Embed Size (px)
Citation preview
Recti�cadoTorneado
MoleteadoCorte
0,0027hs
Zincado0,005hs
Control
Control
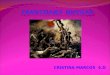
Nota:El material utilizado en todas las piezas, es Acero SAE 1010.
Máquinas empleadas:- TORNO CNC – YCM TC-16A.- PUNZONADORA AUTOMÁTICA – AMADA 200KN.- PRENSA MECÁNICA DE ALTA VELOCIDAD - DIADA.- PILETONES DE BAÑO DE INMERSIÓN PARA ZINCADO.- CABINA ARENADORA – CORR BLAST.- EQUIPO DE PINTURA ELECTROESTÁTICO - TECNOPOUDER. - CABINA DE PINTURA EN POLVO - TECNOPOUDER.- HORNO DE PINTURA ELECTROESTÁTICA - TECNOPOUDER.
Varilla
7,4mts.33mts.
10mts.
3,5mts.
MariposaComercio
Placa deUnión B
2
4
4
2
5
51519
13
14
6
5
3
7
Eje MóvilElemento deEmpaque
VarillaCajas
TorneadoPerforación
Corte0,0013hs
Torneado(Rosca y
Corte)0,001hs
Torneado(Rosca y
Corte)0,0013hs
CortePunzondo
0,0013hs
Zincado0,005hs
PrensaGrip
0,00083hs
PrensaGrip
0,00083hs
Zincado0,005hs
Control Control Control
Control
CortePunzondo
0,0013hs
Zincado0,005hs
Control
Control
Fundiciónen moldede arena
0,16hs
Control
Control
Control
Ensamblemanual
0,0025hs
Ensamblemanual
0,0027hs
Ensamble0,00083hs
ArenadoRebabado
Control0,0008hs
Pintura alHorno
0,0027hs
Ensambledel Conjunto
manual0,0022hs
Empaque0,0013hs
Almacenaje deProducto Terminado
Zincado0,005hs
Control
Control
Control
Control
Zincado0,005hs
Rosca0,0013hs
Varilla Varilla Hierro Gris
4,6mts.37mts.21,3mts.
5,7mts.
4,3mts.
21,3mts.12,8mts.10,7mts.9,5mts.
3,5mts.
5,6mts.
5,3mts.
27mts.
3,5mts.
3,5mts.
4,3mts.
2,6mts.
6mts.
3,5mts.
4,3mts.
5,7mts.
4,3mts.
6mts.
2,5mts.
2,5mts.
6,6mts.
4,6mts.
6,6mts.
control deCalidad
0,0027hs
5,6mts.
Planchuela PlanchuelaComercio Comercio
CocodriloComercio Eje FijoTornillo
CortoTornilloLargo
Placa deUnión A
SoporteBase
1
1
1
1
2
3
3
1
19
2020
21
2
2
3
4
28
22
23
17
23
24
29
30
31
4,7mts. 32
34
89
68
8
6
9
9
7
6
4
7
7
5
10
12
10
10
11
11
9
21
22
20
13
13
11 Control 8
14
14
12
15
15
13
24
16
16
14
17
17
15
18
25 21
26
18
19
16
27
33
16
17
12
12
10
18
22
23
11
345678910
Diagrama deProcesos.Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
Planta deProducción.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
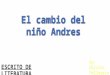
PLANTA BAJA
ING
RESO
DE
MAT
ERIA
PRI
MA
ALM
ACE
NA
MIE
NTO
DE
MAT
ERIA
PRI
MA
ING
RESO
DE
CLIE
NTE
S Y
EMPL
EAD
OS
ING
RESO
DE
OPE
RARI
OS
FICHADO
EGRE
SO D
EPR
OD
UCT
OTE
RMIN
AD
O
MA
NTE
NIM
IEN
TOCO
MED
OR
COCI
NA
VES
TUA
RIO
S
ALMACENAMIENTODE PRODUCTO TERMINADO
Hierro Gris - Soporte Base - 1
Acero SAE 1010 - Eje Fijo - 2
Acero SAE 1010 - Eje Móvil - 9
Acero SAE 1010 - Tornillo Corto - 8
Acero SAE 1010 - Tornillo Largo - 6
Planchuela - Placa Unión A B - 5 - 4
Cocodrilo - 7
Caja - 10
Mariposa - 3
CONTROL DECALIDAD
EMPAQUE
ZINCADO
ARENADO
PINTURAELECTROESTÁTICA
FUNDICIÓN MOLDE DE ARENA
HORNO
TORNOCNC
TORNOCNC
TORNOCNC
TORNOCNC
33m
5,6m
2,5m2,5m4,6m7,4m
9,5m 6,6m
3,5m
37m
27m
3,5m
4,3m
4,3m 4,3m
6m
6,6m
2,6m
4,6m
5,3m
21,3m5,7m
5,6m
4,7m
ROSCA
PRENSA
BALANCIN
MESA DEENSAMBLE N°1
MESA DEENSAMBLE N°3 M
ESA
DE
ENSA
MBL
ECO
NJU
NTO
MESA DEENSAMBLE N°2
1
11/14 11/14
9/12
6/8 6/8 5/7
2 3
ZINCADO
1723
24
3/16
5/710/13
4
7
5
24
26
19
23
833
3411
18
27
28
30
29
31
9/1210/13
11/14
1 1
21
19 20
22 23
32
21 22
7/9 7/9
12/15 12/15
17
22
6m16
12,8m15 10 810
3,5m211113 13
10,7m20
3,5m2516 16 14
17 1517
18 19
5 54 4 2
10m6
20 21
2
3 3
Planta deProducción.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
PLANTA ALTA
Contador DepósitoPrueba deProducto
Baños
Baños
Diseño
Espacio ComúnCobranzasJefe de VentasJefe de PersonalJefe de Planta
Recepción
Sala
de
Espe
ra
Logística
Jefe de Logística Gerente General
Cocina ComedorVentas Sala deReuniones
Encargado deDistribución
Encargado deDepósito
Encargado deSistemas
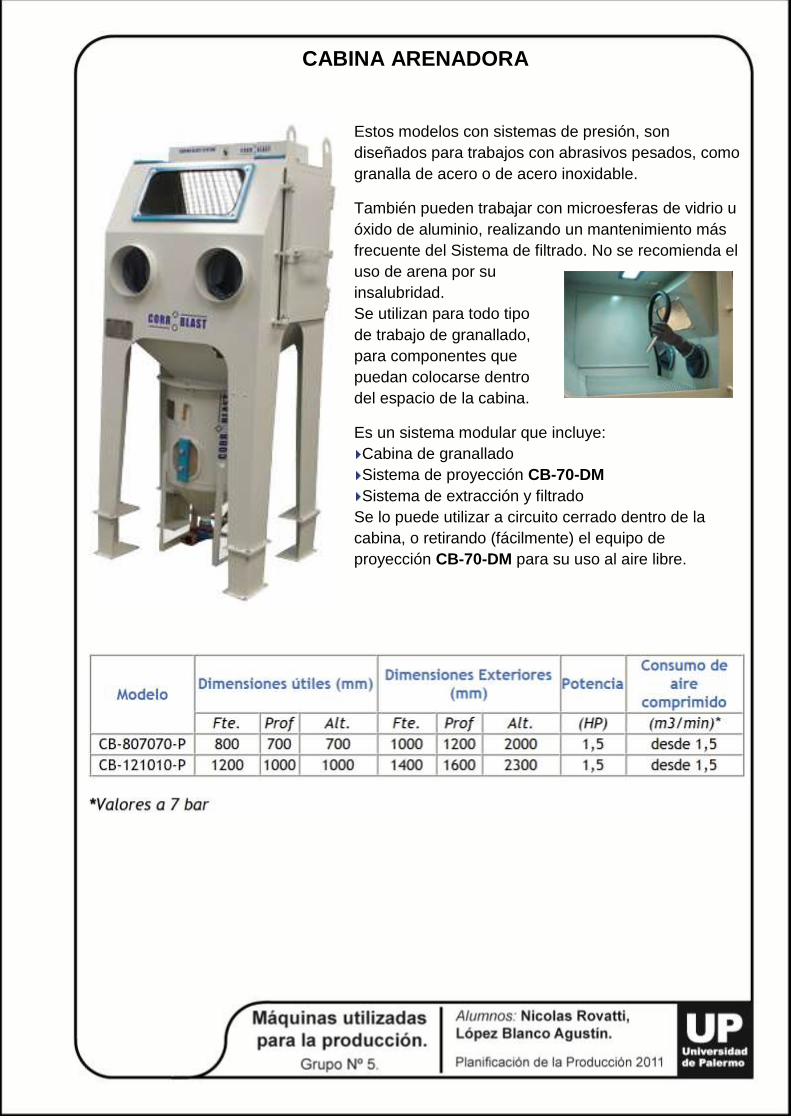
CABINA ARENADORA
Estos modelos con sistemas de presión, son
diseñados para trabajos con abrasivos pesados, como
granalla de acero o de acero inoxidable.
También pueden trabajar con microesferas de vidrio u
óxido de aluminio, realizando un mantenimiento más
frecuente del Sistema de filtrado. No se recomienda el
uso de arena por su
insalubridad.
Se utilizan para todo tipo
de trabajo de granallado,
para componentes que
puedan colocarse dentro
del espacio de la cabina.
Es un sistema modular que incluye:
Cabina de granallado
Sistema de proyección CB-70-DM
Sistema de extracción y filtrado
Se lo puede utilizar a circuito cerrado dentro de la
cabina, o retirando (fácilmente) el equipo de
proyección CB-70-DM para su uso al aire libre.
CABINA DE PINTURA EN POLVO - TECNOPOUDER
Cabinas construidas en chapa de acero compuesto por una base (tolva) y paneles modulares para facilitar su montaje. Diseñada para cada necesidad, con sistema de recuperación ciclónico y filtro de mangas tubulares.
Precio: U$D 2.600.-
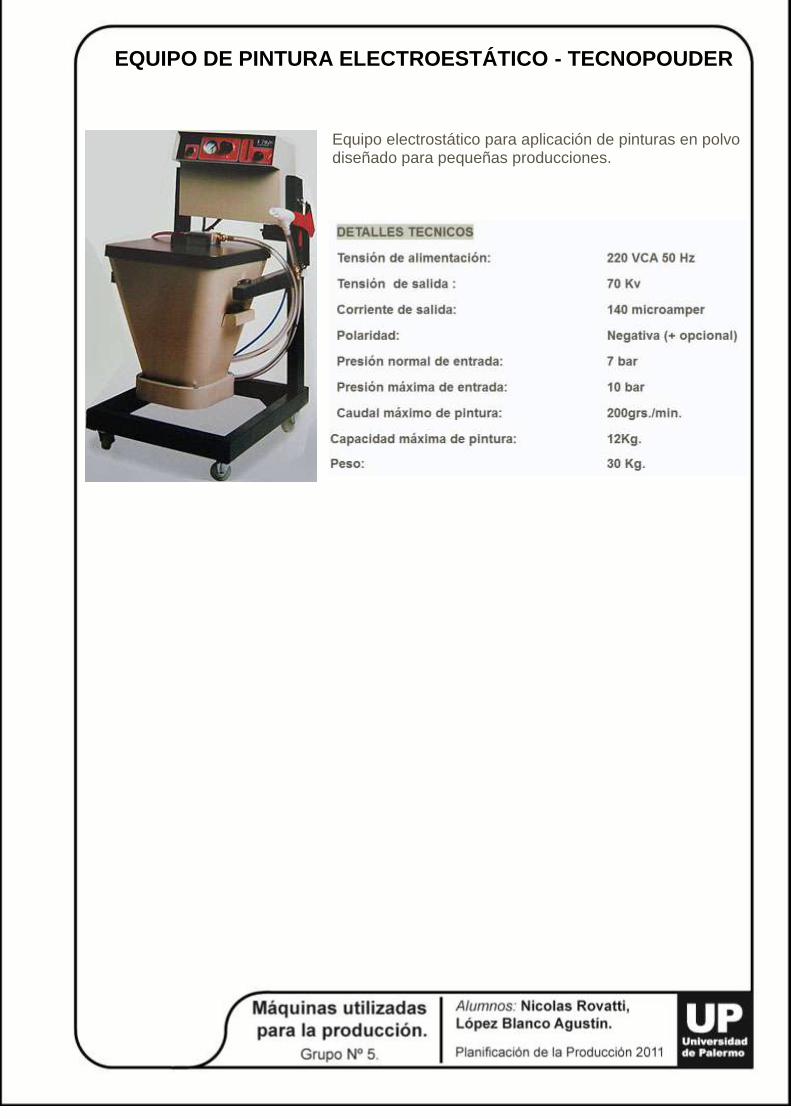
EQUIPO DE PINTURA ELECTROESTÁTICO - TECNOPOUDER
Equipo electrostático para aplicación de pinturas en polvo diseñado para pequeñas producciones.
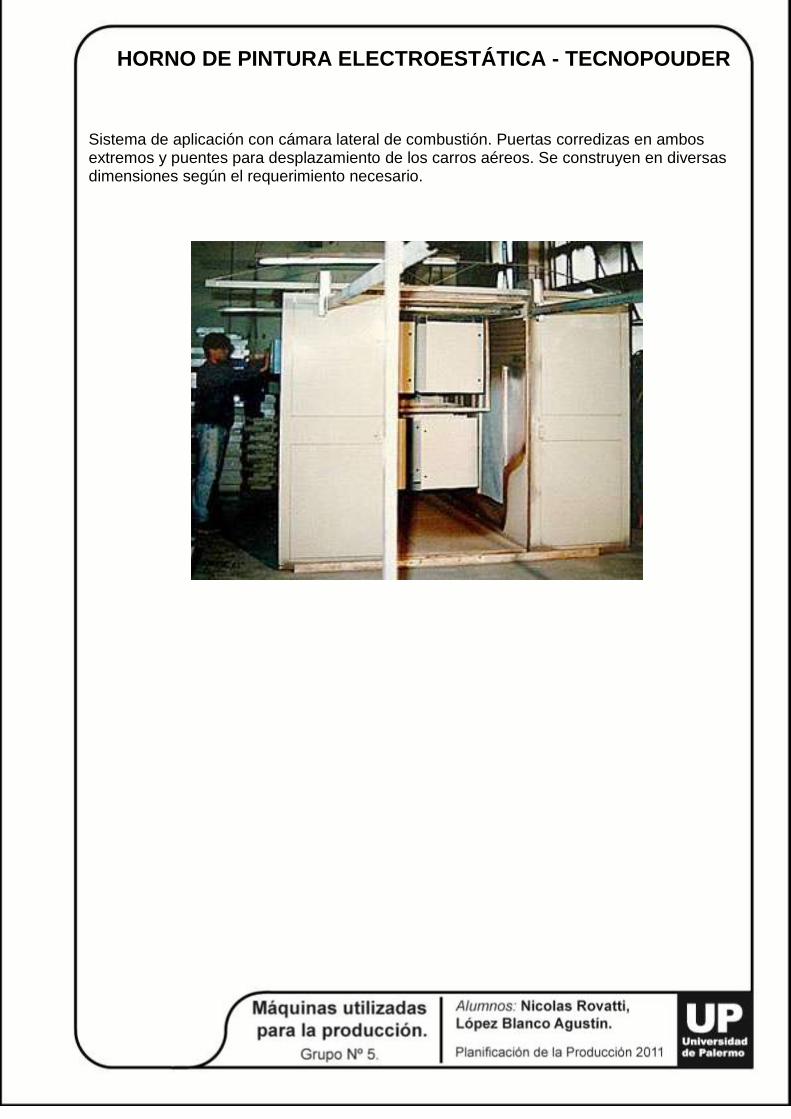
HORNO DE PINTURA ELECTROESTÁTICA - TECNOPOUDER
Sistema de aplicación con cámara lateral de combustión. Puertas corredizas en ambos extremos y puentes para desplazamiento de los carros aéreos. Se construyen en diversas dimensiones según el requerimiento necesario.
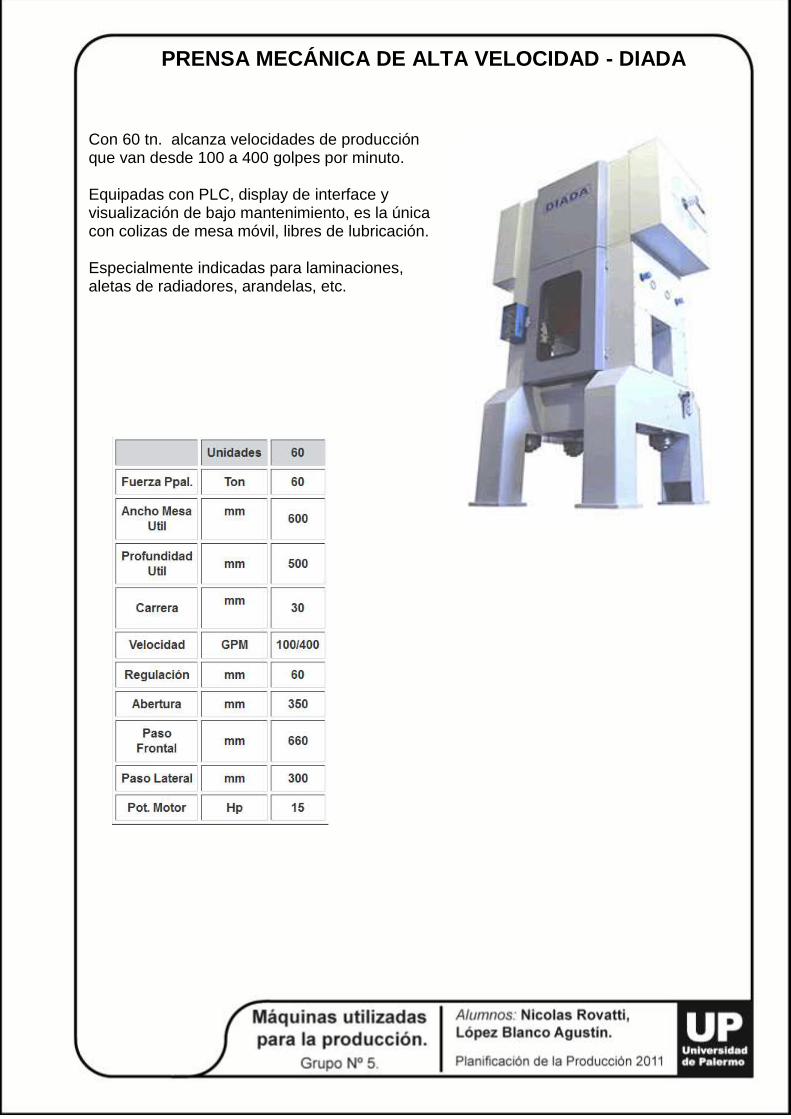
PRENSA MECÁNICA DE ALTA VELOCIDAD - DIADA
Con 60 tn. alcanza velocidades de producción que van desde 100 a 400 golpes por minuto. Equipadas con PLC, display de interface y visualización de bajo mantenimiento, es la única con colizas de mesa móvil, libres de lubricación. Especialmente indicadas para laminaciones, aletas de radiadores, arandelas, etc.
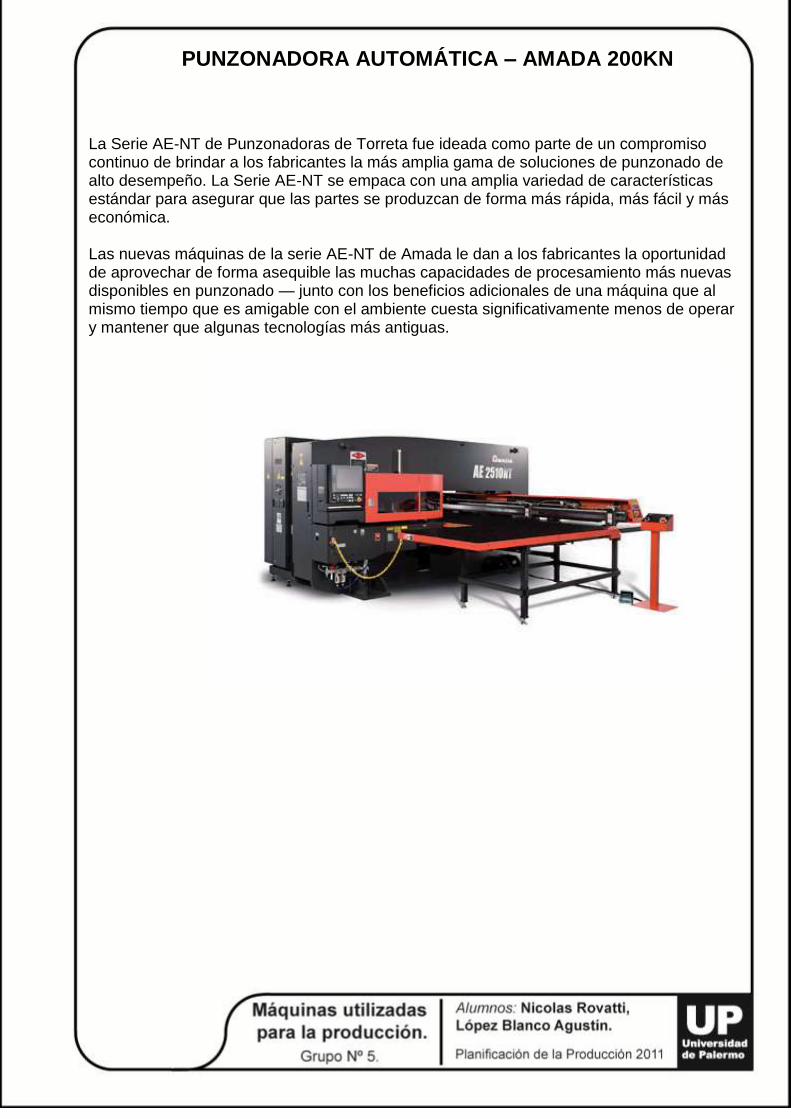
PUNZONADORA AUTOMÁTICA – AMADA 200KN
La Serie AE-NT de Punzonadoras de Torreta fue ideada como parte de un compromiso continuo de brindar a los fabricantes la más amplia gama de soluciones de punzonado de alto desempeño. La Serie AE-NT se empaca con una amplia variedad de características estándar para asegurar que las partes se produzcan de forma más rápida, más fácil y más económica. Las nuevas máquinas de la serie AE-NT de Amada le dan a los fabricantes la oportunidad de aprovechar de forma asequible las muchas capacidades de procesamiento más nuevas disponibles en punzonado — junto con los beneficios adicionales de una máquina que al mismo tiempo que es amigable con el ambiente cuesta significativamente menos de operar y mantener que algunas tecnologías más antiguas.
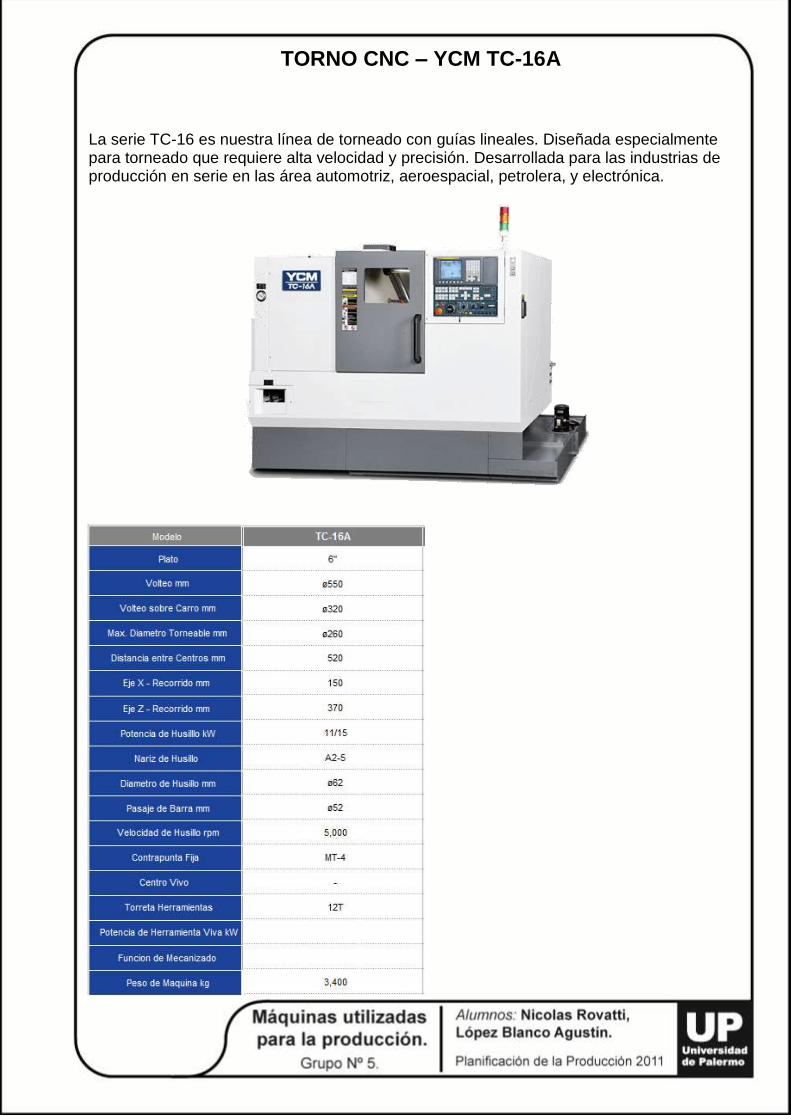
TORNO CNC – YCM TC-16A
La serie TC-16 es nuestra línea de torneado con guías lineales. Diseñada especialmente para torneado que requiere alta velocidad y precisión. Desarrollada para las industrias de producción en serie en las área automotriz, aeroespacial, petrolera, y electrónica.
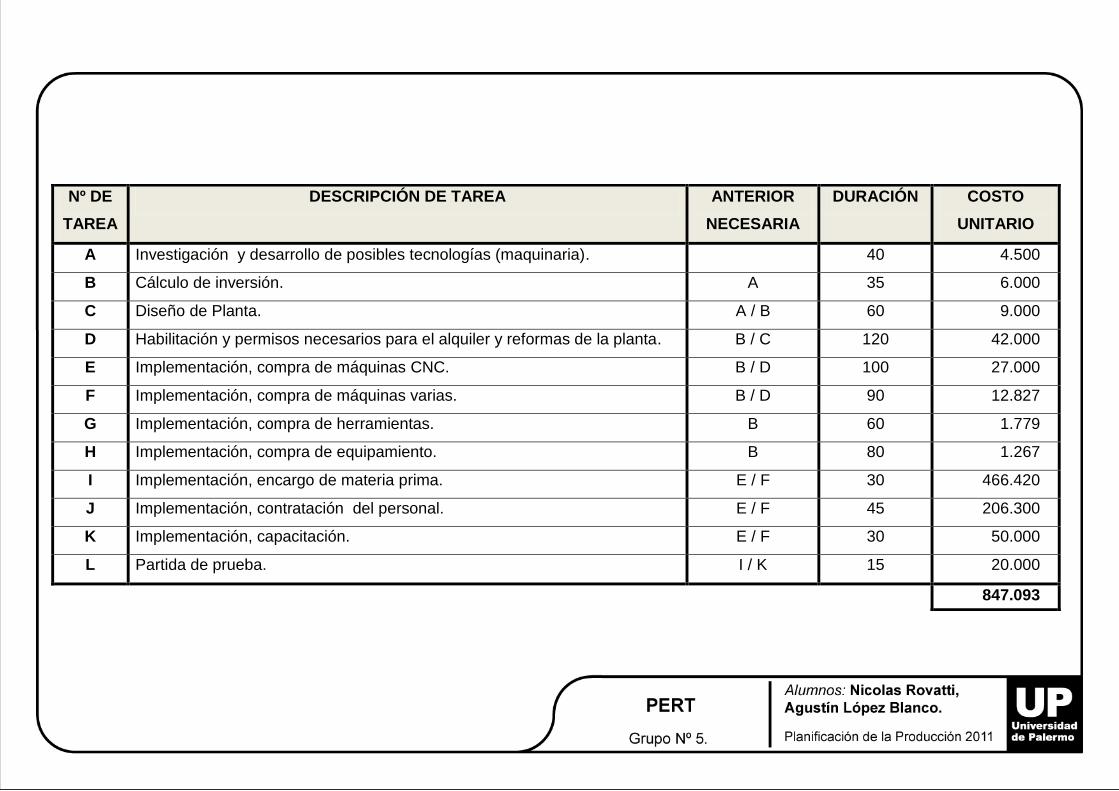
Nº DE
TAREA
DESCRIPCIÓN DE TAREA ANTERIOR
NECESARIA
DURACIÓN COSTO
UNITARIO
A Investigación y desarrollo de posibles tecnologías (maquinaria). 40 4.500
B Cálculo de inversión. A 35 6.000
C Diseño de Planta. A / B 60 9.000
D Habilitación y permisos necesarios para el alquiler y reformas de la planta. B / C 120 42.000
E Implementación, compra de máquinas CNC. B / D 100 27.000
F Implementación, compra de máquinas varias. B / D 90 12.827
G Implementación, compra de herramientas. B 60 1.779
H Implementación, compra de equipamiento. B 80 1.267
I Implementación, encargo de materia prima. E / F 30 466.420
J Implementación, contratación del personal. E / F 45 206.300
K Implementación, capacitación. E / F 30 50.000
L Partida de prueba. I / K 15 20.000
847.093
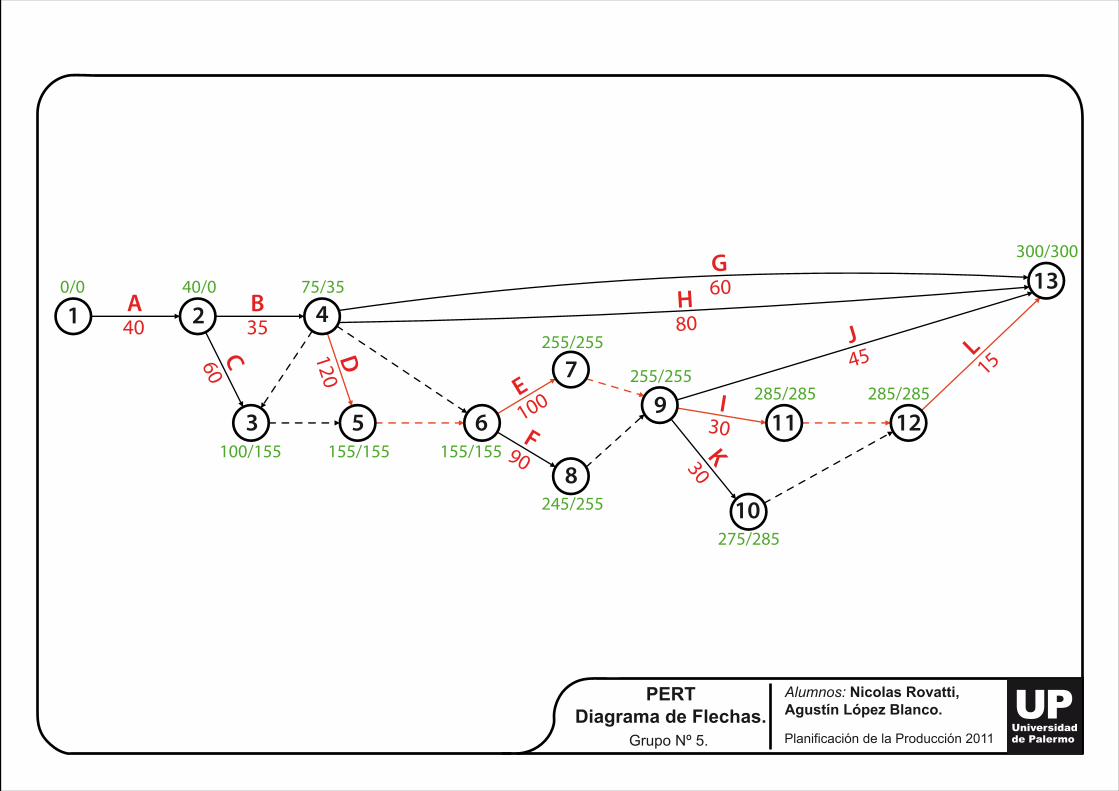
PERTDiagrama de Flechas.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
1 2
3
4
5 6
79
108
11 12
13A40
0/0B35
G60
E100 I
30K30
F90
J45 L
15
H80
D120
C60
40/0 75/35
100/155 155/155 155/155
245/255
255/255
255/255285/285 285/285
300/300
275/285
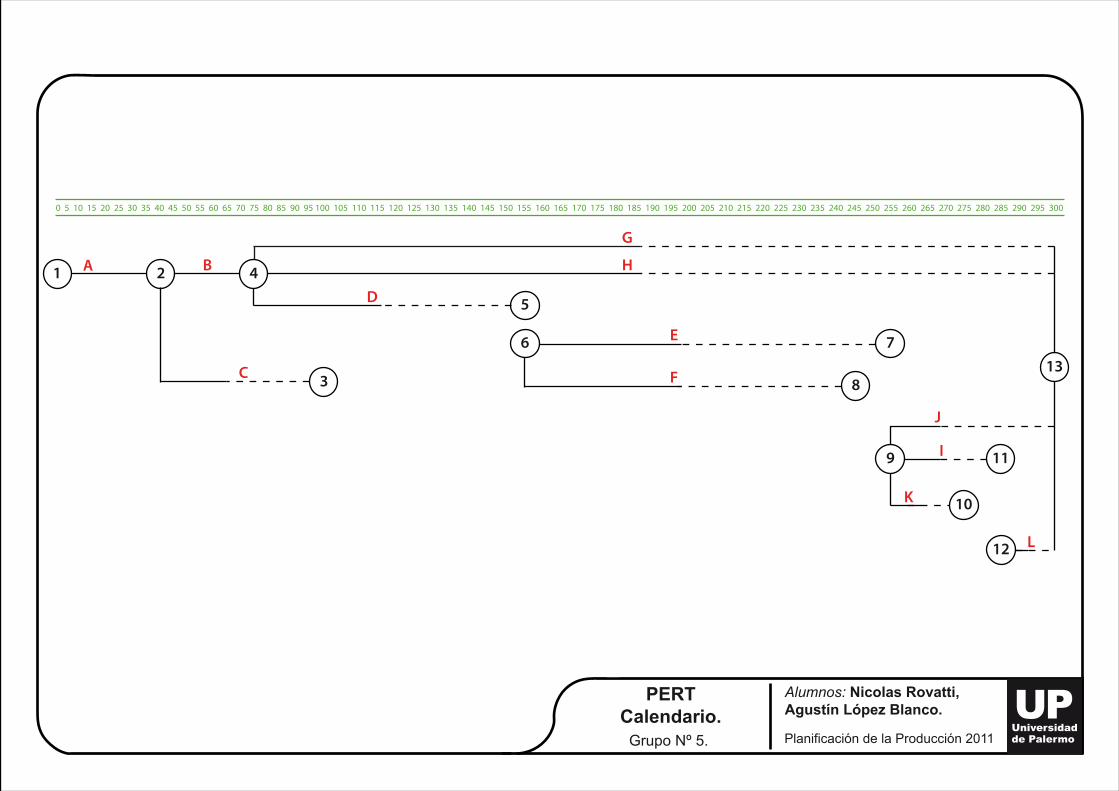
PERTCalendario.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
1 2 4
5
3
6 7
A
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 230 235 240 245 250 255 260 265 270 275 280 285 290 295 300
B
C
H
G
E
D
8
9 11
F
J
I
K
L
10
12
13
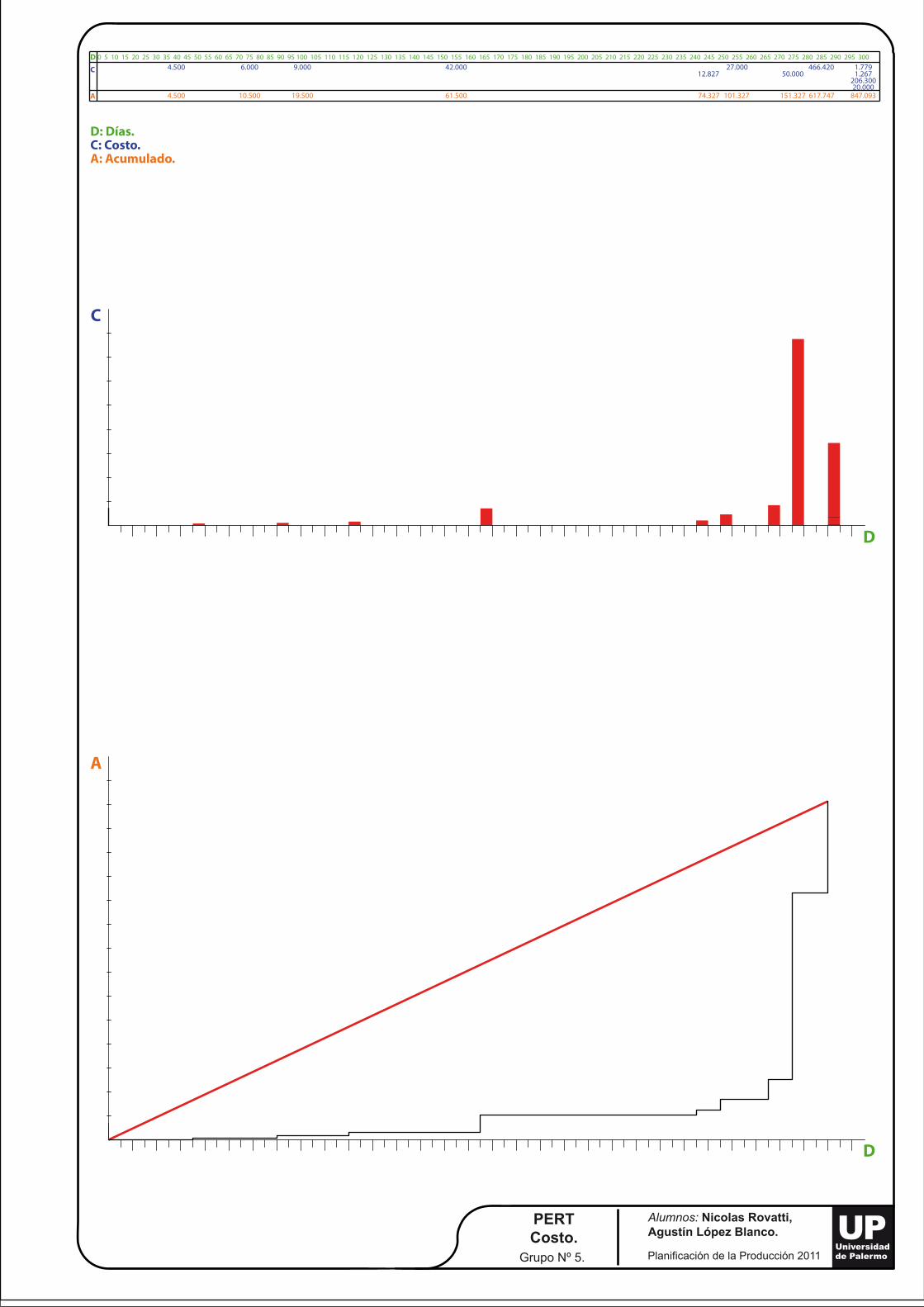
PERTCosto.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 230 235 240 245 250 255 260 265 270 275 280 285 290 295 3004.500 6.000 9.000 42.000 27.000
12.827466.420
50.000 1.267206.30020.000
1.779
4.500 10.500 19.500 61.500 74.327 101.327 151.327 617.747 847.093
D
C
A
D: Días.C: Costo.A: Acumulado.
A
D
D
C
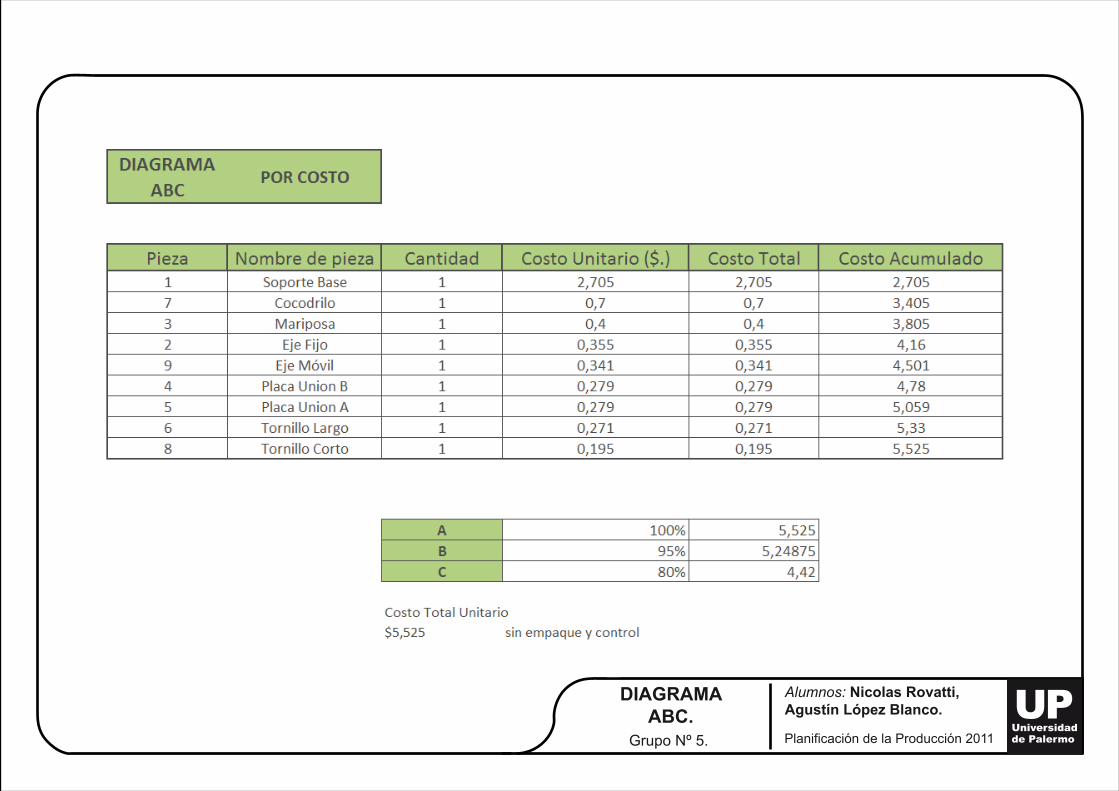
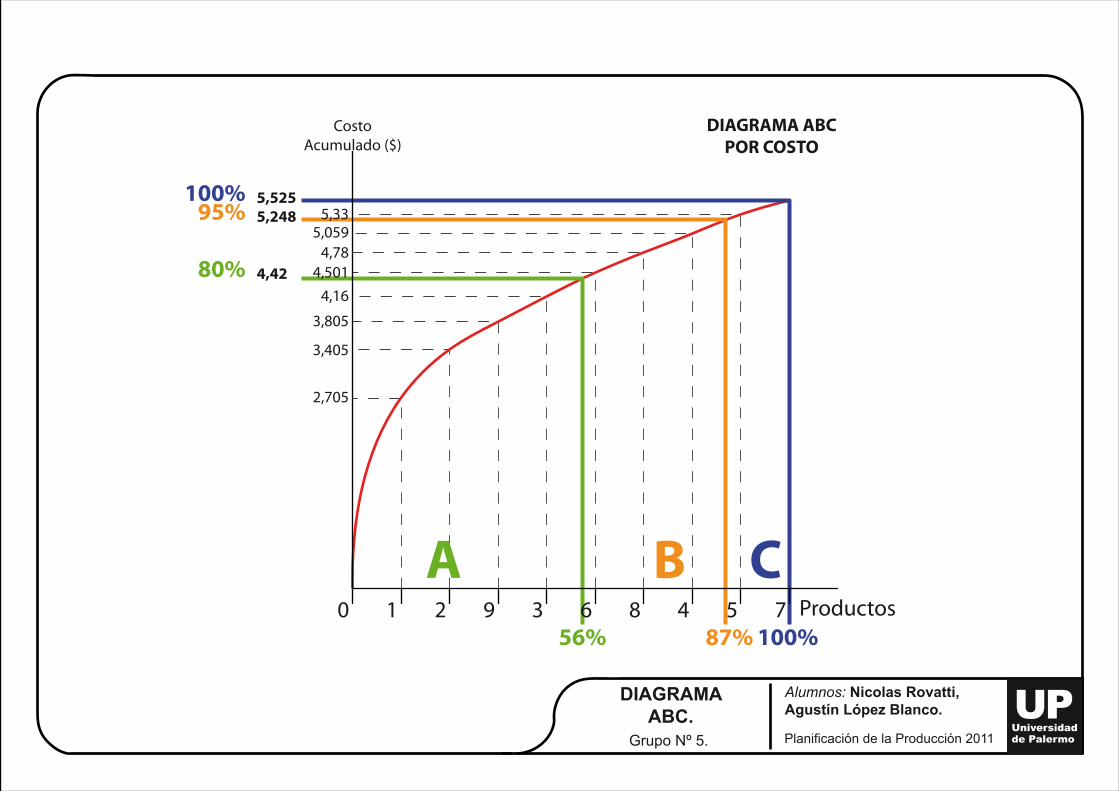
DIAGRAMAABC.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
DIAGRAMAABC.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
0
2,705
3,405
3,805
4,16
5,248
4,42
CostoAcumulado ($)
DIAGRAMA ABCPOR COSTO
5,525
1 2
80%
95%100%
56% 87% 100%
B C9 3 8 4 5 7 Productos
4,5014,78
5,0595,33
6
A
DIAGRAMAABC.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
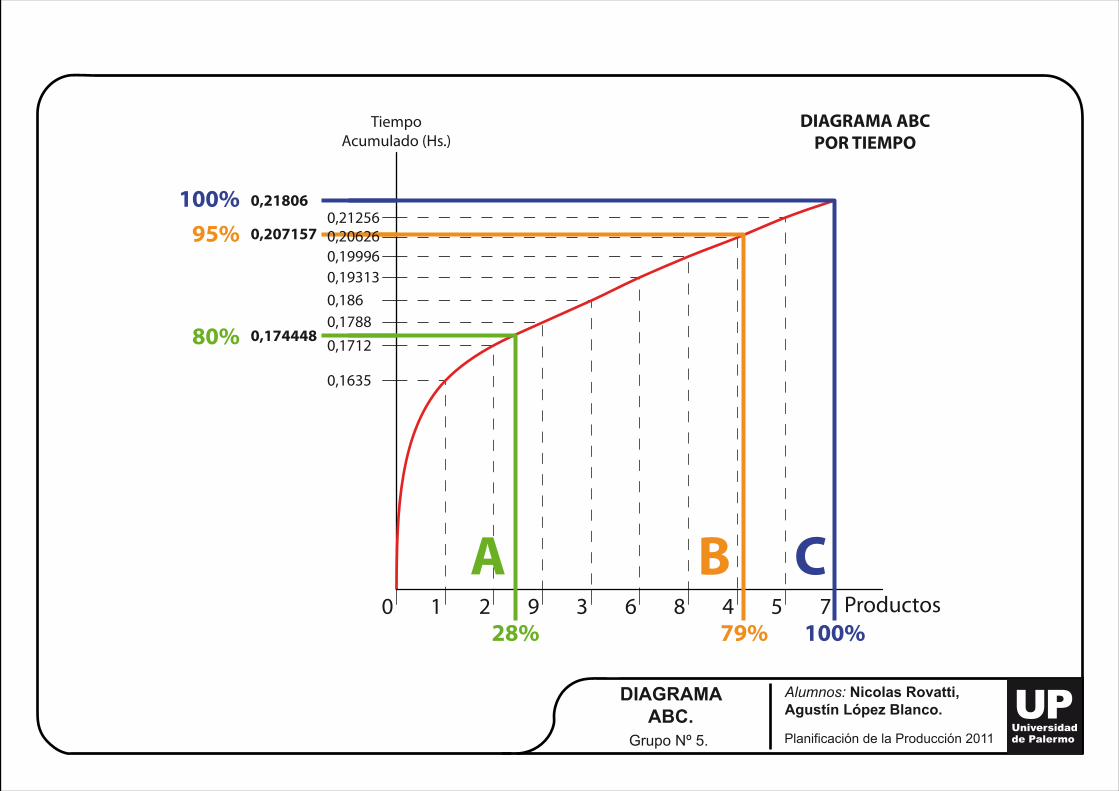
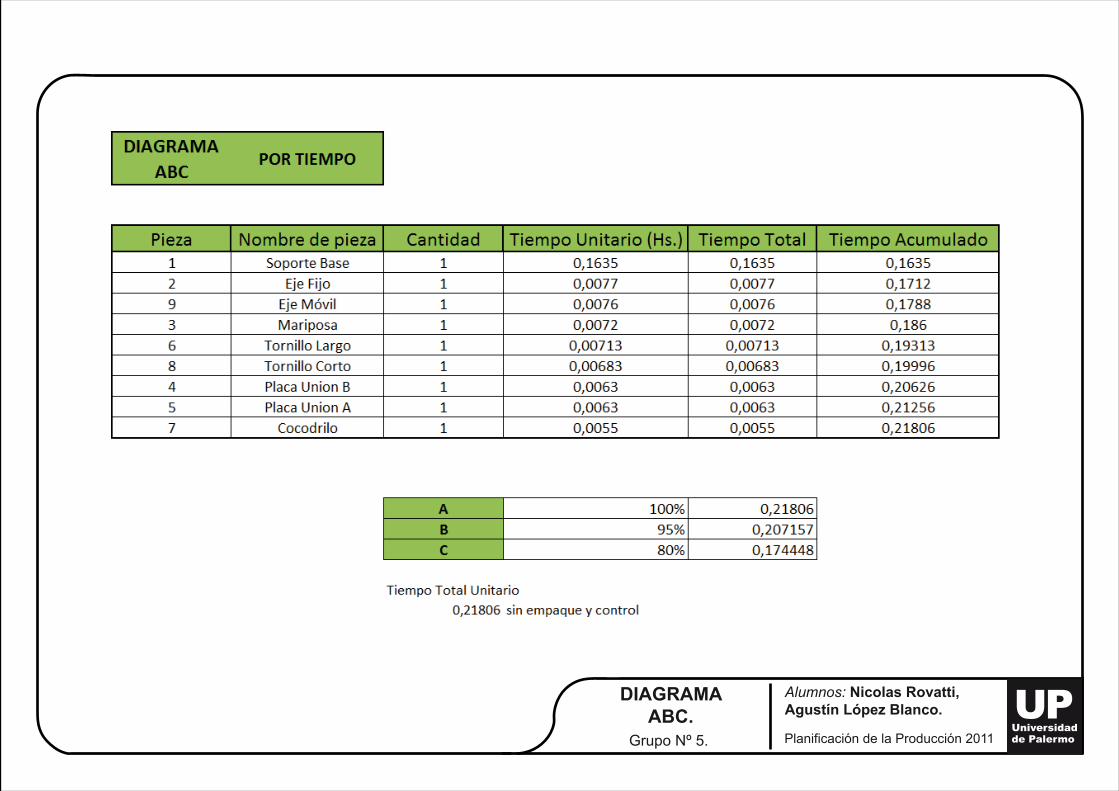
DIAGRAMAABC.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
0
TiempoAcumulado (Hs.)
DIAGRAMA ABCPOR TIEMPO
1 2
A B C9 3 6 8 4 5 7 Productos
0,1635
0,17120,17880,1860,193130,199960,206260,207157
0,174448
0,212560,21806
80%
95%100%
28% 79% 100%
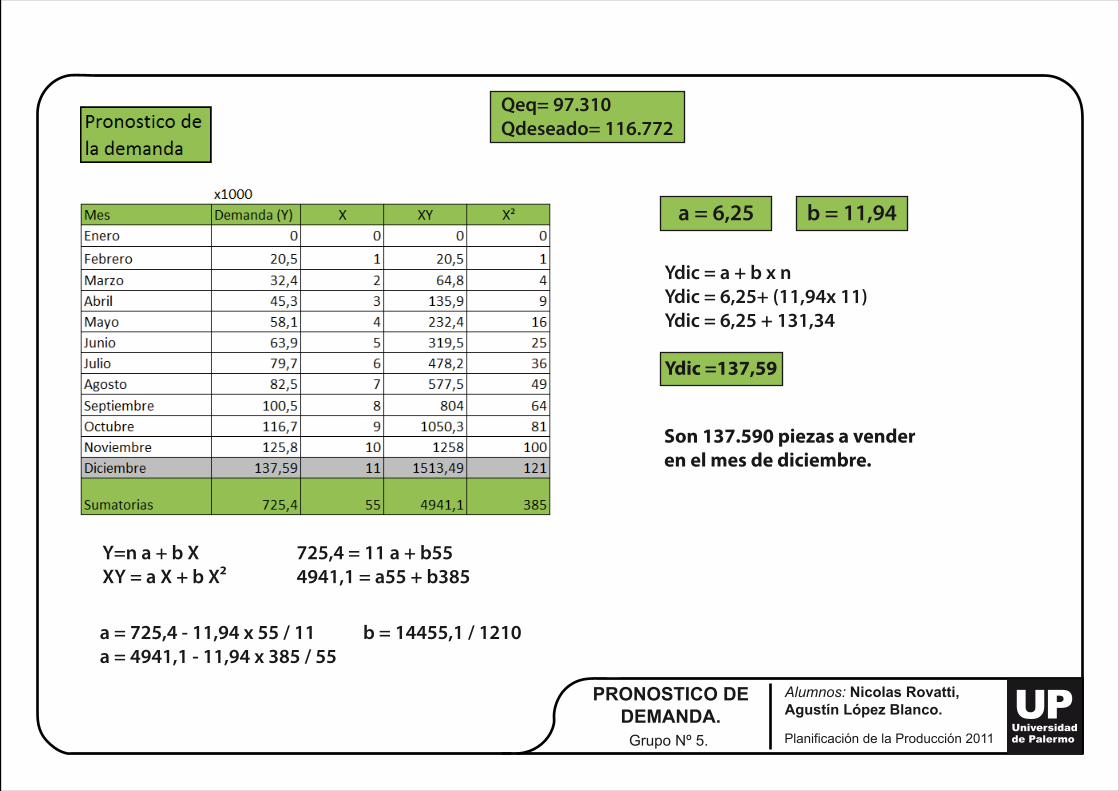
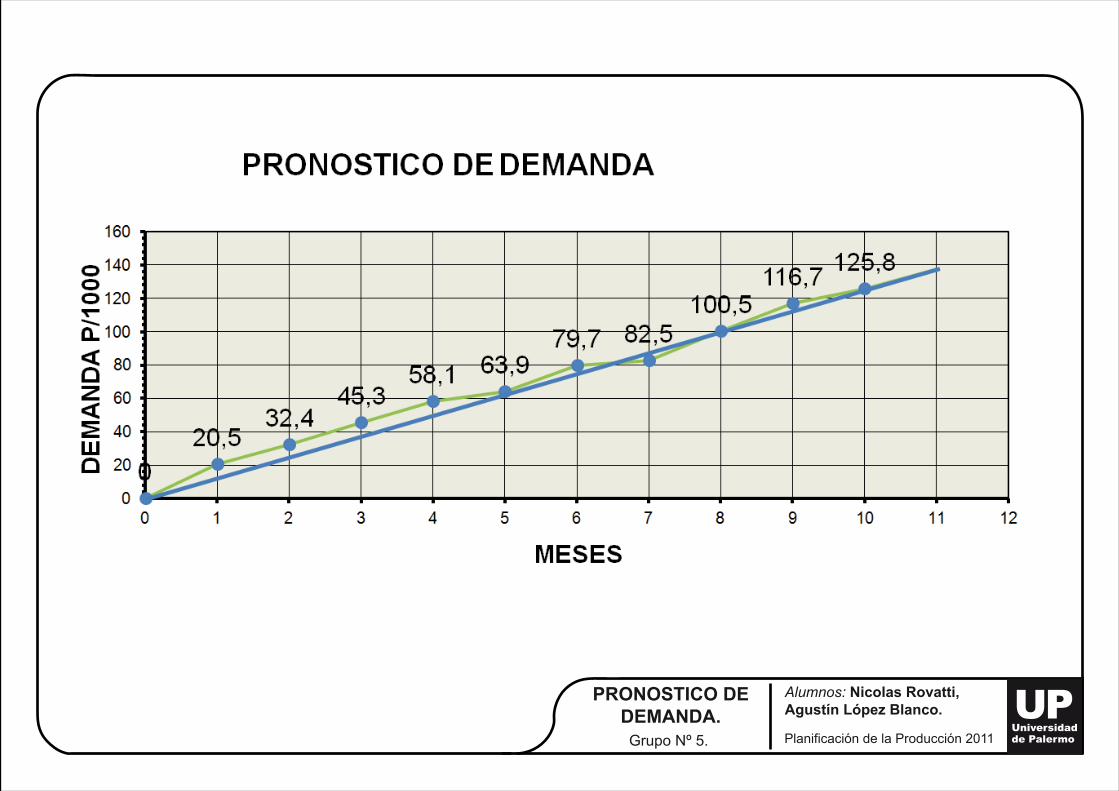
PRONOSTICO DEDEMANDA.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
Qeq= 97.310Qdeseado= 116.772
Y=n a + b XXY = a X + b X2
725,4 = 11 a + b554941,1 = a55 + b385
a = 725,4 - 11,94 x 55 / 11a = 4941,1 - 11,94 x 385 / 55
b = 14455,1 / 1210
a = 6,25 b = 11,94
Ydic = a + b x nYdic = 6,25+ (11,94x 11)Ydic = 6,25 + 131,34
Ydic =137,59
Son 137.590 piezas a venderen el mes de diciembre.
PRONOSTICO DEDEMANDA.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
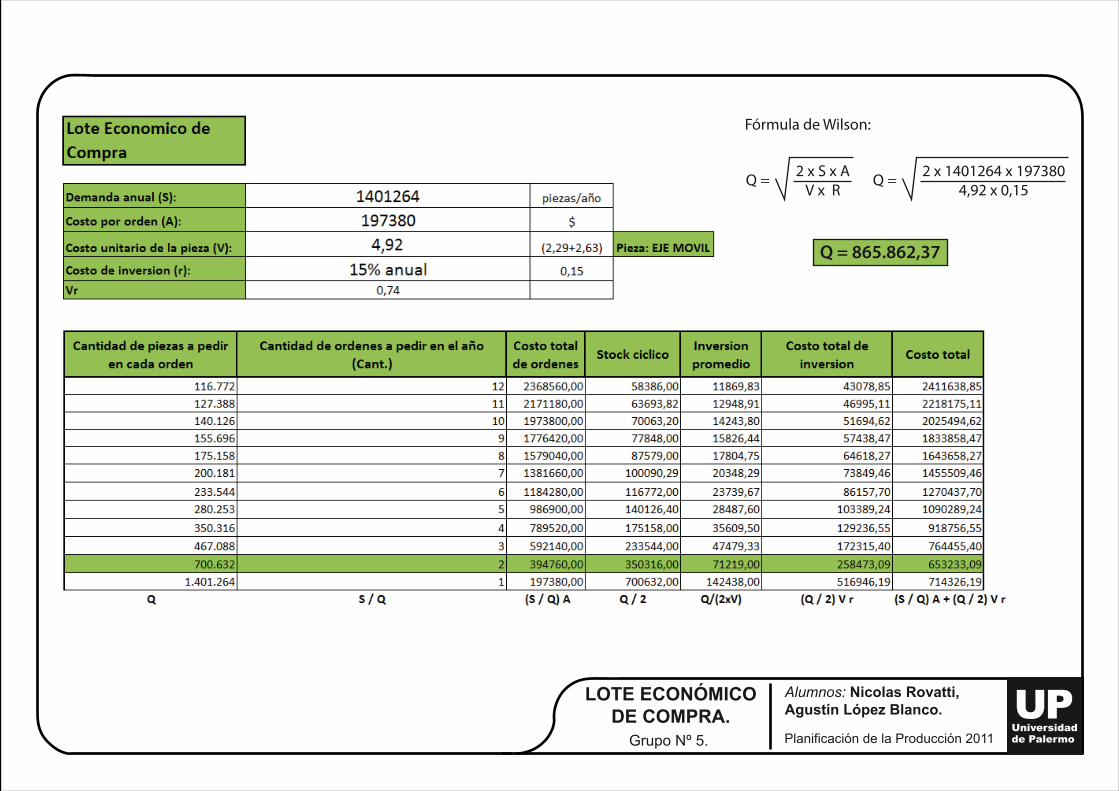
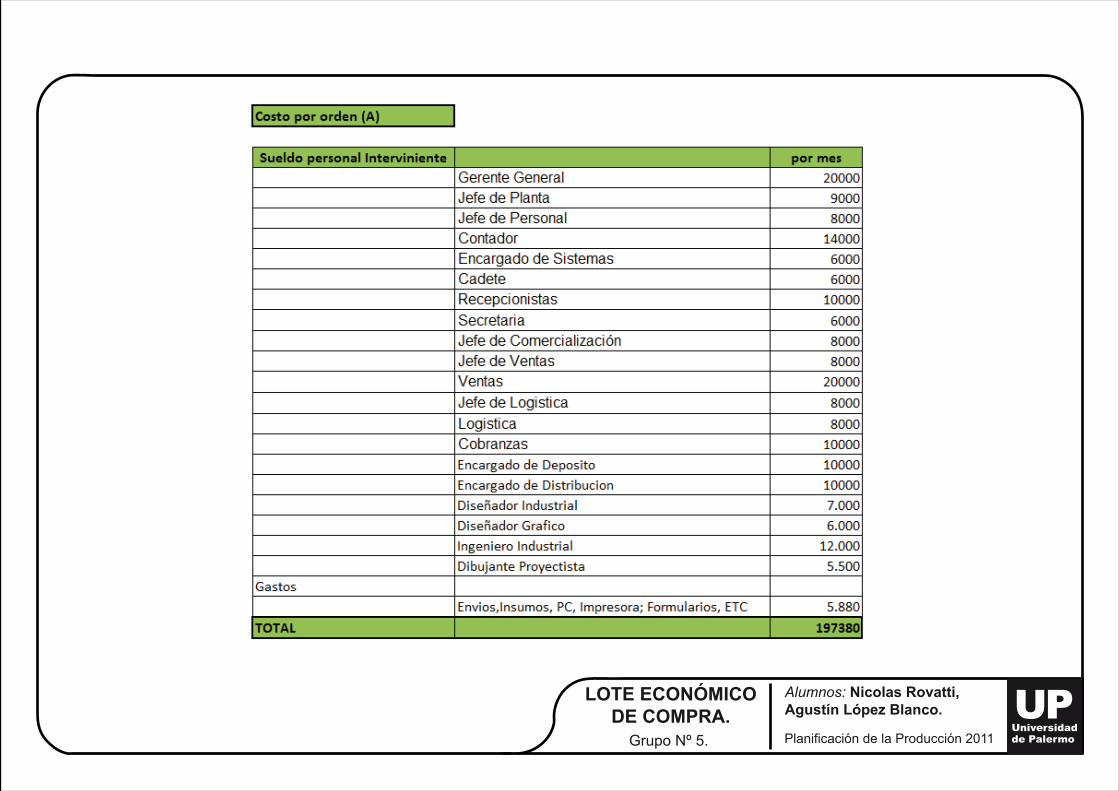
LOTE ECONÓMICODE COMPRA.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
Fórmula de Wilson:
2 x S x AV x R
Q = 2 x 1401264 x 1973804,92 x 0,15
Q =
Q = 865.862,37
LOTE ECONÓMICODE COMPRA.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011
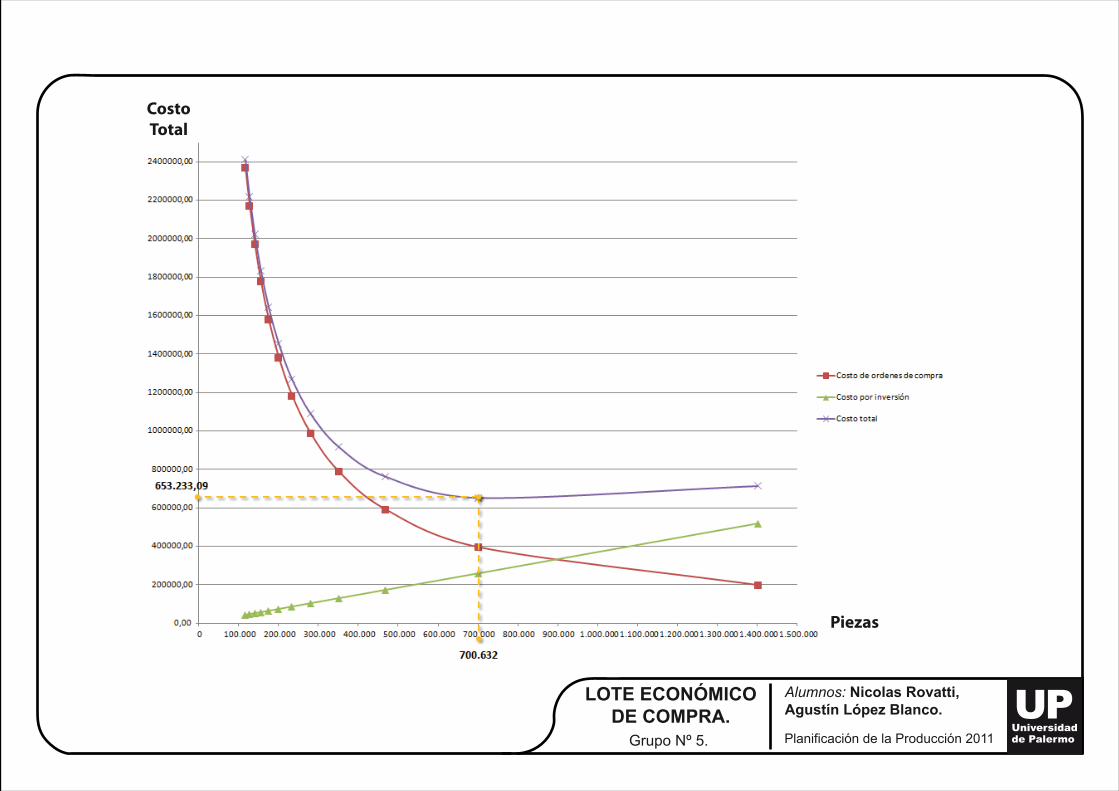
CostoTotal
Piezas
LOTE ECONÓMICODE COMPRA.
Grupo Nº 5.
Alumnos: Nicolas Rovatti, Agustín López Blanco.
Planificación de la Producción 2011