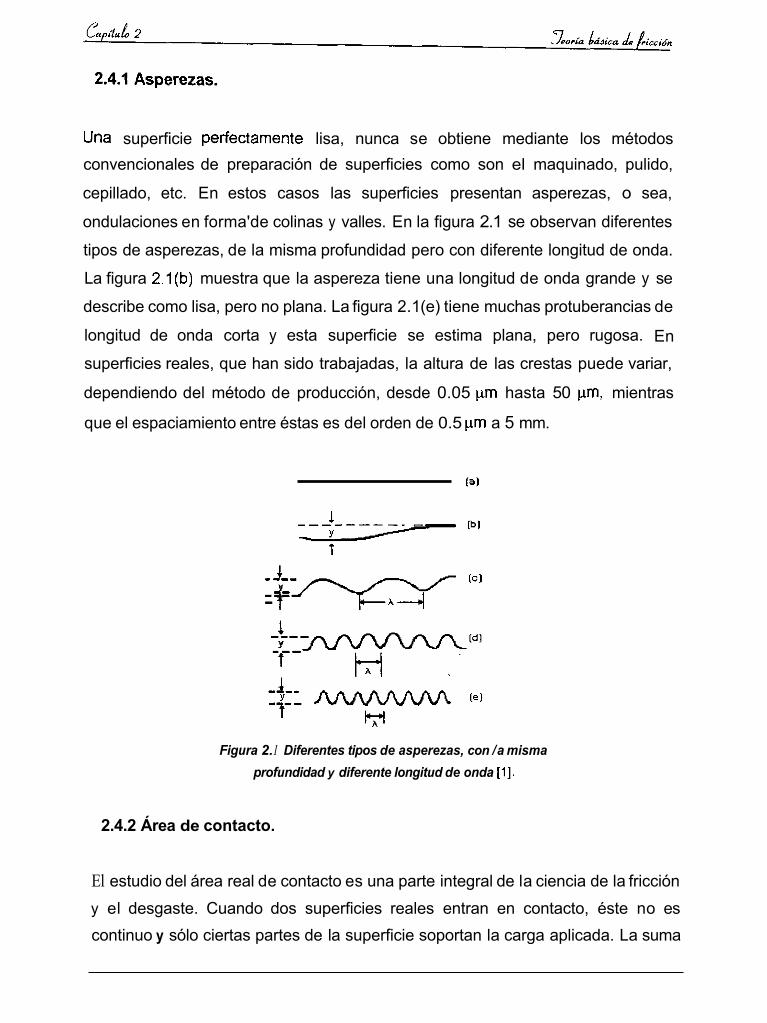
Una superficie perfectamente lisa, nunca se obtiene mediante los métodos convencionales de preparación de superficies como son el maquinado, pulido,
cepillado, etc. En estos casos las superficies presentan asperezas, o sea,
ondulaciones en forma'de colinas y valles. En la figura 2.1 se observan diferentes
tipos de asperezas, de la misma profundidad pero con diferente longitud de onda.
La figura 2.l(b) muestra que la aspereza tiene una longitud de onda grande y se
describe como lisa, pero no plana. La figura 2.1 (e) tiene muchas protuberancias de
longitud de onda corta y esta superficie se estima plana, pero rugosa. En superficies reales, que han sido trabajadas, la altura de las crestas puede variar,
dependiendo del método de producción, desde 0.05 pm hasta 50 pm, mientras
que el espaciamiento entre éstas es del orden de 0.5 pm a 5 mm.
- -+-- 7- IC'
Figura 2. I Diferentes tipos de asperezas, con /a misma profundidad y diferente longitud de onda 111.
2.4.2 Área de contacto.
El estudio del área real de contacto es una parte integral de la ciencia de la fricción y el desgaste. Cuando dos superficies reales entran en contacto, éste no es continuo y sólo ciertas partes de la superficie soportan la carga aplicada. La suma
de estas áreas discretas de contacto forman el área real de contacto. De acuerdÓ
con esto, el área real de contacto define las partes de la superficie donde existe
una fuerte interacción entre 10s cuerpos. Cónsecuentemente, si otros factores se
mantienen, la fuerza de fricción estará fuertemente relacionada con el área de
contacto [4].
lw
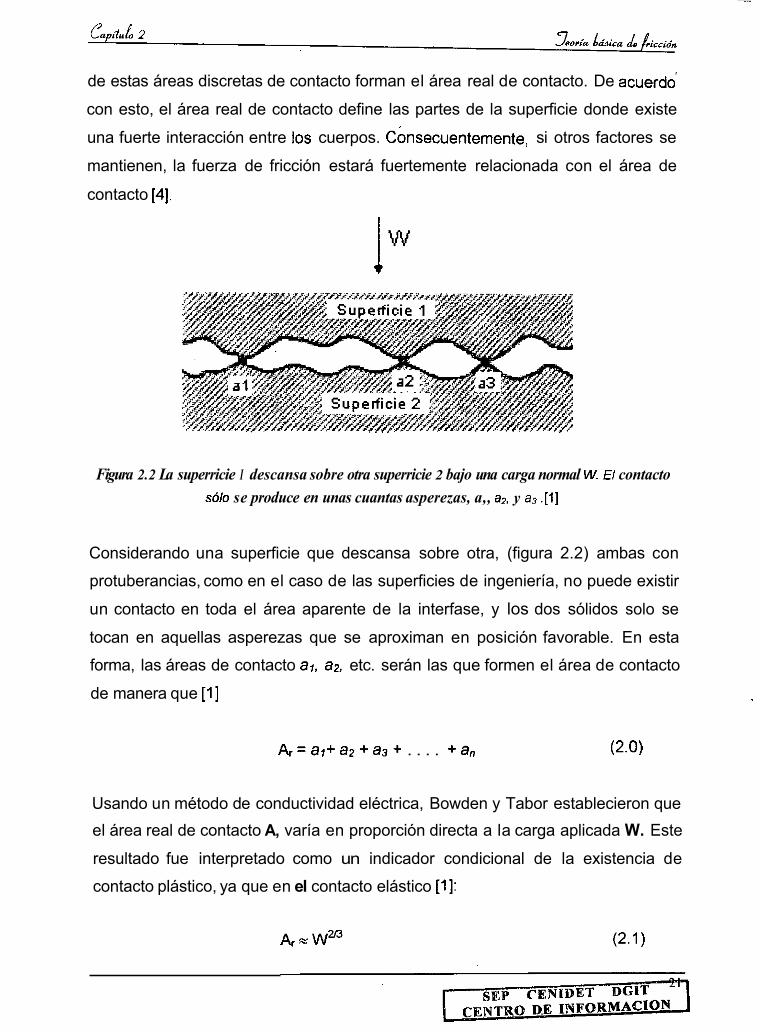
Figura 2.2 La superricie I descansa sobre otra superricie 2 bajo una carga normal W. El contacto s610 se produce en unas cuantas asperezas, a,, a*, y a3 .[I]
Considerando una superficie que descansa sobre otra, (figura 2.2) ambas con
protuberancias, como en el caso de las superficies de ingeniería, no puede existir
un contacto en toda el área aparente de la interfase, y los dos sólidos solo se
tocan en aquellas asperezas que se aproximan en posición favorable. En esta
forma, las áreas de contacto ar, a2, etc. serán las que formen el área de contacto
de manera que [ I ]
&=al+a2+a3+ . . . . +a, (2.0)
Usando un método de conductividad eléctrica, Bowden y Tabor establecieron que el área real de contacto A, varía en proporción directa a la carga aplicada W. Este
resultado fue interpretado como un indicador condicional de la existencia de
contacto plástico, ya que en el contacto elástico [í]:
Este resultado se generalizo para aplicaciones prácticas en todos los casos de
contacto metálico, llegándose a la ecuación [I]: /
donde ot es el esfuerzo de fluencia del material blando y W es la carga aplicada.
Debe tenerse en cuenta el hecho de que ot puede variar en relación con la
configuración de las microasperezas y el tipo de deformación, ya sea
aplastamiento o penetración, de forma tal que la relación ot = HB es un caso
especial.
2.5 CONTACTO DE SÓLIDOS.
Si se presiona una superficie sobre otra, la carga la soportan los bordes de unas
cuantas crestas en la superficie inferior, suponiendo que el miembro superior del
par metálico sea perfectamente plano. Entonces existe un área de contacto
aparente en la interfase de ambas superficies aunque en las puntas de las
asperezas el área real de contacto sólo es de unos cuantos puntos. Si la carga es
baja y el material tiene una alta tensión d.e fluencia, el contacto será elástico. En el
caso opuesto, la interfase fluirá plásticamente. En la interfase cinemática de la
mayoria de las condiciones tribológicas aarecen presentarse ambas formas de
comportamiento y tanto la fricción como el desgaste en los metales y materiales
dependen de la naturaleza del area de contacto de las superficies.
2.6 FRICCIÓN.
Cuando una superficie se coloca sobre otra, es necesario aplicar una fuerza
horizontal finita para iniciar el deslizamiento. Esta fuerza horizontal es la fricción estática entre las dos superficies, cuya magnitud depende, entre otras cosas, de la limpieza de la interfase, de modo que la fricción entre dos cuerpos es alta en el vacio. La fuerza necesaria para mantener el deslizamiento debe ser mayor que la
fricción cinetica entre las dos superficies. La resistencia al deslizamiento bajo
22
cupit,,& .2.& d&U dB jicc;6n
tracción tangencial se explicó durante mucho tiempo mediante la hipótesis de la
rugosidad que sugiere que las crestas de una superficie descansan sobre los
valles de la otra, y la resistencia al movimiento es el esfuerzo que deben realizar
estas crestas para salir de los valles. La teoria actual de la fricción parte de la
premisa básica de que el contacto ocurre en unos cuantos puntos aislados a
causa de la naturaleza ondulatoria de las superficies. Las áreas de contacto forman uniones metálicas a causa de la deformación plástica o elástica, de
manera que la resistencia friccional es la fuerza necesaria para destruir estas
uniones.
2.6.1 Mecanismo de fricci6n.
Las primeras investigaciones en las que se probó que el área de contacto es una
fracción del área aparente se atribuye a Holm [SI, pero el concepto de la
adherencia en el mecanismo de la fricción fue aceptado hasta después que Hardy
y Hardy [6] publicaron el resultado de su investigación en 1919 y de nuevo una
década más tarde con el trabajo de Tomlinson [7].
Bowden y Tabor (81 consideran la resistencia friccional entre dos superficies como
la suma de dos componentes: uno cortante y otro de hundimiento. Un seguidor
duro hemisférko se apoya sobre una superficie plana y se aplica una carga normal W que hace que la superficie plana forme una curva cóncava AOB cuya altura
máxima OC es h y cuyo diámetro de cuerda es d (figura 2.3). Sea F la resistencia
friccional que es la fuerza tangencial necesaria para iniciar el deslizamiento.
23
F c-
(4 lbl
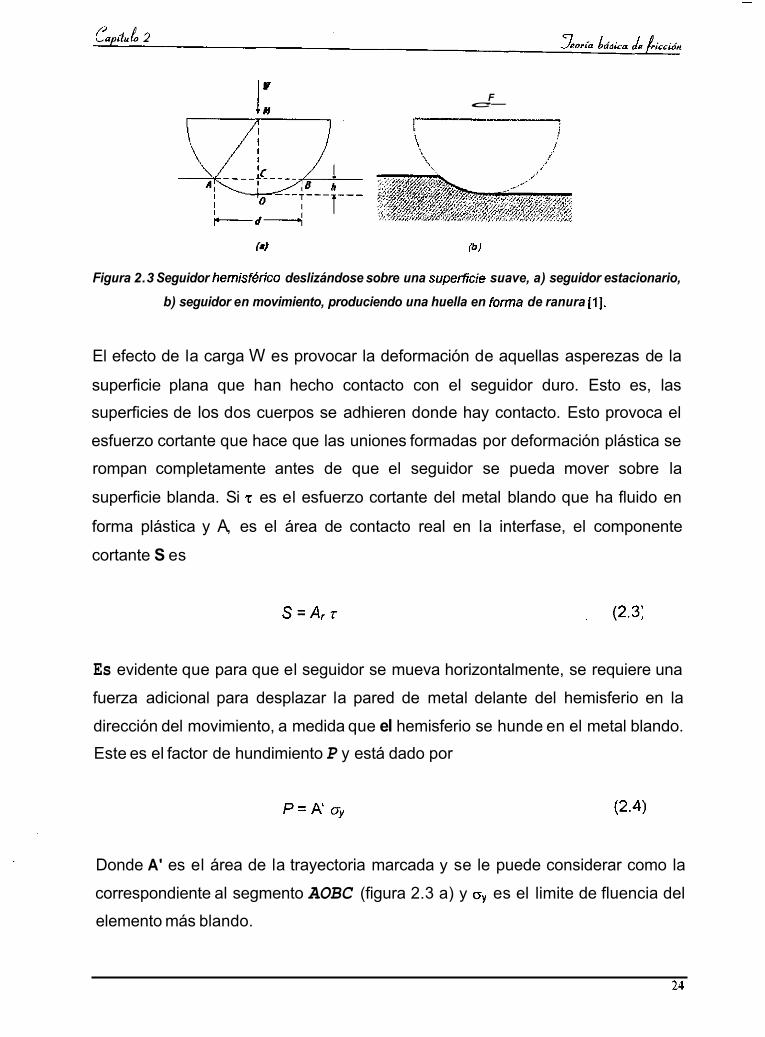
Figura 2.3 Seguidor hemisférico deslizándose sobre una supeficie suave, a) seguidor estacionario,
b) seguidor en movimiento, produciendo una huella en forma de ranura 111.
El efecto de la carga W es provocar la deformación de aquellas asperezas de la
superficie plana que han hecho contacto con el seguidor duro. Esto es, las superficies de los dos cuerpos se adhieren donde hay contacto. Esto provoca el
esfuerzo cortante que hace que las uniones formadas por deformación plástica se
rompan completamente antes de que el seguidor se pueda mover sobre la
superficie blanda. Si z es el esfuerzo cortante del metal blando que ha fluido en
forma plástica y A, es el área de contacto real en la interfase, el componente
cortante S es
Es evidente que para que el seguidor se mueva horizontalmente, se requiere una
fuerza adicional para desplazar la pared de metal delante del hemisferio en la
dirección del movimiento, a medida que el hemisferio se hunde en el metal blando. Este es el factor de hundimiento P y está dado por
P = A ' 0 , (2.4)
Donde A' es el área de la trayectoria marcada y se le puede considerar como la
correspondiente al segmento AOBC (figura 2.3 a) y O, es el limite de fluencia del
elemento más blando.
24
e+L 2 20,in d,, d, p,,, En una primera aproximación, el área del segmento AOBC es
h(4d’ +3h2) - 2hd -- 6d 3
despreciando las potencias superiores de h , puesto que h es pequeña.
Ahora, de la figura (2.3a), para el triángulo rectángulo MAC,
2 d 2 2 ( r - h ) + - = r 4
y despreciando h2,
di 8r
sustituyendo este valor de h en el área del segmento, se tiene:
h = - (2.7)
(2.8) d 3
Área AOBC =- 12r
Por tanto, de (2.4), la resistencia a la fricción a causa del factor de hundimiento es:
d3 12r
P=- O
Puesto que la fuerza friccionai total está dada por la suma de los factores de
hundimiento y cortante, tal que: *
F = S + P (2.10)
Sustituyendo los valores de S y P de (2.3) y (2.9), en (2.10), se tiene [I]:
d 3 12r -
F = A,T + -O,, (2.11)
Para metales duros apoyados sobre superficies similares, o posiblemente, para la
mayoría de las combinaciones con cargas ligeras, la profundidad de indentación
es pequeña, de manera que el término den (2.9) puede despreciarse y el factor de
hundimiento se hace insignificante. En ese caso,
i = A,r (2.12)
El coeficiente de fricción c~ es la resistencia friccional por unidad de carga. Por
tanto,
(2.13)
p = z l u y (2.14)
De tal manera que el coeficiente de fricción es función del esfuerzo cortante y la
presión de flujo de las superficies en contacto.
2.7 ENERGíA ALMACENADA.
Si se supone que una aspereza dura se hunde en un metal blando, la dureza de
este último llega a un valor de equilibrio a medida que continúa la abrasión. La
deformación de las superficies significa también que a medida que pasa el cuerpo
causante de la identación se almacena cierta cantidad de energía en el metal.
Este supuesto se aplica para deducir una relación entre el desgaste y la energía
de deformación de los metales. Se postula que una aspereza identa el metal
blando y una tracción horizontal elimina el volumen generado por esta masa ¡dentada y la distancia deslizada. AI hacerlo, el metal eliminado por abrasión acumula una cantidad maxima de energía a causa del trabajo mecánico. Una vez
que se llega a esta etapa de equilibrio, la energia de deformación a causa de la
26
. - ~ -
L&;l.tO 2 %ria d&, A? p,,,
posterior identación no varía durante la abrasión subsecuente. Para una distancia
de deslizamiento de 1 cm. sea
h = coeficiente de fricción medido
W = carga normal total
g = aceleración de la gravedad
Q = cantidad de calor que se desprende por abrasión
M = masa de desgaste
p = densidad del metal sujeto a abrasión
Gm = energía de def. máxima posible por unidad de volurn n del rn 31 blando Go = energía de def. por unidad de volumen del metal blando antes de estar sujeto
a trabajo mecánico
A = área superficial total del surco producido por abrasión en 1 cm de
deslizamiento.
y = energía superficial del metal blando por unidad de área
El trabajo realizado por cada centímetro de deslizamiento es pWg y este trabajo se
expande en la forma de calor liberado, Q , a causa de la fricción, de la energía
almacenada en el volumen de residuo de desgaste producido y de la energía
superficial del surco recién creado. Esto es [l]:
- M P
pWg = Q + -(Gm -Go)+ A y
Simplificando (2.15), da: M - (G, - G o ) = apWg P
(2.15)
(2.16)
donde a es una constante y a la vez una medida de la fracción de trabajo de
deformación que permanece en el metal como energía almacenada. De (2.16) se tiene que la masa de desgaste para 1 cm de deslizamiento es:
Para metales colados y recocidos sujetos
despreciar, de manera que
M = G,
(2.17)
a abrasión, el término Go se puede
(2.18)
Por tanto de (2.18) se observa que la masa de desgaste es directamente
proporcional a la energía de deformación del material blando.
2.8 ENERGíA LIBRE DE GIBBS.
Para llevar a cabo el proceso de deposición por fricción seca, se requiere
modificar el estado energético de la superficie por recubrir, esto es, sacar de su
estado de equilibrio a los elementos para que pueda realizarse un cambio en su
estructura. Esta energía o su potencial al cambio se conoce como energía libre de
Gibbs, o el trabajo máxi,mo disponible para realizar un cambio químico, térmico o mecánico. La energía libre de Gibbs parte de:
en que
Ni = Número de moles
N =Flujo molar.
La primera ley de la termodinámica toma la forma:
(2.19)
dU " . - - = Q - W + x N , h o . , dl / = I
(2.20)

.. ~ - ~. . .. . ~~.
GPíd 2 zda Laica L p,,, donde
Lo., = entalpía molar del sistema.
y la segunda ley de la termodinámica, que se expresa como:
donde
S, = Entropía generada
Q = Flujo de calor
To = Temperatura
So., = Entropía molar
(2.21)
La combinación de (2.19), (2.20) y (2.21) da:
donde
E , = Exergía.
Z =
Eo = Exergía a causa de la transferencia de calor.
Variación de la exergía dentro del sistema
N e , = Exergía a causa de flujo y reacción química.
Que es la energía necesaria para realizar un cambio, y es la necesaria para
vencer la resistencia superficial y lograr deposición.
2.9 VELOCIDAD DE PROCESOS EN SÓLIDOS.
El proceso de deposición por fricción seca está relacionado con la velocidad a la
cuál se mueven los átomos en estado sólido. Se debe suministrar energía
suficiente para obtener reagrupamientos espontáneos de átomos, en nuevas y
más estables ordenaciones atómicas. Así, para que el proceso evolucione de un
proceso inicial a uno final, los átomos reaccionantes deben tener suficiente
energía para superar una barrera de activación. La energía adicional requerida por
encima de la energía media de los átomos, se le llama energía de activación AG. o
de Gibbs [9].
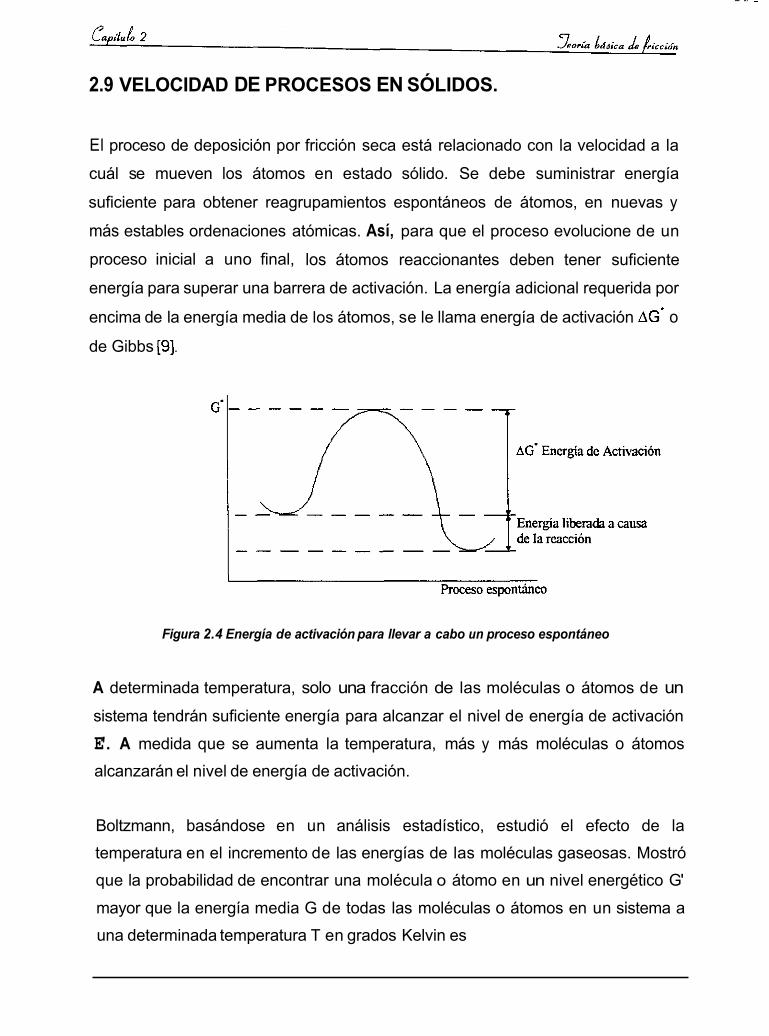
Figura 2.4 Energía de activación para llevar a cabo un proceso espontáneo
A determinada temperatura, solo una fracción de las moléculas o átomos de un sistema tendrán suficiente energía para alcanzar el nivel de energía de activación
E'. A medida que se aumenta la temperatura, más y más moléculas o átomos alcanzarán el nivel de energía de activación.
Boltzmann, basándose en un análisis estadístico, estudió el efecto de la temperatura en el incremento de las energías de las moléculas gaseosas. Mostró que la probabilidad de encontrar una molécula o átomo en un nivel energético G'
mayor que la energía media G de todas las moléculas o átomos en un sistema a una determinada temperatura T en grados Kelvin es
prohahr/rdad a (2.23)
donde k= constante de Boltzmann = 1.38 x 1 O-23 J/(átomo*K)
La fracción de átomos o moléculas, en un sistema, con energías mayores que G', donde G' es mucho mayor que la energía media de cualquier átomo o molécula se
puede escribir como
I1 - ce-C ' l kT -- A,",,,
donde
n = número de átomos o moléculas con una energía mayor que E'.
Atotal = número total de átomos o moléculas presentes en el sistema
K = constante de Boltzmann.
T = temperatura, K.
C = una constante.
(2.24)
El número de vacancias en equilibrio a una temperatura determinada en una red
cristalina metálica se puede expresar por:
pero Ev = f(G)
donde
nv = número de vacancias por metro cúbico de metal. A = número total de sitios para átomos por metro cúbico de metal E, = energía de activación para formar un hueco, eV.
K = constante de Boltzmann = 8.62 x IO5 eV/K.
(2.25)
(2.26)
De acuerdo con (2.23), (2.24) y (2.25), para el proceso de deposición por fricción
seca, la temperatura necesaria para lograr la activación de átomos, es la que se
genera en la superficie de contacto entre la fresa y el material base, estando ésta,
en función de la velocidad de rotación de la fresa y la presión ejercida por la fresa
sobre el material base.
Por tanto, es necesario encontrar los valores de presión y velocidad de rotación
óptimos para obtener una energía critica de activación, para que el proceso de
deposición se presente de forma espontánea.
[I 1 121
A 141
.s51
171
í61
PI
[91
Sarkar A D, "Desgaste de Metales': Edit. Noriega Limusa, (1990).
Raboniwicz E, 'Friction and Wear ofhilateriais': John Wiiey and Sons, (1966).
Baiwell F T, "Pmc lnst Mech Engrs (London), (1967-68), 182/3K, 1
Martinez P F, "La tribología, ciencia y técnica Para el mantenimiento", Noriega Limusa,
(1996).
Holm R. "Electrical Contacts': H Gerbers, Stockholm, (1946).
Hardy W B y Hardy J K, Phil Mag, (1919), 38, 32.
Tomlinson G A, PhilMag, (1929), 7, 905.
Bowden F P y Tabor D, The friction and Lubricafión of Solids", Part 1 Oxford University
Press, (1964). Smith W F, 'Fundamentos de la ciencia e ingenieria en materiales", Edit. McGraw Hili,
segunda edición, 1993.
i
CAPíTULO 3 DISPOSITIVO Y PRO C E DI M I EN TO DE DEPOSICIÓN.
3.1 INTRODUCCI~N.
Para que un producto comercial sea aceptable para el consumidor, es necesario
proporcionarle una acabado superficial, para protegerlo o hacerlo estético. En
tanto que el objetivo principal del recubrimiento es generalmente mejorar la
apariencia y valor de venta del artículo, a la mayoría de los metales se les recubre
para proporcionarles una resistencia permanente a las influencias destructivas,
como pueden ser el desgaste, la descomposición eletrolítica y el contacto con la
intemperie o la atmósfera corrosiva. En general, el proceso de recubrimiento es la aplicación de un determinado espesor de algún material de aporte a una superficie
para modificar sus propiedades. Considerando estos factores se deben
seleccionar adecuadamente los materiales base y aporte, para obtener un recubrimiento eficiente.
En este capítulo se presentan los componentes del dispositivo de deposición y su
funcionamiento, además de la metodologia a seguir para el proceso.
Tipo
Condición
Resistencia a la tensión (klblplg')
Resistencia a la cedencia (klblplg')
Alargamiento en 2 plg (%)
Reducción de área (YO) Dureza (BHN) Maquinabilidad (basada en 1112=100)
3.2 MATERIAL BASE Y MATERIAL DE APORTE.
SAE I010
Rolado en caliente
64
42
28
67
107
45
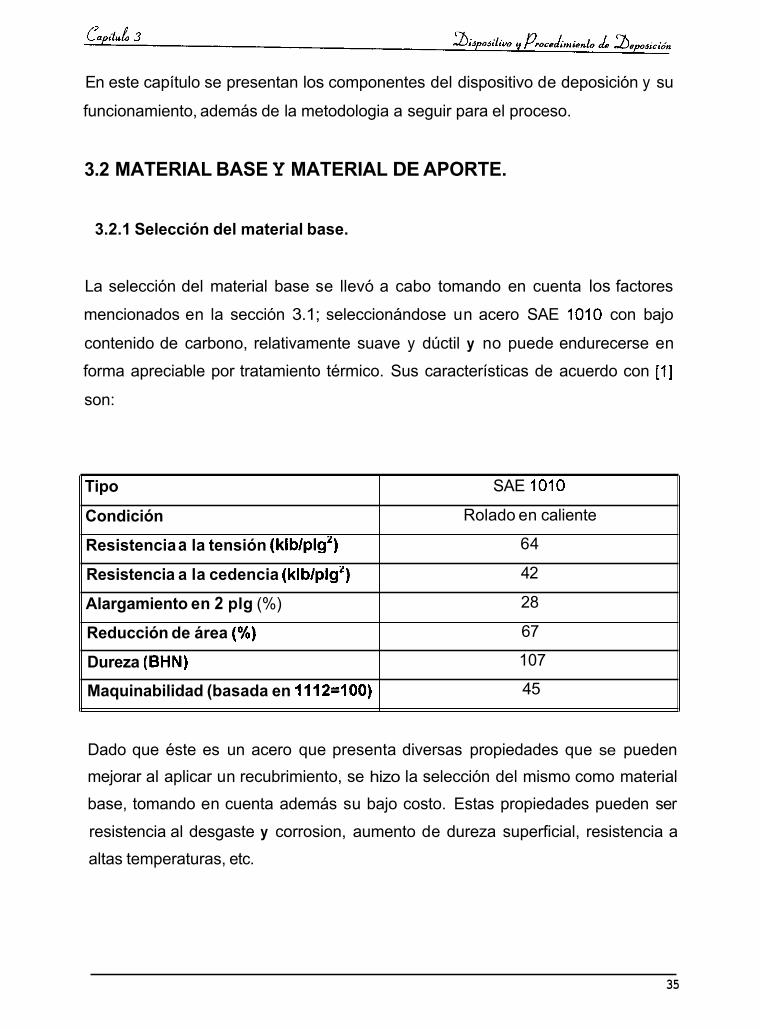
3.2.1 Selección del material base.
La selección del material base se llevó a cabo tomando en cuenta los factores
mencionados en la sección 3.1; seleccionándose un acero SAE I010 con bajo
contenido de carbono, relativamente suave y dúctil y no puede endurecerse en
forma apreciable por tratamiento térmico. Sus características de acuerdo con [I]
son:
Dado que éste es un acero que presenta diversas propiedades que se pueden mejorar al aplicar un recubrimiento, se hizo la selección del mismo como material base, tomando en cuenta además su bajo costo. Estas propiedades pueden ser
resistencia al desgaste y corrosion, aumento de dureza superficial, resistencia a altas temperaturas, etc.
35
\ De acuerdo a las condiciones de trabajo del material base, se hace la selección del material de aporte para un buen funcionamiento del recubrimiento. Por tanto,
las propiedades a modificar en el material base son el principal criterio de
selección del material de aporte en el proceso de deposición. Las principales causas de fallas en maquinaria y equipo son el desgaste y la corrosión, y los
elementos más utilizados para combatirlas son el cromo, níquel, silicio y aluminio.
El objetivo de este trabajo es modificar las propiedades superficiales del material
base, estas pueden ser resistencia al desgaste y oxidación, y dos de los
materiales adecuados para- ello son el carburo de cromo (Cr&-CrNi) y níquel
aluminio (Ni 5AI) respectivamente. Además del criterio anterior, se tomó en cuenta
el tamaño de partícula, según Nagy [2] debe ser de 20 micras aproximadamente, y
comercialmente, este material es el único que reúne éstas características. Por
tanto se decidió utilizar como material de aporte los polvos de carburo de cromo
(Cr3C2-CrNi) y níquel aluminio (Ni5AI). Las características de los materiales de
aporte son las siguientes [3].
a) Carburo de cromo. Tamaño de partícula de 11 a 45 micras.
Sus aplicaciones y propiedades típicas son:
+ Buena resistencia a la abrasión
+ Buena resistencia a la corrosión.
+ Buena resistencia a la corrosión por gases calientes.
+ Buenas propiedades deslizantes.
+ Resistencia superior a la oxidación hasta aproximadamente 900°C
..
b) Níquel -Aluminio. Tamaño de partícula de 5 a 30 micras. Sus aplicaciones y propiedades típicas son:
+ Los recubrimientos son densos y resistentes a la oxidación y abrasión
+ Recomendado para usarse como enlaces resistentes a la oxidación, los cuales
se pueden usar sobre los 800°C (1470°F).
+ Sus aplicaciones típicas incluyen recuperación y construcción de aceros al
carbón maquinables y aceros resistentes a la corrosión, recubrimientos
resistentes a la erosión de partículas en asientos de válvulas de escape, y
recubrimientos resistentes a la oxidación en mofles de escape.
3.3 DISPOSITIVO DE DEPOSICIÓN.
El dispositivo de deposición por fricción seca cuenta con dos sistemas: un sistema
de alimentación del material de aporte; y otro de desplazamiento del material
base, cuya función es proporcionar movimiento longitudinal, transversal y vertical
durante el proceso de deposición. Además se instaló un dispositivo adquisidor de
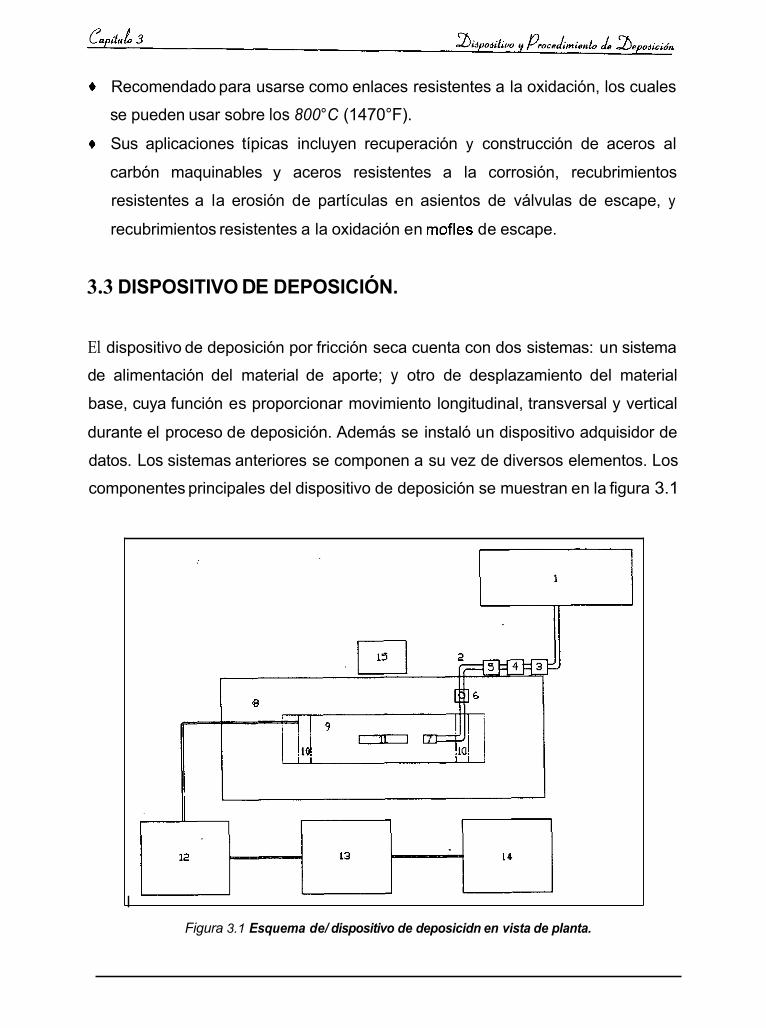
datos. Los sistemas anteriores se componen a su vez de diversos elementos. Los componentes principales del dispositivo de deposición se muestran en la figura 3.1
I Figura 3.1 Esquema de/ dispositivo de deposicidn en vista de planta.
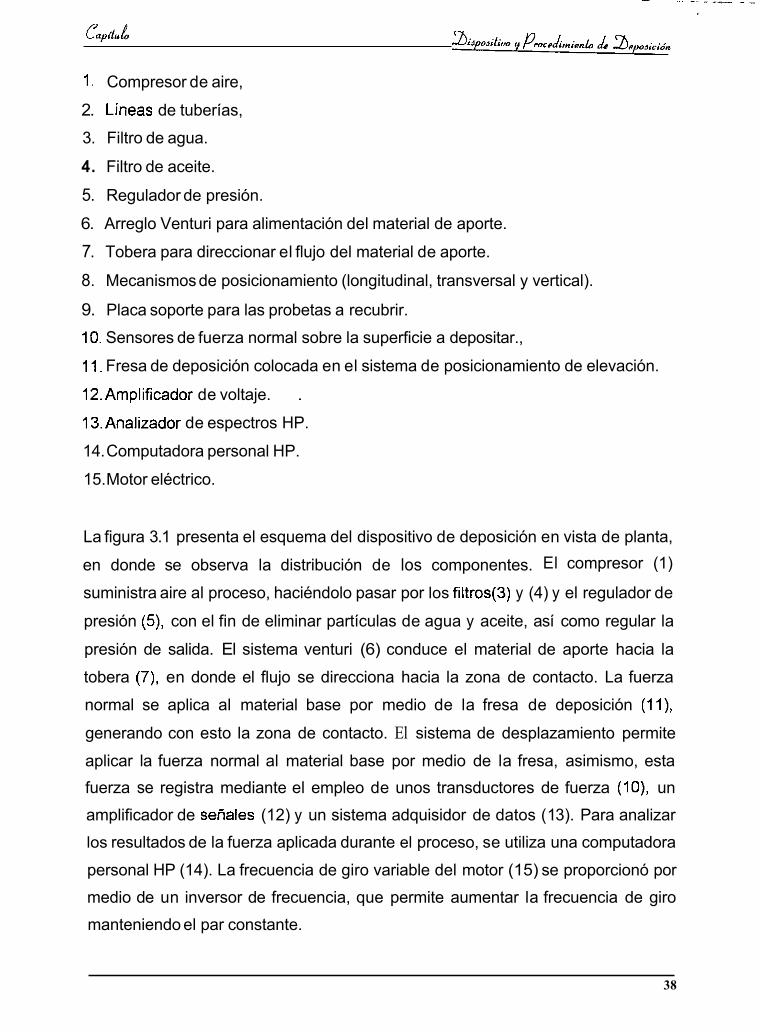
e,ír,& 1. Compresor de aire,
2. Lineas de tuberías,
3. Filtro de agua.
4. Filtro de aceite.
5. Regulador de presión.
6. Arreglo Venturi para alimentación del material de aporte.
7. Tobera para direccionar el flujo del material de aporte.
8. Mecanismos de posicionamiento (longitudinal, transversal y vertical).
9. Placa soporte para las probetas a recubrir.
10. Sensores de fuerza normal sobre la superficie a depositar.,
11. Fresa de deposición colocada en el sistema de posicionamiento de elevación.
12,Amplificador de voltaje. .
13.Analizador de espectros HP.
14. Computadora personal HP.
15. Motor eléctrico.
La figura 3.1 presenta el esquema del dispositivo de deposición en vista de planta,
en donde se observa la distribución de los componentes. El compresor (1)
suministra aire al proceso, haciéndolo pasar por los filtros(3) y (4) y el regulador de
presión (5), con el fin de eliminar partículas de agua y aceite, así como regular la
presión de salida. El sistema venturi (6) conduce el material de aporte hacia la
tobera (7), en donde el flujo se direcciona hacia la zona de contacto. La fuerza
normal se aplica al material base por medio de la fresa de deposición ( l l ) ,
generando con esto la zona de contacto. El sistema de desplazamiento permite
aplicar la fuerza normal al material base por medio de la fresa, asimismo, esta fuerza se registra mediante el empleo de unos transductores de fuerza (lo), un amplificador de setiales (12) y un sistema adquisidor de datos (1 3). Para analizar los resultados de la fuerza aplicada durante el proceso, se utiliza una computadora
personal HP (14). La frecuencia de giro variable del motor (15) se proporcionó por medio de un inversor de frecuencia, que permite aumentar la frecuencia de giro manteniendo el par constante.
38
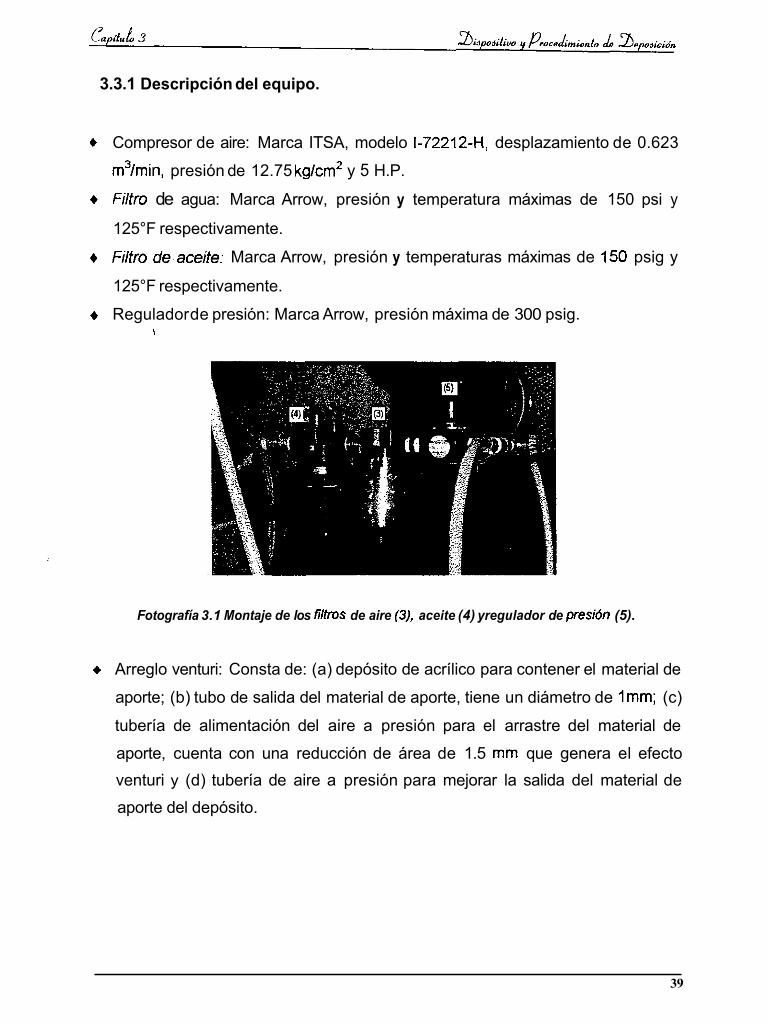
3.3.1 Descripción del equipo.
+ Compresor de aire: Marca ITSA, modelo 1-72222-H, desplazamiento de 0.623
m3/min, presión de 12.75 kg/cm2 y 5 H.P.
+ Fi/tro de agua: Marca Arrow, presión y temperatura máximas de 150 psi y
125°F respectivamente.
+ Filtro de.aceife: Marca Arrow, presión y temperaturas máximas de 150 psig y
125°F respectivamente.
+ Regulador de presión: Marca Arrow, presión máxima de 300 psig. I
Fotografía 3.1 Montaje de los filhos de aire (3), aceite (4) yregulador de presidn (5).
+ Arreglo venturi: Consta de: (a) depósito de acrílico para contener el material de
aporte; (b) tubo de salida del material de aporte, tiene un diámetro de Imm; (c)
tubería de alimentación del aire a presión para el arrastre del material de
aporte, cuenta con una reducción de área de 1.5 mm que genera el efecto venturi y (d) tubería de aire a presión para mejorar la salida del material de aporte del depósito.
39
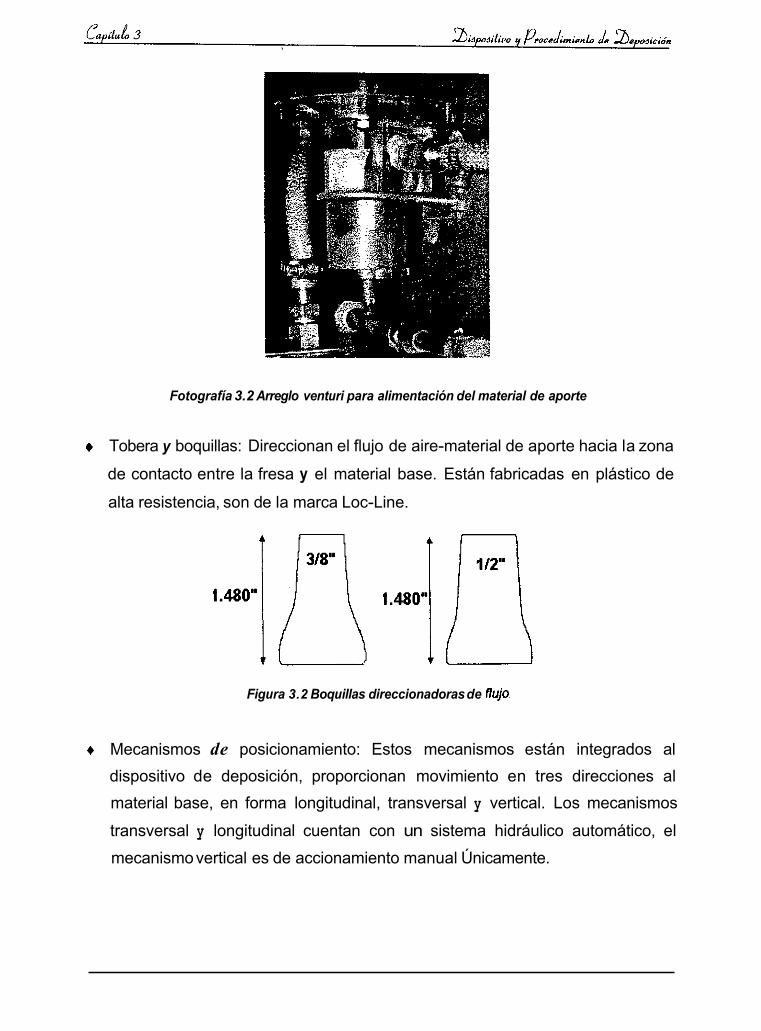
Fotografía 3.2 Arreglo venturi para alimentación del material de aporte
+ Tobera y boquillas: Direccionan el flujo de aire-material de aporte hacia la zona
de contacto entre la fresa y el material base. Están fabricadas en plástico de
alta resistencia, son de la marca Loc-Line.
Figura 3.2 Boquillas direccionadoras de flujo.
+ Mecanismos de posicionamiento: Estos mecanismos están integrados al dispositivo de deposición, proporcionan movimiento en tres direcciones al material base, en forma longitudinal, transversal y vertical. Los mecanismos
transversal y longitudinal cuentan con un sistema hidráulico automático, el mecanismo vertical es de accionamiento manual Únicamente.
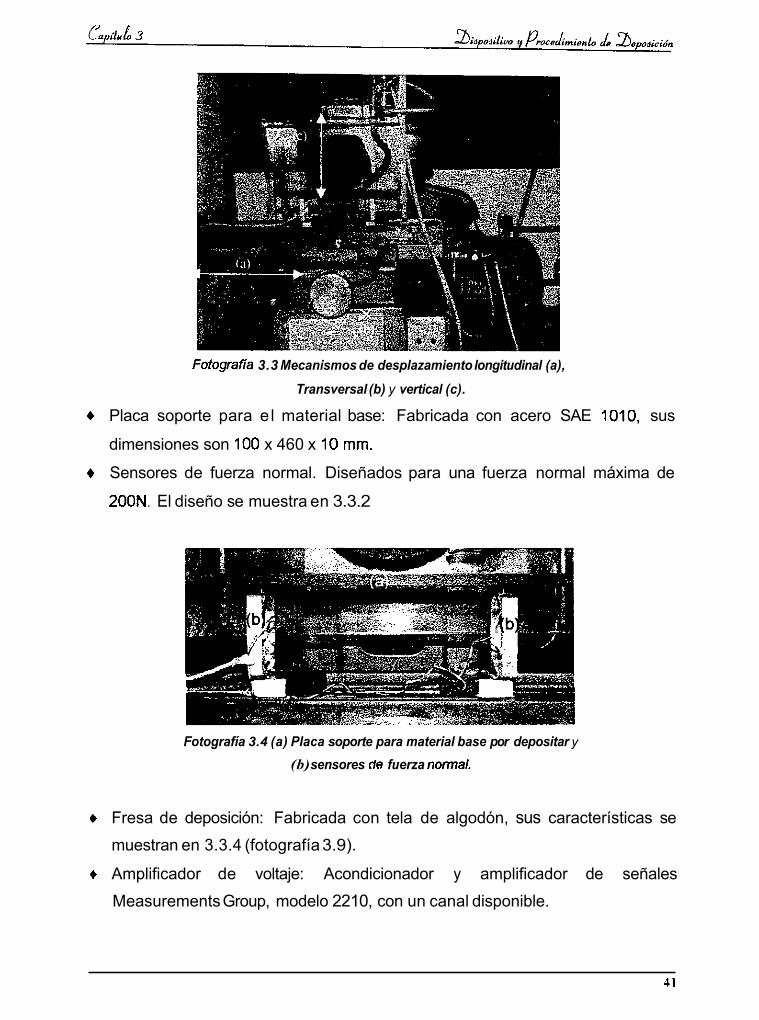
Fotografia 3.3 Mecanismos de desplazamiento longitudinal (a),
Transversal (b) y vertical (c).
+ Placa soporte para e l material base: Fabricada con acero SAE 1010, sus
dimensiones son 100 x 460 x 10 mrn.
+ Sensores de fuerza normal. Diseñados para una fuerza normal máxima de
200N. El diseño se muestra en 3.3.2
Fotografía 3.4 (a) Placa soporte para material base por depositar y
(b) sensores de fuerza normal.
+ Fresa de deposición: Fabricada con tela de algodón, sus características se muestran en 3.3.4 (fotografía 3.9).
+ Amplificador de voltaje: Acondicionador y amplificador de señales Measurements Group, modelo 2210, con un canal disponible.
41
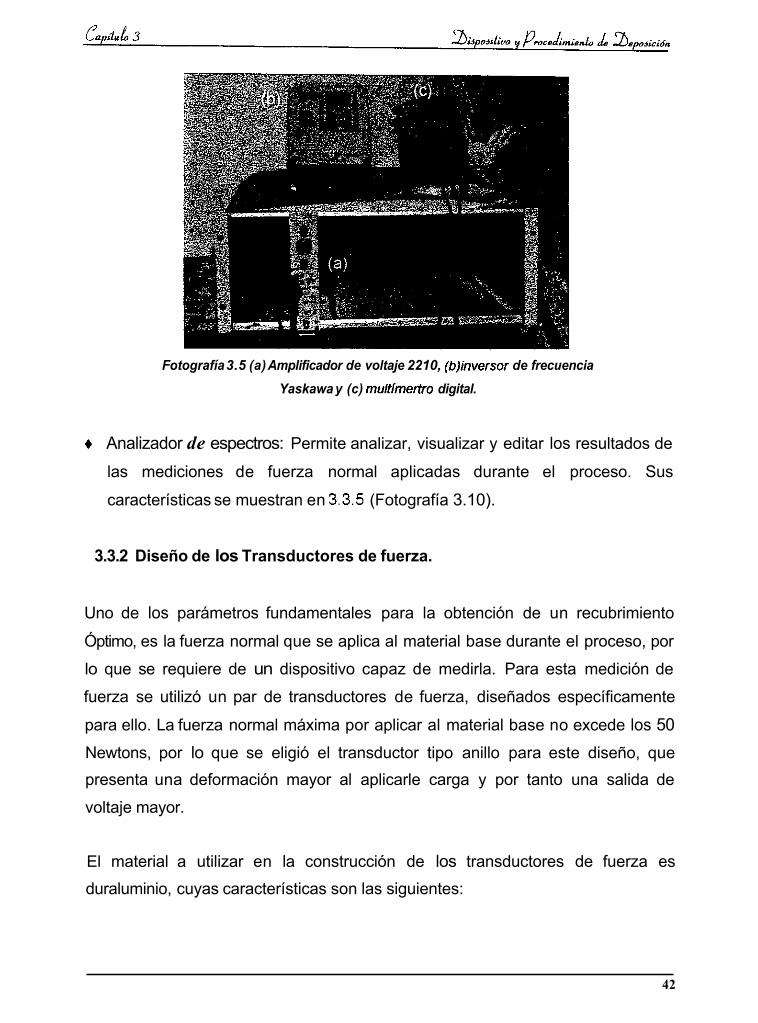
Fotografía 3.5 (a) Amplificador de voltaje 2210, (b)Niversor de frecuencia Yaskawa y (c) rnukírnemo digital.
+ Analizador de espectros: Permite analizar, visualizar y editar los resultados de
las mediciones de fuerza normal aplicadas durante el proceso. Sus
características se muestran en 3.3.5 (Fotografía 3.10).
3.3.2 Diseño de los Transductores de fuerza.
Uno de los parámetros fundamentales para la obtención de un recubrimiento
Óptimo, es la fuerza normal que se aplica al material base durante el proceso, por
lo que se requiere de un dispositivo capaz de medirla. Para esta medición de
fuerza se utilizó un par de transductores de fuerza, diseñados específicamente
para ello. La fuerza normal máxima por aplicar al material base no excede los 50 Newtons, por lo que se eligió el transductor tipo anillo para este diseño, que presenta una deformación mayor al aplicarle carga y por tanto una salida de
voltaje mayor.
El material a utilizar en la construcción de los transductores de fuerza es duraluminio, cuyas características son las siguientes:
42
Módulo de Young (E) = 70 GPa
Relación de Poisson (v) = 0.33
Esfuerzo de fluencia (OR”) = 248 MPa
Esfuerzo de trabajo (cru~) = 279 MPa
La conexión eléctrica que se utilizó para los transductores de fuerza es un doble
puente de Meastone, con el propósito de obtener una salida de voltaje promedio.
Para el diseño de los transductores de fuerza se deben considerar las
deformaciones que sufre el material y al anillo, donde el anillo no debe exceder el
50% del límite elástico [4]. La deformación que sufre el anillo al aplicar la carga, se
obtiene de:
& =- ~ F R (1 - $1 h e ’
donde
E = Módulo de Young (Nim’)
í = Fuerza axial total aplicada al anillo transductor (N)
R = Radio medio del anillo (m)
e = espesor del anillo (m) a = ancho del anillo (m)
Para obtener el esfuerzo de deformación del anillo se parte de
FR’ f = 1.79-
h e ’
donde f = deformación del anillo en milímetros.

capítulo ai3pod;li<io y P*oc.d;,n;anIo d, aepo,ic;,á" El radio medio del anillo transductor según [3], parte de
- 1.09FRm 0, =
hi2
1.908FRm bt2
(5* =
de donde Rm
E Ehi'
2.75(- 1.09xF) V Rm=
El procedimiento para obtener un valor de radio medio adecuado es suponer
valores de sensibilidad, espesor y ancho del transductor. Para este caso en
particular, se supone una sensibilidad de 3 mvlv, un ancho de 2 mm y un espesor
de 15 mm. Por lo que Rm toma el valor de:
= 42.03mm 42mm 3(70)(ISx2y 2.75(1.09xIOO)
Rm=
Con el radio medio anterior, se tiene que el esfuerzo de deformación por diseño
esta dado por:
(I -:] = 1.4535 3(100x0.042) 170 * 109N/m2~0.002m~0.01 5)'
E, =
.Por otra parte, el esfuerzo de deformación calculado con datos de tablas es:
76.3MPa - 76.3*106Pa = 1,09*10-3 70 * 1 O9 Pa
E = - 70GPa (7)

De referencias [4] se sabe que el esfuerzo de deformación de diseño no debe
exceder el 50% del límite elástico del material, comparando valores se tiene que
Límite elástico = I . o ~ * I o3 Esf. de diseño = 1.4535*1 O4 50% Límite elástico = 5.45*104
1.4535*104< 5.45*104
Se puede observar que, el valor calculado no excede el 50% del límite elástico, y
cumple por tanto con los requerimientos de diseño. El siguiente paso es calcular la
deformación del anillo transductor, sustituyendo las dimensiones del transductor
en (2), se tiene
(1 00NX0.042m)" (70 * IO9 N l m 2 ~0.002m)(0.015m~
f =1.79
f = 2.806*10-Jm = 0.0280mm
La deformación que sufre el anillo es muy pequeña en comparación con las dimensiones del transductor, por tanto el diseño se considera aceptable. Las
dimensiones finales son las siguientes: F = 100 N, Rm = 42 mm, a = 2 mm y e = 15 mm. El transductor se muestra en la figura 3.3
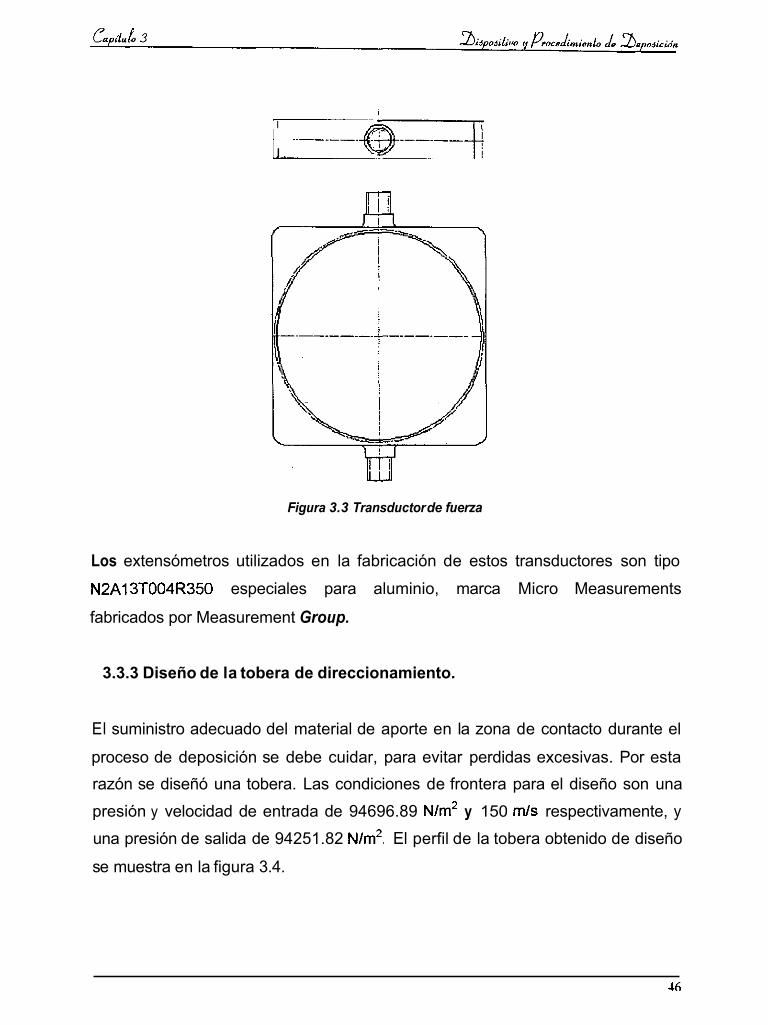
I I
I
Figura 3.3 Transductor de fuerza
Los extensómetros utilizados en la fabricación de estos transductores son tipo
N2A13T004R350 especiales para aluminio, marca Micro Measurements
fabricados por Measurement Group.
3.3.3 Diseño de la tobera de direccionamiento.
El suministro adecuado del material de aporte en la zona de contacto durante el
proceso de deposición se debe cuidar, para evitar perdidas excesivas. Por esta razón se diseñó una tobera. Las condiciones de frontera para el diseño son una presión y velocidad de entrada de 94696.89 N/m2 y 150 m/s respectivamente, y una presión de salida de 94251.82 Nlrn'. El perfil de la tobera obtenido de diseño
se muestra en la figura 3.4.
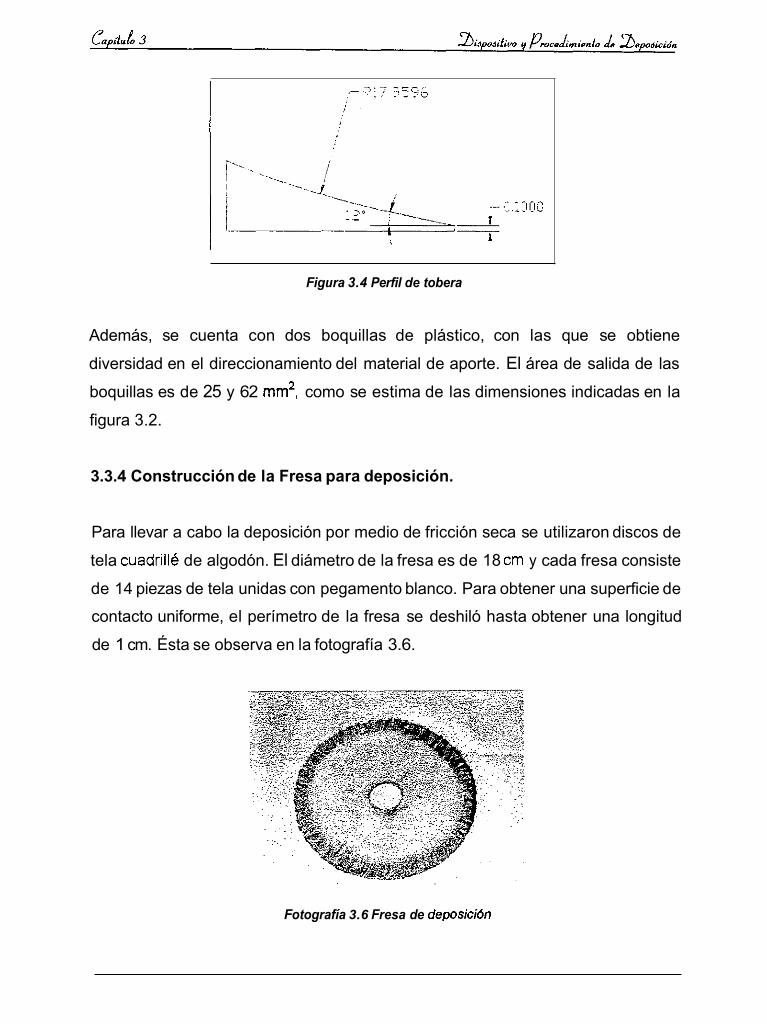
Figura 3.4 Perfil de tobera
Además, se cuenta con dos boquillas de plástico, con las que se obtiene
diversidad en el direccionamiento del material de aporte. El área de salida de las
boquillas es de 25 y 62 mm', como se estima de las dimensiones indicadas en la
figura 3.2.
3.3.4 Construcción de la Fresa para deposición.
Para llevar a cabo la deposición por medio de fricción seca se utilizaron discos de
tela cuadrillé de algodón. El diámetro de la fresa es de 18 cm y cada fresa consiste
de 14 piezas de tela unidas con pegamento blanco. Para obtener una superficie de
contacto uniforme, el perímetro de la fresa se deshiló hasta obtener una longitud
de 1 cm. Ésta se observa en la fotografía 3.6.
Fotografía 3.6 Fresa de deposicidn
3.3.5 Sistema adquisidor de datos.
Como se mencionó anteriormente, la fuerza normal que se aplica al material de
aporte es un parámetro fundamental para la obtención de un recubrimiento óptimo.
Dado que la fuerza normal varia durante todo el proceso de deposición, se necesita un dispositivo que sea capaz de registrar esta variación. Por tanto, la
fuerza normal aplicada al material de aporte se registró con una analizador de
espectros HP, modelo 3566A, el cual tiene una frecuencia de muestre0 de 0-12.8 kHz, con 8 canales disponibles.
Fotografla 3.7 Adquisidor de datos
3.4 METODOLOGíA DE DEPOSICIÓN.
El procedimiento seguido para la obtención de recubrimientos mediante el proceso de fricción seca es el siguiente:
1. Encender la computadora personal, el analizador de espectros, el amplificador de voltaje y el inversor de frecuencia que controla la velocidad de rotación del motor eléctrico. El analizador debe estar en la opción "time capture".
2. Dejar funcionando el amplificador de voltaje durante 30 minutos para obtener
lecturas más confiables. Transcurrido este tiempo, balancear el puente hasta
obtener una lectura de O en el multimetro.
3. Conectar la salida del amplificador de voltaje al analizador de espectros.
4. Invertir el sentido de rotación de la fresa de deposición, el giro debe ser en
sentido del flujo de aire de suministro del material de aporte.
5. Colocar el material base sobre la placa base y sujetarlo.
6. Alinear la salida de la tobera con la fresa de deposición, para que el material de
aporte penetre en la zona de contacto.
7. Colocar la fresa de deposición a una distancia aproximada de 3 mm de
separación del material base. 8. Regular el tiempo de avance del mecanismo de desplazamiento longitudinal,
en este caso en particular fue de 16.5 mmls.
9. Poner en funcionamiento el motor eléctrico que impulsa a la fresa de
deposición. AI alcanzar el motor su velocidad maxima, se pone en contacto la
fresa con el material base.
10. Inmediatamente después se pone en funcionamiento el mecanismo de
desplazamiento longitudinal en automático.
11 .AI hacer contacto el mecanismo de desplazamiento longitudinal con el tope del
cambio de sentido, se inicia el registro de la fuerza aplicada al material base en
el analizador de espectros
12.AI mismo tiempo que entra en funcionamiento el movimiento longitudinal se
abre una válvula de paso que permite el suministro del material de aporte hacia la zona de contacto.
13. Se verifica el buen funcionamiento de todos los componentes durante el proceso de deposición.
14.Al término del proceso se eleva la fresa y se apaga el motor, posteriormente el
15. Se graba en la memoria de la computadora el registro de la fuerza aplicada al mecanismo de desplazamiento longitudinal.
material base para su posterior análisis.
16. Concluye el proceso.
BBBLIOGRAFIA PI Deutschman A, Michels W and Wilson C, "Disetio de máquinas, teoría y práctica",
CESCSA séptima edición, 1996.
Dingley D J, "The Nagy Coaling Roces", H H Wills Physics Laboratory, University of Bnstol, Bnstol BS8 1 TL. United Kingdom, 1993. Suizer Metco. "Catalogo para selección de polvos de recubrimiento", México, 1997. Morley, A, "Resistencia de materiales", Segunda edición, el Ateneo, México D. F.
PI
[3]
141
50
....
CAPíTULO 4 PRUEBAS EXPERIMENTALES, RESULTADOS Y DISCUSI~N.
..- 4.1 GENERALIDADES.
En este capítulo se muestran las pruebas experimentales llevadas a cabo, así
como su análisis y discusión. Estas se realizaron primeramente utilizando Ni 5AI en polvo como material de aporte y posteriormente Cr&-CrNi, obteniendo con
éste último una película de depósito uniforme.
4.2 CALIBRACIÓN DE LOS TRANSDUCTORES DE FUERZA.
La calibración de los transductores de fuerza se realizó colocando pesos
conocidos y registrando el voltaje de salida. Se realizaron dos corridas, colocando masas desde 1 hasta 1000 gramos en forma ascendente y descendente. Para registrar el voltaje de salida de los transductores, se utilizó un amplificador de señales de Measurements Group modelo 2210 y un multimetro digital. El análisis
de la calibración se muestra en el apéndice C.
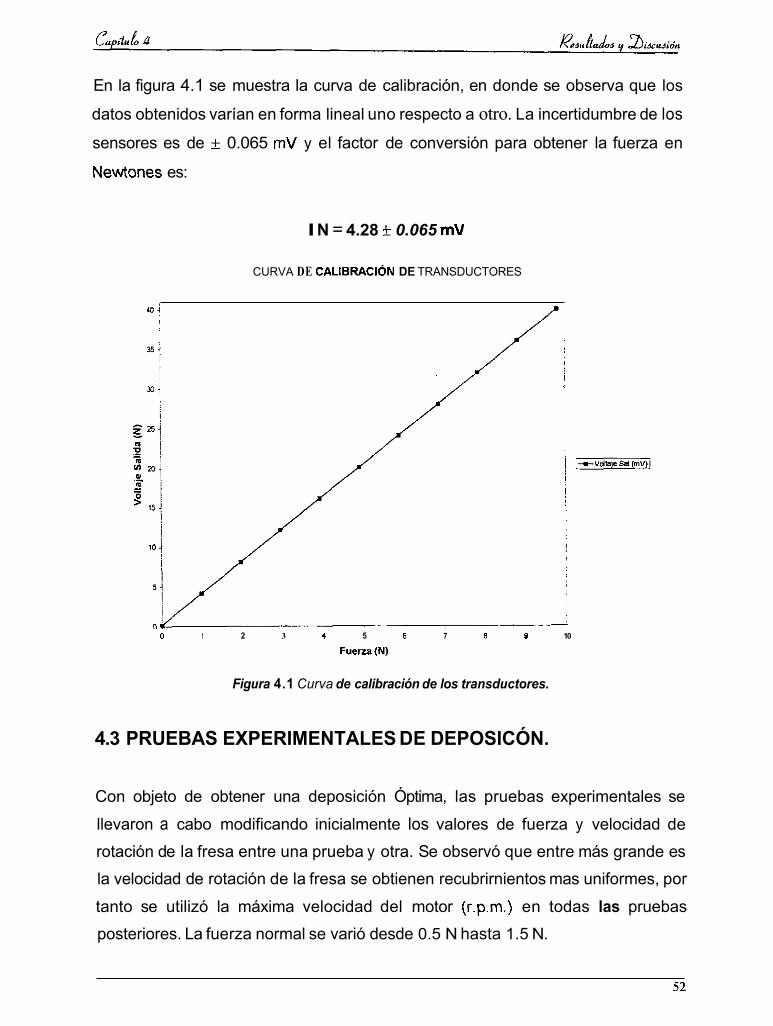
En la figura 4.1 se muestra la curva de calibración, en donde se observa que los
datos obtenidos varían en forma lineal uno respecto a otro. La incertidumbre de los
sensores es de + 0.065 mV y el factor de conversión para obtener la fuerza en
Newtones es:
I N = 4.28 5 0.065 mV
CURVA DE CALIERACIÓN DE TRANSDUCTORES
O 1 2 3 4 5 6 7 8 9 10
Fuerza (N)
Figura 4.1 Curva de calibración de los transductores.
4.3 PRUEBAS EXPERIMENTALES DE DEPOSICÓN.
Con objeto de obtener una deposición Óptima, las pruebas experimentales se
llevaron a cabo modificando inicialmente los valores de fuerza y velocidad de rotación de la fresa entre una prueba y otra. Se observó que entre más grande es la velocidad de rotación de la fresa se obtienen recubrirnientos mas uniformes, por
tanto se utilizó la máxima velocidad del motor (r.p.m.) en todas las pruebas posteriores. La fuerza normal se varió desde 0.5 N hasta 1.5 N.
52
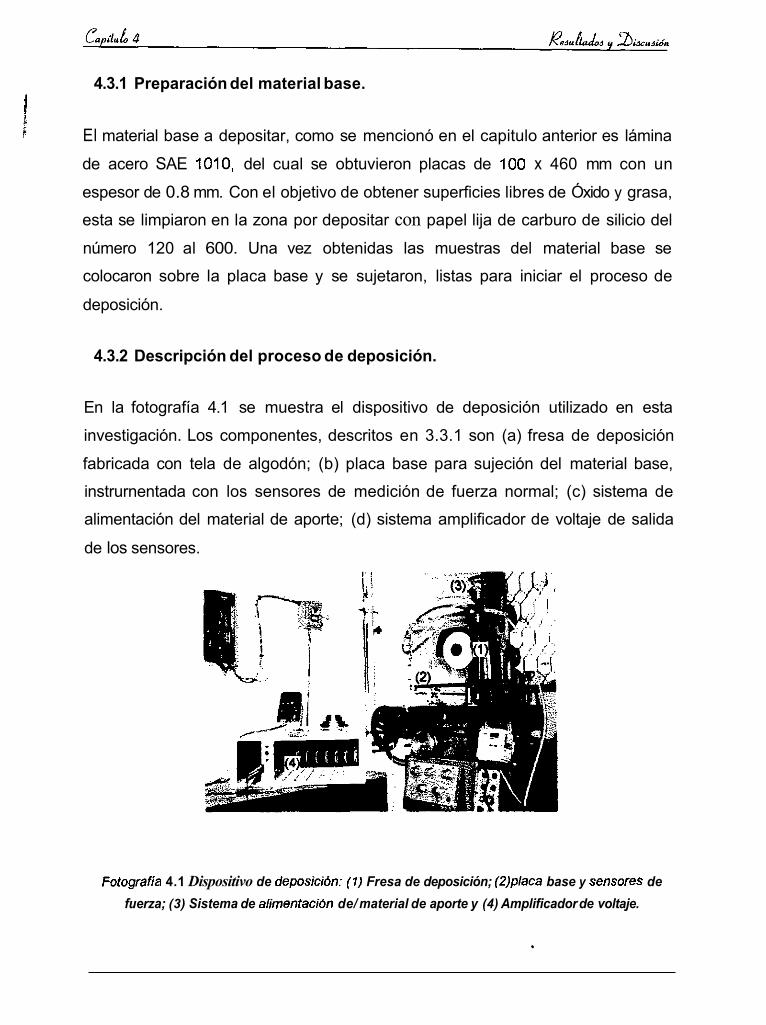
4.3.1 Preparación del material base. t /
El material base a depositar, como se mencionó en el capitulo anterior es lámina
de acero SAE 1010, del cual se obtuvieron placas de 100 x 460 mm con un
espesor de 0.8 mm. Con el objetivo de obtener superficies libres de Óxido y grasa,
esta se limpiaron en la zona por depositar con papel lija de carburo de silicio del
número 120 al 600. Una vez obtenidas las muestras del material base se
colocaron sobre la placa base y se sujetaron, listas para iniciar el proceso de
deposición.
4.3.2 Descripción del proceso de deposición.
En la fotografía 4.1 se muestra el dispositivo de deposición utilizado en esta
investigación. Los componentes, descritos en 3.3.1 son (a) fresa de deposición
fabricada con tela de algodón; (b) placa base para sujeción del material base,
instrurnentada con los sensores de medición de fuerza normal; (c) sistema de
alimentación del material de aporte; (d) sistema amplificador de voltaje de salida
de los sensores.
Fofografía 4.1 Dispositivo de deposici6n: (1) Fresa de deposición; (2)placa base y sensores de fuerza; (3) Sistema de alimentacidn de/ material de aporte y (4) Amplificador de voltaje.
Como ya se ha mencionado, el proceso de deposición consiste en introducir el
material de aporte en la zona de contacto que forman la fresa (1) y el material
base (2). La fresa debe girar a alta velocidad de rotación, en este trabajo se
utilizaron velocidades de 3,600 y 7,800 r.p.m. El objetivo de las pruebas es
verificar los cambios en las propiedades del material base. Para estas pruebas se
utilizaron Cromo-Níquel (Cr3C2-CrNi) y Níquel-Aluminio (Ni 5AI) como materiales
de aporte. Las propiedades a modificar con esto son la resistencia al desgaste y
oxidación del material base. El tamaño de partícula del material de aporte varía de
11 a 45 pm para el Cr3Cz-CrNi y de 5- 30 pm para el Ni 5AI.
La parte fundamental de este trabajo es determinar las condiciones de operación
del dispositivo bajo ias cuales se puede obtener un recubrimiento óptimo. La
deposición depende de la velocidad de giro y de la fuerza normal ejercida en el
material base por recubrir [l]. Por esta razón, se realizaron diversas pruebas
experimentales variando la fuerza normal aplicada al material base, mientras que
la velocidad de desplazamiento longitudinal del material base fue de 16.5 mmls y
se mantuvo constante en todas las pruebas.
4.3.3 Vibración del dispositivo.
Durante las pruebas de deposición, se observó influencia la vibración del
dispositivo en el registro de la fuerza normal. Con el dispositivo en reposo el
voltaje de salida registrado fue de 0.1 mV y en funcionamiento aumentaba de 4 a 5
mV. Se registraron los datos que generan las gráficas de fuerza normal y vibración, y se restaron punto por punto.
La figura 4.2 muestra la gráfica de la vibración del dispositivo durante ciclo y medio de operación. AI recorrido de la fresa en 350 mm durante un tiempo de 21.5 seg. se le denomina medio ciclo de operación. Esta inicia cuando el material base se encuentra en un extremo del mecanismo de desplazamiento longitudinal. Los
picos 1 y 5 de la gráfica se generan al pasar la fresa de deposición a una distancia
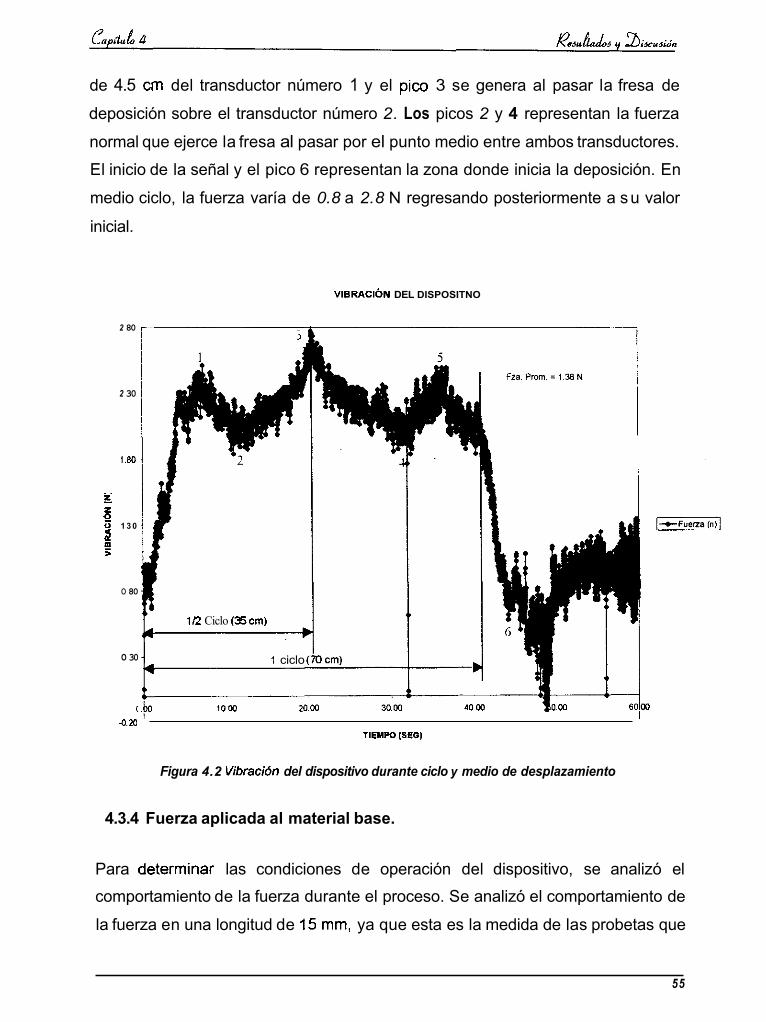
de 4.5 cm del transductor número 1 y el pico 3 se genera al pasar la fresa de
deposición sobre el transductor número 2. Los picos 2 y 4 representan la fuerza
normal que ejerce la fresa al pasar por el punto medio entre ambos transductores.
El inicio de la señal y el pico 6 representan la zona donde inicia la deposición. En
medio ciclo, la fuerza varía de 0.8 a 2.8 N regresando posteriormente a su valor
inicial.
ViüRACiÓN DEL DISPOSITNO
2 80
2 30
I80
.. L 0
9
z 0 1 3 0 4 m >
o 80
O 30
(
0 Ñ
3 .
in Ciclo (35cm)
I ciclo cm) ' I
TIEMPO (SEO)
Figura 4.2 Vibracidn del dispositivo durante ciclo y medio de desplazamiento
4.3.4 Fuerza aplicada al material base.
Para determinar las condiciones de operación del dispositivo, se analizó el comportamiento de la fuerza durante el proceso. Se analizó el comportamiento de
la fuerza en una longitud de 15 mm, ya que esta es la medida de las probetas que
55
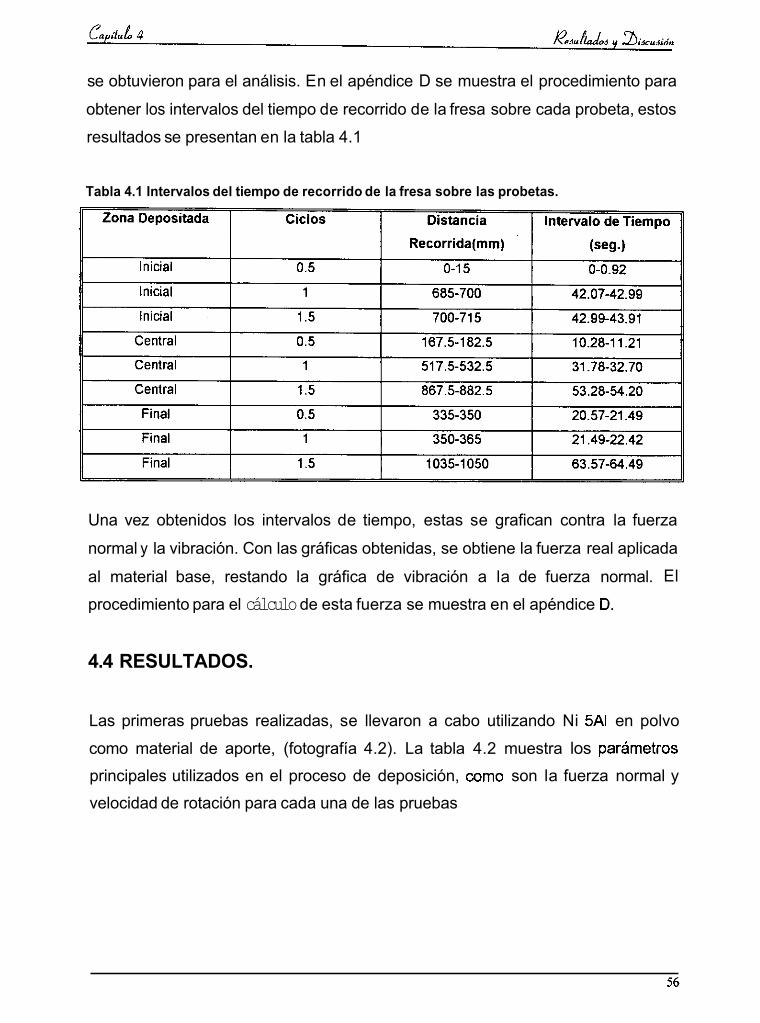
se obtuvieron para el análisis. En el apéndice D se muestra el procedimiento para
obtener los intervalos del tiempo de recorrido de la fresa sobre cada probeta, estos
resultados se presentan en la tabla 4.1
Tabla 4.1 Intervalos del tiempo de recorrido de la fresa sobre las probetas.
Una vez obtenidos los intervalos de tiempo, estas se grafican contra la fuerza
normal y la vibración. Con las gráficas obtenidas, se obtiene la fuerza real aplicada
al material base, restando la gráfica de vibración a la de fuerza normal. El
procedimiento para el cálculo de esta fuerza se muestra en el apéndice D.
4.4 RESULTADOS.
Las primeras pruebas realizadas, se llevaron a cabo utilizando Ni 5AI en polvo
como material de aporte, (fotografía 4.2). La tabla 4.2 muestra los parametros principales utilizados en el proceso de deposición, a m o son la fuerza normal y velocidad de rotación para cada una de las pruebas
Fotografía 4.2 Tamaflo de partícula de/ polvo Ni 5Al.
No. prueba
1
2
3
4
Fza. Aplicada (N) Vel. rot. (r.p.m.) Observaciones Archivo
1 7 800 Fza. Estática' M24A99D1
1 7 800 Dav" M24A99D2
1 7 800 Dav" M24A99D3
1 7 800 Dav" M24A99D4
Durante el proceso de deposición se observó que es difícil obtener una película de
depósito si el sistema de alimentación del material de aporte no es constante, es
necesario un gran flujo de partículas, asimismo utilizar fuerzas normales
superiores a 1 N. Con fuerzas normales menores a 1 N, sólo se logró detectar una
pequeña película de depósito casi perceptible a simple vista. Se verificó la
superficie de la probeta en un microscopio con 140 aumentos de magnificación,
observándose zonas aisladas donde se cree hay presencia de material de aporte
(Ni 5AI). A causa de los problemas ocasionados por el suministro deficiente del material de aporte, además de obtener resultados no satisfactorios, se decidió utilizar como material de aporte el Carburo de Cromo (Cr&-CrNi) en polvo.
4.4.1 Deposición con polvo de Carburo de Cromo (Cr3Ct-CrNi).
Para las pruebas de deposición con Cr&-CrNi, se cambió la fresa de deposición.
Se realizaron diversas pruebas, variando la fuerza en un intervalo de 1.8 N hasta 4
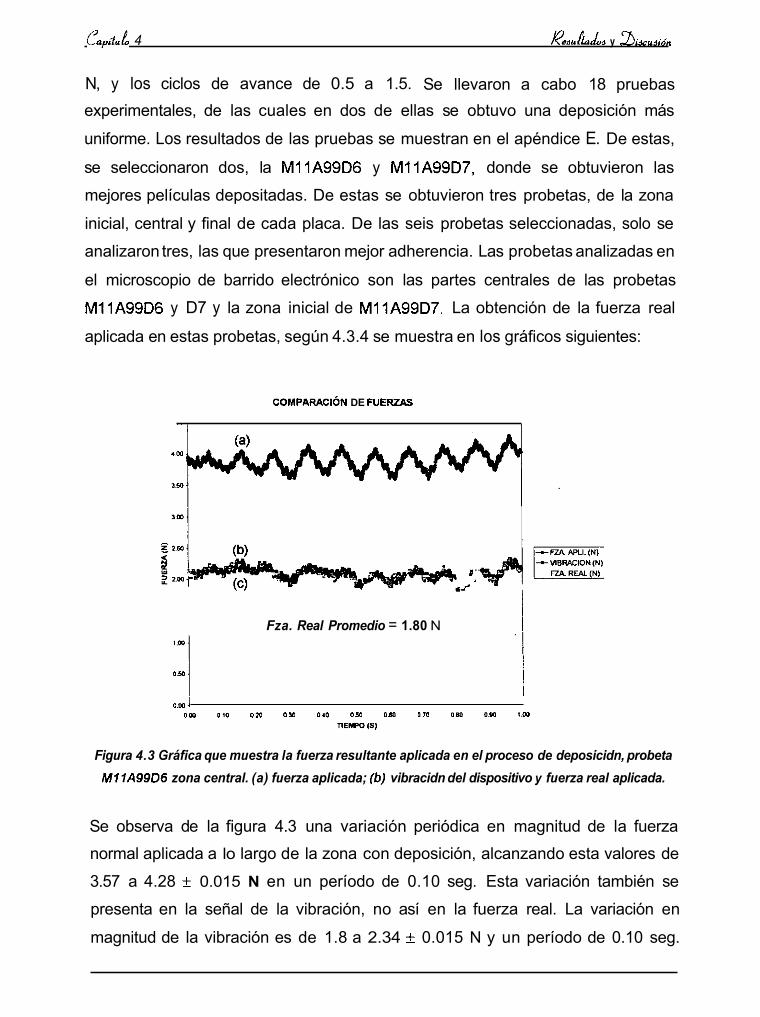
L&l"L 4 / & é , , L L a y a,.,,, N, y los ciclos de avance de 0.5 a 1.5. Se llevaron a cabo 18 pruebas experimentales, de las cuales en dos de ellas se obtuvo una deposición más
uniforme. Los resultados de las pruebas se muestran en el apéndice E. De estas,
se seleccionaron dos, la MllA99D6 y MllA99D7, donde se obtuvieron las
mejores películas depositadas. De estas se obtuvieron tres probetas, de la zona
inicial, central y final de cada placa. De las seis probetas seleccionadas, solo se
analizaron tres, las que presentaron mejor adherencia. Las probetas analizadas en
el microscopio de barrido electrónico son las partes centrales de las probetas
M11A99D6 y D7 y la zona inicial de MllA99D7. La obtención de la fuerza real
aplicada en estas probetas, según 4.3.4 se muestra en los gráficos siguientes:
COMPNXACIÓN DE FUEñZ4.i
Fza. Real Promedio = 1.80 N
Owl om o w om ow o10 o ~ l l om o m osa om im
T I E W ( S I
Figura 4.3 Gráfica que muestra la fuerza resultante aplicada en el proceso de deposicidn, probeta M11A99D6 zona central. (a) fuerza aplicada; (b) vibracidn del dispositivo y fuerza real aplicada.
Se observa de la figura 4.3 una variación periódica en magnitud de la fuerza normal aplicada a lo largo de la zona con deposición, alcanzando esta valores de
3.57 a 4.28 f 0.015 N en un período de 0.10 seg. Esta variación también se
presenta en la señal de la vibración, no así en la fuerza real. La variación en
magnitud de la vibración es de 1.8 a 2.34 k 0.015 N y un período de 0.10 seg.
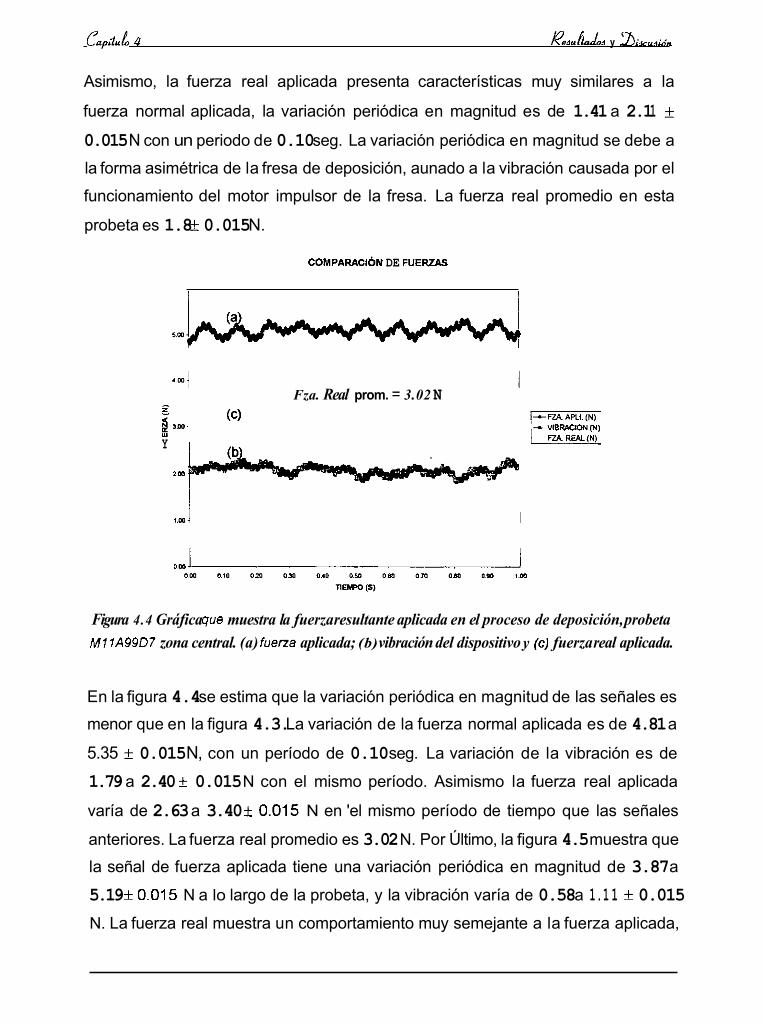
L&ilU& 4 M . d U P L $ , y a)iwu.i6n
Asimismo, la fuerza real aplicada presenta características muy similares a la
fuerza normal aplicada, la variación periódica en magnitud es de 1.41 a 2.1 1 ?
0.015 N con un periodo de 0.10 seg. La variación periódica en magnitud se debe a
la forma asimétrica de la fresa de deposición, aunado a la vibración causada por el
funcionamiento del motor impulsor de la fresa. La fuerza real promedio en esta
probeta es 1.8 ? 0.015 N.
COMPARACI6N DE FUE-
Fza. Real prom. = 3.02 N
-vl8wIoN(Nl (C)
Y
2W
1.m
Figura 4.4 Gráfica que muestra la fuerza resultante aplicada en el proceso de deposición, probeta M1 lA9907 zona central. (a) fuena aplicada; (b) vibración del dispositivo y (c) fuerza real aplicada.
En la figura 4.4 se estima que la variación periódica en magnitud de las señales es menor que en la figura 4.3. La variación de la fuerza normal aplicada es de 4.81 a
5.35 f 0.015 N, con un período de 0.10 seg. La variación de la vibración es de
1.79 a 2.40 f 0.015 N con el mismo período. Asimismo la fuerza real aplicada
varía de 2.63 a 3.40 f 0.015 N en 'el mismo período de tiempo que las señales
anteriores. La fuerza real promedio es 3.02 N. Por Último, la figura 4.5 muestra que la señal de fuerza aplicada tiene una variación periódica en magnitud de 3.87 a
5.19 I0.015 N a lo largo de la probeta, y la vibración varía de 0.58 a 1.1 1 ? 0.015
N. La fuerza real muestra un comportamiento muy semejante a la fuerza aplicada,
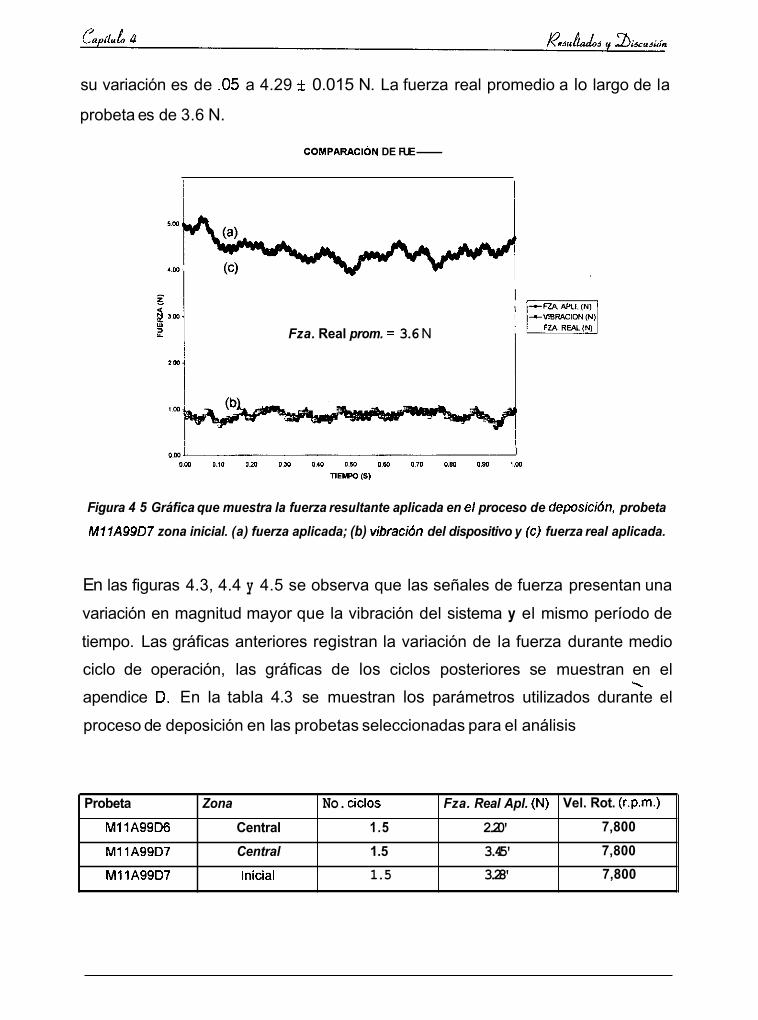
su variación es de .O5 a 4.29 rt 0.015 N. La fuerza real promedio a lo largo de la
probeta es de 3.6 N.
COMPARACION DE FUE-
Probeta Zona No. Uclos Fza. Real Apl. (N)
MIIA99D6 Central 1.5 2.20'
MlIA99D7 Central 1.5 3.45'
MllA99D7 Inicial 1.5 3.28'
Fza. Real prom. = 3.6 N
Vel. Rot. (r.p.m.)
7,800 7,800 7,800
I om o , @ om om OUI om ow o m om om tm
T I E W 1s)
Figura 4 5 Gráfica que muestra la fuerza resultante aplicada en el proceso de deposicibn, probeta
M11A99D7 zona inicial. (a) fuerza aplicada; (b) vibraci6n del dispositivo y (c) fuerza real aplicada.
En las figuras 4.3, 4.4 y 4.5 se observa que las señales de fuerza presentan una
variación en magnitud mayor que la vibración del sistema y el mismo período de
tiempo. Las gráficas anteriores registran la variación de la fuerza durante medio
ciclo de operación, las gráficas de los ciclos posteriores se muestran en el
apendice D. En la tabla 4.3 se muestran los parámetros utilizados durante el
proceso de deposición en las probetas seleccionadas para el análisis
\
Los valores de fuerza real promedio que aparecen en la tabla 4.3 se obtuvieron
promediando los valores de esta durante el ciclo y medio de operación del
dispositivo.
4.4.2 Análisis metalográfico del material de aporte.
Con el objetivo de tener un patrón de comparación para los elementos detectados
en las probetas con deposición, fue necesario realizar análisis de espectrometría
de rayos X (EDX) al material de aporte. Este se realizó con un microscopio de
barrido electrónico Zeiss DSM 960, con el que se obtuvieron magnificaciones
hasta de 2000 aumentos. Este tipo de análisis permite conocer los elementos que
componen el material de aporte.
En la fotografía 4.3, se muestra el material de aporte utilizado (Cr3CrCrNi) en
estas pruebas de deposición, donde se observa su tamaño de partícula y características. Se observan partículas con forma oval y poliédncas. AI analizar
este material, se determinó que las partículas poliédricas son de níquel-cromo y
las esféricas de carburo de cromo. Comparando el Cr3C2-CrNi con el Ni 5AI se
tiene que este Último presenta un tamaño de partícula más pequeño. El Cr3C2-CrNi
en polvo se estima tiene un área de contacto mayor, dada la geometría que
presenta. AI entrar en contacto con el material base genera más puntos de
contacto por su forma poliédrica, que el Ni 5AI.
Fotografía 4.3TamaAo de partícula del polvo de Cr3CrCrNi.
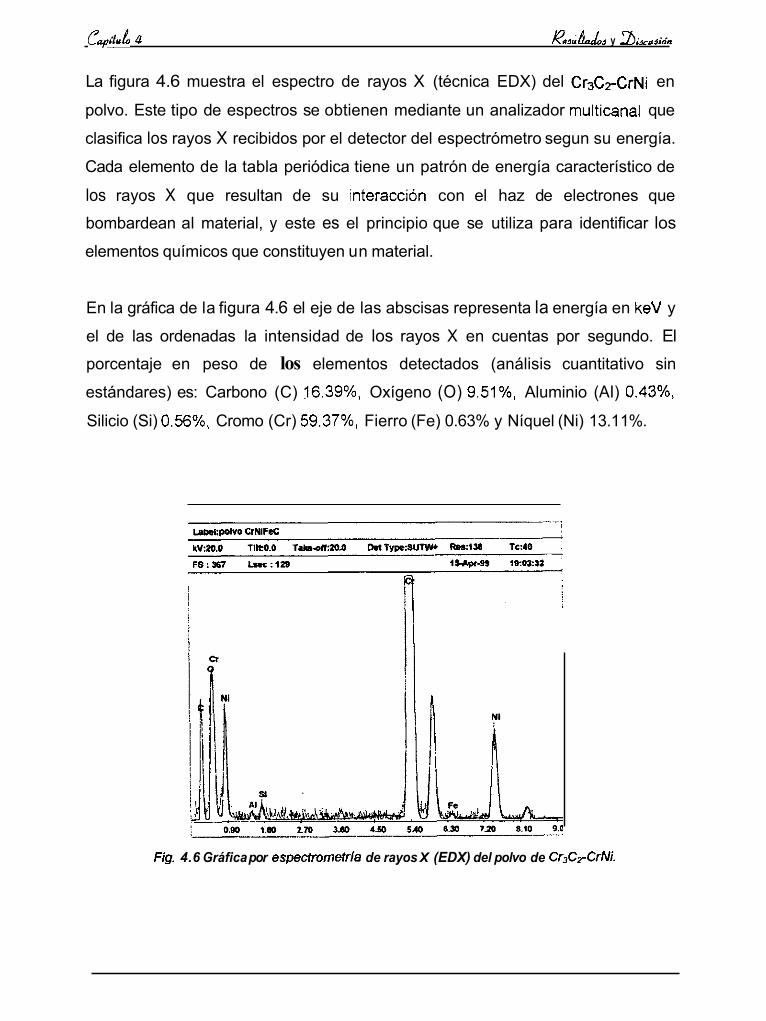
evilu& 4 M e d U t i i , y .%**di+
La figura 4.6 muestra el espectro de rayos X (técnica EDX) del Cr&rCrNi en
polvo. Este tipo de espectros se obtienen mediante un analizador multicanal que
clasifica los rayos X recibidos por el detector del espectrómetro segun su energía.
Cada elemento de la tabla periódica tiene un patrón de energía característico de
los rayos X que resultan de su interaccion con el haz de electrones que
bombardean al material, y este es el principio que se utiliza para identificar los elementos químicos que constituyen un material.
En la gráfica de la figura 4.6 el eje de las abscisas representa la energía en keV y
el de las ordenadas la intensidad de los rayos X en cuentas por segundo. El porcentaje en peso de los elementos detectados (análisis cuantitativo sin
estándares) es: Carbono (C) 16.39%, Oxígeno (O) 9.51%, Aluminio (AI) 0.43%,
Silicio (Si) O.%%, Cromo (Cr) 59.37%, Fierro (Fe) 0.63% y Níquel (Ni) 13.1 1%.
fig. 4.6 Gráfica por espectromeiria de rayos X (EDX) del polvo de Cr3C2-CrNi.

4.4.3 Análisis metalográfico del depósito con Cr&-CrNi.
No. CAE
1010
Con el objetivo de evaluar las probetas con deposición, se realizaron análisis
metalograficos nuevamente, para determinar los elementos componentes de las
mismas, así como su morfología. Este análisis se realizó de la misma manera que
con el material de aporte. Antes de iniciar el análisis metalográfico de la probeta,
se eliminó el exceso de material existente en las superficies de las probetas,
frotándolas repetidamente con la mano y agua abundante, hasta no observarse
separación del material de aporte de ellas. Los elementos componentes del
material base se muestran en la tabla 4.4
No. AIS1 Carbono (C) Manganeso Fósforo (P) Azufre (S)
(Mn) c1010 0.08-0.13 0.30-0.60 0.040 0.050
Teniendo los componentes de los materiales base y aporte, se procedió a realizar
el análisis metalográfico de las probetas depositadas con Cr3C2-CrNi. Este se
inició con el análisis de la morfología de la probeta M11A99D6 en la zona central,
seleccionando una magnificación de 1 O00 aumentos, observándose deposición
uniforme. Se encontró Cry Ni, siendo el Cr el de mayor proporción. Se detectaron
partículas con un tamaño de entre 3 y 6 micras, lo que indica que el material de
aporte se fragmentó durante el proceso de deposición, ya que el tamaño inicial de
las partículas se encuentra en el intervalo de 11 a 45 pm. La fotografía 4.4
muestra la superficie depositada con Cr&-CrNi.
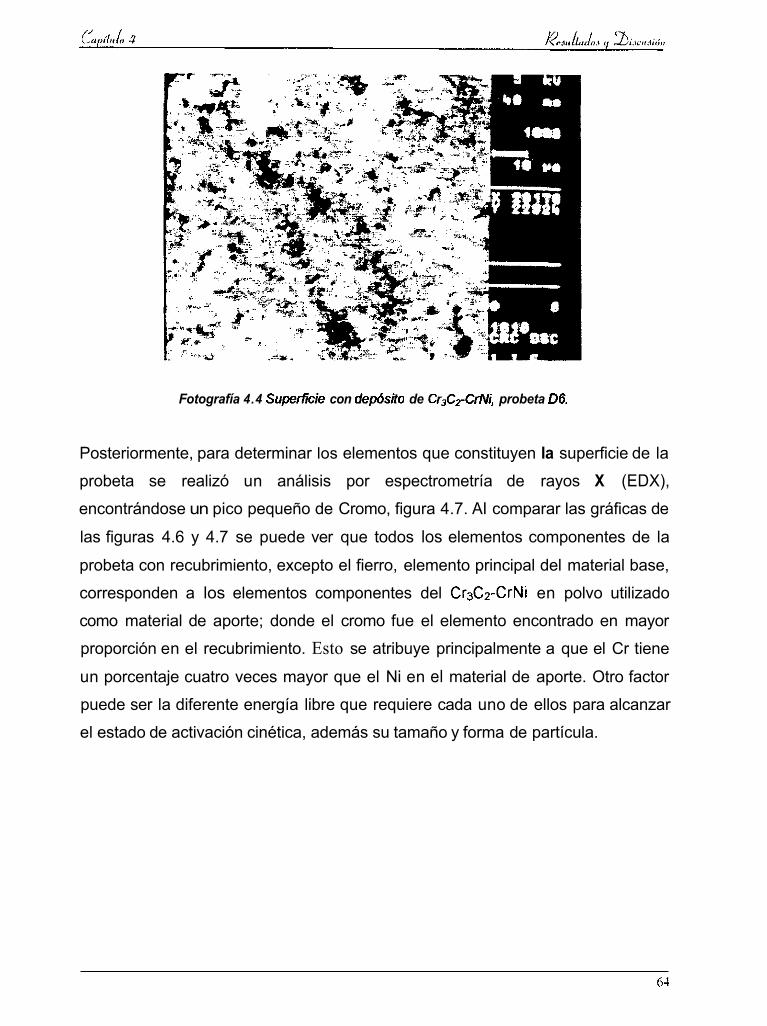
Fotografía 4.4 Superñcie con depdsito de Cr3C2-CrNi, probeta D6.
Posteriormente, para determinar los elementos que constituyen la superficie de la
probeta se realizó un análisis por espectrometría de rayos X (EDX), encontrándose un pico pequeño de Cromo, figura 4.7. AI comparar las gráficas de
las figuras 4.6 y 4.7 se puede ver que todos los elementos componentes de la
probeta con recubrimiento, excepto el fierro, elemento principal del material base,
corresponden a los elementos componentes del Cr&-CrNi en polvo utilizado
como material de aporte; donde el cromo fue el elemento encontrado en mayor
proporción en el recubrimiento. Esto se atribuye principalmente a que el Cr tiene
un porcentaje cuatro veces mayor que el Ni en el material de aporte. Otro factor
puede ser la diferente energía libre que requiere cada uno de ellos para alcanzar
el estado de activación cinética, además su tamaño y forma de partícula.
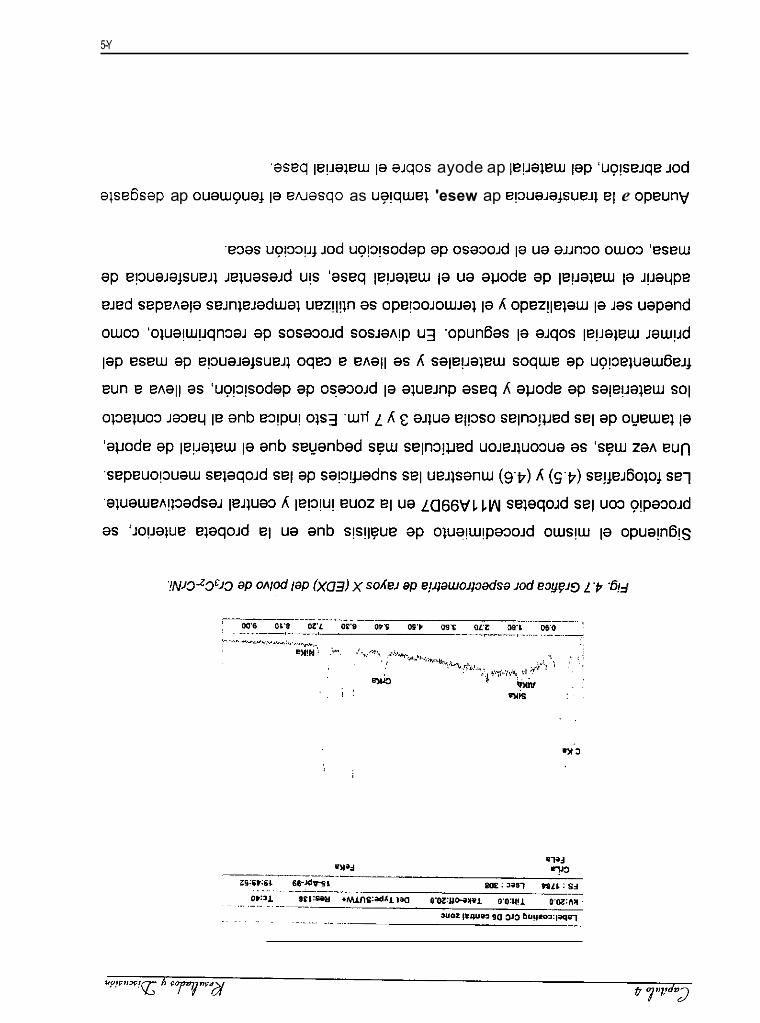
5-Y
'aseq le!Ja)ew la aJqos ayode ap Ieyalew lap 'uo!seJqe Jod
alseBsap ap ouawoua~ la euasqo as uyqwel 'esew ap e p u a ~ a ~ s u e ~ l el e opeunv
Fotografía 4.5 Superficie con depósito de Cr3CTCrrVi, probefa 07, zona inicial
Fotografía 4.6 Superficie con depósito de Cr3C,CrN;, probeta 07, zona central.
Es interesante observar de las fotografías 4.5 y 4.6 que las pequeñas partículas encontradas se adhirieron en forma uniforme en toda la superficie analizada. En estas fotografías se aprecian las colinas y valles que forma el material de aporte al
adherirse sobre la superficie del material base. Aún en los valles se logran detectar elementos del material base en' menor proporción. Estos resultados indican la obtención en esa zona de un recubrimiento uniforme.
66
Por otra parte, la diferencia del acabado superficial que muestran las fotografías
4.5 y 4.6 es a causa de la turbulencia generada por la fresa durante el cambio de
dirección del material base. La fotografía 4.5 presenta un depósito mayor que la 4.6. La turbulencia causó que el material de aporte no logrará introducirse de
manera adecuada y se presentara en menor proporción que en 4.6.
BIBLIOGRAF~A. [ I ] Holman J P, "Métodos Experimentares para Ingenieros", edit. Mc Graw Hill, segunda
edición en español, 1986. Dingley D J. "The Nagy Coating Proces", H H Wills Physics Laboratory, University of Bristol. Bnstol ES8 1 TL, United Kingdom, 1993.
[2]
68
CAPíTULO 5 CONCLUSIONES.
5.1 CONCLUSIONES.
AI término de este trabajo se logró diseñar y construir un dispositivo con el cual se
llevaron a cabo pruebas experimentales de deposición, por medio de fricción seca
o triboadhesión. Con este dispositivo se logró depositar de manera uniforme Cr3C2
en polvo, sobre una superficie de acero SAE 1010. Comprobándose esto
mediante el análisis metalográfico realizado a la superficie depositada, donde se
encontraron partículas con un tamaño de entre 3 y 7 pm, que son de 3 a 6 veces
menores que el tamaño de partícula del material de aporte.
La fuerza aplicada durante el proceso fue en el intervalo de 2 a 5 N, la velocidad
de rotación de 7,800 r.p.m. y el avance del material base se mantuvo constante,
16.5 mm/seg. De las pruebas realizadas, se observaron mejores resultados en
M I 1A99D6 y M I 1A99D7. Aunque hubo diferencias significativas en la fuerza real
aplicada en ambas probetas, los recubrimientos obtenidos fueron de calidad muy
similar. Los parámetros utilizados en estas pruebas se muestran en la tabla 5.1
69

Prueba
M I 1A99D6 ZC
M I 1A99D7 ZC
El proceso requiere únicamente un tratamiento de limpieza superficial a base de
lija (óxido) y desengrasantes, eliminando con esto el empleo de solventes y
procesos de limpieza como el decapado superficial, además no requiere anciajes,
lo que indica una reducción del tiempo de elaboración de los depósitos, en
comparación con los procesos de recubrimientos tradicionales.
Mat. Base Mat. Aporte Vel. Rot. Vel. Avance Fuerza
Fresa Mat. Base Normal Apl.
Acero SAE Cr3C2 7,800 r.p.m. 16.5 mmlseg. 2.20 N 1010
Acero SAE Cr3C2 7800 r.p.m. 16.5 mmiseg. 3.45 N 1010
Finalmente se concluye que es posible depositar por medio de fricción seca
Cr&-CrNi en polvo sobre acero SAE 1010, siempre y cuando se generen las
condiciones necesarias para activar cinéticamente las materiales en contacto.
Esto se logra encontrando in intervalo de velocidades de rotación de la fresa, de
la fuerza normal aplicada sobre el material base y del flujo de material de aporte
en función de las características físicas y morfológicas del material de aporte,
además de la dureza del material base.
- 5.2 TRABAJOS FUTUROS.
Como trabajos futuros se recomienda trabajar con diferentes materiales de aporte
y base, un ejemplo puede ser el Bisulfuro de Molibdeno utilizado en la industria
automotriz para disminuir el desgaste. Con esto se lograría una diversificación del
proceso de deposición. Para la realización de estas pruebas es necesario optirnar
el proceso de deposición, y esto se puede lograr al modificar el dispositivo de
deposición. Las modificaciones sugeridas son las siguientes:
I. Utilizar un motor eléctrico para el movimiento de la fresa, que alcance velocidades de rotación arriba de 11,000 r.p.m., con el objeto de generar más
fácilmente la energía necesaria para llevar a cabo la deposición.
2. Diseñar y construir un dosificador para el suministro del material de aporte,
logrando así una alimentación constante y uniforme. Con esto se asegura un
suministro permanente en la zona de contacto durante el proceso de
deposición.
3. Diseñar o adaptar un mecanismo automático para el desplazamiento vertical
de la fresa, con ello se controlaría eficazmente la fuerza normal aplicada al
material base.
4. Diseñar y construir un sistema de recolección del material de aporte que no
logre depositarse. Esto permitiría volver a utilizar el material de aporte no
utilizado.
5. Utilizar una fresa de mayor diámetro para alcanzar velocidades lineales
mayores a las actuales y con esto elevar la temperatura en la zona de
contacto entre la fresa y el material base.
6. Instalar sensores de contacto en los topes del mecanismo de desplazamiento
longitudinal del material base, esto con el propósito de iniciar automáticamente
el registro de la fuerza normal utilizando la función Trigger del analizador de
espectros.
7. Medir la temperatura que alcanza el material base durante el proceso de
deposición, con el objeto de disponer de más datos que permitan entender el
mecanismo de deposición.
Se recomienda además, realizar pruebas mecánicas destructivas y no
destructivas a las probetas con deposición para verificar la calidad del
recubrimiento.
BIBLIOGRAFíA GENERAL
[21
[31
[41
191
Archard J F, "flastic Deformaton and Laws of Friction", Proc. R. Soc. A
Barweil F T, "Proc lnsf Mech fngrs" (London), (196748), 182/3K,1
Bowden F P and Tabor U, "The Friction and Lubrication of Solias", Part i
(Oxford University Press), 1950. Bowden F P and Tabor D, "The friction and Lubrication of Solids", Part i
Oxford University Press, j1964j. Bowden F P and TaDor U, "The friction and Lubrication of Soiids", Part iI
Oxford: Clarendon) pp 163, 1964.
Buckiey D H, "Friction, Wear and Lubrication in Vacuum", NASA Sp-277,
Washington DC, 1971
Buckley D H, "Adhesion and Friction of Thin Metallic Fiims", National
Aeronautics and Space Administration: NASAITN, 38230, 1976.
Buckley D H, "The Metal-fo-Metal Inferface and its Effect on Adhesion
and Friction" J. Coil. interface Sci., vol. 58, pp. 36-53, Í977.
Buckiey D H, I' The Use of Anaiyiical Surface Tools in ihe Fundamental
Study of Wear", Wear, vol. 46, pp. 19-53, 1978.
Casey M and Wilks J, "The Friction of Diamond Sliding on ?olished
Cube Faces of Diamond", J. Phys. D: Appi. Phys., vol. 6, pp. 1906-1908,
1973.
Chalien J M and Oxiey P L, "An fxplanafion of the Regimes of Friction
and Viear Using Asperity Deformation Modeis", Wear, vol. 53, pp. 229-
43, 1979. Charles Augustin Coulomb, "iheorie des macines simpiies", Mem Math.
Phys. Acad. Sci, vol. 13 p. 161, 1785. Cowan R S and VJiner 'W O, "Surface engineering ... an &nigma of
Choices", J. Phys. D: Appi. Phys. 25 A189-AI94, 1552.
243 190-205, 1957.
1151
i171
U 91
[27]
üerjaguin B V, Toporov J P, Aleinikov l N and Burta-Gaponoviich L N,
"lnvesiigation on the Adhesion of Foiymer ?articles io the Surface of a
SemiConductor", J. Adhesion, Vol. 4, pp. 65-71, 1972.
Desaguiiers J T, "Some Experiments Concerning the Cohesion o i Lead",
Phil. Trans. Roy. Soc. (London), Vol. 33, pp, 345: 1725.
Deutschman A, Michels W and Wilson C, "Diserío de máquinas, teoría y
práctica", CECSA séptima edición, 'i 996.
Dingley D J, "The Nagy Coating ?roces", H H Wills Fhysics Laboratory,
University of Bristol, Bristol ES8 I TL, ilnited Kingdom, 1993
Doyle L E, "Procesos y idaferiales de Manufaciura para ingenieros",
Edit. Prentice Hall, Tercera Edición, 1998.
Feng Z and Fieid J E, "The Friction and Wear of Riamond Sliding on
Diamond': J. Phys. D: Appi. Phys. Vol. 25 pp. H33437, $992.
Gee M G, "The Formation of Glass in the Wear of Reacfion-Bonded
Silicon Nitride", J. Phys. Vol. 25, ppA189-AI94, 1992.
Greenwood j A and Williamson J B P, "Contact of Nominaliy Fiat
Surfaces", Proc. R. Soc. A 295 300-19, 1966.
Groover M P, "Manual de idanuiactura Moderna, materiales, procesos y
sistemas", Edit. Mc Graw Hili, Í996. Hardy W B and Hardy J K, PhilMag, (1919), 38,32.
Holm R , "Elecfricai Contacts", H Gerbers, Stockholm, (1 946j.
Keiler D V, "Adhesion, Fricfion, Wear and Lubrication Research by Modern Surface-Science Techniques", j. Vac. Sci. Technol., vo1.9, pp.
139-142, 1972.
Krupp H, "Recent Resuits in Particle Adhesion: UHV iweasurements, Light Modulated Adhesion and fhe Effecf of Adsorbaies'', J. Adhesion, vol. 4. pp. 83-86; 1972.
Martinez F Fi "La triboiogia, ciencia y técnica para e/ mantenimiento",
Norieya Limusa, 1969, 58,59.
Maugis D, "Creep, Hot Hardness and Sintering in the Adhesión og Metals at
High Temperatures", Wear, Vol. 62, pp, 349-386, 1980.
Morales Espejel G E, Skrtpinski A, Rusek P, Perez Unzueta A, Haduch Z, "Desarrollo de la tribologia en el mundo",
Osias J R and Tripp S H, "Mechanical Disruption of Surface Films on
Mefals", Wear, vol. 9, pp. 388-397, 1966.
Pethica J B and Tabor D, "Contact of Characterised Metal Surfaces at
Very Low Loads: Deformation and Adhesion", Suri. Sci., vol 89, pp 183-
190, 1979.
Pulker H K and Perry A J , "Adhesion': lnstitut für Experimental-Physik,
University of Innsbruck, A-6020 lnnsbruck (Austria), february 17, 1981
Rabinowicz E, "Friction and Wear of Materials" Wiley, New York, 1965.
Rabinowicz E, "Friction and Wear of Materials" John Wiley and Sons,
1966.
Roach A E, Goodzeit C L and Hunnicut R P, "Scoring Characteristics of
Thirty-Eight Different Elemental Metals in HighSpeed Sliding Contact
whit Sfeel", TRANS. ASME, vol. 78, pp. 1659-1667, 1956.
Rodriguez L J , "Proceso para recubrir placas metálicas con óxidos
metálicos por fricción seca", Proyecto CoSNET 597-P 1997. Samuels 6 and Wilks J, J. Mater. Sci. Vol. 23, pp. 2846-64, 1988.
Sánches S J, "Aplicación de la extensomefría eléctrica en el diseao de
dispositivos para la medición de fuerza y presión", Tesis de maestria,
Cenidet, México, febrero de 1998.
Sarkar A D, "Desgaste de Metales", Edit. Noriega Lirnusa, (1 990), 48-54
Sayles R S and Thomas T R, "Surface Topography as a Non-Stationary Random Process", Nature, Vol. 279, pp 431-434, 1978.
Seah M P, "Segregation and the Strenght of Grain Boundaries",
Proceeding Royal Society, Series A 349, pp. 535-554, 1976.
Smith W F. "fundamentos de la Ciencia e Ingeniería en Materiales". Edit. McGraw Hil l , segunda edición, pp 156-159
[43] Sulzer Metco, "Catalogo para selección de polvos de recubrimiento"! México, 1997.
[44] Tornlinson G A, Phil Mag 7, 1929, 7, 46-905.
[45] Tornlinson G A, Phil Mag 7, 1929, 7 : 905.
[46] Wang Y, Lei T, Yan M and Gao C, "Frictional Temperature Field and its Relationship to the Transition of Wear Mechanisms of Steel 52700", J.
Phys, D: Appl. Phys. 25 (1992) A165-AI69, United Kingdom.
[47] Whitehouse D J and Archard J F, "The Properties of Random Surfaces of Significance in Their Contact", Proc. R. Soc. A 316 97-121, 1970.
(481 Whitehouse D J and Phillips M J, "Discrete Properfies of Random
Surfaces", Phil. Trans. Roy. Soc. (London), Series 290, pp 267-298, 1978.
APÉNDICE A
PLANOS TÉCNICOS DEL DISEÑO CONCEPTUAL DEL MOLINO PARA DEPOSICIÓN POR FRICCIÓN SECA
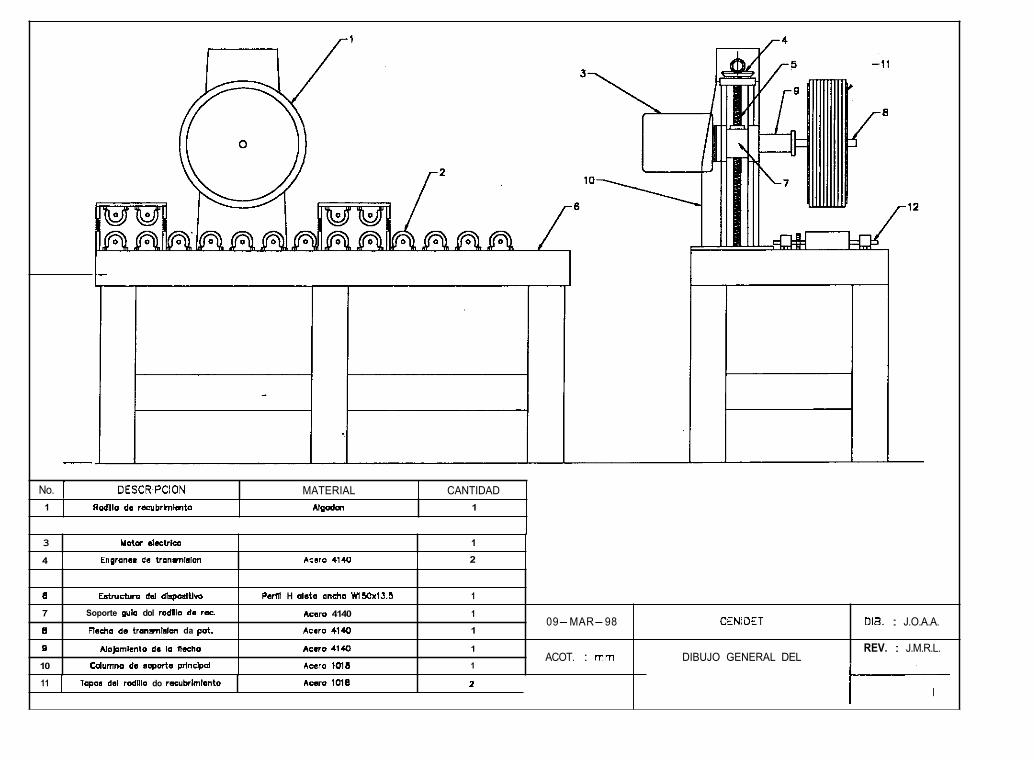
No. I DESCRIPCION MATERIAL CANTIDAD 1 Rdnlo de raubrlmlsite Alqodai 1
3 Not- olectrlrn 1
4 Engrana. da trmmldon Acero 4140 2
8
7
B B
10
Estnishim d i d l a p o s l t l ~ Pmü H d d a mcko MSrml3.J 1
Asam 4140 1 Soporte pulo dol rdülo da rec.
mesh0 de tlanmMOn da p t . Acero 4140 1 09-MAR-98 CENIDET DIE. : J.O.A.A.
AioJmluito da la flecho Acme 4140 1 REV. : J.M.R.L. ACOT. : mrn DIBUJO GENERAL DEL
Cdurnna dn acporta prlns1pai AWO im8 1
11 Tapoa dol rodnlo do racubrlmlonto AWO ima 2
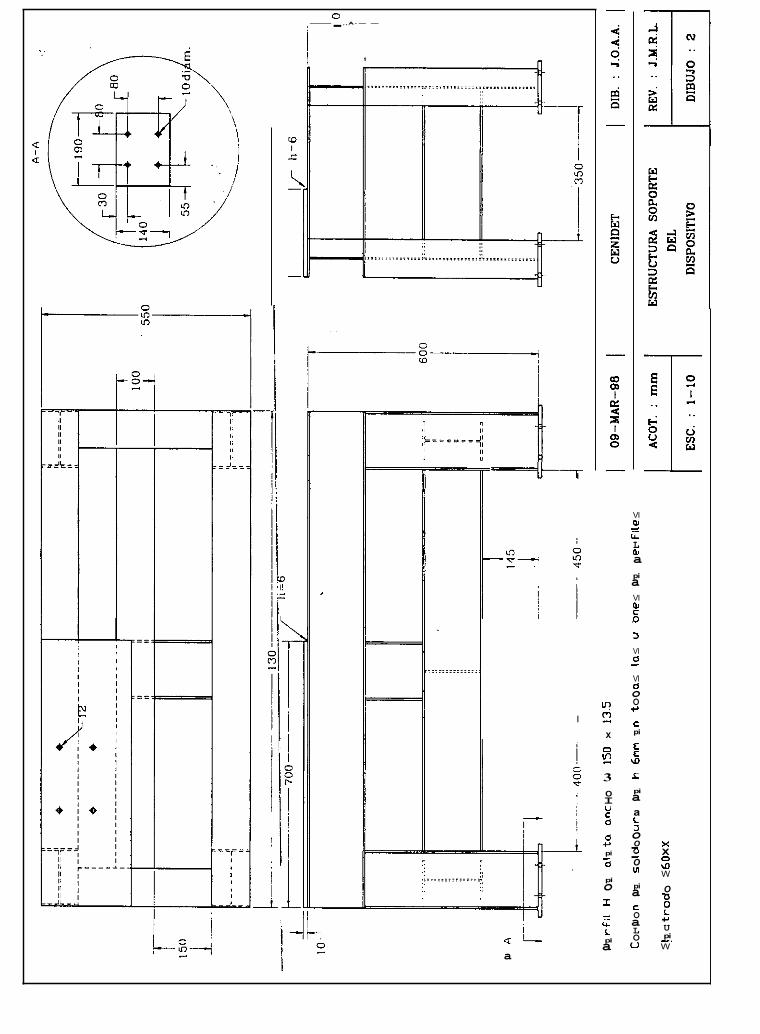
o - ,,A-- - - l
-7 I
I
I < L a
? r!
!?
X
o
3 O I v c 6
6 c pi
O
pi o I
-
- ._ k L pi a
VI oi !e IL L oi a pi
VI
a
._ : 3 VI o VI o o O c c pi
L C u)
I pi a
L 3 o O
O VI
pi
c O a L O u
-
a
0
a
x X o rD W
O 0 ? c U pi
W -.
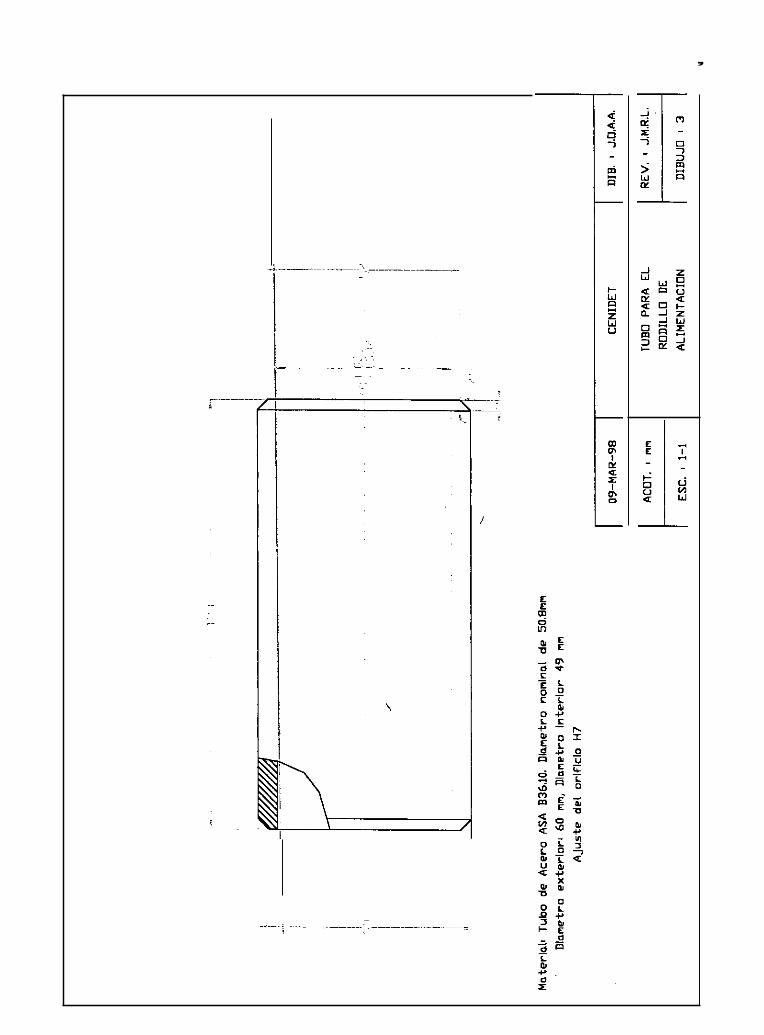
,
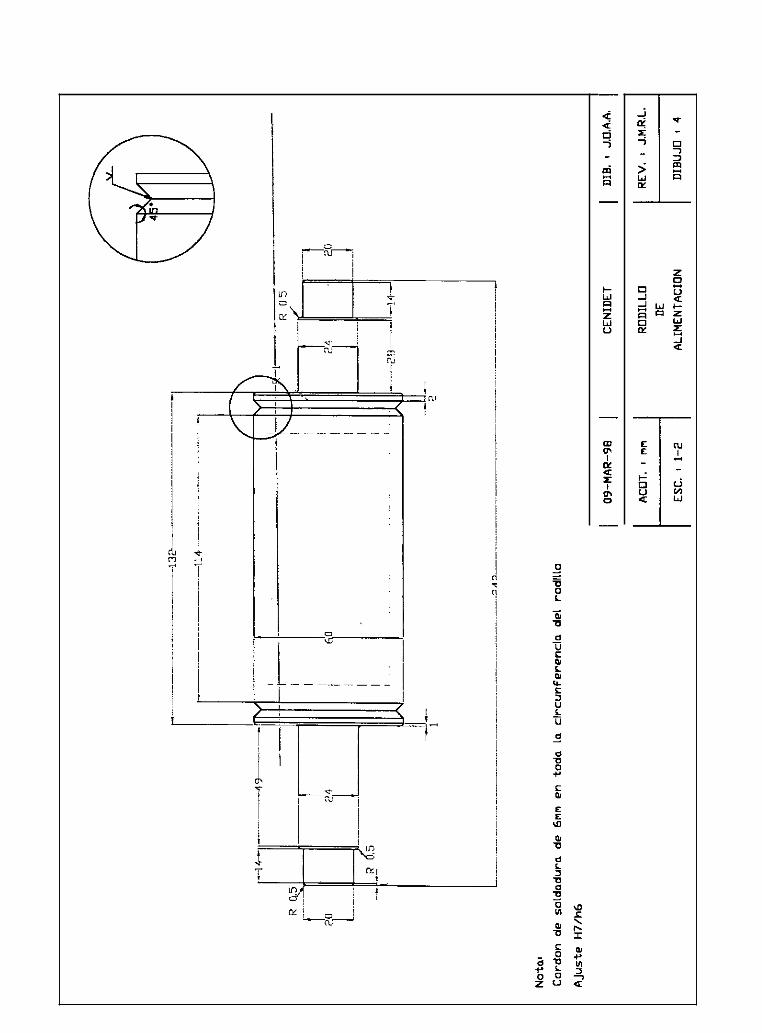
I
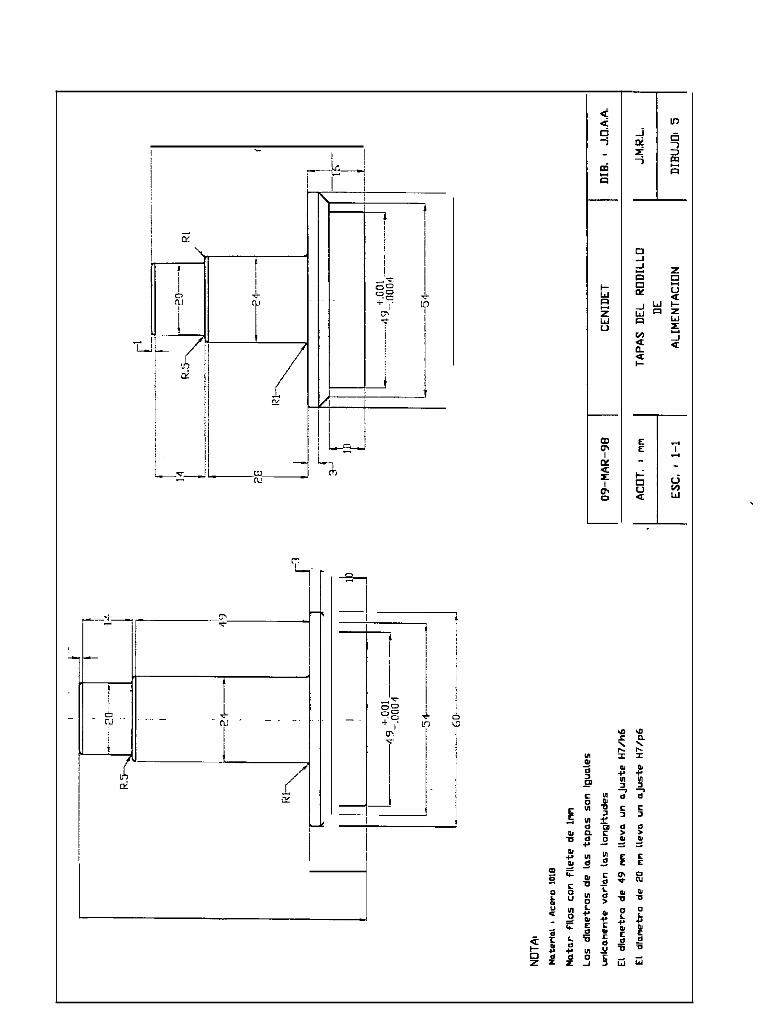
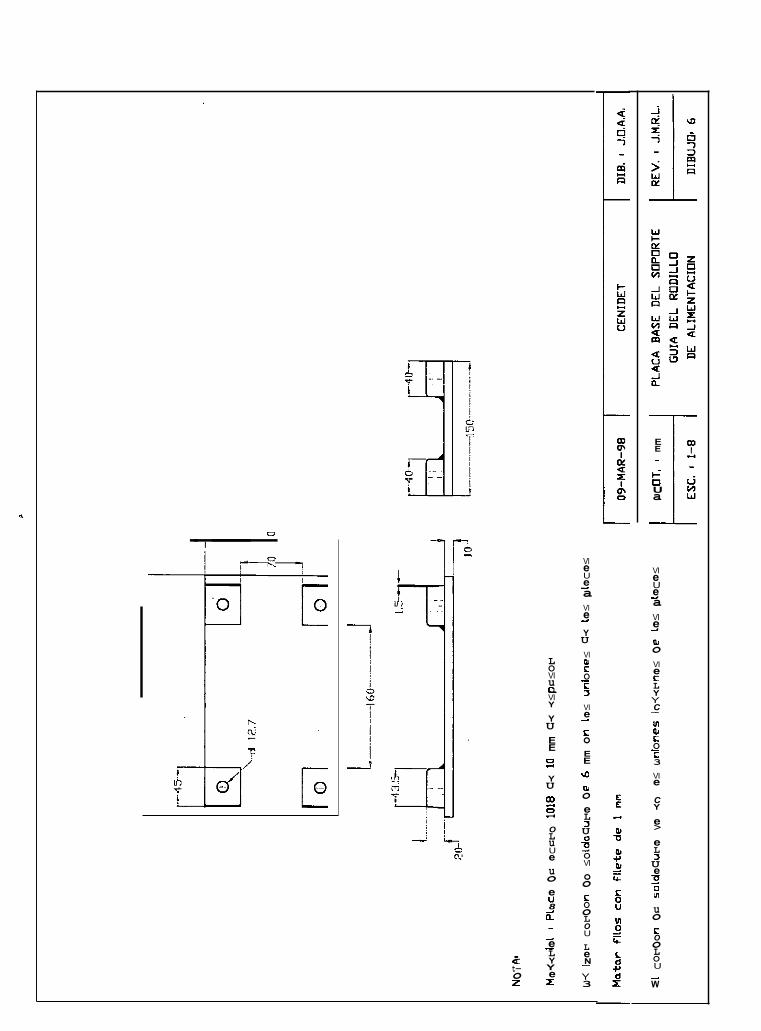
D --- I
ü t- o z
L O VI u VI Y
Y U E E
n
z
2 z
Y U
O L u U e u o e U 8
r i - - e L Y Y e r
-
VI e U e - a VI e Y U VI D 1 O C J VI e
K o E E rD <y o e L 3 U e
O VI
o o c O o L O U
L e N
Y 3
-
-
-
0
-
- E E - < O U a
-
VI e U e - a VI e <y o VI e K L Y Y C
-
- : K O t 3
VI e C Y
e > e L J U e o VI
u o LI O o L O U
W
-
0
-
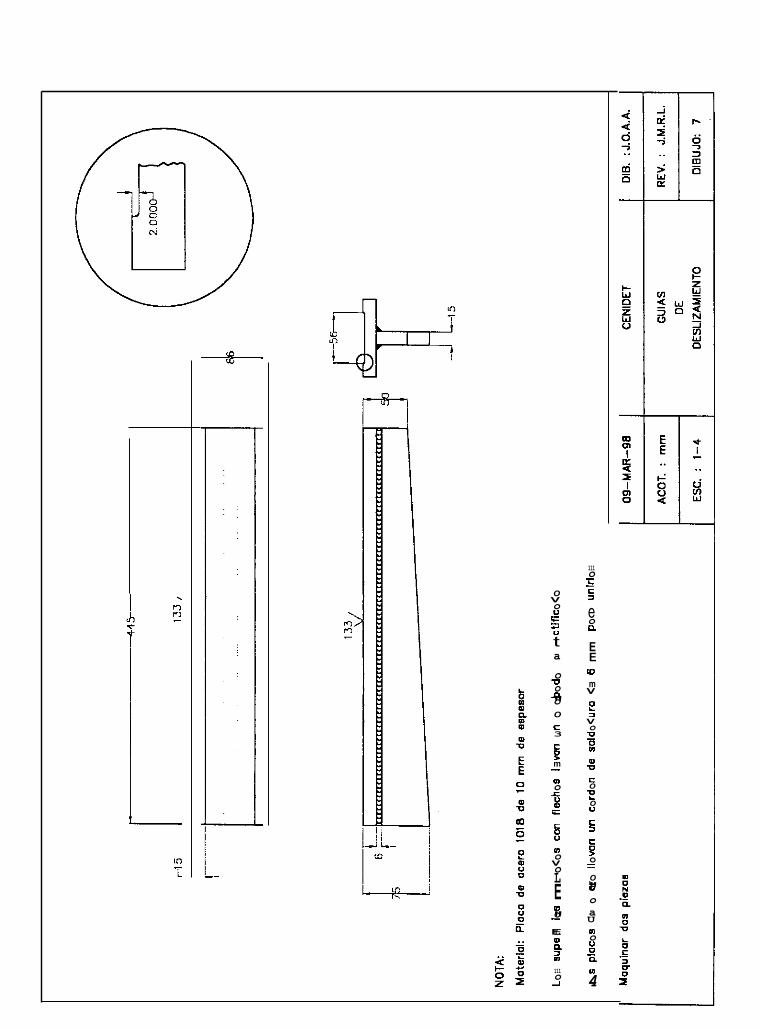
O V o 0
5 u t a
o TI o o " O C 3
n
5 m - - 111 o L " r c
m
o m
L o V o
E 111 o " E L m 3
111 o J
- n m
111 o C s a
e n
E E
m
o
ID
V
P
0 : m
3 V o
U
c O
O " C
7
a
5 o O
" o U
o 0 0 a 111
- - L m
a
m
-
4
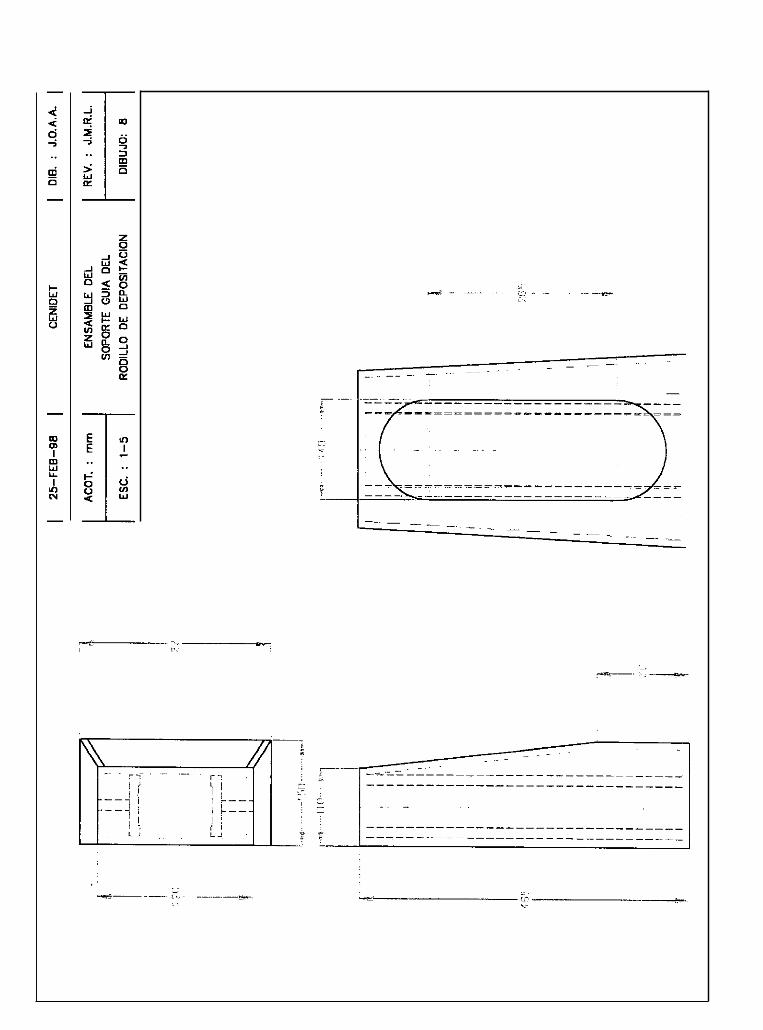
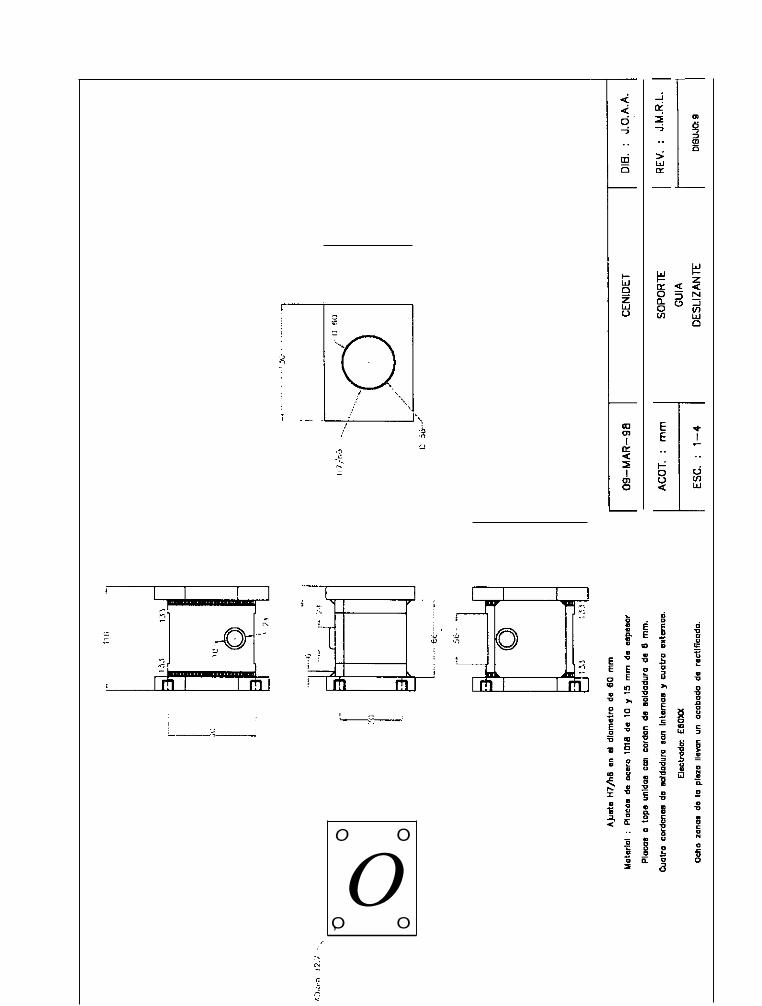
O O
O ,O O
i % 5 .. > w n -
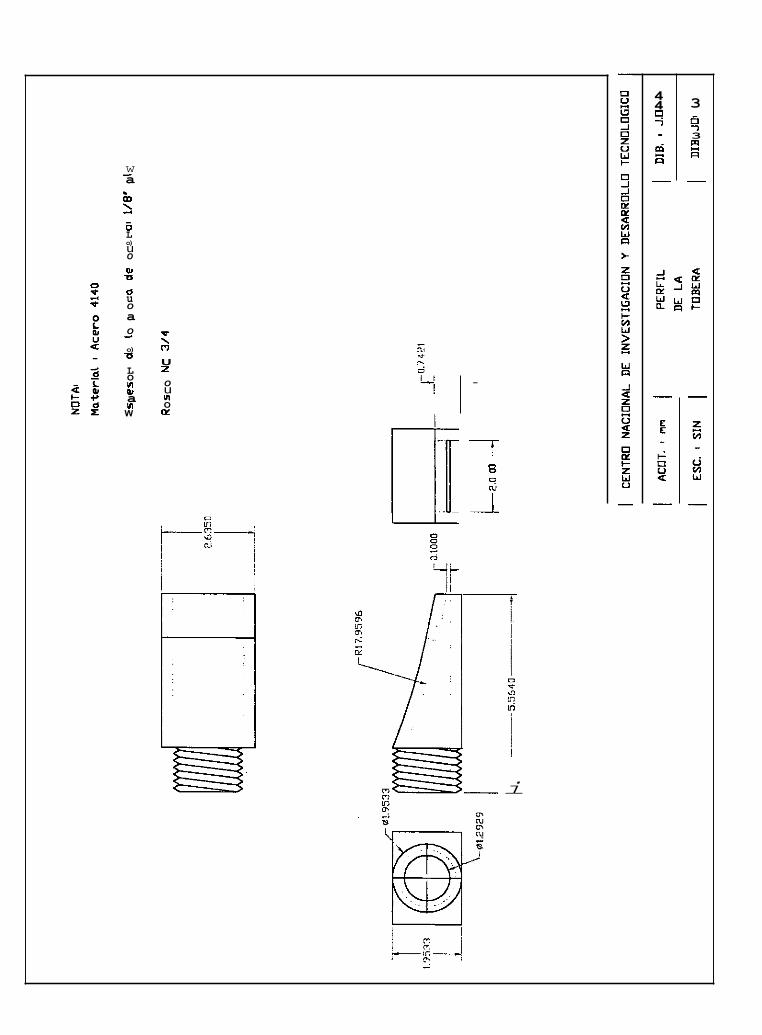
w a ;D 1
-
8 L o) u O
D U
e u O a O
o) U L O L-l a4
L-l W
-
a
P \ o U z O u VI O
LT
.
7 I
9
D o c
_I
i
4 4 9 E! - n
-
3 ü 7 3 m F1 ,+
-
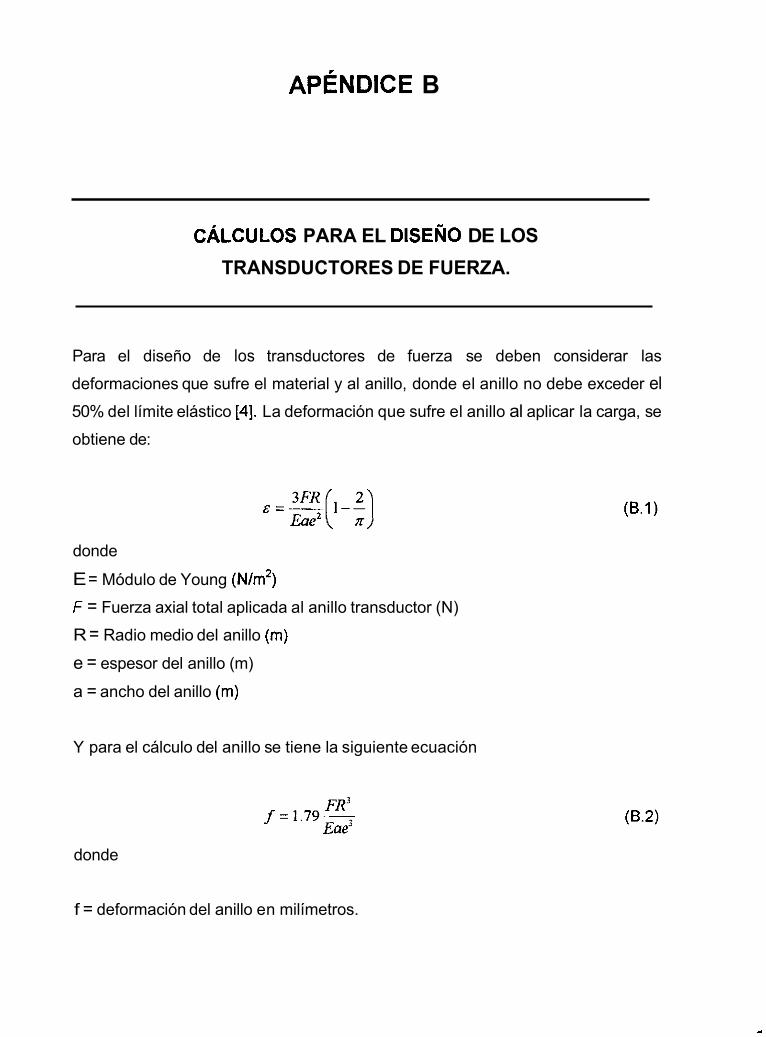
APÉNDICE B
CALCULOS PARA EL DISEÑO DE LOS TRANSDUCTORES DE FUERZA.
Para el diseño de los transductores de fuerza se deben considerar las
deformaciones que sufre el material y al anillo, donde el anillo no debe exceder el 50% del límite elástico [4]. La deformación que sufre el anillo al aplicar la carga, se
obtiene de:
donde
E = Módulo de Young (N/m2)
i = Fuerza axial total aplicada al anillo transductor (N)
R = Radio medio del anillo (m)
e = espesor del anillo (m)
a = ancho del anillo (m)
Y para el cálculo del anillo se tiene la siguiente ecuación
FR' f =1.79- &e'
donde
f = deformación del anillo en milímetros.
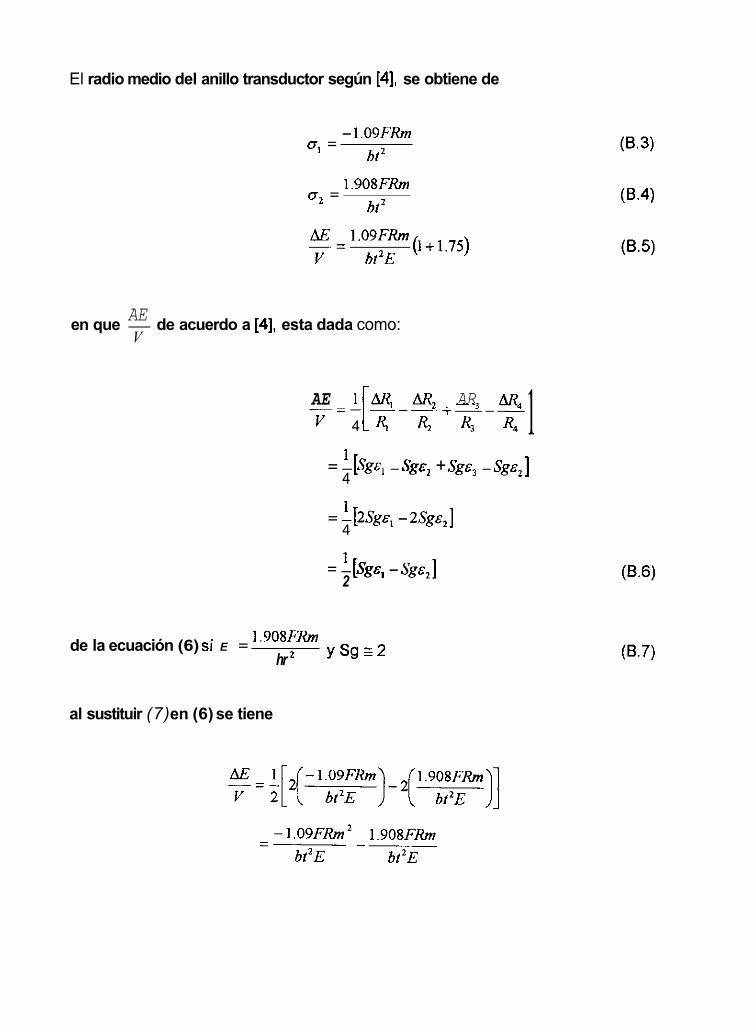
El radio medio del anillo transductor según [4], se obtiene de
- 1.09FRm OI =
btZ
1 . 9 0 8 F h biz
(T, =
AE V
en que - de acuerdo a [4], esta dada como:
1 V 4 [ R, R2 R3 R, AE I A R , L iR , AR 4 - = - ---+3--
1 4
1 4
1 2
= - [sgEI - SgE, + sgE3 - SgEz]
= - [2Sgq - 2SgEz]
= - [Sgq - SgE,]
1.908FRm hr
de la ecuación (6) sí E = y s g 2 2
al sustituir (7) en (6) se tiene
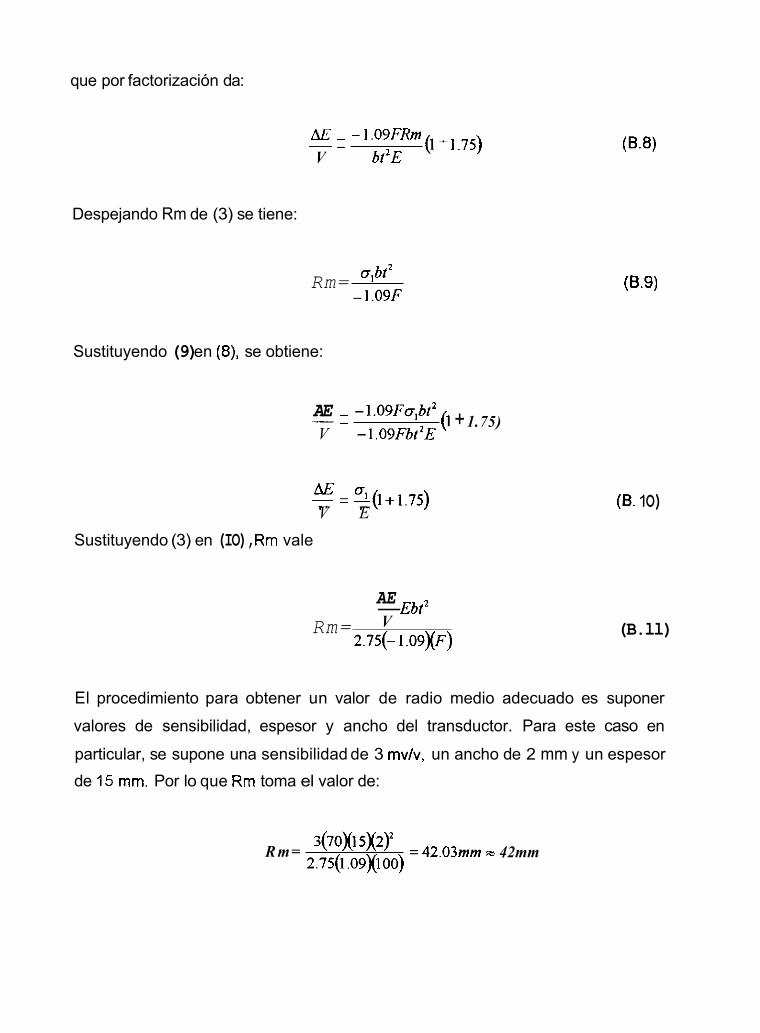
que por factorización da:
Al? - - 1.09FRm + ,75) - _ V bi2E
Despejando Rm de (3) se tiene:
cr, b f 2 Rm= - I .09F
Sustituyendo (9) en (8), se obtiene:
(I + 1.75) AE - - 1.09Fo,btz V - 1.09Fbt2E --
5 " . ( 1 + 1 . 7 5 ) V E
Sustituyendo (3) en (IO), Rm vale
AE - Ebi' V Rm=
2.75(- I.O9)(F)
(B.9)
(B. 1 O)
(B.ll)
El procedimiento para obtener un valor de radio medio adecuado es suponer
valores de sensibilidad, espesor y ancho del transductor. Para este caso en
particular, se supone una sensibilidad de 3 mvlv, un ancho de 2 mm y un espesor de 15 mm. Por lo que Rm toma el valor de:
= 42.03mm = 42mm 3(70)(i 5x2)2 2.75(1.09)(100)
R m =
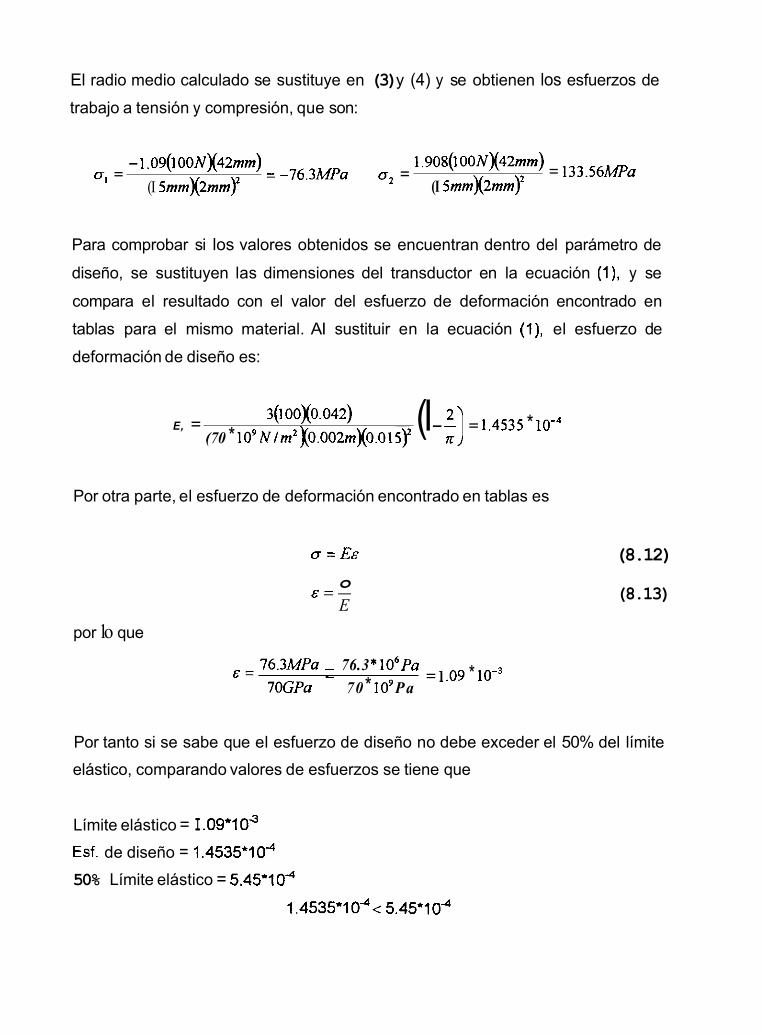
El radio medio calculado se sustituye en (3) y (4) y se obtienen los esfuerzos de
trabajo a tensión y compresión, que son:
= 133.56i2.m~ 1.908(100N)(42mm) = -76.3MPa o2 =
(I 5mmX2mm)z (I 5mm)(2mm)2 - l.O9(100N)(42mm)
0, =
Para comprobar si los valores obtenidos se encuentran dentro del parámetro de
diseño, se sustituyen las dimensiones del transductor en la ecuación (I), y se
compara el resultado con el valor del esfuerzo de deformación encontrado en
tablas para el mismo material. AI sustituir en la ecuación (I), el esfuerzo de
deformación de diseño es:
(I - :) = 1.4535 * 3(100)(0.042) (70 * lo9 N l m 2 ~ 0 . 0 0 2 m ) ( 0 . 0 1 5 ~
E, =
Por otra parte, el esfuerzo de deformación encontrado en tablas es
O = E E
o E = - E
(8.12)
(8.13)
por lo que
= 1 .O9 * 76.3MPa - 76.3 *106Pa 70 * 1 O9 Pa
E = - 7OGPa
Por tanto si se sabe que el esfuerzo de diseño no debe exceder el 50% del límite elástico, comparando valores de esfuerzos se tiene que
Límite elástico = I . o ~ * I o ~ Esf. de diseño = 1.4535*1 O4 50% Límite elástico = 5.45*104
1.4535*104< 5.45*104
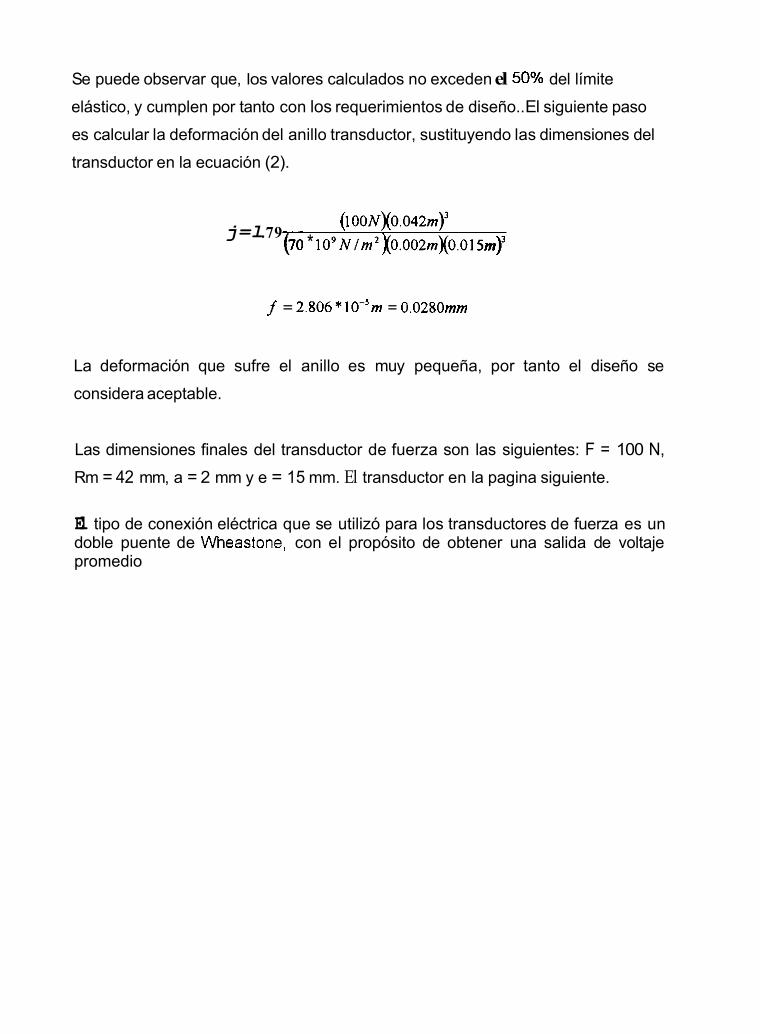
Se puede observar que, los valores calculados no exceden el 50% del límite
elástico, y cumplen por tanto con los requerimientos de diseño.. El siguiente paso
es calcular la deformación del anillo transductor, sustituyendo las dimensiones del
transductor en la ecuación (2).
j=l (I 00NX0.042m)” 770 * 109N/mz~0.002m~0.0i 5m)”
.79
j = 2.806*10-’m = 0.0280mm
La deformación que sufre el anillo es muy pequeña, por tanto el diseño se
considera aceptable.
Las dimensiones finales del transductor de fuerza son las siguientes: F = 100 N, Rm = 42 mm, a = 2 mm y e = 15 mm. El transductor en la pagina siguiente.
El tipo de conexión eléctrica que se utilizó para los transductores de fuerza es un doble puente de Weastone, con el propósito de obtener una salida de voltaje promedio
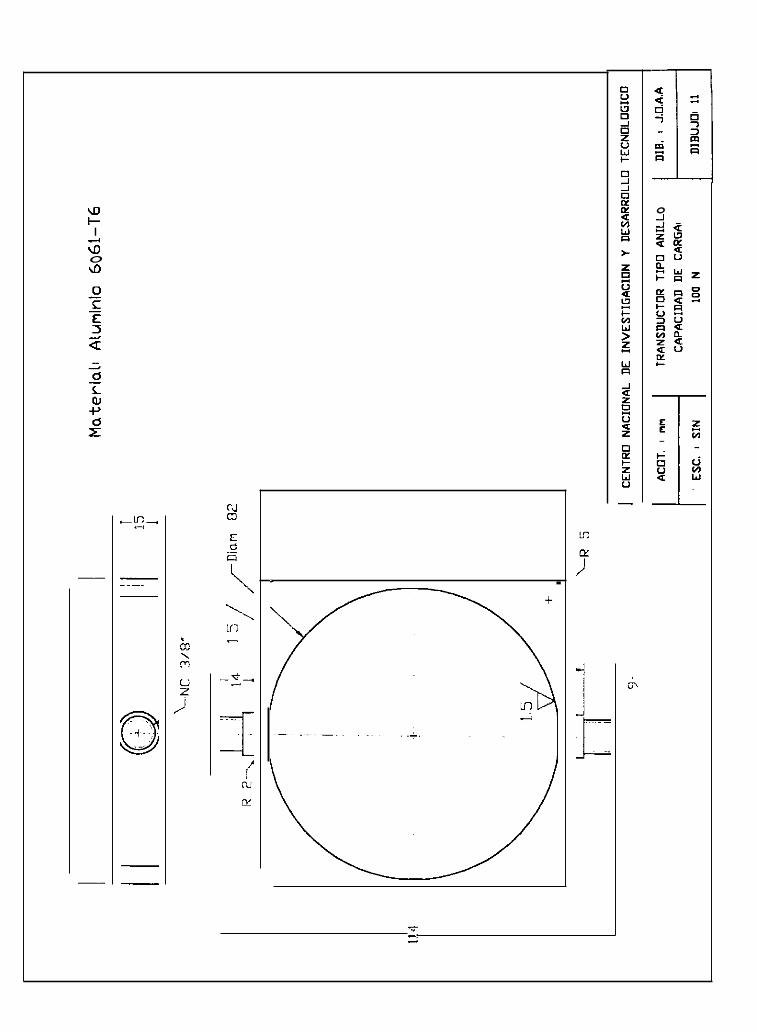
u3 I- I
O G u3
N a
f 0 .- n
'.. I.(; -
- .
o
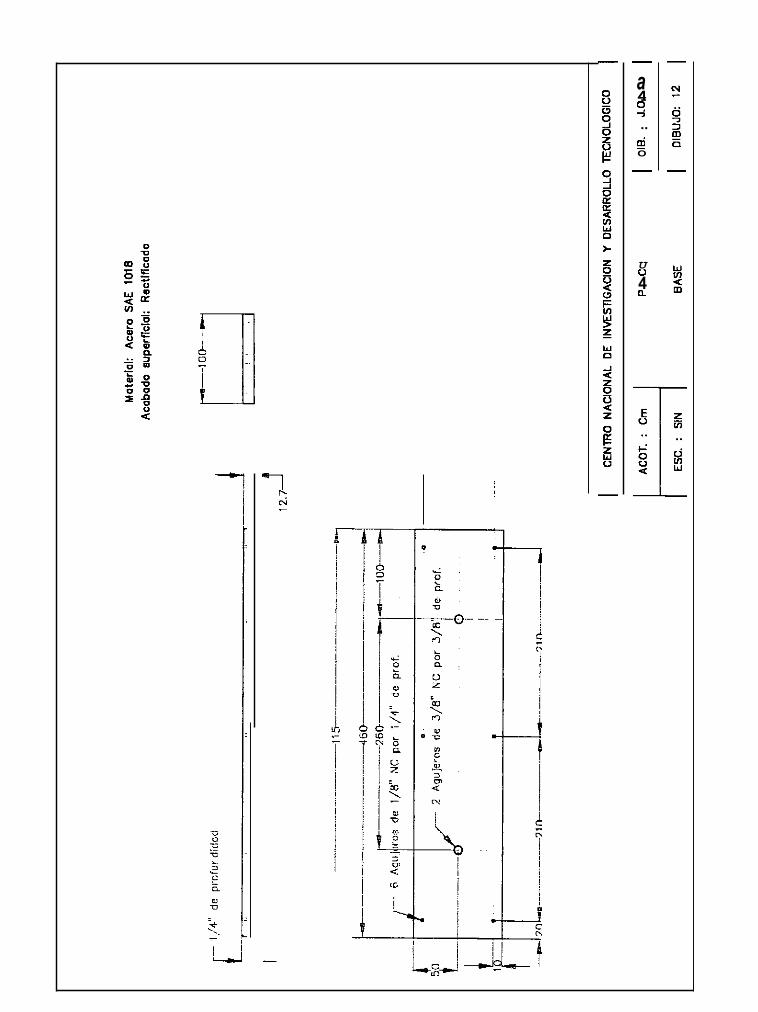
1 N - l
- a 2 4
.. Ei O
-
U U 4 n
APÉNDICE c
CALIBRACIÓN DE LOS TRANSDUCTORES DE FUERZA.
El procedimiento de calibración se describe a continuación
1. Se conecta la salida de los transductores al amplificador de señales, y de ahí al
multímetro digital.
2. Se enciende el amplificador y se deja funcionar aproximadamente 30 minutos
para tener una lectura confiable.
3. Posteriormente se verifica el voltaje de excitación, que debe ser de 8.5 volts,
en este caso en particular.
4. Se ajusta el potenciometro del amplificador a cero, esto se hace con el
interruptor de "EXIT" en OFF. El ajuste tiene que ser de k 0.1. mV, hasta que el
foco de BAL LED se apague.
5. Se balancea el puente hasta obtener una salida de voltaje de cero, esto se
logra oprimiendo el interruptor de AUTO BAL en RESET por unos segundos, .hasta tener una salida de cero.
6. Se colocan los pesos en la placa base y se registra el voltaje de salida,
haciendo esto para cada peso que se coloque. Se realizan dos ciclos de
calibración.
7. Se registran lecturas de cada masa, para posteriormente obtener la equivalencia de mV a Newtons.
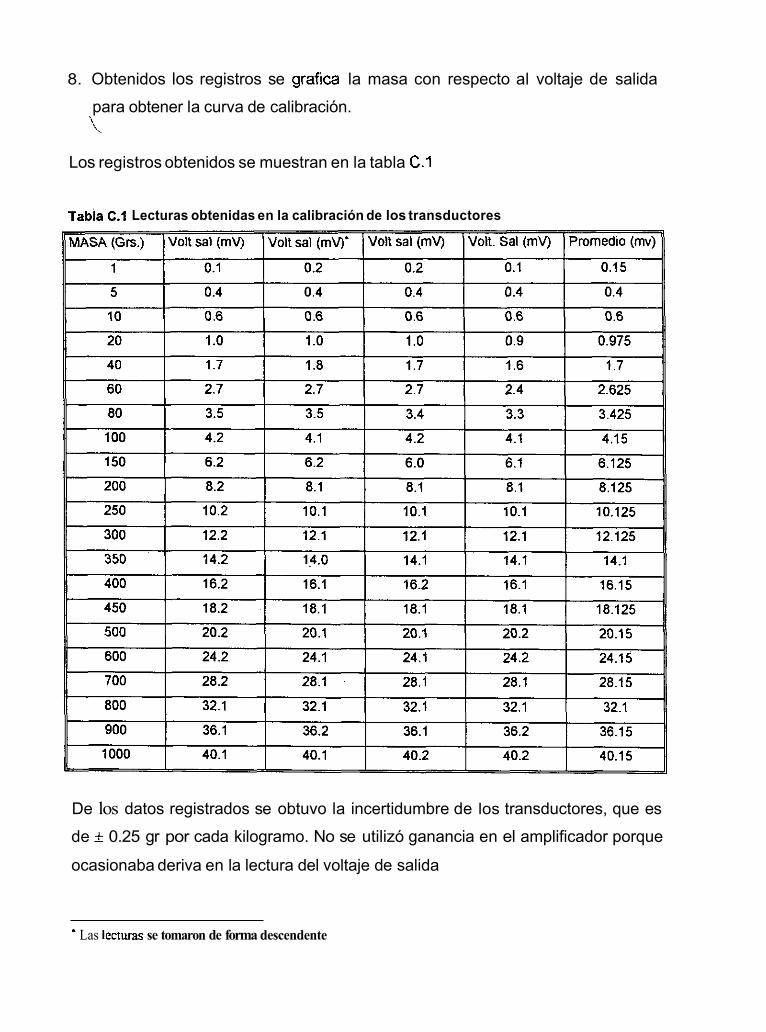
8. Obtenidos los registros se grafica la masa con respecto al voltaje de salida
para obtener la curva de calibración. \\
Los registros obtenidos se muestran en la tabla C.1
Tabia C.1 Lecturas obtenidas en la calibración de los transductores
De los datos registrados se obtuvo la incertidumbre de los transductores, que es
de i 0.25 gr por cada kilogramo. No se utilizó ganancia en el amplificador porque
ocasionaba deriva en la lectura del voltaje de salida
* Las lecturas se tomaron de forma descendente
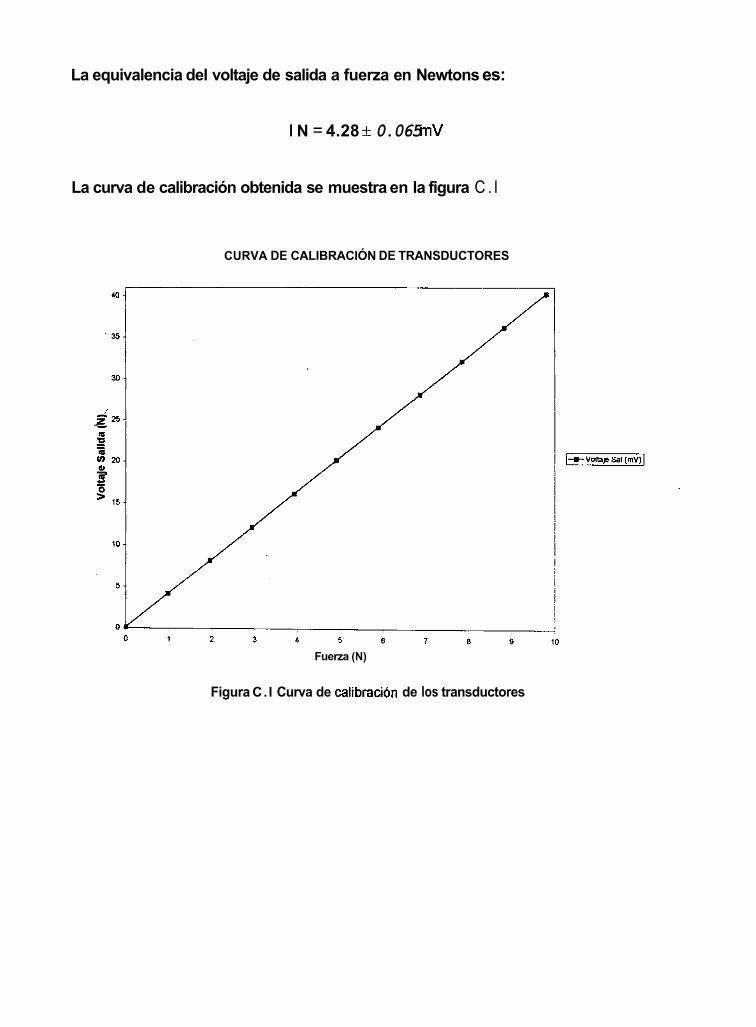
La equivalencia del voltaje de salida a fuerza en Newtons es:
I N = 4.28 f 0.065 mV
La curva de calibración obtenida se muestra en la figura C . l
CURVA DE CALIBRACIÓN DE TRANSDUCTORES
Fuerza (N)
Figura C.l Curva de calibración de los transductores
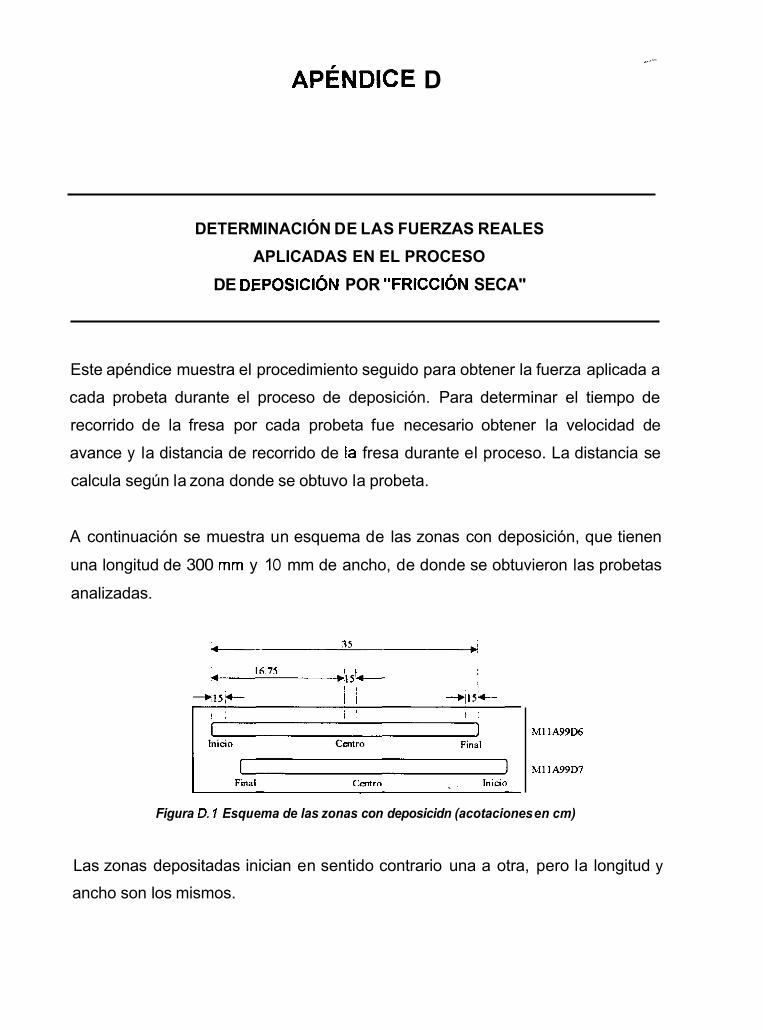
APÉNDICE D
DETERMINACIÓN DE LAS FUERZAS REALES APLICADAS EN EL PROCESO
DE DEPOSICI~N POR "FRICCIÓN SECA"
Este apéndice muestra el procedimiento seguido para obtener la fuerza aplicada a
cada probeta durante el proceso de deposición. Para determinar el tiempo de
recorrido de la fresa por cada probeta fue necesario obtener la velocidad de
avance y la distancia de recorrido de la fresa durante el proceso. La distancia se
calcula según la zona donde se obtuvo la probeta.
A continuación se muestra un esquema de las zonas con deposición, que tienen
una longitud de 300 mm y 1 O mm de ancho, de donde se obtuvieron las probetas
analizadas.
Mll499M
MllA99D7
Figura D. 1 Esquema de las zonas con deposicidn (acotaciones en cm)
Las zonas depositadas inician en sentido contrario una a otra, pero la longitud y
ancho son los mismos.
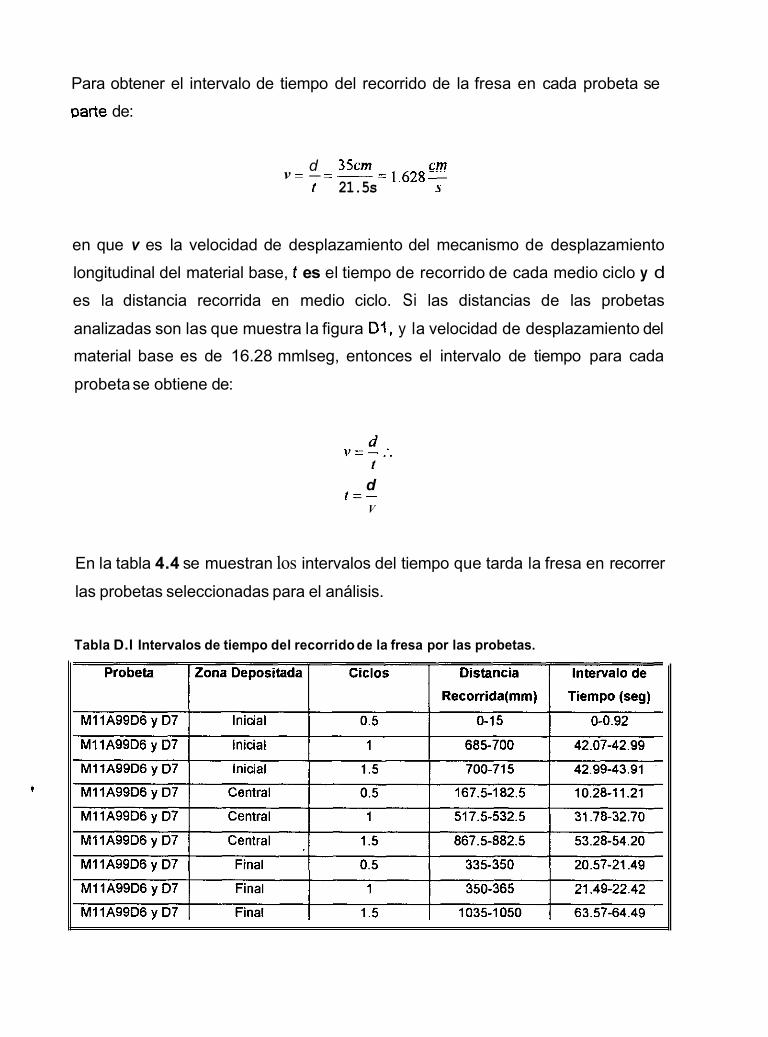
t
Para obtener el intervalo de tiempo del recorrido de la fresa en cada probeta se
parte de:
cm d 35cm / 21.5s S
v = - = ~ 1,628-
en que v es la velocidad de desplazamiento del mecanismo de desplazamiento
longitudinal del material base, t es el tiempo de recorrido de cada medio ciclo y d es la distancia recorrida en medio ciclo. Si las distancias de las probetas
analizadas son las que muestra la figura D I , y la velocidad de desplazamiento del material base es de 16.28 mmlseg, entonces el intervalo de tiempo para cada
probeta se obtiene de:
d / = - V
En la tabla 4.4 se muestran los intervalos del tiempo que tarda la fresa en recorrer
las probetas seleccionadas para el análisis.
Tabla D.l Intervalos de tiempo del recorrido de la fresa por las probetas.
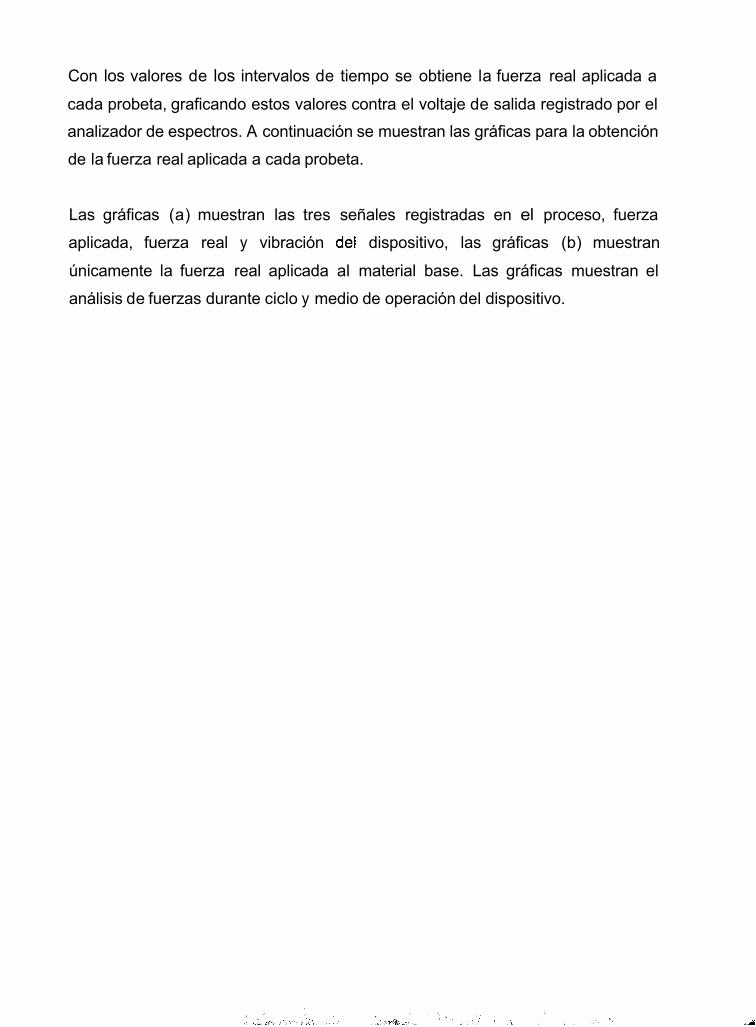
Con los valores de los intervalos de tiempo se obtiene la fuerza real aplicada a
cada probeta, graficando estos valores contra el voltaje de salida registrado por el analizador de espectros. A continuación se muestran las gráficas para la obtención
de la fuerza real aplicada a cada probeta.
Las gráficas (a) muestran las tres señales registradas en el proceso, fuerza
aplicada, fuerza real y vibración del dispositivo, las gráficas (b) muestran
únicamente la fuerza real aplicada al material base. Las gráficas muestran el
análisis de fuerzas durante ciclo y medio de operación del dispositivo.
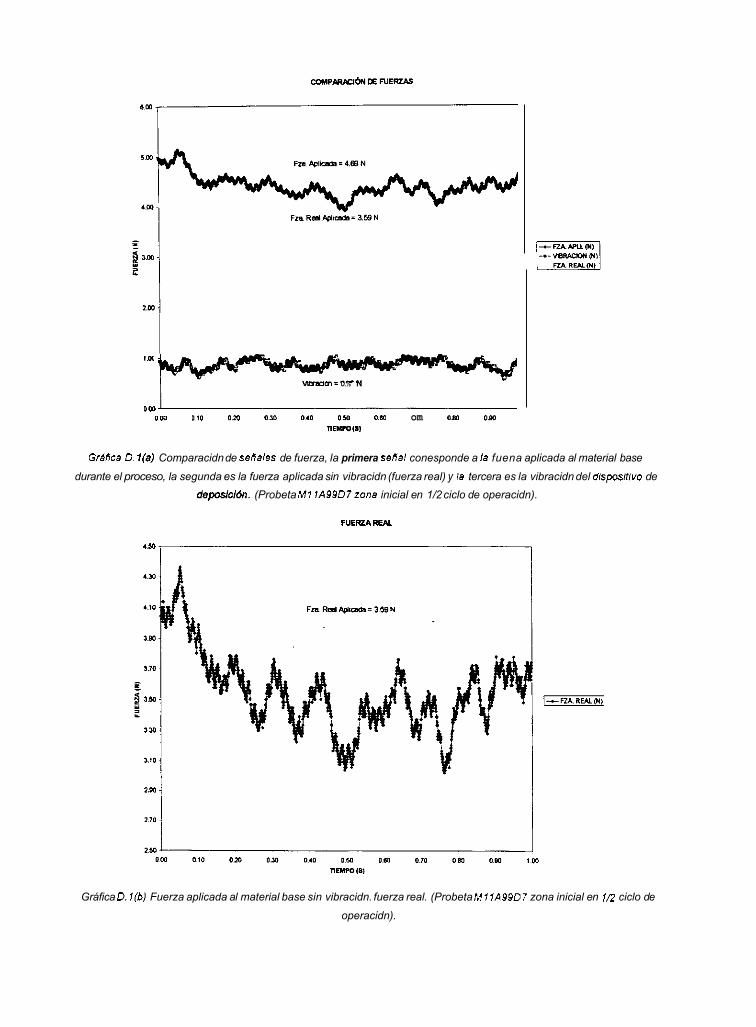
IiD<
W(n = O.% N
OW O 0 0 O I O 0.m 0.30 040 oto 0.u om am om
nmmw
GrBfica D. l ía) Comparacidn de sellales de fuerza, la primera sella1 conesponde a la fuena aplicada al material base
durante el proceso, la segunda es la fuerza aplicada sin vibracidn (fuerza real) y la tercera es la vibracidn del dispostivo de deposici6n. (Probeta M1 lA99D7zona inicial en 1/2 ciclo de operacidn).
FUEI(IAREU
4 s
Gráfica D. l(b) Fuerza aplicada al material base sin vibracidn. fuerza real. (Probeta MllA99D7 zona inicial en 1R ciclo de
operacidn).
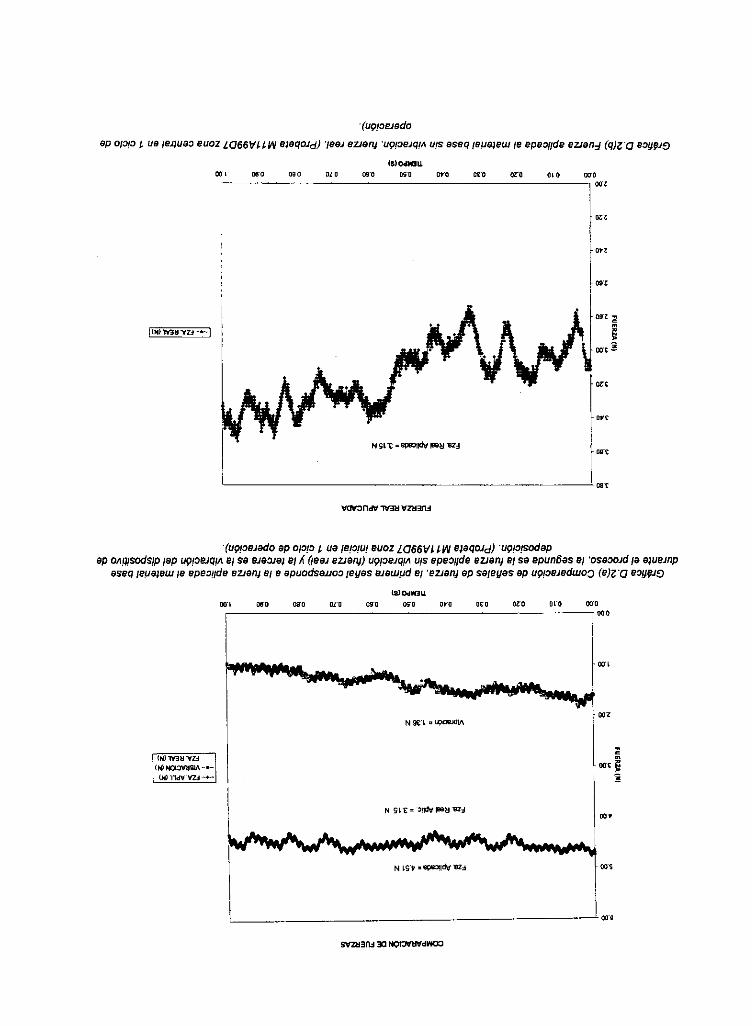
m i
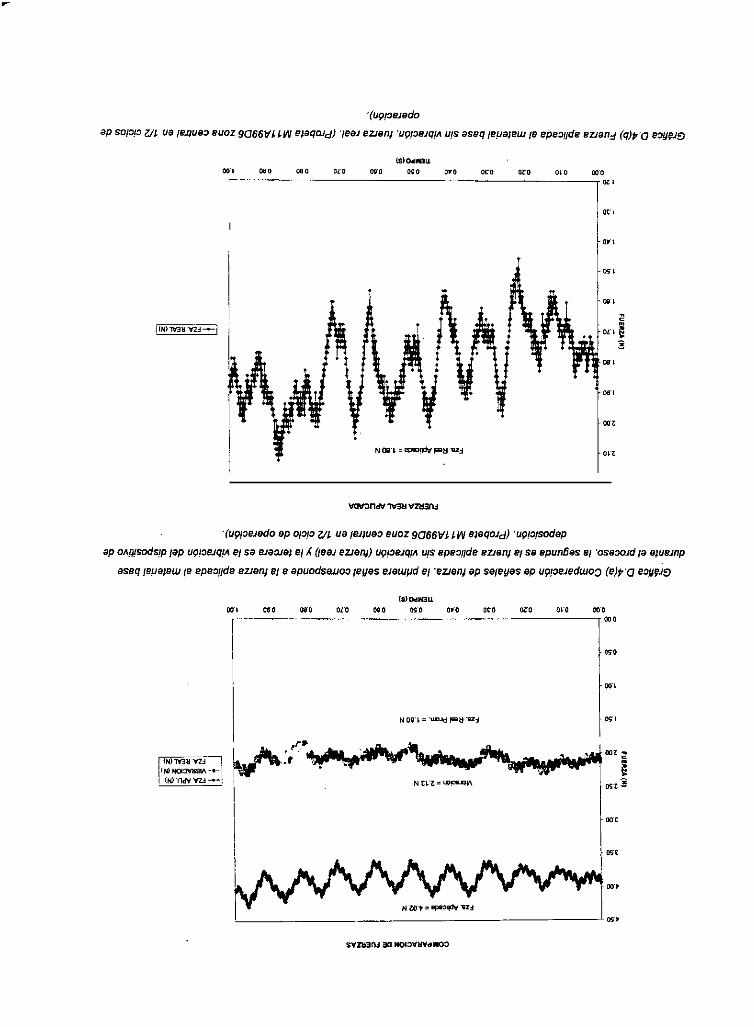
I
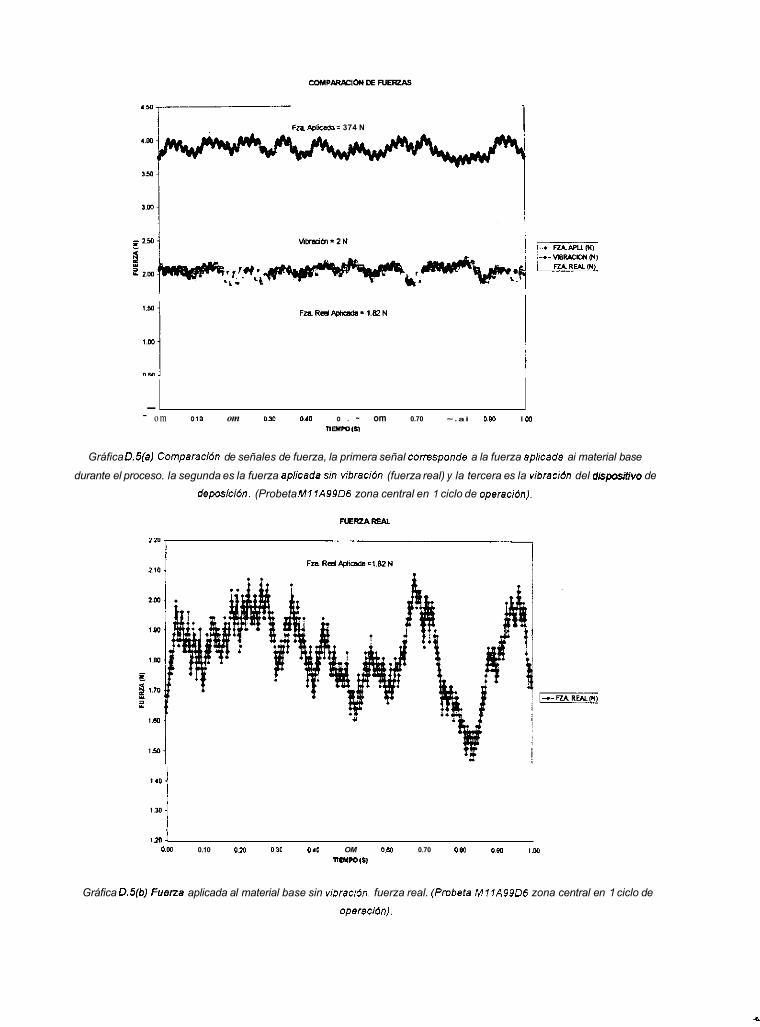
Fn wipbsbe= 374 N I
~~ _- o m o 10 om m n 0.40 o . ~ om 0.70 ~ .ai 0.80 I 00
n m i m
Gráfica D q a ) Comparaci6n de señales de fuerza, la primera señal corresponde a la fuerza apiicada ai material base
durante el proceso. la segunda es la fuerza apkada sin wt~acidn (fuerza real) y la tercera es la vibraci6n del disjnslüvo de dep ic i6n . (Probeta M11A99D6 zona central en 1 ciclo de operaclbn).
FLERZARZAI
::I 12p
0.m 0.10 O10 030 0.0 OM 0.60 0.70 om OD0 i.m "W101Sl
Gráfica D.5fb) FUeRa aplicada al material base sin vibraci6n. fuerza real. (Pmbata MllA99D6 zona central en 1 ciclo de
operacibn).
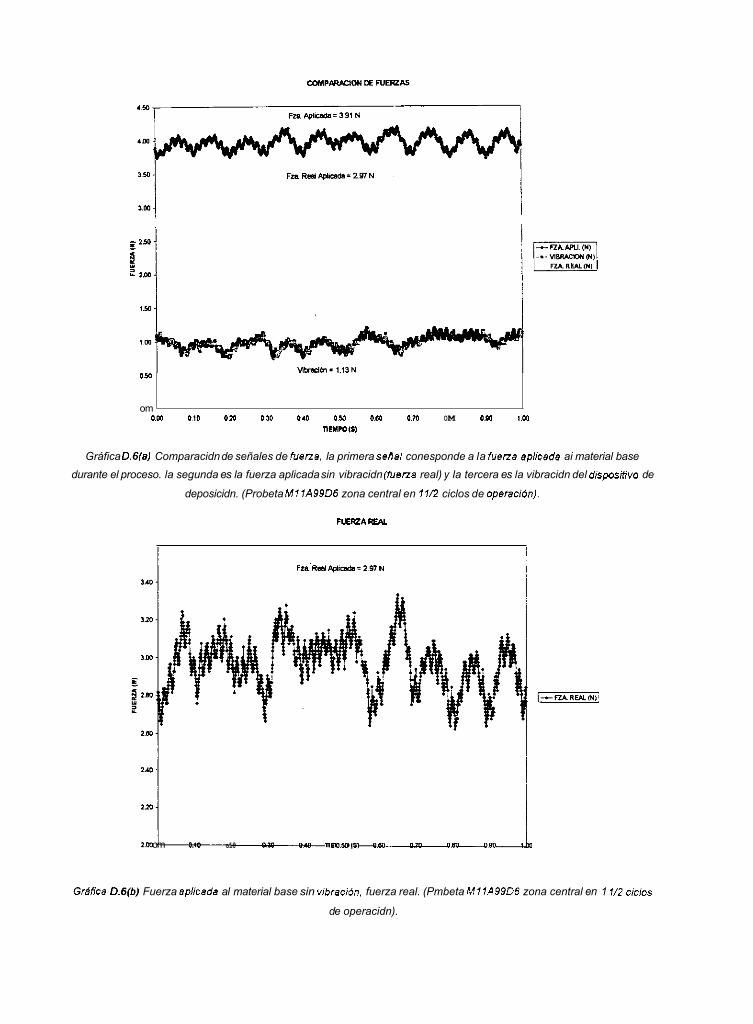
0%
om o.m o m o= o30 O U ) 03 om 0.m OM om i.m
nR11011,
Gráfica D.6(a) Comparacidn de señales de iuena, la primera Sena1 conesponde a la iuerza apliceda ai material base durante el proceso. la segunda es la fuerza aplicada sin vibracidn (iuena real) y la tercera es la vibracidn del dispm'vo de
deposicidn. (Probeta MllA99D6 zona central en I112 ciclos de operaci6n).
F L E P Z A W
L.l
2.m 2'IA om o . ~ o10 0.w O U ) llmm,s1 0 % om 0.m om 080 IBD
GrBfica D.6(b) Fuerza eplicada al material base sin vibraci6n. fuerza real. (Pmbeta M I 1A99D6 zona central en 1 1/2 ciclos
de operacidn).
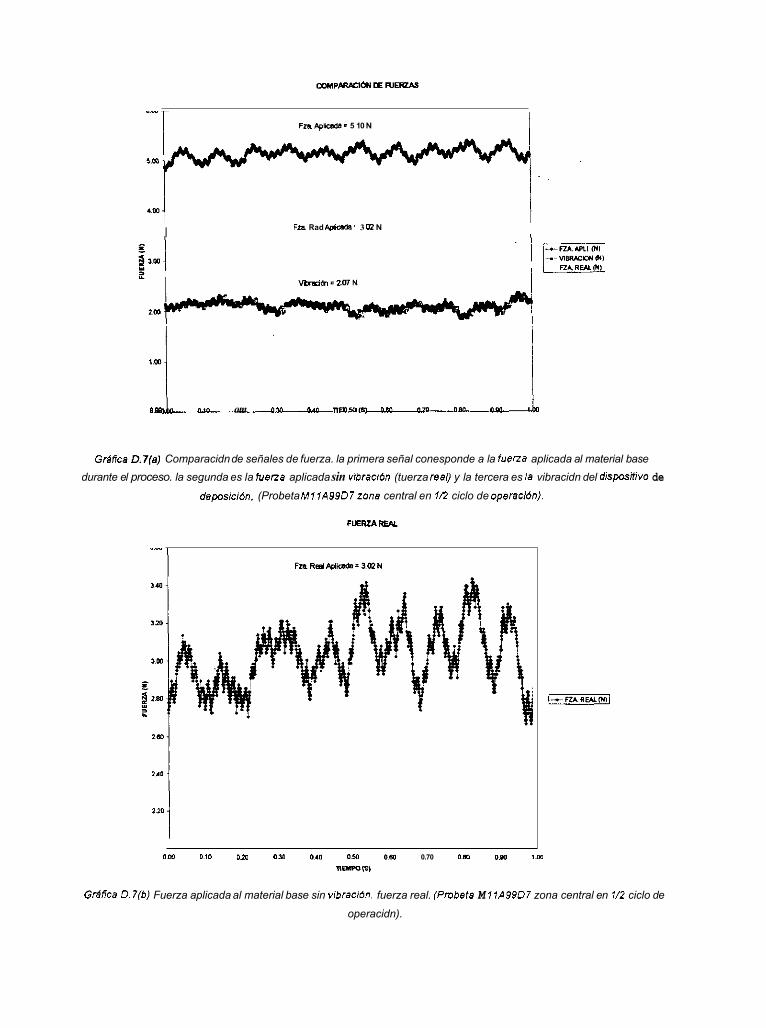
I Fm “plrsds. 5 10 N
Fm Rad I\p(icadi 3 U2 N I
i . m ~ 0.m 0.w 0.10 om OM OAO llaFv,s, om 0.60 0.m om o90 i.w
Gnlfica D.7(a) Comparacidn de señales de fuerza. la primera señal conesponde a la fuena aplicada al material base durante el proceso. la segunda es la fuena aplicada sin vibraci6n (tuerza mal) y la tercera es la vibracidn del dispositivo de
deposicl6n. (Probeta MiiA99D7zona central en iL2 ciclo de operaci6n).
FuERZAIiEp+
~~
0.m D I O 0 2 o30 0.0 0.50 om 0.70 0.m om ,m nwow
GrdfiC.3 D. 7(b) Fuerza aplicada al material base sin vibracidn. fuerza real. (Probeta M ilA99D7 zona central en i/2 ciclo de
operacidn).
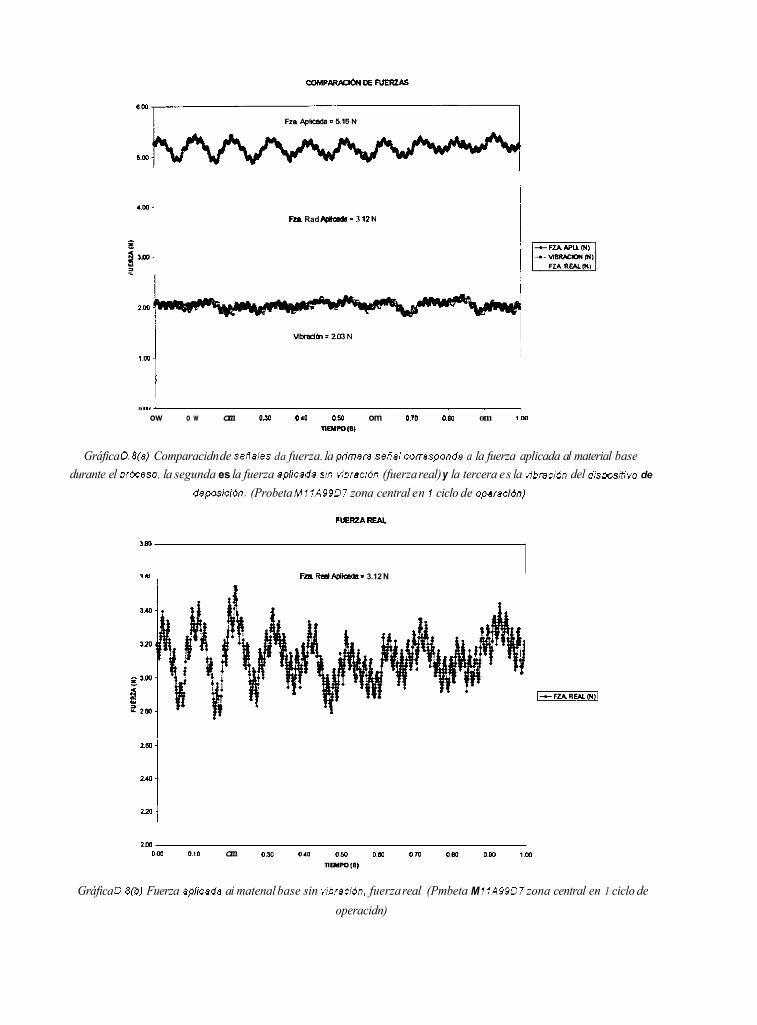
F m Rad WlatP = 3 12N
I im I
ow o w om 024 o10 0.50 om 0.70 0.m om ?m n m i m
Gráfica D.ü(a) Comparacidn de seriales da fuerza. la plnnera SeAal comsponde a la fuerza aplicada al material base durante el waeso. la segunda es la fuerza apllcada sin vitwacidn (fuerza real) y la tercera e s la vibracidn del dlsmsfüvo de
dep~slcidn. (Probeta M11A99D7 zona central en I ciclo de operaclbn)
FUERIAEAI.
3 8 0
F m R d W i a = 3.12 N
2 6 -
210 -
2= i 2m
OB0 o,* om 024 o10 O 5 0 em om om O 0 0 I t a llEUro,I,
Gráfica D ü(b) Fuerza aplrcada ai matenal base sin wbracidn. fuerza real (Pmbeta M llA99D7 zona central en 1 ciclo de operacidn)
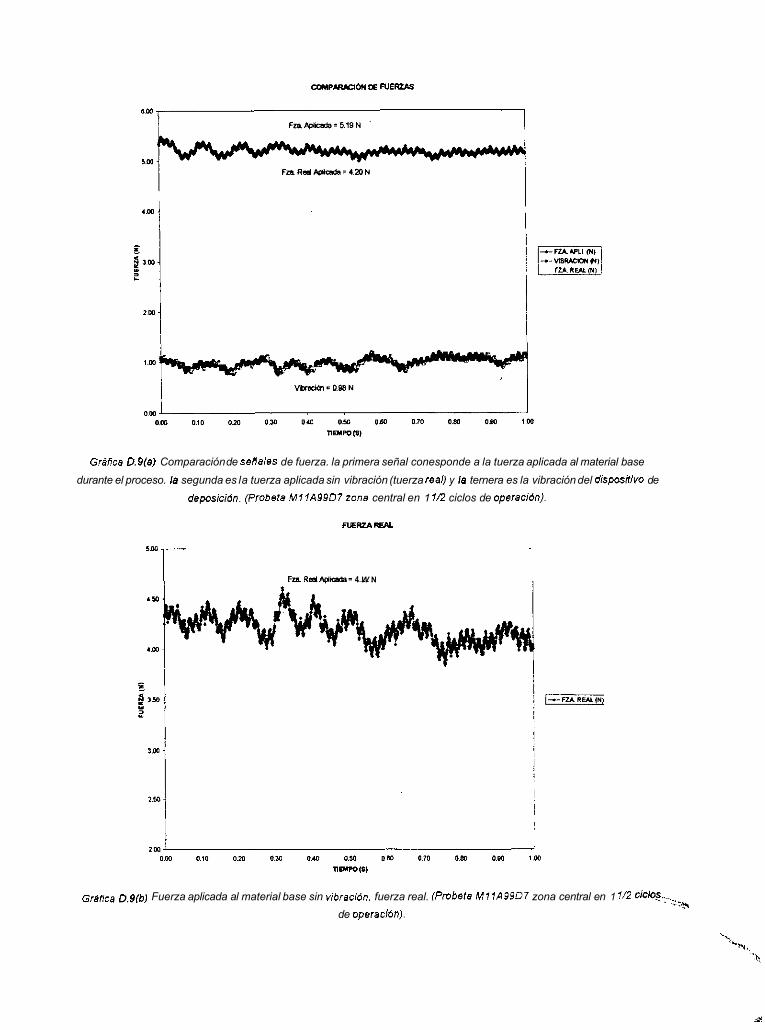
Grdfca D.9(a) Comparación de seflales de fuerza. la primera señal conesponde a la tuerza aplicada al material base durante el proceso. la segunda es la tuerza aplicada sin vibración (tuerza real) y la ternera es la vibración del dispas~vo de
deposicibn. (Probefa MllA99D7zona central en 1 1R ciclos de operacibn).
FUER7ARW.l
Fm Rsd .klihae= 4 W N
GrBfica D.9(b) Fuerza aplicada al material base sin vibraci6n. fuerza real. (Probeta MllA99D7 zona central en 1 1/2 CiCIOS.,._l~ de operacibn).
APÉNDICE E .
PARÁMETROS UTILIZADOS EN LAS PRUEBAS EXPERIMENTALES DE DEPOSICIÓN.
Los parámetros utilizados en las pruebas experimentales de deposición se muestran en este apéndice. La fuerza indicada en la tabla E l se registró de forma estática, es decir, el dispositivo de deposición se encontraba en reposo. A estas fuerzas se tiene que añadir la vibración del dispositivo.
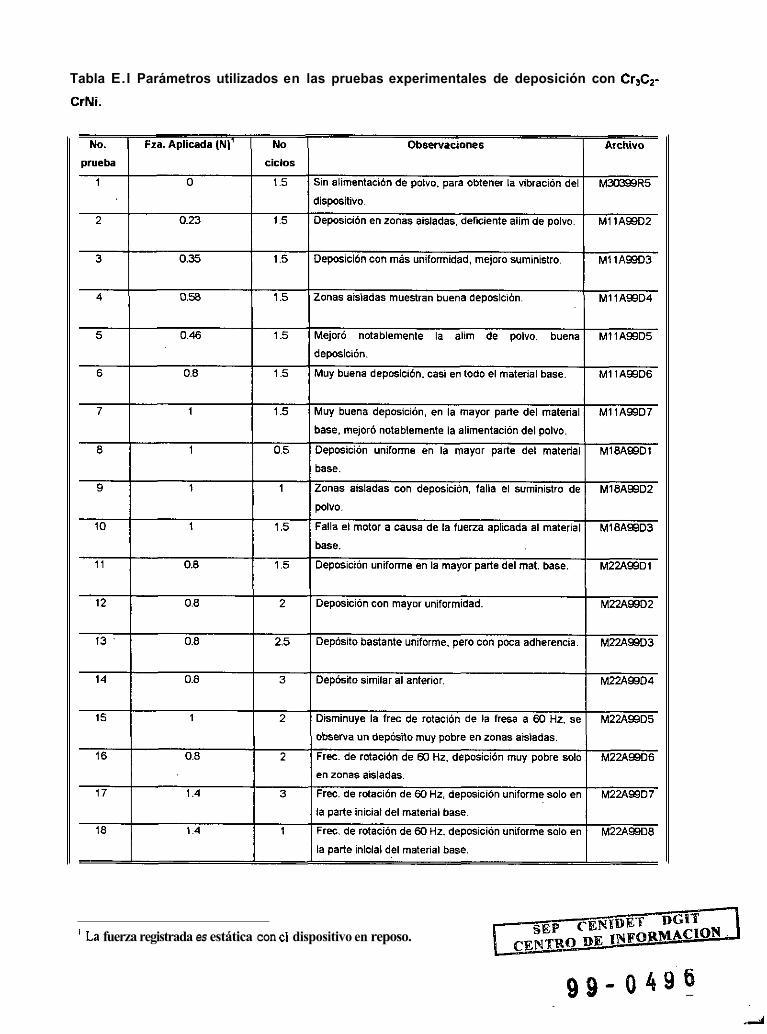
Tabla E.l Parámetros utilizados en las pruebas experimentales de deposición con Cr& CrNi.
' La fuerza registrada es estática con el dispositivo en reposo.