Embed Size (px)
DESCRIPTION
Presentación del tema Diagramas de Control para estadística.
Citation preview
DIAGRAMA DE CONTROL
Materia: Sistemas de CalidadAlumno: Erick Daniel Loza SantosProfesora: Dra. Patricia Magdalena Contreras Mendoza
DEFINICIONES
En cualquier proceso de fabricación, siempre existirá cierto grado de variabilidad inherente o natural (causas esencialmente incontrolables).
“Bajo control estadístico”, un proceso con sólo causas fortuitas de variabilidad.
“Fuera de control”, un proceso con causas atribuibles de variación.
Se espera que los procesos funcionen “bajo control”.
CEP, detectar rápidamente la presencia de causas atribuibles y tomar acciones correctivas.
BENEFICIOS
Cuándo tomar acciones correctivas. Tipo de acciones reparadoras. Cuándo dejar el proceso por sí solo. Capacidad del proceso. Posibles formas de mejora. Cómo establecer especificaciones de producto.
FUENTES DE VARIACIÓN
Métodos Equipo Personas Materiales Políticas Factores ambientales. Estas se pueden clasificar en naturales o asignables
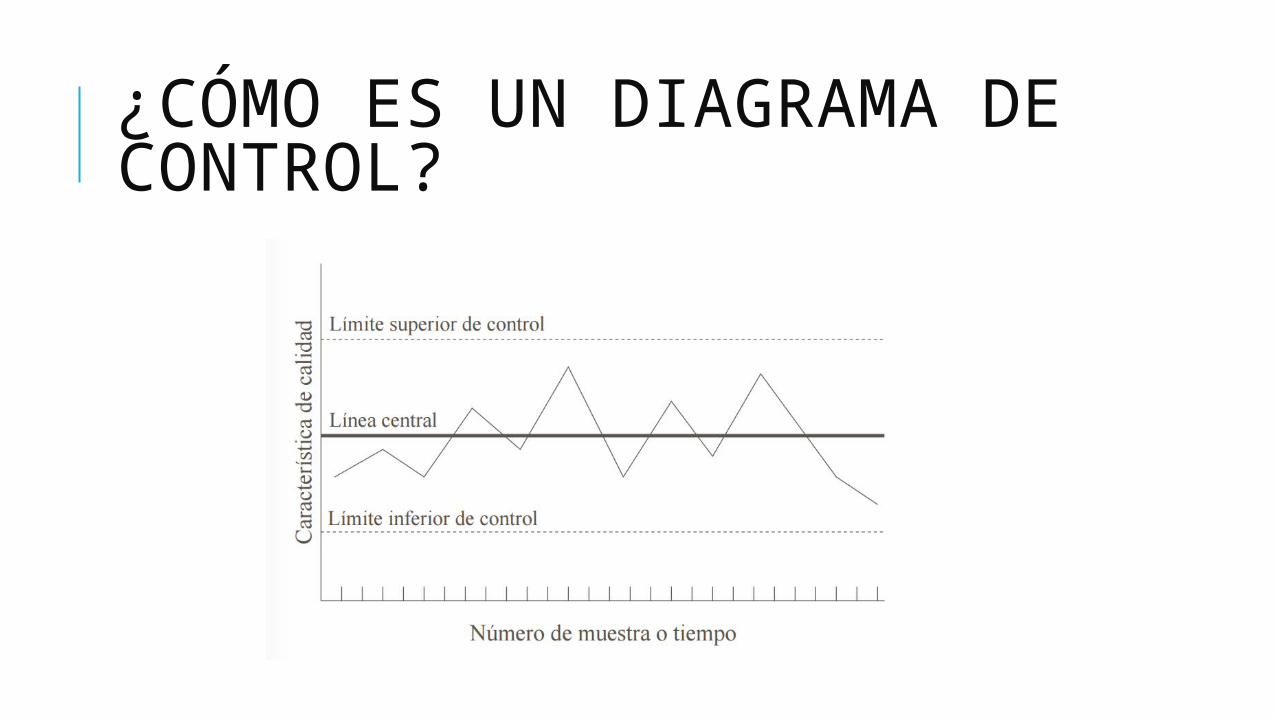
¿CÓMO ES UN DIAGRAMA DE CONTROL?
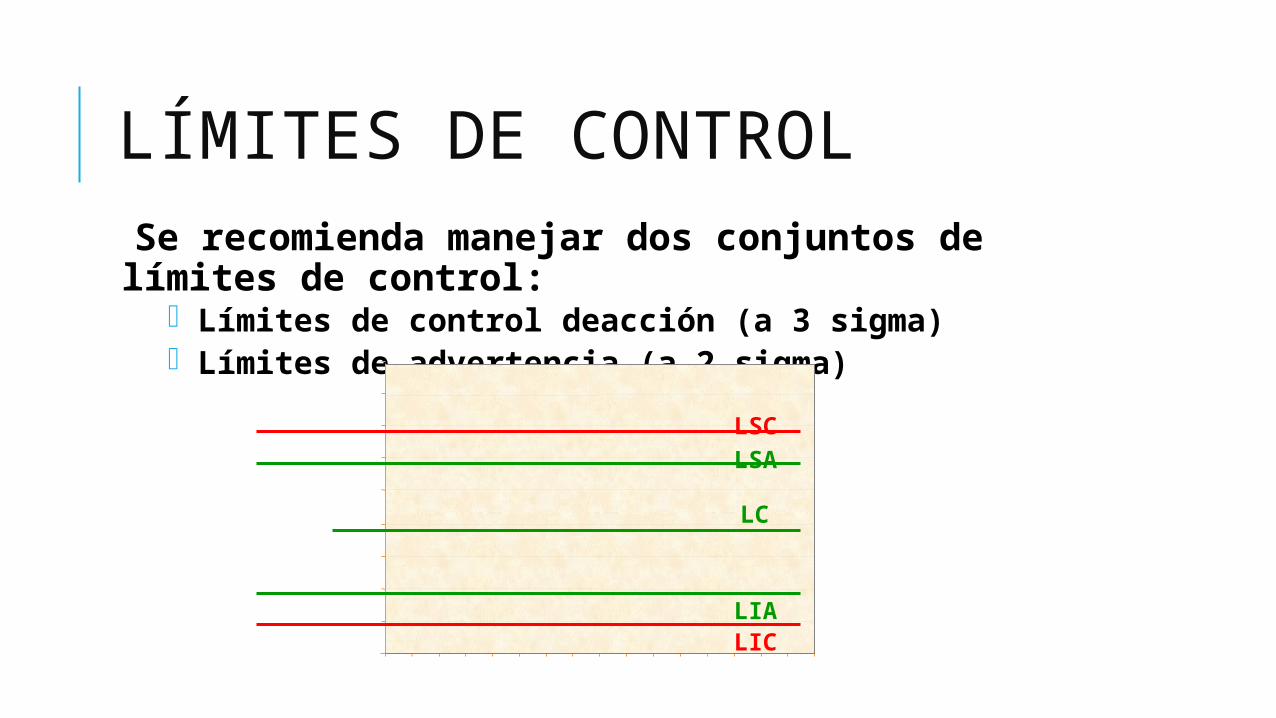
LÍMITES DE CONTROL Se recomienda manejar dos conjuntos de límites de control:
Límites de control deacción (a 3 sigma) Límites de advertencia (a 2 sigma)
LIC
LSC
LC
LIA
LSA
PRINCIPIOS BÁSICOS DEL D. DE CONTROL Si el proceso está “en control”, casi la totalidad de los puntos se halla entre los límites. Un punto fuera, evidencia de que muy probablemente el proceso está “fuera de control” (Acciones de indagación y corrección) Un patrón o secuencia no aleatoria puede estar asociado a una situación “fuera de control”. Ho : El proceso está “bajo control” estadístico.
TIPOS DE ERRORES
Tipo I : Concluir que el proceso está “fuera de control” cuando en realidad no lo está. Tipo II : Concluir que el proceso está “bajo control” cuando en realidad no lo está.
SELECCIÓN DEL SUBGRUPO O MUESTRA Para detectar cambios grandes en el parámetro, lo mejor es tomar una muestra pequeña. Para detectar cambios pequeños en el parámetro, lo mejor es tomar una muestra grande.
EJEMPLO
Característica de calidad : diámetro exterior del anillo para pistón en motor de automóvil (mm).
Media = 74 mm, desviación estándar = 0.01 mm.
Tomar una muestra de cinco anillos cada media hora.
Calcular la media muestral, x (diagrama de control de x).
Desviación estándar muestral,
El proceso está “en control”, si (1-α)% de las medias muestrales de los díametros están entre 74 + Zα/2(0.0045)
EJEMPLO
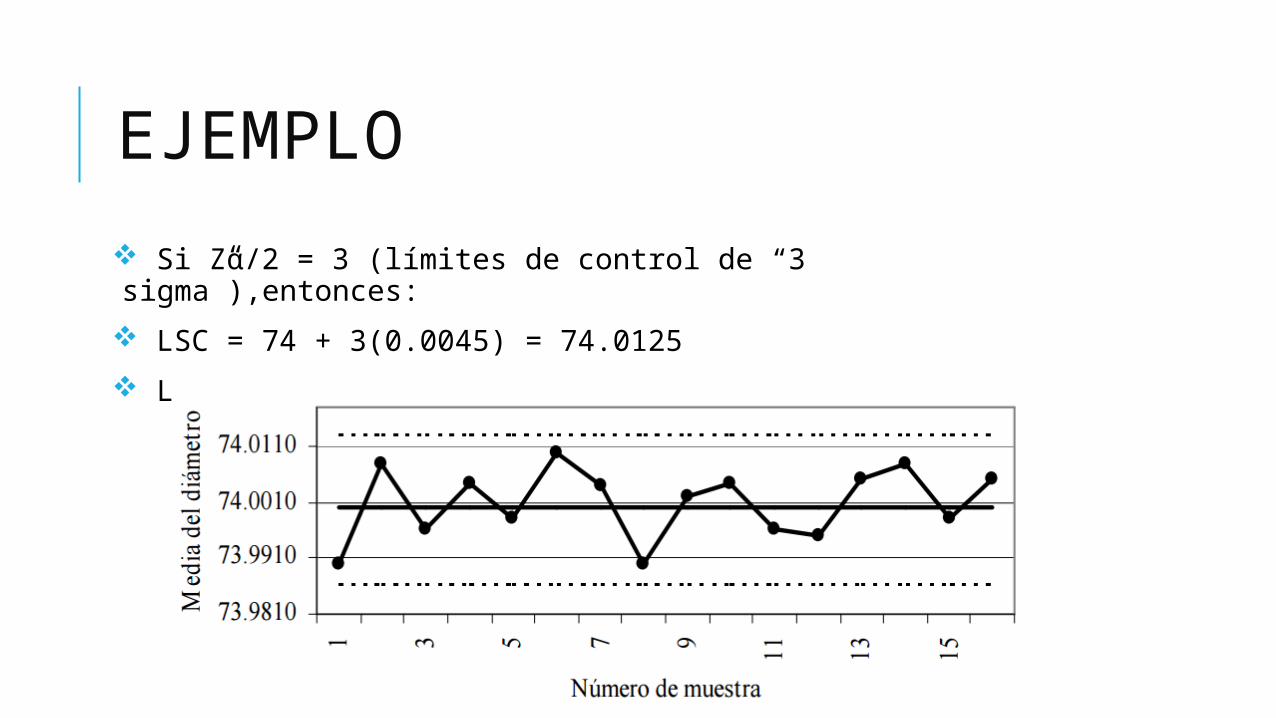
Si Zα/2 = 3 (límites de control de “3 sigma”),entonces:
LSC = 74 + 3(0.0045) = 74.0125
LIC = 74 – 3(0.0045) = 73.9865
PRUEBA DE HIPÓTESIS
Ho: µ = 74, H1: µ = 74 (σ = 0.01)
La gráfica de control prueba esta hipótesis repetidamente en diferentes instantantes
Dr. Walter A. Shewhart propuso esta teoría general de las gráficas de control.
Los diagramas para la tendencia central y la variabilidad se denominan “Gráficas de control de variables”.
Para productos conformes o no conformes se usan Gráficas de control de atributos”.
LÍMITES DE CONTROL Ho : El proceso está “en control” Un punto “fuera”, rechazar Ho, proceso “fuera de control” Error Tipo I : Concluir que el proceso está “fuera” cuando en realidad NO
Se reduce riesgo de Error Tipo I, pero aumenta el riesgo de Error Tipo II
Efecto opuesto
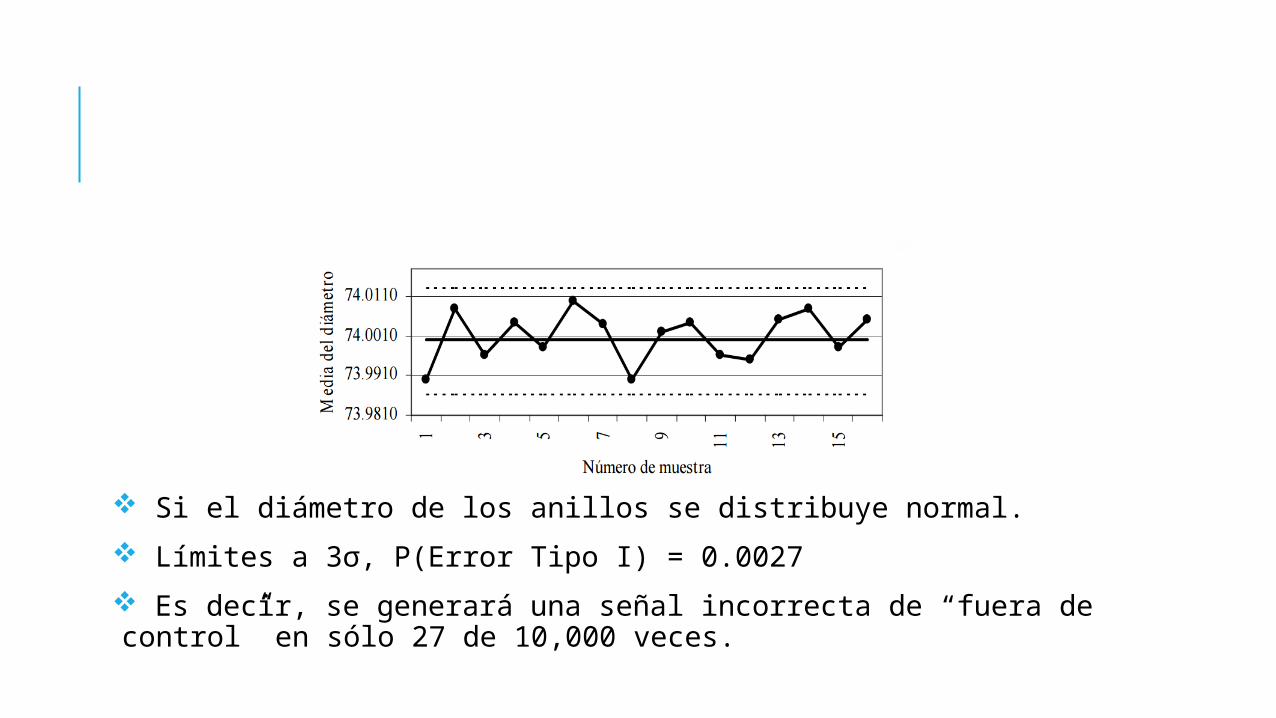
Si el diámetro de los anillos se distribuye normal.
Límites a 3σ, P(Error Tipo I) = 0.0027
Es decir, se generará una señal incorrecta de “fuera de control” en sólo 27 de 10,000 veces.
LÍMITES DE CONTROL
Si se fija P(Error Tipo I) = 0.001, entonces Z=3.09 (Un solo límite) LSC = 74 + 3.09(0.0045) = 74.0139 LIC = 74 – 3.09(0.0045) = 73.9861 Límites probabilísticos de 0.001
Es extendido el uso de los límites 3σ.
¿Cuándo convendría un múltiplo menor de σ (2.0 ó 2.5)? Si las pérdidas provocadas por un proceso que sigue funcionando “fuera de control” son más grandes que los costos de indagar y, en su caso, de corregir las causas atribuibles.
Límites de advertencia, 0.025 y límites de acción, 0.001.
¿Rebasados los límites de advertencia? Incrementar la frecuencia de muestreo.
REGLAS
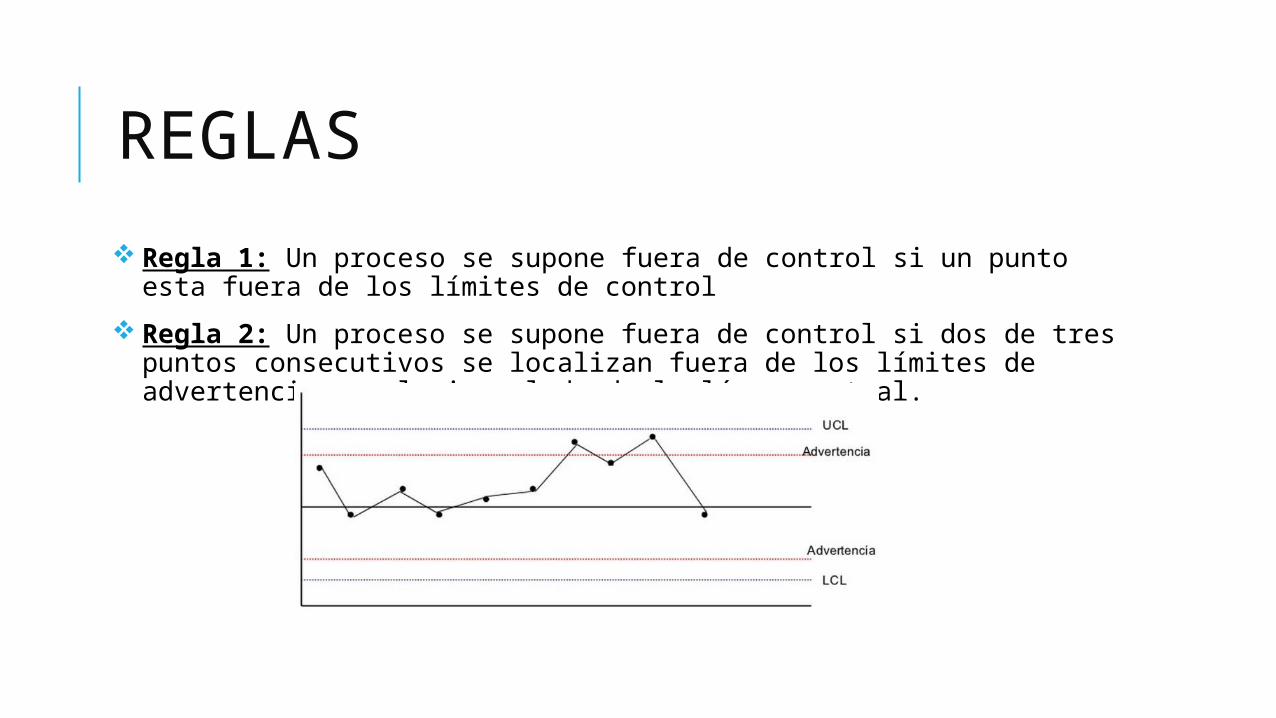
Regla 1: Un proceso se supone fuera de control si un punto esta fuera de los límites de control
Regla 2: Un proceso se supone fuera de control si dos de tres puntos consecutivos se localizan fuera de los límites de advertencia en el mismo lado de la línea central.
REGLAS
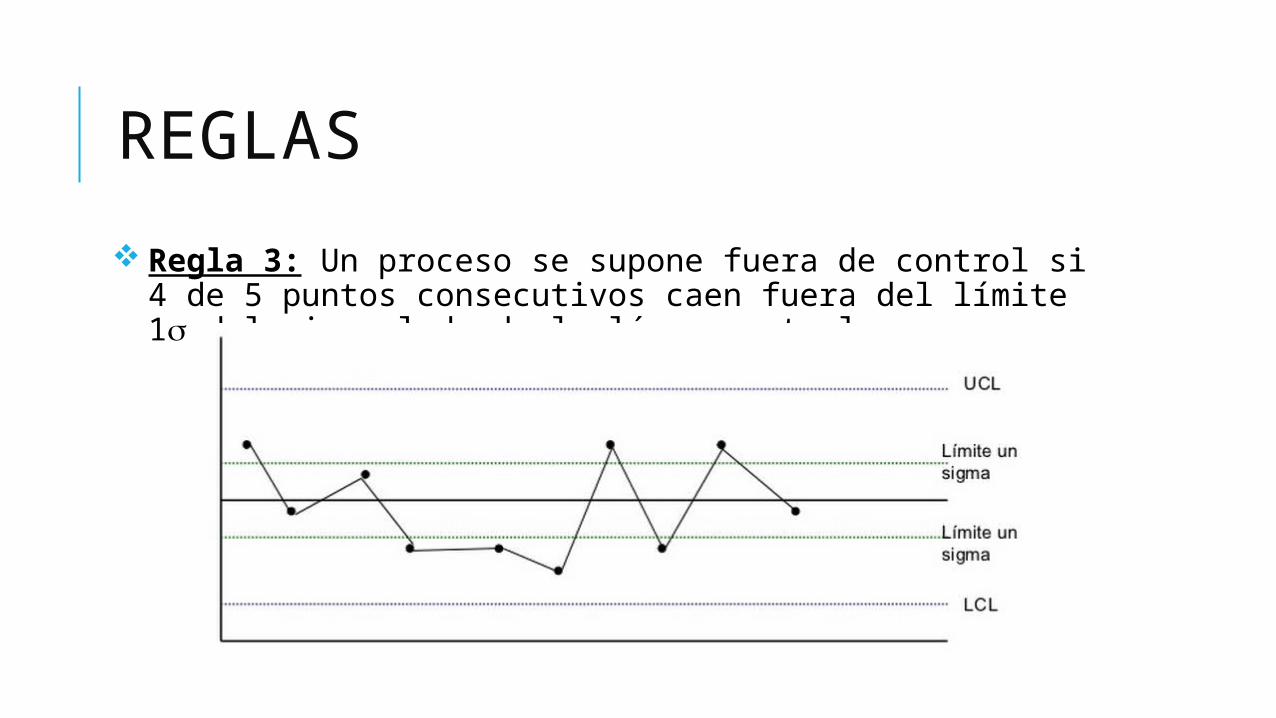
Regla 3: Un proceso se supone fuera de control si 4 de 5 puntos consecutivos caen fuera del límite 1 del mismo lado de la línea central.
REGLAS
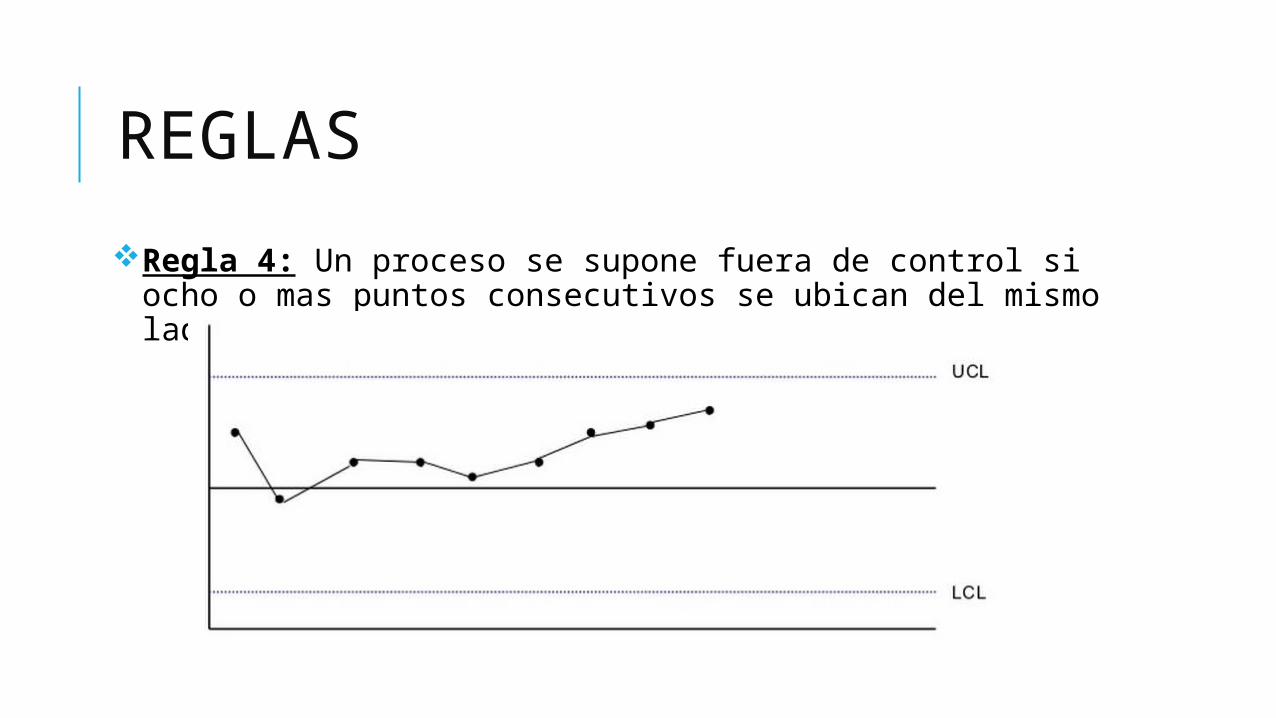
Regla 4: Un proceso se supone fuera de control si ocho o mas puntos consecutivos se ubican del mismo lado de la línea central.
REGLAS
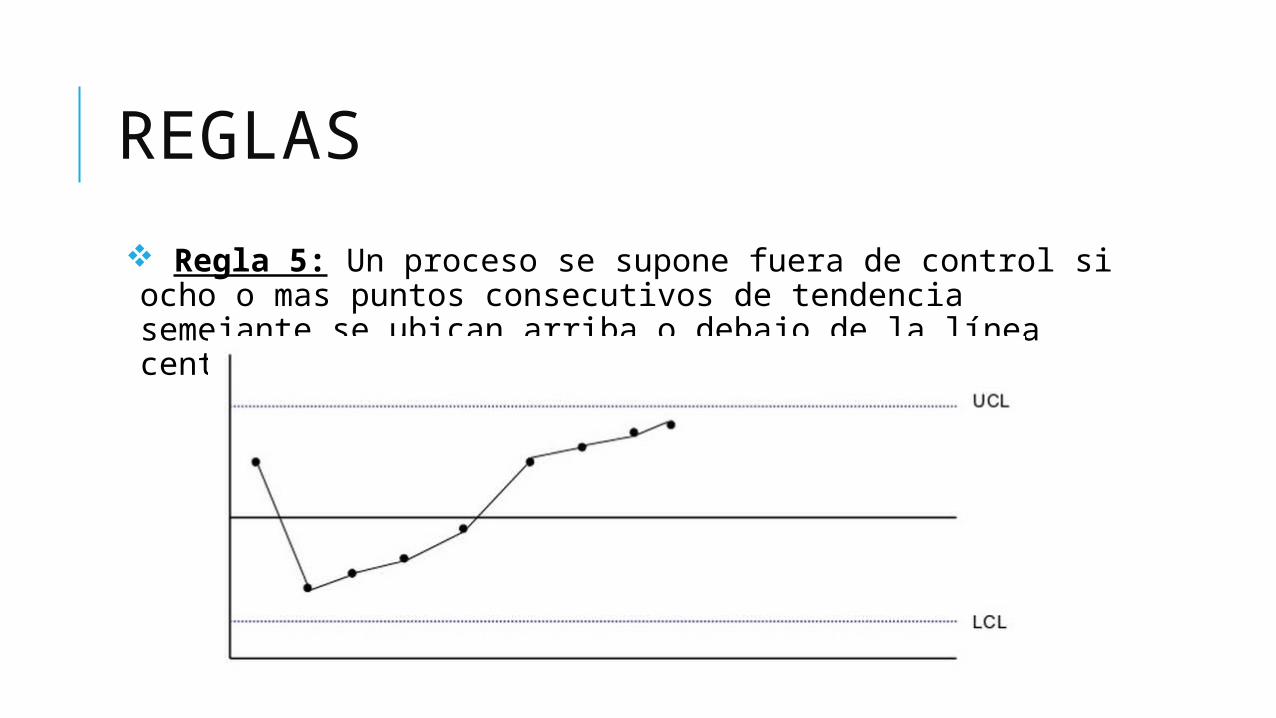
Regla 5: Un proceso se supone fuera de control si ocho o mas puntos consecutivos de tendencia semejante se ubican arriba o debajo de la línea central.
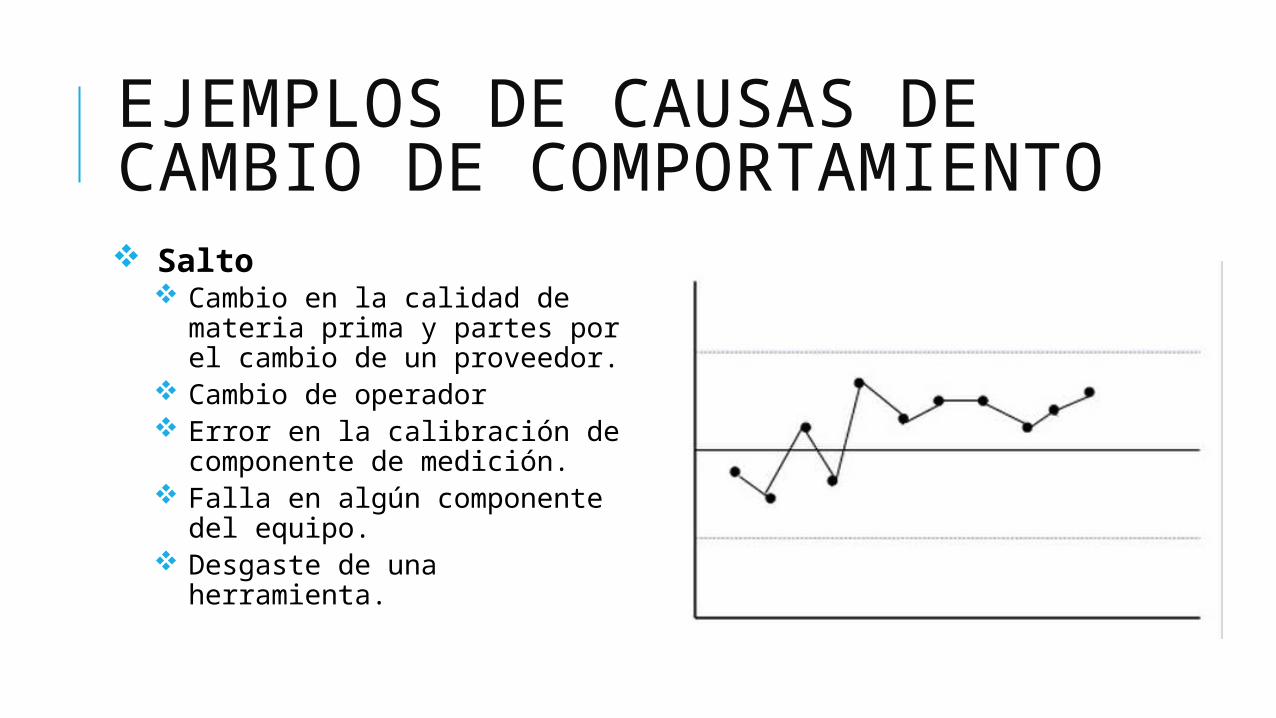
EJEMPLOS DE CAUSAS DE CAMBIO DE COMPORTAMIENTO Salto
Cambio en la calidad de materia prima y partes por el cambio de un proveedor.
Cambio de operador Error en la calibración de
componente de medición. Falla en algún componente
del equipo. Desgaste de una
herramienta.
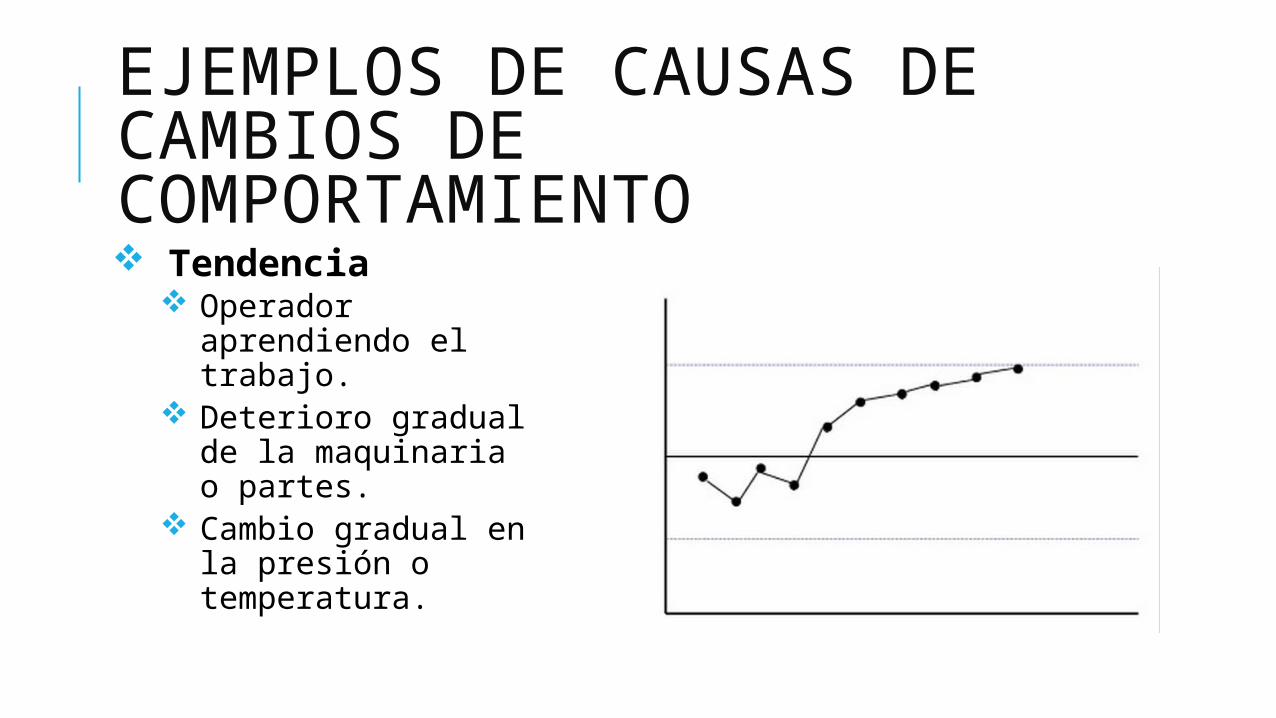
EJEMPLOS DE CAUSAS DE CAMBIOS DE COMPORTAMIENTO Tendencia
Operador aprendiendo el trabajo.
Deterioro gradual de la maquinaria o partes.
Cambio gradual en la presión o temperatura.



![MANUAL DE PRÁCTICAS CONTROL ESTADISTICO DE …ing.ens.uabc.mx/.../control_estadistico_de_procesos[9015].pdf · MANUAL DE PRACTICAS: CONTROL ... Histograma, Diagrama de Tallo](https://img.pdfslide.es/doc/110x75/5b8367a57f8b9a866e8cf8eb/manual-de-practicas-control-estadistico-de-ingensuabcmxcontrolestadisticodeprocesos9015pdf.jpg)