DOCUMENTO TCNICO INSPECCIN POR EMISIN ACSTICA Y ULTRASONIDO PARA
LA INTEGRIDAD MECANICA DE ESTRUCTURASPor: Ternowcheck S.J., Gandy
T.J., Calva M.V. y Patterson T.S. American Society for Testing and
Materials, ASTM STP1353, 1998 (Traduccin Tecnologa Total Ltda)
Hoy en da los operadores de equipos de proceso requieren de
implementar buenas inspecciones de ingeniera para asegurar
integridad en la operacin de equipos. Estas inspecciones pueden
hacerse de varias maneras. Una de ellas son las inspecciones
nodestructivas (NDT) como lo son la Emisin Acstica, Ultrasonido,
Radiografas, Partculas magnticas, Inspeccin visual, etc. La mayora
de estas inspecciones requieren que los equipos salgan de operacin
antes de realizar la inspeccin. En algunos casos, cuando la
inspeccin es interna los costos del mantenimiento e inspeccin se
crecen significativamente. La Emisin Acstica (EA) es la primera
tcnica de inspeccin para realizar en forma global la evaluacin de
la integridad mecnica del estado de los equipos. Cuando los
resultados de la EA indican que hay problemas potenciales, una
segunda prueba nodestructiva, ultrasnica (UT) para el anlisis de
los esfuerzos cortantes o un medidor de espesores, es utilizado
para medir el origen del mecanismo de falla, sus caractersticas y
sus lmites. Las dos tcnicas son complementarias entre si. Estos
equipos ofrecen varias ventajas: 1. La inspeccin se puede realizar
con los equipos en operacin. 2. El equipo es evaluado bajo las
condiciones normales de operacin. 3. Mecanismos de diferentes
fallas como fugas, fisuras, corrosin, fragilidad, pueden ser
detectados con una simple inspeccin. 4. Los ahorros en costos son
sustancialmente ms bajos que otros mtodos.
A continuacin damos ejemplos de los resultados producidos en
varias pruebas recientes, una esfera de 18 m de dimetro, un tanque
de 15 m y una vasija de proceso.
1.
INTRODUCCIN.
Hoy en da las compaas estn reduciendo los presupuestos para
llegar a su optimo tamao y nunca ha sido mejor la oportunidad para
el mejoramiento de las tcnicas de inspeccin en larga escala. Los
Departamentos de Ingeniera e Inspeccin de plantas hoy en da estn
necesitando de mtodos que puedan evaluar rpidamente equipos grandes
y complejos, indicando los
problemas_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 1 of 14
potenciales en sus diferentes reas. Estas reas pueden ser
detectadas durante la parada de los equipos o durante las
inspecciones de carga de los equipos. Desde 1968 la Emisin Acstica
(EA) naci en el laboratorio para cumplir con estas necesidades,
ofreciendo ventajas sobres las tcnicas de inspeccin convencional en
los equipos de las plantas de la industria petroqumica. Estas
caractersticas son discutidas mas adelante, sin embargo algunas de
ellas son la inspeccin en servicio y equipos nuevos, monitoreo
global de equipos complejos de gran tamao, no destructivo y la
medicin de anomalas significativas en las estructuras. Estas
caractersticas de la EA nos dan una herramienta muy til en la
evaluacin de un equipo en su integridad estructural y su
certificacin para su servicio. Basados en los resultados de las
inspecciones por EA, el personal de ingeniera e inspectores pueden
determinar con ms precisin si el equipo necesita ms pruebas y en
definir sitio donde debe hacerse. Esto conlleva a ahorros en dinero
en ms inspecciones en reas o equipos que no la necesitan y la
concentracin en los que realmente lo necesitan.
La definicin de Emisin Acstica (EA) es la onda elstica
transitoria generada por un cambio de energa localizado dentro de
un emisor en un material. Esta teora se ha venido desarrollando
desde 1960 y ha venido creciendo y aceptada ampliamente en la
industria. Desde esta fecha hasta hoy en da este mtodo ha sido
ampliamente utilizado, mostrando que es una herramienta invaluable
para detectar y entender la respuesta de un material o estructura a
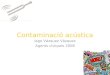
los esfuerzos aplicados. El concepto bsico de la Emisin Acstica
(Ver figura 1) consiste en aplicar una estimulacin al material o
estructura hasta localizar un punto de cedencia del material. Este
punto de cedencia causa una onda de esfuerzo que se propaga
elsticamente por la estructura. En algn punto llega a la superficie
y estimula un sensor piezoelctrico. Este sensor se convierte la
energa mecnica en una seal elctrica que se amplifica para el
proceso de los anlisis.
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 2 of 14
La inspeccin por EA difiere de otras inspecciones no
destructivas en lo siguientes dos aspectos: La seal que se detecta
es generada por el mismo material. El mtodo esta evaluando la
respuesta del material a la aplicacin de esfuerzos, por
consiguiente es una tcnica dinmica. Estos dos factores proveen el
concepto bsico para aplicar de Emisin Acstica a una tanque a presin
u otras estructuras.
2.
VENTAJAS DE LA EMISION ACUSTICA
2.1
EN VASIJAS A PRESIN
A continuacin enumeramos las ventajas de la Emisin Acstica:
a)
Inspeccin en servicio. La emisin Acstica es practicada en tres
formas a vasijas a presin: Durante la etapa de la inspeccin de la
prueba hidrosttica despus de la fabricacin. Cuando el equipo ha
sido re-certificado para un uso alterno. Inspeccin cuando esta en
servicio. La Emisin Acstica da la habilidad de evaluar la
integridad estructural de una vasija a presin en lnea, bajo las
condiciones normales de operacin y las experiencias mientras esta
en uso. Esta informacin de cmo la vasija esta trabajando en
servicio y en donde la degradacin esta ocurriendo cuando est en
operacin, puede ayudar a definir cuando y donde otra inspeccin no
destructiva debe realizare. Su utilizacin puede prolongar el tiempo
de otra inspeccin o dar un concepto de precaucin de una posible
falla. -
b)
Inspeccin de toda la estructura Determinado cuidadosamente el
rea en donde se fijar el sensor, la inspeccin se puede realizar
para el equipo con un numero pequeo de sensores. Esta capacidad de
la EA hace bastante atractiva su aplicacin a estructuras largas
(tabacos), esferas, intercambiadores de calor en donde el acceso y
reas de inspeccin son difciles y hacen consumir demasiado tiempo.
Encontrar defectos significativos Como la Emisin Acstica es
utilizada bajo condiciones reales de carga de la estructura, ella
tiene la capacidad de diferenciar las anomalas que estn creciendo y
otras que son insignificantes estructuralmente. Con otras tcnicas,
es posible establecer la presencia de un anomala, pero es difcil de
determinar sus defectos cuando la estructura esta en servicio.
Medicin de la severidad estructural - Utilizando los procedimientos
de inspeccin y anlisis de hoy en da, es posible de dar una medida
de una fuente activa de Emisin Acstica de una estructura. Los
programas ms usados son MONPAC y MONPACPLUS. Estos programas nos
dan parmetros de los datos de Emisin Acstica cuando estamos
inspeccionando la estructura bajo los procedimientos prescritos. El
grado de los datos desde A hasta E es dado con las recomendaciones
de un seguimiento de inspecciones por realizar peridicamente.
c)
d)
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 3 of 14
e)
No-invasivo- la Emisin Acstica usa sensores que son instalados
en la parte exterior de la pared del recipiente. Esto no requiere
de tener accesos al interior del recipiente cuando se realiza la
inspeccin. En recipientes aislados solo se necesitan pequeos huecos
de acceso para la instalacin de los sensores y resto del
aislamiento permanece sin perturbacin. Datos permanentes La
inspeccin por emisin Acstica deja a travs de sus instrumentos
archivos de datos que son guardados en el computador. Estos
archivos estn disponibles para hacer futuros anlisis. Ellos pueden
ser archivados y almacenados para futuras referencias. Datos
similares pueden ser usados para comparacin de estructuras
similares o para comparaciones el numero de inspecciones en el
transcurso de los aos en estructuras similares.
f)
2.2
TIPOS DE PROBLEMAS DETECTADO POR EMISIN ACSTICA (EA)
EA es un fenmeno relacionado con esfuerzos. En orden de detectar
las discontinuidades y daos en los equipos, la tcnica debe
aplicarse cuando el equipo es sometido a esfuerzos. Esta no puede
detectar problemas en reas donde no hay estructuras sometidas a
esfuerzos. En efecto para que una inspeccin de Emisin Acstica sea
exitosa es teniendo cuidados especiales en el programa de carga de
la estructura. La concentracin de esfuerzos creada por los
defectos, producir una cedencia de esfuerzos localizada, que es
detectada por los sensores, cuando la estructura permanece en
silencio. Como cada tipo de defectos tiene un factor de
concentracin de esfuerzos diferentes asociados a ellos, algunos
emitirn EA a niveles ms bajos que otros, entonces, es ms fcil
detectados. Algunos ejemplos de deteccin de estos defectos en
equipos nuevos, se incluyen pero no estn limitados a son los
siguientes:
a)
Defectos de soldadura Hay un gran nmero de Emisiones Acsticas
producidas por defectos en las soldaduras durante la prueba
hidrosttica. Esto incluye fisuras desarrolladas debido
calentamiento o enfriamiento, a las microfisuras intergranulares y
transgranulares, fisuras de la base del metal en las zonas
afectadas por calor, fusiones incompletas, falta de penetracin,
porosidad e inclusiones. Como notamos en lo descrito anteriormente
la habilidad de detectar estos defectos es dependiente en el factor
de la concentracin de los esfuerzos y de la habilidad para producir
los puntos de cedencia a los niveles de esfuerzos aplicados. Es muy
posible el tener tipos de defectos que son muy emisivos en un caso
y no emisivos en otros. Defectos de fundicin en soldaduras,
esfuerzos de fabricacin que producen concentraciones que pueden ser
detectadas por la EA. Esto incluye gas y desperfectos huecos que
producen cavidades y porosidad; inclusiones como escalas de oxido,
encogimiento de las cavidades, lgrimas calientes y fisuras debido a
la falta de fusin etc. Forja - Un gran nmero de defectos originados
en la forja del metal puede ser detectado por EA que deben debe ser
esforzados para producir cedencia. Algunos de ellos son:
laminaciones causadas por inclusiones en la forma original; huellas
dejadas por las protuberancias por varias pasadas; fisuras causadas
por rolado. Tratamiento trmico cuando el tratamiento por
calentamiento falla en la reduccin de esfuerzos residuales y
producen cambios deseados en la estructura metalrgica, unaPg. 4 of
14
b)
c)
d)
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
cantidad de Emisiones acsticas pueden ser generadas durante la
prueba hidrosttica. Fallas en proceso de tratamiento trmico
producen esfuerzos localizados, variaciones excesivas en las
estructuras metalrgicas fallas para la estabilizacin de ciertas
fases, todas estas tienen potencial para generar Emisiones
Acsticas. En adicin a la nueva fabricacin, la EA es usada
extensamente como una tcnica de inspeccin en servicio. Para Emisin
Acstica no es necesario tener las historias de las inspecciones del
equipo desde nuevo. Muchos equipos son inspeccionados despus
instalados y en servicio con resultados excelentes. Las
inspecciones tpicas en equipos en servicio son para detectar y
localizar defectos que estn creciendo bajo esfuerzos de servicio,
algunos de ellos son: a) Fatiga Mecnica es la variacin en proceso
que puede causar daos de fatiga mecnica a la estructura. La
variacin puede ser causada por presiones internas o presiones
cclicas. Ellas pueden ser del resultado de las variaciones del
proceso de flujo. Pueden ser externas como el caso de vibraciones.
El resultado es para iniciar y crecer las fisuras bajo las
condiciones de servicio. El propsito de la Emisin Acstica es el de
detectar y localizar estas fisuras antes de una catastrfica falla.
Fatiga Trmica Variaciones de temperatura pueden causar iniciacin y
crecimiento de fisuras. El inicio de las fisuras puede ser el
resultado de la concentracin de las cargas mecnicas como en las
reas donde se encuentran boquillas, soportes y reas de
articulaciones. Estas experimentan altos esfuerzos flexibles como
resultados de las expansiones y contracciones o pueden ser
resultados de daos por flujos. El caso de daos trmicos es el
ejemplo de los daos causados en servicio detectados por la
inspeccin con Emisin Acstica en instalaciones de refineras y
afines. Daos por Hidrogeno como opuesto a la falla por fatiga
trmica, el hidrogeno daa y fragiliza como resultados de la formacin
de microfisuras causadas por la absorcin de hidrogeno de una vasija
a presin en acero. Los daos del hidrogeno causan prdidas en la
ductilidad y resistencia del acero. Se ha demostrado que la Emisin
Acstica detecta los daos por hidrogeno durante las pruebas de
equipos en servicio. Ampollamiento por hidrogeno - este es un
resultado de los tomos de hidrogeno contenidos en los espacios
vacos o laminaciones del acero que cambian a molculas de hidrogeno.
A medida que las molculas de hidrogeno crecen, las presiones en los
espacios vacos se incrementa causando un separamiento y
ampollamioento en la superficie. La Emisin Acstica puede detectar
el ampollamiento del hidrogeno en las etapas tempranas de su
formacin. Fisuras de corrosin por esfuerzos (ECC-Stress Corrossion
Cracking) Es el fenmeno que resulta de los efectos de corrosin y
esfuerzos en tensin, han sido detectados por la Emisin Acstica en
un gran numero de diferentes materiales y procesos. SCC produce un
proceso de fisuras tpicas estables que incrementan la posibilidad
de ser detectadas por la Emisin Acstica. Este fenmeno ha sido
detectado en recipientes de aceros inoxidables, en acero carbono
usados para el proceso de amoniacos. Corrosin General durante las
inspecciones en servicio de los tanques, recipientes a presin, la
emisin acstica ha sido generada por la fragmentacin de los
productos corrosivos. Diferente a las aplicaciones anteriores el
origen de las seales en este caso no se puede localizar el punto de
esfuerzo de cedencia de un defecto, pero s como un resultado del
rozamiento de friccin del producto. Esto produce una seal que se
puede detectar como la presencia de corrosin.Pg. 5 of 14
b)
c)
d)
e)
f)
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
3.
METODO DE INSPECCION.
A continuacin se muestra un procedimiento tpico con la secuencia
de actividades que se ejecutan normalmente en esta clase de
inspecciones. Mientras las diferentes estructuras (por ejemplo
tuberas, vasijas, tanques, etc.) tienen procedimientos especficos
para cada uno de ellos, el que se describe se puede utilizar en
muchos casos.
TABLA 1 Procedimiento de Ensayo
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11.
Determinar el rea de cobertura para el sensor basado en la seal
de atenuacin del tanque. Montar los sensores basados en el rea de
cubrimiento. Hacer un chequeo de la verificacin de los equipos.
Determinar el nivel de la carga y su programa de incrementos. Hacer
un chequeo de los ruidos cercanos al equipo. Iniciar el llenado del
tanque de acuerdo con lo especificado en el programa. Verificar la
calidad de los datos de Emisin Acstica. Complementar la carga.
Evaluar los datos de la inspeccin con los criterios evaluativos.
Determinar los sitios de los recursos activos. Determinar si es
necesario o no continuar con ensayos no destructivos.
Un paso muy importante en el procedimiento de la inspeccin es el
nmero 9 (Evaluar los datos de la inspeccin con los criterios
evaluativos), aqu es donde la prueba decide si o no existen
problemas en la estructura. El mtodo mas usado hoy en da es el
MONPAC o el MONPAC PLUS . Estos son programas desarrollados por el
Dr. T. Fowler en Monsanto Chemical Company y mercadeado a la
Industria por Pyisical Acoustic Corporation ( MON - PAC). Una
evaluacin tpica consiste en 5 parmetros incluyendo: 1) 2) 3) 4) 5)
Actividad durante los perodos de parada Esto puede indicar cedencia
de esfuerzos continuos o daos. Presencia de actividad durante la
carga Esto puede indicar daos espaciados como corrosin. Cantidad de
actividad Indicara la presencia de defectos. Seales de gran
amplitud pueden indicar presencia de defectos en crecimiento.
Energa acumulada - Indica que las reas de defecto estn respondiendo
a los incrementos de esfuerzos.
Dentro de este paquete de tecnologa, es un mtodo que determina
la importancia de los datos de acuerdo con los criterios
anteriores. Basados en los parmetros de energa, una Severidad y un
ndice de valores histricos son calculados y dibujados en una escala
emprica.
La escala es graduada desde la A hasta la E con el significados
del nivel correspondiente.
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 6 of 14
Estos son: A) B) C) D) E) Indicacin menor. No es necesario
seguimiento. Notas para futuras inspecciones. Chequeo de los
defectos de superficie como corrosin e indicios de cavidades
corrosivas, etc. Indicacin de requerimientos evaluativos de
seguimiento que pueden incluir mas anlisis de datos. Indicacin
significativa de emisiones. Implica un seguimiento con otros
ensayos de inspeccin no destructiva. Indicacin muy fuerte de
emisiones acsticas. Sacar de operacin el equipo hasta que una
inspeccin con mtodos no destructivos se realice.
Usando los criterios anteriormente descritos, la prueba de
Emisin Acstica tiene un significado de evaluacin de los resultados
determinando si es necesario o no tomar acciones posteriores. Esto
ha trabajado muy bien en muchos casos. Con los resultados de un
gran numero de inspecciones, PAC ha desarrollado una gran base de
datos. Revisiones peridicas de estas bases de datos permiten que
cada vez sean estas sean mas sofisticadas y el desarrollo de
trabajos de anlisis complementarios. Este anlisis esta basado en
las caractersticas de la EA en responder los niveles de esfuerzos.
Designando el gradiente de las fuentes de emisoras (ESR), es un
mtodo que analiza las respuestas a los esfuerzos. Se ha observado
que las emisiones se incrementan a medida que los niveles de
esfuerzos incrementan. Utilizando esto como base, una escala
numrica fue desarrollada complementando los grados del sistema
MONPAC. La escala EMR es:
0. 1. 2. 3.
4.
Datos insuficientes No hay respuesta a los esfuerzos. No se
requiere seguimiento. Repuesta a los esfuerzos pero no hay
indicacin significativa de crecimiento. No es necesario de hacer
seguimiento. Respuesta as los esfuerzos - muestra un incremento
moderado de los esfuerzos. Se recomienda hacer un seguimiento con
unos ensayos no destructivo. Respuesta a niveles significativos de
esfuerzos en el punto de cedencia. Se requiere de una inspeccin no
destructiva inmediata.
Usando anlisis combinados, inspecciones ms completas de los
resultados pueden ser obtenidas. Los siguientes ejemplos son tres
casos en donde se utilizaron los dos mtodos MONPAC y ESR para los
anlisis de los datos y determinar las reas de las estructuras que
deben ser sometidas a una inspeccin por ultrasonido (UT).
3.1
INSPECCIN DEL CUERPO DE UN TANQUE ATMOSFRICO.
Un tanque de almacenamiento en acero carbono de 50 pies de
dimetro y 30 pies de altura fue inspeccionado con Emisin Acstica.
El tanque fue utilizado para almacenar una solucin de soda custica.
El tanque tena un revestimiento de caucho que se deterior, la
solucin custica fug y atac las paredes del tanque cerca de la base.
El tanque fue sacado de servicio y el revestimiento reemplazado.
Durante el reemplazo se hicieron reparaciones en reas donde se
notaron daos.
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 7 of 14
Despus de que se completaron las reparaciones el tanque fue
recubierto y se hizo la prueba hidrosttica. Durante la prueba
hidrosttica se hizo tambin la inspeccin con emisin acstica, Despus
de completar la prueba los datos fueron analizados con los dos
metodos descritos arriba. Los resultados de la prueba se listan en
la Tabla 2. En estas reas donde los dos mtodos recomendaron que se
hiciera un seguimiento, se realiz ultrasonido, las reas son
mostradas en la Figura 2 (Vista de desarrollo del Casco), las
cuatro reas de seguimiento se muestran en el fondo del tanque. Los
resultados de la inspeccin con Ultrasonido mostraron una indicacin
de longitud variable de 0.75 pulg a 6 pies. Las profundidades
variaron entre el 20% al 50 % del espesor de la pared. Los
resultados fueron bastante significativos al dueo del tanque. Mas
reparaciones fueron hechas al tanque antes de ponerlo en
servicio.
TABLA 2 Sumario de Evaluacin Combinado.
Sensor
M-P Eval. Falla Falla Falla Falla Falla Falla
MP Int C C C D A C
M-P Sev. 119.70 142.80 196.10 186.90 33.70 112.60
DTI ESR 2 2 3 3 2 2
Recomendaciones.
1 2 3 4 5 6
Nota para futura EA Nota para futura EA
Seguimiento SeguimientoNota para futura EA Nota para futura
EA
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 8 of 14
7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 20 21 22 23 24 25
26 27 28 29 30 31 32 33 34 35 36
Falla Falla Falla Falla Falla Falla Falla Falla Falla Falla Pasa
Pasa Pasa Pasa Pasa Pasa Pasa Pasa Pasa Pasa Pasa Pasa Pasa Pasa
Pasa Pasa Pasa Pasa Pasa Pasa Pasa Pasa Pasa
C C C C D D D C C B N/A INSIG INSIG INSIG N/A INSIG INSIG N/A
INSIG INSIG INSIG INSIG N/A N/A N/A N/A N/A N/A N/A N/A N/A N/A
N/A
140.20 208.00 208.00 252.20 344.70 339.60 307.30 261.10 204.40
69.20 ....... 18.50 11.80 16.90 ....... 11.50 16.90 ....... 11.50
06.80 07.60 ....... ....... ....... 09.00 07.00 ........ .......
26.00 ....... 07.00 11.00 ........
3 3 3 2 3 3 3 3 2 2 0 1 1 1 0 1 1 0 1 1 1 0 0 0 0 0 0 0 0 0 0 0
0
Seguimiento Seguimiento SeguimientoNota para futura EA
Seguimiento Seguimiento Seguimiento SeguimientoNota para futura
EA Nota para futura EA No Req. Seguimiento No Req. Seguimiento No
Req. Seguimiento No Req. Seguimiento No Req. Seguimiento No Req.
Seguimiento No Req. Seguimiento No Req. Seguimiento No Req.
Seguimiento No Req. Seguimiento No Req. Seguimiento No Req.
Seguimiento No Req. Seguimiento No Req. Seguimiento No Req.
Seguimiento No Req. Seguimiento No Req. Seguimiento No Req.
Seguimiento No Req. Seguimiento No Req. Seguimiento No Req.
Seguimiento No Req. Seguimiento No Req. Seguimiento
M-P ESR
= =
Monpac-Plus Ranqueo de la EA
DTI INSIG
= =
Dunegan Testing & Inspection Niveles Bajos de Actividad de
EA.
3.2
INSPECCIN DE UNA ESFERA
Una esfera fue inspeccionada en servicio con el mtodo de emisin
acstica, sus dimensiones fueron 56 pies en dimetro y soportada en
10 soportes tubulares con brazos en X. El producto de
almacenamiento de GLP. Basados en experiencias previas con esta
clase de estructura, todos los rangos tipo ESR de tres y ms fueron
inspeccionados. Los rangos ESR se tomo como precedencia sobre
MONPAC para esta inspeccin. Lo resultados produjeron tres reas de
actividad en donde fueron inspeccionadas con mtodos Ultrasnicos. En
dos de las reas, fisuras desde una y media pulgada a dos y media
pulgadas fueron detectadas. Estas necesitaron de ser reparadas
inmediatamente. La tercer rea tena un espesor de pared al
30%._________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 9 of 14
3.3
INSPECCIN VASIJA HORIZONTAL A PRESIN
Una vasija horizontal se inspeccion con Emisin Acstica. Las
dimensiones de la vasija aislada son de 37 pies de largo por 10
pies de dimetro utilizada para proceso de fosfatos. La inspeccin se
realiz en servicio usando el producto e incrementando la presin.
Los resultados de la Emisin Acstica mostraron inicialmente una
actividad a un nivel bajo. Los resultados con MONPAC fueron con
rango A que indica recursos activos menores. Los rangos ESR fueron
similares excepto en el sensor No. 8 localizado en la parte
superior. Esta rea fue monitoreada para medir sus espesores con
Ultrasonido. Los resultados indicaron que la disminucin del espesor
de pared fueron localizados en la zona de vapor de la vasija.
Lecturas adicionales fueron tomadas para determinar el alcance de
la disminucin.
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 10 of 14
4.
RESUMEN
La Emisin Acstica ha demostrado ser una herramienta muy til en
las evaluaciones de toda la integridad de equipos de las plantas.
Es una tcnica rpida, con costo efectivo y relativamente fcil de
ejecutar. La Emisin Acstica permite al inspector de mtodos
Ultrasnicos de localizar las reas que afectan la integridad de la
vasija, el no hace la inspeccin en reas en donde no se necesita o
donde no hay problemas. Hemos visto en los tres casos descritos
anteriormente que el inspector de Ultrasonido es ayudado con los
resultados de la Emisin Acstica probando su utilidad. Los dos
sistemas trabajando juntos hacen del la inspeccin Ultrasnica una
inspeccin mas completa. 5. INPECCION INTEGRAL DE UN TANQUE
El propsito de la inspeccin de integridad de un tanque es
determinar si el tanque tiene fugas o esta deteriorndose y
determinar su vida til remanente. La inspeccin de Integridad se
define como el mtodo de inspeccionar estructuras donde la prueba
hidrosttica usando agua u otro lquido o prueba neumtica es
realizada en combinacin con un sistema de inspeccin no destructiva
que incluye inspeccin del espesor de las paredes. Dependiendo del
mtodo seleccionado el tanque puede seguir en servicio o iniciar la
reparacin inmediata despus de la inspeccin. Es importante notar que
la inspeccin del espesor de las paredes no complementa la definicin
de integridad. Sin embargo, la inspeccin de cabeza esttica del
producto mas la inspeccin por ultrasonido del espesor de las
paredes, por ejemplo satisfacen este requerimiento. En adicin a la
inspeccin de ultrasonido, otras tcnicas de inspecciones no
destructivas son la prueba de las partculas magnticas, prueba de
emisin acstica, partculas electromagnticas o inspeccin de
turbulencia (Eddy Current Test), radiografas y radiaciones y
penetracin de lquidos. El estandar ASME Seccin V para Boiler and
Pressure Vessel prev el estndar para un cantidad de este tipo de
inspecciones. Descripciones de los mtodos, incluyendo las ventajas
y desventajas son ampliamente discutidas en los artculos y manuales
de ingeniera. La inspeccin de la cabeza esttica es la ms conocida
para la deteccin de fugas. Ella mide la estabilidad del lquido en
un tanque lleno al 75 % de su capacidad y tenerlo esttico por 24
horas._________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 11 of 14
Para la fluctuacin de las temperaturas en recipientes sometidos
a la atmsfera normal hay necesidad de aplicarle un factor
correctivo para determinar la estandarizacin a un volumen de 60F;
el factor de correccin es calculado de acuerdo con el manual de
medias y estndares API. Basados en los resultados de la inspeccin
de integridad dados por el consejo, las inspecciones no
destructivas de ultrasonido, emisin acstica en conjunto con la
prueba hidrosttica del producto, son los mas ampliamente usados en
los requerimientos de la DPCC para los requerimientos del mtodo de
inspecciones de integridad. Es importante de anotar que los otros
mtodos mencionados anteriormente tambin son aceptados. 5.1
INSPECCIONES INTERNAS
La inspeccin de tanques atmosfricos en los estados de los USA y
en varios pases del mundo son muy similares y en el caso de
Physical Acuostic Corporation ha desarrollado los mtodos de
inspeccin de acuerdo con estos estndares como en el caso del New
Jersey Depatment of Environmental Protection Bureau of Discharge
Prevention que en su captulo 7:E2.2(a) 4 requiere que la inspeccin
interna de los tanques de almacenamiento deben ser inspeccionados
con su integridad. El propsito de esta inspeccin es asegurarse del
estado del interior del tanque especialmente su fondo. Por esta
razn el Departamento recomienda utilizar pruebas de ultrasonido en
tanques de placa de acero en el fondo cuando se estn realizando
inspecciones internas. Desocupar y limpiar un tanque y luego hacer
la inspeccin directa del interior renen las condiciones del
Consejo. Para algunos tanques ( Por ejemplo los tanques plsticos a
presin) esta puede ser la mejor opcin, sin embargo los costos
financieros, la seguridad del medio ambiente, los factores de
seguridad y otros factores hacen que los dueos hayan solicitado
otras alternativas
6.
METODO DE INSPECCION DEL FONDO DE TANQUES ATMOSFERICOS
6.1
OBJETO
El propsito es evaluar las condiciones del fondo del tanque sin
necesidad de removerlo del servicio y limpiarlo para su inspeccin
interna.
6.2
LIMITACIONES
El mtodo es basado en las experiencias y determina el estado y
condiciones del fondo, bueno, intermedio, o pobre del estado de
corrosin activa, en orden de determinar si son necesarias otros
inspecciones y reparaciones internas. Es muy una herramienta
efectiva-econmica de mantenimiento y su planeacin para un programa
de inspeccin. No da la informacin del estado remanente de la
platina de fondo, pero si nos da la herramienta de separar los
buenos tanque de los que se encuentra corrodos. Fondos de tanques
que tienen fugas en el momento de la inspeccin: Pequeas fugas
pueden ser localizadas; no tienen efectos significantes en la
prueba y del grado integro del tanque. Las emisiones en un piso con
corrosin activa, pueden confundirse pequeas fugas.
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 12 of 14
Fugas grandes pueden localizarse, pero se pueden enmascarar con
otra actividad del fondo. El mtodo no es aconsejable para tanque en
donde las escamas corrosivas son removidas peridicamente por mtodos
mecnicos o qumicos.
6.3 6.3.1 6.1.1 6.1.2
PROCEDIMIENTO PREPARACION Entrega por parte del cliente la
informacin del tanque a inspeccionar para permitir a PAC realizar
su acondicionamiento del programa e instrumentos. Aislar el tanque
antes de la prueba. No debe haber flujo de entrada o salida,
agitadores y calentadores deben estar apagados y permitir que el
producto se quede quieto. Para tanques de crudo 24 horas de
quietud. Productos en tanque de dimetro mayores a 45 pies: 12 Horas
mnimo. Productos que no necesiten calentamiento y menores a 45 pies
de dimetro mnimo de 6 horas de quietud.
6.4 6.4.1
INSPECCION La instrumentacin necesita desarrollarse en un medio
apropiado en cual pueda operar el computador y el sistema de
adquisicin de datos, si el sistema no puede localizarse en un rea
de 150 pies del tanque el cliente debe especificar la distancia. La
instrumentacin es usualmente localizada dentro del dique 30-pies
del tanque, distancias mayores se hacen con previos arreglo. El
suministro de energa para la instrumentacin (115V, 20A) debe ser de
un generador o toma del sistema principal. Los sensores son
montados alrededor de la circunferencia del tanque de 3 a 6 pies
por encima de la unin del fondo y la lmina vertical. Dependiendo
del tamao del tanque se colocan de 3 a 21 sensores. Despus de
montados y haber hecho las conexiones, se procede a su calibracin.
Nota: la pintura podra ser removida si no tiene suficiente
adherencia (2X2). Ruidos aledaos al sitio de la prueba deben ser
revisados; las condiciones deben ser silenciosas, por ejemplo: - No
deben haber lluvias o vientos mas de 15 nudos. - No deben haber
ruidos provenientes de tuberas paralelas desde las bombas locales.
En las plantas de proceso cooperacin de la operacin debe ser
requerida para coordinar un perodo de una hora de quietud en el
sistema. El tanque es monitoreado por espacio mnimo de una hora.
Tanques con fugas activas pueden requerir de 2 a 3 horas para
obtener so mejor localizacin. Evaluacin preliminar de los datos se
lleva a cabo. Bajo algunas circunstancias una segunda hora de
monitoreo es requerida. Dependiendo del programa, la evaluacin
final puede realizarse inmediatamente o durante el programa de
inspeccin. REPORTES Un reporte verbal es dado por el personal de
PAC antes de abandonar el sitio de la prueba. El reporte final,
aprobado por un Representante de PAC nivel III es enviado dentro de
las 4 semanas siguientes a la finalizacin de la prueba.
6.4.2 6.4.3
6.4.4
6.4.5 6.4.6
6.5 6.5.1 6.5.2
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 13 of 14
6.6 6.6.1
CONTROL DE CALIDAD Los trabajos son llevados de acuerdo con los
procedimientos estndar de documentacin usando las hojas de datos de
campo y el plan de calidad. Los datos digitales actan como archivos
de calidad. Los ingenieros de PAC en control de calidad son nivel
II o ms alto en los procedimientos que se aplicaren. Todos los
trabajos son revisados por un Ingeniero de PAC nivel III, el cual
como de soporte y consulta ningn problema debe asegurarse.
6.6.2 6.6.3
_________________________________________________________________________________________________________
Inspecciones por Emisin Acstica y Ultrasonido Para la Integridad
Mecnica de Estructuras, TT-ACU-1028_Rev_A
Pg. 14 of 14