Embed Size (px)
DESCRIPTION
Elementos de unión
Citation preview

ELEMENTOS DE UNIÓN
Se deben distinguir dos tipos de uniones, las fijas o inamovibles, que para ser retiradas deben ser destruidas, no pudiéndose usarlas nuevamente, y las movibles, que pueden ser retiradas sin deterioro y usadas nuevamente.Uniones fijas o inamoviblesSe tienen dos tipos de uniones fijas: 1) roblones y remaches, y 2) soldaduras.
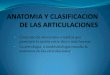
Roblones y remachesSe los utilizan generalmente para unir chapas, planchuelas, perfiles, etc. En el roblón pueden distinguirse las siguientes partes (Fig.3.1): el cuerpo o vástago de longitud l y diámetro d el cual se expande hasta un diámetro d1 luego del roblonado y que es el que se utiliza para el cálculo de la resistencia del roblón, la cabeza propia de diámetro D y altura K, generada con un radio R en los de cabeza esférica, presentando en la unión con el vástago un radio r para evitar la concentración de tensiones en las aristas agudas, y la cabeza estampada o de cierre.En los roblones denominados de cabeza perdida y gota de sebo la cabeza corresponde a un tronco de cono de ángulo .
La cabeza propia está hecha de antemano en uno de los extremos del vástago, y la estampada se la realiza luego de introducido éste último en el agujero correspondiente practicado previamente en las piezas a unir, constituyéndose así la unión. El material utilizado en la construcción de los roblones y remaches es generalmente hierro dulce, acero, cobre, aluminio, etc., según el tipo de material a unir y la resistencia deseada.
La forma y tamaño del roblón dependen de las características de la unión, recibiendo distintas denominaciones según el tipo de cabeza propia que posea. Así, en las construcciones metálicas (puentes, torres, edificios, etc.) se tienen (a) roblones cabeza redonda, (b) roblones cabeza perdida y (c) roblones cabeza gota de cebo (Fig.3.2) y en las construcciones mecánicas (calderas, máquinas, etc.), en las cuales el tamaño de los roblones por lo general no sobrepasan los 13 mm de diámetro d del vástago, se tienen (a) roblones cabeza redonda, (b) roblones cabeza perdida, (c) roblones cabeza troncocónica y (d) roblones cabeza chata (Fig.3.3).
Las dimensiones de los roblones están dadas en milímetros o pulgadas. El largo del vástago depende del espesor a remachar, estando normalizado el mismo de acuerdo al tipo de cabeza. Generalmente este largo es igual al espesor de las chapas más1,5d1.
Para la ejecución del roblonado se practican previamente los agujeros ya sea a punzón o taladro y luego, calentando previamente el roblón se lo introduce a presión remachándose con una remachadora o estampadora el extremo del vástago, estampando de esa forma la cabeza de cierre (Fig.3.4).
Según el destino del roblonado o remachado se lo puede clasificar en:1) Roblonado para calderas de vapor: debe resistir elevadas presiones y temperaturas y ofrecer al mismo tiempo hermeticidad.

2) Roblonados para recipientes herméticos y sometidos a grandes presiones: deben asegurar su cierre hermético y la resistencia mecánica del mismo.3) Roblonado para construcciones metálicas y mecánicas: deben resistir la acción de grandes cargas o momentos de fuerzas considerables.El Roblonado cuando se practica entre dos perfiles o chapas solapadas se denomina roblonado por recubrimiento o solape (Fig.3.5a) y cuando se utilizan chapas o planchuelas adicionales se denomina roblonado a cubrejuntas, pudiendo ser a simple (Fig.3.5b) o doble(Fig.3.5c) cubrejuntas.
Fuente: Apuntes de Elementos de Máquinas

REMACHES
DEFINICIÓN:
Se llama remache a una pieza de sección transversal circular de acero dúctil forjado en el sitio para unir entre sí varias piezas de acero. El remache se fabrica con una cabeza especial, que se denomina cabeza manufacturada, instalada mediante una pistola remachadora la cual forma otra cabeza, durante la instalación. El proceso completo se llama remachado.
El remachado es esencialmente un proceso de forja, que se ha desarrollado partiendo de un proceso de martillado a mano hasta llegar al método actual de colocación a máquina.
El proceso de remachado puede ser realizado en caliente, normalmente para obras pequeñas realizadas en taller, o para remaches grandes (más de 1״), o puede realizarse en frío, para remachados en campo (remaches de ½״ a ⅞״). Inicialmente la cabeza de los remaches se conseguía a golpe de martillo, actualmente todo está simplificado por el uso de la maquinaria especial.Para realizar el remachado primero se perfora la chapa la unir, se coloca el remache (frío o caliente) en la perforación y se conforma la otra cabeza.
La utilización de los remaches esta difundida en la construcción de calderas, edificios, puentes, barcos y otros. Su conveniencia de utilización radica en la seguridad de la unión, y la adhesión o rozamiento generado en la conformación de los remaches.
TIPOS DE REMACHES
Se puede clasificar los remaches por dos categorías:

a. Por el tipo de carga que resisten.
b. Por la forma del remache.
Por el tipo de carga se tienen remaches a carga axial, y remaches a carga excéntrica, siendo que por la forma se encuentra remaches de cabeza semiesférica, cabeza avellanada, remaches huecos y remaches de cabeza de hongo. Siendo que en el diseño mecánico se encuentran más los de cabeza semiesférica se prestara especial atención en ellos.
Los remaches de cabeza de hongo se utilizan para unir chapas muy delgadas, mientras que los remaches huecos además de unir chapas delgadas pueden ser utilizados para cuero, cartón u otros. En las figuras siguientes se muestran las formas típicas de los remaches.
NORMAS PARA EL DISEÑO DE UNIONES CON REMACHES
Las normas para el diseño de remaches están desarrolladas tanto por la AISC, la ASME, la ASTM, dentro de las normas americanas, debiendo revisar la norma para realizar un diseño que amerite bastantes detalles. De acuerdo a esta, se recomienda los siguientes materiales para los remaches:
ACERO ESTRUCTURAL ASTM A141
ACERO DE ALTA RESISTENCIA ASTM A195 o A502

En la norma DIN, se puede revisar los códigos DIN 660, DIN 124 y DIN 123.
TIPOS DE FALLOS EN UNIONES REMACHADAS:
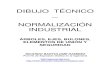
En la siguiente grafica se muestra de forma general los tipos de fallos de las uniones remachadas, reconociendo:
En el remache, fallo por cortadura (simple, doble, triple).
En la placa, fallo por aplastamiento, fallo por ruptura a tensión y fallo por corte en los bordes.


DE WIKIPEDIA La enciclopedia libre
Un roblón o remache es un elemento de fijación que se emplea para unir de forma
permanente dos o más piezas. Consiste en un tubo cilíndrico (el vástago) que en su fin dispone
de una cabeza. Las cabezas tienen un diámetro mayor que el resto del remache, para que así
al introducir éste en un agujero pueda ser encajado. El uso que se le da es para unir dos piezas
distintas, sean o no del mismo material.
Aunque se trata de uno de los métodos de unión más antiguos que hay, hoy en día su
importancia como técnica de montaje es mayor que nunca. Esto es debido, en parte, por el
desarrollo de técnicas de automatización que consiguen abaratar el proceso de unión. Los
campos en los que más se usa el remachado como método de fijación son: automotriz,
electrodomésticos, muebles, hardware, industria militar, metales laminados, entre otros
muchos.
Existe un pequeño matiz diferenciativo entre un roblón y un remache. Los roblones están
constituidos por una sola pieza o componente, mientras que los remaches pueden estar
constituidos por más de una pieza o componente. Es común denominar a los roblones también
remaches, aunque la correcta definición de roblón es para los elementos de unión constituidos
por un único elemento.
Las ventajas de las uniones remachadas/roblonadas son:
Se trata de un método de unión barato y automatizable.
Es válido para unión de materiales diferentes y para dos o más piezas.
Existe una gran variedad de modelos y materiales de remaches, lo que permite
acabados más estéticos que con las uniones atornilladas.
Permite las uniones ciegas, es decir, la unión cuando sólo es accesible la cara
externa de una de las piezas.
Como principales inconvenientes destacar:
No es adecuado para piezas de gran espesor.
La resistencia alcanzable con un remache es inferior a la que se puede conseguir
con un tornillo.
La unión no es desmontable, lo que dificulta el mantenimiento.
La unión no es estanca.
Clasificación
Roblones
Roblón Sólido
Roblón Semitubular
Roblón Tubular
Roblón Bifurcado

Roblón para uniones estancas
Remaches
Remaches de compresión
Remaches ciegos
Remache ciego con mandril de estiramiento
Con pasador guiado
Roscados
Expandidos químicamente
REMACHES POP O CIEGOS
Un remache POP (POP es una marca registrada por el inventor del remache, Tucker
Fasteners Ltd (Birmingham), actualmente Emhart Teknologies) oremache ciego consta
del cuerpo del remache (perno, pieza hueca) y una pieza alargada
llamada vástago o espiga (maciza, en el interior del perno). Es un artefacto diseñado para unir
o sujetar firmemente piezas (principalmente en forma de lámina) entre sí. Previo a la adopción
del remache ciego, para la instalación de un remache se requerían típicamente dos personas
para ensamblarlo, una que sostenía un martillo de remaches en un lado y una segunda
persona con una barra de choque en el otro extremo. Inventores como Carl Cherry y Lou
Huck experimentaron con otras técnicas para expandir remaches sólidos. A diferencia de los
remaches sólidos, el remache POP puede insertarse por un solo extremo sujetándolo por el
vástago y colocando la cabeza en la perforación existente entre las dos superficies a unir
(comúnmente placas o láminas).
El cuerpo del remache es manufacturado por alguno de los tres métodos siguientes:
1. Alambre - método más común-
2. Tubo - común en medidas grandes, no es más fuerte que el de tipo alambre.
3. Hoja - menos popular, es la opción más débil.
Los remaches ciegos son ampliamente usados, cuando la unión puede efectuarse sólo por un
lado. La cabeza se coloca en un agujero taladradopreviamente en las partes a unir y se tira del
vástago de modo que pase a través del cuerpo del remache (cabeza), para que éste se
expanda. En tanto la cabeza se expanda debido a la esfera que tiene en el extremo ciego el
vástago, la sujeción se hace más firme; esto se puede efectuar en varios pasos. En
determinado momento el vástago alcanza el punto de rotura rompiéndose y quedando alojada
una parte de la misma en el cuerpo del remache.
Este proceso requiere de una herramienta denominada remachadora, la cual consiste en un
sistema mecánico que posee unas mordazas de acero tratado que, debido a un movimiento
combinado de sujetar y tirar y posteriormente avanzar sobre el cuerpo del vástago libremente
en retroceso, van expandiendo el remache al interior del barreno. Al romperse el vástago del

remache éste queda alojado en la boquilla de la remachadora sujetado por las mordazas, y al
simple movimiento de retroceso de las manijas de la remachadores el vástago queda liberado.
El procedimiento es rápido y simple, la fuerza para fijarlo está determinada por el diseño del
cuerpo y cabeza del remache, el calibre y longitud de las partes a unir o sujetar. En algunos
casos se usan en madera cuando no se requiere de una extraordinaria fuerza para unir, -y en
todo caso se usapegamento lográndose un mejor efecto estético-, también se usan en
el plástico. Su uso es extendido en el área metal-mecánica como la industria
automotriz e industria aeronáutica.
Remache ciego con mandril de estiramiento(subgenero de los remaches pop)
El remache ciego con mandril de estiramiento es un tipo de unión mecánica permanente
clasificado dentro de los remaches ciegos. Permite unir materiales de diferente dureza o
densidad y, al igual que el resto del mismo tipo, tiene la ventaja de poder ser instalado en
agujeros de unión que sólo son accesibles desde una cara. Es el más utilizado de los remaches
ciegos, y está formado por el cuerpo del remache y un mandril interior con una cabeza en el
extremo ciego.
El proceso de unión consiste en introducir el remache en el agujero de las piezas a unir, y
estirar el mandril mientras su cabeza aplasta el cuerpo del remache para formar una cabeza
ciega, arrancando finalmente el mandril y permitiendo que la cabeza quede dentro del interior
del cuerpo del remache.
Materiales
Se requiere el uso de varios materiales en un mismo remache ya que el mandril está diseñado
para ser más fuerte que el cuerpo, el cual debe ser más dúctil para permitir la expansión de la
cabeza sin agrietarse. El material del mandril debe ser lo más compatible posible con el del
cuerpo para minimizar los efectos potenciales que puedan producir corrosión.
Como materia prima se utilizan aleaciones de aluminio, aleaciones cobre-níquel y acero
inoxidable. Para la fabricación del mandril también se utiliza aceros al carbono para

combinarlos con aceros de bajo contenido en carbono utilizado en la fabricación del cuerpo del
remache.
En aplicaciones aeroespaciales, donde se necesita mayor resistencia a altas temperaturas, se
utiliza como material el acero inoxidable A286. Según el tipo de cabeza después del
remachado se puede distinguir:
Cabeza alomada:Es sobresaliente y se apoya en la superficie de una de las
piezas que une. Es el tipo de cabeza más versátil, y es capaz de retener todo tipo
de materiales excepto los extremadamente suaves y los quebradizos.
Cabeza avellanada: La cabeza del remache queda enrasada con la superficie de
la pieza fijada. Permite unir piezas de mayor espesor.
Según el tipo de mandril se clasifican:
Mandril pasante: El mandril pasa totalmente a través del cuerpo del remache y lo
deforma.
Mandril retenido: Después del estirado, el mandril se parte por el punto de rotura
y queda retenido una parte pequeña de él dentro del cuerpo del remache.
Mandril de cabeza perdida: El mandril se rompe próximo a su cabeza y provoca
su caída.
Mandril con punto de rotura a paño: Es aquel que rompe justo por debajo del
cuerpo del remache.
Mandril con punto de rotura enrasado y seguro de retención de cabeza: Rompe por el mismo punto que el tipo anterior, pero además proporciona un bloqueo entre el cuerpo del remache y la cabeza del mandril, obteniendo así una mayor resistencia a cizalladura.
Aplicaciones
A continuación se nombran algunas de las aplicaciones de este tipo de remaches
Automoción: Debido al uso actual de aluminio en la fabricación de carrocerías de
vehículos, se han comenzado a utilizar remaches ciegos junto con adhesivos en
vez de soldadura. Con este procedimiento se obtiene una serie de ventajas:
reducción de vibraciones entre piezas, posibilidad de unir piezas muy pequeñas y
de diferentes materiales y piezas sensibles al calor, reducción de tiempos de
desmontaje…etc.
Contenedores: Mediante remaches ciegos se sujetan las bisagras de las puertas
de los contenedores de transporte.

Industria metálica: Para la unión de chapas de pequeño espesor en la fabricación
de carcasas de máquinas.
Electrodomésticos
Climatización y calefacción
Ascensores de vehículos
Tejados y revestimientos
Características generale
Las principales características de este tipo de remaches son las siguientes:
Sólo es necesario el acceso por una cara.
Cubre un amplio rango de espesores, de 0,8 mm a 185 mm.
Están fabricados en diversos materiales, por lo que se adaptan a distintos
requerimientos.
Unión no desmontable, por lo que se tiene que destruir si quiere ser desmontada.
Posibilidad de unir materiales diferentes.
No deforman las superficies una vez remachadas, por lo que no afecta a
superficies pintadas, esmaltadas...
Buen comportamiento frente a variaciones de temperatura.
No se aflojan por acción de vibraciones.
Montaje rápido y económico, así como uso sencillo de herramientas para su
instalación.
No produce ningún residuo perjudicial, como humos, chispas...
Consideraciones de diseño
A continuación se muestran algunas consideraciones de diseño que se deben de tener en
cuenta al utilizar este tipo de remaches.

Espacio libre de la parte trasera: Es la distancia que sobresale la cabeza del
mandril cuando el remache es introducido por un lado de la estructura. Esta
distancia varía según la medida del remache y el diámetro, y se debe tener en
cuenta para su colocación.
Orificio de llenado: La expansión del remache en su instalación debe permitir
llenar el agujero de las piezas a unir, ya que puede quedar suelto e impedir una
incorrecta unión.
Distancia al borde: Se debe tener precaución con la colocación del remache muy
próximo al borde de las piezas a unir. Como regla general se puede ubicar el
centro del orificio respecto del borde a una distancia igual al doble del diámetro del
remache.
Cabeza avellanada: Cuando se empleen remaches con cabeza avellanada, se ha
de procurar que la longitud del avellanado sea inferior al espesor de una de las
piezas a unir, ya que puede producir una reducción de las propiedades de
resistencia de la unión.
Roblón sólido
Un roblón sólido es un elemento mecánico de unión no desmontable de dos piezas planas. Está formado por un eje y una cabeza. Para fijar las dos piezas planas se debe efectuar un orificio en ambas caras. Posteriormente se hace pasar el roblón sólido a través del agujero y se deforma plásticamente el extremo del eje, de forma que ya no se puede desmontar
Variantes Geométricas
Entre las variantes geométricas más comunes podemos encontrar:
Roblón sólido de cabeza redonda (DIN-124, DIN-660, JIS-B1213, ISO-1054)
Roblón sólido de cabeza avellanada (DIN-302, DIN-661, JIS-B1213)
Roblón sólido de cabeza avellanada redondeada (DIN 662). También conocido
como roblón de cabeza de sebo.
Roblón sólido de cabeza redonda aplanada (DIN 674)
Roblón sólido de cabeza avellanada aplanada (DIN 675)

En la siguiente figura se pueden observar las variantes geométricas
citadas:
Dos roblones.
Las referencias a normativa anteriores son para unidades métricas. Para
unidades imperiales consúltese la norma ANSI.B18.1.1 (pequeños
diámetros) y ANSI.B18.1.2 (grandes diámetros).
Aplicaciones
El campo de aplicación de los roblones sólidos es muy variado. A continuación se exponen los
ámbitos de aplicación más representativos.
Construcción: Se han empleado roblones sólidos para la construcción de
estructuras metálicas, como pueden ser puentes, pórticos y naves.
Maquinaria: Antiguamente se utilizaban roblones sólidos en lugar
de pernos o soldadura para determinadas uniones de máquinas
Industria aeroespacial: Empleado en el fuselaje y otros elementos estructurales
internos de los aviones.
Decoración: Se emplean roblones de forma decorativa cuando se pretende dar un
aire antiguo a un elemento. Su uso decorativo más frecuente es en las rejas de
forja.
Características
De un modo general, se pueden definir unas características preliminares de los roblones
sólidos, que son las siguientes:
Posibilidad de unir materiales diferentes
No es adecuado para grandes espesores
Resistencia inferior a la que se puede conseguir con un perno, debido a la
inexistencia de pretensado
Unión no desmontable. Para ser desmontada requiere ser destruida.

Unión no estanca, aunque se pueden adoptar soluciones válidas introduciendo un
casquillo polimérico para proporcionar estanqueidad.
A partir de aquí se tratan distintos aspectos importantes acerca de los
roblones sólidos.
Unión de las piezas
El proceso de unión de dos piezas mediante roblones sólidos es un proceso complejo. Se requiere tener acceso por ambas caras de la pieza. Se puede realizar de forma automatizada o de forma manual. A continuación se expone el método de montaje manual de uniones de roblones sólidos.
1. Montaje preliminar. se montan las dos piezas a unir y se hace pasar el roblón sólido
a través del hueco. Se debe tener en cuenta que el agujero debe ser ligeramente
mayor que el roblón (no debe haber ajuste).
2. Se unen las dos piezas a unir, sin utilizar el roblón.
3. Se corta el roblón a medida (eliminación del sobrante). Se deben tener en cuenta las
recomendaciones del fabricante para el montaje adecuado. En caso de no disponer se

podría realizar un cálculo teniendo en cuenta que el volumen del roblón antes y
después de la deformación es el mismo.
4. Se deforma longitudinalmente el roblón, produciendo deformación plástica y
consiguiendo que rellene todo el hueco del agujero libre.
5. Se da una preforma a la cabeza, para evitar pliegues o defectos en siguientes fases.
6. Se deforma la cabeza del roblón mediante dos moldes.
7. Se retira el utillaje y se le da el acabado si es necesario (pulido, pintado, etc.)
En base a todo lo expuesto anteriormente, se puede ver que no es un proceso sencillo. Se
requiere de utillaje para realizar de forma correcta la unión. Se requieren fuerzas elevadas para
la deformación del roblón, lo cual dificulta todavía más el proceso, por la necesidad de una
prensa hidráulica o de un operario martilleando.
Ambiente de trabajo
Los roblones sólidos están adaptados a una multitud de condiciones de trabajo. De hecho son
en ocasiones utilizados para trabajar en condiciones muy adversas.
Temperatura: la temperatura de trabajo de un roblón sólido está directamente
relacionada con el material del roblón y de la matriz. Se debe prestar especial
atención a no sobrepasar la temperatura de fluencia del roblón, para evitar fallos
prematuros. Para el caso de materiales que trabajen mal a bajas temperaturas, se
deben tener en cuenta cuales son las condiciones de transición de estructura a
bajas temperaturas (como sucede en el acero, en polímeros, etc.)
Presión: los roblones sólidos trabajan bien a presión. No obstante, cuando lo que
se quiere lograr es estanqueidad de recipientes a alta presión no son la mejor
solución, ya que los roblones sólidos en general no son estancos. En estos casos,
se debería optar por otros tipos de uniones estancas, como soldadura.
Corrosión: se debe prestar especial atención a la corrosión por par galvánico
cuando se tiene una unión roblón-matriz heterogénea, es decir, de diferentes
materiales. Se deberá intentar que las uniones sean homogéneas y, en caso de no
ser posible, realizar uniones entre materiales compatibles o incluir separadores.
Otro factor a tener en cuenta es la posibilidad de penetración de humedad en
pequeños huecos internos que queden al conformar la unión, que pueden corroer
internamente la unión.

Imágenes de remaches
http://www.emhart.eu/eu-es/productos-prestaciones/productos-segun-la-categoria/sistemas-de-remachado-pop/remaches-pop/tipos.php
no copio las imágenes sino seia mas lento el documento al pasartelo. Cuando unas todos los trabajos envialo a cada uno para estudiar.