Embed Size (px)
Citation preview
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISION DE ESTUDIOS DE POST-GRADO
SOLDABILIDAD DE SUPERALEACIONES BASE NÍQUEL (IN – 738) PARA
APLICACIÓN EN ÁLABES DE TURBINA RUSTON DE PRIMERO Y SEGUNDO PASO
POR
JUAN FRANCISCO REYNA VALDEZ
MONOGRAFÍA
EN OPCION COMO ESPECIALISTA EN TECNOLOGÍA DE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA A 19 DE DICIEMBRE DE 2005
CORPORACIÓN MEXICANA DE INVESTIGACIÓN EN MATERIALES
DIVISION DE ESTUDIOS DE POST-GRADO
SOLDABILIDAD DE SUPERALEACIONES BASE NÍQUEL (IN – 738) PARA APLICACIÓN EN ÁLABES DE TURBINA RUSTON DE PRIMERO Y SEGUNDO PASO
POR
JUAN FRANCISCO REYNA VALDEZ
MONOGRAFÍA
EN OPCION COMO ESPECIALISTA EN TECNOLOGÍA DE LA SOLDADURA INDUSTRIAL
SALTILLO, COAHUILA A 19 DE DICIEMBRE DE 2005
AGRADECIMIENTO Quiero darle las gracias primeramente a Dios por todas las oportunidades que ha puesto en mi camino permitiéndome superarme día tras día. A la Corporación Mexicana de Investigación en Materiales S. A. de C. V. por su apoyo constante en la actualización de mi carrera profesional así como a la División de Estudios de Posgrado con su personal capacitado quien atinadamente compartieron sus conocimientos en la ejecución de esta especialización, al personal de la Gerencia de Ingeniería en Manufactura y la Dirección de Ingeniería en Materiales y Manufactura por otorgarme la oportunidad de realizar esta especialidad así como su apoyo y muy en especial al Dr. Olanrewaju Akanbi Ojo y al Dr M. C. Mahesh Chaturvedi del Mechanical & Manufacturing Engineering de la University of Manitoba por compartir los conocimientos de sus recientes investigaciones.

Dedicatoria Mis padres Francisco Reyna y Teresa Valdez
Por su apoyo e impulso
ÍNDICE 1. INTRODUCCIÓN
1
2. JUSTIFICACIÓN
5
3. OBJETIVOS Y METAS
6
4. ESTADO DEL ARTE
7
4.1 Difracción por rayos X
13
4.2 Difracción electrónica
14
4.3 Resistencia versus temperatura
15
4.4 Efecto de los elementos aleantes
17
4.5 Microestructura y Tratamientos Térmicos
21
4.6 Endurecimiento de superaleaciones por precipitación de ’
23
4.7 Dispersión de óxidos endurecedores de superaleaciones
24
4.8 Deterioro de las propiedades mecánicas en operación
25
4.9 Soldadura y reparación de aleaciones IN 738
26
4.9.1 Soldadura
26
4.9.2 Reparación por soldadura brazing
28
4.9.3 Soldadura por fusión de la aleación IN 738
31
4.10 Velocidad de enfriamiento después del solubilizado
37
4.11 Licuación de varias fases en la ZAC durante la soldadura del IN 738
38
4.11.1 La licuación de partículas de carburos tipo MC
40
4.11.2 Precipitación de partículas ’
41
4.11.3 Licuación constitucional de ’ en la ZAC
43
4.12 Migración de película líquida como prevención de fracturas
44
4.13 Fusión incipiente durante tratamientos térmicos a altas temperaturas 46 4.14 Maquinabilidad
47
5. COMENTARIOS Y CONCLUSIONES
48
6. TRABAJOS POSTERIORES
50
7. BIBLIOGRAFÍA
51
8. REFERENCIAS
52
1
1. INTRODUCCIÓN
El término superaleación fue utilizado por primera vez después de la
segunda guerra mundial para describir un grupo de aleaciones desarrolladas
para utilizarse en súper cargadores y turbinas aéreas que requerían alto
desempeño a temperaturas elevadas.
Las superaleaciones están basadas en los elementos del grupo VIIIB y
usualmente consiste de varias combinaciones de Fe, Ni, Co y Cr, así como en
una menor cantidad de W, Mo, Ta, Nb, Ti y Al. Las 3 mayores clases de
superaleaciones son aleaciones base- Níquel, Hierro, y Cobalto.
El rango de aplicación para tales superaleaciones fueron utilizadas para
expandirse a muchas otras áreas de aplicación incluyendo turbinas de gas,
cohetes, industria química y plantas de petróleo. Estas en particular están
situadas como una de las aplicaciones de mayor demanda por su habilidad de
retener más su resistencia después de largas exposiciones de tiempo a
temperaturas alrededor de los 650 ºC. Su versatilidad se basa en el factor que
combina su alta resistencia con su buena ductilidad a bajas temperaturas y
excelente estabilidad superficial.
Uno de los componentes de las turbinas de gas generadoras de electricidad
que se encuentran en las plantas de petróleo son los alabes de 1º y 2º paso
en particular de la turbina Ruston Modelo TB-5000 en los cuales esta basado
este trabajo, estos alabes están fabricados con una superaleación
denominada IN 738, dicha aleación fue desarrollada precisamente para lograr
el conjunto de propiedades a altas temperaturas.
2
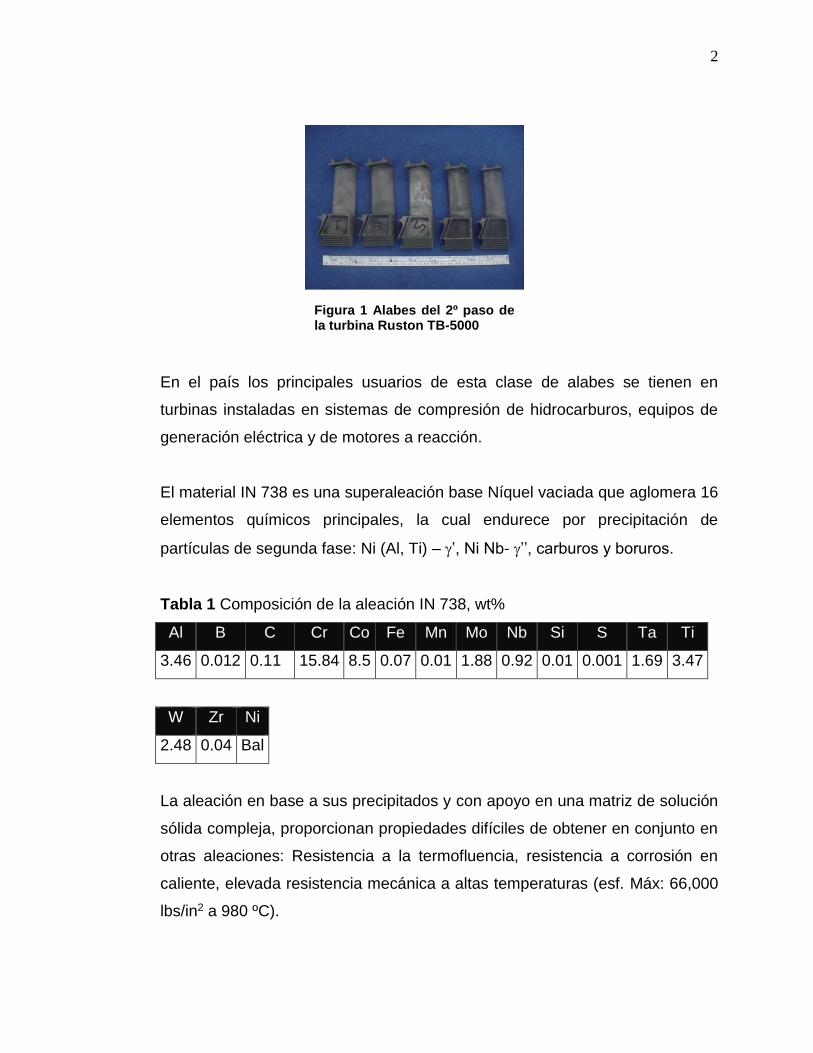
En el país los principales usuarios de esta clase de alabes se tienen en
turbinas instaladas en sistemas de compresión de hidrocarburos, equipos de
generación eléctrica y de motores a reacción.
El material IN 738 es una superaleación base Níquel vaciada que aglomera 16
elementos químicos principales, la cual endurece por precipitación de
partículas de segunda fase: Ni (Al, Ti) – ’, Ni Nb- ’’, carburos y boruros.
Tabla 1 Composición de la aleación IN 738, wt%
Al B C Cr Co Fe Mn Mo Nb Si S Ta Ti
3.46 0.012 0.11 15.84 8.5 0.07 0.01 1.88 0.92 0.01 0.001 1.69 3.47
W Zr Ni
2.48 0.04 Bal
La aleación en base a sus precipitados y con apoyo en una matriz de solución
sólida compleja, proporcionan propiedades difíciles de obtener en conjunto en
otras aleaciones: Resistencia a la termofluencia, resistencia a corrosión en
caliente, elevada resistencia mecánica a altas temperaturas (esf. Máx: 66,000
lbs/in2 a 980 ºC).
Figura 1 Alabes del 2º paso de la turbina Ruston TB-5000
3
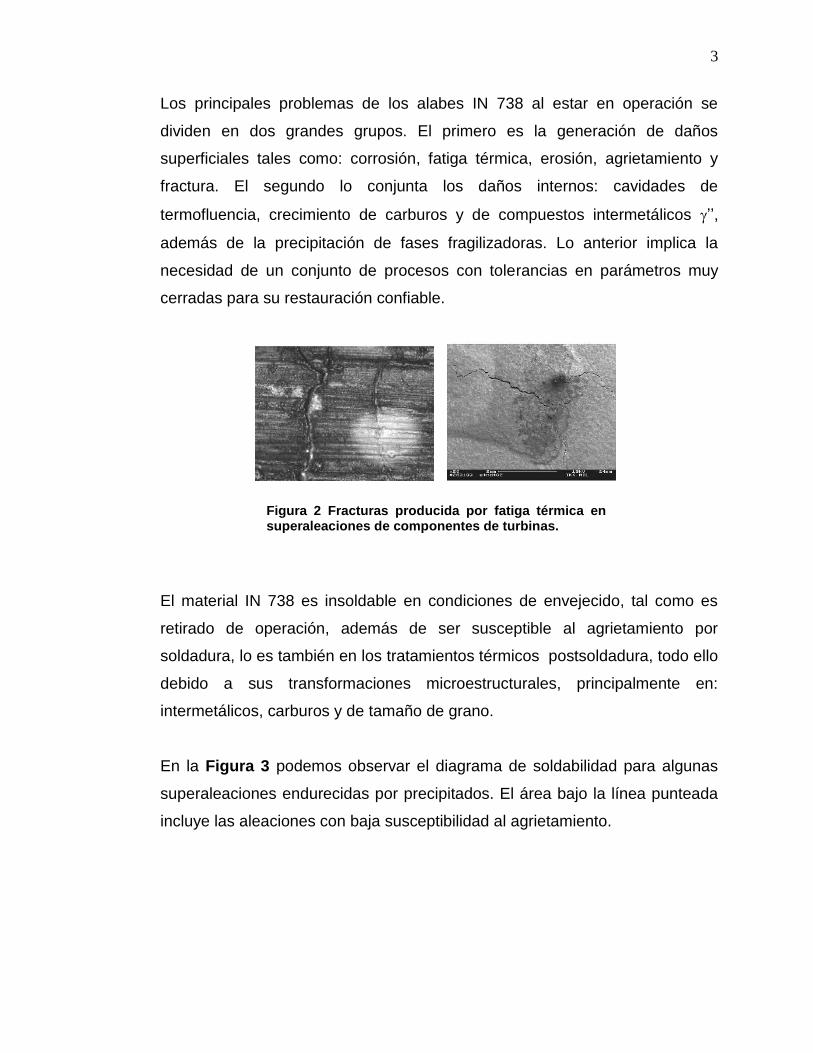
Los principales problemas de los alabes IN 738 al estar en operación se
dividen en dos grandes grupos. El primero es la generación de daños
superficiales tales como: corrosión, fatiga térmica, erosión, agrietamiento y
fractura. El segundo lo conjunta los daños internos: cavidades de
termofluencia, crecimiento de carburos y de compuestos intermetálicos ’’,
además de la precipitación de fases fragilizadoras. Lo anterior implica la
necesidad de un conjunto de procesos con tolerancias en parámetros muy
cerradas para su restauración confiable.
El material IN 738 es insoldable en condiciones de envejecido, tal como es
retirado de operación, además de ser susceptible al agrietamiento por
soldadura, lo es también en los tratamientos térmicos postsoldadura, todo ello
debido a sus transformaciones microestructurales, principalmente en:
intermetálicos, carburos y de tamaño de grano.
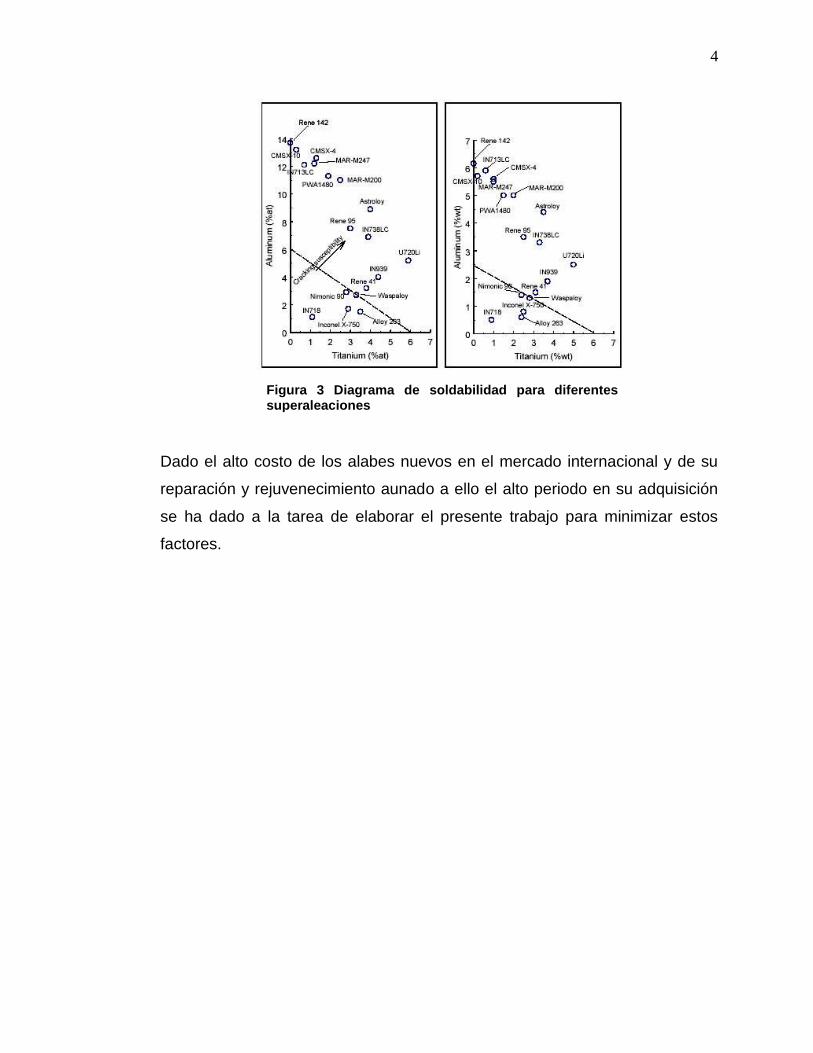
En la Figura 3 podemos observar el diagrama de soldabilidad para algunas
superaleaciones endurecidas por precipitados. El área bajo la línea punteada
incluye las aleaciones con baja susceptibilidad al agrietamiento.
Figura 2 Fracturas producida por fatiga térmica en superaleaciones de componentes de turbinas.
4
Dado el alto costo de los alabes nuevos en el mercado internacional y de su
reparación y rejuvenecimiento aunado a ello el alto periodo en su adquisición
se ha dado a la tarea de elaborar el presente trabajo para minimizar estos
factores.
Figura 3 Diagrama de soldabilidad para diferentes superaleaciones
5
2. JUSTIFICACIÓN
Recientemente se ha detectado la dificultad de obtener soldaduras sanas
en alabes de 1º y 2º paso de las turbinas Ruston TB-5000 las cuales están
fabricadas de la aleación IN 738, en México estos componentes se
encuentran en las turbinas generadoras de electricidad ubicadas en Petróleos
Mexicanos, siendo estos dañados por desgaste en la parte de sello, comprar
componentes nuevos resulta demasiado costoso además que involucra una
alto periodo de tiempo en su adquisición por lo cual es conveniente lograr su
reparación mediante el proceso de soldadura sin que estos se agrieten en el
metal base o en la zona afectada por el Calor.
6
3. OBJETIVOS Y METAS
Se tiene como objetivo recopilar la mayor información acerca de los
métodos de reparación por los diferentes procesos de soldadura
enfocándonos al material IN 738, de esta información se logrará obtener una
idea mas clara de que es lo que afecta al momento de recuperar estas piezas
con el proceso de soldadura así como una idea más clara de cómo recuperar
estos componentes.
Tenemos como meta definir que proceso es el conveniente utilizar para
recuperar estos componentes así como determinar los pasos a seguir para su
reparación.
7
4. ESTADO DEL ARTE
Una superaleación es una aleación metálica la cual puede ser usada a
altas temperaturas, excediendo del 0.7 de su temperatura absoluta de fusión.
La resistencia a la termofluencia y a la oxidación son los principales criterios
de diseño. Las superaleaciones pueden estar basadas en Hierro, Cobalto o
Níquel.
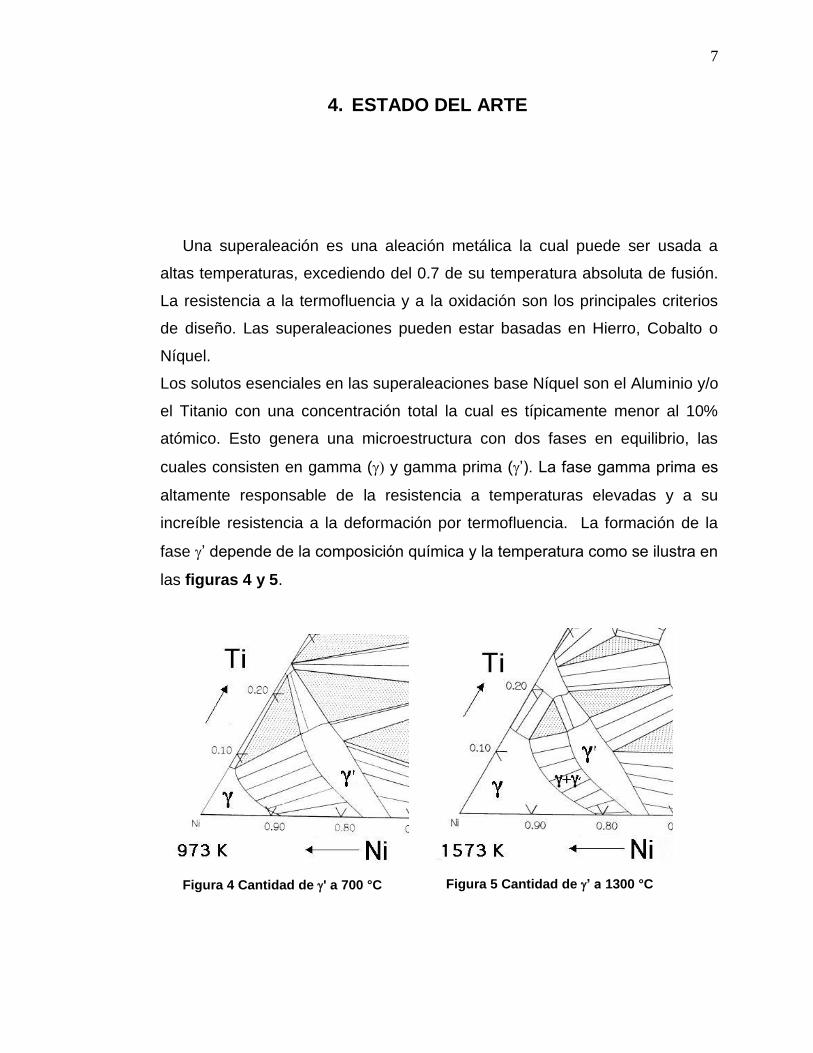
Los solutos esenciales en las superaleaciones base Níquel son el Aluminio y/o
el Titanio con una concentración total la cual es típicamente menor al 10%
atómico. Esto genera una microestructura con dos fases en equilibrio, las
cuales consisten en gamma ( y gamma prima (’). La fase gamma prima es
altamente responsable de la resistencia a temperaturas elevadas y a su
increíble resistencia a la deformación por termofluencia. La formación de la
fase ’ depende de la composición química y la temperatura como se ilustra en
las figuras 4 y 5.
Figura 4 Cantidad de ' a 700 °C
Figura 5 Cantidad de ’ a 1300 °C
8
Los diagramas de fase ternarios Ni-Al-Ti muestran el campo de las fase y ’.
Para una composición dada, la fracción de ’ disminuye conforme la
temperatura es aumentada. Este fenómeno es utilizado a manera para
disolver la ’ a una temperatura suficientemente alta (Tratamiento térmico de
solubilizado) seguido de un envejecido a baja temperatura a manera de
generar una dispersión uniforme y fina de endurecimiento por precipitación.
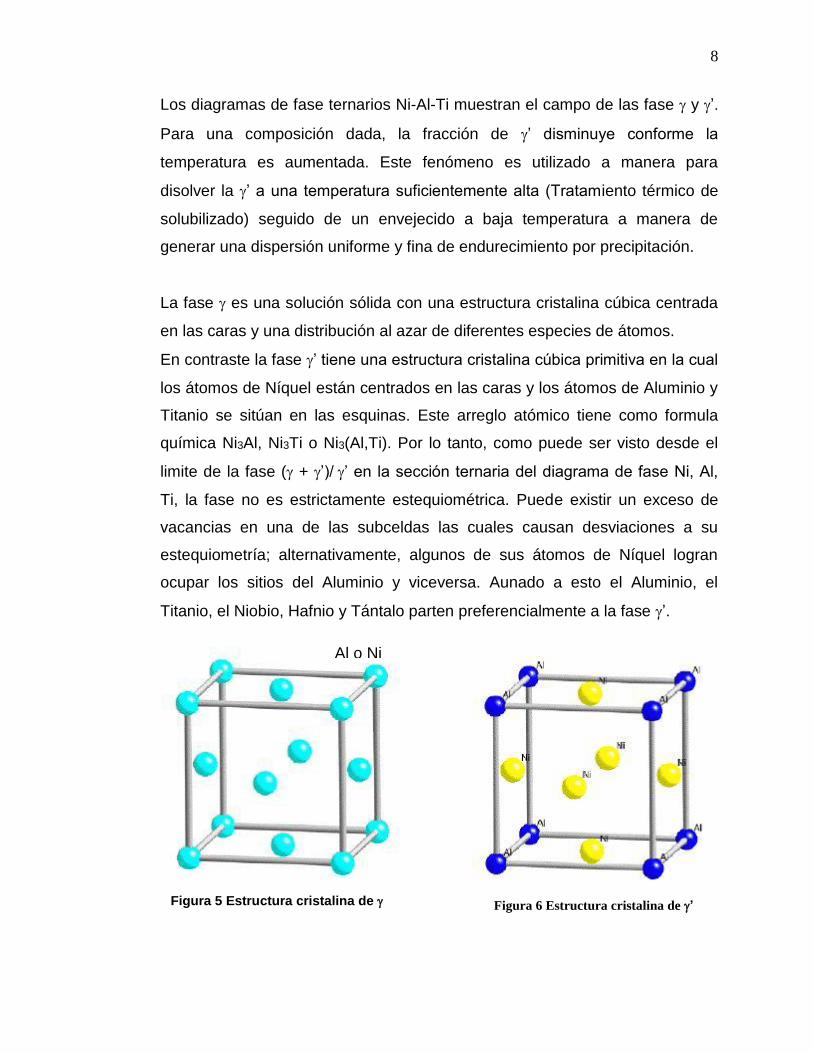
La fase es una solución sólida con una estructura cristalina cúbica centrada
en las caras y una distribución al azar de diferentes especies de átomos.
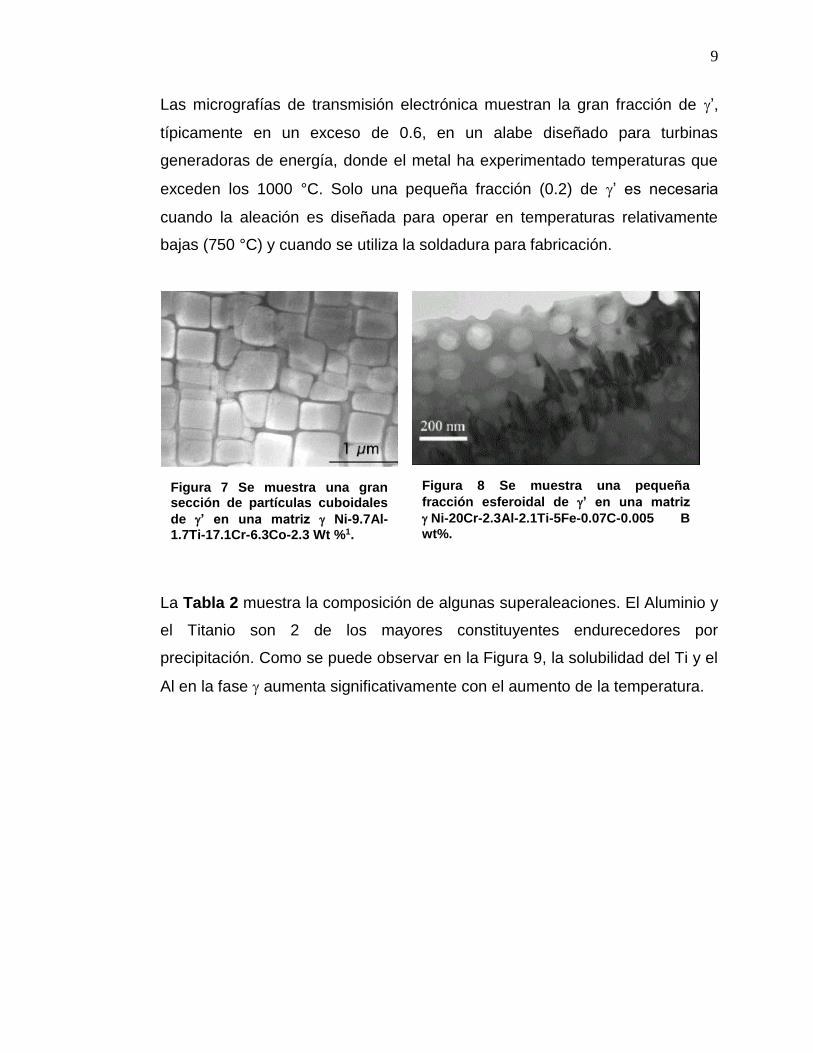
En contraste la fase ’ tiene una estructura cristalina cúbica primitiva en la cual
los átomos de Níquel están centrados en las caras y los átomos de Aluminio y
Titanio se sitúan en las esquinas. Este arreglo atómico tiene como formula
química Ni3Al, Ni3Ti o Ni3(Al,Ti). Por lo tanto, como puede ser visto desde el
limite de la fase ( + ’)/’ en la sección ternaria del diagrama de fase Ni, Al,
Ti, la fase no es estrictamente estequiométrica. Puede existir un exceso de
vacancias en una de las subceldas las cuales causan desviaciones a su
estequiometría; alternativamente, algunos de sus átomos de Níquel logran
ocupar los sitios del Aluminio y viceversa. Aunado a esto el Aluminio, el
Titanio, el Niobio, Hafnio y Tántalo parten preferencialmente a la fase ’.
Al o Ni
Figura 5 Estructura cristalina de Figura 6 Estructura cristalina de ’
9
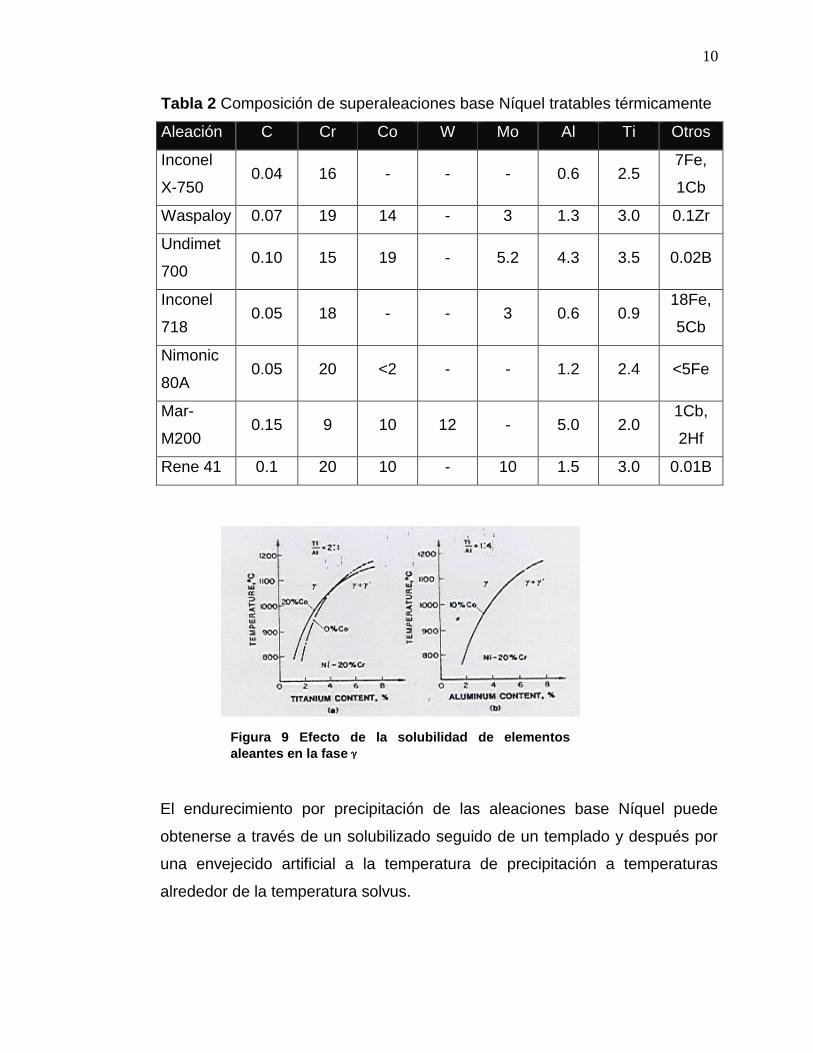
Las micrografías de transmisión electrónica muestran la gran fracción de ’,
típicamente en un exceso de 0.6, en un alabe diseñado para turbinas
generadoras de energía, donde el metal ha experimentado temperaturas que
exceden los 1000 °C. Solo una pequeña fracción (0.2) de ’ es necesaria
cuando la aleación es diseñada para operar en temperaturas relativamente
bajas (750 °C) y cuando se utiliza la soldadura para fabricación.
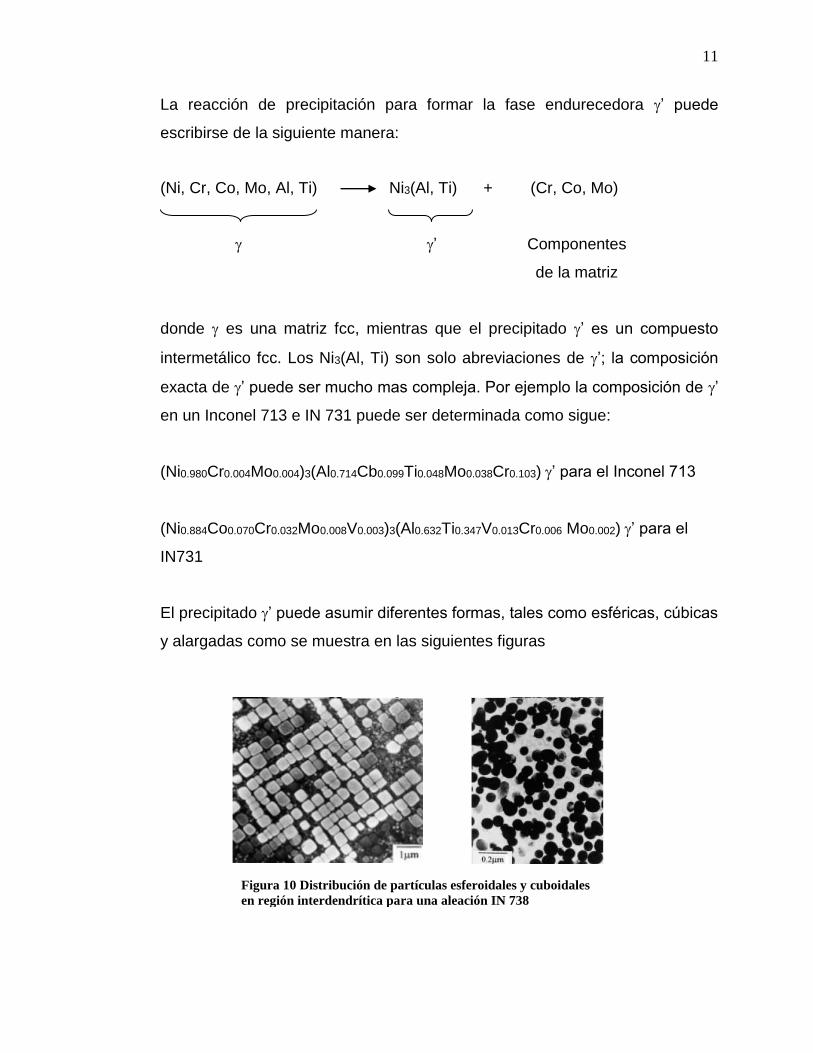
La Tabla 2 muestra la composición de algunas superaleaciones. El Aluminio y
el Titanio son 2 de los mayores constituyentes endurecedores por
precipitación. Como se puede observar en la Figura 9, la solubilidad del Ti y el
Al en la fase aumenta significativamente con el aumento de la temperatura.
Figura 7 Se muestra una gran sección de partículas cuboidales
de ’ en una matriz Ni-9.7Al-
1.7Ti-17.1Cr-6.3Co-2.3 Wt %1.
Figura 8 Se muestra una pequeña
fracción esferoidal de ’ en una matriz
Ni-20Cr-2.3Al-2.1Ti-5Fe-0.07C-0.005 B
wt%.
10
Tabla 2 Composición de superaleaciones base Níquel tratables térmicamente
Aleación C Cr Co W Mo Al Ti Otros
Inconel
X-750 0.04 16 - - - 0.6 2.5
7Fe,
1Cb
Waspaloy 0.07 19 14 - 3 1.3 3.0 0.1Zr
Undimet
700 0.10 15 19 - 5.2 4.3 3.5 0.02B
Inconel
718 0.05 18 - - 3 0.6 0.9
18Fe,
5Cb
Nimonic
80A 0.05 20 <2 - - 1.2 2.4 <5Fe
Mar-
M200 0.15 9 10 12 - 5.0 2.0
1Cb,
2Hf
Rene 41 0.1 20 10 - 10 1.5 3.0 0.01B
El endurecimiento por precipitación de las aleaciones base Níquel puede
obtenerse a través de un solubilizado seguido de un templado y después por
una envejecido artificial a la temperatura de precipitación a temperaturas
alrededor de la temperatura solvus.
Figura 9 Efecto de la solubilidad de elementos
aleantes en la fase
11
La reacción de precipitación para formar la fase endurecedora ’ puede
escribirse de la siguiente manera:
(Ni, Cr, Co, Mo, Al, Ti) Ni3(Al, Ti) + (Cr, Co, Mo)
’ Componentes
de la matriz
donde es una matriz fcc, mientras que el precipitado ’ es un compuesto
intermetálico fcc. Los Ni3(Al, Ti) son solo abreviaciones de ’; la composición
exacta de ’ puede ser mucho mas compleja. Por ejemplo la composición de ’
en un Inconel 713 e IN 731 puede ser determinada como sigue:
(Ni0.980Cr0.004Mo0.004)3(Al0.714Cb0.099Ti0.048Mo0.038Cr0.103)’ para el Inconel 713
(Ni0.884Co0.070Cr0.032Mo0.008V0.003)3(Al0.632Ti0.347V0.013Cr0.006 Mo0.002)’ para el
IN731
El precipitado ’ puede asumir diferentes formas, tales como esféricas, cúbicas
y alargadas como se muestra en las siguientes figuras
Figura 10 Distribución de partículas esferoidales y cuboidales
en región interdendrítica para una aleación IN 738
12
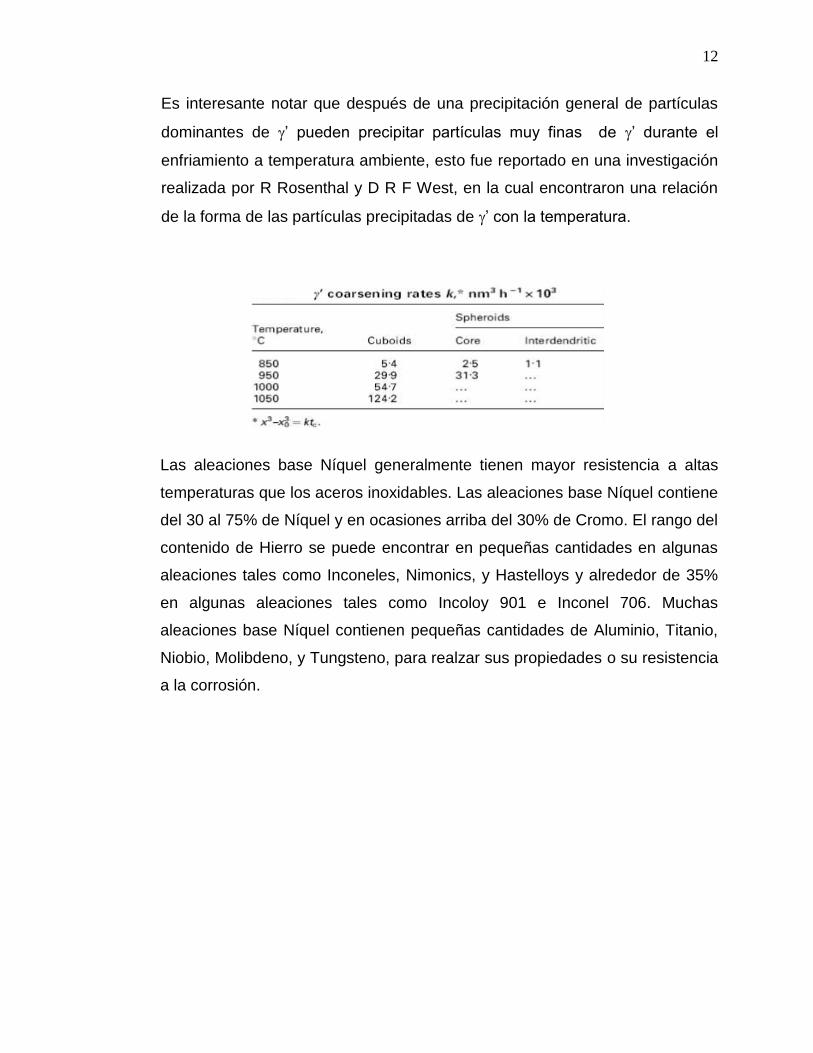
Es interesante notar que después de una precipitación general de partículas
dominantes de ’ pueden precipitar partículas muy finas de ’ durante el
enfriamiento a temperatura ambiente, esto fue reportado en una investigación
realizada por R Rosenthal y D R F West, en la cual encontraron una relación
de la forma de las partículas precipitadas de ’ con la temperatura.
Las aleaciones base Níquel generalmente tienen mayor resistencia a altas
temperaturas que los aceros inoxidables. Las aleaciones base Níquel contiene
del 30 al 75% de Níquel y en ocasiones arriba del 30% de Cromo. El rango del
contenido de Hierro se puede encontrar en pequeñas cantidades en algunas
aleaciones tales como Inconeles, Nimonics, y Hastelloys y alrededor de 35%
en algunas aleaciones tales como Incoloy 901 e Inconel 706. Muchas
aleaciones base Níquel contienen pequeñas cantidades de Aluminio, Titanio,
Niobio, Molibdeno, y Tungsteno, para realzar sus propiedades o su resistencia
a la corrosión.

13
4.1 Difracción por rayos X
Una comparación de los patrones de difracción indicados en las figuras 11 y
12 revelan mucho más picos para ’. Las difracciones adicionales son
enteramente ligeras en intensidad. Estos surgen porque la ’ tiene una
estructura cristalina cúbica primitiva, lo cual significa que los planos tales
como los {100} dando un aumento en la intensidad de difracción, por lo tanto
las difracciones correspondientes a los planos {100} de la fase tiene
intensidad cero (interfase destruida por la interferencia de los planos {200}).
Las difracciones adicionales de la fase ’ son débiles porque dependen de la
diferencia del esparcimiento entre los átomos del Ni y el Al.
Figura 11 Patron de difracción de
Rayos X para
Figura 12 Patron de difracción de
Rayos X para '

14
4.2 Difracción electrónica
Las figuras que se muestra a continuación es un patron de difracción
electrónica para , ’ y carburos del tipo M23C6. Las fases , ’ tiene estructuras
cristalinas perfectamente alineadas.
La combinación del Níquel y el Cromo brinda una resistencia a la corrosión.
Además excede los esfuerzos mecánicos de los aceros inoxidables a
temperaturas alrededor de 650 °C.
M23C6
’
Difracciones comunes
Figura 13 Patron de Difracción cristalina en el área del límite de grano
15
4.3 Resistencia versus temperatura
La resistencia de la mayoría de los metales disminuye conforme la
temperatura aumenta, simplemente porque la activación térmica hace que se
debiliten los obstáculos tales como las dislocaciones. Mientras que en las
superaleaciones base Níquel que contienen la fase ’ la cual es esencialmente
un compuesto intermetálico de fórmula Ni3(Al, Ti), son resistentes a las altas
temperaturas.
Ordinariamente los deslizamientos hacia abajo de y ’ ocurre en los
{111}<110>. Si el deslizamiento fuera confinado a este plano a cualquier
temperatura entonces la resistencia disminuiría cuando la temperatura
aumenta. Sin embargo, esta es una tendencia para dislocaciones en la fase ’
a deslizamientos transversales en los planos {100} donde estos tiene un bajo
límite de energía dominante. Esto se debe a que la energía disminuye con la
temperatura. Situaciones consiguientes donde la dislocación extendida es
entonces parcialmente empaquetada en un plano y parte en el plano cúbico.
Por lo cual una dislocación viene a ser encerrada, dominando un incremento
en la resistencia. La resistencia solo disminuye alrededor de los 600 °C
cuando la activación térmica es suficientemente violenta permite que las
dislocaciones venzan los obstáculos.
En resumen, la presencia de la fase ’ la cual es responsable para el factor de
la resistencia en las superaleaciones base Níquel es relativamente sensible a
la temperatura.

16
Figura 14
El módulo de elasticidad de una
superaleación en particular la cual
contiene un 20% de ’ puede notarse
como la resistencia al principio es
insensible a la temperatura.
Figura 15
Cuando se requiere mayor resistencia
a bajas temperaturas, las aleaciones
pueden ser fortalecidas usando otra
fase conocida como ’’. Esta fase
ocurre en superaleaciones base Níquel
agregando significativamente Niobio
(IN 718) o Vanadio
Temperatura °C
Modu
lo d
e e
lasticid
ad M
Pa
17
4.4 Efecto de los elementos aleantes
Las superaleaciones comerciales contienen mas que solo Ni, Al y Ti. El
Cromo y el Aluminio son esencialmente para resistencia a la oxidación,
pequeñas cantidades del Itrio ayuda a que el óxido se adhiera al sustrato. Las
superaleaciones policristalinas contienen límites de grano con elemento
endurecedores tales como el Boro y el Zirconio, los cuales se segregan en los
límites de grano. El resultado de la disminución de la energía en el límite de
grano esta asociada con el mejoramiento de la resistencia a la termofluencia y
a la ductilidad cuando el mecanismo de falla involucra poca cohesión en el
grano.
Los elementos formadores de carburos son los siguientes (C, Cr, Mo, W, Nb,
Ta, Ti y Hf). Los carburos que tienden a precipitar en los límites de grano
reducen la tendencia de deslizamiento.
Elementos tales como el Cobalto, Hierro, Niobio, Tántalo, Molibdeno, Vanadio,
Titanio y Aluminio son endurecedores por soluciones sólidas en y ’.
Esto es, naturalmente, una limitante para las concentraciones que pueden ser
agregadas sin inducir a una precipitación. Esto es particularmente importante
para evitar ciertas fases tales como Laves y Sigma. Estas no son simples
reglas que gobiernan las concentraciones críticas, es mejor calcular o medir la
concentración apropiada partiendo del diagrama de fases.
18
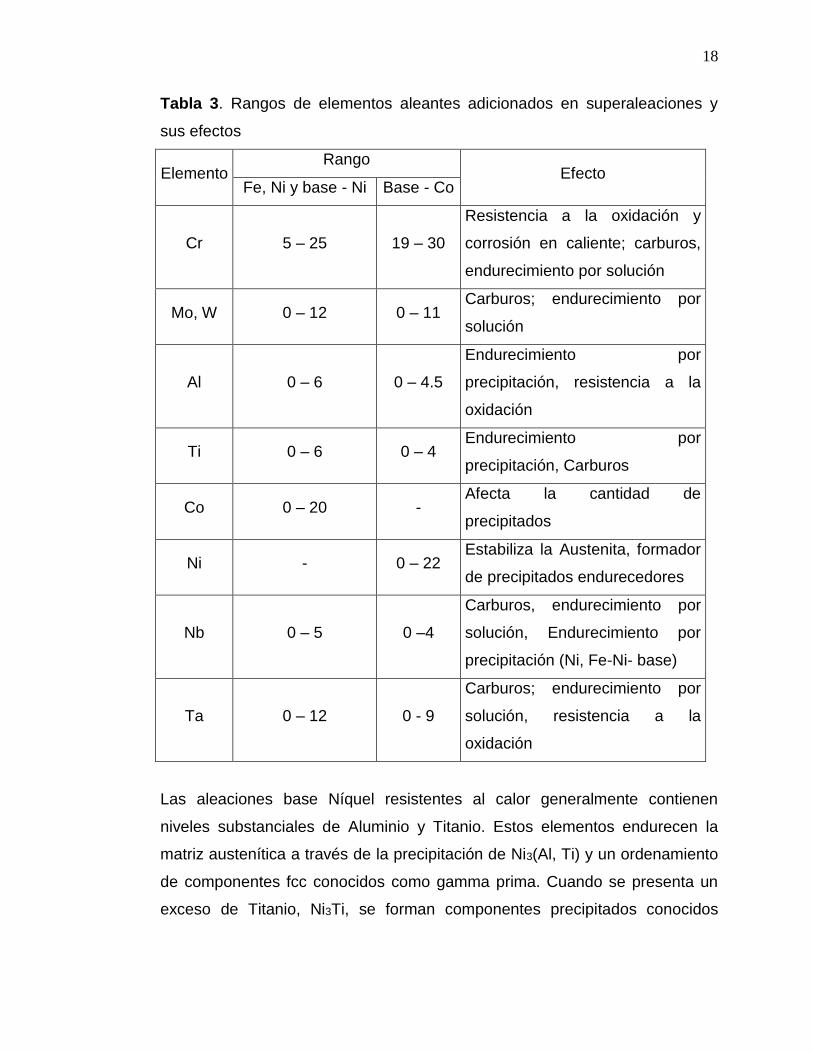
Tabla 3. Rangos de elementos aleantes adicionados en superaleaciones y
sus efectos
Elemento Rango
Efecto Fe, Ni y base - Ni Base - Co
Cr 5 – 25 19 – 30
Resistencia a la oxidación y
corrosión en caliente; carburos,
endurecimiento por solución
Mo, W 0 – 12 0 – 11 Carburos; endurecimiento por
solución
Al 0 – 6 0 – 4.5
Endurecimiento por
precipitación, resistencia a la
oxidación
Ti 0 – 6 0 – 4 Endurecimiento por
precipitación, Carburos
Co 0 – 20 - Afecta la cantidad de
precipitados
Ni - 0 – 22 Estabiliza la Austenita, formador
de precipitados endurecedores
Nb 0 – 5 0 –4
Carburos, endurecimiento por
solución, Endurecimiento por
precipitación (Ni, Fe-Ni- base)
Ta 0 – 12 0 - 9
Carburos; endurecimiento por
solución, resistencia a la
oxidación
Las aleaciones base Níquel resistentes al calor generalmente contienen
niveles substanciales de Aluminio y Titanio. Estos elementos endurecen la
matriz austenítica a través de la precipitación de Ni3(Al, Ti) y un ordenamiento
de componentes fcc conocidos como gamma prima. Cuando se presenta un
exceso de Titanio, Ni3Ti, se forman componentes precipitados conocidos
19
como fase eta (), como la fase ’ es mas coherente con la matriz tiene un
efecto de brindarle mayor resistencia a la aleación que la fase .
En adición a la resistencia otorgada por los precipitados de ’, el
endurecimiento por solución sólida es conferido por la adición de elementos
refractarios y el endurecimiento en el límite de grano es debido a la adición de
elementos tales como el Boro, Zirconio, Carbono y el Hafnio. El Hafnio realza
la ductilidad en el límite de grano.
La resistencia de estas aleaciones es complementada por la superior
resistencia a la corrosión, la cual es conferida por el Cromo y el Aluminio (el
Titanio es más favorable que el Aluminio en condiciones de corrosión en
caliente). En ocasiones se utilizan algunos recubrimientos para temperaturas
que excedan los 815 ºC para proveer una adecuada protección a la corrosión
y a la oxidación a estas temperaturas.
Las aleaciones base Níquel resistentes al calor son producidas por vaciado de
precisión en vacío, y mejoran en propiedades las cuales son obtenidas no solo
a través del control de la composición sino que también a través de un control
más preciso de su microestructura. Un avance significativo en el control de la
microestructura fue desarrollar una estructura de grano columnar producido
por solidificación direccional. Se han producido también cristales sencillos de
superaleaciones base Níquel por solidificación direccional. La ausencia de
límites de grano permite que sean eliminados algunos elementos tales como
el Carbono, Zirconio y Boro. Dando como resultado un aumento en el punto
de fusión brindando a la vez una flexibilidad en la composición de la aleación y
el tratamiento térmico.
Además de la resistencia a la termofluencia y a la corrosión es importante
considerar 2 propiedades adicionales para la selección de una aleación, estas
son estabilidad y resistencia a la fatiga térmica. La resistencia a la fatiga
térmica es parcialmente controlada por la composición, pero es solo afectada
20
significativamente por el área del límite de grano y la relativa alineación para
aplicar esfuerzos. La orientación cristalográfica de los granos solo influye en la
resistencia térmica, el módulo de elasticidad el cual influye directamente en la
resistencia térmica varía con la orientación del grano. La estabilidad de los
valores de las propiedades es influenciado directamente por la estabilidad
metalúrgica, cualquier cambio en la microestructura que se lleve acabo por en
una exposición en un largo tiempo a altas temperaturas bajo esfuerzo va a
cambiar sus propiedades.
21
4.5 Microestructura y Tratamientos Térmicos
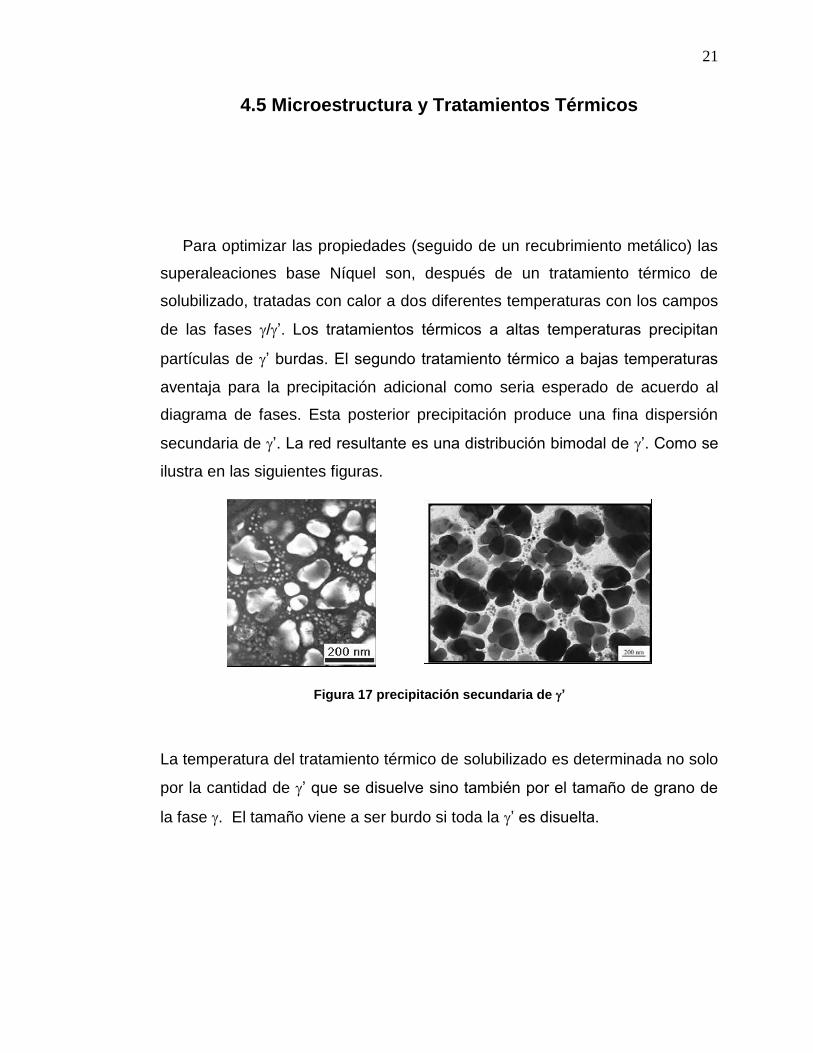
Para optimizar las propiedades (seguido de un recubrimiento metálico) las
superaleaciones base Níquel son, después de un tratamiento térmico de
solubilizado, tratadas con calor a dos diferentes temperaturas con los campos
de las fases /’. Los tratamientos térmicos a altas temperaturas precipitan
partículas de ’ burdas. El segundo tratamiento térmico a bajas temperaturas
aventaja para la precipitación adicional como seria esperado de acuerdo al
diagrama de fases. Esta posterior precipitación produce una fina dispersión
secundaria de ’. La red resultante es una distribución bimodal de ’. Como se
ilustra en las siguientes figuras.
La temperatura del tratamiento térmico de solubilizado es determinada no solo
por la cantidad de ’ que se disuelve sino también por el tamaño de grano de
la fase . El tamaño viene a ser burdo si toda la ’ es disuelta.
Figura 17 precipitación secundaria de ’
22
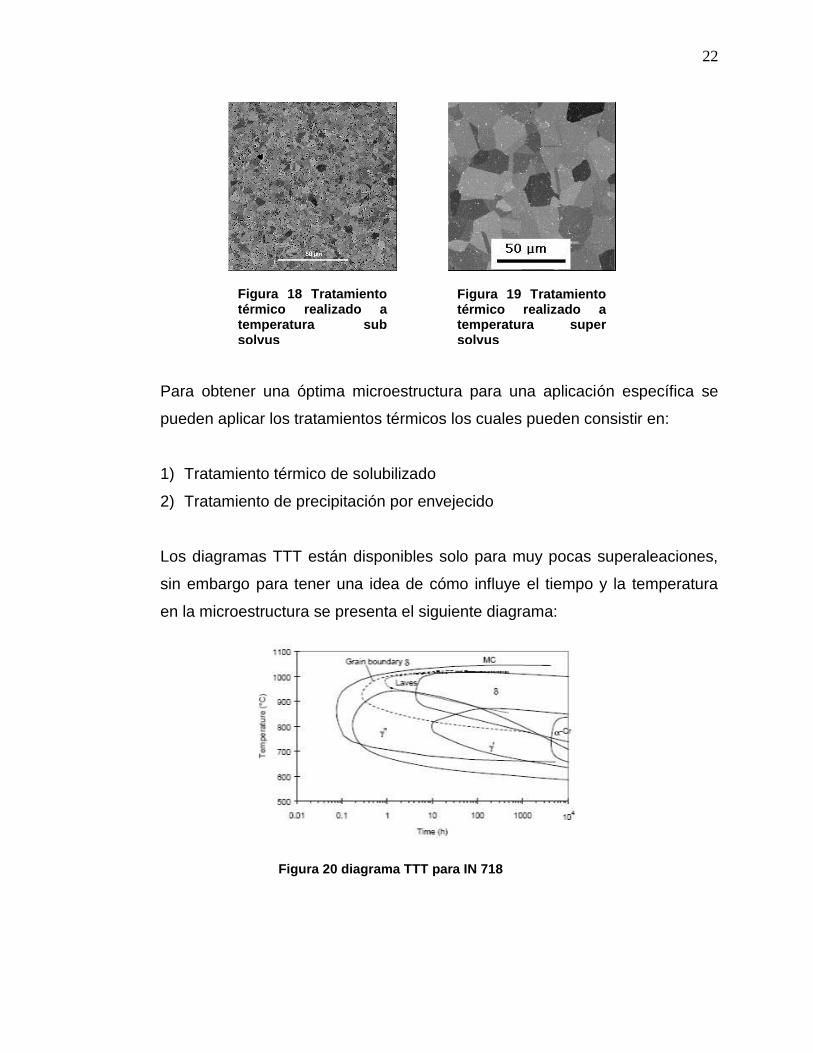
Para obtener una óptima microestructura para una aplicación específica se
pueden aplicar los tratamientos térmicos los cuales pueden consistir en:
1) Tratamiento térmico de solubilizado
2) Tratamiento de precipitación por envejecido
Los diagramas TTT están disponibles solo para muy pocas superaleaciones,
sin embargo para tener una idea de cómo influye el tiempo y la temperatura
en la microestructura se presenta el siguiente diagrama:
Figura 18 Tratamiento térmico realizado a temperatura sub solvus
Figura 19 Tratamiento térmico realizado a temperatura super solvus
Figura 20 diagrama TTT para IN 718
23
4.6 Endurecimiento de superaleaciones por precipitación de ’
El objetivo del tratamiento térmico de solución es el de solubilizar la mayor
parte de ’ y carburos pero sin que las propiedades pudieran verse afectadas
en tratamientos posteriores. Por lo cual las velocidades de calentamiento,
enfriamiento y permanencias deberán ser cuidadosamente seleccionadas.
El tamaño de grano no debe ser excesivo, la distribución, tamaño y forma de ’
deberá ser acorde al endurecimiento por precipitación posterior.
Se deberá tener cuidado con la formación de límites de grano alargados, ya
que estos desarrollan un papel fundamental al disminuir el deslizamiento para
sus fronteras, menguando con esto la nucleación y propagación de grietas.

24
4.7 Dispersión de óxidos endurecedores de superaleaciones
La dispersión de óxidos endurecedores en superaleaciones puede ser
producidas iniciando desde los polvos de aleación y el óxido de Itrio, utilizando
procesos mecánicos de aleación. El Itrio viene finalmente a dispersar en el
producto final. Este es también un óxido muy estable, situando
particularmente al material para aplicaciones a altas temperaturas. Además
las aleaciones mecánicas son un proceso muy difícil por lo cual tienen
limitadas aplicaciones. A continuación se muestra una micrografía electrónica
de transmisión en la cual se muestra una dispersión de óxidos en una
superaleación base Níquel aleada mecánicamente.
Figura 21 Aleación MA6000
25
4.8 Deterioro de las propiedades mecánicas en operación
Los alabes de IN 738 dado que operan principalmente en la primer rueda
de turbinas de potencia, o en las ruedas de alta presión de generadores de
gases, son los que más se ven afectados, debido a la incidencia de objetos
externos a la turbina enviados en los flujos de gas y aire desde los
compresores.
Lo anterior origina daños como agrietamientos severos, fracturas y erosión en
las aspas, que disminuyen en gran medida la eficiencia de las máquinas,
llegando en algunos casos a dejar fuera de operación a los equipos.
Sin embargo un daño inminente es el originado por la operación de los alabes
al estar sujetos a esfuerzos extremos, alta temperatura y contacto constante
con fluidos corrosivos, que implican cambios microestructurales.
Los intermetálicos ’ a las temperaturas de operación (700-1000 °C), crecen
de acuerdo a la ley “(TIEMPO)1/3” o se ven alargados en dirección a la carga,
con lo cual el material envejece. Los carburos tienden a aglomerarse en los
límites de grano en forma de película continua implicando fragilidad. La
termofluencia afecta los límites interdendríticos generando deformación
plástica, microcabidades e incrementando la dimensión de los microporos de
vaciado.
Las transformaciones microestructurales originan un decremento en las
propiedades de: Resistencia, ductilidad y tenacidad, haciendo al material
sensible al agrietamiento.
26
4.9 Soldadura y reparación de aleaciones IN 738
4.9.1 Soldadura
La aplicación de soldadura en las zonas dañadas de los alabes, está
restringida por los siguientes factores:
- Microestructura y su grado de degeneración
- Nivel de esfuerzos del área por aplicar
- Temperatura de operación
- Espesor de pared
- Tipo de material, etc.
La principal causa de agrietamiento al soldar las superaleaciones base Níquel,
está en función de las contracciones originadas por los esfuerzos de dilatación
y contracción por calor. Así como por los cambios dimensionales del material
de aporte al ir solidificando, con lo cual nuclea fases intermetálicas que
coalecen y crecen en relación a las variables de temperatura y tiempo.
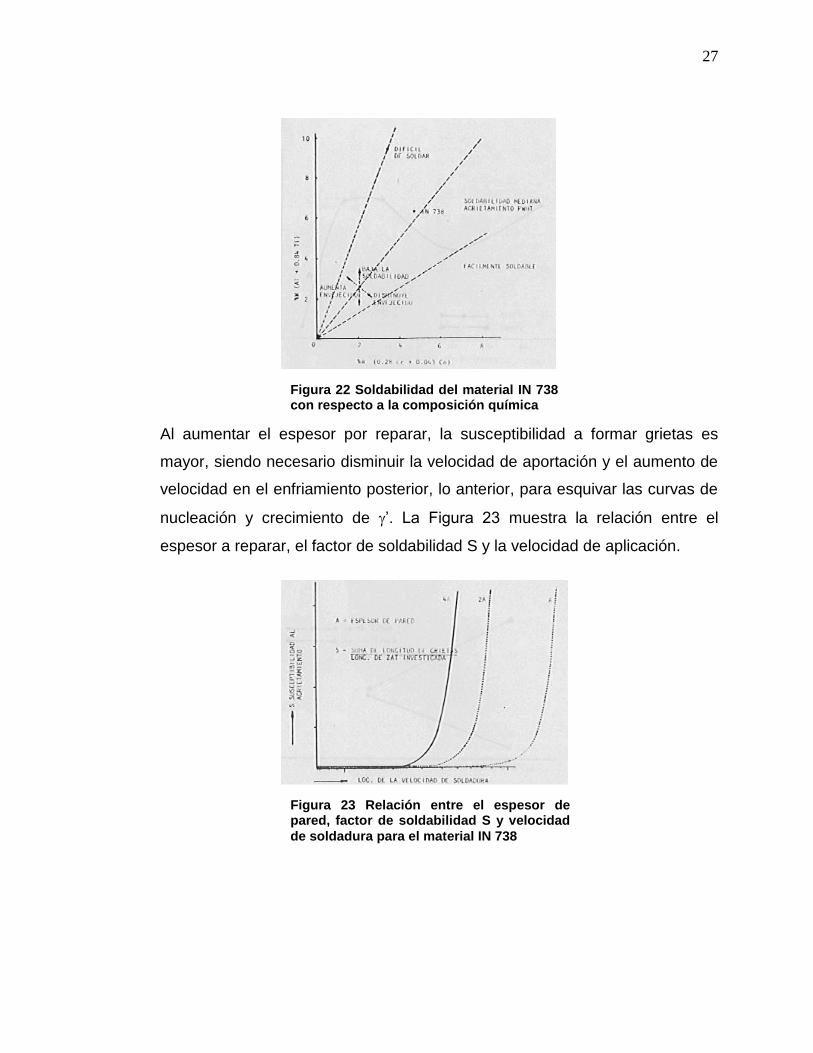
Las modificaciones dimensionales descritas provienen en mayor porcentaje de
las transformaciones de ’, que son función directa de los contenidos de Al y
Ti. A mayor porcentaje de estos, mayor dificultad para soldar, sin embargo tal
efecto es disminuido por los contenidos de Cr y Co. Figura 22
27
Al aumentar el espesor por reparar, la susceptibilidad a formar grietas es
mayor, siendo necesario disminuir la velocidad de aportación y el aumento de
velocidad en el enfriamiento posterior, lo anterior, para esquivar las curvas de
nucleación y crecimiento de ’. La Figura 23 muestra la relación entre el
espesor a reparar, el factor de soldabilidad S y la velocidad de aplicación.
Figura 22 Soldabilidad del material IN 738 con respecto a la composición química
Figura 23 Relación entre el espesor de pared, factor de soldabilidad S y velocidad
de soldadura para el material IN 738
28
4.9.2 Reparación por soldadura brazing
Es comúnmente reconocido que la soldabilidad del IN 738 es muy pobre,
pueden ocurrir fracturas durante la reparación por soldadura y
subsecuentemente durante el tratamiento térmico post soldadura. Por lo tanto,
las fracturas superficiales que se desarrollan durante la operación de alabes
de turbina de la aleación IN 738 puede ser reparadas por el proceso brazing.
La ventaja del brazing sobre las demás técnicas de reparación por soldadura
es la ausencia de fracturas en la ZAC (Zona Afectada por el Calor). Por lo
tanto la técnica tradicional de brazing no puede ser aplicada para restaurar la
superficie dañada por la muy baja viscosidad de las aleaciones de níquel y
cobalto. La soldadura por brazing puede ser usada solo en fracturas del orden
de 0.1 a 0.3 mm(2). Un hueco mayor pude ser reparado por la técnica de
brazing empleando una mezcla de aleación por brazing y polvo del metal
base.
Las superaleaciones son normalmente soldadas por el proceso brazing con
aleaciones brazing de Níquel y Cobalto que contienen Boro, Silicio y Fósforo
como fúndete. Las juntas soldadas por el proceso brazing hechas con
filamentos que contienen Boro (Tabla 4) pueden operar a temperaturas muy
altas porque el Boro tiende a difundir en el material base durante el brazing en
vacío, reduciendo su concentración en la junta soldada. El Cromo es otro de
los agregados para aumentar la resistencia a la corrosión y los materiales
soldados por este proceso están disponibles en una gran variedad de formas
p. Ej. Polvos, pastas, cintas y alambres.
29
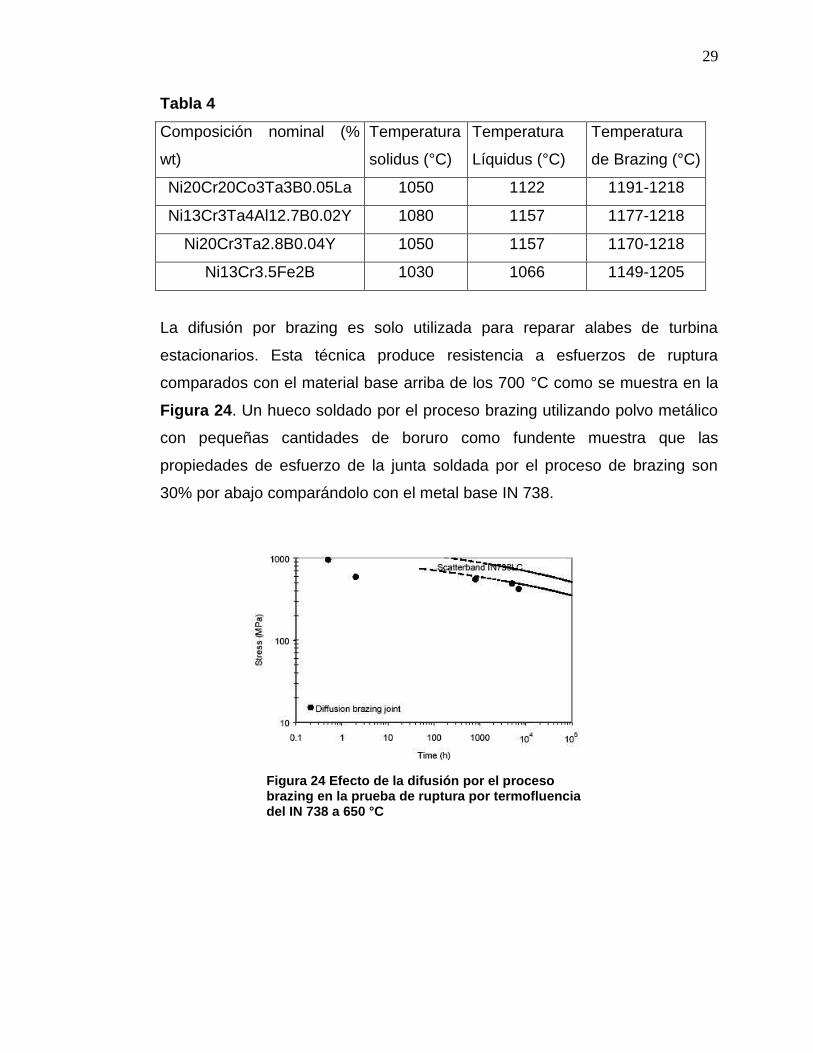
Tabla 4
Composición nominal (%
wt)
Temperatura
solidus (°C)
Temperatura
Líquidus (°C)
Temperatura
de Brazing (°C)
Ni20Cr20Co3Ta3B0.05La 1050 1122 1191-1218
Ni13Cr3Ta4Al12.7B0.02Y 1080 1157 1177-1218
Ni20Cr3Ta2.8B0.04Y 1050 1157 1170-1218
Ni13Cr3.5Fe2B 1030 1066 1149-1205
La difusión por brazing es solo utilizada para reparar alabes de turbina
estacionarios. Esta técnica produce resistencia a esfuerzos de ruptura
comparados con el material base arriba de los 700 °C como se muestra en la
Figura 24. Un hueco soldado por el proceso brazing utilizando polvo metálico
con pequeñas cantidades de boruro como fundente muestra que las
propiedades de esfuerzo de la junta soldada por el proceso de brazing son
30% por abajo comparándolo con el metal base IN 738.
Figura 24 Efecto de la difusión por el proceso brazing en la prueba de ruptura por termofluencia del IN 738 a 650 °C
30
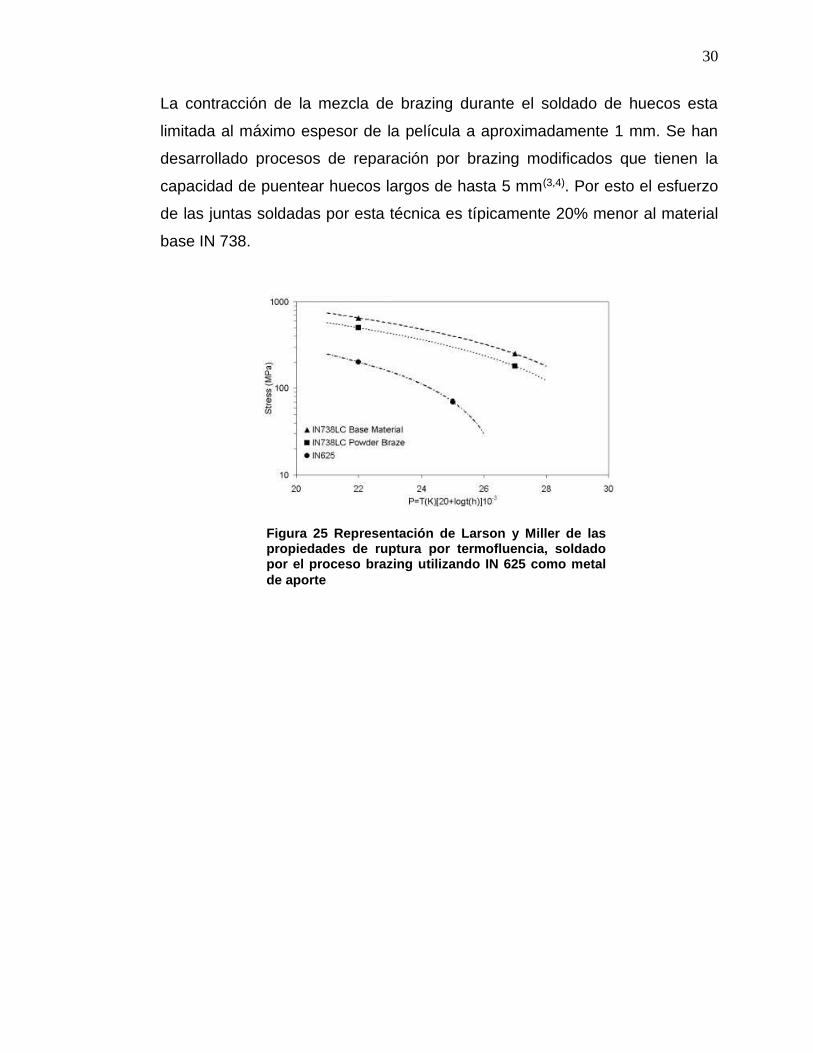
La contracción de la mezcla de brazing durante el soldado de huecos esta
limitada al máximo espesor de la película a aproximadamente 1 mm. Se han
desarrollado procesos de reparación por brazing modificados que tienen la
capacidad de puentear huecos largos de hasta 5 mm(3,4). Por esto el esfuerzo
de las juntas soldadas por esta técnica es típicamente 20% menor al material
base IN 738.
Figura 25 Representación de Larson y Miller de las propiedades de ruptura por termofluencia, soldado por el proceso brazing utilizando IN 625 como metal
de aporte
31
4.9.3 Soldadura por fusión de la aleación IN 738
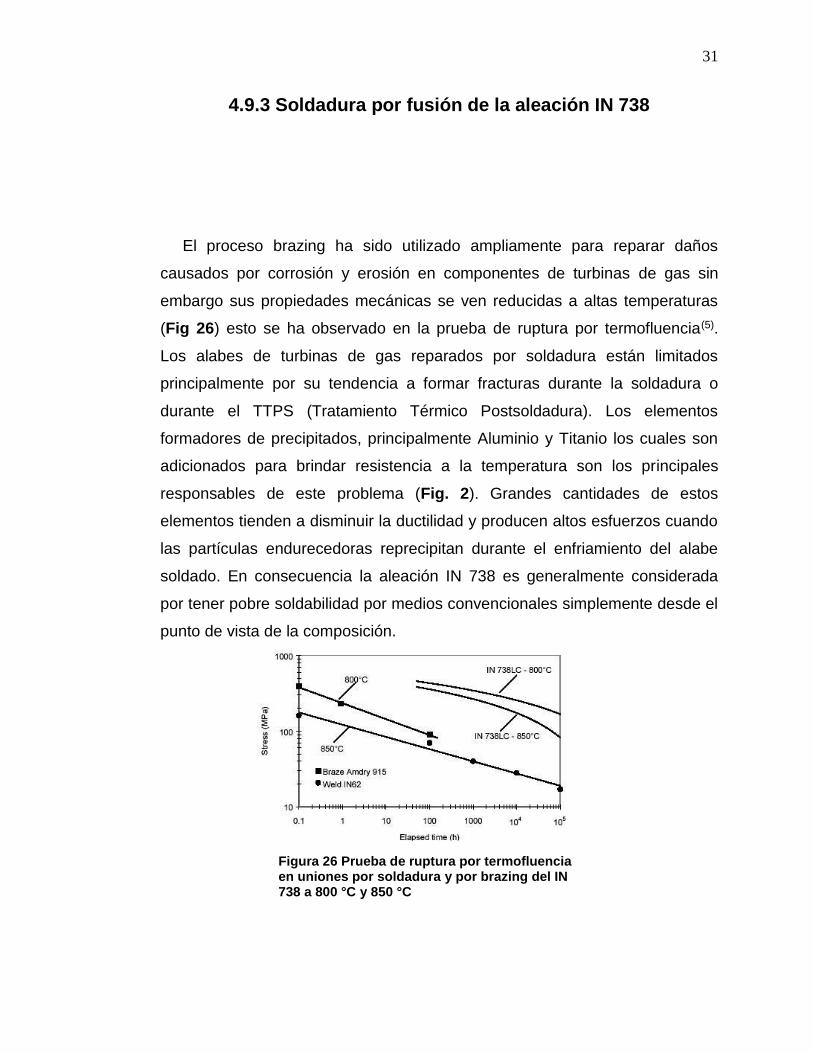
El proceso brazing ha sido utilizado ampliamente para reparar daños
causados por corrosión y erosión en componentes de turbinas de gas sin
embargo sus propiedades mecánicas se ven reducidas a altas temperaturas
(Fig 26) esto se ha observado en la prueba de ruptura por termofluencia(5).
Los alabes de turbinas de gas reparados por soldadura están limitados
principalmente por su tendencia a formar fracturas durante la soldadura o
durante el TTPS (Tratamiento Térmico Postsoldadura). Los elementos
formadores de precipitados, principalmente Aluminio y Titanio los cuales son
adicionados para brindar resistencia a la temperatura son los principales
responsables de este problema (Fig. 2). Grandes cantidades de estos
elementos tienden a disminuir la ductilidad y producen altos esfuerzos cuando
las partículas endurecedoras reprecipitan durante el enfriamiento del alabe
soldado. En consecuencia la aleación IN 738 es generalmente considerada
por tener pobre soldabilidad por medios convencionales simplemente desde el
punto de vista de la composición.
Figura 26 Prueba de ruptura por termofluencia en uniones por soldadura y por brazing del IN 738 a 800 °C y 850 °C
32
El proceso GTAW (Gas Tungsten Arc Welding) es la técnica predominante
para reparar los defectos y daños en componentes de turbinas de gas. Las
reparaciones por soldadura GTAW o también llamado TIG (Tungsten Inert
Gas) han sido realizadas en alabes de turbinas de aleación IN 738 empleando
varios metales de aporte para vencer los problemas de fracturas. El uso de la
aleación 62 y el Inconel 625 como metal de aporte brinda una soldadura con
propiedades que hacen juego adecuadamente con los requerimientos del
material base. El metal de aporte mas utilizado es el Inconel 625 teniendo solo
el 25% del IN 738 a la resistencia a la tensión a altas temperaturas(6).
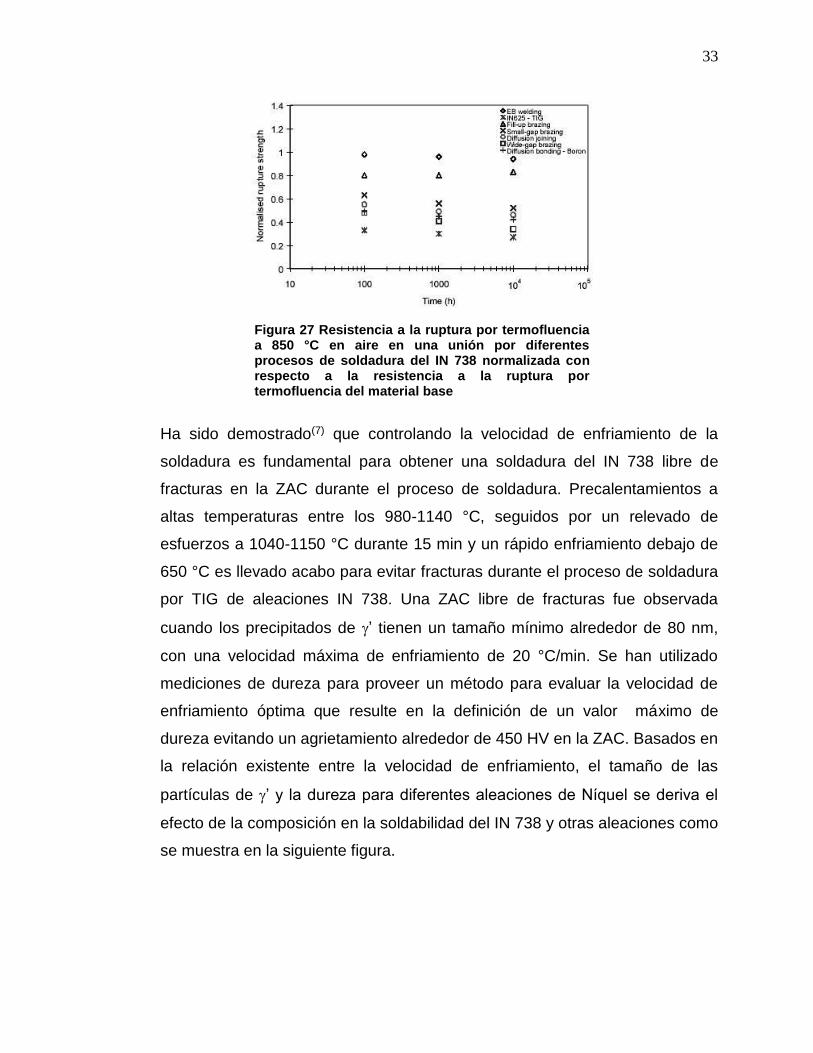
Investigaciones de las propiedades de la soldadura de la aleación IN 738 por
el proceso TIG empleando un metal de aporte muestran una adecuada
soldadura del metal el cual puede alcanzar buena resistencia a temperatura
ambiente (Tabla 5). Por lo tanto, las pruebas de ruptura por termofluencia en
la restauración de alabes muestran que las uniones por el proceso TIG
poseen menos del 60% de la resistencia del material base (Fig. 27).
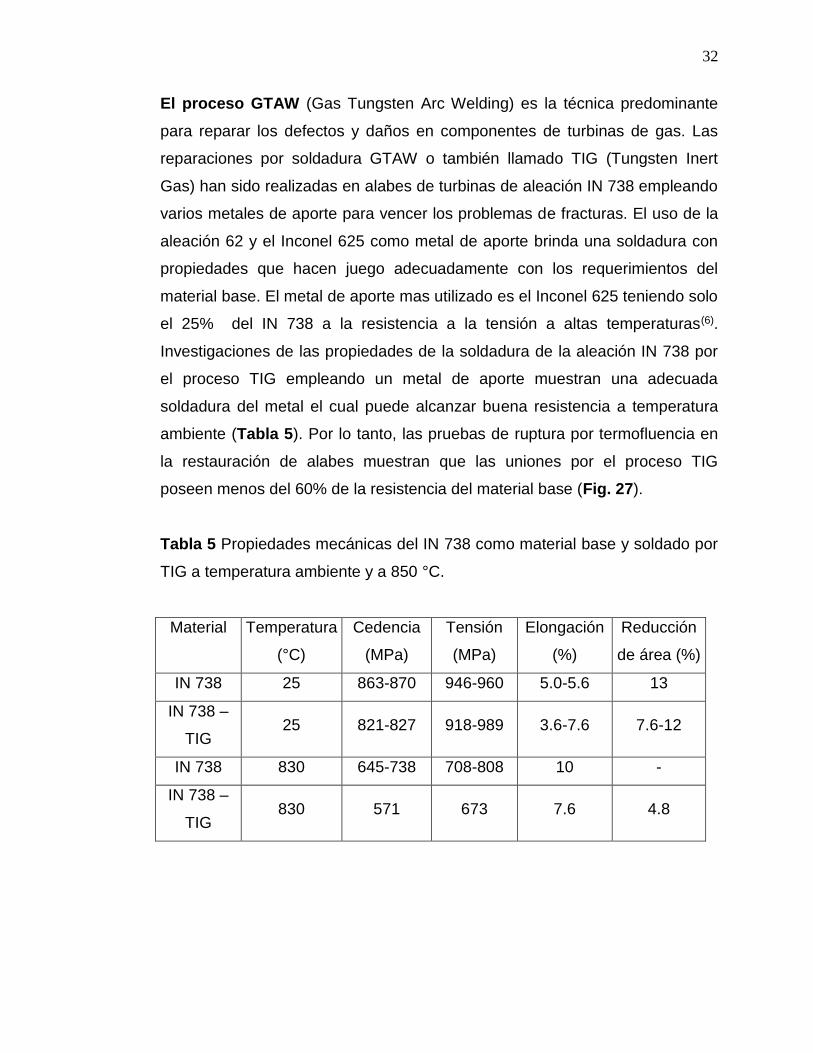
Tabla 5 Propiedades mecánicas del IN 738 como material base y soldado por
TIG a temperatura ambiente y a 850 °C.
Material Temperatura
(°C)
Cedencia
(MPa)
Tensión
(MPa)
Elongación
(%)
Reducción
de área (%)
IN 738 25 863-870 946-960 5.0-5.6 13
IN 738 –
TIG 25 821-827 918-989 3.6-7.6 7.6-12
IN 738 830 645-738 708-808 10 -
IN 738 –
TIG 830 571 673 7.6 4.8
33
Ha sido demostrado(7) que controlando la velocidad de enfriamiento de la
soldadura es fundamental para obtener una soldadura del IN 738 libre de
fracturas en la ZAC durante el proceso de soldadura. Precalentamientos a
altas temperaturas entre los 980-1140 °C, seguidos por un relevado de
esfuerzos a 1040-1150 °C durante 15 min y un rápido enfriamiento debajo de
650 °C es llevado acabo para evitar fracturas durante el proceso de soldadura
por TIG de aleaciones IN 738. Una ZAC libre de fracturas fue observada
cuando los precipitados de ’ tienen un tamaño mínimo alrededor de 80 nm,
con una velocidad máxima de enfriamiento de 20 °C/min. Se han utilizado
mediciones de dureza para proveer un método para evaluar la velocidad de
enfriamiento óptima que resulte en la definición de un valor máximo de
dureza evitando un agrietamiento alrededor de 450 HV en la ZAC. Basados en
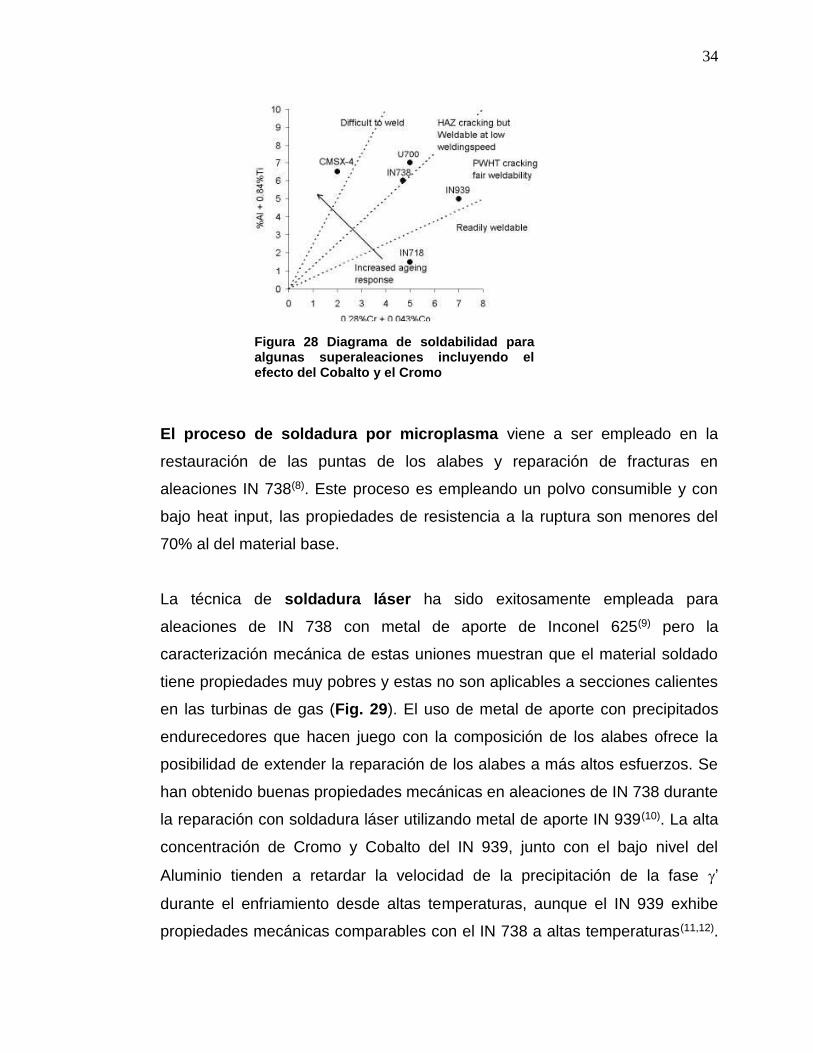
la relación existente entre la velocidad de enfriamiento, el tamaño de las
partículas de ’ y la dureza para diferentes aleaciones de Níquel se deriva el
efecto de la composición en la soldabilidad del IN 738 y otras aleaciones como
se muestra en la siguiente figura.
Figura 27 Resistencia a la ruptura por termofluencia a 850 °C en aire en una unión por diferentes procesos de soldadura del IN 738 normalizada con respecto a la resistencia a la ruptura por termofluencia del material base
34
El proceso de soldadura por microplasma viene a ser empleado en la
restauración de las puntas de los alabes y reparación de fracturas en
aleaciones IN 738(8). Este proceso es empleando un polvo consumible y con
bajo heat input, las propiedades de resistencia a la ruptura son menores del
70% al del material base.
La técnica de soldadura láser ha sido exitosamente empleada para
aleaciones de IN 738 con metal de aporte de Inconel 625(9) pero la
caracterización mecánica de estas uniones muestran que el material soldado
tiene propiedades muy pobres y estas no son aplicables a secciones calientes
en las turbinas de gas (Fig. 29). El uso de metal de aporte con precipitados
endurecedores que hacen juego con la composición de los alabes ofrece la
posibilidad de extender la reparación de los alabes a más altos esfuerzos. Se
han obtenido buenas propiedades mecánicas en aleaciones de IN 738 durante
la reparación con soldadura láser utilizando metal de aporte IN 939(10). La alta
concentración de Cromo y Cobalto del IN 939, junto con el bajo nivel del
Aluminio tienden a retardar la velocidad de la precipitación de la fase ’
durante el enfriamiento desde altas temperaturas, aunque el IN 939 exhibe
propiedades mecánicas comparables con el IN 738 a altas temperaturas(11,12).
Figura 28 Diagrama de soldabilidad para algunas superaleaciones incluyendo el efecto del Cobalto y el Cromo

35
El uso de este metal de aporte y el control del calor agregado (heat input), el
precalentamiento y el calentamiento postsoldadura han mostrado tener unas
propiedades mucho mayores de resistencia a la fractura y a la tensión que las
empleadas con consumibles de IN 625.
Se ha utilizado también el proceso de CO2 laser powder fusion (LPW) con
aporte de IN 738 para aleaciones de IN 738(13). Los resultados han mostrado
que el proceso láser con bajo heat input produce soldaduras libres de poros y
fracturas, excelente unión metalúrgica con baja dilución y una angosta zona
afectada por el calor. Jen reportó(14) que las propiedades de resistencia a la
fractura de las uniones del IN 738 reparadas por el proceso de LPW y con
altas temperaturas de precalentamiento son menores del 20% comparados
con las propiedades del material base.
El proceso de Electrón Bean Welding con temperaturas de precalentamiento
de 1120 °C y subsecuentemente con prensado isostatico en caliente (HIP) se
ha aplicado a la aleación IN 738. Investigaciones metalúrgicas y pruebas
mecánicas demuestran que se pueden obtener buenas propiedades durante
la soldadura con este proceso(15). Se produjeron soldaduras satisfactorias en
placas de espesores de 10 mm sin zona afectada por el calor o fracturas en el
Figura 29 Valores de ruptura a 850 °C soldados con el proceso láser entre IN 738 e IN 625
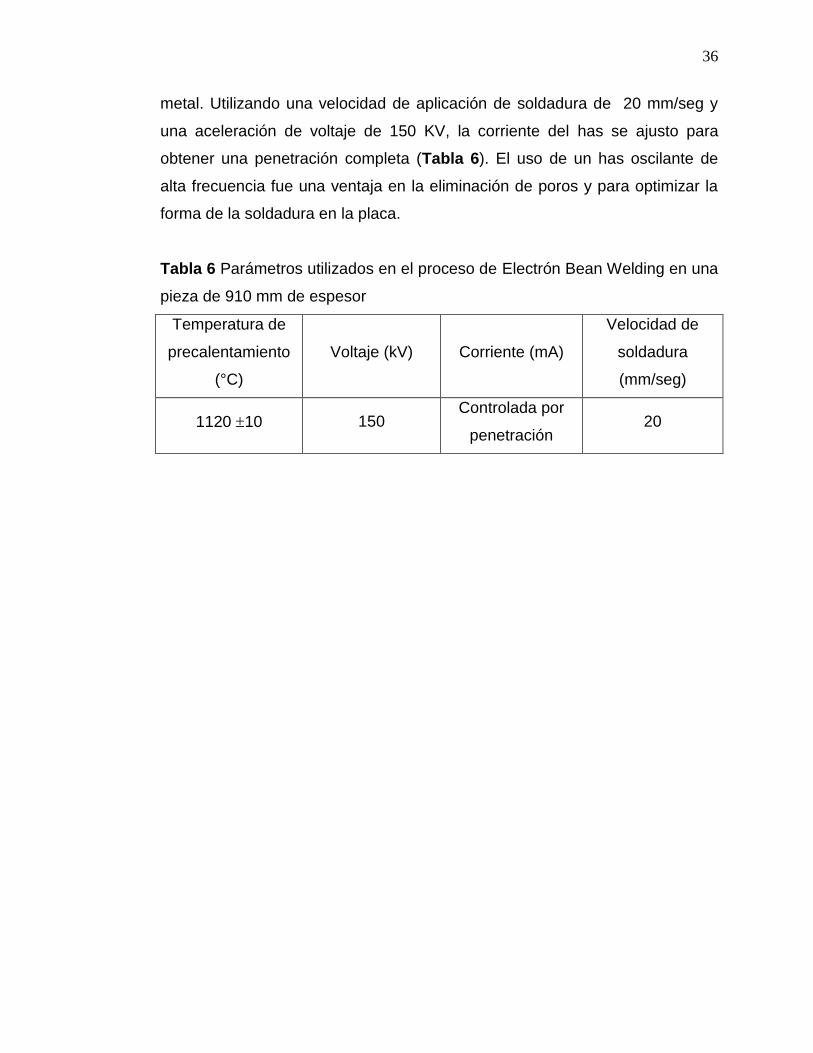
36
metal. Utilizando una velocidad de aplicación de soldadura de 20 mm/seg y
una aceleración de voltaje de 150 KV, la corriente del has se ajusto para
obtener una penetración completa (Tabla 6). El uso de un has oscilante de
alta frecuencia fue una ventaja en la eliminación de poros y para optimizar la
forma de la soldadura en la placa.
Tabla 6 Parámetros utilizados en el proceso de Electrón Bean Welding en una
pieza de 910 mm de espesor
Temperatura de
precalentamiento
(°C)
Voltaje (kV) Corriente (mA)
Velocidad de
soldadura
(mm/seg)
1120 10 150 Controlada por
penetración 20
37
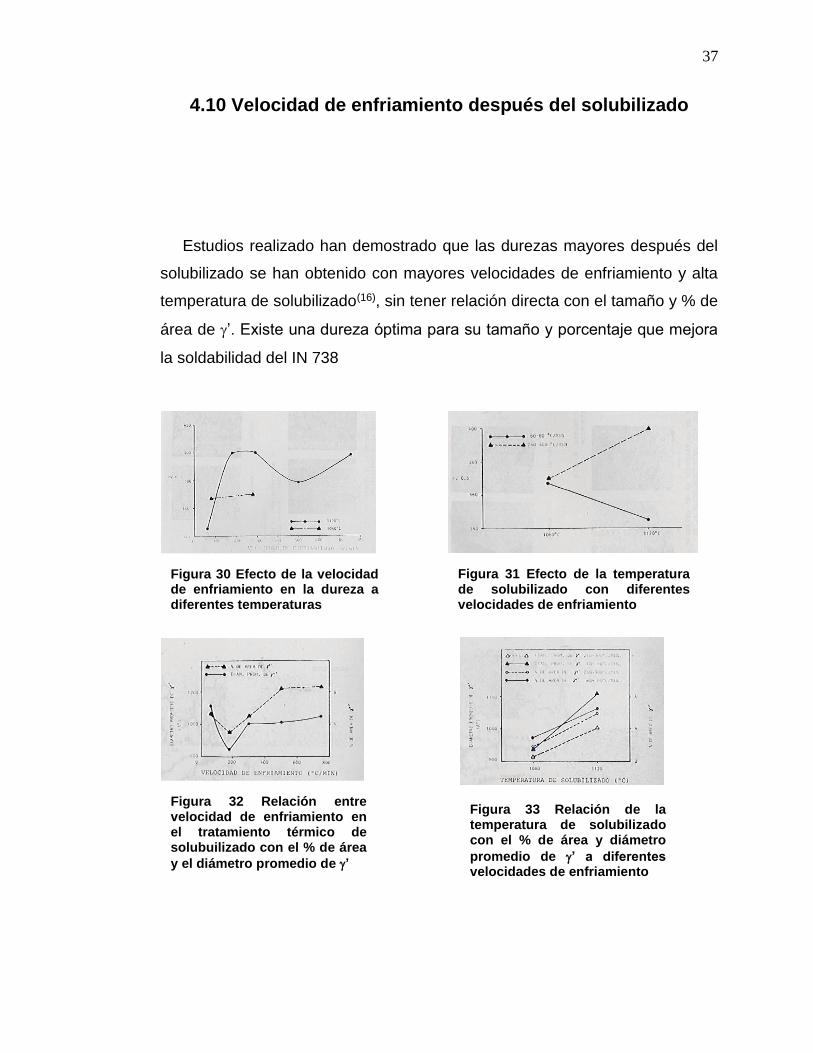
4.10 Velocidad de enfriamiento después del solubilizado
Estudios realizado han demostrado que las durezas mayores después del
solubilizado se han obtenido con mayores velocidades de enfriamiento y alta
temperatura de solubilizado(16), sin tener relación directa con el tamaño y % de
área de ’. Existe una dureza óptima para su tamaño y porcentaje que mejora
la soldabilidad del IN 738
Figura 30 Efecto de la velocidad de enfriamiento en la dureza a diferentes temperaturas
Figura 31 Efecto de la temperatura de solubilizado con diferentes velocidades de enfriamiento
Figura 32 Relación entre velocidad de enfriamiento en el tratamiento térmico de solubuilizado con el % de área
y el diámetro promedio de ’
Figura 33 Relación de la temperatura de solubilizado con el % de área y diámetro
promedio de ’ a diferentes velocidades de enfriamiento
38
4.11 Licuación de varias fases en la ZAC durante la soldadura
del IN 738
Actualmente para la aleación IN 738 existe muy poca información acerca
de la licuación de fases en la ZAC, lo cual es una de las principales causas de
la baja resistencia a la formación de microfisuras, sin embargo podemos
mencionar que existen 3 tipos de licuación de fases. Para entenderlas se
menciona primeramente como se encuentra la microestructura del IN 738, la
microestructura de esta aleación es de un núcleo dendrítico, con regiones
interdendríticas enriquecidas con Nb, Ti, Ta, Mo y Zr, debido a la
microsegregación que ocurre durante la solidificación. La precipitación
extensiva de partículas de ’ ocurre en las regiones dendríticas e
interdendríticas. El tratamiento térmico de solubilizado da como resultado la
solución de las partículas ’ en la región dendrítica. Al enfriarse de su
tratamiento térmico ocurre la precipitación de la ’ secundaria en la región
dendrítica.
Las microfisuras se presentan durante el precalentamiento y durante el
enfriamiento después de la soldadura y básicamente se presenta en la ZAC
esto se debe a la licuación de la solidificación de microconstiuyentes y de
partículas de precipitados ’. Podemos mencionar que los productos de
solidificación secundaria son el Cr y el Mo, boruros del tipo M3B2 y
sulfurocarburos del tipo M2SC. Se ha detectado que los M2SC son
cristalográficamente similares a los carburos tipo MC, algunos
investigadores(17) han observado que los M3B2 y los M2SC tiene licuación en la
ZAC durante la soldadura Fig 30. La descomposición abrupta de estas
partículas por el rápido calentamiento durante el ciclo de soldado podrían
39
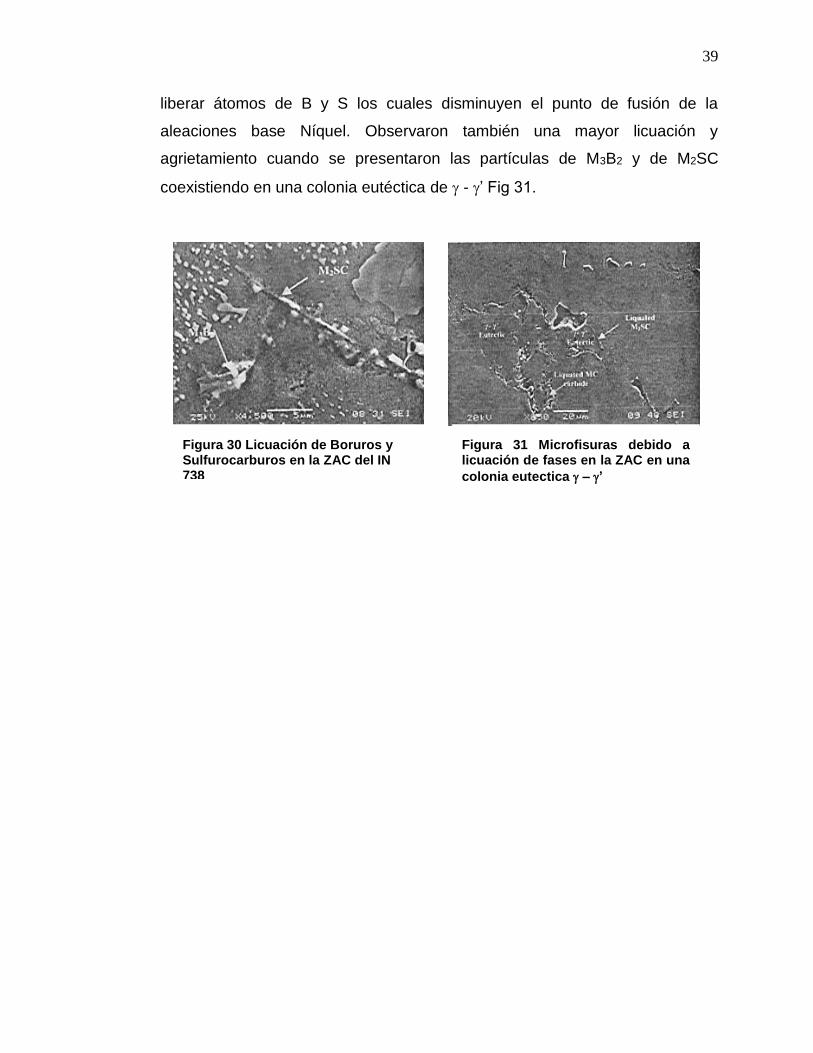
liberar átomos de B y S los cuales disminuyen el punto de fusión de la
aleaciones base Níquel. Observaron también una mayor licuación y
agrietamiento cuando se presentaron las partículas de M3B2 y de M2SC
coexistiendo en una colonia eutéctica de - ’ Fig 31.
Figura 31 Microfisuras debido a licuación de fases en la ZAC en una
colonia eutectica – ’
Figura 30 Licuación de Boruros y Sulfurocarburos en la ZAC del IN 738
40
4.11.1 La licuación de partículas de carburos tipo MC
Ha sido reconocida como una da las mayores causas de la licuación
intergranular durante la soldadura en las superaleaciones(18, 19, 20). Se ha visto
generalmente que los carburos tipo MC en la aleación IN 738 se forman por
cristalización desde la forma líquida a la temperatura aproximada de 1300 °C
evolucionando apreciablemente desde los 1200 °C por reacciones eutécticas.
Observando a estos carburos en las proximidades de - ’.
Examinando la microestructura de la ZAC muestran que los carburos del tipo
MC constitucionalmente licuados contribuyen significativamente al
agrietamiento en la ZAC. El grado de su licuación depende de su localización
relativa a la fusión en el límite de grano y a la composición química.
41
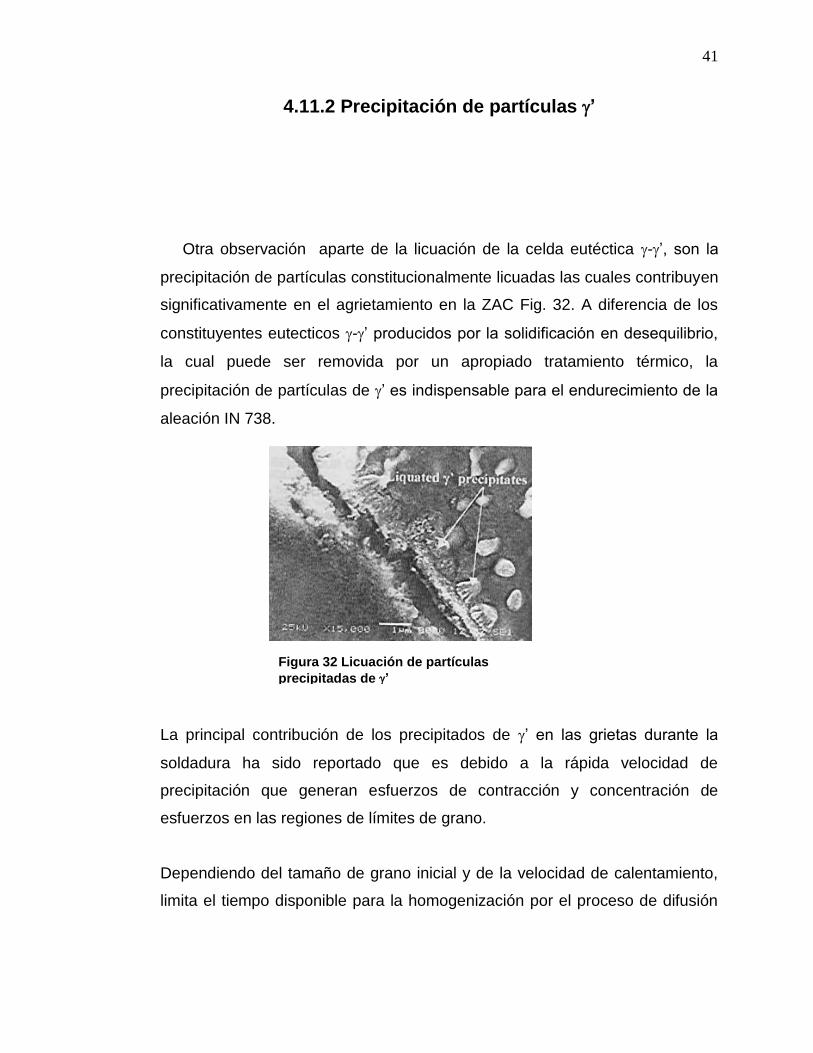
4.11.2 Precipitación de partículas ’
Otra observación aparte de la licuación de la celda eutéctica -’, son la
precipitación de partículas constitucionalmente licuadas las cuales contribuyen
significativamente en el agrietamiento en la ZAC Fig. 32. A diferencia de los
constituyentes eutecticos -’ producidos por la solidificación en desequilibrio,
la cual puede ser removida por un apropiado tratamiento térmico, la
precipitación de partículas de ’ es indispensable para el endurecimiento de la
aleación IN 738.
La principal contribución de los precipitados de ’ en las grietas durante la
soldadura ha sido reportado que es debido a la rápida velocidad de
precipitación que generan esfuerzos de contracción y concentración de
esfuerzos en las regiones de límites de grano.
Dependiendo del tamaño de grano inicial y de la velocidad de calentamiento,
limita el tiempo disponible para la homogenización por el proceso de difusión
Figura 32 Licuación de partículas
precipitadas de ’
42
durante el rápido calentamiento al ser soldado puede causar precipitación de
partículas de ’.
La licuación de las partículas de ’ no solo es debido a la considerable
contribución de aumentar el espesor de la película líquida la cual ocurre a
temperaturas menores de 1180 ºC sino que también aumenta la temperatura
de fusión siendo esto perjudicial para la resistencia al agrietamiento por
licuación.
43
4.11.3 Licuación constitucional de ’ en la ZAC
Se ha reconocido en numerosos estudios que el agrietamiento en la ZAC
que ocurre por pura licuación no es suficiente para producir una fractura en la
microestructura. La susceptibilidad al agrietamiento depende de la penetración
y del humedecimiento en el límite de grano, el espesor de la película líquida
producido por licuación constitucional y su estabilidad a temperaturas a las
cuales la resistencia térmica y mecánica es generada por el enfriamiento.
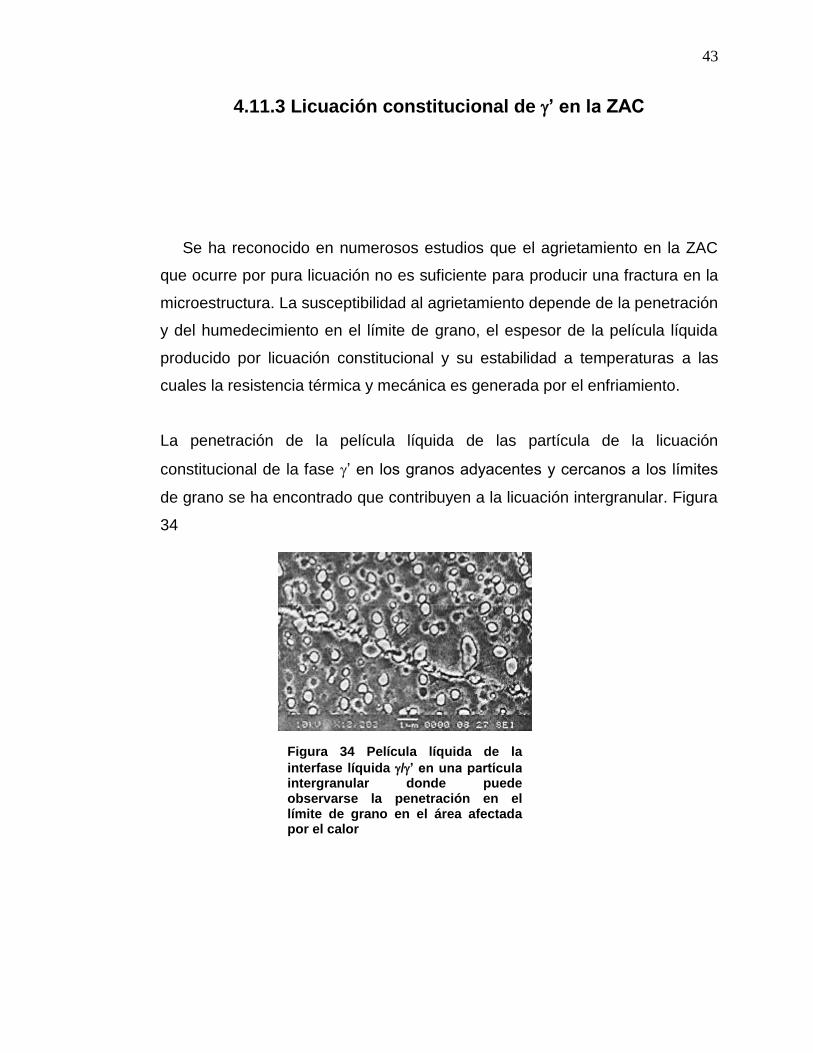
La penetración de la película líquida de las partícula de la licuación
constitucional de la fase ’ en los granos adyacentes y cercanos a los límites
de grano se ha encontrado que contribuyen a la licuación intergranular. Figura
34
Figura 34 Película líquida de la
interfase líquida /’ en una partícula intergranular donde puede observarse la penetración en el límite de grano en el área afectada por el calor
44
4.12 Migración de película líquida como prevención de
fracturas
Como se ha estado mencionando el Inconel 738 es una de las aleaciones
que mas se utilizan en componentes de turbinas de gas por su resistencia a la
corrosión a altas temperaturas. Debido a la precipitación de la fase ’. Esto
provoca que sea difícil de soldar ya que resulta muy susceptible a presentarse
fracturas en la zona afectada por el calor debido a la precipitación de ’ en el
enfriamiento durante la aplicación de soldadura. Investigaciones
microestructurales realizadas en la ZAC muestran que la licuación en los
límites de grano causan una baja resistencia a las fracturas en la ZAC por lo
cual proponen una eliminación rápida de la licuación en los límites de grano
para mejorar la resistencia a la formación de grietas. Un mecanismo para
eliminar la licuación en los límites de grano puede ser a través de una rápida
solidificación por el mecanismo de migración de película líquida (Liquid Film
Migration LFM)(21). Este modo de solidificación, el cual es controlado por una
velocidad alta de difusión en el líquido solidificando en dendritas se reporta
que es benéfico para aumentar la resistencia al agrietamiento por licuación en
la ZAC. Sin embargo esto se ha reportado para aleaciones como el Inconel
718 y el Incoly 903 en las cuales la película líquida es formada por carburos
del tipo MC. Una ardua investigación realizada por O. A Ojo en la cual logró
producir la película líquida intergranular por medio de la licuación de partícula
de ’ que migraron a la ZAC en el IN 738 demostrando que para esta aleación
no se obtiene el mismo beneficio que las aleaciones Inconel 718 e Incoloy 903
resultando inefectivo la prevención de formación de fracturas en la ZAC
debido a la formación de un espesor considerable de líquido intergranular
producido por una gran fracción volumen de precipitados de ’ licuada. Fig 35

45
Figura 35 LFM en ZAC a 1245 ºC por 0.5 seg
46
4.13 Fusión incipiente durante tratamientos térmicos a altas
temperaturas
Se ha comentado que para poder soldar la aleación IN 738 se requiere
solubilizar toda la fase ’, esto se logra mediante un tratamiento térmico de
solubilizado el cual se lleva a altas temperaturas para poder disolver estas
partículas y posteriormente se requiere homogenizar la aleación
represipitando la ’ es por esto que en ocasiones se forma la fusión incipiente.
En consecuencia se ha adoptado como estándar el tratamiento térmico de
solubilizado para esta aleación limitándolo a 1120 °C durante 2 hr resultando
en una disolución parcial de las partículas de ’. Recientes investigaciones(22)
han observado que para obtener la mayor disolución de partículas de ’ sin
llegar a la fusión incipiente se puede lograr sin sobre pasar la temperatura de
1155 °C en estas aleaciones.
47
4.14 Maquinabilidad
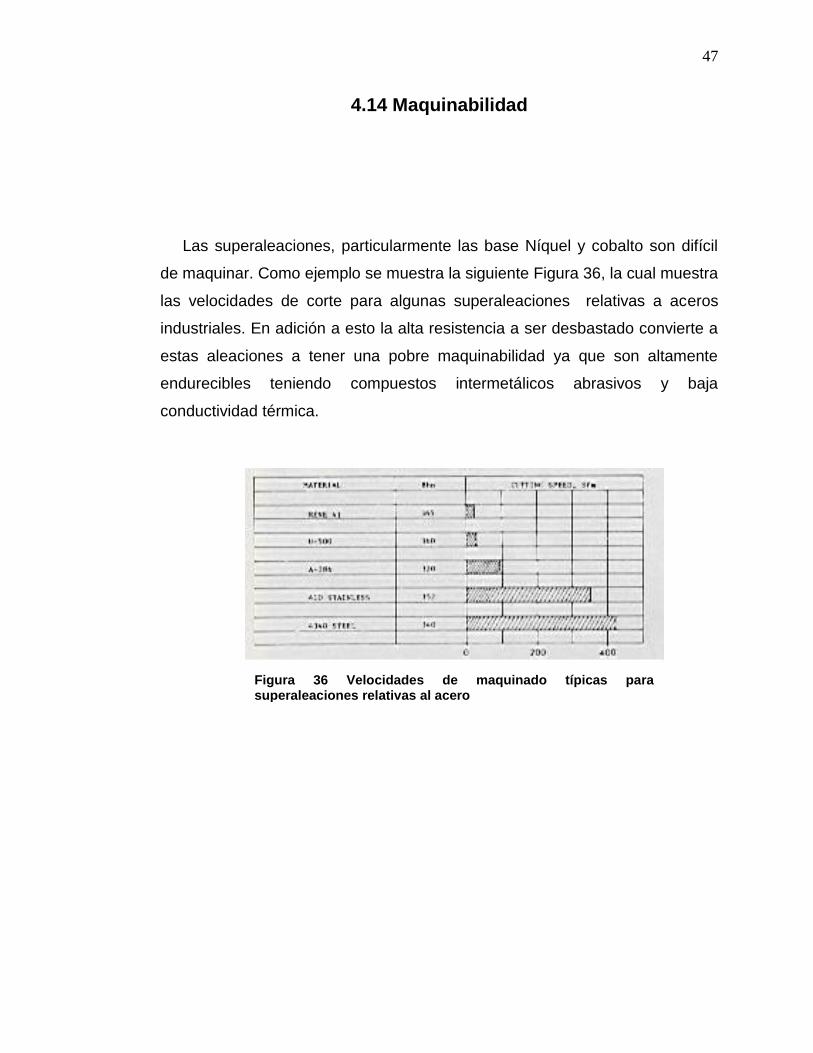
Las superaleaciones, particularmente las base Níquel y cobalto son difícil
de maquinar. Como ejemplo se muestra la siguiente Figura 36, la cual muestra
las velocidades de corte para algunas superaleaciones relativas a aceros
industriales. En adición a esto la alta resistencia a ser desbastado convierte a
estas aleaciones a tener una pobre maquinabilidad ya que son altamente
endurecibles teniendo compuestos intermetálicos abrasivos y baja
conductividad térmica.
Figura 36 Velocidades de maquinado típicas para superaleaciones relativas al acero
48
5. COMENTARIOS Y CONCLUSIONES
La soldabilidad de superaleaciones base Níquel resistentes al calor esta
tomando gran importancia debido al gran uso de la soldadura para fabricar y
reparar componentes de secciones calientes de turbinas de gas que están
fabricados con estos materiales.
Aunque se ha detectado que la aleación IN 738 es difícil soldar se a logrado a
condiciones especiales obtener soldaduras sanas estas mediante una
preparación del componente a ser reparado.
Mediante este estudio nos hemos dado cuenta que para la reparación de
alabes de IN 738 de 1º y 2º paso de la turbina Ruston TB-5000 se pueden
obtener soldaduras sanas por el proceso GTAW con un aporte de IN 625 esto
para recuperar dimensiones, para restaurar grietas se puede utilizar el
proceso brazing teniendo presente que los espacios a cubrir no excedan de
los 0.3 mm, y esto solo se puede aplicar a los alabes fijos. Aunque es posible
recuperar dimensiones a través de otros procesos como el láser, EBW y por
microplasma habría que tomar en consideración la gran inversión para los
equipos especializados en contraste del GTAW no se requiere alta inversión
además de la flexibilidad de transportar el equipo.
En cuanto el porque del agrietamiento de los alabes al ser soldados podemos
mencionar que hay que tener alto cuidado en la preparación de la muestra se
ha explicado que es debido a la precipitación de partículas de ’ y se ha
mencionado que ocurre al momento de enfriarse después de aplicarse la
soldadura por lo que se requiere solubilizar la fase ’ para evitar este problema
en la ZAC posteriormente se debe de reprecipitar estas partículas mediante
un envejecido para obtener las propiedades que se requieren al momento que
se encuentren en operación.
49
En resumen podemos establecer que para recuperar los alabes de 1º y 2º
paso de la turbina Ruston TB-5000 debemos aplicar primeramente un
tratamiento térmico de solubilizado a la temperatura de 1200 ºC por un tiempo
de 2 hr, al concluir este tratamiento se debe enfriar la pieza inmediatamente a
650 ºC mediante un gas inerte de preferencia aunque puede utilizarse aire a
presión, una vez solubilizada la fase ’ se puede recuperar la pieza mediante
el proceso GTAW con aporte de IN 625 controlando las variables como
corriente y velocidad de aporte de soldadura
50
6. TRABAJOS POSTERIORES
Para lograr una mayor comprensión acerca de la aleación IN 738 es
necesario llevar acabo una experimentación en la cual se tomen en
consideración lo aquí expuesto, es recomendable elaborar un estudio a
profundidad en donde se involucren las variables tales como temperatura de
solubilizado y velocidad de enfriamiento, pudiendo ser además en una
atmósfera controlada ya sea en Argón o al vacío logrando averiguar como se
comporta los precipitados que endurecen esta aleación por medio de
microscopía de barrido, obteniendo de manera optimizada el proceso de
soldadura para estos componentes.
Es recomendable además elaborar un estudio a profundidad acerca del
proceso brazing para esta aleación sobre todo en la parte de preparación del
material ya que esto requiere gran atención antes de aplicar la soldadura y de
igual manera ejecutar una experimentación.

51
7. BIBLIOGRAFÍA
1.- ASM Handbook, Vol. 6 Welding, Brazing and soldering. Seventh printing,
September 2005, pag 575-579
2.- Superalloys 2004, TMS, pag 441
3.- Heat Treatment Structure and Properties of Nonferrous Alloys, Charly R.
Broooks, ASM pag 139
4.- Superalloys Source Book ASM, Matthew J. Donachie, Jr., ASM
5.- Welding Metallurgy, Vol. 1, Fundamentals, AWS
52
8. REFERENCIAS
1.- Hillier, Ph.D. Thesis, University of Cambridge, 1984.
2.- Mattheij J H: Role of brazing in repair of superalloys components –
advantages and limitations. Material sience and Technology, Vol 1, 1985,
pp 608-612.
3.- Ellison K A, Lowden P and Liburdi J: Powder metallurgy repair of turbine
components, Proc. Conf. International gas turbine and aeroengine
congress and exposition, 1992, Cologne, Germany, Publ. ASME, New
York, 1992. Paper 92-GT-312
4.- Liburdi J, Ellison K A, Chitty J and Nevin D: Novel approaches to the
repair of vane segments, Proc. Conf. International gas Turbine and
Aeroengine Congress and exposition, 1993, Cincinnati, USA. Publ.
ASME, New York, 1993. Paper 93-GT-230
5.- Keienburg K, Esser Wand Deblon B: Refurgishing procedures for blades
of large stationary gas turbine. Materials sience and Technology, Vol 1,
1985, pp 620-628.
6.- Esser W, McLean M, Schneider K:: Effect of fabrication and repair
procedures on the performance of Alloy IN738LC and IN939. Proc. Conf.
High temperature alloys for gas turbines and other applications, Liege 6-
9 October 1986, Partl, pp 593-622. Publ. Commision of the European
Comunities, 1986, EUR 10567.
7.- Haafkens M H and Matthey J G A new approach to the weldability of
nickel-base as-cast and powder metallurgy superalloys, Welding Journal,
Vol. 61, 1982, pp. 25-30
8.- Curtis R and Miglietti W. Development and implementation of effective
repair processes for advanced industrial gas turbine hot sections
53
components. Proc. Conf. Welding and Repair Technology for Power
plants- EPRI 2000, 2000, Marco Island, USA. Publ. Electric Power
Generations Institute, Charlotte, USA, 2000. Paper P01-GT.
9.- Rinaldi C, Garifo L, Gerelli I, Singleton P, Walker P, Guardamagna C,
Moscotti L, Bayard P and, Bertoli A: Automatic refurbishment of gas
turbine components by CO2 robot laser. Proc. Conf. Materials Solutions
97 on Joining and Repair of Gas Turbine Components. Indianapolis,
USA, 15-18 September 1997, pp 109-117. Publ. ASM Materilas Park,
USA, 1997.
10.- Gandy D, Frederick G, Peterson A, Stover J and Viswanathan R:
Development of a laser-based/high strength weld filler process to extend
repair limits on IN-738 gas turbine blades. Proc. Conf. Welding and
Repair Technology for Power Plants – EPRI 2000, 7-9 June 2000, Marco
island, USA. Publ: Electric Power Generation Institute, Charlotte, USA,
2000. Paper P05-GT.
11.- Delargy K. M. Shaw S M and Smith G D: Effects of heat treatment on
mechanical properties of high chromium nickel-base superalloy IN-939.
Materials Science and Technology, Vol 2, 1986, pp. 1031-1037.
12. Gandy D, Frederick G, Peterson A, Stover J T: Assesment of the laser
welding process for superalloy gas turbine blade welding. EPRI Report
TR-113748, Electric Power research Institute, Palo Alto, USA, 1999.
13.- Hu Y P, Reynal V, ramundo F and Dainiak G A: Laser powder fusion
repair of industrial gas turbine blades using Alloy IN738LC nickel based
superalloy. Proc. Conf. Welding and Repair Technology for Power Plants
- EPRI 2000, 2000, Marco island USA. Publ: Electric Power Generation
Institute, Charlotte, USA, 2000. Paper P02-GT.
14.- Jen M Hsu S, Nicol S, Foster M and sinnot Z: Advanced induction weld
repair processes: the use of parent material filler on superalloy rotating
blades. Proc. Conf. Welding and Repair Technology for power Plants –
EPRI 2000, 2000, Marco island, USA. Publ: Electric Power Generations
Institute, Charlotte, USA, 2000. Paper P07-GT.
54
15.- Jahnke B: High-temperature electron beam welding of the nickel base
superalloy IN-738 LC. Welding Journal, Vol. 61, 1982, pp. 343s-347s.
16.- Medina L G, Castillo T J J, Reyes D J A, Gerónimo T A, Reparación y
rejuvenecimiento de alabes de turbinas de gas fabricados de la
superaleación IN 738 endurecidos por precipitación de intermetálicos de
segunda fase. Instituto Mexicano de Investigaciones Siderúrgicas
17.- O A Ojo, N L Richards and M C Chaturvedi. Liquation of various phases
in HAZ during welding of cast Inconel 738, University of Manitoba
18.- W A Owczarzki, D S Duvall and C P Sullivan, Weld J. 1966, 44, 155
19.- R G Thompson, D E Mayo and B Radhakrishnan, Metal trans a 1991
20.- R Nakkalil, N L Richards and M C Chaturvedi, Metall Trans A 1993
21.- O A Ojo, N L Richards and M C Chaturvedi, Liquid Film migration of
constitutionally liquated g’ in weld affected zone (HAZ) of Inconel 738LC
superalloy
22.- O A Ojo, N L Richards and M C Chaturvedi, On Incipient melting during
high temperature heat treatment of cast Inconel 738 superalloy.





























