Embed Size (px)
Citation preview

DIAGRAMA DE PROCESOS
-EJERCICIOS-
1. Elaborar el diagrama de operaciones del proceso para la producción de
galletas saladas.
El proceso de elaboración de las galletas saladas empieza con el traslado
de los sacos de harina del almacén a la cernidora, en la cual se le extraerán
las impurezas. Luego de ser cernida, la harina es llevada a la maquina
mezcladora en donde se le añade los demás ingredientes: manteca,
bicarbonato de sodio y bicarbonato de amonio. Dentro de esta máquina la
harina y los ingredientes se van mezclando a través de un mecanismo de
paletas.
Una vez terminado el mezclado la masa cruda se descarga en unas bateas
y son llevadas a la sala de fermentación. En esta sala se deja reposar la
masa por un periodo de dos horas a una temperatura de 28°C y una
humedad relativa del 70%. Fermentada la masa, se traslada para iniciar el
proceso de laminado, en el cual la masa es cortada en capas para poder
darle una mejor textura. Luego en una plegadora se estira toda la masa
haciéndola más flexible. La siguiente etapa que es la del moldeado, en la
cual la masa va adquiriendo la forma circular de la galleta. Siguiendo con el
proceso, un operario inspecciona lo moldeado y descarta lo que no adquirió
la forma adecuada. Posteriormente la masa moldeada es trasladada a la
zona de horneado, pero antes de ser horneadas, con un adictamente
especial, se le echa sal.
Saliendo del horno, las galletas son roseadas con aceite, se dejan enfriar
para que dicho aceite sea absorbido (2 minutos).ya terminada la
elaboración de la galleta, mediante fajas transportadoras, pasan al
empaquetado. Antes de que las galletas entren las maquinas
empaquetadoras, un operario va seleccionando las que tienen defecto de
forma o de color retirándolas de la línea de producción. Finalizado el
empaquetado (en paquetes son 4 galletas), la misma máquina embolsa 6
paquetes con galletas.
A continuación dos operarios, ponen en cajas doce bolsas. Las cajas pasan
a un control, en el cual se verifica el peso de cada una. Finalmente se
apilan, en una parihuela, 20 cajas y se envuelven con plástico para q a la
hora de su traslado no se caigan en el camino. Ya envueltas, viene el
montacargas y las traslada al almacén de productos terminados.

2. Elabore el diagrama de operaciones del proceso para la producción de
motas (borradores) para pizarras. La mota se compone en dos partes: la
base y el fieltro.
Para obtener la base plástica se utiliza polipropileno, el cual es mezclado
con un pigmento de color, según el color deseado de la base. Esta mezcla
es llevada del almacén en costales de 25kg a la zona de inyección en
donde un operario lo vierte en la maquina inyectora; el proceso de inyección
incluye un calentado y un moldeado del material dentro de la maquina, al
salir de ella, el material se enfría y luego un operario verifica su estado. A
continuación el operario retira las rebabas (material sobrante) de la base y
la limpia para luego ser depositadas en cajas grandes.
El segundo paso es la elaboración del fieltro; un operario traslada el fieltro
desde el almacén a la zona de cortado, lo tiende sobre una mesa para
verificar su estado y ubicar las zonas defectuosas, si presentan muchas
zonas defectuosas es rechazado y devuelto al proveedor; luego es cortado;
seguidamente otro operario realiza el trozado de este para dejarlo liso para
unirlo con la base.
Finalmente se una la base con el fieltro usando terokal, luego se le adhiere
la etiqueta. Esta mota es embolsada individualmente y finalmente es
encajada en cajas con 120 unidades, para luego ser llevados al almacén.
3. Elabore el diagrama de operaciones (D.O.P), para la producción de
hamburguesas de pollo presentadas en base de plástico.
Inicialmente se retiran desde la cámaras frigoríficas (-18C), la carne de
pollo y la pasta de pescuezo congelados, tales insumos se trozan y luego
se pesan para luego ser molidos juntamente con el granulo de carne
congelado, el cual previamente también ha sido trozado y pesado.
Al molido se le añade ajo molido, cebolla molida y sal, todo el conjunto se
mezcla uniformemente, si la mezcla esta uniforme se procede al moldeado
de la hamburguesa, en caso contrario tiene q volver a mezclar, enseguida
se apanan la hamburguesas con galletas molidas. Paralelamente se han
retirado los embases de plástico con sus respectivas tapas, los embases
sellan a fin de identificar el número de lote; las hamburguesas se envuelven
en papel manteca y se colocan 06 unidades en cada embase colocándose
la tapa cada embase y se pegan un sticker-etiqueta sobre de la etapa; para

garantizar la hermeticidad del producto se sella el embase y tapa con cinta
adhesiva.
4. Elabore el D.O.P para el procesos que se detalla a continuación:
Los insumos para hacer los pernos de anclaje, son unas varillas de metal
de 1 metro de largo aprox. Luego de ser cortadas al tamaño que se
requiere (ya que existen diferentes longitudes según el periodo del cliente),
pasan a una maquina especial para el roscado de una pieza, la maquina
cuenta con un dispositivo que le permite al operario introducir la varilla
hasta determinado punto, de tal manera que solo una parte de esta quede
roscada. Un operario alrededor de 7 varillas roscadas cada 10 segundos.
Esta máquina tiene un sistema de aceitado el cual lubrica superficialmente
los rodillos que hacen la rosca y la varilla para así evitar mayor desgaste del
material. Luego, de un cierto número de piezas elaboradas, el operario
comprueba que las roscas sean optimas probando las mismas o una
tuerca. Se prueban alrededor de 3 varillas de cada 10 que se hace.
El siguiente paso corresponde al doblado de la pieza el cual se realiza
mediante una prestadora. Este proceso se efectúa en dos partes, pues se
necesita de dos prensadas para generar los dos dobleces de la varilla de
anclaje (darle forma de jota).
Las siguientes actividades se conocen como “tamboreado” y consiste en el
pulido de las piezas usando aserrín dentro de un cofre que se hace girar
por un periodo de tiempo. El operario que realiza esta actividad debe
esperar a que se acumulen aproximadamente doscientas piezas roscadas y
dobladas para luego proceder al pulido. Esta espera prevista corresponde
aproximadamente a la tercera parte del tiempo invertido en la fabricación de
cuatro lotes de pernos de anclaje.
Seguidamente existe un control, para chequear que las piezas están bien
pulidas. A continuación, mientras se va puliendo otro lote, se procede a
contar determinado número de pieza (generalmente 50). Para embolsarlas
y llevarlas al almacén .
5. Se desea representar el DOP del proceso de preparación de la algarrobina,
cuya descripción se muestra a continuación:
La materia prima del proceso de producción es la algarroba, la cual llega a
la fábrica en sacos de 55kg de peso. Las algarrobas son seleccionadas
manualmente, separando las vainas sanas de aquellas que se encuentren
picadas o podridas.

Las algarrobas seleccionadas son sometidas a un proceso de secado por
exposición natural a los rayos solares. Después, son lavadas con la
finalidad de remover la tierra adherida a ellas. Una vez escurridas, las
algarrobas se muelen en un molino desfibrador, se pesan en cuatros grupos
de 10 kg para luego ser llevadas a la zona de cocimiento. En esta zona de
se distribuye la algarroba en cuatro marmitas, se agrega agua en
proporción 2:1 en peso y se cuecen por espacio de 2 horas.
Luego la mezcla cocida por medio de un filtro prensa. El líquido filtrado se
vierte en dos marmitas y se somete a un proceso de concentración por 4
horas. Tanto en la cocción como en la concentración, un operario se
encarga de mover periódicamente con un cucharon de madera la mezcla y
de controlar que la temperatura no sobrepase los 105°c. Luego, la
algarrobina se deja enfriar natural mente hasta que alcance los 30°c de
temperatura. Una vez enfriada, es embasada en botellas de 500ml de
capacidad, taponadas con tapa rosca y etiquetada. Finalmente, son
embaladas en cajas de 12 botellas para su posterior almacenamiento y
venta.
6. Elabore el diagrama de operaciones de proceso para producción de pulpa
de durazno, teniendo en cuenta los siguiente:
El proceso se inicia con la llegada de los camiones cargados de jabas con
durazno provenientes de los selectos puntos del Perú, luego se procede a
la descarga de los cajones de fruta con la ayuda de un carro montacargas,
cada jaba tiene un peso aproximado de 20 kg. Una vez descargado los
cajones con durazno, se procede a la inspección de los mismos mediante el
método de muestreo aleatorio, los lotes que son rechazados son devueltos
a los proveedores, mientras los lotes que son aprobados son conducidos a
la tolva de descarga ubicada en la parte exterior del área del trabajo. Los
duraznos son vaciados en la tolva iniciándose el proceso de fabricación de
pulpa.
Los duraznos son trasladados por una faja transportadora en donde primero
son rociados con agua , luego son llevados a una zona donde se separan
los frutos podridos o los frutos que todavía no estén maduros , esta tarea la
realiza 2 operarios encargados de inspeccionar visualmente los frutos;
luego los duraznos son transportados a la zona de lavado, esta zona esta
acondicionada con rodillos se pone un detergente especial(lejía comercial),
este proceso es inspeccionado por un operario que verifica el correcto
lavado con detergente , los duraznos pasan por un ciclo de enjuague, el
cual consiste en rociar con agua los frutos por un espacio de tiempo
aproximado 3min , para que no queden residuos de detergente.

Luego de ser enjuagado los duraznos pasan a la maquina pulpeadora, la
cual a través de espirales con la ayuda del vapor, somete el fruto a altas
temperaturas (150°c aprox.)Lo que origina la purificación y ablandamiento
de la fruta.
Terminado el proceso de pulpeado, el durazno ablandado es llevado
mediante tubos hacia la maquina licuadora para su posterior licuación , esta
máquina corta el fruto en pequeños pedazos , estos pedazos a alta
temperatura (150°c aprox. ) se convierte en una mezcla espesa, esta es
llevada mediante tubos hacia la maquina refinadora –colocadora , esta
máquina está equipada con pequeñas rejillas que evitan el paso de los
residuos sólidos , estos residuos son recogidos por el operario y
desechados mientras que el zumo obtenido continuo su curso a través de
tuberías.
Después del refinado la pulpa es llevada hacia los tanques concentradores
donde se controla la dulzura con la ayuda del durómetro. Luego la pulpa es
transportada mediante tubos hacia la maquina homogeneizadora es ahí
donde se colocan los persevantes respectivos. Posteriormente la pulpa es
llevada a la maquina pasteurizadora, donde es pasteurizada.
Luego de la pasteurización la pulpa es vaciada a cilindros de capacidad
150lt (antes estos cilindros son acondicionados), una vez llenado los
cilindros son tapados, se le pone una etiqueta con lote de producción y son
llevados a la congeladora en donde son depositados a unos 5°c
aproximadamente. Finalmente son llevados al almacén frigorífico para su
posterior comercialización.
7. E labora el D.O.P del proceso de producción de las bocinas de cobre
autolubricadas, fabricados en metales del Perú S.A.
Esta empresa, para la producción de las piezas metálicas, usa la técnica de
la pulvimetalurgia, rama de la metalurgia que abarca las etapas desde la
obtención de polvos metálicos hasta las piezas acabadas. Esta técnica usa
polvo de metal, el cual por medio de presión y calor se convierte en piezas
con diversos usos. La empresa usa este método por las ventajas que ofrece
frente a otros métodos de obtención de pieza de metal. En primer lugar,
reduce al mínimo las perdidas en materia (todo se usa, todo se de
composición, de pueden eliminar o reducir en gran parte las operaciones de
mecanizado, las operaciones pulvimetalurgicas son susceptibles de
automatización, entre otras ventajas.

El proceso de producción empieza retirando del almacén el alambre de
cobre, este se introduce en el horno Tundich el cual funde la meta. En este
proceso el metal pasa de estado sólido a líquido, y se espera un día para
para que este seque. Se da una pérdida de cobre en estado gaseoso. La
masa de cobre se lleva a una olla artesanal para realizar la oxidación: al
calentarse toma una consistencia diferente, convirtiéndose en polvo (oxido
de cobre).
El polvo es trasladado al horno continuo, donde ocurre el proceso de
reducción, en el cual se elimina el oxigeno de oxido de cobre. Este proceso
se da en tres etapas: primero seda el precalentamiento, a una temperatura
promedio de 700°c; en la segunda sección se realiza el calentamiento a
1100°c y finalmente para por una etapa de enfriamiento. Simultáneamente
un operario inspecciona los medidores de temperatura, para ver si están
funcionando adecuadamente.
El cobre reducido se tamiza, es decir, se separan las partículas mediante
mallas de tejido de alambre, quedando retenidas las de mayor dimensión.
Aquí se produce un reproceso, pues las partículas de mayor tamaño son
llevadas a la trituradora para desmenuzar el metal, esto permitirá que
pueda ser tamizado nuevamente.
El polvo tamizado pasa a la mezcladora, donde se le añade grafito,
estearato de zinc y estaño, para que tome consistencia al momento del
prensado.
Esta mezcla pasa a la prensa, donde es compactada uniformemente: el
polvo se introduce en la cámara de presión, entonces la matriz y la cámara
se cierran herméticamente, comprimiendo el polvo y se aumentar
progresivamente la presión hasta un valor prefijado, hasta obtener la “pieza
en verde”.
El siguiente paso es la sinterinización de la pieza en verde, donde es
calentada en el horno continuo a temperatura inferior a su punto de función
durante el tiempo suficiente para que las partículas se suelden y el
componente resultante adquiera resistencia mecánica; pasado por el mismo
proceso de precalentamiento, calentamiento y enfriamiento de la reducción,
a la vez que el operario realiza la inspección necesaria.
La siguiente actividad es la calibración, es decir, se aplica presión a la pieza
sinterizada mediante una matriz de forma idéntica a la utilizada en el

prensador, aunque de dimensiones más precisas. Esta operación se realiza
a temperatura ambiente, lubricado las paredes de la matriz con aceite. Su
finalidad es subsanar los cambios dimensionales ocurridos anteriormente,
aumentado la dureza, limite elástico y resistencia de la pieza.
En la siguiente etapa se impregna la pieza, esto significa que se remoja en
aceite por 20 minutos para impedir el desgaste.
8. Plastique S.A fabrica bolsas de plástico de polietileno de alta densidad y
baja densidad. Una bolsa de polietileno de alta densidad es como lasque
nos obsequian en el supermercado (tipo camiseta). Esta bolsa tiene como
características principal su alta resistencia. La bolsa de polietileno e baja
densidad se utiliza para el envasado de artículos tales como: frijol, azúcar,
garbanzo, etc. Con la bolsa de baja densidad se pueden apilar los paquetes
sin riesgo de que se rompe por su capacidad de estiramiento.
El proceso de producción se inicia retirando del almacén de materias
primas la resina de polietileno y es llevada a la maquina extrusora, en
donde mediante altas temperaturas el material es fusionado, formándose
una masa. A continuación esta masa es inflada (como un globo) al ancho y
grosor requeridos, se enfría, obteniéndose un rollo de película tubular, el
cual es trasladado a la zona de impresión.
El rollo de película tubular se introduce en las maquinas de impresión en
donde se le puede aplicar hasta 6 colores diferentes en forma simultánea.
Terminando la impresión, el rollo es llevado a la máquina de bolseo.
La máquina de bolseo, dobla, corta y sella el rollo impreso, obteniéndose
así las bolsas; al final un operador las embolsa (paquetes de 100bolsas) y
las traslada al almacén de productos terminados, para su almacenamiento.
Elabora el cursograma analítico (DAP) del proceso detallado anteriormente.
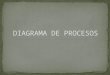
9. Elaborar el DAP y el diagrama de recorrido del proceso para la obtención
de sal de mesa (se adjunta plano de planta).
La cantidad necesaria de sal de a procesar es retirada del almacén de
materia primas y es colocada en una tolva que alimenta una máquina que la
cierne, luego es llevada a la zona de limpieza, en donde es lavada,
centrifugada y sacada.

Posteriormente es trasladad a un molino de impacto y luego mediante una
zaranda es nuevamente cernida. Luego de esto se le añade a la sal otros
insumos, tales como yodo y flúor, esta mescla se realiza en un tornillo
mesclador, el cual también la transporta hacia una tolva que alimenta a las
maquinas embazadoras. La sal es embolsada en bolsas de polietileno d
1kg. Antes de ser llevado al almacén p.t. el producto es sometido a un
control de calidad por muestreo.
10. Se desea representar el D.A.P. y el diagrama de recorrido del proceso del
teñido de telas de la empresa textil full Cotton S.A. (se adjunta plano). Cuya
descripción se muestra a
Continuación:
Los rollos de tela cruda (tela sin teñir) que se encuentran en el almacén son
transportados sobre parihuelas hacia el Área de preparado. En dicha área
se realizan las siguientes actividades. Pesado de la tela. Formación
cuerdas por parihuela (la cuerda es un grupo de rollo). Volteando y plegado
de las cuerdas.
Cada parihuela se transporta hacia el Aria teñido, en una zona donde
esperan ser transportadas a una de las 5 maquinas de teñido. Una vez que
se desocupan una de estas maquinas, el operario lleva hacia la maquina
una parihuela, instala las 3 cuerdas en la maquina y espera a que llegan los
químicos para que el descrude proveniente de la cocina de colorantes. Una
vez que llegan los químicos, se vierten sobre la maquina con agua y se
inicia el proceso de descrude por espacio de 2 horas. Antes de que termine
el proceso, llegan de cocina de colorante los químicos para el siguiente
proceso, que es el blanqueo.
Una vez terminado el descrude, se inicia el proceso de blanqueo que dura
dos horas. Del mismo modo, una vez que Hagan los químicos para el
tenido se procede al tenido de las cuerdas por espacio de 4 horas.
Luego, las cuerdas tenidas son llevadas sobre una parihuela hacia la
secadora y se somete a un proceso de secado por aire caliente que demora
30 minutos. Las cuerdas secas, son llevadas a una de las dos máquinas de
acabado y esperan a que lleguen los químicos para realizar el proceso. Una
vez que llegan los químicos, se realiza el proceso de acabado durante una
hora. Después, las cuerdas se transportan en su parihuela nuevamente
hacia la secadora. Una vez secas, son llevadas hacia la maquina cortadora
manejada por un operario; en donde se corta con mucho cuidado cada
cuerda longitudinalmente. Una vez cortada, la tela es llevada hacia el área

de control de calidad, en la cual se inspecciona a trasluz si esta posee
agujeros o defectos en el acabado. Una vez que pasa la inspecci6n, se
enrolla y se lleva a almacén.
11. El proceso que se detalla se clasifica dentro de la industria de
transformaci6n mecánica de la madera para la elaboración del producto
llamado Triplay. Las actividades requeridas y su precedencia son las
siguientes:
Se realizara primero un abastecimiento de los materiales, el
almacenamiento es recomendable en agua, un ano como máximo. Las
trozas que ingresan al proceso serán cargadas por grúas desde el
almacenamiento hasta la sierra de cadena, para realizar el despuntado,
donde la troza de madera toma cierta medida y se eliminan los defectos,
acondicionada se pasa a la descortezadora, ocasionando perdida de
material.
Estando lista la troza se acomoda en el torno, y se centra
convenientemente para poder obtener así las láminas que formaran el
tablero. Las pérdidas durante esta actividad son generalmente del orden del
25% del volumen de madera que ingresa al torno.
Las láminas húmedas van desde el torno a la guillotina, y es aquí donde se
determina el ancho de las láminas que se usan en caras o almas; además
se eliminaran también los defectos que puedan presentar las láminas
húmedas.
Las láminas ya listas pasan al secador y el contenido de humedad final
ser& un promedio de 10%. Luego son llevadas al encolado y pintado, en
estas actividades se tendrá en cuenta el tipo y la calidad de cola
suministrada y se verifica el correcto armado de los paneles. Estando listos
los paneles debe de realizarse el prensado en caliente (100° - 150°C), la
presión ejercida se encuentra en el rango de 8-12 kg/cm2 y el tiempo
aproximado es de 1 minuto por cada milímetro.
Para conseguir el paralelismo de lados e igualdad en el tamaño del panel,
ocurre la operación de encuadrado, Llevado a cabo por la sierra circular, la
alimentación se hace por cadenas transportadoras con velocidad de
alimentación de 15m/min.

Se realiza luego un buen pulido en la superficie del panel por ambas caras.
Las pérdidas producidas en esta operación pueden llegar a un 5%. El
transporte de los paneles se realiza por un cargador frontal para llegar a la
etapa final del proceso, donde se efectúa una clasificación de acuerdo a
ciertas características para pasar al almacén de productos terminados.
Elaborar el DAP y el Diagrama de Recorrido del proceso descrito (se
adjunta piano de planta).
12. Se solicita elaborar el DOP, el DAP y el Diagrama de Recorrido el proceso
de producción de ají amarillo en pasta; producto de gran aceptación por la
comunidad peruana residente en los Estados Unidos.
El camión que trae el ají amarillo en jabas plásticas ingresa a la Zona de
Recepción. Los estibadores las descargan en la zona de recepción, la cual
posee una balanza de plataforma para efectuar el pesado. Una vez
pesados, se vacía el contenido sobre una mesa de 2 metros de largo. En
ella, dos operarios clasifican los ajíes, retirando aquellos que presenten
signos de putrefacción y / o falta de madurez. Los ajíes aptos para el
proceso de producción, son depositados en jabas plásticas y llevados al
almacén, en donde se pesan antes de ser almacenados.
Luego, se retira del almacén la cantidad necesaria de ajíes para cumplir con
la orden de producción, llevándoselos hacia la Zona de Preparación, donde
en una mesa dos operarios se encargan de remover el pedúnculo, cortar y
remover las pepas y las venas en cada uno de los ajíes. Posteriormente,
son llevados por medio de jabas para ser lavados en una maquina con
agua tratada.
Una vez lavados y escurridos, los ajíes son transportados hacia la zona de
molienda, en donde un operario junto con un molino desfibrador se
encargan del proceso. Seguidamente, la masa es llevada en contenedores
cilíndricos hacia un tanque mezclador de acero inoxidable con chaqueta de
vapor y capacidad de 500 Kg., en donde se le agrega 8% en peso de sal y
1% de persevante previamente retirados del almacén. Luego, se realiza un
mezclado por espacio de 30 minutos. Seguidamente, se retira la mezcla y
se transporta hacia una maquina pasteurizadora. Una vez pasteurizada, se
transporta hacia la zona de envasado, donde un operario se encarga de
envasar el producto en envases de vidrio de 250 CC. Previamente retirados
del almacén y esterilizados. Otro operario coloca las tapas con ayuda de
una maquina cerradora a presión, coloca un precinto de seguridad

alrededor de la tapa, procede a etiquetar y embala el producto envasado en
cajas de 24 unidades. Finalmente, se llevan hacia el almacén para su
posterior distribución y venta.
13. Se pide elaborar el DOP para la producción de algodón hidrófilo siendo su
proceso industrial, el siguiente.
El proceso de producción empieza con la recepción del algodón en fardos
de 230kg, que viene en diferentes características y tipos, luego de este
control, se verifica el peso antes de dirigirlo a la zona de apertura y
limpieza.
En la zona de apertura y limpieza la materia prima ingresa a una maquina
donde gira de manera circular chocando con un tambor de púas que la va
abriendo y limpiando de impurezas, que por medio de un sistema de
ventilación las separa del material bueno.
Luego la materia prima es enviada mediante un sistema de aspiración hacia
un ciclón donde el algod6n se lava con agua y detergente y cae a unas
canastillas donde se prensa y se prepara para el proceso químico en una
autoclave.
El proceso de autoclave dura aproximadamente cinco horas y consta de
cuatro procesos diferentes que son: descrude, blanqueo, neutralizado y
suavizado.
En descrude o desencrudado el algodón es tratado con soda caustica para
quitarle la grasa. El blanqueo es un baño con peróxido de hidrogeno (agua
oxigenada), siendo 6ste muy inestable por lo que es necesario el uso de
estabilizadores que pueden ser silicatos y fosfatos. Un nivel de pH
adecuado para el blanqueo es de 10,5 a 11, por lo que luego es necesario
el proceso de neutralizado y suavizado.
Luego del proceso químico es necesario centrifugar las tortas de algodón
en una maquina centrífuga para eliminar los residuos de solución y agua
existentes. Después el algod6n es abierto antes de ser llevado a una
cámara de secado donde se seca con aire caliente.
Para mejorar la homogeneidad del algodón este es mezclado en unas
cámaras y en ellas se enfría hasta temperatura ambiente. Posteriormente
pasa a una abridora fina, quedando listo para ingresar a las cardas, en las

que el algod6n es peinado y estirado mediante púas muy finas llamadas
chapones, para luego salir en forma de velo e ingresar a una maquina
enrolladora y, vinarmente, ser cortado y embolsado para su almacenaje y
comercializaci6n.
14. Se pide elaborar el Diagrama de Recorrido, del proceso siguiente:
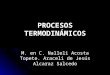
La empresa de PLASTICOS Y DERIVADOS S.A.C, ha recibido un pedido
de su cliente DULCHES S.A, para la fabricación de exhibidores de plástico
para sus dulces (tal como se muestra en la figura), el cual consta de una
tapa, envase (cuerpo o base) y un servilletero.
Para la obtención del cuerpo o base del exhibidor de plástico, se utilizan
pellets que se encuentran en el almacén de materias primas. Los pellets,
previamente pesados, son calentados en el horno para sacar la humedad
(este material es hidroscopio, es decir, adquiere la humedad del ambiente).
Luego son llevados y colocados en la tolva de la máquina de inyecci6n.
Para el inyectado se requiere de una matriz (molde) la cual es previamente
fabricada en la sección de matrices; para ello se requiere planchas de fierro
de diferentes tamaños y espesores de donde $e, obtendrán las diferentes
piezas del molde. Las planchas son torneadas para darles las formas
requeridas de las piezas y luego estas pasan a la rectificadora para el
ajuste de precisión necesario, luego son llevadas a la mesa de ensamble
Servilletero
Etiqueta
Cuerpo o
base
Exhibidor de plástico

donde son armadas (con pernos) y se realiza el pulido, obteniéndose así el
molde o matriz.
Realizado el inyectado, seguidamente se desmolda y se obtiene el cuerpo
del exhibidor.
Para la tapa del exhibidor se necesita una lámina o plancha acrílica, la cual
es cortada en tiras y cada tira se corta en círculos (estos cortes se realizan
en la mesa de corte). Posteriormente los círculos son llevados al horno
donde se calientan para luego proceder al soplado, donde se les da la
forma de semiesfera a la tapa. Después se llevan a la mesa de trabajo
donde se realiza el pulido del material con un paño especial que no daña la
superficie del plástico.
El servilletero requiere también de planchas acrílicas para su fabricación,
las cuales son cortadas, en la mesa de corte, en piezas que serán ruteadas
y calentadas en el horno. Luego se procede al doblado para darle la forma
final requerida del servilletero.
Una vez que la tapa, el servilletero y la base se encuentran listos son
llevados a la mesa de armado. El servilletero se pega a la base del
exhibidor (el pegado se realiza con cloroformo) y luego se procede al
pegado de una etiqueta autoadhesiva en la base. Finalmente se realiza un
control de calidad para luego ser embolsados (tapa y base con servilletero)
y llevados al almacén de productos terminados.
Se pide elaborar el Diagrama de Recorrido para el proceso de producción
de exhibidores de plástico, según el proceso mencionado anteriormente.
15. Se pide elaborar el DOP, del proceso siguiente:
La materia prima utilizada para la elaboraci6n del tequila es el Agave Azul
Tequilana Weber, planta originaria del Estado de Toluca, México. Esta
materia prima es la fuente de carbohidratos que mediante el proceso de
fermentación serán convertidos en alcohol etílico. ,
El proceso comienza cuando el Agave Azul Tequilana Weber, (en lo

sucesivo "agave"), es pasado a través de la sierra eléctrica para ser partido
en dos. Despu6s es transportado hacia el patio que corresponde a un
almacén temporal del mismo. Una vez cortado, el agave es introducido a
las autoclaves (recipientes de acero inoxidable), en donde se lleva a cabo
la hidrolisis de los azucares mediante el cocimiento del mismo con vapor a
una presión de 1,2 Kg/cm2, durante 4 horas.
El agave cocido es pasado a través de una desgarradora, con el objetivo de
disminuir su tamaño, es decir de aquí se obtiene el agave en forma de fibra.
El agave mencionado es pasado a través de un molino, en donde se extrae
el jugo de agave; Para facilitar esta extracción y evitar pérdidas de
azucares en la fibra, previamente a la extracción se lava con agua a
presión. Una vez extraído el jugo, la fibra residual conocida con el nombre
de bagazo es eliminada, pues ya no representa ninguna utilidad en la
elaboración del tequila.
El jugo de agave es recolectado en las tinas de preparación de mosto,
donde se agrega la levadura (microorganismo responsable del proceso de
fermentación), la cual se dejó reposar desde un día antes para la
adaptación al medio. Una vez preparado, el mosto es bombeado a la sala
de fermentación, en donde los azucares se convierten en alcohol etílico; la
fermentación dura aproximadamente 72 hrs.
Una vez terminada la fermentación, el mosto es cargado en las columnas
de destilación para su "destrozamiento" o primera destilación. Como
producto de esta primera destilación se obtiene el "ordinario", que es
recolectado en un tanque especial. El ordinario obtenido es cargado en la
columna de rectificaci6n, en donde se obtiene el tequila con graduación
alcoh6lica de 55% en volumen. Este es colectado en el tanque de
recepción de Tequila y de ahí es bombeado el área de almacenes.
El tequila obtenido, es almacenado en cualquiera de los tanques destinados
para este propósito. De estos tanques el tequila es pasado a diferentes
tipos de barricas de madera, dependiendo del tequila que se quiera

obtener. El proceso de elaboración es el mismo para todos los tequilas. Del
tiempo de reposo, el tipo de barrica y el volumen de la barrica dependen las
características del tequila que se va a obtener y la marca con que este se
comercialice.
Una vez concluido el tiempo de reposo las autoridades gubernamentales
dan el visto bueno correspondiente y el producto es pasado al área de
dilución. Dicha dilución se realiza con agua destilada, quedando el producto
a una graduación alcohólica de 38% en volumen.
Una vez diluido, el tequila es filtrado y dirigido hacia un tanque receptor de
la línea de avanzado, donde se envasa en botellas de 750 ml ; el tequila es
almacenado en almacén de producto terminado en cajas y apilado en
tarimas.

OFI
CIN
AS
ALM
AC
EN
DE
M.P
ALM
AC
EN D
E P
.T
ENVASADORA
TOLV
A
TOR
NIL
LO S
IN F
IN
ZAR
AN
DA
M
OLI
NO
LAVADORA
CENTRIFUGA SECADORA
MAQ. CERNIDORA
TOLV
A
PLA
NO
DE
LA E
MP
RES
A: P
rod
ucc
ión
de
sal
de
Me
sa