-
UNIVERSIDAD NACIONAL DE PIURAFACULTAD DE INGENIERIA
INDUSTRIALDEPARTAMENTO ACADEMICO DE INGENIERIA INDUSTRIA
CURSO:CONTROL NUMERICO
FACULTAD: INGENIERIA INDUSTRIAL - E. P. I. MECATRONICA
DOCENTE: Ing. DUBERT REYES VASQUEZ
.
-
El Control Numrico o C.N.C. se utiliza para ejercer el control
de una mquina-herramienta a travs de un autmata programable u
ordenador mediante un programa escrito previamente introducido, lo
que implica el conocimiento de un determinado lenguaje de
programacin. Hoy da resultan imprescindibles en la industria de
mecanizado moderna, aportando su innegable eficacia en aspectos
como exactitud, uniformidad y mecanizado de piezas complejas.Tras
el estudio del curso, se podr efectuar la programacin de uno de loS
controles numricos ms conocido y ampliamente utilizado: el control
Sinumerik, de la prestigiosa firma Siemens. Para ello se dispone
del correspondiente software de simulacin, con el que podr simular
la creacin de un programa de C.N.C. en dicho lenguaje y su
posterior verificacin grfica.El objetivo del curso es,
precisamente, disponer de una serie de conceptos bsicos sobre
mecanizado, as como conocer dicho lenguaje para poder efectuar un
programa de mecanizado. Todo ello por supuesto sin olvidar los
conocimientos sobre orgenes, puntos de referencia, y especialmente
el control de las herramientas de corte, aspectos tan importantes o
ms que los citados anteriormente.
-
En los ltimos aos, los procesos de fabricacin exigen cada vez
menores tolerancias de fabricacin y menores precios de las piezas
para poder abaratar costes. Como consecuencia, las mecanizaciones
que anteriormente se realizaban de manera manual han pasado a
desarrollarse mecnicamente e incluso en numerosas ocasiones
automticamente sin necesidad de ningn operario.Para dar este paso,
uno de los factores ms importantes ha sido la adecuacin de las
maquinas de mecanizado, en las que se ha conseguido dar pasos de
gigante hasta alcanzar muy altas velocidades de mecanizado con
sorprendentes tolerancias de fabricacin incluso despus de tiradas
de 10.000 piezas. Uno de los causantes de tan tremenda revolucin ha
sido la integracin de los controles numricos en los procesos de
fabricacin, sistemas capaces de controlar el entorno de la mquina,
la propia fabricacin y el estado de cada uno de los ejes que
intervienen en la fabricacin.Se tratar de dar una resea sobre las
mejoras que el control numrico ha ido sufriendo con el paso de los
aos, las maquinas herramientas en las que habitualmente se suele
integrar este tipo de controle y, lo ms importante, cmo programar
dichos controles para que ejecute las funciones necesarias.
-
INTRODUCCIONLa industria tiene que procurar trabajar en forma
cada vez ms prctica, buscando eficiencia y economa da a da,
principalmente a lo que se refiere al mecanizado de los
materialesHoy conoceremos el lenguaje de programacin CNC, abordando
los comandos mas usados en el mercado con ejemplos aplicativos y
definiciones de cdigos de forma que quien acta en el rea de Metal
Mecnica con Maquinas CNC se familiarice con otros comandos pudiendo
identificar sus particularidades, pues existen varios fabricantes
en el mercado.
-
CNC Mquinas Herramientas con Control Numrico Computarizado
-
INTRODUCCION Para realizar un programa de control numrico, es
necesario identificar una serie de puntos en las piezas a mecanizar
y en la mquina, que permiten seleccionar el origen de coordenadas
ms adecuado de una pieza para realizar el programa de control
numrico (CNC).
OBJETIVOAs, el objetivo de esta unidad didctica es: Seleccionar
el origen de coordenadas de una pieza a partir de su geometra y
acotacin.
Para ello se plantean una serie de actividades para identificar
diferentes conceptos y ponerlos en prctica, por medio de
ejercicios.
-
Las coordenadas son todos los puntos relacionados con la
geometra del diseo que orientan al programador en la elaboracin de
los programas CNC.
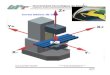
En los tornos tenemos dos ejes de avance X y Z que compone un
carro en el cual esta montado el soporte de las
herramientasSistemas de Coordenadas
-
. X - Eje transversal esta relacionado con el torno CNC con las
coordenadas de dimetro (o radio) y tiene un punto definido de
referencia definido que coincide con una lnea de centro del eje del
rbol principal de la mquina que se denominar X0.Z -Eje longitudinal
esta relacionado con el torno CNC con las coordenadas de longitud y
tendr un punto de referencia que puedes ser establecido dentro del
rea de trabajo de la mquina. Deber procurar siempre un punto de
referencia en que la programacin sea fcil, rpida y objetiva, a la
cual daremos el nombre de punto cero pieza.
-
El cero pieza es el punto en donde el programador sita un
sistema de referencia segn ejes X - Z, respecto de los cuales
define la geometra (cotas) de la pieza que quiere programar. El
cero pieza viene dado respecto del cero mquina, trabajando de esta
manera - una vez definido el cero pieza - el programa CNC es
independiente de la posicin exacta en que se amarra la pieza en el
cabezal del torno.
CERO PIEZA
-
Coordenadas AbsolutasSon las que se relacionan siempre con un
punto de referencia (punto cero pieza) fijo del diseo, y puede ser
llamadas tambin medidas de referencia o medidas reales.
-
Con este sistema cada medida introducida se refiere siempre a un
posicionamiento anterior, entonces tendremos siempre medidas de
distancia entre dos puntos prximos.En este proceso deber tomarse en
consideracin solamente un movimiento a ser ejecutado.
Coordenadas Incrementales
-
Coordenadas AbsolutasCoordenadas Incrementales
XZA080B1565C1545D2040E2240F2438G2427H3120I3420J4014
XZA080B15-15C0-20D5-5E20F2-2G0-11H7-7I30J6-6
-
Sistema ISO de programacin, lenguaje G
Cuando hablamos de ISO, recordamos algo estandarizado y dentro
de normas especficas y cada segmento tiene sus reglas.El lenguaje G
fue adoptado por el sistema como un patrn a ser usados por los
fabricantes de comandos con algunas normas rgidas, dando a ellos
libertades para la creacin de recursos propios, manteniendo
funciones bsicas y universales, funciones que no pueden ser
definidas de maneras diferentes y que tengan la misma finalidad en
todos los comandos.
-
INTRODUCCION
En esta unidad didctica, se van a realizar una serie de
actividades, relacionadas a las funciones que permiten programar
movimientos lineales en CNC.
OBJETIVO As, el objetivo de esta unidad didctica es: Identificar
las funciones de CNC para programar movimientos o desplazamientos
lineales.
-
El movimiento A (en azul) es una aproximacin al punto de trabajo
por lo que interesa en realizarlo en rpido por lo tanto G00El
movimiento B (en rojo) corresponde al mecanizado del perfil
(compuesto por segmentos rectos) de la pieza, interesar realizarlo
a una determinada velocidad, por lo tanto corresponde un G01que es
movimiento de trabajo.El movimiento C (en verde) corresponde al
alejamiento esta vuelve a la posicin inicial del movimiento ( punto
P).
Primero se aleja en el eje X y despus en Z. Los alejamientos se
programan en G00.
-
INTRODUCCION En esta unidad didctica, se van a realizar una
serie de actividades, relacionadas con algunas de las funciones que
permiten programar movimientos circulares en CNC.
OBJETIVO As, el objetivo de esta unidad didctica es: Identificar
las funciones de CNC para programar movimientos o desplazamientos
circulares.
-
Funciones G02, G03: Interpolacin circular.Las funciones de
movimientos de mecanizado que existen en CNC, son las ya vistas
G00, G01, y las funciones para generar trayectorias circulares
son:G02: Interpolacin circular horariaG03: Interpolacin circular
antihoraria La interpolacin circular es el movimiento de mecanizado
que une dos puntos de un perfil describiendo entre ambos una
trayectoria circular.
-
En la figura el perfil esta compuesto por tramos lineales, que
corresponden a G01 y tramos circulares, que corresponden a G02 G03.
Los tramos que corresponden a G02 y G03 son los 4 a 5 y 6 a 7.Las
funciones G02 (G2) y G03 (G3) son modales e incompatibles entre s y
tambin lo son con las funciones G00, G01.
-
N1 G00 X0 Z82; AN2 G1 X0 Z80; AN3 G02 X15 Z65 R15; BN4 G01 X15
Z45; CN5 G03 X20 Z40 R5; D N6 G01 X22; EN7 G01 X24 Z38; FN8 G01
Z27; GN9 G03 X31 Z20 R7; HN10 G01 X34; IN11 G02 X40 Z14 R6; J
-
XZA072B5.872C5.859D5.556.5E6.555.5F838.5G737.5H630.5I7.529J10.517k010