Embed Size (px)
Citation preview
DATOS TÉCNICOS
A2
BA C
Dat
os té
cnic
os
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
Los datos técnicos que se presentan a continuación corresponden principalmente a los elementos estándar ELESA+GANTER, fabricados con plásticos de ingeniería y materiales metálicos.Las principales tecnologías utilizadas para la producción de productos plásticos son:– moldeo por compresión/transferización para los duroplásticos;– moldeo por inyección para los tecnopolímeros.Una vez efectuado este proceso primario, pueden llevarse a cabo operaciones secundarias, como mecanizado, acabado, montaje, decoración para personalizar el producto (tampoimpresión), embalaje para garantizar una protección adecuada durante el transporte y la identificación del producto.
DUROPLÁSTICOS: materiales plásticos termoendurentes de base fenólica (PF) que se endurecen durante el proceso de moldeo debido a una polimerización irreversible.TECNOPOLÍMEROS: materiales poliméricos termoplásticos para un uso técnico a los cuales la composición química de la cadena molecular proporciona una gran variedad de propiedades mecánicas, térmicas y tecnológi-cas. El proceso de transformación está basado en la fusión y sucesivo endurecimiento mediante solidificación en un molde. El material tiene por sí mismo un bajo impacto ambiental ya que puede ser reciclado (solidificación reversible).
Los principales tecnopolímeros utilizados por ELESA+GANTER
PAPoliamida reforzada con fibra de vidrio, con carga de vidrio o microesferas de vidrio o SÚPER polímeros de base poliamídica
PA-TPoliamida especial transparente
PPPolipropileno reforzado con fibra de vidrio o con cargas minerales
POMResina acetálica
PCPolicarbonato especial
PBTPoliéster especial
TPEElastómero termoplástico
DUROPLÁSTICOS: el uso de cargas minerales, de fibras textiles naturales y la perfecta elección de la resina de base aportan a este material una excelente resistencia mecánica, una gran dureza superficial y una buena resistencia al impacto.TECNOPOLÍMEROS: la amplia selección de polímeros de base disponibles y la posibilidad de combinación con cargas de refuerzo o aditivos de varios tipos, hacen posible una gran variedad de niveles de funcionalidad en términos de resistencia mecánica, resistencia al impacto, disminución del relajamiento bajo carga (creep) y fatiga.Las propiedades mecánicas de un componente moldeado con material plástico pueden variar considerable-mente en función de la forma y del nivel tecnológico de elaboración. Por ello, en vez de proporcionar tablas con datos específicos sobre la resistencia mecánica de las muestras de varios tipos de materiales, ELESA+GANTER ha decidido informar a los técnicos de los valores de los esfuerzos que, en los casos más significativos, pueden causar la rotura del componente. Para la mayor parte de los productos, los valores de resistencia mecánica indi-cados en el catálogo se refieren a esfuerzos de rotura.La deformación bajo esfuerzo resulta importante para algunos productos, y por lo tanto puede poner en riesgo la funcionalidad, incluso antes de su rotura. Así pues, para tales productos, se proporcionan dos valores de carga:– carga máxima de trabajo por debajo de la cual la deformación no compromete la funcionalidad del componente;– carga de rotura según los conceptos establecidos anteriormente.En estos casos, la “carga máxima de trabajo” se utilizará como dato de diseño máximo para garantizar la correcta funcionalidad, mientras que la “carga de rotura” se utilizará para pruebas de seguridad. Obviamente en ambos casos deben aplicarse coeficientes de seguridad adecuados.Se han tenido en cuenta los esfuerzos funcionales (p. ej. la transmisión de par en el caso de un volante, la resistencia de tracción en el caso de una empuñadura) y los esfuerzos accidentales (p. ej. un impacto con el componente), para poder proporcionar a los técnicos una referencia que les permita establecer coeficientes adecuados de seguridad según el tipo y la importancia de la aplicación.Todos los valores de resistencia proporcionados son el resultado de pruebas efectuadas en los laboratorios de ELESA+GANTER a temperatura y humedad controladas (23°C - Humedad relativa de 50%) con determinadas condiciones de uso y con la aplicación de una carga estática durante un periodo de tiempo limitado. Por lo tanto, el técnico siempre deberá tener en cuenta cuál es el coeficiente de seguridad adecuado en función de la aplicación y de las condiciones de uso específicas (vibraciones, cargas dinámicas, temperaturas de uso al límite del campo de temperatura admisible). Así pues, es responsabilidad del técnico comprobar la idoneidad del producto para el uso previsto. Para algunos materiales termoplásticos, cuyas características mecánicas varían un poco en función del porcen-taje de absorción de humedad (véase el capítulo 1.5), las pruebas de resistencia sobre el componente se efectúan según ASTM D570, para que la absorción de humedad corresponda al equilibrio con un ambiente a 23°C y una humedad relativa del 50%.
1. Materiales plásticos
1.1 Resistencia mecánica
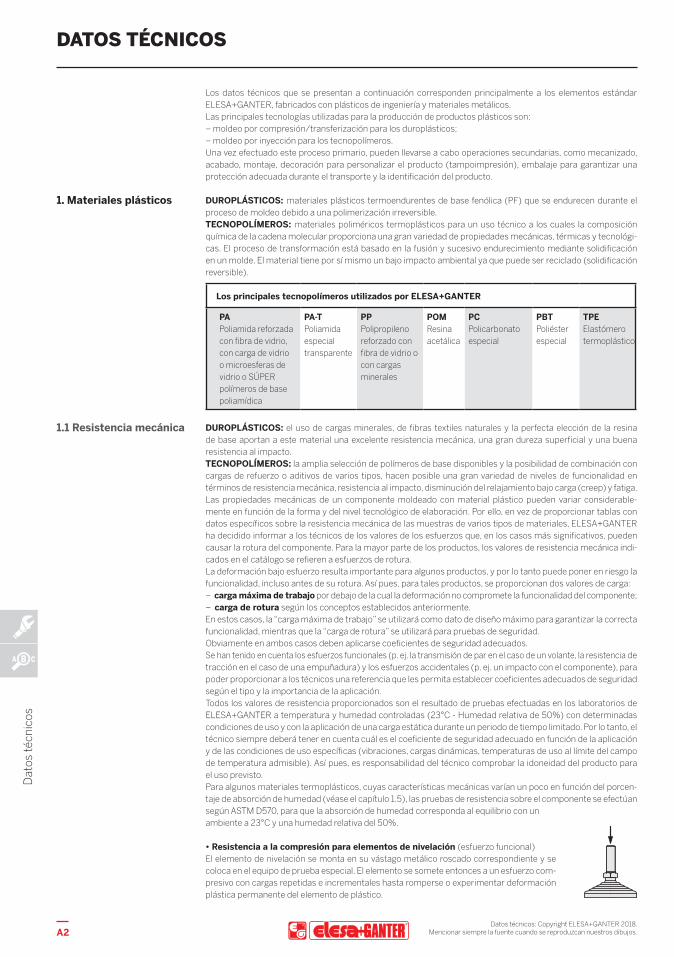
• Resistencia a la compresión para elementos de nivelación (esfuerzo funcional) El elemento de nivelación se monta en su vástago metálico roscado correspondiente y se coloca en el equipo de prueba especial. El elemento se somete entonces a un esfuerzo com-presivo con cargas repetidas e incrementales hasta romperse o experimentar deformación plástica permanente del elemento de plástico.
A3
BA CD
atos
técn
icos
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
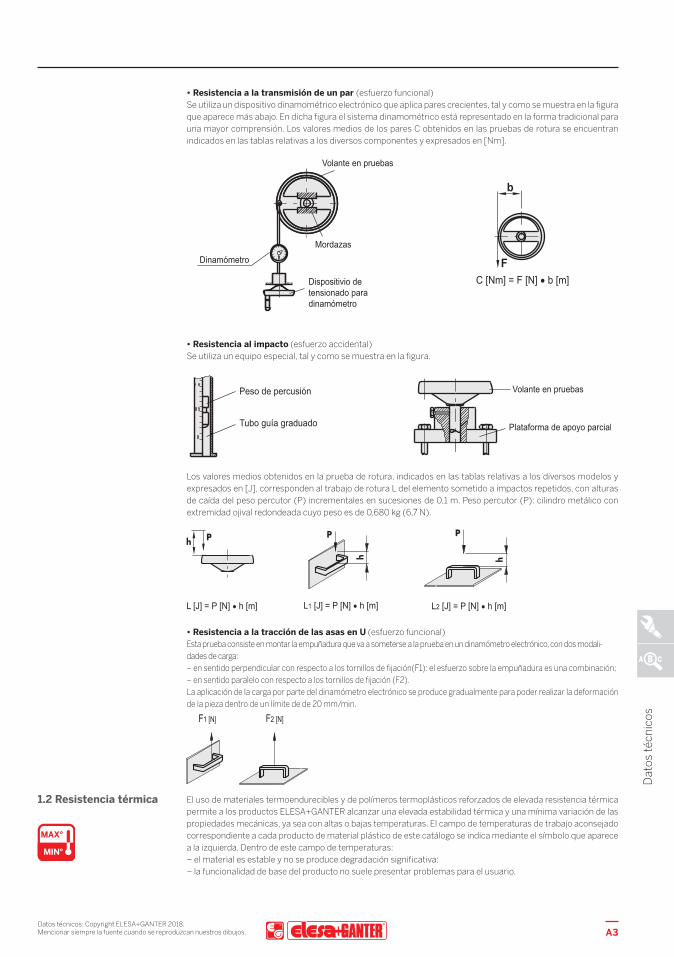
• Resistencia a la transmisión de un par (esfuerzo funcional)Se utiliza un dispositivo dinamométrico electrónico que aplica pares crecientes, tal y como se muestra en la figura que aparece más abajo. En dicha figura el sistema dinamométrico está representado en la forma tradicional para una mayor comprensión. Los valores medios de los pares C obtenidos en las pruebas de rotura se encuentran indicados en las tablas relativas a los diversos componentes y expresados en [Nm].
Dinamómetro
Volante en pruebas
Mordazas
Dispositivio de tensionado para dinamómetro
C [Nm] = F [N] • b [m]
b
F
• Resistencia al impacto (esfuerzo accidental)Se utiliza un equipo especial, tal y como se muestra en la figura.
Peso de percusión
Tubo guía graduado
Volante en pruebas
Plataforma de apoyo parcial
Los valores medios obtenidos en la prueba de rotura, indicados en las tablas relativas a los diversos modelos y expresados en [J], corresponden al trabajo de rotura L del elemento sometido a impactos repetidos, con alturas de caída del peso percutor (P) incrementales en sucesiones de 0,1 m. Peso percutor (P): cilindro metálico con extremidad ojival redondeada cuyo peso es de 0,680 kg (6,7 N).
• Resistencia a la tracción de las asas en U (esfuerzo funcional)Esta prueba consiste en montar la empuñadura que va a someterse a la prueba en un dinamómetro electrónico, con dos modali-dades de carga: – en sentido perpendicular con respecto a los tornillos de fijación(F1): el esfuerzo sobre la empuñadura es una combinación;– en sentido paralelo con respecto a los tornillos de fijación (F2).La aplicación de la carga por parte del dinamómetro electrónico se produce gradualmente para poder realizar la deformación de la pieza dentro de un límite de de 20 mm/min.
El uso de materiales termoendurecibles y de polímeros termoplásticos reforzados de elevada resistencia térmica permite a los productos ELESA+GANTER alcanzar una elevada estabilidad térmica y una mínima variación de las propiedades mecánicas, ya sea con altas o bajas temperaturas. El campo de temperaturas de trabajo aconsejado correspondiente a cada producto de material plástico de este catálogo se indica mediante el símbolo que aparece a la izquierda. Dentro de este campo de temperaturas: – el material es estable y no se produce degradación significativa: – la funcionalidad de base del producto no suele presentar problemas para el usuario.
1.2 Resistencia térmica
MAX°
MIN°
DATOS TÉCNICOS
A4
BA C
Dat
os té
cnic
os
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
Los valores de resistencia mecánica, resistencia al impacto, par máximo y presión máxima de trabajo indicados en el catálogo son el resultado de pruebas efectuadas en condiciones de laboratorio (23°C – Humedad relativa del 50%). Dichos valores pueden sufrir variaciones en el campo de las temperaturas de trabajo indicadas. Por lo tanto,es responsabilidad del cliente comprobar las prestaciones reales del producto en las correspondientes condiciones térmicas de uso. En la tabla siempre se ofrece una indicación aproximativa acerca del campo de temperaturas de trabajo para los diversos tipos de materiales plásticos:
Material Campo de temperaturas de trabajo
Duroplásticos (PF) desde -20 °C a 100°/ 110 °CTecnopolímeros especiales de base polipropilénica (PP) de alta resistencia desde 0 °C a 80°/ 90 °C
Tecnopolímeros de base polipropilénica (PP) reforzados con fibra de vidrio. desde 0 °C a 100 °C
Tecnopolímeros de base poliamídica (PA) desde -20 °C a 90 °CTecnopolímeros de base poliamídica (PA) reforzado con fibra de vidrio desde -30 °C a 130°/ 150 °C
Tecnopolímeros de base poliamídica (PA) para altas temperaturas, reforzados con fibra de vidrio desde -30 °C a 200 °C
DUROPLÁSTICOS: la elevada dureza superficial del material y su acabado brillante, obtenido mediante moldeo, permiten conservar inalterables la superficie incluso con un uso prolongado en presencia de residuos resultantes del mecanizado de metales o en ambientes abrasivos, como sucede por ejemplo en aplicaciones de mecanizado de metales con máquinas-herramientas.. TECNOPOLÍMEROS: los valores de dureza superficial son inferiores a los del duroplástico, pero siempre entre el campo de 60 a 98 Rockwell, escala M. Por otra parte, los tecnopolímeros presentan una mayor resistencia a la rotura y a los impactos en comparación con los duroplásticos.
Las tablas del capítulo 10 (páginas A15) describen la resistencia de los materiales plásticos utilizados para los productos ELESA+GANTER a una temperatura ambiente de 23°C, en presencia de los diversos agentes químicos con los cuales pueden estar en contacto en un entorno industrial (ácidos, bases, disolventes, lubrificantes, carbu-rantes y soluciones acuosas), e indica 3 clases de resistencia: – buena resistencia = la funcionalidad y estética del producto permanecen invariadas; – discreta resistencia = efectos sobre la funcionalidad y/o estética, dependiendo del tipo de producto y de las
condiciones de trabajo, con algunas limitaciones de uso en función de la aplicación específica; – Mala resistencia = producto susceptible a ataque químico. Uso desaconsejado. Como regla general, la resistencia química se reduce a medida que aumenta la temperatura de trabajo y los es-fuerzos mecánicos a los cuales se encuentra sometido el producto. La presencia combinada de temperatura alta y esfuerzos mecánicos elevados hace indispensable una prueba práctica de comprobación de la resistencia del producto a los agentes químicos.
En la mayoría de los casos, los productos estándar ELESA+GANTER de material plástico se utilizan para apli-caciones “indoor” (bajo cubierta). Sin embargo, dadas las características de los materiales y las precauciones adoptadas en la fase de diseño, estos productos también puede utilizarse para aplicaciones “outdoor” (al aire libre), donde se exponen a condiciones atmosféricas particulares: • Cambios térmicos bruscos: dentro del campo de temperaturas de trabajo indicadas para cada producto, los cam-bios bruscos de temperatura no suponen un problema gracias a la resistencia al impacto de los materiales utilizados; • Presencia de agua o humedad: puede dar lugar a procesos de hidrólisis y a la absorción de un cierto porcenta-je de agua/humedad hasta alcanzar un estado de equilibrio. Esto puede alterar algunas propiedades mecánicas del material. Algunos materiales sensibles a la absorción del agua son, por ejemplo, las poliamidas (PA), las poliamidas transpar-entes (PA-T y PA-T AR) y los duroplásticos (PF). Los productos realizados con estos materiales pueden experimentar pequeñas variaciones dimensionales debido a la absorción de agua, lo que puede afectar a las tolerancias dimen-sionales. En fase de diseño, ELESA+GANTER normalmente tiene en cuenta estas posibles variaciones para mini-mizar los efectos y garantizar el cumplimiento de las especificaciones técnicas. La absorción de agua conlleva un aumento significativo de la resistencia al impacto. Los siguientes polímeros no absorben agua: polipropileno (PP), elastómeros termoplásticos (TPE) y resina acetálica (POM). El contacto oca-sional con lluvia, seguido de fases de “secado”, no suele conllevar problemas de resistencia sobre el producto. Si se trata de aplicaciones “outdoor”, se aconseja siempre evitar la acumulación de agua sobre el producto mediante la adopción de condiciones de montaje adecuadas. • Exposición a los rayos solares, y en especial a su componente UV. Se han realizado pruebas específicas de resistencia utilizando aparatos especiales para pruebas de envejeci-miento acelerado, de acuerdo con la norma ISO 4892-2, y estableciendo los siguientes parámetros: – potencia de irradiación: 550 [W]/[m]2; – temperatura interna (Black Standard Temperature, BST): 65°C; – filtro OUTDOOR, que simula una exposición al aire libre caracterizada por una baja protección contra los rayos UV; – humedad relativa: 50%
1.3 Resistencia y dureza superficial
1.4 Resistente a agentes químicos
1.5 Resistencia a agentes atmosféricos y rayos UV
A5
BA CD
atos
técn
icos
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
La relación entre las horas de prueba y las horas reales de exposición en un ambiente externo (“Horas Equiva-lentes”) depende claramente de las condiciones climáticas de cada zona geográfica. Tomando como base de com-paración la Exposición Radiante Media Diaria (ERMD), las referencias que suelen utilizarse a nivel internacional son: – horas Equivalentes Miami = alta intensidad de exposición, típica de los países con clima tropical o ecuatorial
(ERMD = 9,2 MJ/m2); – horas Equivalentes Europa Central = media intensidad de exposición, típica de los climas continentales
(ERMD=2 MJ/m2). Tras la finalización de pruebas exhaustivas efectuadas en los laboratorios de ELESA+GANTER, se ha medi-do la variación de la resistencia mecánica (rotura por tracción/compresión y rotura por impacto). En general, los resultados muestran que la resistencia mecánica de los productos en poliamida (PA), polipropileno (PP) y duroplástico (PF) no se degradan de manera significativa con la exposición a los rayos UV. En lo que respecta al aspecto estético de las muestras expuestas a la acción de los rayos UV, en algunos casos se ha observado alguna variación en el aspecto superficial del producto tras la realización de las pruebas. Para obtener más detalles sobre las pruebas de envejecimiento a los rayos UV para productos específicos, pón-gase en contacto con el Departamento Técnico de ELESA+GANTER.
La clasificación reconocida a escala global para describir el comportamiento ante la llama de los materiales plásticos se obtiene mediante dos pruebas establecidas por los UL (Underwriters Laboratories, EE. UU.). Tales pruebas se denominan: UL-94 HB y UL-94 V. Definen cuatro tipos principales de comportamiento ante la llama: HB, V2, V1 y V0, cuyos niveles de resistencia aumentan progresivamente. • UL-94 HB (Combustión horizontal) La prueba consiste en tomar un juego de tres piezas de muestra estándar de material plástico (en posición hori-zontal formando un ángulo de 45° con respecto al propio eje), y poner cada una en contacto durante 30 segundos con una llama aplicada en su borde libre inferior. Las piezas de muestra presentan dos marcas a distancias estandarizadas del extremo libre. Un material puede clasificarse como HB si, para cada una de las tres piezas de muestra, se cumplen las siguientes condiciones:– la velocidad de combustión entre las dos marcas no supera un determinado valor estandarizado que depende
del espesor de las piezas de muestra examinadas; – la llama se extingue antes de que el fuego alcance la marca que se encuentra más alejada del borde libre (es
decir, del punto de aplicación de la misma llama). • UL-94 VB (Combustión vertical) La prueba consiste en tomar un juego de cinco piezas de muestra estándar de material plástico (en posición vertical), y poner cada una en contacto dos veces durante 10 segundos con una llama aplicada en su borde libre inferior. Debajo de las piezas de muestra se coloca algodón hidrófilo. Se miden los siguientes parámetros: – el tiempo necesario para la extinción de la llama de cada una de las muestras después de cada aplicación de
la llama; – la suma de los tiempos necesarios para la extinción de la llama de las cinco piezas de muestra (teniendo en
cuenta ambas aplicaciones de la llama especificadas); – el tiempo de post-incandescencia de cada una de las muestras después de la segunda aplicación de la llama; – la presencia o ausencia de goteo de material de la muestra que pueda inflamar el algodón hidrófilo que se en-
cuentra debajo.
Las variables que determinan el comportamiento ante la llama son, entre otras, el espesor de las muestras y la coloración del material. De hecho, puede haber diferencias entre materiales cuyo color es natural y otros cuyo color es artificial, así como diferencias en función de la variación del espesor en muestras del mismo color.
1.6 Resistencia al fuego
Clasificación UL de los materiales plásticos
UL-94 HB Para cada una de las tres muestras, la velocidad de combustión entre las dos marcas no sobrepasa el valor estándar que depende del espesor de las muestras. Para cada una de las tres muestras, la llama se apaga antes de alcanzar la marca más alejada del punto de aplicación de la llama.
UL-94 V V2 V1 V0Tiempo necesario para extinguir cada una de las muestras después de cada aplicación de la llama.
≤ 30 s ≤ 30 s ≤ 10 s
Suma de los tiempos necesarios para extinguir la llama de las cinco muestras (teniendo en cuenta ambas aplicaciones de la llama especificadas)
≤ 250 s ≤ 250 s ≤ 50 s
Tiempo de post-incandescencia de cada una de las muestras después de la segunda aplicación de la llama.
≤ 60 s ≤ 60 s ≤ 30 s
Presencia de goteo de material de la muestra que pueda inflamar el algodón hidrófilo que se encuentra debajo.
YES NO NO
DATOS TÉCNICOS
A6
BA C
Dat
os té
cnic
os
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
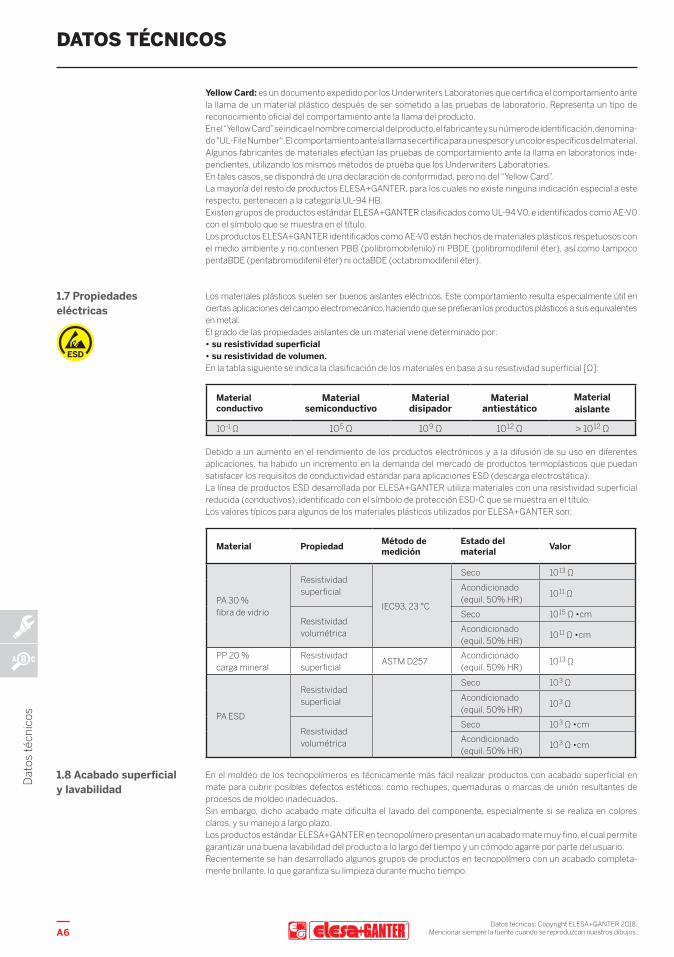
Yellow Card: es un documento expedido por los Underwriters Laboratories que certifica el comportamiento ante la llama de un material plástico después de ser sometido a las pruebas de laboratorio. Representa un tipo de reconocimiento oficial del comportamiento ante la llama del producto. En el “Yellow Card” se indica el nombre comercial del producto, el fabricante y su número de identificación, denomina-do "UL-File Number". El comportamiento ante la llama se certifica para un espesor y un color específicos del material. Algunos fabricantes de materiales efectúan las pruebas de comportamiento ante la llama en laboratorios inde-pendientes, utilizando los mismos métodos de prueba que los Underwriters Laboratories. En tales casos, se dispondrá de una declaración de conformidad, pero no del “Yellow Card”. La mayoría del resto de productos ELESA+GANTER, para los cuales no existe ninguna indicación especial a este respecto, pertenecen a la categoría UL-94 HB. Existen grupos de productos estándar ELESA+GANTER clasificados como UL-94 V0, e identificados como AE-V0 con el símbolo que se muestra en el título. Los productos ELESA+GANTER identificados como AE-V0 están hechos de materiales plásticos respetuosos con el medio ambiente y no contienen PBB (polibromobifenilo) ni PBDE (polibromodifenil éter), así como tampoco pentaBDE (pentabromodifenil éter) ni octaBDE (octabromodifenil éter).
Los materiales plásticos suelen ser buenos aislantes eléctricos. Este comportamiento resulta especialmente útil en ciertas aplicaciones del campo electromecánico, haciendo que se prefieran los productos plásticos a sus equivalentes en metal. El grado de las propiedades aislantes de un material viene determinado por: • su resistividad superficial • su resistividad de volumen. En la tabla siguiente se indica la clasificación de los materiales en base a su resistividad superficial [Ω]:
Material conductivo
Material semiconductivo
Material disipador
Material antiestático
Material aislante
10-1 Ω 105 Ω 109 Ω 1012 Ω > 1012 Ω
Debido a un aumento en el rendimiento de los productos electrónicos y a la difusión de su uso en diferentes aplicaciones, ha habido un incremento en la demanda del mercado de productos termoplásticos que puedan satisfacer los requisitos de conductividad estándar para aplicaciones ESD (descarga electrostática). La línea de productos ESD desarrollada por ELESA+GANTER utiliza materiales con una resistividad superficial reducida (conductivos), identificado con el símbolo de protección ESD-C que se muestra en el título. Los valores típicos para algunos de los materiales plásticos utilizados por ELESA+GANTER son:
Material Propiedad Método de medición
Estado del material Valor
PA 30 % fibra de vidrio
Resistividad superficial
IEC93, 23 °C
Seco 1013 Ω
Acondicionado(equil. 50% HR)
1011 Ω
Resistividad volumétrica
Seco 1015 Ω •cm
Acondicionado(equil. 50% HR)
1011 Ω •cm
PP 20 % carga mineral
Resistividad superficial
ASTM D257Acondicionado(equil. 50% HR)
1013 Ω
PA ESD
Resistividad superficial
Seco 103 Ω
Acondicionado(equil. 50% HR)
103 Ω
Resistividad volumétrica
Seco 103 Ω •cm
Acondicionado(equil. 50% HR)
103 Ω •cm
En el moldeo de los tecnopolímeros es técnicamente más fácil realizar productos con acabado superficial en mate para cubrir posibles defectos estéticos: como rechupes, quemaduras o marcas de unión resultantes de procesos de moldeo inadecuados.Sin embargo, dicho acabado mate dificulta el lavado del componente, especialmente si se realiza en colores claros, y su manejo a largo plazo.Los productos estándar ELESA+GANTER en tecnopolímero presentan un acabado mate muy fino, el cual permite garantizar una buena lavabilidad del producto a lo largo del tiempo y un cómodo agarre por parte del usuario.Recientemente se han desarrollado algunos grupos de productos en tecnopolímero con un acabado completa-mente brillante, lo que garantiza su limpieza durante mucho tiempo.
1.7 Propiedades eléctricas
1.8 Acabado superficial y lavabilidad
ESD
A7
BA CD
atos
técn
icos
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
En los últimos años, los organismos reguladores nacionales e internacionales han establecido una serie de regla-mentos para el control de sustancias dañinas para las personas o el medio ambiente, así como para la gestión de la seguridad ambiental en el ámbito industrial.
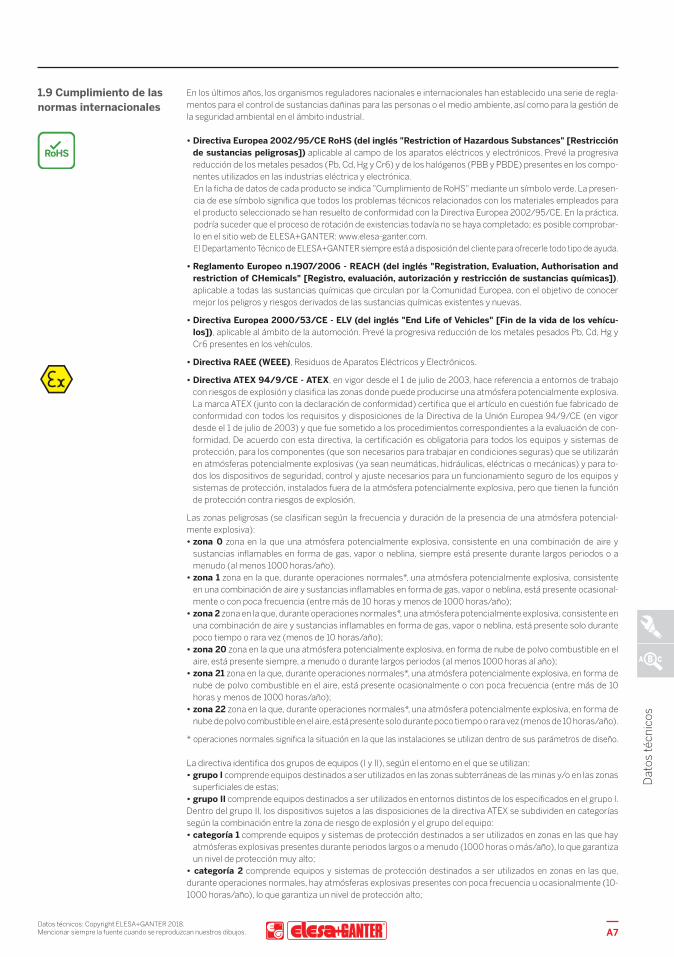
• Directiva Europea 2002/95/CE RoHS (del inglés "Restriction of Hazardous Substances" [Restricción de sustancias peligrosas]) aplicable al campo de los aparatos eléctricos y electrónicos. Prevé la progresiva reducción de los metales pesados (Pb, Cd, Hg y Cr6) y de los halógenos (PBB y PBDE) presentes en los compo-nentes utilizados en las industrias eléctrica y electrónica.
En la ficha de datos de cada producto se indica "Cumplimiento de RoHS" mediante un símbolo verde. La presen-cia de ese símbolo significa que todos los problemas técnicos relacionados con los materiales empleados para el producto seleccionado se han resuelto de conformidad con la Directiva Europea 2002/95/CE. En la práctica, podría suceder que el proceso de rotación de existencias todavía no se haya completado; es posible comprobar-lo en el sitio web de ELESA+GANTER: www.elesa-ganter.com.
El Departamento Técnico de ELESA+GANTER siempre está a disposición del cliente para ofrecerle todo tipo de ayuda.
• Reglamento Europeo n.1907/2006 - REACH (del inglés "Registration, Evaluation, Authorisation and restriction of CHemicals" [Registro, evaluación, autorización y restricción de sustancias químicas]), aplicable a todas las sustancias químicas que circulan por la Comunidad Europea, con el objetivo de conocer mejor los peligros y riesgos derivados de las sustancias químicas existentes y nuevas.
• Directiva Europea 2000/53/CE - ELV (del inglés "End Life of Vehicles" [Fin de la vida de los vehícu-los]), aplicable al ámbito de la automoción. Prevé la progresiva reducción de los metales pesados Pb, Cd, Hg y Cr6 presentes en los vehículos.
• Directiva RAEE (WEEE), Residuos de Aparatos Eléctricos y Electrónicos.
• Directiva ATEX 94/9/CE - ATEX, en vigor desde el 1 de julio de 2003, hace referencia a entornos de trabajo con riesgos de explosión y clasifica las zonas donde puede producirse una atmósfera potencialmente explosiva. La marca ATEX (junto con la declaración de conformidad) certifica que el artículo en cuestión fue fabricado de conformidad con todos los requisitos y disposiciones de la Directiva de la Unión Europea 94/9/CE (en vigor desde el 1 de julio de 2003) y que fue sometido a los procedimientos correspondientes a la evaluación de con-formidad. De acuerdo con esta directiva, la certificación es obligatoria para todos los equipos y sistemas de protección, para los componentes (que son necesarios para trabajar en condiciones seguras) que se utilizarán en atmósferas potencialmente explosivas (ya sean neumáticas, hidráulicas, eléctricas o mecánicas) y para to-dos los dispositivos de seguridad, control y ajuste necesarios para un funcionamiento seguro de los equipos y sistemas de protección, instalados fuera de la atmósfera potencialmente explosiva, pero que tienen la función de protección contra riesgos de explosión.
Las zonas peligrosas (se clasifican según la frecuencia y duración de la presencia de una atmósfera potencial-mente explosiva): • zona 0 zona en la que una atmósfera potencialmente explosiva, consistente en una combinación de aire y
sustancias inflamables en forma de gas, vapor o neblina, siempre está presente durante largos periodos o a menudo (al menos 1000 horas/año).
• zona 1 zona en la que, durante operaciones normales*, una atmósfera potencialmente explosiva, consistente en una combinación de aire y sustancias inflamables en forma de gas, vapor o neblina, está presente ocasional-mente o con poca frecuencia (entre más de 10 horas y menos de 1000 horas/año);
• zona 2 zona en la que, durante operaciones normales*, una atmósfera potencialmente explosiva, consistente en una combinación de aire y sustancias inflamables en forma de gas, vapor o neblina, está presente solo durante poco tiempo o rara vez (menos de 10 horas/año);
• zona 20 zona en la que una atmósfera potencialmente explosiva, en forma de nube de polvo combustible en el aire, está presente siempre, a menudo o durante largos periodos (al menos 1000 horas al año);
• zona 21 zona en la que, durante operaciones normales*, una atmósfera potencialmente explosiva, en forma de nube de polvo combustible en el aire, está presente ocasionalmente o con poca frecuencia (entre más de 10 horas y menos de 1000 horas/año);
• zona 22 zona en la que, durante operaciones normales*, una atmósfera potencialmente explosiva, en forma de nube de polvo combustible en el aire, está presente solo durante poco tiempo o rara vez (menos de 10 horas/año).
* operaciones normales significa la situación en la que las instalaciones se utilizan dentro de sus parámetros de diseño. La directiva identifica dos grupos de equipos (I y II), según el entorno en el que se utilizan: • grupo I comprende equipos destinados a ser utilizados en las zonas subterráneas de las minas y/o en las zonas
superficiales de estas; • grupo II comprende equipos destinados a ser utilizados en entornos distintos de los especificados en el grupo I. Dentro del grupo II, los dispositivos sujetos a las disposiciones de la directiva ATEX se subdividen en categorías según la combinación entre la zona de riesgo de explosión y el grupo del equipo: • categoría 1 comprende equipos y sistemas de protección destinados a ser utilizados en zonas en las que hay
atmósferas explosivas presentes durante periodos largos o a menudo (1000 horas o más/año), lo que garantiza un nivel de protección muy alto;
• categoría 2 comprende equipos y sistemas de protección destinados a ser utilizados en zonas en las que, durante operaciones normales, hay atmósferas explosivas presentes con poca frecuencia u ocasionalmente (10-1000 horas/año), lo que garantiza un nivel de protección alto;
1.9 Cumplimiento de las normas internacionales
RoHS
DATOS TÉCNICOS
A8
BA C
Dat
os té
cnic
os
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
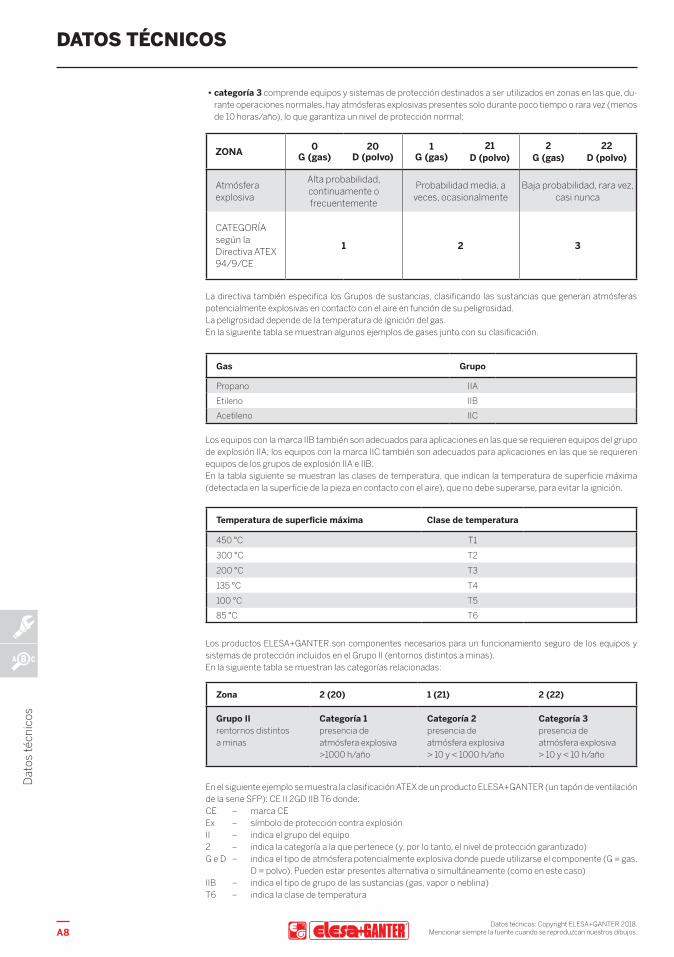
• categoría 3 comprende equipos y sistemas de protección destinados a ser utilizados en zonas en las que, du-rante operaciones normales, hay atmósferas explosivas presentes solo durante poco tiempo o rara vez (menos de 10 horas/año), lo que garantiza un nivel de protección normal;
ZONA 0G (gas)
20D (polvo)
1G (gas)
21D (polvo)
2 G (gas)
22D (polvo)
Atmósfera explosiva
Alta probabilidad, continuamente o frecuentemente
Probabilidad media, a veces, ocasionalmente
Baja probabilidad, rara vez, casi nunca
CATEGORÍA según la Directiva ATEX 94/9/CE
1 2 3
La directiva también especifica los Grupos de sustancias, clasificando las sustancias que generan atmósferas potencialmente explosivas en contacto con el aire en función de su peligrosidad. La peligrosidad depende de la temperatura de ignición del gas. En la siguiente tabla se muestran algunos ejemplos de gases junto con su clasificación.
Gas Grupo
Propano IIA
Etileno IIB
Acetileno IIC
Los equipos con la marca IIB también son adecuados para aplicaciones en las que se requieren equipos del grupo de explosión IIA; los equipos con la marca IIC también son adecuados para aplicaciones en las que se requieren equipos de los grupos de explosión IIA e IIB. En la tabla siguiente se muestran las clases de temperatura, que indican la temperatura de superficie máxima (detectada en la superficie de la pieza en contacto con el aire), que no debe superarse, para evitar la ignición.
Temperatura de superficie máxima Clase de temperatura
450 °C T1
300 °C T2
200 °C T3
135 °C T4
100 °C T5
85 °C T6
Los productos ELESA+GANTER son componentes necesarios para un funcionamiento seguro de los equipos y sistemas de protección incluidos en el Grupo II (entornos distintos a minas). En la siguiente tabla se muestran las categorías relacionadas:
Zona 2 (20) 1 (21) 2 (22)
Grupo IIrentornos distintos a minas
Categoría 1presencia de atmósfera explosiva >1000 h/año
Categoría 2presencia de atmósfera explosiva > 10 y < 1000 h/año
Categoría 3presencia de atmósfera explosiva > 10 y < 10 h/año
En el siguiente ejemplo se muestra la clasificación ATEX de un producto ELESA+GANTER (un tapón de ventilación de la serie SFP): CE II 2GD IIB T6 donde:CE – marca CEEx – símbolo de protección contra explosiónII – indica el grupo del equipo2 – indica la categoría a la que pertenece (y, por lo tanto, el nivel de protección garantizado)G e D – indica el tipo de atmósfera potencialmente explosiva donde puede utilizarse el componente (G = gas, D = polvo). Pueden estar presentes alternativa o simultáneamente (como en este caso)IIB – indica el tipo de grupo de las sustancias (gas, vapor o neblina)T6 – indica la clase de temperatura
A9
BA CD
atos
técn
icos
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
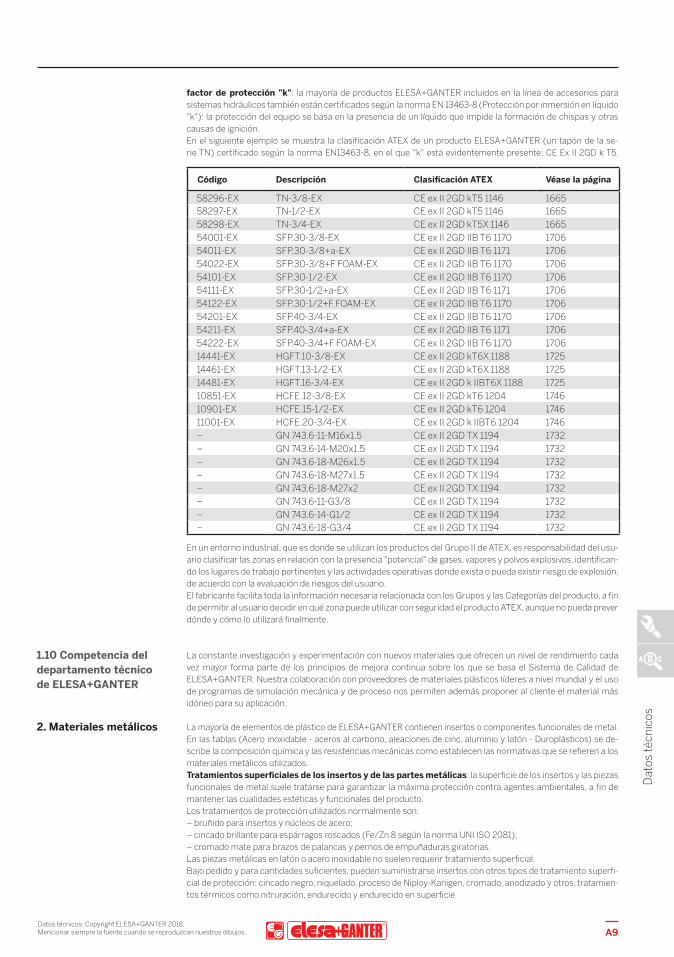
factor de protección "k": la mayoría de productos ELESA+GANTER incluidos en la línea de accesorios para sistemas hidráulicos también están certificados según la norma EN 13463-8 (Protección por inmersión en líquido "k"): la protección del equipo se basa en la presencia de un líquido que impide la formación de chispas y otras causas de ignición. En el siguiente ejemplo se muestra la clasificación ATEX de un producto ELESA+GANTER (un tapón de la se-rie TN) certificado según la norma EN13463-8, en el que "k" está evidentemente presente: CE Ex II 2GD k T5.
Código Descripción Clasificación ATEX Véase la página
58296-EX TN-3/8-EX CE ex II 2GD kT5 1146 166558297-EX TN-1/2-EX CE ex II 2GD kT5 1146 166558298-EX TN-3/4-EX CE ex II 2GD kT5X 1146 166554001-EX SFP.30-3/8-EX CE ex II 2GD IIB T6 1170 170654011-EX SFP.30-3/8+a-EX CE ex II 2GD IIB T6 1171 170654022-EX SFP.30-3/8+F FOAM-EX CE ex II 2GD IIB T6 1170 170654101-EX SFP.30-1/2-EX CE ex II 2GD IIB T6 1170 170654111-EX SFP.30-1/2+a-EX CE ex II 2GD IIB T6 1171 170654122-EX SFP.30-1/2+F FOAM-EX CE ex II 2GD IIB T6 1170 170654201-EX SFP.40-3/4-EX CE ex II 2GD IIB T6 1170 170654211-EX SFP.40-3/4+a-EX CE ex II 2GD IIB T6 1171 170654222-EX SFP.40-3/4+F FOAM-EX CE ex II 2GD IIB T6 1170 170614441-EX HGFT.10-3/8-EX CE ex II 2GD kT6X 1188 172514461-EX HGFT.13-1/2-EX CE ex II 2GD kT6X 1188 172514481-EX HGFT.16-3/4-EX CE ex II 2GD k IIBT6X 1188 172510851-EX HCFE.12-3/8-EX CE ex II 2GD kT6 1204 174610901-EX HCFE.15-1/2-EX CE ex II 2GD kT6 1204 174611001-EX HCFE.20-3/4-EX CE ex II 2GD k IIBT6 1204 1746– GN 743.6-11-M16x1.5 CE ex II 2GD TX 1194 1732– GN 743.6-14-M20x1.5 CE ex II 2GD TX 1194 1732– GN 743.6-18-M26x1.5 CE ex II 2GD TX 1194 1732– GN 743.6-18-M27x1.5 CE ex II 2GD TX 1194 1732– GN 743.6-18-M27x2 CE ex II 2GD TX 1194 1732– GN 743.6-11-G3/8 CE ex II 2GD TX 1194 1732– GN 743.6-14-G1/2 CE ex II 2GD TX 1194 1732– GN 743.6-18-G3/4 CE ex II 2GD TX 1194 1732
En un entorno industrial, que es donde se utilizan los productos del Grupo II de ATEX, es responsabilidad del usu-ario clasificar las zonas en relación con la presencia "potencial" de gases, vapores y polvos explosivos, identifican-do los lugares de trabajo pertinentes y las actividades operativas donde exista o pueda existir riesgo de explosión, de acuerdo con la evaluación de riesgos del usuario. El fabricante facilita toda la información necesaria relacionada con los Grupos y las Categorías del producto, a fin de permitir al usuario decidir en qué zona puede utilizar con seguridad el producto ATEX, aunque no pueda prever dónde y cómo lo utilizará finalmente.
La constante investigación y experimentación con nuevos materiales que ofrecen un nivel de rendimiento cada vez mayor forma parte de los principios de mejora continua sobre los que se basa el Sistema de Calidad de ELESA+GANTER. Nuestra colaboración con proveedores de materiales plásticos líderes a nivel mundial y el uso de programas de simulación mecánica y de proceso nos permiten además proponer al cliente el material más idóneo para su aplicación.
La mayoría de elementos de plástico de ELESA+GANTER contienen insertos o componentes funcionales de metal. En las tablas (Acero inoxidable - aceros al carbono, aleaciones de cinc, aluminio y latón - Duroplásticos) se de-scribe la composición química y las resistencias mecánicas como establecen las normativas que se refieren a los materiales metálicos utilizados. Tratamientos superficiales de los insertos y de las partes metálicas: la superficie de los insertos y las piezas funcionales de metal suele tratarse para garantizar la máxima protección contra agentes ambientales, a fin de mantener las cualidades estéticas y funcionales del producto. Los tratamientos de protección utilizados normalmente son: – bruñido para insertos y núcleos de acero; – cincado brillante para espárragos roscados (Fe/Zn 8 según la norma UNI ISO 2081); – cromado mate para brazos de palancas y pernos de empuñaduras giratorias. Las piezas metálicas en latón o acero inoxidable no suelen requerir tratamiento superficial. Bajo pedido y para cantidades suficientes, pueden suministrarse insertos con otros tipos de tratamiento superfi-cial de protección: cincado negro, niquelado, proceso de Niploy-Kanigen, cromado, anodizado y otros, tratamien-tos térmicos como nitruración, endurecido y endurecido en superficie
1.10 Competencia del departamento técnico de ELESA+GANTER
2. Materiales metálicos
DATOS TÉCNICOS
A10
BA C
Dat
os té
cnic
os
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
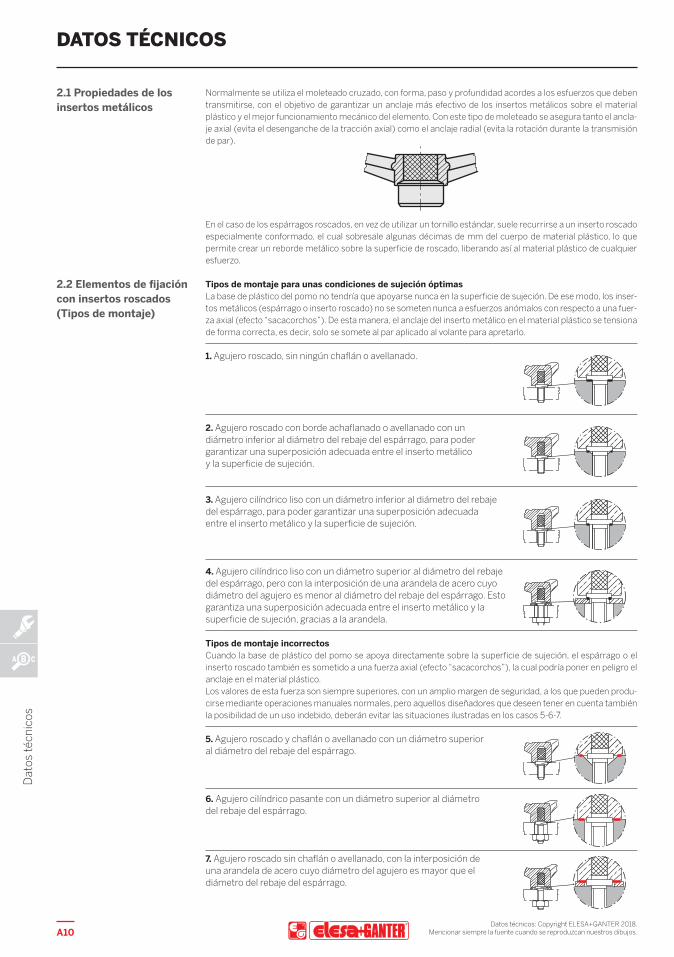
Normalmente se utiliza el moleteado cruzado, con forma, paso y profundidad acordes a los esfuerzos que deben transmitirse, con el objetivo de garantizar un anclaje más efectivo de los insertos metálicos sobre el material plástico y el mejor funcionamiento mecánico del elemento. Con este tipo de moleteado se asegura tanto el ancla-je axial (evita el desenganche de la tracción axial) como el anclaje radial (evita la rotación durante la transmisión de par).
En el caso de los espárragos roscados, en vez de utilizar un tornillo estándar, suele recurrirse a un inserto roscado especialmente conformado, el cual sobresale algunas décimas de mm del cuerpo de material plástico, lo que permite crear un reborde metálico sobre la superficie de roscado, liberando así al material plástico de cualquier esfuerzo.
Tipos de montaje para unas condiciones de sujeción óptimas La base de plástico del pomo no tendría que apoyarse nunca en la superficie de sujeción. De ese modo, los inser-tos metálicos (espárrago o inserto roscado) no se someten nunca a esfuerzos anómalos con respecto a una fuer-za axial (efecto “sacacorchos”). De esta manera, el anclaje del inserto metálico en el material plástico se tensiona de forma correcta, es decir, solo se somete al par aplicado al volante para apretarlo.
1. Agujero roscado, sin ningún chaflán o avellanado.
2. Agujero roscado con borde achaflanado o avellanado con un diámetro inferior al diámetro del rebaje del espárrago, para poder garantizar una superposición adecuada entre el inserto metálico y la superficie de sujeción.
3. Agujero cilíndrico liso con un diámetro inferior al diámetro del rebaje del espárrago, para poder garantizar una superposición adecuada entre el inserto metálico y la superficie de sujeción.
4. Agujero cilíndrico liso con un diámetro superior al diámetro del rebaje del espárrago, pero con la interposición de una arandela de acero cuyo diámetro del agujero es menor al diámetro del rebaje del espárrago. Esto garantiza una superposición adecuada entre el inserto metálico y la superficie de sujeción, gracias a la arandela.
Tipos de montaje incorrectosCuando la base de plástico del pomo se apoya directamente sobre la superficie de sujeción, el espárrago o el inserto roscado también es sometido a una fuerza axial (efecto “sacacorchos”), la cual podría poner en peligro el anclaje en el material plástico.Los valores de esta fuerza son siempre superiores, con un amplio margen de seguridad, a los que pueden produ-cirse mediante operaciones manuales normales, pero aquellos diseñadores que deseen tener en cuenta también la posibilidad de un uso indebido, deberán evitar las situaciones ilustradas en los casos 5-6-7.
5. Agujero roscado y chaflán o avellanado con un diámetro superior al diámetro del rebaje del espárrago.
6. Agujero cilíndrico pasante con un diámetro superior al diámetro del rebaje del espárrago.
7. Agujero roscado sin chaflán o avellanado, con la interposición de una arandela de acero cuyo diámetro del agujero es mayor que el diámetro del rebaje del espárrago.
2.1 Propiedades de los insertos metálicos
2.2 Elementos de fijación con insertos roscados (Tipos de montaje)
A11
BA CD
atos
técn
icos
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
En el caso de pomos en los que deben efectuarse agujeros pasantes (tipo FP), el inserto está colocado de tal manera que el mecanizado del agujero o el brochado de un chavetero solo afecta a la parte metálica, sin implicar para el usuario otros mecanizados sobre el material plástico.
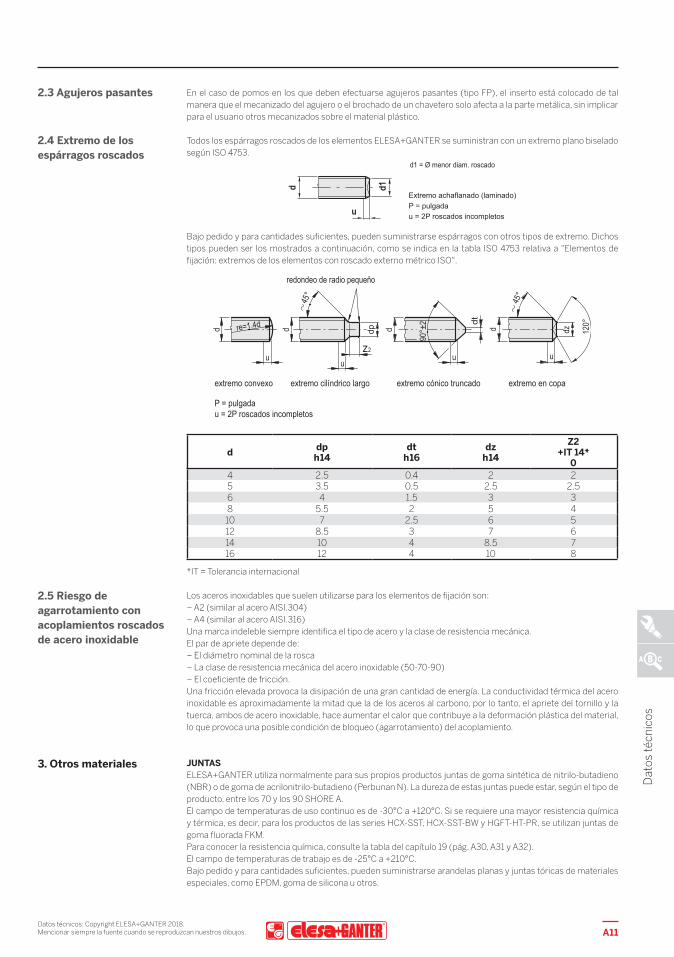
Todos los espárragos roscados de los elementos ELESA+GANTER se suministran con un extremo plano biselado según ISO 4753.
Extremo achaflanado (laminado)P = pulgadau = 2P roscados incompletos
d1 = Ø menor diam. roscado
Bajo pedido y para cantidades suficientes, pueden suministrarse espárragos con otros tipos de extremo. Dichos tipos pueden ser los mostrados a continuación, como se indica en la tabla ISO 4753 relativa a "Elementos de fijación: extremos de los elementos con roscado externo métrico ISO".
redondeo de radio pequeño
extremo convexo extremo cilíndrico largo extremo cónico truncado extremo en copa
P = pulgadau = 2P roscados incompletos
d dph14
dth16
dzh14
Z2+IT 14*
04 2.5 0.4 2 25 3.5 0.5 2.5 2.56 4 1.5 3 38 5.5 2 5 4
10 7 2.5 6 512 8.5 3 7 614 10 4 8.5 716 12 4 10 8
*IT = Tolerancia internacional
Los aceros inoxidables que suelen utilizarse para los elementos de fijación son:– A2 (similar al acero AISI.304)– A4 (similar al acero AISI.316)Una marca indeleble siempre identifica el tipo de acero y la clase de resistencia mecánica.El par de apriete depende de:– El diámetro nominal de la rosca– La clase de resistencia mecánica del acero inoxidable (50-70-90)– El coeficiente de fricción.Una fricción elevada provoca la disipación de una gran cantidad de energía. La conductividad térmica del acero inoxidable es aproximadamente la mitad que la de los aceros al carbono, por lo tanto, el apriete del tornillo y la tuerca, ambos de acero inoxidable, hace aumentar el calor que contribuye a la deformación plástica del material, lo que provoca una posible condición de bloqueo (agarrotamiento) del acoplamiento.
JUNTASELESA+GANTER utiliza normalmente para sus propios productos juntas de goma sintética de nitrilo-butadieno (NBR) o de goma de acrilonitrilo-butadieno (Perbunan N). La dureza de estas juntas puede estar, según el tipo de producto, entre los 70 y los 90 SHORE A. El campo de temperaturas de uso continuo es de -30°C a +120°C. Si se requiere una mayor resistencia química y térmica, es decir, para los productos de las series HCX-SST, HCX-SST-BW y HGFT-HT-PR, se utilizan juntas de goma fluorada FKM.Para conocer la resistencia química, consulte la tabla del capítulo 19 (pág. A30, A31 y A32). El campo de temperaturas de trabajo es de -25°C a +210°C. Bajo pedido y para cantidades suficientes, pueden suministrarse arandelas planas y juntas tóricas de materiales especiales, como EPDM, goma de silicona u otros.
2.5 Riesgo de agarrotamiento con acoplamientos roscados de acero inoxidable
2.3 Agujeros pasantes
2.4 Extremo de los espárragos roscados
3. Otros materiales
DATOS TÉCNICOS
A12
BA C
Dat
os té
cnic
os
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
FILTROS DE AIRE para tapones de ventilación (series SFC., SFN., SFP., SFV., SFW., SMN. y SMW.): – Filtros tipo TECH-FOAM espuma de poliuretano reticulada en base de poliéster, grado de filtración 40 micras,
aconsejado para temperaturas comprendidas entre -40°C y +100°C para un uso continuo, y para picos de tem-peratura breves de +130°C. El material no se expande en contacto con agua, gasolina, jabones y detergentes, aceites minerales o grasa. Algunos disolventes pueden provocar una leve expansión de la espuma (benceno, etanol y cloroformo);
– Filtros tipo TECH-FIL hechos de hilo de hierro cincado (calidad según DIN 17140-D9-W.N.R 10312, cincado según DIN 1548), grado de filtración 50-60 micras.
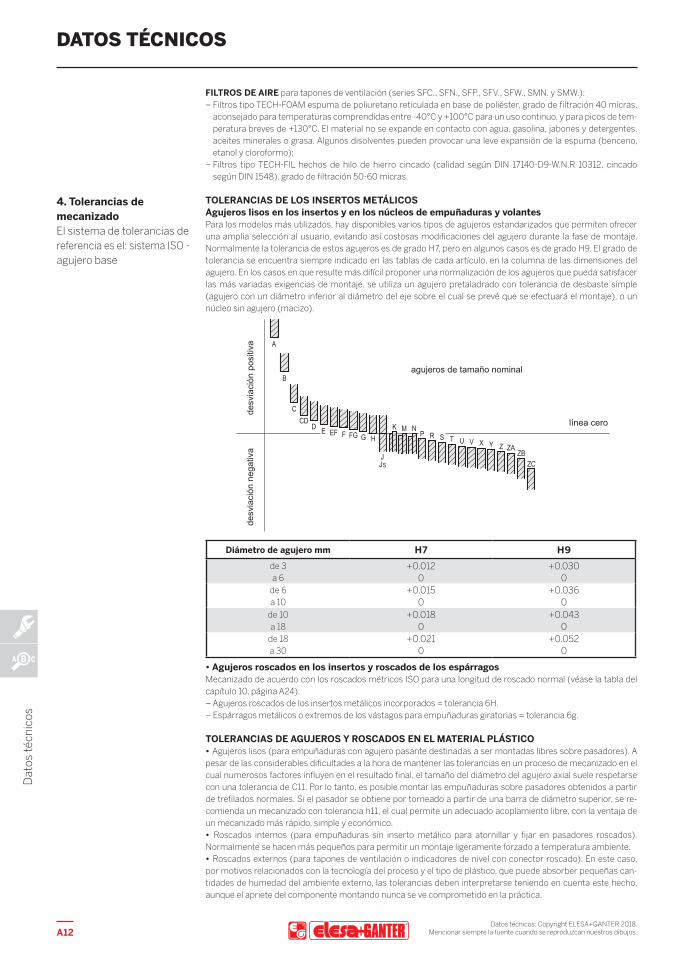
TOLERANCIAS DE LOS INSERTOS METÁLICOSAgujeros lisos en los insertos y en los núcleos de empuñaduras y volantesPara los modelos más utilizados, hay disponibles varios tipos de agujeros estandarizados que permiten ofrecer una amplia selección al usuario, evitando así costosas modificaciones del agujero durante la fase de montaje. Normalmente la tolerancia de estos agujeros es de grado H7, pero en algunos casos es de grado H9. El grado de tolerancia se encuentra siempre indicado en las tablas de cada artículo, en la columna de las dimensiones del agujero. En los casos en que resulte más difícil proponer una normalización de los agujeros que pueda satisfacer las más variadas exigencias de montaje, se utiliza un agujero pretaladrado con tolerancia de desbaste simple (agujero con un diámetro inferior al diámetro del eje sobre el cual se prevé que se efectuará el montaje), o un núcleo sin agujero (macizo).
• Agujeros roscados en los insertos y roscados de los espárragosMecanizado de acuerdo con los roscados métricos ISO para una longitud de roscado normal (véase la tabla del capítulo 10, página A24). – Agujeros roscados de los insertos metálicos incorporados = tolerancia 6H. – Espárragos metálicos o extremos de los vástagos para empuñaduras giratorias = tolerancia 6g.
TOLERANCIAS DE AGUJEROS Y ROSCADOS EN EL MATERIAL PLÁSTICO • Agujeros lisos (para empuñaduras con agujero pasante destinadas a ser montadas libres sobre pasadores). A pesar de las considerables dificultades a la hora de mantener las tolerancias en un proceso de mecanizado en el cual numerosos factores influyen en el resultado final, el tamaño del diámetro del agujero axial suele respetarse con una tolerancia de C11. Por lo tanto, es posible montar las empuñaduras sobre pasadores obtenidos a partir de trefilados normales. Si el pasador se obtiene por torneado a partir de una barra de diámetro superior, se re-comienda un mecanizado con tolerancia h11, el cual permite un adecuado acoplamiento libre, con la ventaja de un mecanizado más rápido, simple y económico. • Roscados internos (para empuñaduras sin inserto metálico para atornillar y fijar en pasadores roscados). Normalmente se hacen más pequeños para permitir un montaje ligeramente forzado a temperatura ambiente. • Roscados externos (para tapones de ventilación o indicadores de nivel con conector roscado). En este caso, por motivos relacionados con la tecnología del proceso y el tipo de plástico, que puede absorber pequeñas can-tidades de humedad del ambiente externo, las tolerancias deben interpretarse teniendo en cuenta este hecho, aunque el apriete del componente montando nunca se ve comprometido en la práctica.
4. Tolerancias de mecanizadoEl sistema de tolerancias de referencia es el: sistema ISO - agujero base
Diámetro de agujero mm H7 H9de 3a 6
+0.0120
+0.0300
de 6a 10
+0.0150
+0.0360
de 10a 18
+0.0180
+0.0430
de 18a 30
+0.0210
+0.0520
agujeros de tamaño nominal
línea cero

A13
BA CD
atos
técn
icos
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
Para el montaje sobre el eje de la empuñadura fija, se utilizan varios tipos de acoplamiento: – Empuñaduras con inserto en latón o tornillo-tuerca moldeado en el material plástico para un montaje atornil-
lado sobre el eje roscado; – Empuñaduras con inserto autoblocante incorporado en tecnopolímero especial (diseño original de ELESA) para un montaje a presión sobre un eje liso (no roscado) obtenido de un vástago trefilado normal (tolerancia ISO h9). Esta solución evita el desenrosque espontáneo a lo largo del tiempo, ya sea debido a las eventuales vibraciones a las cuales se encuentra sometida la palanca o por los movimientos giratorios efectuados accidentalmente por el operador al maniobrar la misma palanca; – Empuñaduras con agujero roscado obtenido a partir de material plástico moldeado. Para las ejecuciones con agujeros roscados obtenidos a partir de material plástico moldeado, se ha adoptado la precaución de hacer la rosca más pequeña con respecto a las especificaciones dispuestas en las normas. Esto permite que, en el apriete a temperaturas ambiente, las roscas del tornillo-tuerca se adapten ligeramente al tornillo, creando un acoplamiento con reacción elástica que posee un eficaz efecto de bloqueo. Se obtienen resultados aún mejores efectuando el montaje en caliente: la empuñadura se calienta a 80÷90°C antes de atornillarse sobre el pasador roscado. Este método de montaje facilita inicialmente la operación de atornillado, ya que el roscado del tornillo-tuerca se expande al enroscarse, y posteriormente se obtiene un efecto de bloqueo sumamente eficaz gracias al encogimiento por enfriamiento, debido a la ligera aspereza de la superficie del roscado del eje. En cualquier caso, la solución con inserto autoblocante en tecnopolímero especial (Fig. 1) es la más eficaz para hacer frente al desenrosque espontáneo, ya que el acoplamiento elástico no sufre las vibraciones o los movimien-tos giratorios efectuados por la mano del operador.
El bloqueo es tal que garantiza que la empuñadura no se salga, incluso al someterse a una acción normal de tracción axial. En relación con esto último, se indican los resultados de las investigaciones y de las pruebas efec-tuadas en los laboratorios de ELESA+GANTER, que confirman la validez técnica del acoplamiento con insertos autoblocantes en tecnopolímero especial (Fig. 2 y 3). En el diagrama de la Fig. 2 se muestran las variaciones del esfuerzo de desenganche axial expresadas en [N] en función de las variaciones del diámetro del eje (mm), seco y engrasado con tricloroetileno. Las dos curvas repre-sentan respectivamente los valores mínimos y máximos obtenidos en cientos de pruebas efectuadas con un tipo de empuñadura autoblocante con agujero Ø 12 mm. En el área A se ilustran los valores que se refieren a ejes con un diámetro comercial de 12 mm (tol. h9). En el diagrama de la Fig. 3 se muestran las variaciones del esfuerzo de desenganche axial (valores medios) en función de la zona de la superficie del eje. Como puede imaginarse, la presencia de aceite lubricante o emulsion-ante sobre la superficie del eje hace que disminuya el valor del esfuerzo de desenganche de la empuñadura. Sin embargo, puede notarse fácilmente que, incluso en esta condición desfavorable, el esfuerzo axial necesario para provocar el desenganche de la empuñadura siempre es tal que permite garantizar que eso no acabe sucediendo en la práctica. El uso de este tipo de empuñadura permite un ahorro considerable, ya que no requiere ningún mecanizado de roscado en el extremo del eje. El inserto autoblocante en tecnopolímero especial permite además realizar un aco-plamiento elástico, mientras que la misma empuñadura conserva todas las características de dureza superficial y resistencia al desgaste típicas de los materiales termoendurentes. Instrucciones de montaje: Encajar la empuñadura en el extremo ligeramente achaflanado del eje y hacerla avanzar hasta donde sea posible, a mano o con una prensa pequeña. Como alternativa, se puede utilizar un mazo de plástico o de madera para dar ligeros golpes secos hasta que quede firmemente montada. En este caso, se recomienda encarecidamente utilizar un trapo u otro material blando como protección de la superficie.
Fig.1
Fig.2 Fig.3
5. Empuñadura fija (Tipos de montaje)
A= Carga necesarria para soltar los pomos dentro de las tolerancias del diámetro del eje recomendadas para la aplicación
Diámetro del eje [mm] Diámetro del eje [mm]
eje con restos de gasoileje desengrasado con tricloroetilenoeje con restos de aceite/emulsión de aguaeje con restos de lubricante
DATOS TÉCNICOS
A14
BA C
Dat
os té
cnic
os
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
N
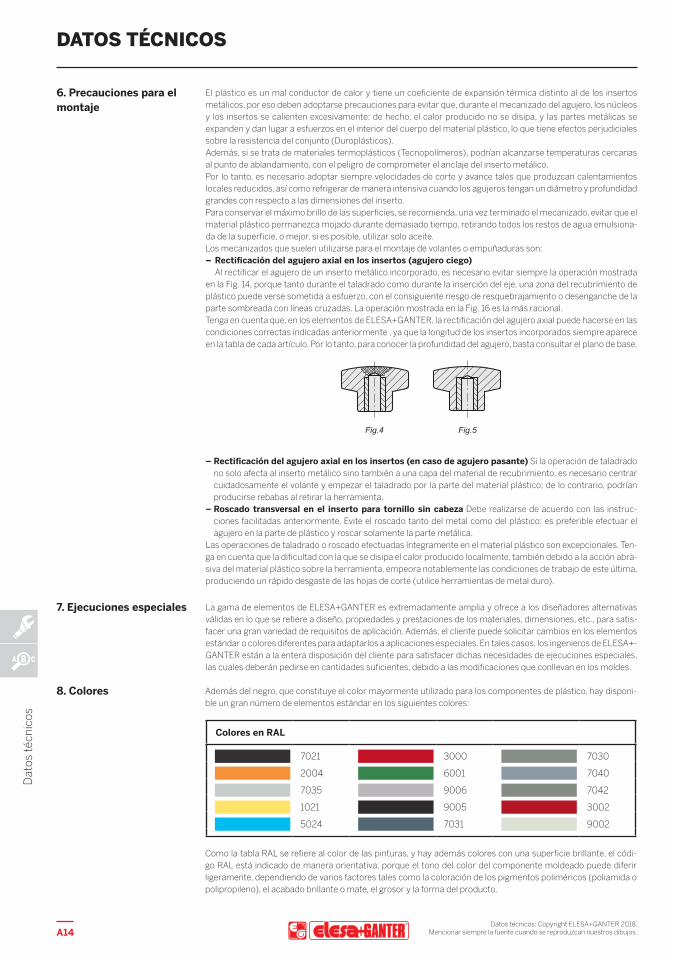
El plástico es un mal conductor de calor y tiene un coeficiente de expansión térmica distinto al de los insertos metálicos, por eso deben adoptarse precauciones para evitar que, durante el mecanizado del agujero, los núcleos y los insertos se calienten excesivamente: de hecho, el calor producido no se disipa, y las partes metálicas se expanden y dan lugar a esfuerzos en el interior del cuerpo del material plástico, lo que tiene efectos perjudiciales sobre la resistencia del conjunto (Duroplásticos).Además, si se trata de materiales termoplásticos (Tecnopolímeros), podrían alcanzarse temperaturas cercanas al punto de ablandamiento, con el peligro de comprometer el anclaje del inserto metálico.Por lo tanto, es necesario adoptar siempre velocidades de corte y avance tales que produzcan calentamientos locales reducidos, así como refrigerar de manera intensiva cuando los agujeros tengan un diámetro y profundidad grandes con respecto a las dimensiones del inserto.Para conservar el máximo brillo de las superficies, se recomienda, una vez terminado el mecanizado, evitar que el material plástico permanezca mojado durante demasiado tiempo, retirando todos los restos de agua emulsiona-da de la superficie, o mejor, si es posible, utilizar solo aceite.Los mecanizados que suelen utilizarse para el montaje de volantes o empuñaduras son:– Rectificación del agujero axial en los insertos (agujero ciego) Al rectificar el agujero de un inserto metálico incorporado, es necesario evitar siempre la operación mostrada en la Fig. 14, porque tanto durante el taladrado como durante la inserción del eje, una zona del recubrimiento de plástico puede verse sometida a esfuerzo, con el consiguiente riesgo de resquebrajamiento o desenganche de la parte sombreada con líneas cruzadas. La operación mostrada en la Fig. 16 es la más racional.Tenga en cuenta que, en los elementos de ELESA+GANTER, la rectificación del agujero axial puede hacerse en las condiciones correctas indicadas anteriormente , ya que la longitud de los insertos incorporados siempre aparece en la tabla de cada artículo. Por lo tanto, para conocer la profundidad del agujero, basta consultar el plano de base.
– Rectificación del agujero axial en los insertos (en caso de agujero pasante) Si la operación de taladrado no solo afecta al inserto metálico sino también a una capa del material de recubrimiento, es necesario centrar cuidadosamente el volante y empezar el taladrado por la parte del material plástico; de lo contrario, podrían producirse rebabas al retirar la herramienta.
– Roscado transversal en el inserto para tornillo sin cabeza Debe realizarse de acuerdo con las instruc-ciones facilitadas anteriormente. Evite el roscado tanto del metal como del plástico: es preferible efectuar el agujero en la parte de plástico y roscar solamente la parte metálica.
Las operaciones de taladrado o roscado efectuadas íntegramente en el material plástico son excepcionales. Ten-ga en cuenta que la dificultad con la que se disipa el calor producido localmente, también debido a la acción abra-siva del material plástico sobre la herramienta, empeora notablemente las condiciones de trabajo de este última, produciendo un rápido desgaste de las hojas de corte (utilice herramientas de metal duro).
La gama de elementos de ELESA+GANTER es extremadamente amplia y ofrece a los diseñadores alternativas válidas en lo que se refiere a diseño, propiedades y prestaciones de los materiales, dimensiones, etc., para satis-facer una gran variedad de requisitos de aplicación. Además, el cliente puede solicitar cambios en los elementos estándar o colores diferentes para adaptarlos a aplicaciones especiales. En tales casos, los ingenieros de ELESA+-GANTER están a la entera disposición del cliente para satisfacer dichas necesidades de ejecuciones especiales, las cuales deberán pedirse en cantidades suficientes, debido a las modificaciones que conllevan en los moldes.
Además del negro, que constituye el color mayormente utilizado para los componentes de plástico, hay disponi-ble un gran número de elementos estándar en los siguientes colores:
Como la tabla RAL se refiere al color de las pinturas, y hay además colores con una superficie brillante, el códi-go RAL está indicado de manera orientativa, porque el tono del color del componente moldeado puede diferir ligeramente, dependiendo de varios factores tales como la coloración de los pigmentos poliméricos (poliamida o polipropileno), el acabado brillante o mate, el grosor y la forma del producto.
6. Precauciones para el montaje
7. Ejecuciones especiales
8. Colores
Colores en RAL
7021 3000 7030
2004 6001 7040
7035 9006 7042
1021 9005 3002
5024 7031 9002
Fig.4 Fig.5
A15
BA CD
atos
técn
icos
Datos técnicos: Copyright ELESA+GANTER 2018.Mencionar siempre la fuente cuando se reproduzcan nuestros dibujos.
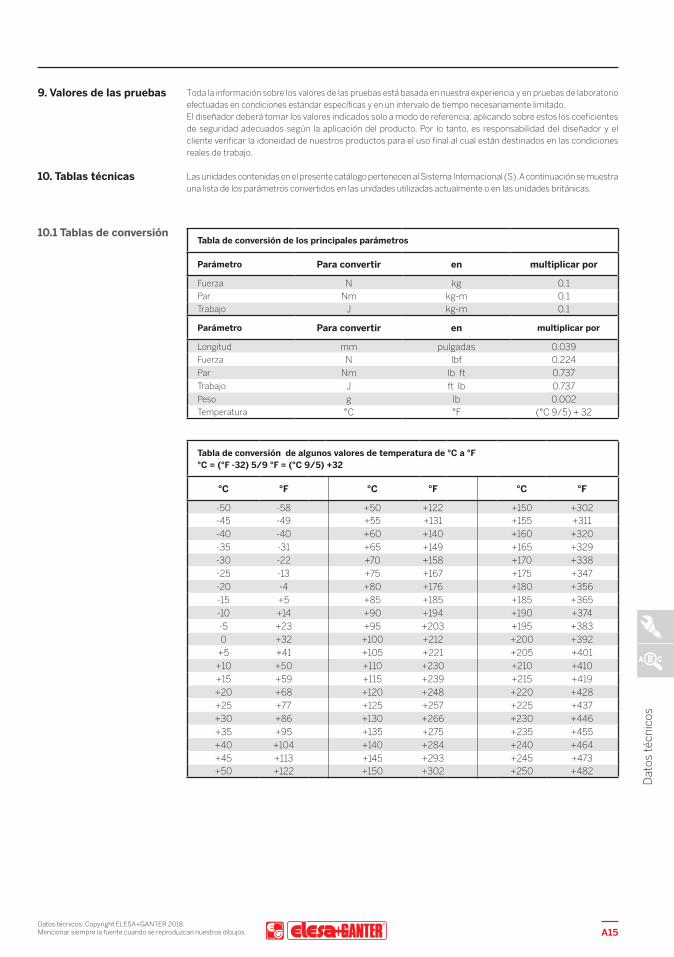
9. Valores de las pruebas
10. Tablas técnicas
10.1 Tablas de conversión
Toda la información sobre los valores de las pruebas está basada en nuestra experiencia y en pruebas de laboratorio efectuadas en condiciones estándar específicas y en un intervalo de tiempo necesariamente limitado. El diseñador deberá tomar los valores indicados solo a modo de referencia, aplicando sobre estos los coeficientes de seguridad adecuados según la aplicación del producto. Por lo tanto, es responsabilidad del diseñador y el cliente verificar la idoneidad de nuestros productos para el uso final al cual están destinados en las condiciones reales de trabajo.
Las unidades contenidas en el presente catálogo pertenecen al Sistema Internacional (S). A continuación se muestra una lista de los parámetros convertidos en las unidades utilizadas actualmente o en las unidades británicas.
Tabla de conversión de los principales parámetros
Parámetro Para convertir en multiplicar por
Fuerza N kg 0.1Par Nm kg-m 0.1Trabajo J kg-m 0.1
Parámetro Para convertir en multiplicar por
Longitud mm pulgadas 0.039Fuerza N lbf 0.224Par Nm lb ft 0.737Trabajo J ft lb 0.737Peso g lb 0.002Temperatura °C °F (°C 9/5) + 32
Tabla de conversión de algunos valores de temperatura de °C a °F°C = (°F -32) 5/9 °F = (°C 9/5) +32
°C °F °C °F °C °F
-50 -58 +50 +122 +150 +302-45 -49 +55 +131 +155 +311-40 -40 +60 +140 +160 +320-35 -31 +65 +149 +165 +329-30 -22 +70 +158 +170 +338-25 -13 +75 +167 +175 +347-20 -4 +80 +176 +180 +356-15 +5 +85 +185 +185 +365-10 +14 +90 +194 +190 +374-5 +23 +95 +203 +195 +3830 +32 +100 +212 +200 +392
+5 +41 +105 +221 +205 +401+10 +50 +110 +230 +210 +410+15 +59 +115 +239 +215 +419+20 +68 +120 +248 +220 +428+25 +77 +125 +257 +225 +437+30 +86 +130 +266 +230 +446+35 +95 +135 +275 +235 +455+40 +104 +140 +284 +240 +464+45 +113 +145 +293 +245 +473+50 +122 +150 +302 +250 +482





























