Embed Size (px)
Citation preview
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 1/26
IIS José Aristeo Mendoza Medina MSc
Basado en: Creating continuous flow. Mike Rother & Rick Harris, The Lean Enterprise Institure 2001.
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 2/26
1. ¿Son los productos adecuados?
2. ¿Cuál es el TAKT time?
3. Identifica los elementos de trabajo
4. Tiempo para cada elemento de trabajo
5. ¿El equipo tiene la habilidad de cumplir el TAKT time?
6. ¿Qué tanto podemos automatizar?
7. Lay out para flujo pieza a pieza
8. ¿Cuántos operadores necesitamos?
9. ¿Cómo distribuirás el trabajo entre los operadores?10. Programación del PACEMAKER
11. ¿Cuál es la reacción del PACEMAKER frente a variaciones de lademanda?
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 3/26
Flujo es el movimiento continuo de material a través de losprocesos de manufactura y hasta el cliente.
Una operación con flujo continuo perfecto, todos losdesperdicios asociados a inventario, espacio utilizado,
transporte y espera podrán ser eliminados. El impacto de mejora de flujo será visible en,
o Menos inventario
o Mejor calidad
o Menor espacio requerido
o Mejor comunicación
o Respuesta rápida a problemas
o Salida de producción más rápida
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 4/26
Sistemas Pull
Flujo pieza a pieza
Operaciones celulares
Orientación a producto Balanceo de operaciones
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 5/26
Obstáculos
o Inventario
o Lotes y procesos en lote
o Distancia
o
Procesos que crean defectoso Variación
o Procesos con tiempos de ciclodistintos
o Tiempos de cambio
o Pasos de no valor agregado Estrategias básicas
o Balanceo
o Eliminar inventario
o Reducción de distancias entreestaciones
o JIDOKA (eliminación dedefectos)
o Eliminación de procesos de novalor agregado
Herramientas a usar
o Minimizar loteso Celdas
o SMED
o JIDOKA
o Solución de problemas
o Filosofía de mejora continua
o 5W
o Reducción de variación
o OEE
o Mejora en disponibilidad
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 6/26
A. Flexibilidad. Celdas dedicadas vs celdas multihabilidades
B. Variación del contenido total de trabajo no mayor al 30%
C. Similaridad de Procesos y equipo. Variantes de producto
provocan preparación de equipos. D. Ritmo de producción. Buscar takt time mayor a 10
segundos.
E. Localización del cliente
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 7/26
Ritmo al cual se cubre la demanda del cliente
Tiempo disponible (por día) dividido por la demandapromedio por día..
Si la demanda cambia, se puede mantener el mismo takttime cambiando el tiempo disponible. (Es posible enMéxico?)
Tienes tres productos con la siguiente demanda diaria, 120A, 80 B y 40 C con un tiempo disponible de 200 minutos
diarios. ¿Cuál es el TAKT time? PITCH Time: La multiplicación del TAKT time por el # de
productos en el contenedor estándar que se entrega alcliente. Típicamente 15-30 minutos del tiempo.

5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 8/26
El TAKT time puede variar dependiendo el lugar en lacadena de VALOR pero siempre se debe tener en cuenta laentrega al cliente.
El TAKT time puede variar con el tiempo. ( a través del año )
El TAKT time puede mantenerse o variar al cambiar eltiempo disponible: turnos, horas extras, etc.
En algunas situaciones el TAKT time no tiene significancia orelevancia,
o Situaciones adminsitrativas
o Producción continua o largos lotes de producción
o Demanda errática

5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 9/26
Un elemento de trabajo no puede ser dividido
Estudio de movimientos
o THERBLIGs
o Cortesía de piso: Preséntate, Explica lo que haces, No tomes notas si
no las vas a mostrar y siempre agradece. Paper KAIZEN
o En el momento de registrar los elementos de trabajo, busca eldesperdicio.
o Algunas recomendaciones,
Caminar no es elemento de trabajo No incluir trabajo fuera del ciclo como elemento de trabajo
No incluir la espera por equipo
No incluyas el tiempo para remover partes terminadas si esperasdesarrollar un sistema de auto-ejección.
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 10/26
Estudio de tiempos,
o Estudio tradicional
o Muestreo
o Tiempos predeterminados Recomendaciones
o Tiempos reales en piso
o Posición donde puedas ver las manos del operador
o Cálcula el tiempo de manera individual
o Haz el timing varias veces por cada elemento
o Observa un operador calificado
o Separa tiempo de operador y máquinao Selecciona el menor tiempo repetible
o Cortesía de piso.
o Los operadores como dueños del proceso
o Usa video
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 11/26
Pilar del Sistema de Producción Toyota
El trabajo estándar crea procesos y procedimientos que sonrepetibles, confiables y capaces.
El mejor estándar es aquel que es tan obvio que es fácilidentificar que se está haciendo mal las cosas.
Tres aspectos clave,
o El trabajo estándar no es estático y cuando se encuentra una mejor
manera, se hace una actualización
o Soporta estabilidad y reduce variación porque el trabajo estándar
se realiza en la misma manera y es fácil identificar cuando hay una
diferencia
o Esencial para la mejora continua
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 12/26
El entrenamiento de trabajo consiste de 4 pasosprincipales,
o Preparar al operador con información básica
o
Presenta el trabajo al operadoro Se requieren tres ejercicios, el primero es la tarea completa por el
operador y siendo corregido por el entrenador, la segunda vez
vuelve a hacer la tarea y el mismo explica los puntos importantes.
Tercera vez se repite con el mismo procedimiento. Repetir hasta
que el proceso sea conocido.
o Seguimiento, debe saber a quien acudir en caso de duda. Se
programan chequeos.
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 13/26
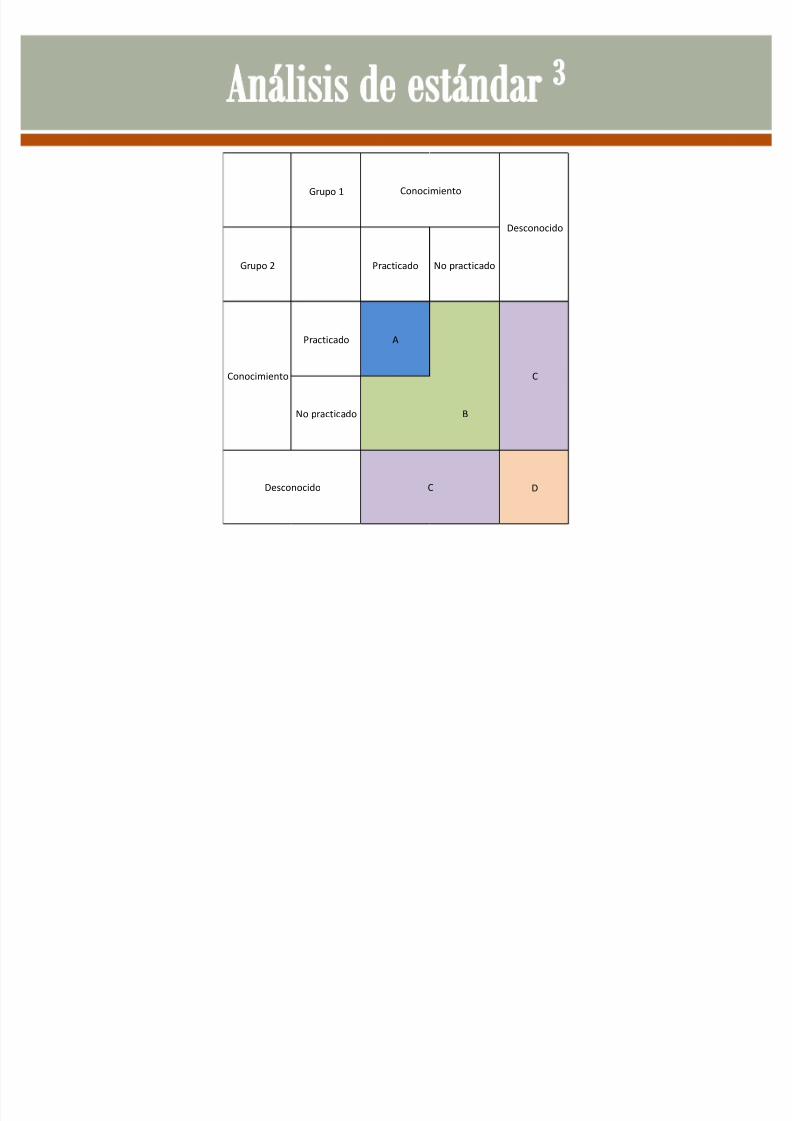
Grupo 1
Grupo 2 Practicado No practicado
Practicado A
No practicado B
D
Conocimiento
Conocimiento
Desconocido
Desconocido
C
C
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 14/26
Tiempo efectivo de ciclo de equipo: Tiempo de ciclo deequipo + Tiempo de carga y descarga + Tiempo de cambiodividido entre el número de piezas entre lote y lote.
El tiempo efectivo de ciclo de equipo es del 80% del takttime más bajo
Equipos nuevos
o Capacidad
o Flexibilidad por multi-función vs equipos simples
Maximizar Utilización de máquinas vs gente.
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 15/26
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 16/26
Equipos tan cercanos como sea posible para reducir distancia de caminado
Elimina obstáculos para el caminado del operador
Interior de la celda en no más de 5 pies
Elimina áreas o superficies donde se pueda acumular inventario
Mantén la altura consistente entre operaciones
Relocaliza inicio y final de procesos cerca uno de otro Evita transferencia arriba-abajo o frente-atrás
Utiliza la gravedad para el movimiento de materiales
Instalaciones flexibles aéreas para facilitar movimiento de layout
Mantén herramientas cercanas al punto de uso
Usa herramienta dedicada en lugar de aquellas que requieren grandes cambios,
combina donde sea posible. Aseguramiento de seguridad y ergonomía
Operaciones manuales tan cerca como sea posible para mantener flexibilidad
Separa equipos con nivel de automatización 5.
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 17/26
Equipo pequeño y dedicado en lugar de equipos grandes ymulti tareas
Introduce nivel 3 de automatización
Instalar automatización de un solo toque
Elimina loteo
Incorpora sensores para evitar situaciones anormales einclusive paros automáticos si es necesario, de tal maneraque el operador no tenga que estar revisando durante elciclo de la máquina
Diseñado para mantenimiento
EN el PACEMaker tiempos de cambio en menos de un ciclode TAKT time
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 18/26
Partes en el punto de uso
Partes de tal manera que el operador pueda usar las dos manosal mismo tiempo
Mantener todos los materiales necesarios para evitar tiempos de
cambio
Operadores no manejan material
No más de dos horas de material en punto de uso
No colocar componentes cercanos al punto de uso y evitar que el
operador pueda ir a tomarlos Utilizar Kanban para regular las entregas de material
Contenedores a la conveniencia de la operación
No interrumpir al operador durante el surtimiento de materiales
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 19/26
Separa el equipo del flujo continuo con un supermercado oinventario de tipo FIFO
Algunos procesos pueden hacerse de flujo continuo alutilizar procesos en bandas.
Se puede ignorar el lote y operador para una sola pieza
Con algo de creatividad es posible cambiar este tipo deequipos por equipos para una sola pieza.
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 20/26
Flujo en el sentido del reloj o en contra del sentido del reloj
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 21/26
Número de operadores = Contenido total de trabajo/ TAKTtime
Guía para determinar número de trabajadores,
o Menor que .3, Redondear hacia abajoo Entre .3 y .5. Trabajar con Kaizen y esperar 2 semanas para ver si
necesitas agregar otro operador
o Más de ,5, Agrega el operador pero trata de disminuir el trabajo
incidental y el desperdicio.
Balanceo de línea,o Todos iguales vs balanceo al takt time

5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 22/26
CONWIP
DBR
Bucket Brigade
Programación lineal
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 23/26
Separa el trabajo
Circuito
Flujo en reversa
Combinación
Un operador por estación
The ratchet
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 24/26
Nivelación de la producción
Pitch
Nivelación de la mezcla
Caja de nivelación de carga
KAIZEN de la frecuencia de entrega
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 25/26
Supermercados
Incremento de personal/equipo
5/13/2018 Creación de Flujo - slidepdf.com
http://slidepdf.com/reader/full/creacion-de-flujo 26/26
1. Creating continuous flow. Mike Rother / Chris Harris, 2001,The Lean Enterprise Institute.
2. Lean Manufacturing: A plant floor guide. John Allen,Charles Robinson, David Stewart, 2001, Society of
Manufacturing Engineers.
3. The Lean Toolbox: The essential guide to LeanTransformation, John Bicheno, Matthias Holweg, 2009PICCIE Books.
4. How to implement Lean Manufacturing, Lonnie Wilson,2010. McGrawHill