-
5/23/2018 Curs 01_TST_2014
1/32
TEHNOLOGIA
SUDRII PRIN2014
TOPIRE
-
5/23/2018 Curs 01_TST_2014
2/32
1800 realizarea arcului electric ntre doi electrozi de carbon,
Sir Humphry Davy
1836 descoperirea acetilenei de ctre Edmund Davy of England
1881 sudarea plcilor de Pb pentru acumulatori utiliznd arcul
electric ca i surs termic, Auguste De Meritens
1885 brevetarea proc. de sudare cu electrozi de carbon, Nikolai
Bernados i Stanislaus Olszewski in Anglia i n 1887 n America
1890 brevetarea procedeului de sudare cu electrod metalic,
Coffin i N.G. Slavianoff
1885-1900 brevetarea sudrii prin presiune i rezisten electric,
Elihu Thompson
1903 inventarea sudrii cu termit a inelor de cale ferat,
Goldschmidt
1907 inventarea electrodului nvelit, Oscar Kjellberg din
Suedia
1919 descoperirea curentului alternativ C.J. Holslag
1920 introducerea sudrii automatizate, P.O. Nobel
1920 cercetri pentru protejarea arcului i a bii metalice cu gaze
de protecie, Langmuir i Alexander
1926 brevetarea procedeului de sudare cu arc electric cu
electrod de W n atmosfer controlat, H.M. Hobart i P.K. Devers
1920-1930 perfecionarea tehnologiei de sudare cu arc electric,
elaborarea de electrozi nvelii prin extrudare, Langstroth i
Wunder
1930 brevetarea procedeului de sudare sub strat de flux,
Robinoff (Unionmelt)
1941 brevetarea procedeului Heliarc, precursor al procedeului
WIG pentru sudarea Al, Mg i oelurilor inoxidabile, R. Meredith.
Ulterior s-a acordat licena n favoarea Linde Air Products, care
a inventat pistoletele rcite cu ap
1953 sudarea n mediu CO2, Lyubavskii i Novoshilov
1957 brevetarea arcului de plasm n sudare, Robert F. Gage
1957 dezvoltarea sudrii cu fascicol de electroni, J.A. Stohr
1958 prezentarea sudrii n baie de zgur la Trgul Internaional de
la Bruxelles de ctre Uniunea Sovietic
1958-1960 dezvoltarea procedeului de sudare MIG/MAG,
perfecionarea mecanismelor de transfer: short-arc, spray-arc
1965 dezvoltarea procedeului de sudare TIG, Ucraina
1970 dezvoltarea procedeului de sudare n stare solid prin
frecare, Uniunea Sovietic
1980 sudarea cu laser
SCURT ISTORIC AL EVENIMENTELOR
-
5/23/2018 Curs 01_TST_2014
3/32
Dezvoltarea sudrii
Un incident dramatic n timpul primului rzboi mondial a fcut
posibil aplicarea pe scar mare a sudrii cuarc. Vasele germane
staionaun portul New York la izbucnirea rzboiului, au fost avariate
de echipajele lor,astfel nct vasele s nu poat fi folosite de aliai.
Paguba era att de mare nct era clar necesitatea
revoluionrii proceselor pentru a repara vasele rapid. Solutia
identificata a fost asudarii cu arc electric.Primele aplicatii ale
procedeului au fost realizate de catre Anthony Fokker, un
constructorolandez de avioane care l-a utilizat la fabricarea
fuselajelor pentru avioanele de lupta germane.
Fluxul granular cu srme cu alimentarecontinu a condus la
dezvoltarea, n 1935, aprocedeului de sudare sub strat de flux care
a fostaplicat pentru prima oar n fabricaia de evi i
construcia de vase. O cistern a fost fabricat prinacest procedeu
n 1936. Dupa care a intervenit nevoiade a automiza acest
proces.
S-au dezvoltat semiautomate, ce pot fiinute n man, pentru
sudarea sub strat de flux, n1946. La acest procedeu, tensiunea i
intensitatea eraucontrolate automat, astfel calitatea sudurii era
uniform.
Sudarea cu arcuri multiple afost introdusn 1948, iniial pentru
evicu perei groi. Ulterior, mbuntireasudurii sub strat de flux s-a
fcut n
special n domeniul fluxurilor iechipamentelor. Primele procese
deprotecie cu gaz a unui electrod detungsten (wolfram au devenit
cunoscuteca procese de sudare cu gaz inert itungsten (TIG,
WIG).
Alte
Alte date importante privind inventarea procedeelor de sudare
sunt:1951 Paton inventeaz sudarea n baie de zgur, inventarea sudrii
n mediu de bioxid de carbon, 1953
1957 Stohr inventeaz sudarea cu fascicul de electroni
1961 se inventeaz sudarea cu plasm,
1970 se inventeaz sudarea cu LASER.
-
5/23/2018 Curs 01_TST_2014
4/32
Sudarea: este un procedeu tehnologic de
mbinare nedemontabil a dou sau mai multepiese realizat printr-un
procedeu oarecare desudare, n aa fel nct s se obin o legturmetalic
de egal rezisten, care s prezintesigurannexecuie iexploatare.
(SR ISO 857/1994).
-
5/23/2018 Curs 01_TST_2014
5/32
Avantajele tehnologiilor de sudare reducerea consumului de metal
(30-50%) creterea productivitii (2-20x) obinerea unor proprieti
mecanice superioare fa de piesele turnate
sau nituite
se pot realiza construcii care prin alte procedee tehnologice
nu; realizarea unor structuri de complexitate nelimitat
realizarea unor forme raionale adaptate solicitrilor
mecanice
se obin mbinri etane
se utilizeaz semifabricate i elemente tipizate pentru
realizarea
construciilor sudate
posibilitate de mecanizare, automatizare, robotizare utilizarea
unor echipamente relativ ieftine pentru procedeele uzuale desudare
reducerea preului de cost
flexibilitate i mobilitate ridicat
poluare redus i consumuri energetice reduse
lucrul n condiii deosebit de dificile: n spaiu, n ap la adncime,
nu se formeaz rebut iremediabil.
-
5/23/2018 Curs 01_TST_2014
6/32
Dezavantajele tehnologiilor de sudare : pot s apar defecte greu
identificabile
genereaz tensiuni i deformaii dup sudare
exist pierdere de metal la tierea elementelelor constructive
modificarea local a proprietilor metalului de baz (rezisten
mecanic, la coroziune etc)
calitatea construciilor sudate depinde de calificarea i
contiinciozitatea personalului de execuie i proiectare
-
5/23/2018 Curs 01_TST_2014
7/32
APLICATII
industriale
-
5/23/2018 Curs 01_TST_2014
8/32
-
5/23/2018 Curs 01_TST_2014
9/32
-nlocuiete tehnologia turnrii, nituirii i asamblrii mecanice;-se
aplic cu eficien maxim la:
-produse unicate, serie mic;
-producie In serie mare i de mas;-produse de dimensiuni
mari;-produse de mare complexitate;-pentru solicitri mari.
-
5/23/2018 Curs 01_TST_2014
10/32
http://www.trm.dk/sw13866.asp
-
5/23/2018 Curs 01_TST_2014
11/32
Domenii de aplicare:-construcia demaini iutilaje (batiuri,
carcase,supori,stative, cutii, schelete,platforme, tije, prghii,
axe, arbori,lagreetc.;-industriametalurgic(concasoare, mori,
cuptoare, ciocane deforj,prese, laminoare,cide rulare,
manipulatoare, etc.);
-industria chimic i petrochimic(rezervoare, cisterne,
recipiente, vase dereacie,schimbtoare decldur,coloane, conducte,
ventile etc.);
-industria prelucrtoare (mainiunelte, agregateprelucrtoare,
linii de transfer,roboi,automate etc.);
-transport uzinal (macarale, poduri rulante, ascensoare,mainide
ridicat etc.);-industria extractiv(combine miniere, sonde de foraj,
platforme maritime,schelepetroliere, combine deextracie carbonifer
desuprafa,benzi transportoare etc.);
-industria de utilaje deconstrucii(excavatoare, buldozere,
laminoare de asfalt,schele deconstrucii, macare de tip
turn,instalaii de preparare a materialelor deconstrucii
etc.);-industria mijloacelor de transport (biciclete, motociclete,
autocamioane, autobuze, autoturisme,
platforme de transport, locomotive, vagoane de caleferat,nave
fluvialeimaritime, aeronave, navei staiicosmice, rachete etc.);
-constrciimetalice(cldiricivileiindustriale, hale, cupole,
turnuri, poduri rutiereiferoviare, pasaje, ferme, stlpi etc.);
-utilaje pentru industria uoar (utilaje pentru industria
alimentar, a berii, mori, cuptoare pentrupine, utilje textile, de
fabricare a hrtiei, industria deincltmnte,aparate de uz casnic,
frigidere,mainidesplat,cuptoare etc.;
-industria electrotehnic i electronic (carcase de aparataj
electric, electronic, plcicircuite imprimate, semiconductoare,
circuite integrate, calculatoare, imprimante,
scanere etc.);
-tehnica deaprare(tancuri, transportoare blindate, afeturi de
tunuri, rachete tacticeiintercontinentale, alupe,pontoane, nave
derzboi,submarine etc.).
http://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asphttp://www.trm.dk/sw13866.asp
-
5/23/2018 Curs 01_TST_2014
12/32
NECESITATE:
calitate superioarproductivitate ridicat
reducerea preului de fabricaie
CERCETARE:
Automatizarenoi procedee de sudarembuntire randamente
APLICAII:care necesit performane superioare
apariia unor noi domenii (era spaial)
megastructuri (poduri, zgrie-nori etc.)
-
5/23/2018 Curs 01_TST_2014
13/32
Dup 11 sept. 2001
-
5/23/2018 Curs 01_TST_2014
14/32
Dup 11 sept. 2001
-
5/23/2018 Curs 01_TST_2014
15/32
Platforma Petrobras P-36 s-ascufundat in 2001 dupa ce a
explodat.
-
5/23/2018 Curs 01_TST_2014
16/32
-
5/23/2018 Curs 01_TST_2014
17/32
The bridge was built in
-
5/23/2018 Curs 01_TST_2014
18/32
The bridge was built in1958 and collapsed in1983, after 25 years
ofuse. The MianusRiver bridge used a"pin and hanger"design common
to
1950's era bridges(2). Pin and hangerdesigns had
cheaperconstruction costscompared to otherdesign options (2)
http://en.wikipedia.org/wiki/Pin_and_hanger_assemblyhttp://en.wikipedia.org/wiki/Pin_and_hanger_assembly
-
5/23/2018 Curs 01_TST_2014
19/32
A $52.4 million settlement has been reached between victims of a
2007 bridgecollapse in Minneapolis, Minnesota, and the engineering
firm responsible for thebridge's inspection, the victims' attorneys
said Monday. Thirteen people werekilled in the collapse, which
occurred at rush hour.
I t i d i i d t ii d t R i
-
5/23/2018 Curs 01_TST_2014
20/32
Intreprinderi mari de construcii sudate n Romania:Intr. de Maini
Grele Malaxa, Bucureti; - Intr. Vulcan, Bucureti; -
Uz.Grivia,Bucureti, -Uz. Mecanice, Timioara; -Combinatele de Utilaj
Greudin Cluj, Iai, Timioara; -Uz. Utilaj Petrolier, Ploieti; -Uz.
Utilaj Chimic,Fgrai, Uz. Unio, Satu-Mare; -Uz. Autoturisme din
Piteti, Craiova; -Uz.
Autocamioane, Braov; -Uz. Vagoane Astra, Arad; -antierele navale
dinConstana, Brila, Galai, Turnu-Severin etc.
CLASIFICAREA PROCEDEELOR DE SUDARE I CONEXE
-
5/23/2018 Curs 01_TST_2014
21/32
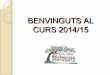
CLASIFICAREA PROCEDEELOR DE SUDARE I CONEXE
Procedeele de sudare de baz conformSTAS 5555/2-80 iSR ISO
4063:1992 se mpart n cincicategorii mari n funcie de starea
materialelor care particip la formarea mbinrilor sudate,
naturaprocedeelor de sudare i felul procedeelor conexe:
A.-procedee de sudare prin topire, la care metalul adaos i
marginile rosturilor metalului de bazse topesc subnfluena sursei de
cldur, alctuind baia de sudur, care prin cristalizare formeaz
custurasudat;
B.-procedee de sudare n staresolid, la care mbinarea pieselor se
realizeaz prin presiune nstare solid, fr metal adaos, cu sau fr
nclzire;
In afar de acestea, mai sunt prevzute urmtoarele categorii de
procedee:C. - procedee speciale de sudare;D. - procedee de lipire a
metalelor;
E. -procedee conexe, care sunt metode de prelucrare la cald a
metalelor, care utilizeaztehnici bazate pe procese care sunt
proprii diferitelor metode de sudare, dar nu realizeaz mbinri
sudate(tierea, metalizarea, sudarea dencrcare etc,).
In funcie de energia utilizat pentru nclzirea
materialelorelorexist trei categorii de procedee desudare:
-
5/23/2018 Curs 01_TST_2014
22/32
Fig. 1Clasificarea
procedeelor desudare printopire.
Fig. 2 Procedeede sudare instare solida.
-
5/23/2018 Curs 01_TST_2014
23/32
Fig. 3Clasificarea
procedeelor delipire.
Fig. 4Clasificareaprocedeelorconexe sudarii.
-
5/23/2018 Curs 01_TST_2014
24/32
Poziiile de sudare conform SR-ISO 6947n funcie de orientarea
axei mediane a custurii sudate
-
5/23/2018 Curs 01_TST_2014
25/32
Conditii de baza ale procesului tehnologicSudarea prin topire se
realizeaz prin nclzirea local, pn la topire, a
pieselor de sudat, fr aplicarea unei fore, cu sau fr utilizarea
unui material deadaos. Sudarea metalelor este o metod de mbinare
nedemontabil a dou saumai multe componente, pentru a se realiza
piese sau ansambluri necesareproduciei de bunuri materiale. n
cadrul procesului de producie sudarea aparinetehnologiilor de
fabricaie.
Nivelul tehnologic al sudrii se poate estima cu ajutorul unor
indicatoriprezentain continuare:
Indicatorul de pondere: IPO: este raportul dintre productia
anuala de structuri sudate PS si productia anuala
de otel POL:IPO = (PS/ POL) x 100% [1]
Pe plan mondial valoarea IPO este de circa 27 % i conform
prognozelor Institutului Internaional de Sudur(I.I.S.) acest
indicator va crete pn la 45 % n anul 2015. La acest calcul s-a inut
seama numai deproducia de oel, fr a mai fi considerate i piesele
sudate din metale neferoase, dintre care cele dinaluminiu nu sunt
lipsite de importan.
Indicatorul de productivitate: IPR: este raportul dintre
productia anuala de structuri sudate PS si numarul desudori
folositi la realizarea ei NS:
IPR= (PS/ NS) [tone / sudor an] [2]
In ansamblul productiei de structuri sudate se estimeaza o
crestere relativ lenta a indicatorului IPR care inanul 2015 se
estimeaza a atinge o valoare de110 [t / sudor an].
-
5/23/2018 Curs 01_TST_2014
26/32
Conditii de baza ale procesului tehnologicIndicatorul de
folosire al echipamentului de sudare: IES: este raportul dintre
valoarea echipamentelor desudare ES si productia anuala de
structuri sudate PS realizata cu ele:
IES = (ES/ PS) [dolari / tone an] [3]
Prognoza pentru anul 2015 indica o valoare scazuta de pana la5
[dolari / tone an]pentru acest indicator.
Indicatorul de folosire al electrozilor inveliti: IEL: este
raportul dintre cantitatea de electrozi folositi intr-unan EL si
productia anuala de otel POL:
IEL= (EL/ POL) [kg electrozi / tona] [4]
In perioada urmatoare pana in anul 2015 valoarea indicatorului
IEL tinde sa se uniformizeze iar pe planmondial va tinde catre
valoarea de3 [kg/tona].
Indicatorul de mecanizare si automatizare al sudarii : IMA: este
raportul dintre metalul depus prinprocedee de sudare in decursul
unui an MD:
IMA= (MDA/ MD) x 100% [5]
Calculul acestui indicator se poate efectua practic uor, dar cu
erori mai mari, lund n consideraie raportul
dintre materialele de adaos utilizate la procedeele de sudare
automate i semiautomate MAA si totalulmaterialelor de adaos MA
utilizate in aceeasi perioada:
IMA= (MAA/ MA) x 100% [6]
Acelasi indicator se mai poate calcula si cu relatia:IMA= (PA/
P) x 100% [7]
in care PA reprezinta puterea surselor electrice pentru sudarea
automata si semiautomata, iar P este putereatotala a surselor
electrice pentru sudare.
-
5/23/2018 Curs 01_TST_2014
27/32
Conditii de baza ale procesului tehnologicPentru indicatorul IMA
se mai foloseste si denumirea de grad de mecanizare GM. Prognoza
pentru anul2015 indica o valoare de aproximativ 80 % pentru acest
indicator.
Considerand valorile prognozelor pentru productia mondiala de
otel POL si pentru indicatorul de pondere IPOse poate estima
productia mondiala de structuri sudate PS:
PS= IPOx POL [8]
Situatia industriei de profil din taranoastra privita din
punctul de vedereal indicatorilor amintiti arata diferente
semnificative intre indicatorii IPR, IES,IEL si IMA.
Indicatorul de pondere IPO sesituaeaza la nivel mondial la o
valoareaproximativa de peste 40 %.
-
5/23/2018 Curs 01_TST_2014
28/32
Procedee de sudare Consideratii generale
Comportamentul la sudare sau sudabilitatea este o noiune
complex, definit pe seama unui ansamblu de factori
tehnologici,constructivi i de exploatare, prin care se apreciaz
capacitateaunui metal sau aliaj de a formambinri sudate de bun
calitate, ncondiii economice de realizare.
Comportarea la sudare este
influenat de metalul de baz,tehnologia de sudare i
concepiaconstructiv a structurii sudate.
ntre aceti factori deinfluen se stabilete legturaprezentat n
figura 5,rezultnd trei noiuni derivatecare completeaz
definiiasudabilitii i anume:
Fig. 5
Comportamentulla sudare almetalelor sialiajelor.
-
5/23/2018 Curs 01_TST_2014
29/32
Procedee de sudare Consideratii generale
-Sudabilitateametalurgic, care descrie reacia metalului
supus
sudrii la aciunea cmpului termic specific procedeului de
sudareaplicat. Sudabilitatea metalurgic este influenat de factorii
carecaracterizeaz metalul de baz, compoziia chimic,
structurametalografic i nsuirile sale fizice. Cu ct nsuirile
propriimetalului supus sudrii influeneaz mai puin tehnologia de
sudare,cu att sudabilitatea metalurgic este mai bun.
- Sudabilitatea constructiv, determinat de capacitatea
unuimaterial de baz de a realiza o structur sudat care s
funcionezecorespunztorn condiii date de exploatare. O construcie
sudatpoate influena n msur mai mare sau mai mic tehnologia
desudare. Complicaiile constructive pot avea urmri asupra
soluiile
tehnologice care fac posibil realizarea mbinrilor. Sudarea
poategenera tensiuni i fluxul de fore poate fi influenat de
soluiaconstructiv. Interseciile de cordoane de sudur, sudarea mai
multorelemente ntr-o singur custur, pot complica tehnologia
realizriistructurii sudate.
-
5/23/2018 Curs 01_TST_2014
30/32
Procedee de sudare Consideratii generale
-Sudabilitateatehnologic reprezint nsuirea metalelori aliajelor
de a formambinri sudate cu proprieti de rezisten comparabile cu ale
metalului de baz,
fr defecte sau reducerea plasticitii,n condiiile aplicrii unei
anumite tehnologiide sudare.
Sudabilitatea tehnologic depinde de: Natura i proprietile
metalului de baz i ale celui de adaos Materialele de protecie
(nveliuri, fluxuri, gaze) folosite; Procedeul i tehnologia de
sudare aplicate; Tipul, forma i dimensiunile structurii sudate;
Msuri tehnologice aplicate anteriori dup efectuarea sudrii.
Condiiile de exploatare n care lucreaz structura sudat.
Aprecierea sudabilitiise face pe baza unor metodologii care scot n
eviden comportarea la sudare ametalelori aliajelor din punctul de
vedere al unui numrrestrns de factori, cel maides al unui singur
factor.
-
5/23/2018 Curs 01_TST_2014
31/32
Procedee de sudare Consideratii generale
Metodologiile de testare a sudabilitii sunt:
Metodologii pentrudeterminarea rezisteneila fisurarea la cald;
Metodologii pentrudeterminarea rezisteneimetalului din zona
influenattermic la apariia crpturilorla rece; Metodologii pentru
evaluarea rezistenei metalului de baz zonei
influenatetermic, cordonului de sudur i mbinriin ansamblu
la apariiafenomenului de fragilizare;
Metodologii pentru punerea n eviden a rezistenei n condiiile
deexploatare, pentru metalul de baz, zona influenattermicimbinarea
n ansamblu (rezistena la coroziune, proprietile mecanice, la
diferitetemperaturi, rezistena la uzur etc.)
Fisurile la cald, apar la cordonul de sudurn timpul cristalizrii
primare a bii
de metal topit. Cauza apariiei fisurilor la cald o constituie
tensiunile de ntinderecare apar la rcire n custura sudat. La
anumite metale, la care se meninpelicule lichide la limitele
cristalelor, pot apare fisuri sub influena tensiunilor propriide
ntindere.
Aceste fisuri se produc la temperatur ridicat, n procesul de
rcire a
cordonului de sudur, de reguln intervalul de cristalizare.
-
5/23/2018 Curs 01_TST_2014
32/32
Procedee de sudare Consideratii generale
Temperatura la care se produce fenomenul de fisurare la cald
depinde decompoziia chimic a metalului supus sudrii. n cazul
oelului cu coninut mic imediu de carbon, fisurarea la cald apare de
reguln intervalul 1200-1350oC.
Fisurile de cristalizare pot fi longitudinale, transversale i
combinate n raport cuaxa de sudur a cordonului. Ele ajung sau nu la
suprafa. Cele deschise ausuprafaa oxidant, ca dovad c s-au produs
la temperatur ridicat.
Fisurarea la cald este influenat de : Tensiunile interne, care
se formeaz n cordon din cauza contracieitermice la rcirea metalului
topit,
Compoziia chimic a bii de metal topit, unde elemente ale
compoziieichimice avnd influen negativ asupra plasticitii
cordonului de sudur,n curs de formare i rcire.
Unele elemente formeaz combinaii eutectice cu temperatura de
topire sczut,meninnd pelicule lichide la marginile cristalelor
formate anterior, n procesul decristalizare. Sulful i fosforul sunt
elementele cele mai duntoare, ele se limiteazla valori minime
pentru a preveni fenomenul de fisurare la cald.