Embed Size (px)
Citation preview

ESCUELA POLITÉCNICA NACIONAL
FACULTAD DE INGENIERÍA MECÁNICA
REPOTENCIACIÓN DE UNA MÁQUINA BAROLADORA DE 4 MM A
UNA MÁQUINA BAROLADORA SEMI-AUTOMÁTICA DE 6MM
PARA LA MECÁNICA INDUSTRIAL ANGEL MARÍA LUNA C.A
PROYECTO PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENI ERO
MECÁNICO
JOSÉ DAVID BARROS ENRÍQUEZ
FREDDY SANTIAGO YAJAMÍN SUQUILLO
DIRECTOR: ING. JAIME VARGAS
Quito, SEPTIEMBRE 2013

i
DECLARACIÓN
Nosotros, José David Barros Enríquez y Freddy Santiago Yajamín Suquillo,
declaramos bajo juramento que el trabajo aquí escrito es de nuestra autoría, que
no ha sido previamente presentada para ningún grado o calificación profesional; y,
que hemos consultado las referencias bibliográficas que se incluyen en este
documento.
A través de la presente declaración cedemos nuestros derechos de propiedad
intelectual correspondientes a este trabajo, a la Escuela Politécnica Nacional,
según lo establecido por la ley de Propiedad Intelectual, por su Reglamento y por la
normatividad institucional vigente.
____________________________ _______________________________
José David Barros Enríquez Freddy Santiago Yajamín Suquillo

ii
CERTIFICACIÓN
Certificamos que el presente trabajo fue desarrollado por los señores José David
Barros Enríquez y Freddy Santiago Yajamín Suquillo, bajo nuestra supervisión.
_________________________ ________________________
Ing. Jaime Vargas Ing. Jorge Escobar
DIRECTOR DE PROYECTO CO-DIRECTOR DE PROYECTO
iii
AGRADECIMIENTOS
A Dios, por haberme dado la vida, inteligencia y recursos necesarios para poder
superarme día tras día y terminar exitosamente esta nueva etapa. A mis padres,
por su amor, comprensión y apoyo incondicional que han hecho que logre todas
las metas que me he propuesto hasta ahora. Por guiarme y ser ejemplo de
trabajo y superación.
A la gloriosa Facultad de Ingeniería Mecánica y a la Escuela Politécnica Nacional
por la excelente formación profesional recibida. Al Ing. Jaime Vargas por habernos
guiado durante este proceso, compartir sus conocimientos y apoyarnos para
cumplir con los objetivos planteados. Del mismo modo al Ing. Jorge Escobar
por su colaboración para poder desarrollar este trabajo.
A la empresa MIALCA C.A., especialmente a la Arq. Alexandra Luna por
permitirnos desarrollar este proyecto y darnos todas las facilidades para su
consecución. De igual manera a sus trabajadores por ayudarnos en la
investigación.
DAVID
A mi madre, con las que siempre he contado y espero seguir contando el resto de
mi vida; por darme su amor, su apoyo y ayuda incondicional en todo momento,
procurando lo mejor para mí. A mis Hermanos, quien siempre me ha dado sus
concejos y apoyo en los momentos más difíciles. A mis Sobrinos, quienes me
demuestran cada día su alegría y me llenan de la misma dándome un amor puro y
desinteresado. A mi amigo y compañero de tesis por su ayuda en la elaboración
del proyecto. A mis amigos y compañeros, por su apoyo y por estar junto a mí
durante todo este tiempo y hacer de mi paso por la universidad algo inolvidable.
FREDDY
iv
DEDICATORIA
A Dios por permitirme estar donde estoy. A mis padres Luis y Blanca, por ser
indiscutibles maestros de todos los valores que poseo, este logro es apenas una
pequeña retribución a todo el esfuerzo y amor que han depositado sobre mí. A
mis hermanos Luis, Cecy y Miryam por siempre demostrarme su apoyo. A mi
familia en general, por su amor, cuidado y creer en mí a pesar de las
circunstancias. A mis amigos por brindarme su confianza y compartir muchos
momentos gratos y difíciles.
DAVID
La presente Tesis se la dedico mi familia que gracias a su apoyo pude concluir mi
carrera. A mi madre y hermanos por su apoyo y confianza en todo lo necesario
para cumplir mis objetivos como persona y estudiante. A mis amigos con quienes
compartí años de lucha constante, gratas vivencias, con momentos felices y
momentos difíciles.
FREDDY
v
CONTENIDO
pág.
CAPÍTULO 1 ........................................ .................................................................. 1
MARCO TEÓRICO ................................................................................................ 1
1.1 INTRODUCCIÓN ....................................................................................... 1
1.2 BASE TEORICA ........................................................................................ 1
1.2.1 DEFINICÍON DEL PROCESO DE BAROLADO ................................ 1
1.3 TIPOS PROCESO DE BAROLADO. ......................................................... 3
1.4 TIPOS DE MÁQUINAS BAROLADORAS .................................................. 5
1.4.1 BAROLADORA DE DOS RODILLOS ............................................... 6
1.4.2 BAROLADORA DE TRES RODILLOS ............................................. 7
1.4.3 BAROLADORA DE CUATRO RODILLOS (DOBLE PINCH) .......... 10
1.5 REPOTENCIACIÓN ................................................................................ 11
1.5.1 POSIBILIDADES Y LÍMITES .......................................................... 15
1.5.2 VENTAJAS ..................................................................................... 15
CAPÍTULO 2 ........................................ ................................................................ 17
SITUACIÓN ACTUAL .................................. ........................................................ 17
2.1 DESCRIPCIÓN DEL DISEÑO ORIGINAL ............................................... 17
2.1.1 CONJUNTO ESTRUCTURA........................................................... 17
2.1.2 CONJUNTO BAROLADOR............................................................. 18
2.1.3 CONJUNTO MOTRIZ ..................................................................... 19
2.2 ESTADO ACTUAL DE LA BAROLADORA .............................................. 23
2.2.1 INSPECCIÓN EXTERNA E INTERNA DE LA MÁQUINA ............... 24
2.3 ALTERNATIVA DE DISEÑO PARA LA REPOTENCIACIÓN DE LA
MÁQUINA ................................................................................................ 29
2.3.1 PRESENTACIÓN DE ALTERNATIVAS .......................................... 29
2.1. EVALUACIÓN DE ALTERNATIVAS ........................................................ 32
2.2. FACTORES CONSIDERADOS ............................................................... 33
2.3. SELECCIÓN DE LA ALTERNATIVA POR EL MÉTODO ORDINAL
CORREGIDO DE CRITERIOS PONDERADOS ...................................... 34
vi
2.4 RESULTADOS DEL ANÁLISIS DE LA SELECCIÓN DE ALTERNATIVAS
DE CRITERIOS PONDERADOS ......................................................................... 37
2.5 PROTOCOLO DE PRUEBAS ............................................................................... 38
2.5.1 VERIFICACIÓN DE DIMENSIONES Y PESO ................................ 38
2.5.2 VERIFICACIÓN DEL MONTAJE DE LA MÁQUINA ....................... 38
2.5.3 VERIFICACIÓN DE ALINEACIÓN Y PARALELISMO .................... 38
2.5.4 FUNCIONAMIENTO EN VACÍO ..................................................... 38
2.5.5 FUNCIONAMIENTO CON CARGA ................................................. 39
CAPÍTULO 3 ........................................ ................................................................ 40
DISEÑO DE LOS ELEMENTOS A SER REPOTENCIADOS DE LA
MÁQUINA…….. ....................................... ............................................................ 40
3.1 CÁLCULO DE LA FUERZA PARA BAROLAR ..................................................... 40
3.1.1 ANÁLISIS DE LAS CARGAS EN EL BAROLADO. ........................ 41
3.1.2 ANÁLISIS DE LA FUERZA EN EL BAROLADO ............................. 41
3.2 CÁLCULOS DEL SISTEMA DE TRASMISION DE POTENCIA ........................... 46
3.2.1 SELECCIÓN DE LA CADENA DE RODILLOS ............................... 47
3.2.2 SELECCIÓN DE LAS CATARINAS ................................................ 48
3.2.3 LONGITUDES DE LAS CADENAS ................................................. 51
3.3 CÁLCULOS DE LOS ELEMENTOS BAROLADORES ......................................... 55
3.3.1 RODILLO BAROLADOR ................................................................. 55
3.3.2 RODILLO SUPERIOR E INFERIOR ............................................... 58
3.3.3 DISEÑO DE COJINETES ............................................................... 61
3.4 CÁLCULOS DEL SISTEMA HIDRÁULICO .......................................................... 66
3.4.1 SELECCIÓN DEL SISTEMA HIDRÁULICO.................................... 66
3.4.2 CAUDAL REQUERIDO Q ............................................................... 67
3.4.3 CÁLCULO DE POTENCIAS ........................................................... 68
3.4.4 SELECCIÓN DE VÁLVULAS .......................................................... 70
3.4.5 SELECCIÓN DE TUBERÍAS .......................................................... 70
3.4.6 DISEÑO Y DIMENSIONAMIENTO DEL DEPÓSITO Y SISTEMA .. 74

vii
3.4.7 SELECCIÓN DEL PISTÓN DE DOBLE EFECTO .......................... 75
3.4.8 CARACTERÍSTICAS FINALES DEL SISTEMA HIDRÁULICO ....... 75
3.4.9 SELECCIÓN DEL ACEITE HIDRÁULICO ...................................... 78
3.4.10 BENEFICIOS DEL ACEITE HIDRÁULICO ..................................... 81
3.4.11 APLICACIONES DEL ACEITE HIDRÁULICO ................................ 81
3.5 SELECCIÓN DE LA UNIÓN MOTOR-BOMBA (MATRIMONIO) ............. 82
3.5.1 CÁLCULO DEL TORQUE NOMINAL TNOM .................................. 82
3.5.2 CÁLCULO DEL TORQUE DE DISEÑO TDIS ................................. 83
3.5.3 MATERIAL DEL MATRIMONIO ...................................................... 85
3.5.4 NOMENCLATURA DEL MATRIMONIO A SELECCIONAR ............ 85
CAPÍTULO 4 ........................................ ................................................................ 89
CONSTRUCCIÓN, MONTAJE Y PRUEBAS DE LA MÁQUINA
REPOTENCIADA.. .................................... ........................................................... 89
4.1 CONSTRUCCIÓN ................................................................................... 89
4.1.1 MÁQUINAS,.HERRAMIENTAS.E.INSTRUMENTOS.DE
MEDICIÓN….. ............................................................................................... 90
4.1.2 PROCESOS MECÁNICOS ............................................................. 91
4.1.3 MATERIA PRIMA ............................................................................ 92
4.1.4 ELEMENTOS A FABRICAR ............................................................ 93
4.1.5 ELEMENTOS MECÁNICOS Y PIEZAS A CONSTRUIR ................ 93
4.1.6 PASOS DE ELABORACIÓN ........................................................... 94
4.1.7 DIAGRAMA DE FLUJO DE CONSTRUCCIÓN .............................. 94
4.2 MONTAJE DE LOS ELEMENTOS DE LA BAROLADORA ..................... 97
4.2.1 DIAGRAMA DE MONTAJE ............................................................. 97
4.3 PRUEBAS DE CAMPO ......................................................................... 103
CAPÍTULO 5 ........................................ .............................................................. 104
ANALISIS DE COSTOS ................................ .................................................... 104
5.1 INTRODUCCIÓN ................................................................................... 104
5.2 COSTOS DE LA MÁQUINA REPOTENCIADA. .................................... 104

viii
5.2.1 COSTOS DIRECTOS ................................................................... 104
5.2.2 COSTOS INDIRECTOS ................................................................ 107
5.2.3 COSTO TOTAL ............................................................................. 108
CAPÍTULO 6 ........................................ .............................................................. 109
CONCLUSIONES Y RECOMENDACIONES .................... ................................. 109
6.1 CONCLUSIONES ............................................................................................... 109
6.2 RECOMENDACIONES ...................................................................................... 110
REFERENCIA BIBLIOGRÁFICA .......................... ............................................. 111
ANEXOS ............................................................................................................ 112
ix
LISTA DE TABLAS
Tabla 2-1 . Cadenas dispuestas en la máquina .................................................................. 22
Tabla 2-2 . Estado actual de los elementos del conjunto Estructura ........................................ 26
Tabla 2-3 . Estado actual de los elementos del conjunto barolador ......................................... 27
Tabla 2-4 Estado actual de los elementos del conjunto motriz .............................................. 28
Tabla 2-5 . Codificación de alternativas ............................................................................ 33
Tabla 2-6 . Peso específico evaluado con Funcionalidad. .................................................... 35
Tabla 2-7. Peso específico evaluado con Tiempo de procesado. ........................................... 35
Tabla 2-8. Peso específico evaluado con Versatilidad. ........................................................ 35
Tabla 2-9 . Peso específico evaluado con Seguridad. ......................................................... 35
Tabla 2-10 . Peso específico evaluado con Facilidad de mantenimiento. ................................. 36
Tabla 2-11 . Peso específico evaluado con Facilidad de operación. ....................................... 36
Tabla 2-12 . Peso específico evaluado con Facilidad de construcción y montaje. ...................... 36
Tabla 2-13 . Peso específico evaluado con Bajo costo. ........................................................ 37
Tabla 2-14 . Conclusiones para la selección de la alternativa. ............................................... 37
Tabla 3-1 . Cálculos de la fuerza y potencia de barolado ...................................................... 46
Tabla 3-2 . Selección de las cadenas ASA/AISI .................................................................. 48
Tabla 3-3 . Longitud de la cadena que trasmite potencia de la Catarina 1 a 2 ........................... 52
Tabla 3-4 . Longitud de la cadena que trasmite potencia de la Catarina 3 a 4,5,6 ...................... 54
Tabla 3-5 Selección del rodillo critico .............................................................................. 60
Tabla 3-6 Nomenclatura para el cálculo de los cojinetes ...................................................... 63
Tabla 3-7 Selección de cojinetes con carga critica ............................................................. 66
Tabla 3-8 . Límites de velocidades recomendados para las diferentes líneas ............................ 72
Tabla 3-9 . Dimensionamiento del depósito del fluido hidráulico para el sistema en función del
………… volumen necesario en litros ............................................................................. 74
Tabla 3-10 . Cálculos del sistema hidráulico ...................................................................... 76
Tabla 3-11 . Selección de elementos del sistema hidráulico .................................................. 77
Tabla 3-12 Equivalencias entre los diferentes sistemas de clasificación de la viscosidad ............ 79
Tabla 3-13 . Clasificación ISO de los aceites industriales ..................................................... 80
Tabla 3-14 . Factor de aplicación de servicio en función de las características del motor y bomba 84
Tabla 3-15 . Tipo de material del matrimonio a seleccionar en función de la temperatura
…………….de trabajo .................................................................................................. 85
Tabla 3-16 . Tamaño del matrimonio a seleccionar en función del tipo de material y
……………..torque de diseño ........................................................................................ 86
x
Tabla 3-17 . Codificación del matrimonio en función del o agujero del matrimonio para
……………..acoplamiento del eje ................................................................................... 87
Tabla 4-1 . Listado de máquinas, herramientas e instrumentos de medición ............................. 91
Tabla 4-2 . Procesos tecnológicos ................................................................................... 92
Tabla 4-3 . Materia prima a utilizarse ............................................................................... 92
Tabla 4-4 . Elementos a construir .................................................................................... 93
Tabla 4-5 . Procesos de fabricación. ................................................................................ 93
Tabla 4-6 . Simbología utilizada en el diagrama de flujo ....................................................... 95
Tabla 4-7 . Diagrama de flujo de construcción .................................................................... 95
Tabla 4-8 . Diagrama de flujo de montaje .......................................................................... 98
Tabla 5-1 . Costo de materiales directos ......................................................................... 105
Tabla 5-2 .Costo de elementos normalizados .................................................................. 105
Tabla 5-3 . Costos de maquinado y mano de obra ............................................................ 106
Tabla 5-4 . Costo directo total ....................................................................................... 106
Tabla 5-5 . Costos de materiales indirectos ..................................................................... 107
Tabla 5-6 . Costos de ingeniería ................................................................................... 107
Tabla 5-7 . Costos indirectos ........................................................................................ 108
Tabla 5-8 . Costo total ................................................................................................ 108
xi
LISTA DE FIGURAS
Figura 1-1 . Barolado con cuatro rodillos ............................................................................ 2
Figura 1-2 Baroladora de tres rodillos ............................................................................... 3
Figura 1-3 Barolado en cilindro ........................................................................................ 3
Figura 1-4 Barolado elíptico ............................................................................................ 4
Figura 1-5 Barolado en U. .............................................................................................. 4
Figura 1-6 Barolado cono truncado. .................................................................................. 4
Figura 1-7 Baroladora con disposición horizontal de los rodillos. ............................................. 5
Figura 1-8 Baroladora con disposición vertical de los rodillos. ................................................ 5
Figura 1-9 Baroladora de dos rodillos ................................................................................ 6
Figura 1-10 Baroladora Tipo Piramidal .............................................................................. 8
Figura 1-11 Baroladora de Zapato IMCAR series Tsih. ......................................................... 9
Figura 1-12 Baroladora Tipo Pinch ................................................................................. 10
Figura 1-13 Baroladora de Cuatro rodillos o Doble Pinch .................................................... 11
Figura 2-1 Conjunto Barolador ...................................................................................... 18
Figura 2-2 Conjunto motriz ........................................................................................... 20
Figura 2-3 . Máquina baroladora estado actual .................................................................. 23
Figura 2-4 . Vista de los rodillos baroladores ..................................................................... 24
Figura 3-1 Diagrama de cuerpo libre de la chapa metálica ................................................... 41
Figura 3-2 . Geometría y fuerzas del proceso barolado. ....................................................... 42
Figura 3-3 . Geometría de la chapa metálica, rodillo lateral inferior y la línea de simetría ............ 43
Figura 3-4 . Posición máxima del rodillo lateral para la deformación plástica de la chapa metálica 44
Figura 3-5. Disposición de las catarinas .......................................................................... 49
Figura 3-6. Longitud de la cadena ASA/AISI 60-1 .............................................................. 53
Figura 3-7. Longitud de la cadena ASA/AISI 100-2 ............................................................ 54
Figura 3-8 Fuerza de barolado y rozamiento en el pre doblado ............................................. 55
Figura 3-9 Diagrama de cuerpo libre de la lámina a barolar ................................................. 56
Figura 3-10 Diagrama de fuerzas sobre rodillo barolador .................................................... 57
Figura 3-11 Diagrama de fuerzas sobre rodillo inferior ........................................................ 58
Figura 3-12 Diagrama de fuerzas en cojinetes con carga Fa ................................................ 62
Figura 3-13 Diagrama de fuerzas en cojinetes con carga Fb ................................................ 65
Figura 3-14 . Diagrama Sankey que representa los valores promedios de las respectivas
……………...eficiencias para cada elemento hidráulico ...................................................... 68

xii
Figura 3-15. Diagrama del sistema hidráulico ................................................................... 71
Figura 3-16. Especificación de una rosca interna en el vástago ............................................ 75
Figura 3-17 . Máquina completa ..................................................................................... 88
Figura 3-17 . Máquina completa ..................................................................................... 88
Figura 4-1. Instalaciones donde se encuentra la máquina ................................................... 90
Figura 4-2. Puesta a punto de la maquina ...................................................................... 101
Figura 4-3. Sistema hidráulico ..................................................................................... 101
Figura 4-4. Montaje de los pistones hidráulicos ............................................................... 102
Figura 4-5 . Montaje de cadenas y catarinas ................................................................... 102
xiii
RESUMEN
El proyecto se inicia realizando un estudio teórico y descriptivo, el mismo
que abarca el marco teórico que contiene información referente a las
características del barolado de la chapa metálica, además se hace referencia a los
tipos de máquinas que se utilizan en estas operaciones; se establece un punto de
vista a partir del concepto de repotenciación, analizando sus ventajas y
desventajas, las mismas que permiten enfocar el trabajo entorno a las
necesidades de aumentar la producción de la empresa.
En el segundo capítulo se realiza el estudio del diseño original y situación actual de
la máquina, de igual manera se analiza el estudio de las alternativas que presenta
una sección muy importante que abarca los parámetros funcionales y de diseño, y
el trabajo de campo ya que de esto se desprenden algunos datos importantes para
el diseño, posteriormente se evalúan las alternativas y se escoge la mejor
alternativa para el diseño. También se presenta el protocolo de pruebas en el que
se detallan una serie de pasos importantes que se deben cumplir antes de dar por
terminada la repotenciación de la máquina.
En el siguiente capítulo se realiza la fase de diseño en el que se diferencian cada
uno de los sistemas involucrados en la repotenciación de la máquina, lo que se
desarrolla en base a la determinación de las piezas a construirse y seleccionarse.
Se presentan todos los cálculos involucrados y los autores que los recomiendan.
Con respecto al capítulo que describe la construcción, montaje y pruebas, se
presentan esquemas los cuales muestran en forma secuencial como deben
realizar estas actividades, describiendo paso a paso como se realiza el trabajo y
sugiriendo mejoras que pueden ayudar en trabajos posteriores que se relacionen
con éste.
El capítulo en el que se realiza el análisis de costos está en base a la recopilación
de catálogos y proformas de algunas empresas que distribuyen elementos
mecánicos y materiales en la ciudad de Quito y además con el valor de la mano
de obra para realizar estos trabajos.

xiv
Finalmente se presentan las conclusiones del trabajo las cuales están
íntimamente relacionadas con los objetivos y con los resultados obtenidos, y se
establecen algunas recomendaciones que sirven para la operación de la máquina
y para trabajos posteriores.

xv
PRESENTACIÓN
En la actualidad los costos de maquinaria para la industria metalmecánica impide
que las pequeñas y medianas metalmecánicas adquieran nuevos equipos para la
producción, tal es el caso de la MECÁNICA INDUSTRIAL “ANGEL MARÍA LUNA”
C.A., que tiene interés en la repotenciación de una máquina Baroladora de láminas
de acero para espesores de hasta 6 mm, misma que se encuentra operando de
forma manual.
La repotenciación consiste en la adaptación de un sistema hidráulico que
garantizara un barolado para láminas de acero con espesores de hasta 6 mm, con
lo cual se evitara la intervención del operario y permita superar las deficiencias
causadas por los diferentes elementos mecánicos de sujeción.
Este proyecto busca además la puesta a punto de esta máquina, la misma que
permite un incremento significativo en la producción debido a la reducción del
tiempo que implica el proceso.
Posteriormente, se realiza un trabajo de campo mediante el cual se puede obtener
tanto los parámetros funcionales como de diseño, todo esto aporta la información
preliminar para el diseño; para luego estudiar la alternativa de diseño, realizar el
diseño en sí y elaborar los planos
En la fase del diseño, inicialmente se necesita recopilar información referente a las
operaciones que se realizan con esta máquina, así como también al diseño de
maquinaria utilizada para trabajar con espesores de chapa de hasta 6mm, luego de
esto se realiza un análisis de las piezas a ser cambiadas para posteriormente
rediseñarlas, y con esto lograr la nueva potencia deseada para la máquina.
.

1
CAPÍTULO 1
1. MARCO TEÓRICO
1.1 INTRODUCCIÓN
En los últimos años, la industria metal mecánica del país, ha optado por la
adquisición de tecnología importada, la que en muchos casos excede la capacidad
real de producción, generando altos costos en amortización de dichos equipos y
por ende pérdidas.
Por esta razón se ve la necesidad de innovar sus procesos y la calidad de sus
servicios en función de las necesidades requeridas por dicha industria, tal es el
caso de la MECÁNICA INDUSTRIAL “ANGEL MARÍA LUNA” C.A., que tiene
interés en la repotenciación de una máquina Baroladora de láminas de acero para
espesores de hasta 6 mm, misma que se encuentra operando de forma manual.
La repotenciación consiste en la adaptación de un sistema hidráulico que garantiza
un barolado para láminas de acero con espesores de hasta 6 mm, con lo cual se
evita la intervención del operario y permite superar las deficiencias causadas por
los diferentes elementos mecánicos de sujeción.
1.2 BASE TEORICA
1.2.1 DEFINICÍON DEL PROCESO DE BAROLADO
La norma DIN 8582 define el curvado como el proceso de deformación
plástica o permanente que sufre un material tras aplicar sobre el mismo un
determinado momento flector. El curvado se efectúa en frío, ya que sólo los
espesores muy gruesos requieren un calentamiento previo.
La deformación plástica mencionada, se produce tras sobrepasar la tensión de
fluencia propia de cada material. Como la deformación elástica es reversible, el
material recupera parte de su forma inicial tras el curvado. La suma de ambos
procesos genera una serie de fenómenos colaterales, como la reducción del
2
ángulo de curvado, elongación de la lámina, ovalización de la sección, pérdidas de
espesor, etc.
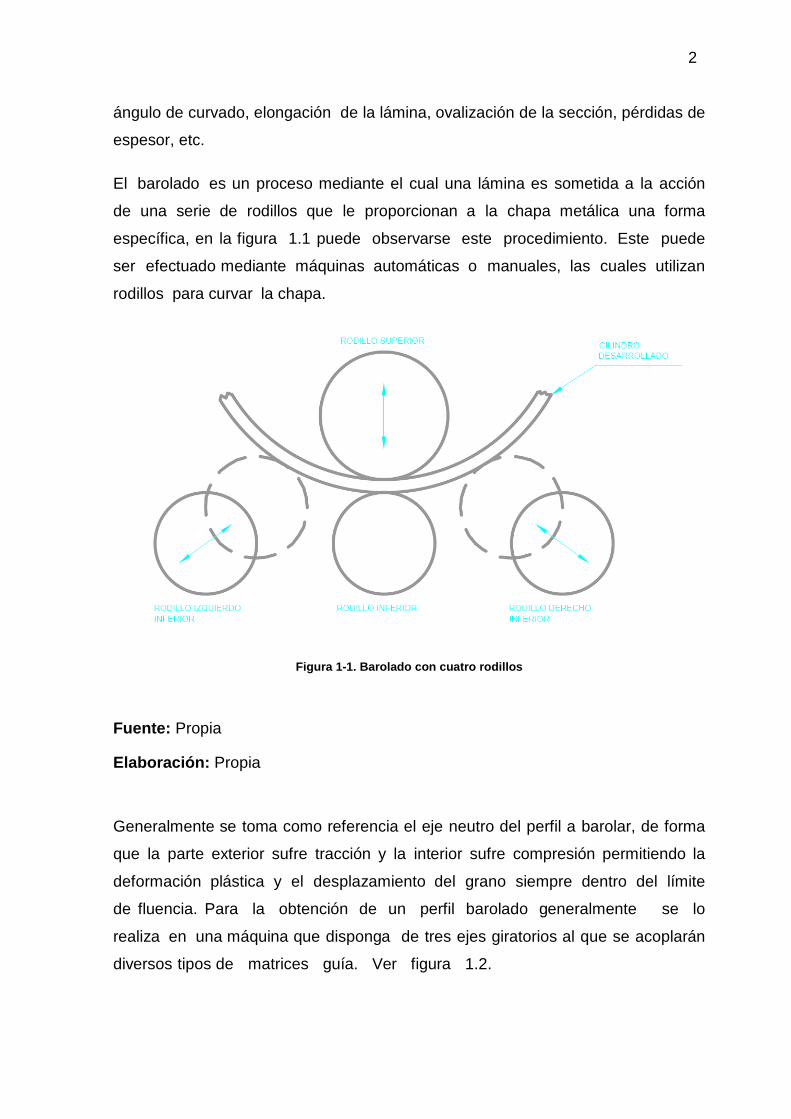
El barolado es un proceso mediante el cual una lámina es sometida a la acción
de una serie de rodillos que le proporcionan a la chapa metálica una forma
específica, en la figura 1.1 puede observarse este procedimiento. Este puede
ser efectuado mediante máquinas automáticas o manuales, las cuales utilizan
rodillos para curvar la chapa.
Figura 1-1. Barolado con cuatro rodillos
Fuente: Propia
Elaboración: Propia
Generalmente se toma como referencia el eje neutro del perfil a barolar, de forma
que la parte exterior sufre tracción y la interior sufre compresión permitiendo la
deformación plástica y el desplazamiento del grano siempre dentro del límite
de fluencia. Para la obtención de un perfil barolado generalmente se lo
realiza en una máquina que disponga de tres ejes giratorios al que se acoplarán
diversos tipos de matrices guía. Ver figura 1.2.

3
Figura 1-2 Baroladora de tres rodillos 1
1.3 TIPOS PROCESO DE BAROLADO.
Uno de los tipos más conocidos de barolado es aquel de forma cilíndrica,
generalmente se lo utiliza para construir tanques de presión y ductos para
diversos fines como se muestra en la figura 1.3.
Figura 1-3 Barolado en cilindro
De igual manera es usado para barolar láminas con forma de elipse, figura 1.4,
sección transversal usada para el transporte de líquidos, derivados de petróleo o
sustancias químicas.
1 http://www.directindustry.es/

4
Figura 1-4 Barolado elíptico
Distintos tipos de cilindros contenedores se los obtiene únicamente mediante el
proceso de barolado en U, como se indica en la figura 1.5, mismos contenedores
son usados para el almacenamiento de aceite, así como también son usados
como carcasas de transformadores eléctricos.
Figura 1-5 Barolado en U.
Las tolvas usadas en máquinas que necesitan algún tipo de alimentación, como
las mezcladoras de cemento o las inyectoras de plástico, son obtenidas mediante
el barolado de cono truncado, figura 1.6, que implica la variación del ángulo de
posición de uno de los rodillos, este ángulo es semejante al ángulo que debe
poseer el cono a ser obtenido.
Figura 1-6 Barolado cono truncado.
1.4 TIPOS DE MÁQUINAS BA
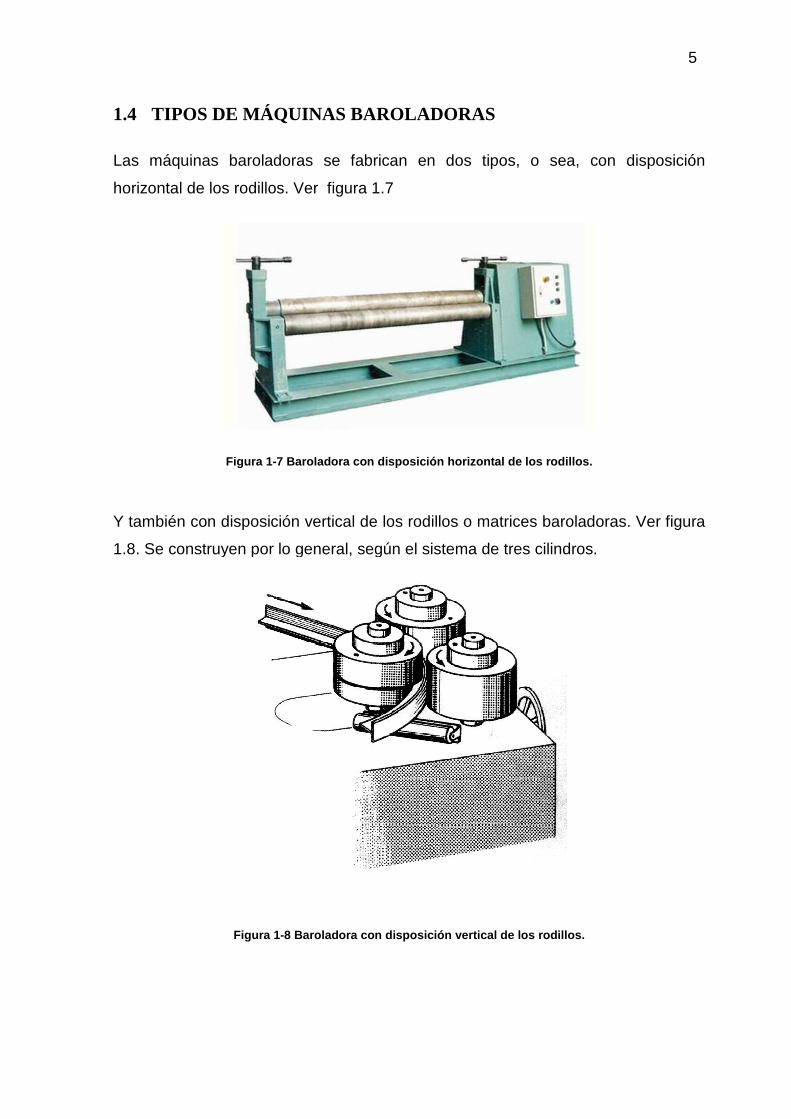
Las máquinas baroladoras se fabrican en dos tipos, o sea, con disposición
horizontal de los rodillos. Ver figura
Figura 1-7
Y también con disposición vertical de los rodillos o matrices baroladoras. Ver figura
1.8. Se construyen por lo general, según el sistema de tres cilindros.
Figura 1- 8
TIPOS DE MÁQUINAS BA ROLADORAS
Las máquinas baroladoras se fabrican en dos tipos, o sea, con disposición
horizontal de los rodillos. Ver figura 1.7
Baroladora con disposi ción horizontal de los rodillos.
Y también con disposición vertical de los rodillos o matrices baroladoras. Ver figura
. Se construyen por lo general, según el sistema de tres cilindros.
8 Baroladora con disposición vertical de los rodillos .
5
Las máquinas baroladoras se fabrican en dos tipos, o sea, con disposición
ción horizontal de los rodillos.
Y también con disposición vertical de los rodillos o matrices baroladoras. Ver figura
. Se construyen por lo general, según el sistema de tres cilindros.
Baroladora con disposición vertical de los rodillos .
6
La tecnología utilizada para barolar chapas y perfiles tienen el mismo principio en
todos los casos. Esto es, someter al material que en un principio es plano, a un
esfuerzo que lo deforme plásticamente para darle el curvado requerido. Dicho
esfuerzo se produce cuando el material choca y se desvía en un rodillo, que al girar
a una velocidad determinada, hace que la chapa o el perfil se deformen
uniformemente, formando así, el cilindro o anillo requerido.
Cabe mencionar que, la precisión de las piezas de trabajo depende también del
tipo de máquina usada y variaciones de temperatura del material. A continuación
se analiza cada uno de los tipos de baroladoras, así como, sus ventajas y
desventajas.
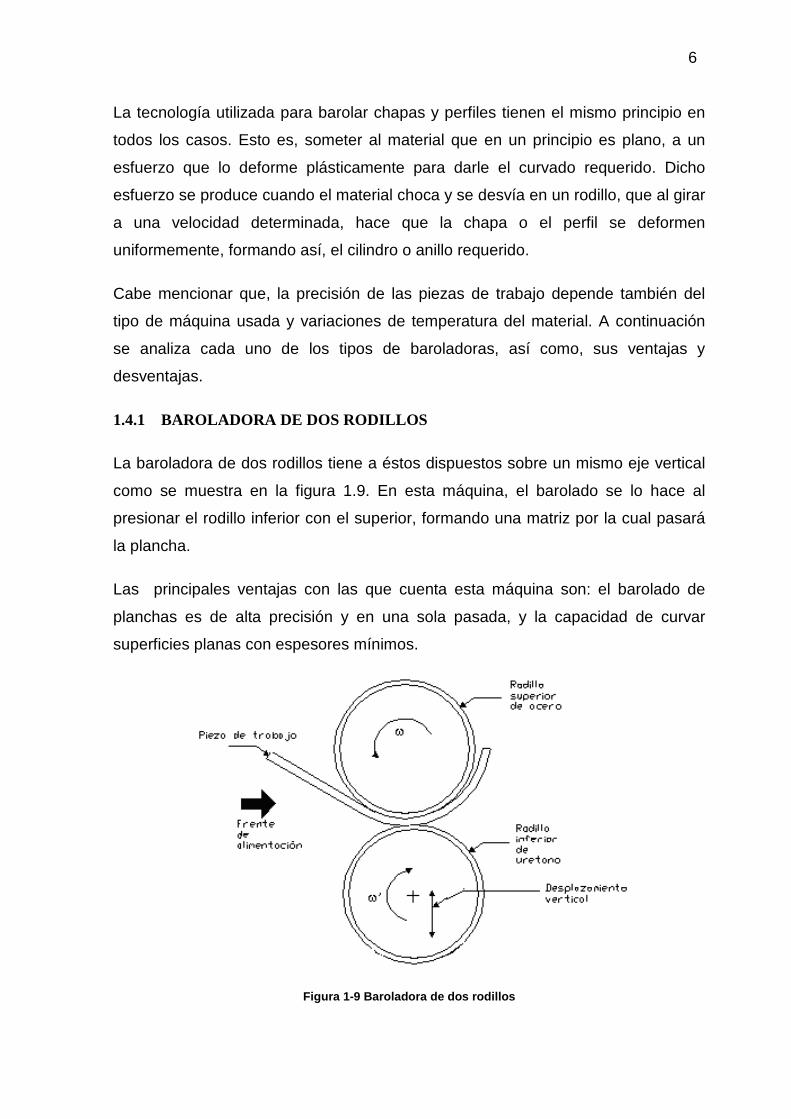
1.4.1 BAROLADORA DE DOS RODILLOS
La baroladora de dos rodillos tiene a éstos dispuestos sobre un mismo eje vertical
como se muestra en la figura 1.9. En esta máquina, el barolado se lo hace al
presionar el rodillo inferior con el superior, formando una matriz por la cual pasará
la plancha.
Las principales ventajas con las que cuenta esta máquina son: el barolado de
planchas es de alta precisión y en una sola pasada, y la capacidad de curvar
superficies planas con espesores mínimos.
Figura 1-9 Baroladora de dos rodillos
7
1.4.2 BAROLADORA DE TRES RODILLOS
Existen tres tipos de máquinas baroladoras de tres rodillos: el tipo Pinch, el tipo
Zapato y el tipo Piramidal. Estas máquinas están catalogadas por el fabricante
según el espesor máximo y ancho de material que la máquina puede formar a la
temperatura del lugar de trabajo. Normalmente se dan los valores que puede
barolar la máquina en una pasada como en múltiples pasadas.
1.4.2.1 BAROLADORA TIPO PIRAMIDAL
En la figura 1.10 se ilustra el posicionamiento de los rodillos de una máquina tipo
Piramidal. Los rodillos inferiores son de igual diámetro, pero son aproximadamente
el 50 % más pequeños que el rodillo superior.
Los inferiores son conducidos por catarinas y comúnmente son fijos, cada uno de
estos rodillos son apoyados en dos rodillos más pequeños. El rodillo superior es
verticalmente ajustable para controlar el diámetro del cilindro formado. El rodillo
superior gira libremente, y depende de la fricción con el metal de trabajo para su
movimiento o rotación. En este rodillo no se utilizan rodillos de soporte.
El rodillo superior es ocioso, por consiguiente hay limitaciones bien definidas sobre
el espesor del material de trabajo que puede ser barolado (sobre todo al formar
diámetros grandes).
Otra desventaja de la máquina piramidal es las grandes áreas llanas o bordes sin
pre doblado, que permanecen en ambos filos de la plancha del metal ya formado.
Ya que, las piezas de trabajo deben permanecer apoyadas en todo momento por
los rodillos inferiores, los filos nunca pueden acercarse al rodillo superior y esto se
produce por la distancia entre los puntos de tangencia.

8
ω ω
ω
Figura 1-10 Baroladora Tipo Piramidal
1.4.2.2 BAROLADORA TIPO ZAPATO
Está formada por tres rodillos, dos de los cuales transmiten el movimiento,
permaneciendo fijos durante su funcionamiento y son graduables dependiendo
del espesor del material; en cambio el tercer rodillo es el que da la curvatura del
material gracias a su movimiento en dirección diagonal y gira solo por rozamiento
con el material; la entrada del material se lo hace por los rodillos fijos, el
movimiento es por medio de motores, cuya velocidad de giro de los rodillos es
controlada por un sistema de engranajes.

9
Figura 1-11 Baroladora de Zapato IMCAR series Tsih .2
1.4.2.3 BAROLADORA TIPO PINCH
Estas tienen una disposición como la mostrada en la figura 1.12. En estas
máquinas los rodillos son del mismo diámetro. Sin embargo, en máquinas más
grandes, los rodillos superiores son a veces más pequeños en diámetro para
mantener la velocidad de rolado en las superficies. Estas máquinas más pesadas
proporcionan mejor agarre en los rodillos delanteros para que no exista diferencia
entre la velocidad de los rodillos. Por consiguiente, cuando el metal de trabajo es
grueso, el diámetro del rodillo superior disminuye a relación de los rodillos
inferiores.
La posición del rodillo superior es fija, mientras que el inferior delantero es
ajustable en sentido vertical, dependiendo del espesor del material a ser barolado
para que exista un buen agarre debido a la fricción, pero pueden variar las
posiciones.
Las ventajas de una máquina tipo Pinch, comparadas con una máquina tipo
Piramidal, son:
• Barolar un rango de mayor espesor del metal debido a la alimentación.
• La mayor exactitud dimensional puede ser obtenida en un paso en una
máquina tipo Pinch que en una Piramidal.
2 http://www.dismamex.com.mx/imcar.html
10
ω
ω
ω
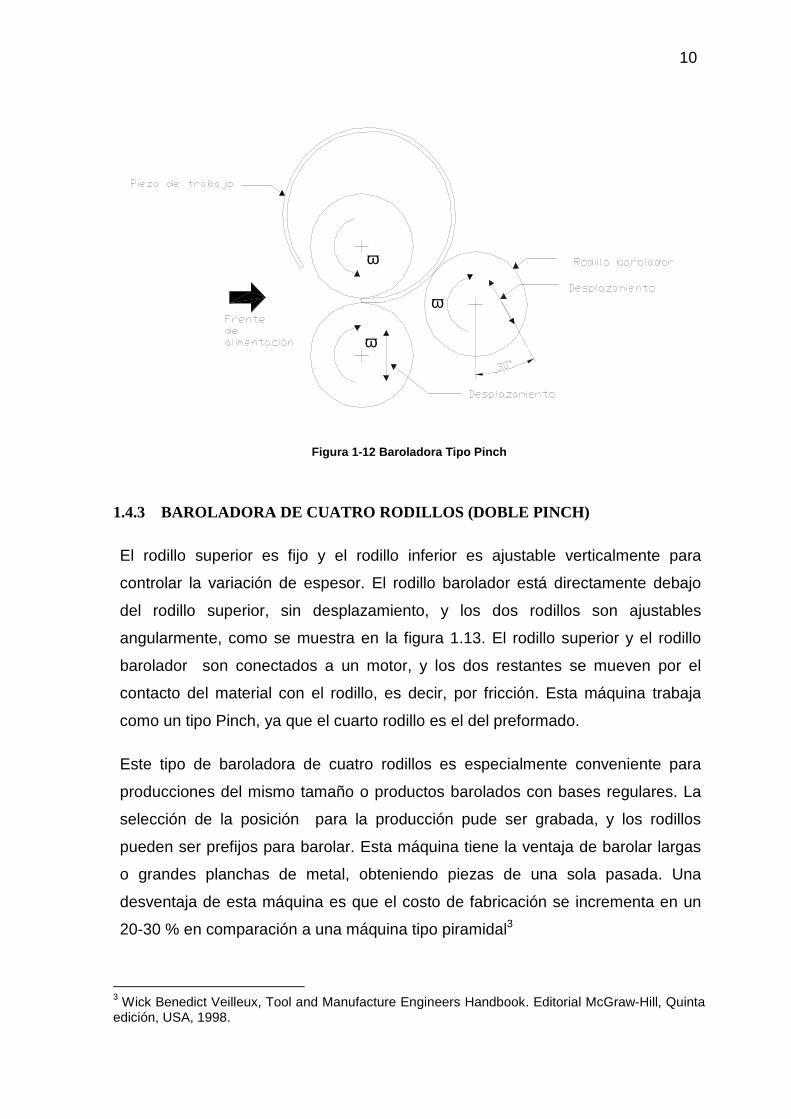
Figura 1-12 Baroladora Tipo Pinch
1.4.3 BAROLADORA DE CUATRO RODILLOS (DOBLE PINCH)
El rodillo superior es fijo y el rodillo inferior es ajustable verticalmente para
controlar la variación de espesor. El rodillo barolador está directamente debajo
del rodillo superior, sin desplazamiento, y los dos rodillos son ajustables
angularmente, como se muestra en la figura 1.13. El rodillo superior y el rodillo
barolador son conectados a un motor, y los dos restantes se mueven por el
contacto del material con el rodillo, es decir, por fricción. Esta máquina trabaja
como un tipo Pinch, ya que el cuarto rodillo es el del preformado.
Este tipo de baroladora de cuatro rodillos es especialmente conveniente para
producciones del mismo tamaño o productos barolados con bases regulares. La
selección de la posición para la producción pude ser grabada, y los rodillos
pueden ser prefijos para barolar. Esta máquina tiene la ventaja de barolar largas
o grandes planchas de metal, obteniendo piezas de una sola pasada. Una
desventaja de esta máquina es que el costo de fabricación se incrementa en un
20-30 % en comparación a una máquina tipo piramidal3
3 Wick Benedict Veilleux, Tool and Manufacture Engineers Handbook. Editorial McGraw-Hill, Quinta edición, USA, 1998.

11
Figura 1-13 Baroladora de Cuatro rodillos o Doble Pi nch
1.5 REPOTENCIACIÓN
El término repotenciación es utilizado para definir un proceso de actualización o
mejoramiento de un sistema o un equipo que por el transcurso del tiempo ha ido
quedando en la obsolescencia, o a caído en la falta de eficiencia.
El repotenciar implica una actualización global, un rediseño, o una restructuración,
del sistema o equipo. Esto para el caso que no se compete significa una mejora
en la capacidad de carga, en la operación del equipo y el mejoramiento
tecnológico de todos los sistemas involucrados en la máquina.
Repotenciar una máquina implica principalmente que alguna de las partes
(sistemas, subsistemas, elementos, accesorios, etc.) que conforman la máquina
original dejen de ser funcionales, lo que obliga a que estas partes sean
modificadas o remplazadas.
Posiblemente la opción más conveniente económicamente, sea la modificación de
las partes, pues se puede mantener el sistema o elemento con solamente realizar
reforzamientos o actualizaciones tecnológicas. De ser necesario el remplazo de
partes, habrá que ver si se lo puede hacer por otras redimensionadas, es decir
12
manteniendo el mismo diseño fabricar nuevas partes, pero con el tamaño
adecuado de tal forma que les permita ser funcionales.
Esto último pudiese no ser conveniente al no cumplir con ciertos parámetros o
simplemente ser más caro. En este caso se debe pensar en un nuevo diseño para
los sistemas o elementos.
Para repotenciar una máquina que cuentan con varios sistemas, es probable que
la mejor alternativa de solución sea la combinación entre modificación,
redimensionamiento y rediseño, sin eliminar la opción de diseñar una máquina
completamente nueva.
La reconstrucción mecánica o electrónica de maquinaria persigue restablecer e
incluso mejorar las prestaciones originales de un equipo, con el fin de impulsar la
productividad y competitividad de los talleres, en una época en la que cada vez
más se necesita rapidez y calidad, además de ahorros en el presupuesto.
El principal objetivo de la modernización de maquinaria es impulsar la
productividad y competitividad de la industria, además aprovechar las
oportunidades que brindan los tratados de libre comercio y acuerdos comerciales
con el fin de contribuir con el crecimiento de las compañías en el mercado
internacional.
En este contexto siempre es una excelente solución la sustitución y actualización
de la maquinaria, por equipos y tecnología de punta, para aprovechar, entre otros,
los beneficios arancelarios que implica la importación de maquinaria nueva; no
obstante, en el camino hacia la productividad y competitividad, las opciones no se
limitan a remplazar los antiguos equipos por nuevos.
En muchos casos, las máquinas viejas tienden a encontrarse en buen estado
mecánico, pueden ser actualizadas y para potenciar sus posibilidades, y así
aumentar la productividad de la fábrica, minimizar costos y generar mayores
utilidades.

13
De hecho, un adecuado proceso de repotenciación de la maquinaria de una
empresa, es una alternativa técnica y económicamente viable, para que, según el
nivel tecnológico de los equipos, éstos sean susceptibles de mejoras funcionales.
Hoy en día, los nuevos equipos metalmecánicos, no son mejores ni más robustos
que hace 30 años, pero sí en cuestión de control, automatización y velocidad, es
decir; en sus componentes electrónicos.
En este sentido, dichas máquinas pueden ser objeto de una intervención, que no
es más que el reacondicionamiento de equipos realizando modificaciones o
remplazos de sus componentes. Se cambian partes dañadas o deficientes y se
conserva la estructura mecánica en buen estado como los tableros y componentes
principales en general.
Para repotenciar maquinaria metalmecánica los avances tecnológicos más
significativos los constituyen los sistemas de servomotores, manipuladores
eléctricos, sensores, control numérico, PLC, software, componentes de seguridad,
dispositivos robóticos y equipos medio ambientalmente amigables.
En la repotenciación debe considerarse la modificación y adaptación del diseño
existente teniendo como objetivo la satisfacción de los nuevos requerimientos,
minimizando los cambios en el diseño original y maximizando la utilización de los
equipos y dispositivos existentes.
El fin último es evitar que las máquinas encargadas de una producción, antiguas o
nuevas, trabajen o se desempeñen a niveles menores de su capacidad; la idea es
aprovechar al máximo el rendimiento de los equipos y si éstos necesitan nuevos
aditamentos o modernización de sus componentes, es indispensable
reacondicionarlos hasta dejarlos como nuevos o mejor. Actualmente una empresa
no se puede dar el lujo de tener activos improductivos y mucho menos obsoletos.
No se trata de calificar la repotenciación en términos de buena o mala, sino como
una alternativa útil. La repotenciación no entra en competencia con la maquinaria
nueva, ya que emplear una máquina nueva o usada está determinado por el tipo
de pieza que se quiere fabricar.
14
La maquinaria repotenciada tiene su espacio propio en los sectores en los que no
hay una exigencia de adaptación de las últimas tecnologías en temas de
producción o transformación, tal como se presentan en el la industria del metal. Por
ejemplo, hay equipos que pueden alcanzar precisiones de aproximadamente 0,01
mm, lo cual, en muchos casos, es suficiente para ciertos tipos de productos y
procesos metalmecánicos.
Los factores a tener en cuenta que ayudan identificar la sustitución o
repotenciación de la maquinaria son:
• El costo acumulado promedio por unidad de uso; es decir, es necesario
establecer el desgaste de la máquina en términos de costo de producción vs
la edad del equipo.
• Cuando la máquina es obsoleta en tecnologías electrónicas e informáticas
en comparación con los modelos nuevos, pero conserva eficiencia y
capacidad.
• Cuando la máquina pierde su confiabilidad para trabajar: sale
constantemente a reparaciones, para ello hay que mirar la periodicidad de
daños, el costo de las averías y la eficiencia de uso después de
reparaciones.
• La máquina está desgastada y los repuestos son costosos.
• El aumento en el tamaño de una operación hace que la máquina sea
demasiado pequeña para efectuar el trabajo en el tiempo requerido:
observar potencia y capacidad.
En la repotenciación de maquinaria, hay que tener en cuenta que la decisión de
inversión está en función del modelo, capacidad de la máquina y tecnología y no
de su estado, ya que en el proceso de renovación el equipo debe quedar como
nuevo a precios razonables.
15
1.5.1 POSIBILIDADES Y LÍMITES 4
Es claro que no todas las máquinas son susceptibles de ser repotenciadas, ya
que antes es necesario analizar las características propias de cada equipo. Antes
de repotenciar cualquier máquina es necesario realizar un diagnóstico
concienzudo de las posibilidades y límites de los sistemas.
Algunos de los componentes que con mayor frecuencia se pueden intervenir en
una máquina son: motores, sistemas de transmisión de potencia, controlador,
interfaz hombre máquina, finales de carrera, paro de emergencia, fuentes y
regulador de potencia. Depende de las características que se quieran para el
equipo estos componentes pueden variar, a la vez que sus características.
La reconstrucción mecánica puede incluir desde el reajuste de guías, la
reparación del cabezal hasta la eliminación de holguras, mientras que la
reconstrucción electrónica puede implicar desde una simple actualización del
software hasta el reajuste de parámetros dinámicos en los controladores de
potencia (‘drivers’).
1.5.2 VENTAJAS
Al modernizar una máquina o sistema, se obtienen las siguientes ventajas
básicas, según los accesorios y el grado de reformas:
• Mejor disponibilidad y aumento de productividad.
• Operación y programación más convenientes.
• Ciclos más rápidos para el procesamiento de componentes
complejos.
• Mejor precisión.
• Reducción de pausas y tiempos de parada.
• Largo período de suministro de repuestos garantizado.
• Administración de datos de manera confiable y segura (Mayor y más
fácil control de la información histórica de las máquinas, tiempos
4http://colombia.acambiode.com/producto/mantenimiento-y-repotenciacion-demaquinaria_184242
16
muertos, piezas producidas y registro de mantenimientos, entre
otros).
• Mayor capacidad de almacenamiento.
• Opciones de Networking e integración CAD.
• Reducción de la inversión en la adquisición de maquinaria nueva.
El alcance de la modernización y los componentes remplazados determinan el
precio de la repotenciación. De esta forma, el dueño de la máquina decide, según
la necesidad, sobre las futuras mejoras y servicios adicionales tales como
capacitación, conversiones de programas de piezas y contratos de
reparación/servicios.
En general, se estima que el costo de una modernización oscila entre 20 y el 60
por ciento del valor de compra de una máquina nueva, según el alcance del
servicio. El tiempo necesario para la repotenciación depende del alcance de las
medidas planificadas. Según el nivel de modernización, se puede lograr un nivel
de funcionalidad de máquina elevado, acorde a la tecnología de punta utilizada.
De esta manera, se alcanzan los altos estándares de calidad, no solo en el ámbito
de la producción, sino también en seguridad y monitoreo.

17
CAPÍTULO 2
2. SITUACIÓN ACTUAL
2.1 DESCRIPCIÓN DEL DISEÑO ORIGINAL
La baroladora está compuesta por los siguientes conjuntos:
1. Conjunto estructura
2. Conjunto barolador.
3. Conjunto motriz.
2.1.1 CONJUNTO ESTRUCTURA
La estructura principal de la máquina, son todos los elementos que van a soportar
los diferentes sistemas y unidades que componen a la máquina. La estructura
debe tener rigidez para poder cargar con todo el peso de los componentes.
Las partes que componen al conjunto estructura son las siguientes:
• Cuerpo de la estructura
• Base del motor
2.1.1.1 Cuerpo de la estructura
El armazón o estructura es sin duda, una de las piezas más importantes de la
máquina baroladora, debido a las funciones que debe cumplir en dicha
máquina. Esta es la pieza, donde se sienta todo el peso de la máquina, sirve de
apoyo de la misma.
Esta pieza es de fácil elaboración, siguiendo el diseño para la aplicación de
barolado, se fabrica con acero de trasmisión.
2.1.1.2 Base del motor
Esta pieza es construida por el mismo proceso de fabricación del cuerpo de la
estructura, actualmente esta base del motor funciona como dispositivo de ajuste
18
de tensión de la cadena ASA N° 80-1, el funcionamie nto consiste en pandear la
estructura base del motor, para así ajustar la tensión en la trasmisión.
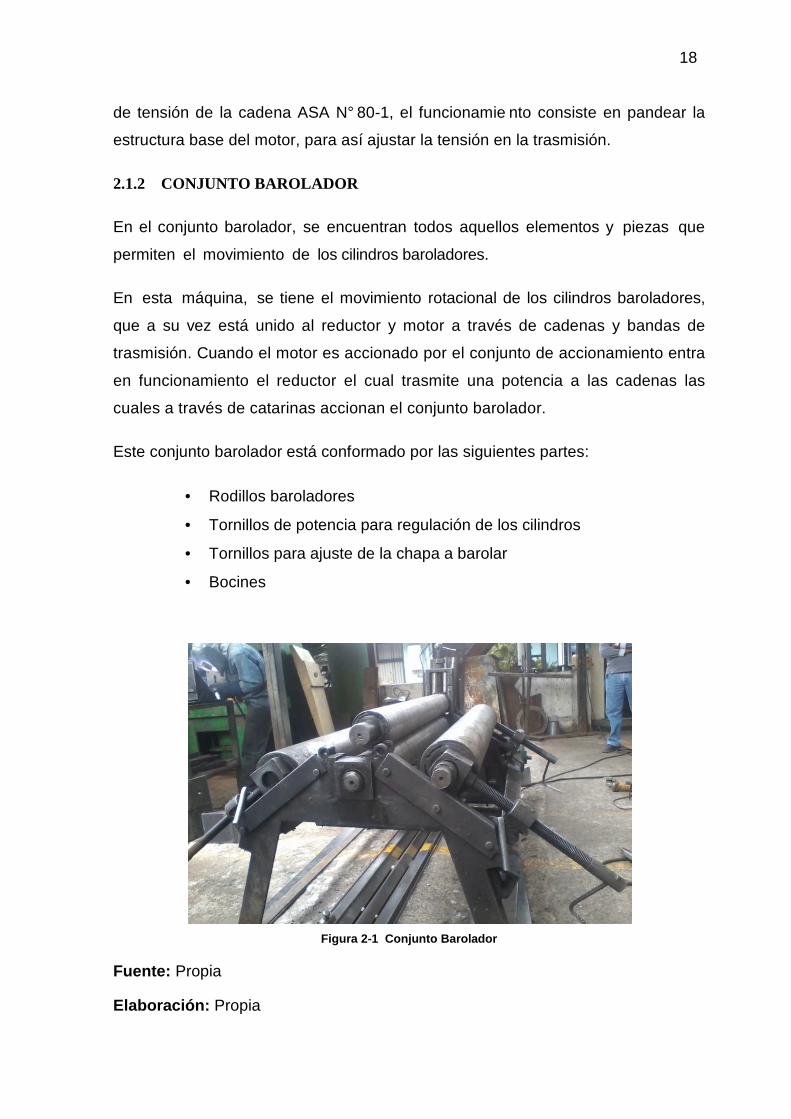
2.1.2 CONJUNTO BAROLADOR
En el conjunto barolador, se encuentran todos aquellos elementos y piezas que
permiten el movimiento de los cilindros baroladores.
En esta máquina, se tiene el movimiento rotacional de los cilindros baroladores,
que a su vez está unido al reductor y motor a través de cadenas y bandas de
trasmisión. Cuando el motor es accionado por el conjunto de accionamiento entra
en funcionamiento el reductor el cual trasmite una potencia a las cadenas las
cuales a través de catarinas accionan el conjunto barolador.
Este conjunto barolador está conformado por las siguientes partes:
• Rodillos baroladores
• Tornillos de potencia para regulación de los cilindros
• Tornillos para ajuste de la chapa a barolar
• Bocines
Figura 2-1 Conjunto Barolador
Fuente: Propia
Elaboración: Propia
19
2.1.2.1 Rodillos baroladores
Este sistema consta de cuatro cilindros, dos de los cuales barolan la chapa y los
otros dos ajustan la chapa. Los cilindros baroladores de pre doblado y ajuste tienen
las siguientes dimensiones respectivamente: Di=Dd=124mm; Dms=Dmi=178mm.
2.1.2.2 Tornillos de potencia para regulación de los cilindros.
Los tornillos de potencia regulan la posición de los cilindros baroladores en el
momento de pre doblado, los cuales son ajustados manualmente ejerciendo una
gran fuerza en cada tornillo, aproximadamente una tonelada fuerza en cada
tornillo.
2.1.2.3 Tornillos para ajuste de la chapa a barolar
Los tornillos para ajuste de la chapa a barolar es ajustado también por tornillos de
potencia, cada tornillo ejerce una fuerza menor a la solicitada en el momento de
pre doblado.
2.1.2.4 Bocines
Los bocines son elementos mecánicos que permiten el buen funcionamiento de la
máquina para producir una rodadura.
2.1.3 CONJUNTO MOTRIZ
En el conjunto motriz de la baroladora, se encuentran todos aquellos elementos y
piezas que permiten el movimiento de los cilindros baroladores. En esta
máquina, se tiene el movimiento rotacional de los cilindros baroladores, que a su
vez está unido al reductor y motor a través de cadenas y bandas de trasmisión.
Cuando el motor es accionado por el conjunto de accionamiento entra en
funcionamiento el reductor el cual que trasmite una potencia a las cadenas las
cuales a través de catarinas accionan el conjunto barolador.
Este conjunto motriz está conformado por las siguientes partes:

20
• Motor
• Reductor de velocidad
• Bandas de trasmisión en V
• Cadenas de rodillos
• Catarinas
• Interruptor de encendido
Figura 2-2 Conjunto motriz
Fuente: Propia
Elaboración: Propia
2.1.3.1 Motor
Consta de un motor trifásico de 10HP y 1745rpm.
El conjunto motor, juega una importante función en la baroladora, ya que sin el
motor, la baroladora obviamente no puede trabajar óptimamente debido a que al
intentar hacerla trabajar sin el motor, es decir, con una fuente de movimiento
alterna como lo es la fuerza humana, es prácticamente inútil porque como se dijo

21
anteriormente, el motor usado es lo suficiente potente para poner a trabajar
eficientemente los rodillos baroladores. Las partes que componen al conjunto
motor son las siguientes:
• Armazón
• Colector
• Collarín
• Eje
• Estator
• Interruptor
• Porta correa
• Protector Cableado
• Rodillo Muelle
• Rotor
• Tapa Frontal
• Tapa Posterior
• Ventilador
2.1.3.2 Reductor de velocidad
Consta de un reductor de velocidad de relación de trasmisión de 87,25:1, con una
velocidad de salida de 20 rpm.
El conjunto reductor de velocidad juega un papel importante en el accionamiento
del conjunto barolador ya que este reductor trasmitirá la velocidad deseada a los
rodillos baroladores por medio de una trasmisión de potencia que consta de
bandas, cadenas y catarinas.
2.1.3.3 Bandas de trasmisión en V
Las bandas están encargadas de transmitir la potencia desde el motor eléctrico
hacia el reductor de velocidad, el mismo que a su vez transmite la potencia a los
rodillos baroladores por medio de un sistema de cadenas de rodillos para así
generar la operación de barolado. Se utiliza bandas trapezoidales, las mismas que
deben asegurar una resistencia excelente a la tracción, la flexión, la fatiga y las
22
cargas de choque; además, el compuesto de elastómero del que están
construidas debe resistir al calor, al ozono y a la luz solar. La banda no se inflama
por causa del calor, incluso si es sometida a una fuerte fricción5
2.1.3.4 Cadenas de rodillos
El sistema por trasmisión de cadenas es accionado por medio de una cadena
ASA No 60 accionado en primera fase con las siguientes características: relación
de trasmisión i=0.35 y una cadena ASA No 80 accionado en segunda fase con las
siguientes características: relación de trasmisión i=1.29, los cuales accionan los
rodillos baroladores, este sistema constituye un sólido y seguro sistema de
trasmisión de la energía mecánica.
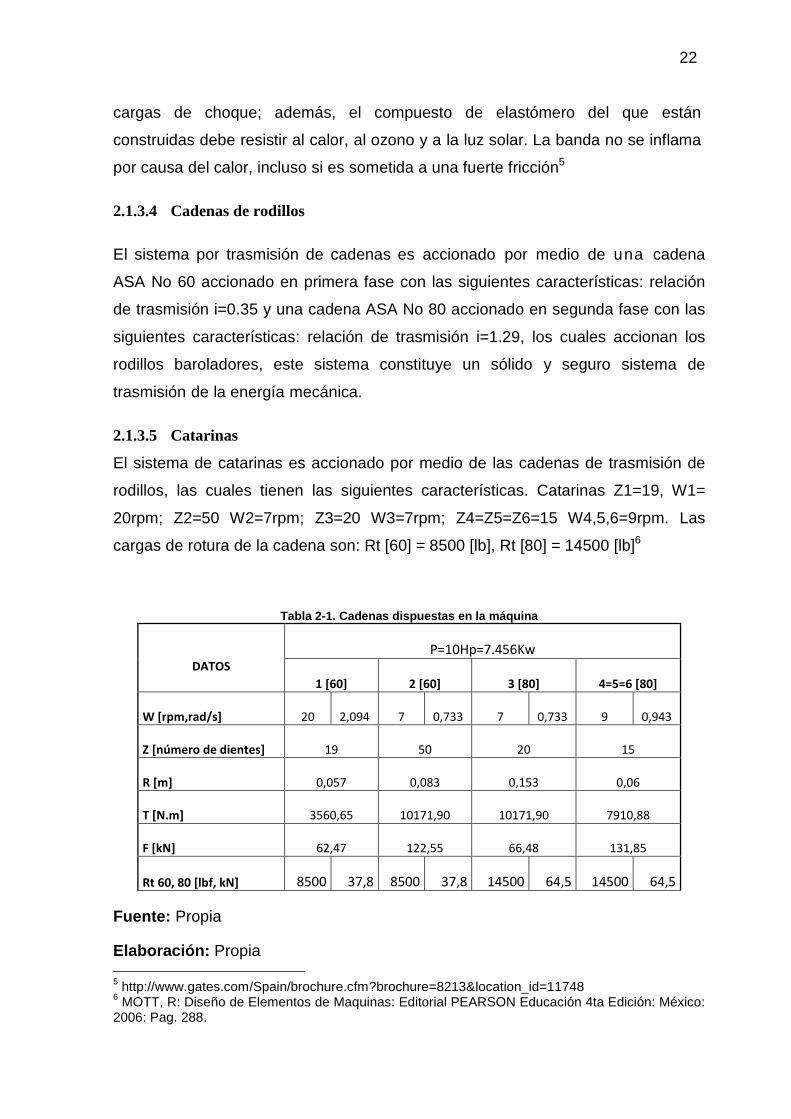
2.1.3.5 Catarinas
El sistema de catarinas es accionado por medio de las cadenas de trasmisión de
rodillos, las cuales tienen las siguientes características. Catarinas Z1=19, W1=
20rpm; Z2=50 W2=7rpm; Z3=20 W3=7rpm; Z4=Z5=Z6=15 W4,5,6=9rpm. Las
cargas de rotura de la cadena son: Rt [60] = 8500 [lb], Rt [80] = 14500 [lb]6
Tabla 2-1. Cadenas dispuestas en la máquina
DATOS
P=10Hp=7.456Kw
1 [60] 2 [60] 3 [80] 4=5=6 [80]
W [rpm,rad/s] 20 2,094 7 0,733 7 0,733 9 0,943
Z [número de dientes] 19 50 20 15
R [m] 0,057 0,083 0,153 0,06
T [N.m] 3560,65 10171,90 10171,90 7910,88
F [kN] 62,47 122,55 66,48 131,85
Rt 60, 80 [lbf, kN] 8500 37,8 8500 37,8 14500 64,5 14500 64,5
Fuente: Propia
Elaboración: Propia 5 http://www.gates.com/Spain/brochure.cfm?brochure=8213&location_id=11748 6 MOTT, R: Diseño de Elementos de Maquinas: Editorial PEARSON Educación 4ta Edición: México: 2006: Pag. 288.

23
2.1.3.6 Interruptor de encendido
El interruptor de encendido es el encargado controlar el paso de energía eléctrica
hacia el motor, el mismo que genera la potencia necesaria para la operación de
barolado.
2.2 ESTADO ACTUAL DE LA BAROLADORA
La máquina se encuentra operando normalmente. La capacidad actual de la
máquina para barolar es de 5mm de espesor de chapa, por lo que la máquina no
satisface los requerimientos actuales de la empresa. La máquina tiene problemas
en barolar un espesor mayor, rompiéndose así la cadena de trasmisión ASA N°
80-1. En la figura 2.1, figura 2.2 se presentan algunas vistas del estado actual de
la Baroladora.
Figura 2-3. Máquina baroladora estado actual
Fuente: Propia
Elaboración: Propia

24
Figura 2-4. Vista de los rodillos baroladores
Fuente: Propia
Elaboración: Propia
2.2.1 INSPECCIÓN EXTERNA E INTERNA DE LA MÁQUINA
Se basa en examinar o reconocer atentamente el equipo, visualizando de una
manera eficaz y efectiva las partes constituyentes de la maquina sin necesidad de
quitar elementos de la misma, para así tomar alguna acción pertinente al
mantenimiento preventivo o correctivo, a continuación se mencionan algunos
aspectos.
• Revisión del aspecto físico general del equipo y sus componentes,
para detectar posibles impactos físicos, maltratos, corrosión en la
carcasa o levantamiento de pintura, cualquier otro daño físico. Esto
incluye viñetas y señalizaciones, falta de componentes o accesorios,
etc.
• Revisión de componentes mecánicos, para determinar falta de
lubricación, desgaste de piezas, sobrecalentamiento, roturas, etc.
Esto incluye los sistemas neumáticos e hidráulicos, en los cuales
también es necesario detectar fugas en el sistema.
• Revisión de componentes eléctricos, esto incluye cordón de
alimentación donde se revisa que éste se encuentre íntegro, sin
dobleces ni roturas, o cualquier signo de deterioro de aislamiento, la

25
toma deberá ser adecuada al tipo y potencia demandada por el
equipo y debe hacer buen contacto con la toma de pared.7
La máquina se encuentra operando normalmente, barolando chapas de hasta 4mm
de espesor, debido a lo cual se remplazan pocas partes.
A continuación se realiza el análisis de la inspección realizada a cada
componente. Cabe recalcar que los elementos que no son remplazados deben
pasar por un proceso de limpieza adecuada para quitar los residuos de corrosión
ocasionados por la atmósfera, además se debe añadir pintura anticorrosiva para
evitar la exposición directa de la superficie con el medio.
2.2.1.1 Conjunto estructura
La estructura principal de la máquina, son todos los elementos que van a soportar
los diferentes sistemas y unidades que componen a la máquina. La estructura
debe tener rigidez para poder cargar con todo el peso de los componentes
Las partes que componen al conjunto estructura son las siguientes:
• Cuerpo de la estructura
• Base del motor
A continuación se presenta información detallada de cada componente del
conjunto estructura tal como: función, material, etc.
2.2.1.1.1 Cuerpo de la estructura
El armazón o estructura es sin duda, una de las piezas más importantes de la
máquina baroladora, debido a las funciones que debe cumplir en dicha
máquina. Esta es la pieza, donde se sienta todo el peso de la máquina, sirve de
apoyo para el conjunto motriz y el conjunto barolador.
7http://www.buenastareas.com/ensayos/Programa-De-Mantenimiento-De-Una- Troqueladora/1015488.html
26
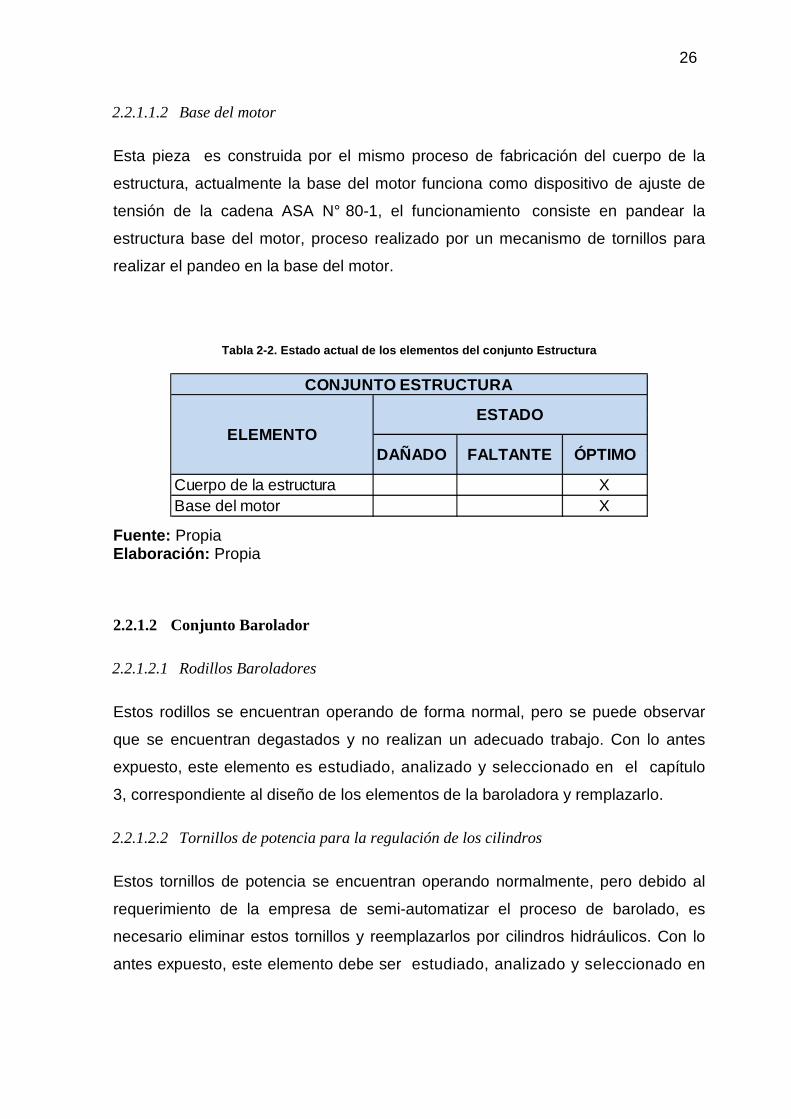
2.2.1.1.2 Base del motor
Esta pieza es construida por el mismo proceso de fabricación del cuerpo de la
estructura, actualmente la base del motor funciona como dispositivo de ajuste de
tensión de la cadena ASA N° 80-1, el funcionamiento consiste en pandear la
estructura base del motor, proceso realizado por un mecanismo de tornillos para
realizar el pandeo en la base del motor.
Tabla 2-2. Estado actual de los elementos del conjun to Estructura
Fuente: Propia Elaboración: Propia
2.2.1.2 Conjunto Barolador
2.2.1.2.1 Rodillos Baroladores
Estos rodillos se encuentran operando de forma normal, pero se puede observar
que se encuentran degastados y no realizan un adecuado trabajo. Con lo antes
expuesto, este elemento es estudiado, analizado y seleccionado en el capítulo
3, correspondiente al diseño de los elementos de la baroladora y remplazarlo.
2.2.1.2.2 Tornillos de potencia para la regulación de los cilindros
Estos tornillos de potencia se encuentran operando normalmente, pero debido al
requerimiento de la empresa de semi-automatizar el proceso de barolado, es
necesario eliminar estos tornillos y reemplazarlos por cilindros hidráulicos. Con lo
antes expuesto, este elemento debe ser estudiado, analizado y seleccionado en
Base del motor XCuerpo de la estructura X
ELEMENTOESTADO
DAÑADO FALTANTE ÓPTIMO
CONJUNTO ESTRUCTURA

27
el capítulo 3, correspondiente al diseño de los elementos de la baroladora y
remplazarlo.
2.2.1.2.3 Tornillos para ajuste de la chapa a barolar
Estos tornillos se encuentran operando normalmente, con lo que es innecesario
cambiarlos. Con el análisis antes realizado; este elemento no debe ser
remplazado.
2.2.1.2.4 Bocines
Estos bocines se desgastados por lo que se realiza un estudio en el capítulo 3 para
ser remplazados
Tabla 2-3. Estado actual de los elementos del conjun to barolador
Fuente: Propia
Elaboración: Propia
2.2.1.3 Conjunto motriz
2.2.1.3.1 Motor
Se puede apreciar que debido al normal funcionamiento del motor, este se
encuentra en óptimas condiciones ya que no se encontraron signos considerables
de desgaste, debido a que sigue entregando la misma potencia y torque.
X
CONJUNTO BAROLADOR
ELEMENTOESTADO
DAÑADO FALTANTENO CUMPLE CON REQUERIMIENTO
ÓPTIMO
Rodillos Baroladores X
Tornillos de potencia para laregulación de los cilindros
Tornillos para ajuste de lachapa a barolar
X
Bocines X

28
Con el análisis antes realizado; este elemento no debe ser remplazado.
2.2.1.3.2 Bandas
Las bandas se encuentran operando normalmente, pero debido al uso se observa
un deterioro normal por lo que no es necesario cambiar las bandas.
2.2.1.3.3 Cadenas de trasmisión de rodillos
La cadena de trasmisión ASA N°60-3/4 se encuentra o perando normalmente,
mientras que la cadena de trasmisión ASA N°80-1 se rompe cuando la maquina
barola espesores mayores a 5mm, Con lo antes expuesto, este elemento debe
ser estudiado, analizado y seleccionado en el capítulo 3, correspondiente al
diseño de los elementos de la baroladora y remplazarlo.
Tabla 2-4 Estado actual de los elementos del conjunt o motriz
Fuente: Propia
Elaboración: Propia
X
X
ÓPTIMO
ESTADO
CONJUNTO MOTRIZ
XXReductor de Velocidad
ELEMENTODAÑADO FALTANTE
NO CUMPLE CON REQUERIMIENTO
Motor
X
X
Banda de trasmision en V
Cadenas de trasmision derodillos
Catarinas
Interruptor de encendido
29
2.3 ALTERNATIVA DE DISEÑO PARA LA REPOTENCIACIÓN DE LA MÁQUINA
2.3.1 PRESENTACIÓN DE ALTERNATIVAS
En base a los parámetros de diseño y la funcionalidad de la máquina requerida, se
establecen tres alternativas, de las cuales solo se escogen dos, debido a que la
tercera alternativa es una máquina baroladora por cilindros neumáticos, la cual no
satisface requerimiento de fuerza, por lo que el estudio es de dos alternativas,
alternativa 1 por medio de cilindros hidráulicos y alternativa 2 por medio de motor-
reductores, para realizar el estudio mediante la evaluación de cada uno de sus
factores principales para posteriormente realizar la selección de la alternativa a
diseñar y construir.
Para este estudio se presentan las alternativas siguientes:
• Maquina baroladora por cilindros hidráulicos
• Maquina baroladora por motor-reductores
2.3.1.1 Alternativa 1: maquina baroladora por cilindros hidráulicos
2.3.1.1.1 Descripción
Esta alternativa comprende de un sistema hidráulico, que proporciona movimientos
a los rodillos baroladores.
Estos cilindros hidráulicos proporcionan movimiento independiente en cada uno de
ellos, haciendo posible la regulación del rodillo barolador,
El mecanismo hidráulico de regulación, es el de mayor rendimiento y eficiencia, ya
que permite un trabajo más rápido y controlado, así como el de curvar láminas de
gran espesor.
Para el diseño del sistema hidráulico son esenciales elementos que proporcionen
la fuerza necesaria para el rolado de lámina, entre los cuales encontramos
cilindros hidráulicos de doble efecto, electroválvulas, válvulas de alivio, filtros,
bomba hidráulica, entre otros.
30
Los movimientos son por medio de ciclos de subida y bajada que deberán poseer
los cilindros hidráulicos para la elaboración del barolado de chapa metálica, ya
que los movimientos de los rodillos baroladores están establecidos para trabajar de
forma independiente.
Cada cilindro hidráulico de doble efecto deberá llevar una electroválvula asociada,
estos dispositivos están especificados como 4/3 NC, es decir, electroválvulas de
cuatro vías, tres posiciones, normalmente cerradas de doble control eléctrico; con
esto se logra que los vástagos acoplados a los rodillos cumplan con su trabajo de
subida y bajada.
Este mecanismo consta de las siguientes partes:
• Cilindros hidráulicos de doble efecto.
• Bomba hidráulica.
• Recipiente hidráulico.
• Electroválvula 4/3 N/C.
• Válvulas direccionales.
• Válvulas de retención.
• Válvulas reguladoras de flujo.
• Racores.
• Mangueras.
2.3.1.1.2 Ventajas
• Los cilindros hidráulicos proporcionan una alta eficiencia y eficacia.
• Capacidad de producción mayor, en menor tiempo.
• Al tener un sistema de regulación de los cilindros baroladores permite
mayor eficacia de pre doblado, siendo este el objetivo principal del
equipo.
• Fácil operación.
• Fácil Mantenimiento.
• Bajo ruido.

31
2.3.1.1.3 Desventajas
• Costo
• Proceso de instalación requiere personal calificado.
• Mantenimiento costoso.
2.3.1.2 Alternativa 2: maquina baroladora por motor-reductores
2.3.1.2.1 Descripción
Los motorreductores son elementos mecánicos muy adecuados para el
accionamiento de todo tipo de máquinas y aparatos de uso industrial, que
necesiten reducir su velocidad de una forma eficiente, constante y segura.
Los motorreductores se suministran normalmente acoplando a la unidad reductora
un motor eléctrico normalizado asincrónico tipo jaula de ardilla, totalmente cerrado
y refrigerado por ventilador para conectar a redes trifásicas de 220/440 voltios y
60Hz. Para proteger eléctricamente el motor es indispensable colocar en la
instalación de todo motorreductor un guarda motor que limite la intensidad y un relé
térmico de sobrecarga.
Los valores de las corrientes nominales están grabados en las placas de
identificación del motor. Normalmente los motores empleados responden a la clase
de protecciónIP-44 (Según DIN 40050).
2.3.1.2.2 Ventajas
• Alta eficiencia de la transmisión de potencia del motor.
• Alta regularidad en cuanto a potencia y par transmitidos.
• Poco espacio para el mecanismo.
• Elemento seguro en todos los aspectos, muy protegido
2.3.1.2.3 Desventajas
• Poco espacio para el montaje.
• Demora en el tiempo de instalación y mantenimiento.
• Alta dificultad de acoplamiento.
32
• Alto costo.
2.1. EVALUACIÓN DE ALTERNATIVAS
Una vez realizado el despliegue de cada alternativa, corresponde hacer una
evaluación de las mismas que sirvan de base para la posterior toma de una
decisión.
Para la evaluación de alternativas se realiza por medio del método de criterios
ponderados ya que este nos permite decidir entre diversas soluciones a través de
la evaluación los parámetros de cada propiedad y sin tener que estimar
numéricamente el peso de cada criterio, permitiendo obtener resultados globales
suficientes significativos.8
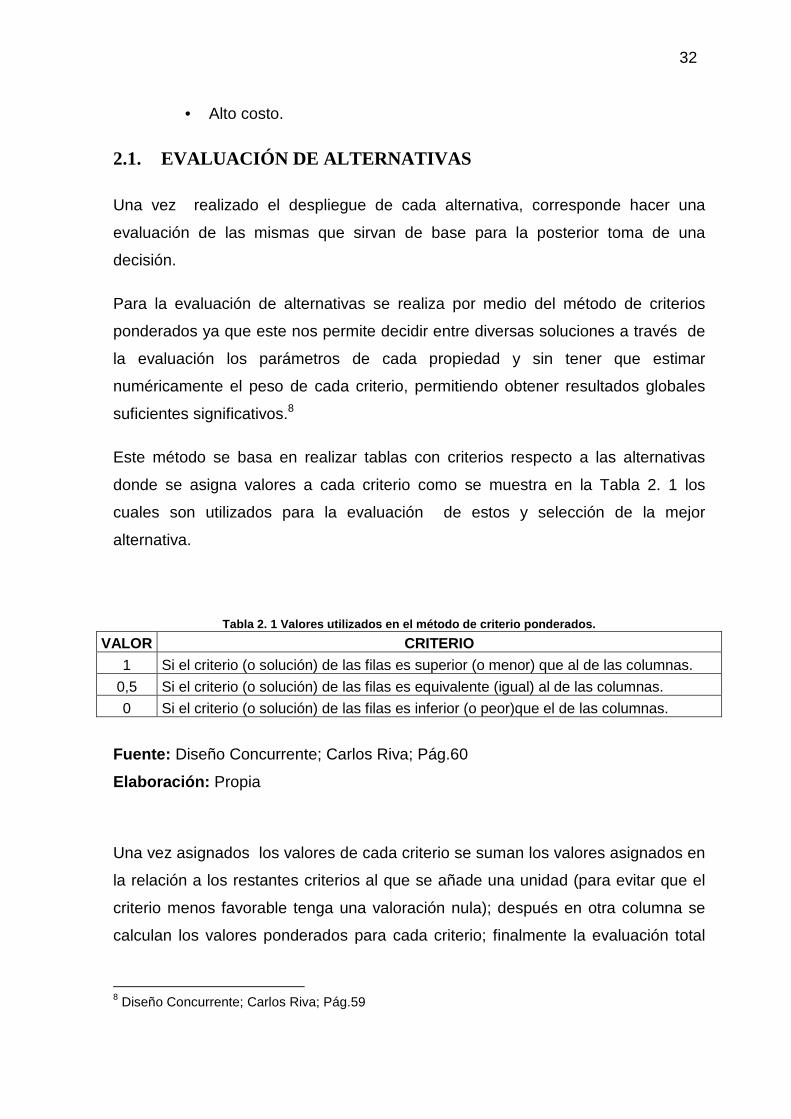
Este método se basa en realizar tablas con criterios respecto a las alternativas
donde se asigna valores a cada criterio como se muestra en la Tabla 2. 1 los
cuales son utilizados para la evaluación de estos y selección de la mejor
alternativa.
Tabla 2. 1 Valores utilizados en el método de crite rio ponderados.
VALOR CRITERIO 1 Si el criterio (o solución) de las filas es superior (o menor) que al de las columnas.
0,5 Si el criterio (o solución) de las filas es equivalente (igual) al de las columnas. 0 Si el criterio (o solución) de las filas es inferior (o peor)que el de las columnas.
Fuente: Diseño Concurrente; Carlos Riva; Pág.60
Elaboración: Propia
Una vez asignados los valores de cada criterio se suman los valores asignados en
la relación a los restantes criterios al que se añade una unidad (para evitar que el
criterio menos favorable tenga una valoración nula); después en otra columna se
calculan los valores ponderados para cada criterio; finalmente la evaluación total
8 Diseño Concurrente; Carlos Riva; Pág.59

33
para cada solución resulta de la suma de productos de los pesos específicos de
cada solución por el peso específico de cada criterio.
Las alternativas a evaluarse para la selección de repotenciación de la máquina
baroladora son las siguientes soluciones presentadas en la Tabla 2-5 donde se
codifican para realizar el estudio de estas.
Tabla 2-5. Codificación de alternativas
Código Solución A Maquina baroladora por cilindros hidráulicos B Maquina baroladora por motor-reductores
Fuente: Propia
Elaboración: Propia
2.2. FACTORES CONSIDERADOS
Para realizar la evaluación de la mejor alternativa se consideran varios criterios
que son importantes para la llegar al objetivo planteado.
Estos criterios se encuentran establecidos en la Tabla 2. 2.
Tabla 2. 2 Criterios a evaluar
Criterio 1 Funcionalidad 2 Tiempo de procesado 3 Versatilidad 4 Facilidad de operación
5 Facilidad de construcción y montaje
6 Facilidad de mantenimiento 7 Bajo costo 8 Seguridad
Fuente: Propia
Elaboración: Propia

34
2.3. SELECCIÓN DE LA ALTERNATIVA POR EL MÉTODO
ORDINAL CORREGIDO DE CRITERIOS PONDERADOS
Se realiza la evaluación del peso específico de cada criterio como se muestra en la
Tabla 2-3.
Funcionalidad > Tiempo de proceso > Versatilidad > Seguridad > Facilidad de
Mantenimiento > Facilidad de operación = Facilidad de construcción y montaje >
Bajo costo.
Tabla 2. 3 Evaluación del peso específico de cada cr iterio.
Criterio
Fun
cion
alid
ad
Tie
mpo
de
proc
eso
Ver
satil
idad
Seg
urid
ad
Fac
ilida
d de
m
ante
nim
ient
o
Fac
ilida
d de
op
erac
ión
F
acili
dad
de
cons
truc
ción
y
mon
taje
Baj
o co
sto
∑∑ ∑∑+1+1 +1+1
Pon
dera
ción
Funcionalidad 1 1 1 1 1 1 1 8 0,24
Tiempo de proceso 0 1 1 1 1 1 1 7 0,21 Versatilidad 0 0 1 1 1 1 1 6 0,18
Seguridad 0 0 0 1 1 1 1 5 0,15 Facilidad de mantenimiento 0 0 0 0 1 1 1 4 0,12
Facilidad de operación 0 0 0 0 0 0,5 1 1,5 0,05
Facilidad de construcción y montaje 0 0 0 0 0 0,5 1 1,5 0,05
Bajo costo 0 0 0 0 0 0 0 0 0
33 1 Fuente: Propia
Elaboración: Propia
Se procede a realizar la evaluación de los pesos específicos de las distintas
soluciones para cada criterio como se presentan en las .
Tabla 2-6; Tabla 2-7; Tabla 2-8; Tabla 2-9; Tabla 2-10; Tabla 2-11; Tabla 2-12;
Tabla 2-13.
Evaluación del peso específico del criterio Funcionalidad .

35
Tabla 2-6. Peso específico evaluado con Funcionalid ad.
Solución A = Solución B Funcionalidad Solución A Solución B ∑∑∑∑+1+1+1+1 Ponderación
Solución A 0,5 1,5 0,5
Solución B 0,5 1,5 0,5 Suma 3 1
Fuente: Propia
Elaboración: Propia
Evaluación del peso específico del criterio Tiempo de proceso .
Tabla 2-7. Peso específico evaluado con Tiempo de pr ocesado.
Solución A > Solución B
Tiempo de proceso Solución A Solución B ∑∑∑∑+1+1+1+1 Ponderación Solución A 1 2 0,67 Solución B 0 1 0,33
Suma 3 1 Fuente: Propia
Elaboración: Propia
Evaluación del peso específico del criterio Versatilidad
Tabla 2-8. Peso específico evaluado con Versatilidad.
Solución A > Solución B Versatilidad Solución A Solución B ∑∑∑∑+1+1+1+1 Ponderación
Solución A 1 2 0,67
Solución B 0 1 0,33
Suma 3 1,00 Fuente: Propia
Elaboración: Propia
Evaluación del peso específico del criterio Seguridad .
Tabla 2-9. Peso específico evaluado con Seguridad.
Solución A = Solución B Seguridad Solución A Solución B ∑∑∑∑+1+1+1+1 Ponderación
Solución A 0,5 1,5 0,5
Solución B 0,5 1,5 0,5
Suma 3 1 Fuente: Propia
Elaboración: Propia

36
Evaluación del peso específico del criterio Facilidad de mantenimiento .
Tabla 2-10. Peso específico evaluado con Facilidad de mantenimiento.
Solución A >Solución B Facilidad de mantenimiento Solución A Solución B ∑∑∑∑+1+1+1+1 Ponderación
Solución A 1 2 0,67
Solución B 0 1 0,33 Suma 3 1,00
Fuente: Propia
Elaboración: Propia
Evaluación del peso específico del criterio Facilidad de operación .
Tabla 2-11. Peso específico evaluado con Facilidad de operación.
Solución A >Solución B Facilidad de operación Solución A Solución B ∑∑∑∑+1+1+1+1 Ponderación
Solución A 1 2 0,67
Solución B 0 1 0,33
Suma 3 1 Fuente: Propia
Elaboración: Propia
Evaluación del peso específico del criterio Facilidad de construcción y montaje .
Tabla 2-12. Peso específico evaluado con Facilidad de construcción y montaje.
Solución A >Solución B
Facilidad de construcción y montaje Solución A Solución B ∑∑∑∑+1+1+1+1 Ponderación
Solución A 1 2 0,67
Solución B 0 1 0,33
Suma 3 1 Fuente: Propia
Elaboración: Propia

37
Evaluación del peso específico del criterio Bajo Costo .
Tabla 2-13. Peso específico evaluado con Bajo costo .
Solución A >Solución B Bajo costo Solución A Solución B ∑∑∑∑+1+1+1+1 Ponderación
Solución A 1 2 0,67
Solución B 0 1 0,33
Suma 3 1 Fuente: Propia
Elaboración: Propia
El cálculo de la tabla de conclusiones se presenta en la Tabla 2-14.
Tabla 2-14. Conclusiones para la selección de la al ternativa.
Conclusión
Fun
cion
alid
ad
Tie
mpo
de
p
roce
so
Ver
satil
idad
Seg
urid
ad
Fac
ilida
d de
m
ante
nim
ient
o
Fac
ilida
d de
o
pera
ción
Fac
ilida
d de
C
onst
rucc
ión
y
mon
taje
Baj
o co
sto
∑∑∑∑
Prio
ridad
Solución A 0,12 0,14 0,12 0,08 0,08 0,03 0,03 0 0,60 1
Solución B 0,12 0,07 0,06 0,08 0,04 0,02 0,02 0 0,40 2
Fuente: Propia
Elaboración: Propia
2.4 RESULTADOS DEL ANÁLISIS DE LA SELECCIÓN DE
ALTERNATIVAS DE CRITERIOS PONDERADOS
En Tabla 2-14 se puede observar que después del análisis realizado por medio del
método de criterios ponderados, la solución A es la que mejor se ajusta a los
criterios de selección por lo que la máquina baroladora por cilindros hidráulicos
cumple con los objetivos de este proyecto.

38
2.5 PROTOCOLO DE PRUEBAS
Antes de dar por finalizado el proceso de repotenciación de la baroladora, se debe
realizar una serie de pasos importantes que afiancen un correcto funcionamiento
de la máquina, para lo cual, se procede a comprobar los siguientes
aspectos:
• Dimensiones generales y peso
• Montaje de la máquina
• Alineación y paralelismo
• Funcionamiento en vacío
• Funcionamiento con carga
2.5.1 VERIFICACIÓN DE DIMENSIONES Y PESO
Es importante verificar que las dimensiones de la máquina satisfagan los
requerimientos del cliente y los establecidos en la fase de diseño, por eso se debe
asegurar que tanto el área que ocupa la máquina como su altura no sobrepasen
los límites máximos prestablecidos; y, además comprobar su peso aproximado.
2.5.2 VERIFICACIÓN DEL MONTAJE DE LA MÁQUINA
Es uno de los factores más importantes, en el que se debe asegurar la correcta
ubicación de los elementos que componen la máquina repotenciada. Además se
debe revisar que los elementos móviles tengan la adecuada lubricación, pintura y
limpieza, los cuales determinarán el tiempo de vida útil.
2.5.3 VERIFICACIÓN DE ALINEACIÓN Y PARALELISMO
Es importante comprobar la alineación y paralelismo de los ejes, poleas, guías y
soportes, asegurando así la transmisión de potencia necesaria para el proceso de
barolado. Además, la estructura principal y secundaria debe ser paralela para
asegurar la estabilidad de la máquina con el piso.
2.5.4 FUNCIONAMIENTO EN VACÍO
Una vez que se han superado los pasos anteriores satisfactoriamente, se procede
a hacer las pruebas en vacío, es decir puesta en marcha de la máquina pero sin
39
carga, esto es muy importante para verificar: el correcto funcionamiento del
sistema de transmisión, la velocidad angular, trabajo normal de cada parte y que
exista el adecuado ajuste de pernos para que no haya ruidos extraños; además,
verificar que no haya fallas de ensamble.
2.5.5 FUNCIONAMIENTO CON CARGA
Posteriormente se debe realiza las pruebas con carga, para ello se utilizan
diferentes tipos de espesores y materiales con los cuales se trabajan en la
empresa, y mediante inspección visual verificar que los materiales estén
correctamente cortados. Con esto se puede determinar si la capacidad es la
correcta y evaluar las características del material troquelado, las cuales deben
satisfacer los deseos de la empresa. Es importante percatarse si las vibraciones
pueden afectar el funcionamiento normal del equipo o si esto es despreciable.
El formato para el protocolo de pruebas debe poseer un membrete en el cual se
señale toda la información necesaria para identificar la prueba de campo realizada
y además se deben registrar firmas de responsabilidad, el cual se observa en el
anexo H
40
CAPÍTULO 3
3. DISEÑO DE LOS ELEMENTOS A SER REPOTENCIADOS
DE LA MÁQUINA
En el capítulo anterior se determinaron los elementos a ser remplazados en la
baroladora, y para diseñarlos se determinan primero las piezas a construirse y los
elementos a seleccionarse. Para ello se deben realizar una serie de iteraciones
que involucran optimización de materiales, costos, fabricación, disponibilidad en el
mercado, etc. De acuerdo a este principio se obtiene la mejor solución tomando en
cuenta que lo más importante es que se cumpla satisfactoriamente con la
funcionalidad del equipo.
Es importante identificar que sistemas están involucrados en la máquina, ya que
de esto depende el enfoque que tenga el diseño.
3.1 CÁLCULO DE LA FUERZA PARA BAROLAR
Un elemento importante para el análisis de la fuerza es la disposición de los
rodillos al momento de barolar, esta disposición permite deformar la chapa
metálica de la manera requerida.
De forma que inicialmente, uno de los rodillos laterales comienza a subir
ejerciendo una fuerza de pre-doblado, deformándolo plásticamente a la chapa
metálica, para luego ser trasladada por los rodillos superior e inferior,
posicionándose así el otro rodillo lateral, que ejerce la misma fuerza de pre-
doblado del inicio, terminando conjuntamente el proceso de barolado.
Tomando en cuenta el proceso, podemos definir a la fuerza de barolado como
aquella que provoca en el material su momento límite, de modo que la fluencia se
desplaza por toda la sección transversal, para finalmente deformar plásticamente a
la chapa metálica.
La disposición de los rodillos puede asemejarse a una viga en voladizo con una
carga ubicada en el extremo.
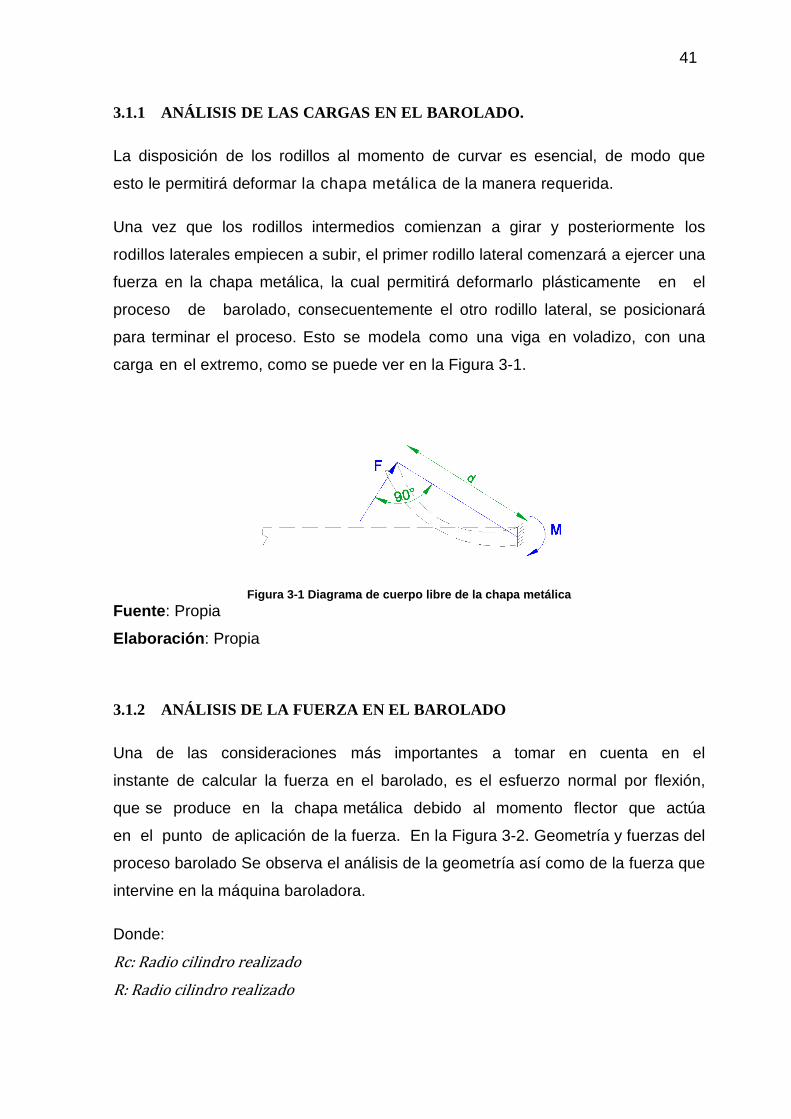
41
3.1.1 ANÁLISIS DE LAS CARGAS EN EL BAROLADO.
La disposición de los rodillos al momento de curvar es esencial, de modo que
esto le permitirá deformar la chapa metálica de la manera requerida.
Una vez que los rodillos intermedios comienzan a girar y posteriormente los
rodillos laterales empiecen a subir, el primer rodillo lateral comenzará a ejercer una
fuerza en la chapa metálica, la cual permitirá deformarlo plásticamente en el
proceso de barolado, consecuentemente el otro rodillo lateral, se posicionará
para terminar el proceso. Esto se modela como una viga en voladizo, con una
carga en el extremo, como se puede ver en la Figura 3-1.
Figura 3-1 Diagrama de cuerpo libre de la chapa met álica Fuente : Propia
Elaboración : Propia
3.1.2 ANÁLISIS DE LA FUERZA EN EL BAROLADO
Una de las consideraciones más importantes a tomar en cuenta en el
instante de calcular la fuerza en el barolado, es el esfuerzo normal por flexión,
que se produce en la chapa metálica debido al momento flector que actúa
en el punto de aplicación de la fuerza. En la Figura 3-2. Geometría y fuerzas del
proceso barolado Se observa el análisis de la geometría así como de la fuerza que
intervine en la máquina baroladora.
Donde: Rc: Radio cilindro realizado R: Radio cilindro realizado
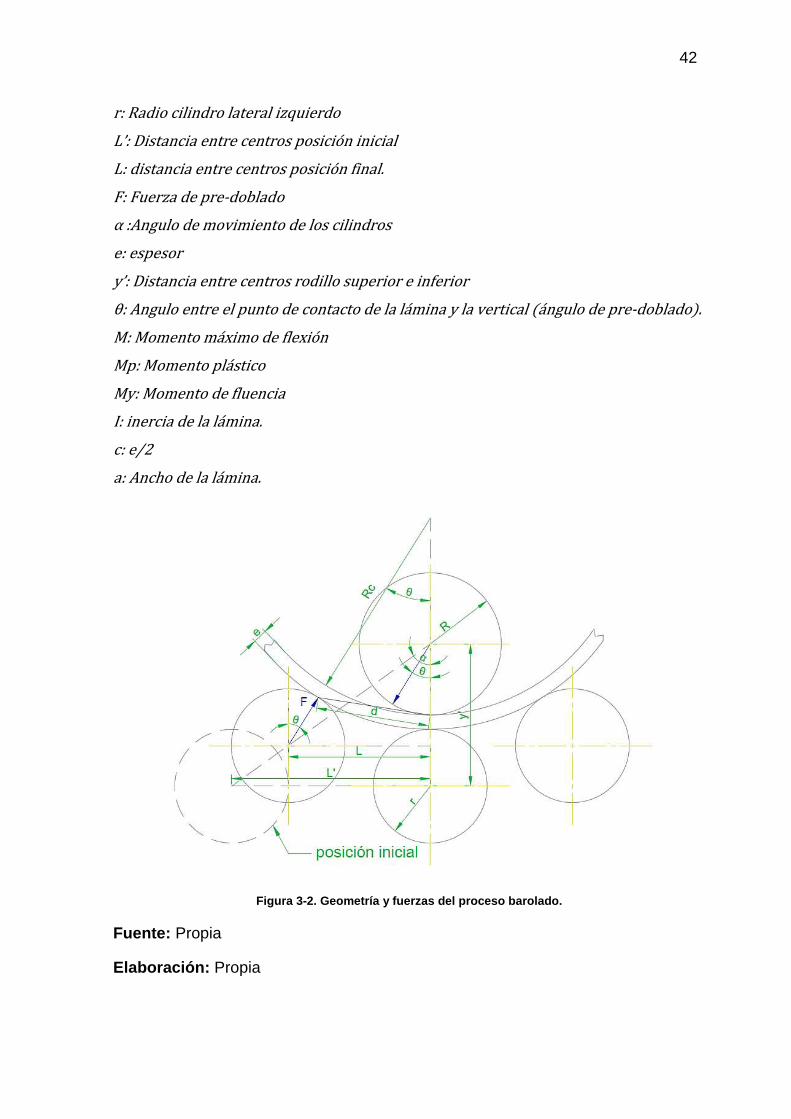
42
r: Radio cilindro lateral izquierdo L’: Distancia entre centros posición inicial L: distancia entre centros posición final. F: Fuerza de pre-doblado α :Angulo de movimiento de los cilindros e: espesor y’: Distancia entre centros rodillo superior e inferior θ: Angulo entre el punto de contacto de la lámina y la vertical (ángulo de pre-doblado). M: Momento máximo de flexión Mp: Momento plástico My: Momento de fluencia I: inercia de la lámina. c: e/2 a: Ancho de la lámina.
Figura 3-2. Geometría y fuerzas del proceso barolad o.
Fuente: Propia
Elaboración: Propia

43
En la Figura 3-3. Geometría de la chapa metálica, rodillo lateral inferior y la línea de
simetría, se puede apreciar la distancia d, que es la máxima distancia que puede
llegar a moverse el rodillo lateral inferior, para ejercer una fuerza que provoca la
deformación plástica de la chapa metálica.
Figura 3-3. Geometría de la chapa metálica, rodillo lateral inferior y la línea de simetría
Fuente: Propia
Elaboración: Propia
De la Figura 3-3. Geometría de la chapa metálica, rodillo lateral inferior y la línea
de simetría, se obtiene las siguientes relaciones geométricas y trigonométricas,
para obtener la distancia d, que es la distancia entre el rodillo lateral y el rodillo
intermedio superior; posición en la cual la chapa metálica se deforma
plásticamente.
sin , - ./ (Ec. 3.1)
cos , - 34 (Ec. 3.2)
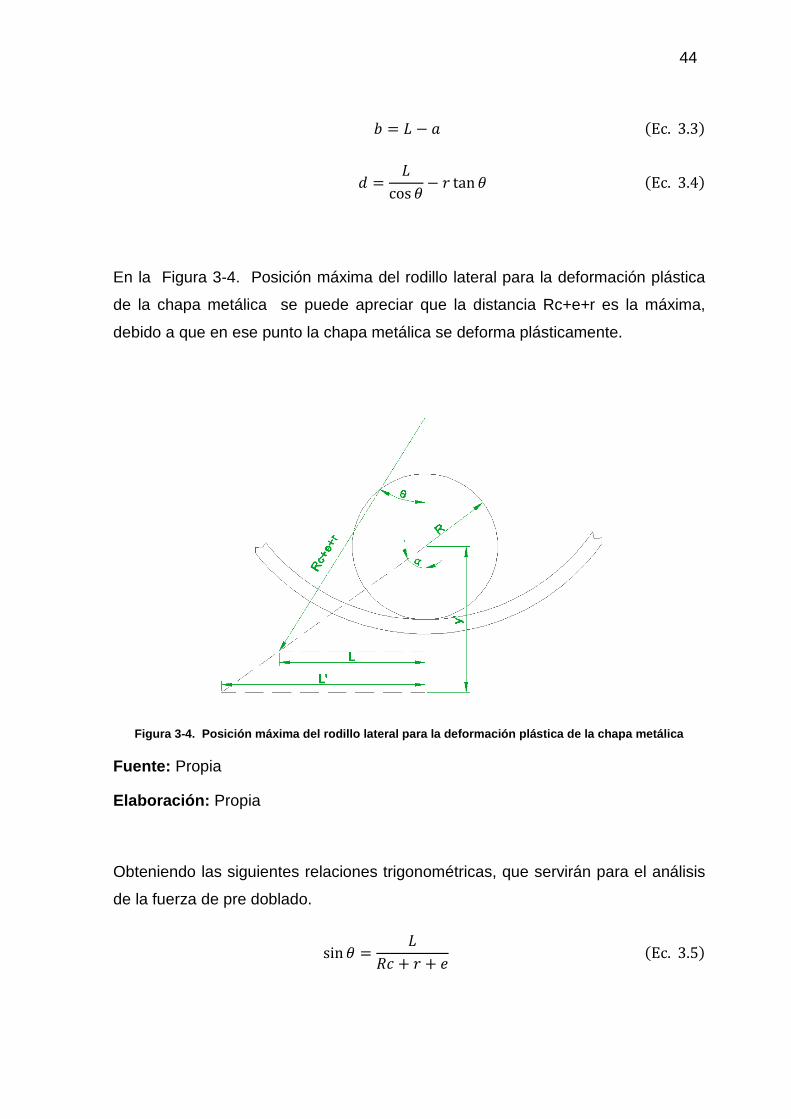
44
3 - 5 6 . (Ec. 3.3)
4 - 5cos , 6 / tan , (Ec. 3.4)
En la Figura 3-4. Posición máxima del rodillo lateral para la deformación plástica
de la chapa metálica se puede apreciar que la distancia Rc+e+r es la máxima,
debido a que en ese punto la chapa metálica se deforma plásticamente.
Figura 3-4. Posición máxima del rodillo lateral par a la deformación plástica de la chapa metálica
Fuente: Propia
Elaboración: Propia
Obteniendo las siguientes relaciones trigonométricas, que servirán para el análisis
de la fuerza de pre doblado.
sin , - 589 : / : ; (Ec. 3.5)

45
tan =- 5>?> (Ec. 3.6)
sin =- 58 : / : ; (Ec. 3.7)
De la (Ec. 3.6) se obtiene el ángulo de movimiento de los rodillos, para
reemplazarlo en la ecuación (Ec. 3.7) y obtener la distancia entre centros de los
rodillos posición final. De esa forma se obtiene el ángulo de pre doblado en la
ecuación (Ec. 3.5).
Luego del análisis geométrico y trigonométrico, como se puede observar en el
análisis de las figuras Figura 3-3. Geometría de la chapa metálica, rodillo lateral
inferior y la línea de simetría y Figura 3-4. Posición máxima del rodillo lateral para
la deformación plástica de la chapa metálica el momento máximo de flexión es:
B - C D 4 (Ec. 3.8)
Reemplazando la (Ec. 3.4) en la (Ec. 3.8), se tiene:
B - C F 5cos , 6 / tan ,G (Ec. 3.9)
El momento plástico es:
BI - 32 B? (Ec. 3.10)9
El momento de fluencia es:
B? - K? D L9 (Ec. 3.11)
El momento plástico se iguala al momento máximo de flexión, para que ocurra una
deformación completamente plástica.
9 BEER, F: Mecánica de Materiales: Editorial Mc Graw-Hill 4ta Edición: Pag. 247.

46
BI - B (Ec. 3.12)
Al reemplazar la ecuación (Ec. 3.8) en la ecuación (Ec. 3.4), se obtiene el
momento plástico y se iguala con el momento máximo flector como se indica en la
ecuación (Ec. 3.12), de la ecuación (Ec. 3.12) se despeja la fuerza necesaria para
producir el pre doblado como se indica en la ecuación (Ec. 3.13).
C - 18 M K? D . D 9N D cos ,5 6 / D cos , D tan ,O (Ec. 3.13)
Todos estos cálculos se pueden resumir en la siguiente tabla, la cual se realiza en
el programa Microsoft Excel 2010.
Tabla 3-1. Cálculos de la fuerza y potencia de baro lado
Datos Incógnitas L' (mm) 385 α (Deg) 51,086 y' (mm) 311,1 L (mm) 122,12 R (mm) 62 θ (Deg) 14,652 r (mm) 89 F (N) 26224
Rc (mm) 388 Fx(N) 6630,2 e (mm) 6 Fr(N) 1442,9
Sy (Mpa) 250 Pot 187,27 a (mm) 1200 Pot1(Hp) 2,6663 c (mm) 3 Pot2(Hp) 5,8754 Rpm 10
Fuente: Propia
Elaboración: Propia
3.2 CÁLCULOS DEL SISTEMA DE TRASMISION DE POTENCIA
El accionamiento por medio de cadena de rodillos, constituye un sólido y seguro
sistema de trasmisión de la energía mecánica. Para obtener un resultado óptimo
de la transmisión de este tipo, es fundamental seleccionar correctamente la
cadena.
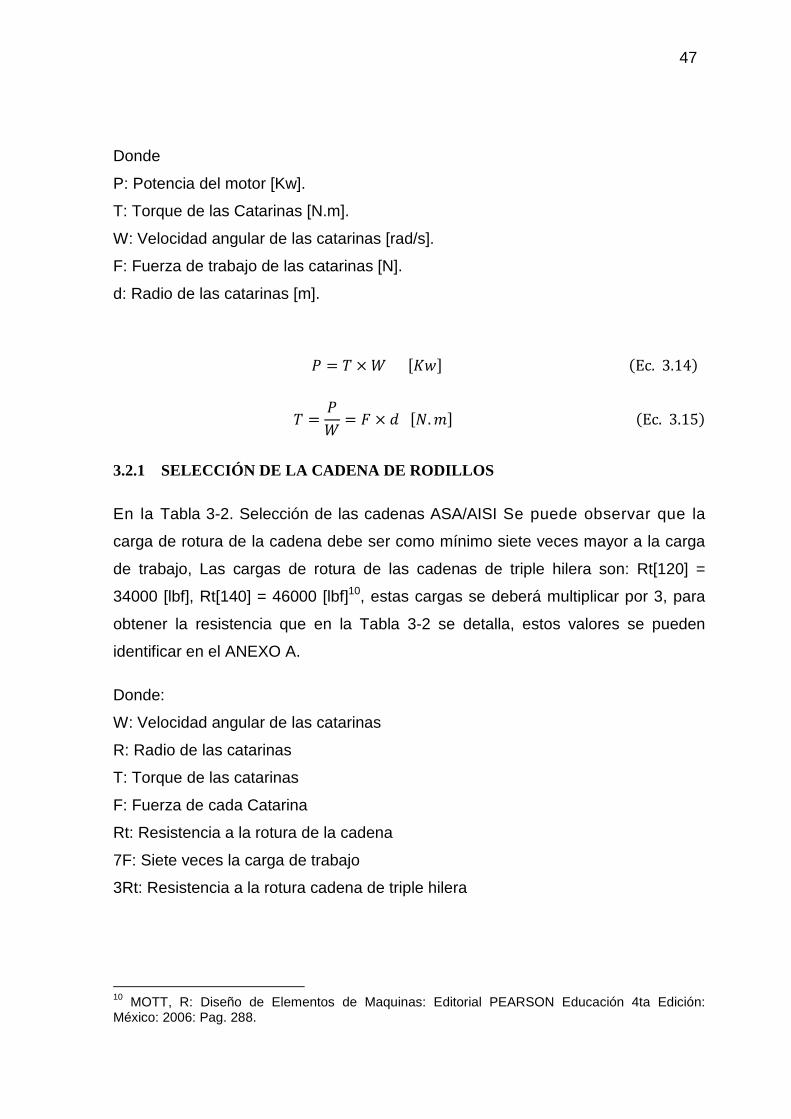
47
Donde
P: Potencia del motor [Kw].
T: Torque de las Catarinas [N.m].
W: Velocidad angular de las catarinas [rad/s].
F: Fuerza de trabajo de las catarinas [N].
d: Radio de las catarinas [m].
P - Q D R STUV (Ec. 3.14) Q - PR - C D 4 SW. XV (Ec. 3.15)
3.2.1 SELECCIÓN DE LA CADENA DE RODILLOS
En la Tabla 3-2. Selección de las cadenas ASA/AISI Se puede observar que la
carga de rotura de la cadena debe ser como mínimo siete veces mayor a la carga
de trabajo, Las cargas de rotura de las cadenas de triple hilera son: Rt[120] =
34000 [lbf], Rt[140] = 46000 [lbf]10, estas cargas se deberá multiplicar por 3, para
obtener la resistencia que en la Tabla 3-2 se detalla, estos valores se pueden
identificar en el ANEXO A.
Donde:
W: Velocidad angular de las catarinas
R: Radio de las catarinas
T: Torque de las catarinas
F: Fuerza de cada Catarina
Rt: Resistencia a la rotura de la cadena
7F: Siete veces la carga de trabajo
3Rt: Resistencia a la rotura cadena de triple hilera
10 MOTT, R: Diseño de Elementos de Maquinas: Editorial PEARSON Educación 4ta Edición: México: 2006: Pag. 288.
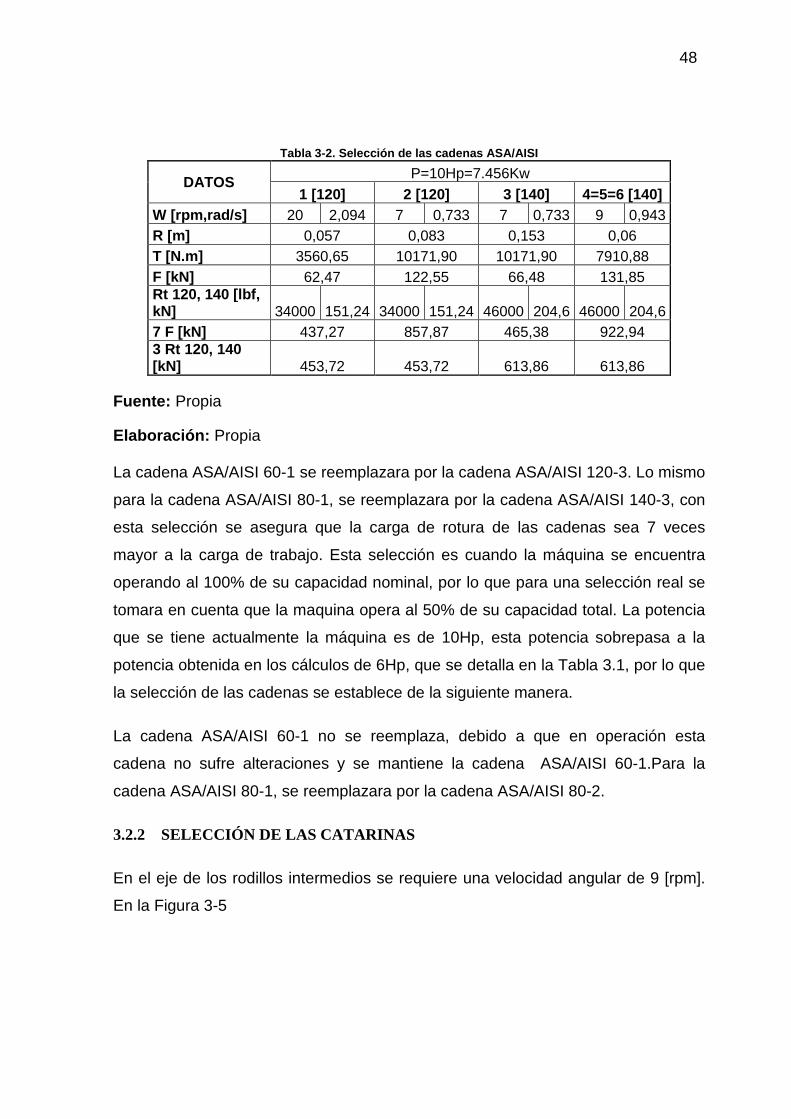
48
Tabla 3-2. Selección de las cadenas ASA/AISI
DATOS P=10Hp=7.456Kw 1 [120] 2 [120] 3 [140] 4=5=6 [140]
W [rpm,rad/s] 20 2,094 7 0,733 7 0,733 9 0,943 R [m] 0,057 0,083 0,153 0,06 T [N.m] 3560,65 10171,90 10171,90 7910,88 F [kN] 62,47 122,55 66,48 131,85 Rt 120, 140 [lbf, kN] 34000 151,24 34000 151,24 46000 204,6 46000 204,6 7 F [kN] 437,27 857,87 465,38 922,94 3 Rt 120, 140 [kN] 453,72 453,72 613,86 613,86
Fuente: Propia
Elaboración: Propia La cadena ASA/AISI 60-1 se reemplazara por la cadena ASA/AISI 120-3. Lo mismo
para la cadena ASA/AISI 80-1, se reemplazara por la cadena ASA/AISI 140-3, con
esta selección se asegura que la carga de rotura de las cadenas sea 7 veces
mayor a la carga de trabajo. Esta selección es cuando la máquina se encuentra
operando al 100% de su capacidad nominal, por lo que para una selección real se
tomara en cuenta que la maquina opera al 50% de su capacidad total. La potencia
que se tiene actualmente la máquina es de 10Hp, esta potencia sobrepasa a la
potencia obtenida en los cálculos de 6Hp, que se detalla en la Tabla 3.1, por lo que
la selección de las cadenas se establece de la siguiente manera.
La cadena ASA/AISI 60-1 no se reemplaza, debido a que en operación esta
cadena no sufre alteraciones y se mantiene la cadena ASA/AISI 60-1.Para la
cadena ASA/AISI 80-1, se reemplazara por la cadena ASA/AISI 80-2.
3.2.2 SELECCIÓN DE LAS CATARINAS
En el eje de los rodillos intermedios se requiere una velocidad angular de 9 [rpm].
En la Figura 3-5
49
Figura 3-5. Disposición de las catarinas
Fuente: Propia
Elaboración: Propia
Se sabe que la velocidad que entrega el eje del motor es 1745 [rpm], esto al dividir
para las rpm del reducto se obtiene la relación de trasmisión.
Y - Z;[\9]4.4^_`_aXabcde`_a (Ec. 3.16)
Y - 1745 S/IXV20 S/IXV - 87.2 (Ec. 3.17)
La velocidad angular de las catarinas ubicadas en el eje del motorreductor es:
Yf - 20 S/IXV Entonces se debe seleccionar las catarinas con un número de dientes adecuado,
teniendo en cuenta la limitación de espacio para su montaje, la disponibilidad en el
mercado y también su precio. Por lo tanto los números de dientes para una primera
aproximación de las catarinas seleccionadas son:
gf - 14
gN - 40

50
gh - 20
gi - 15
A continuación se determina las velocidades angulares de las ruedas 1 y 2:
YfYN - gNgf (Ec. 3.18)11
YN - 7 S/IXV YNYh - ghgN (Ec. 3.19)
Yh - 20 S/IXV La velocidad angular en la rueda 3 es 20 [rpm] y en la rueda 4, 5, 6 es de 9 [rpm],
lo cual es aproximado a las velocidades requeridas. Por lo tanto los códigos de las
catarinas seleccionadas son:
Catarina 1: 120 3B 11
jf - 5.9 SIk[lV - 152.4 SXXV
Catarina 2: 120 3B 12
jN - 6.49 SIk[lV - 165 SXXV Catarina 3: 140 3B 20
jh - 12.09 SIk[lV - 307.3 SXXV Catarina 4, 5, 6: 140 3B – 11
ji,n,o - 7.01 SIk[lV - 178.1 SXXV
11 Manual de Diseño Mecánico; Joseph Edward Shigley; 1989
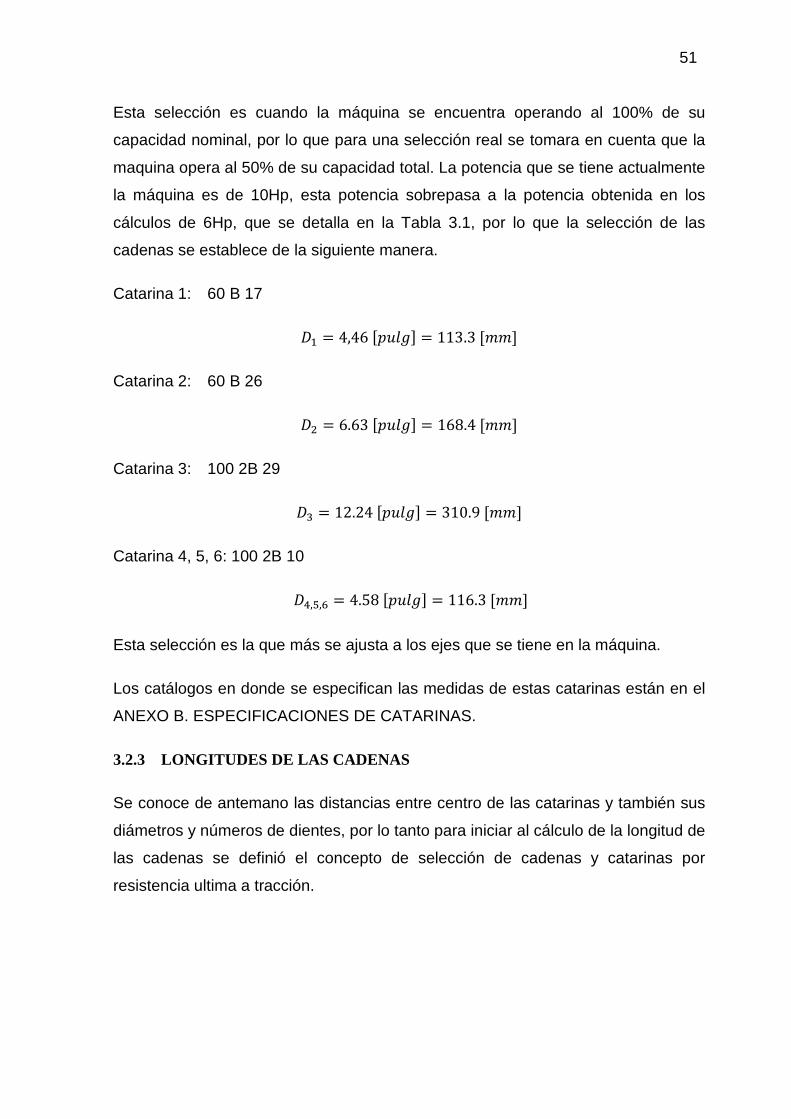
51
Esta selección es cuando la máquina se encuentra operando al 100% de su
capacidad nominal, por lo que para una selección real se tomara en cuenta que la
maquina opera al 50% de su capacidad total. La potencia que se tiene actualmente
la máquina es de 10Hp, esta potencia sobrepasa a la potencia obtenida en los
cálculos de 6Hp, que se detalla en la Tabla 3.1, por lo que la selección de las
cadenas se establece de la siguiente manera.
Catarina 1: 60 B 17
jf - 4,46 SIk[lV - 113.3 SXXV Catarina 2: 60 B 26
jN - 6.63 SIk[lV - 168.4 SXXV Catarina 3: 100 2B 29
jh - 12.24 SIk[lV - 310.9 SXXV Catarina 4, 5, 6: 100 2B 10
ji,n,o - 4.58 SIk[lV - 116.3 SXXV Esta selección es la que más se ajusta a los ejes que se tiene en la máquina.
Los catálogos en donde se especifican las medidas de estas catarinas están en el
ANEXO B. ESPECIFICACIONES DE CATARINAS.
3.2.3 LONGITUDES DE LAS CADENAS
Se conoce de antemano las distancias entre centro de las catarinas y también sus
diámetros y números de dientes, por lo tanto para iniciar al cálculo de la longitud de
las cadenas se definió el concepto de selección de cadenas y catarinas por
resistencia ultima a tracción.

52
3.2.3.1 Cadena que transmite movimiento de catarina 1 a 212
La selección de la longitud de la cadena se establece con las siguientes
ecuaciones. Estos valores se pueden identificar en el anexo B.
5 - 2p : WN : Wf2 : (WN 6 Wf)N4 D qN D p (Ec. 3.20)
p - 14 r5 6 WN : Wf2 : st5 6 WN : Wf2 uN 6 8(WN 6 Wf)4 D qN v (Ec. 3.21)
Donde: 5 - [\Yl]wk4 4; [. 9.4;Y. I - I.x\ 4; [. 9.4;Y. - 0.75SP[lV p - 4]xw.Y9]. ;Yw/; 9;Yw/\x - SI[l 6 9XV Wf - YúX;/\ 4; 4];Yw;x 4; [. /k;4. X;Y\/ - 17 WN - YúX;/\ 4; 4];Yw;x 4; [. /k;4. X.?\/ - 26
Tabla 3-3. Longitud de la cadena que trasmite poten cia de la Catarina 1 a 2 Datos Incógnitas C pasos recomendados 30-50 40 L (in-cm) 76 192,4 N1 17 C (in-cm) 20,32 51,6 N2 26 D1 (in-cm) 4,08 10,4 P paso cadena 0,75 D2 (in-cm) 6,23 15,8 θ1 (deg) 174 θ2 (deg) 186
Fuente: Propia
Elaboración: Propia
Luego del cálculo anterior se puede graficar todos los parámetros, como se
muestra en la Figura 3-6.
12 MOTT, R: Diseño de Elementos de Maquinas: Editorial PEARSON Educación 4ta Edición: México: 2006: Pag. 288.
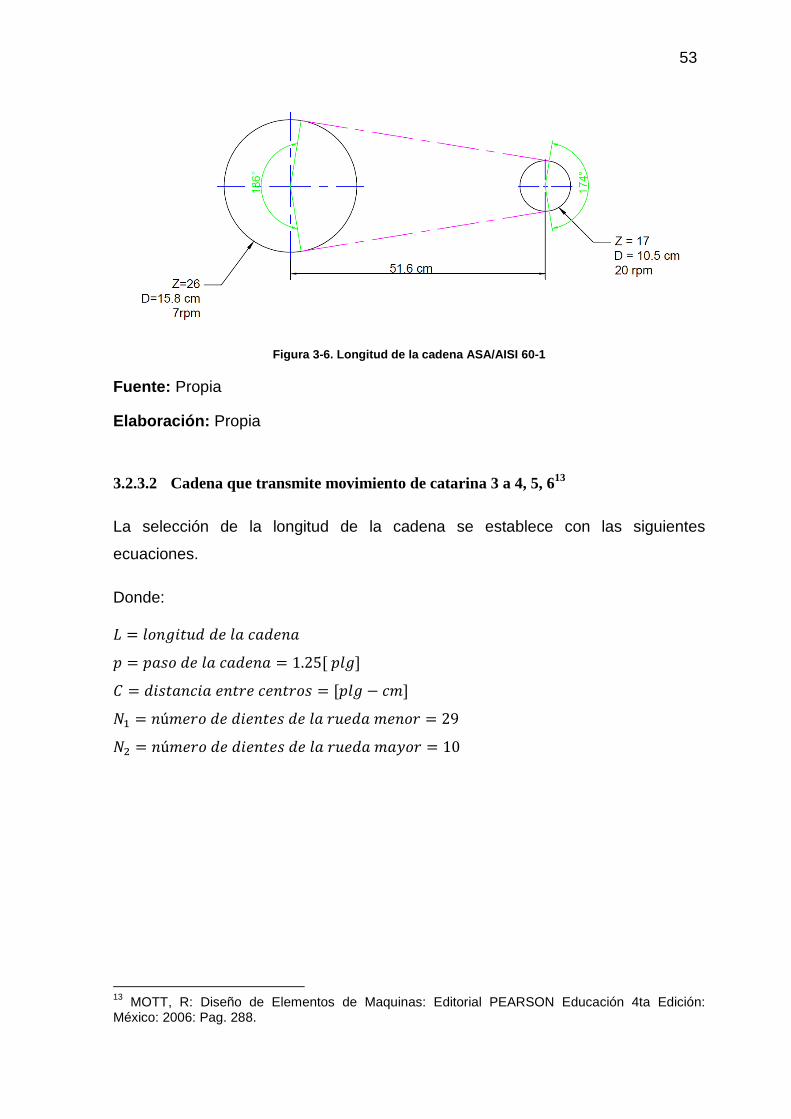
53
Figura 3-6. Longitud de la cadena ASA/AISI 60-1
Fuente: Propia
Elaboración: Propia
3.2.3.2 Cadena que transmite movimiento de catarina 3 a 4, 5, 613
La selección de la longitud de la cadena se establece con las siguientes
ecuaciones.
Donde:
5 - [\Yl]wk4 4; [. 9.4;Y. I - I.x\ 4; [. 9.4;Y. - 1.25S I[lV p - 4]xw.Y9]. ;Yw/; 9;Yw/\x - SI[l 6 9XV Wf - YúX;/\ 4; 4];Yw;x 4; [. /k;4. X;Y\/ - 29 WN - YúX;/\ 4; 4];Yw;x 4; [. /k;4. X.?\/ - 10
13 MOTT, R: Diseño de Elementos de Maquinas: Editorial PEARSON Educación 4ta Edición: México: 2006: Pag. 288.
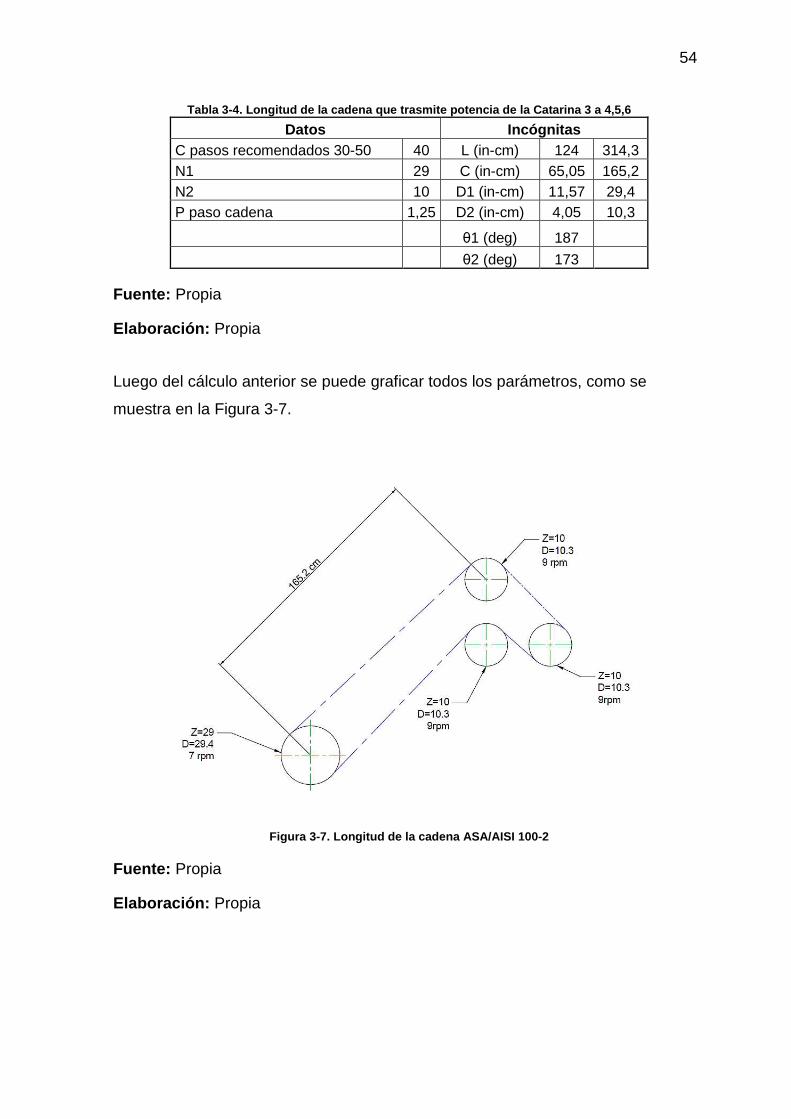
54
Tabla 3-4. Longitud de la cadena que trasmite poten cia de la Catarina 3 a 4,5,6
Datos Incógnitas C pasos recomendados 30-50 40 L (in-cm) 124 314,3 N1 29 C (in-cm) 65,05 165,2 N2 10 D1 (in-cm) 11,57 29,4 P paso cadena 1,25 D2 (in-cm) 4,05 10,3
θ1 (deg) 187 θ2 (deg) 173
Fuente: Propia
Elaboración: Propia
Luego del cálculo anterior se puede graficar todos los parámetros, como se
muestra en la Figura 3-7.
Figura 3-7. Longitud de la cadena ASA/AISI 100-2
Fuente: Propia
Elaboración: Propia
55
3.3 CÁLCULOS DE LOS ELEMENTOS BAROLADORES
3.3.1 RODILLO BAROLADOR
El análisis estático de las fuerzas que intervienen en el proceso de barolado parte
del pre doblado de la lámina donde se necesita una fuerza de barolado (Fb) como
se indica en la figura 3.2 capaz de generar el momento límite o deformación
permanente de la lámina con la curvatura deseada de acuerdo al desplazamiento
del rodillo barolador, esta fuerza actúa con un ángulo de 60º respecto a la
horizontal debido a que es una baroladora tipo Pinch.
Además de esta fuerza existe el rozamiento (Fr) como se indica en la Figura 3-8
entre el material y el rodillo de barolado, el cual es perpendicular a la fuerza de
barolado.
Figura 3-8 Fuerza de barolado y rozamiento en el pr e doblado
Fuente: Propia
Elaboración: Propia
A continuación se realiza el diagrama de cuerpo libre de la lámina a barolar donde
se encuentran las reacciones Fm, Fa ejercidas sobre la lámina, junto con el
momento límite producto del empotramiento, y la descomposición de la fuerza de
barolado y la fuerza de rozamiento en sus componentes x e y como se indica en la
Figura 3-9
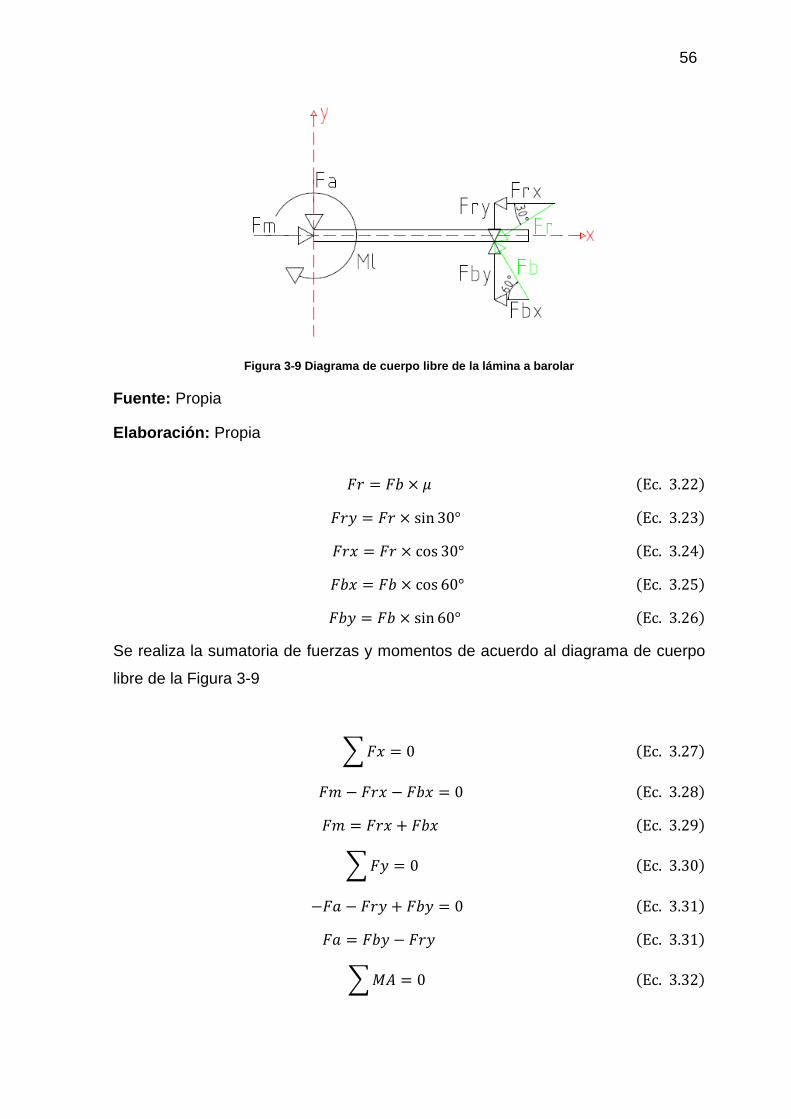
56
Figura 3-9 Diagrama de cuerpo libre de la lámina a barolar
Fuente: Propia
Elaboración: Propia
C/ - C3 D z (Ec. 3.22)
C/? - C/ D sin 30° (Ec. 3.23)
C/| - C/ D cos 30° (Ec. 3.24)
C3| - C3 D cos 60° (Ec. 3.25)
C3? - C3 D sin 60° (Ec. 3.26)
Se realiza la sumatoria de fuerzas y momentos de acuerdo al diagrama de cuerpo
libre de la Figura 3-9
} C| - 0 (Ec. 3.27)
CX 6 C/| 6 C3| - 0 (Ec. 3.28)
CX - C/| : C3| (Ec. 3.29)
} C? - 0 (Ec. 3.30)
6C. 6 C/? : C3? - 0 (Ec. 3.31)
C. - C3? 6 C/? (Ec. 3.31)
} B~ - 0 (Ec. 3.32)
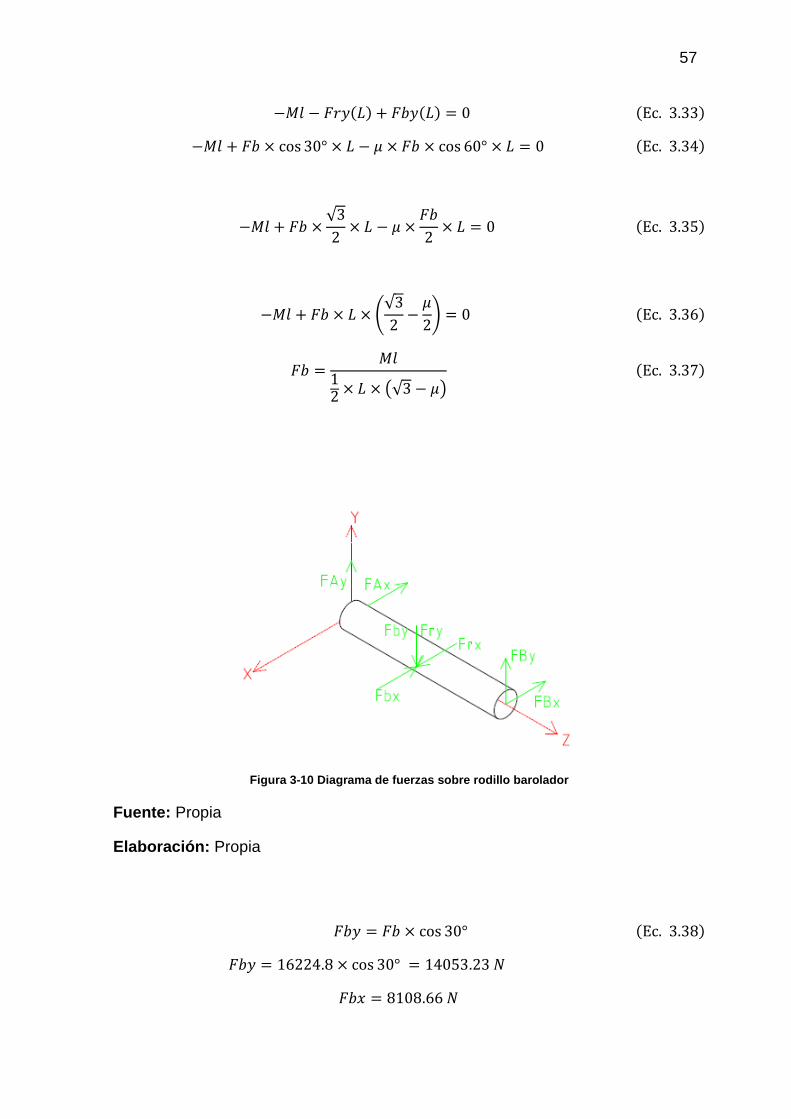
57
6B[ 6 C/?(5) : C3?(5) - 0 (Ec. 3.33)
6B[ : C3 D cos 30° D 5 6 z D C3 D cos 60° D 5 - 0 (Ec. 3.34)
6B[ : C3 D √32 D 5 6 z D C32 D 5 - 0 (Ec. 3.35)
6B[ : C3 D 5 D M√32 6 z2O - 0 (Ec. 3.36)
C3 - B[12 D 5 D �√3 6 z� (Ec. 3.37)
Figura 3-10 Diagrama de fuerzas sobre rodillo barol ador
Fuente: Propia
Elaboración: Propia
C3? - C3 D cos 30° (Ec. 3.38)
C3? - 16224.8 D cos 30° - 14053.23 W C3| - 8108.66 W

58
C/? - C/ D cos 60° C/| - 10394.61 W
} Bg~ - 0 6C/? D (724) 6 C3? D (724) : C�? D (1418) - 0
C�? - 138492 W - C~? } B�~ - 0
6C3| D 724 6 C/| D (724) 6 C�� D (1418) - 0 C�| - 15786.92 W - C~|
3.3.2 RODILLO SUPERIOR E INFERIOR
Ahora se analiza el rodillo superior e inferior siguiendo el mismo procedimiento del
rodillo barolador. Tanto el rodillo superior como inferior están sometidos a las
mismas fuerzas por lo que el análisis y diseño se hará solo para el rodillo inferior.
Figura 3-11 Diagrama de fuerzas sobre rodillo infer ior
Fuente: Propia
Elaboración: Propia
59
} Bg~ - 0 6C�? D (1418) : C. D (724) - 0
C�? - 1384.92 W } C? - 0
6C~? 6 C�? : C. - 0 C~? - 6C�? : C. C~? - 1384.92 W
} C� - 0 CX 6 C~| 6 C�| - 0
CX - C~| : C�| C~| - C�|
C~| - CX2 C~| - 15786.92 W C�| - 15786.92 W
BX.| ? 6 | - C. D 7241000 - 3098.4 W QX.| - 481 W 6 X
Combinacion de esfuerzos (flexion y torsion)
� - B max ? 6 | D pL L - q D (4i 6 4]i)64 L - 1.27� 6 0.5 Xi
� - B max ? 6 | D pL

60
� - Q D /� � - q32 D (0.09i 6 0.074i)
� - 3497� 6 9 Xi Sut del matertial de los rodillos Sut=415 Mpa
�> - ��|N : 3�|?N (Ec 3.39) �� - 87.44 WXN
Y - 41587.44 Y - 4.74
Establecido los valores de los momentos, torques, esfuerzos y factores de
seguridad se compara los valores como se indica en la tabla , para encontrar el
rodillo más crítico y tomar a ese como referencia para obtener un diseño
conservador.
Tabla 3-5 Selección del rodillo critico
Fuente: Propia
Elaboración: Propia
Como se puede observar el rodillo barolador es el más crítico al combinar
esfuerzos.
Rodillos
superior
Rodillo
inferior
Rodillo
barolador
Mmax 115 115 309844
σ 86,77 Mn/m2 86,77 Mn/m3 150,41 MN/m4
Tmax 481,95 N-m 481,95 N-m 312,57 N-m
τ 6201815,84 N/m2 6201815,84 N/m2 4022204,74 N/m2
87,44 Mpa 87,44 Mpa 175,09 Mpa
n 4,74 4,74 2,37
σ'= ��� : �����

61
Una vez comprobado que los rodillos no fallan por cargas estáticas, se analiza a la
fatiga14, ya que los rodillos experimentan cargas fluctuantes generando tensión y
compresión por cada revolución que ejercen.
Kkw - 60.19 �x] - 415 BP. (Ec. 3.40)
K; - 0.5(Kkw) - 0.5(60.19) - 30.09 Tx] - 207.5 BP.
� - 0.90
. - � D KkwNK; - 108.36 Tx] 3 - 6 13 D [\l t� D KkwK; u - 60.0851
K� - . D W�
Donde
K� - �.
�. - 175.09 BI. ( p\X3]Y.9]\Y 4; ;x�k;/�\x 4;[ /\4][[\ 3./\[.4\/, Tabla 3 5 6 5)
W - .[ YúX;/\ 4; 9]9[\x \ �]4. 4;[ ;[;X;Yw\
6.91 factor de conversión de Mpa a Ksi
W - ��.. �f/� - F 175.096.91|108.36Gf/��.��nf
W - 2.65|10�9]9[\x
Vida planteada en el diseño 10 .ñ\x - 6.55|10o9]9[\x
Los rodillos resisten a la fatiga y cumplen con los siclos de vida propuesta
3.3.3 DISEÑO DE COJINETES
Los cojinetes que se usarán deben ser compactos debido al poco espacio que se
tiene dentro de las placas de soporte. Por eso se pensará en un diseño de
cojinetes de superficie plana también conocidos como bocines.
Para el diseño de los cojinetes se analizarán dos tipos de carga, en los rodillos
superior e inferior se utilizará la carga Fa (fuerza de aplastamiento) y para el rodillo
barolador se utilizará la carga Fb (fuerza de barolado).
14 SHIGLEY, Diseño en ingeniería mecánica, pp. 265-278

62
3.3.3.1 Cojinetes con carga Fa
Se establecen las dimensiones principales para la comprobación de la resistencia 15
del diseño.
L=30mm
D=45mm
La carga vertical (Fa) se distribuye en sus dos apoyos (cojinetes) obteniendo el
siguiente análisis de fuerzas sobre cada bocín.
Donde
C9 - C.2 C9 - 4655.82 - 2327.94 W
Figura 3-12 Diagrama de fuerzas en cojinetes con ca rga Fa
Fuente: Propia
Elaboración: Propia
La Tabla 3-6, se utiliza para el diseño de cojinetes.
15 MOTT, ROBERT L, Diseño de elementos de máquinas, pp 668-671
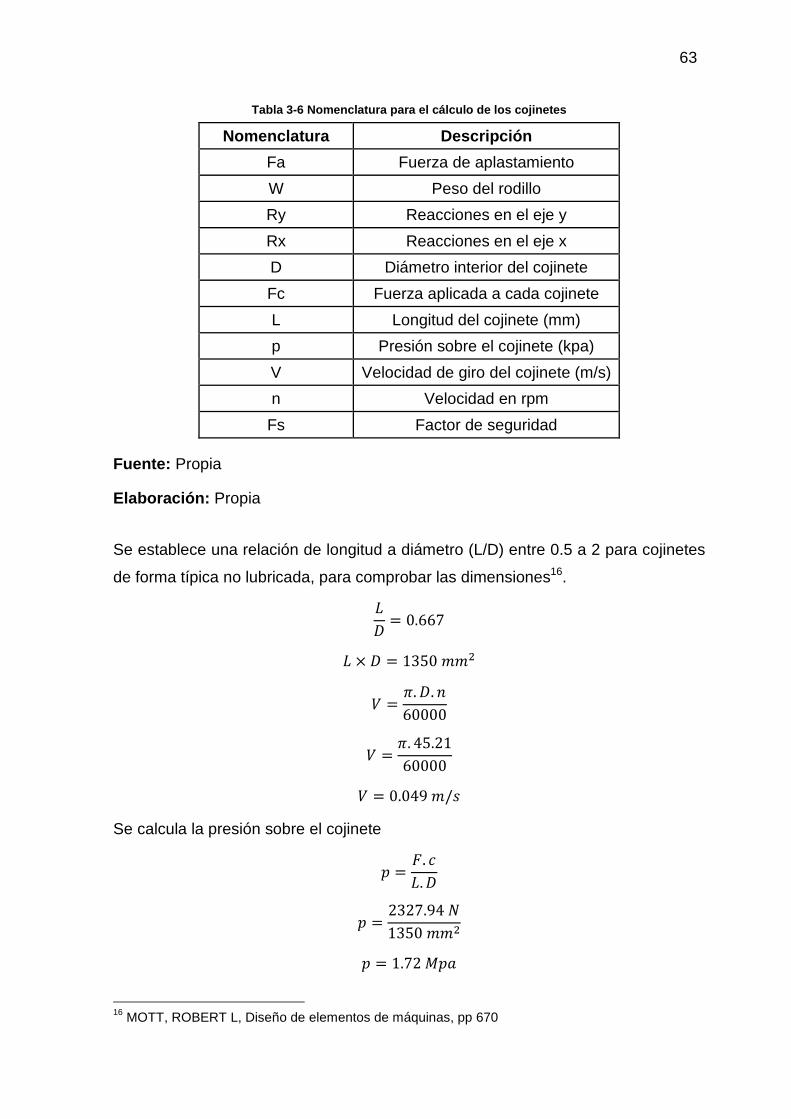
63
Tabla 3-6 Nomenclatura para el cálculo de los cojin etes
Nomenclatura Descripción
Fa Fuerza de aplastamiento
W Peso del rodillo
Ry Reacciones en el eje y
Rx Reacciones en el eje x
D Diámetro interior del cojinete
Fc Fuerza aplicada a cada cojinete
L Longitud del cojinete (mm)
p Presión sobre el cojinete (kpa)
V Velocidad de giro del cojinete (m/s)
n Velocidad en rpm
Fs Factor de seguridad
Fuente: Propia
Elaboración: Propia
Se establece una relación de longitud a diámetro (L/D) entre 0.5 a 2 para cojinetes
de forma típica no lubricada, para comprobar las dimensiones16.
5j - 0.667
5 D j - 1350 XXN
Z - q. j. Y60000
Z - q. 45.2160000
Z - 0.049 X/x
Se calcula la presión sobre el cojinete
I - C. 95. j
I - 2327.94 W1350 XXN
I - 1.72 BI.
16 MOTT, ROBERT L, Diseño de elementos de máquinas, pp 670

64
Transformando esto a kPa
I - 1724 �P.
IZ - (1724�P.) D (0.049X/x)
IZ - 84.49 �P.. X/x
Se compara este valor con pV del bronce SAE 65, un material para fabricar
rodamientos planos que tiene un pv de 350 kPa.m/s, lo que garantiza la resistencia
al aplastamiento y la abrasión, al utilizar este material se tiene un factor de
seguridad de :
Cx - 35089.62 - 3.9
3.3.3.2 Cojinetes con carga Fb
Se establecen las mismas dimensiones de los cojinetes con carga Fa para los
cojinetes con carga Fb y se realiza el mismo procedimiento de análisis.
L=30mm
D=45mm
La carga inclinada Fb se distribuye en sus dos apoyos ( cojinetes) obteniendo el
siguiente análisis de fuerzas sobre cada bocin.
Donde
C9 - C32 C9 - 93872 - 4693.5 W

65
Figura 3-13 Diagrama de fuerzas en cojinetes con ca rga Fb
Fuente: Propia
Elaboración: Propia
5j - 0.667
5 D j - 1350 XXN
Z - q. j. Y60000
Z - q. 45.2160000
Z - 0.049 X/x
Se calcula la presión sobre el cojinete
I - C. 95. j
I - 4693.5 W1350 XXN
I - 3.47 BI.
Transformando esto a kPa
I - 3476 �P.
IZ - (3476 �P.) D (0.049X/x)
IZ - 170.35 �P.. X/x
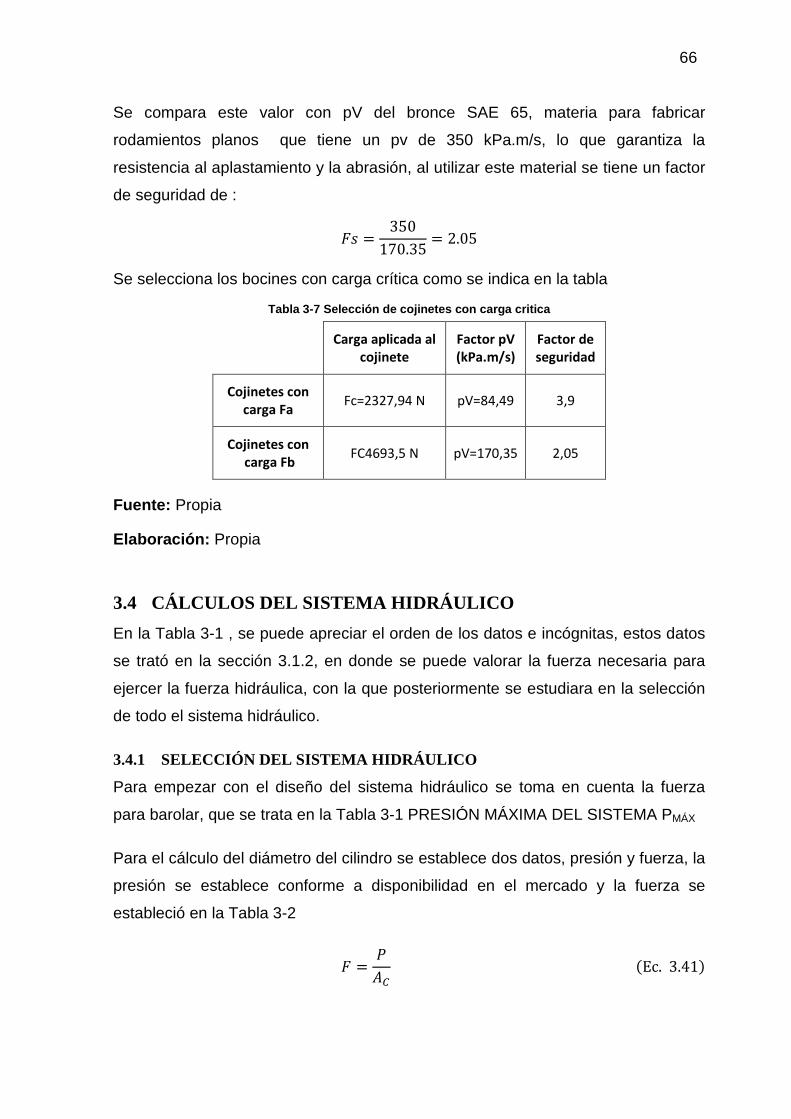
66
Se compara este valor con pV del bronce SAE 65, materia para fabricar
rodamientos planos que tiene un pv de 350 kPa.m/s, lo que garantiza la
resistencia al aplastamiento y la abrasión, al utilizar este material se tiene un factor
de seguridad de :
Cx - 350170.35 - 2.05
Se selecciona los bocines con carga crítica como se indica en la tabla
Tabla 3-7 Selección de cojinetes con carga critica
Carga aplicada al
cojinete Factor pV
(kPa.m/s) Factor de
seguridad
Cojinetes con
carga Fa Fc=2327,94 N pV=84,49 3,9
Cojinetes con
carga Fb FC4693,5 N pV=170,35 2,05
Fuente: Propia
Elaboración: Propia
3.4 CÁLCULOS DEL SISTEMA HIDRÁULICO
En la Tabla 3-1 , se puede apreciar el orden de los datos e incógnitas, estos datos
se trató en la sección 3.1.2, en donde se puede valorar la fuerza necesaria para
ejercer la fuerza hidráulica, con la que posteriormente se estudiara en la selección
de todo el sistema hidráulico.
3.4.1 SELECCIÓN DEL SISTEMA HIDRÁULICO
Para empezar con el diseño del sistema hidráulico se toma en cuenta la fuerza
para barolar, que se trata en la Tabla 3-1 PRESIÓN MÁXIMA DEL SISTEMA PMÁX
Para el cálculo del diámetro del cilindro se establece dos datos, presión y fuerza, la
presión se establece conforme a disponibilidad en el mercado y la fuerza se
estableció en la Tabla 3-2
C - P~� (Ec. 3.41)

67
~� - q � j� N4 - CP (Ec. 3.42)
~� - 4480 S[3�V145 SIx]V - 30.9 S]YV
j� - s4. Pq. C (Ec. 3.43)
je - 6.3 Ik[l.4.x � 2.54 9X1 Ik[l.4.� - 15.9 9X
Para la presión requerida en el pistón se parte de la fuerza total y del área del
pistón.
3.4.2 CAUDAL REQUERIDO Q
Para este caso se toma en cuenta las características de la máquina, las cuales de
cierto modo limitan y condicionan el cálculo, es por eso que se tiene una longitud
de carrera L de 200 mm. La condición es debido a que la maquina posee una
estructura ya delimitada para instalar los soportes para los cilindros hidráulicos. El
tiempo debido a la práctica debe de ser de 60s.
Por tal motivo el tiempo para recorrer los 250 mm será de 15 segundos. Debido a
esto la velocidad del pistón VC será:
Ze - 5w (Ec. 3.44)
Donde:
L = Carrera del pistón (250 mm)
tL = Tiempo que el pistón demore en recorrer los 250 mm cuando no exista carga
alguna
Ze - 250 XX15 x;l - 16.667 XX/x

68
El caudal del sistema o requerido Q será:
¡ - Ze � ~e (Ec. 3.45)
¡ - 16.667 XXx � 7700 XXN - 128355.0 XXhx ¡ - 128355.0 XXhx - 2.033 ¢PB
3.4.3 CÁLCULO DE POTENCIAS
Para el desarrollo de las potencias en los principales elementos hidráulicos del
sistema se deben tomar eficiencias y por tanto pérdidas que existirán en los
mismos, para ello se puede observar la siguiente figura:
POTENCIA ELECTRICA
POTENCIA DEENTRADA
5 % MOTORELECTRICO
10 % BOMBA
10 % VALVULASTUBERIAS
5 - 10 % CILINDROSMOTORES
70 - 75 % POTENCIA DESALIDA
M
Figura 3-14. Diagrama Sankey que representa los val ores promedios de las respectivas eficiencias para cada elemento hidráulico 17
17 TECSUP-Campus Virtual; “Manual Fundamentos de Hidráulica”; Sección Mandos Hidráulicos
pág. 59.

69
3.4.3.1 Potencia en la bomba
Potencia teórica en la bomba Ptb:
P̀ � - ¡ � P̂ á£�1714 (Ec. 3.46)
P̀ � - 2.033 ¢PB � 1450 PKL1714 - 1.7 ¤P
Tomando en cuenta una eficiencia ƞb en la bomba de 0.8 se tiene una potencia
real Prb en la bomba
Pa� - P̀ � (Ec. 3.47)
Pa� - 1.7 ¤P 0.8 - 2.15 ¤P
Elegimos una bomba e 2 hp.
3.4.3.2 Potencia en el motor
Con una eficiencia ƞm en el motor de 0.8 se tiene una potencia en el motor de:
P̂ - Pa� ̂ (Ec. 3.48)
P̂ - 2.15 ¤P0.8 - 2.69 ¤P
Relacionando la potencia obtenida con catálogos existentes en el mercado ANEXO
C. ESPECIFICACIONES TÉCNICAS PARA UN MOTOR TRIFÁSICO DE 2HP Y
3HP MARCA SIEMENS seleccionamos un motor de 3 HP. Además de eso también
se puede ver que la selección incluye una velocidad de 1800 rpm y 220 V de
entrada.
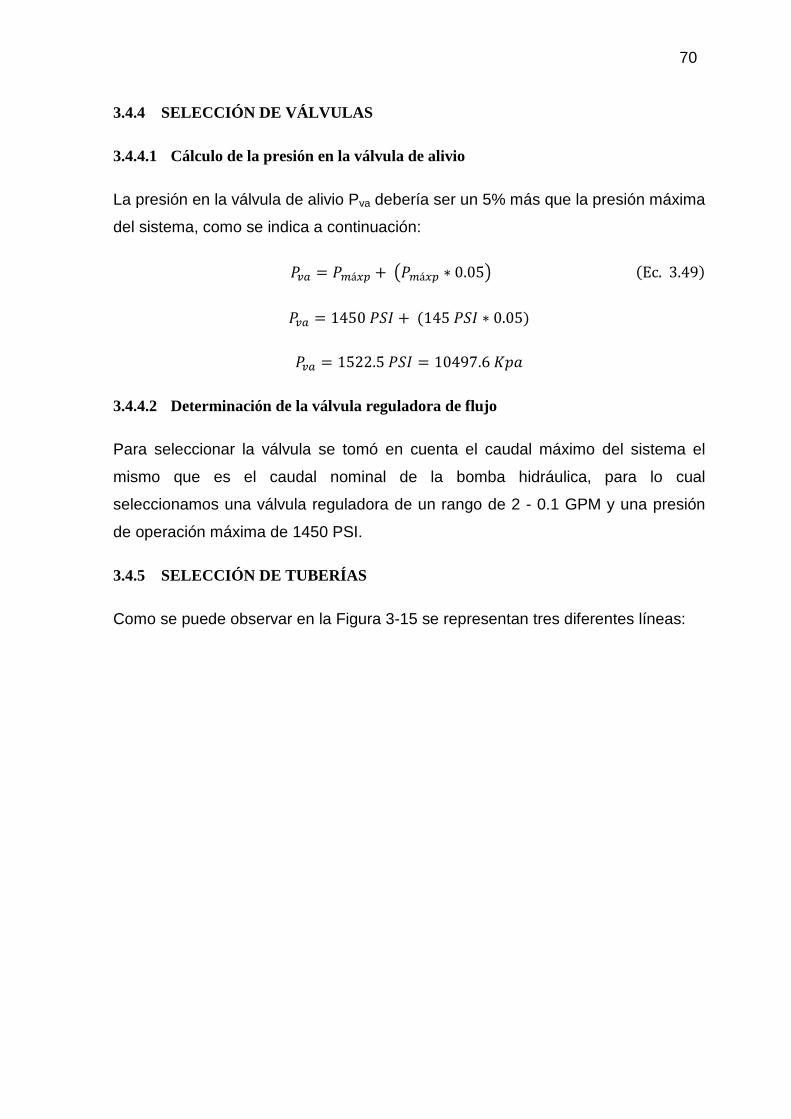
70
3.4.4 SELECCIÓN DE VÁLVULAS
3.4.4.1 Cálculo de la presión en la válvula de alivio
La presión en la válvula de alivio Pva debería ser un 5% más que la presión máxima
del sistema, como se indica a continuación:
P¥¦ - P̂ ᣧ : �P̂ ᣧ � 0.05� (Ec. 3.49)
P¥¦ - 1450 PKL : (145 PKL � 0.05)
P¥¦ - 1522.5 PKL - 10497.6 TI.
3.4.4.2 Determinación de la válvula reguladora de flujo
Para seleccionar la válvula se tomó en cuenta el caudal máximo del sistema el
mismo que es el caudal nominal de la bomba hidráulica, para lo cual
seleccionamos una válvula reguladora de un rango de 2 - 0.1 GPM y una presión
de operación máxima de 1450 PSI.
3.4.5 SELECCIÓN DE TUBERÍAS
Como se puede observar en la Figura 3-15 se representan tres diferentes líneas:
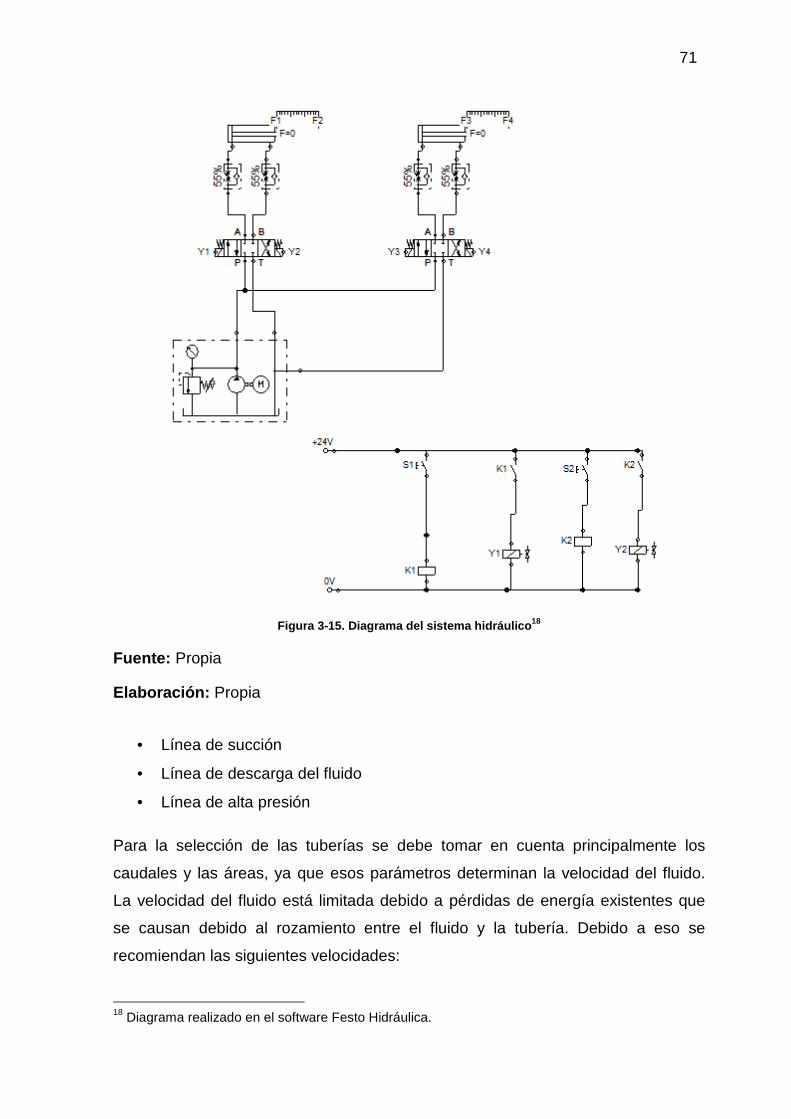
71
Figura 3-15. Diagrama del sistema hidráulico 18
Fuente: Propia
Elaboración: Propia
• Línea de succión
• Línea de descarga del fluido
• Línea de alta presión
Para la selección de las tuberías se debe tomar en cuenta principalmente los
caudales y las áreas, ya que esos parámetros determinan la velocidad del fluido.
La velocidad del fluido está limitada debido a pérdidas de energía existentes que
se causan debido al rozamiento entre el fluido y la tubería. Debido a eso se
recomiendan las siguientes velocidades:
18 Diagrama realizado en el software Festo Hidráulica.

72
Tabla 3-8. Límites de velocidades recomendados para las diferentes líneas 19
LÍNEAS EXISTENTE EN UN
SISTEMA HIDRÁULICO
VELOCIDAD
RECOMENDADA (m/s)
Líneas de succión Vsucción < 1.5
Líneas de retorno al tanque Vretorno < 3.0
Líneas de presión Vpresión < 5.0
Velocidad de los actuadores Vactuadores < 1.0
Fuente: Propia Elaboración: Propia
3.4.5.1 Selección de la tubería para la línea de succión
Se tiene que el caudal del sistema o requerido Q es de:
¡ - 128355.0 XXhx ¡ - Z̈ � ~¨ (Ec. 3.50)
Donde Vs = Velocidad del fluido en la línea o tubería de succión del sistema
As = Área interna de la tubería de succión del sistema
~¨ - ¡Z̈ - 128355.0 XXhx650 XXx - 197.5 XXN
Con este dato del área se puede calcular el diámetro interno de la tubería de
succión Ds
~¨ - q � j¨N 4 (Ec. 3.51)
j¨ - s4 � ~¨ q - s4 � 197.5 XXN q - 15.9 XX © 12 Ik[l
19 Información tomada del “Manual Fundamentos de Hidráulica”; TECSUP-Campus Virtual; Sección Mandos Hidráulicos

73
3.4.5.2 Selección de tuberías para las líneas de presión y de retorno o descarga al
tanque
En este caso se debe tomar en cuenta que la línea de la tubería de succión es
relativamente igual a la línea de presión, ya que para ubicar al pistón en la posición
B Figura 3-15 se necesita bombear líquido, es decir en esa línea se tendrá líquido
a alta presión.
Por lo tanto se tiene lo siguiente:
¡ - Z§/a � ~§/a (Ec. 3.52)
Donde Vp/r = Velocidad del fluido en la tubería de presión y retorno al
depósito del sistema.
Ap/r = Área interna de la tubería de presión y retorno al depósito del
sistema.
~§/a - ¡Z§/a - 128355.0 XXhx3000 XXx - 42.8 XXN Con este dato del área se puede calcular el diámetro interno de la tubería de
presión y retorno al depósito Dp/r
~§/a - ª� «¬/® i (Ec. 3.53).
j§/a - s4 � ~§/a q - s4 � 42.8 XXN q - 7.4 XX © 516 Ik[l
3.4.5.3 Selección de la tubería adecuada
De los catálogos de HRW y Strongflex (Anexo D) se puede observar que la tubería
que cumple los debidos requerimientos es la SAE 100 R1AT. Debido a esto se
seleccionan las tuberías que poseen los diámetros internos de ½ y 5/16 pulgada
cuyas características satisfacen el diseño de trabajo y operación del sistema.

74
3.4.6 DISEÑO Y DIMENSIONAMIENTO DEL DEPÓSITO DEL SISTEMA
Como se mencionó anteriormente en el segundo capítulo sobre el depósito o
tanque de almacenamiento, este depósito debe ser 2 ó 3 veces el caudal de la
bomba en litros por minuto, debido a esto se tiene:
¡ - 2.033 ¢PB - 9.23 [/X]Y
Z« - 3¡ (Ec. 3.54)
Donde VD = Volumen del depósito o tanque de almacenamiento
Z« - 3 � 9.23 [X]Y - 23.1 []w/\x - 23100 99 © 6.1 l.[\Y;x
Según los cálculos obtenidos se puede apreciar que el volumen del depósito es aproximadamente 20 litros. Con este valor volumétrico se puede dimensionar al depósito del sistema mediante tablas normalizadas
Tabla 3-9 con el fin de obtener un correcto funcionamiento de todo el sistema
Tabla 3-9. Dimensionamiento del depósito del fluido hidráulico para el sistema en función del volumen
necesario en litros 20
20 PARKER Training; (1999); “Tecnología Hidráulica Industrial”; Jacareí - São Paulo; pág. 15

75
De la Tabla 3-9. Se puede ver que para este caso lo más conveniente es la
selección de un depósito de 20 litros
3.4.7 SELECCIÓN DEL PISTÓN DE DOBLE EFECTO
La selección y dimensionamiento de este elemento están limitadas a la presión del
sistema y el diseño de la máquina (medidas y forma de operación). Por esta razón
se tiene lo siguiente:
• Carrera: 200 mm • Diámetro del pistón: 3.94 pulgadas (100 mm) • Espacio disponible o alto: 280 mm • Diámetro del vástago: 70 mm • Tipo de acople o montaje: Brida trasera • Rosca interna de sujeción en el vástago: 5/8 pulgada * 30 mm de
profundidad.
Figura 3-16. Especificación de una rosca interna en el vástago 21
Los datos obtenidos de diámetro del vástago y tipo de acople han sido
seleccionados del catálogo de FAP (Anexo E) los cuales siguen la norma ISO 6022
para pistones.
3.4.8 CARACTERÍSTICAS FINALES DEL SISTEMA HIDRÁULICO
De los resultados obtenidos se puede realizar una tabla, la cual especifique las
suficientes características de cada elemento y del sistema en general.
21 Imagen tomada del catálogo de la FAP Cilindros Hidráulicos CHB (según norma ISO 6022), pág-4.

76
Tabla 3-10. Cálculos del sistema hidráulico
DENOMINACION SISTEMA HIDRAULICO PRESIÓN MÁXIMA DE LA BOMBA Pmaxb(bar,psi) 100,0 1450,0
FUERZA DEL CILINDRO F(tonf,lbf) 2,0 4480,0 AREA DEL CILINDRO Ac (in2,cm2) 11,9 77,0
DIÁMETRO DEL CILINDRO DC(in,cm) 3,94 10,0 CARRERA DEL PISTÓN y(mm) 250,0
TIEMPO DE CARRERA ty(s) 15,0
CAUDAL DEL SISTEMA Q(mm3/s,GPM) 128355,0 2,033
POTENCIA TEÓRICA BOMBA Ptb(hp) 1,7
POTENCIA REAL BOMBA Prb(hp) 2,15
POTENCIA DEL MOTOR Pm(hp) 2,69
VALVULAS
PRESIÓN DE LA VÁLVULA DE ALIVIO Pva(psi,Kpa) 1522,5 10497,6
PRESIÓN VÁLVULA REGULADORA DE FLUJO VRF(gpm,psi) 2,0 1450,0
TUBERIA SUCCION VELOCIDAD DE SUCCIÓN RECOMENDADA
Vs <1,5m/s (m/s,mm/s) 0,65 650,0
ÁREA DE SUCCIÓN As(mm2) 197,5 DIÁMETRO DE SUCCIÓN Ds(mm,plg) 15,9 0,6 VELOCIDAD DE PRESIÓN Y RETORNO RECOMENDADA
Vp/r <3,5m/s (m/s,mm/s) 3,00 3000,0
ÁREA DE PRESIÓN Y RETORNO Ap/r (mm2) 42,8 DIÁMETRO DE PRESIÓN Y RETORNO Dp/r (mm,plg) 7,4 0,29 VOLUMEN DEL DEPOSITO VOLUMEN DEL DEPOSITO VD (gal,lt) 6,1 23,1 RPM DEL MOTOR RPM 1800 TORQUE NOMINAL Tnom(lb-plg) 94,1 FACTOR DE SEGURIDAD FS 1,3 TORQUE DE DISEÑO Tdis(lb-plg) 117,6
77
Tabla 3-11. Selección de elementos del sistema hidr áulico Elemento Características o especificaciones
Presión del sistema 1450 PSI
Carga a aplicarse 2 Toneladas
Caudal del sistema 2 GPM
Pistón de doble efecto
Diámetro del pistón: 3.94 pulg. (100 mm)
Carrera: 250 mm
Espacio disponible: 280mm
Diámetro del vástago: 70mm (La más
próxima en pulgadas)
Tipo de acople o montaje: Brida trasera
Rosca interna de sujeción en el vástago: 5/8
pulg * 30 mm de profundidad
Bomba de engranes
Caudal: 2 GPM
Caballaje: 2 HP
RPM: 1800 rpm
Motor trifásico
Caballaje del motor: 3 HP RPM: 1750 rpm Voltaje: 220 V Amperaje: 8,5 A Tipo de corriente: AC Tipo de arranque: Directo (sin arrancador)
Válvula de alivio Presión de trabajo: 1450 psi
Válvula regula de flujo o de caudal
bidireccional
Presión de trabajo: 1450 psi
Variación de flujo: 2 – 0,1 GPM
Válvula de control direccional 4 vías – 3
posiciones
Tipo: Tándem Tipo de accionamiento: Manual con enclavamiento Presión de trabajo: 1450 psi
Unión Motor – Bomba Diámetros de acople: En función de los
diámetros de los ejes del motor y bomba
Manguera de succión
Diámetro interno de la manguera: ½ pulg.
Tipo de manguera: SAE 100R1 AT
Presión de trabajo (según catálogo): 2320
psi
Longitud: 3 m

78
Tabla 3.11 Selección de elementos del sistema hidrá ulico (continuación)
Manguera de presión y descarga al depósito
Diámetro interno de la manguera: 5/16 pulg.
Tipo de manguera: SAE 100R1 AT
Presión de trabajo (según catálogo): 3100
psi
Longitud: 3 m
Tanque de almacenamiento del fluido de
trabajo y filtros de succión y descarga
Tanque atmosférico cerrado
Volumen: 6.1 Galones
Caudalímetro Presión de trabajo: 1450 PSI
Manómetro Presión de trabajo: 1450 PSI
Fuente: Propia
Elaboración: Propia
3.4.9 SELECCIÓN DEL ACEITE HIDRÁULICO
La correcta selección del aceite hidráulico permite que se obtenga un buen
funcionamiento del mismo, pues se logrará una rápida aplicación de la carga,
buena lubricación, facilidad de control de la velocidad y se tendrá un rápido
incremento o cambio de dirección de la fuerza.
La mayoría de los sistemas hidráulicos industriales que operan a temperaturas
normales tienen bombas que requieren aceites con un grado de viscosidad entre 5
y 100 ISO, aunque los grados más comúnmente usados están entre 32 y 4622.
Debido a esto se ha seleccionado un aceite adecuado para realizar este tipo de
trabajos, siendo este el aceite ISO 32, el mismo que tiene las siguientes
equivalencias y clasificaciones (Tabla 3-9 y Tabla 3-10).
22 SHELL; Tutor de lubricación; Lubricantes para sistemas hidráulicos; Módulo 5;pág. 42; http://www.brettis.com/shell/05%20TUTOR%20LUBRICACION%20SHELL%20-%20Aceites- Hidraulicos.pdf

79
Tabla 3-12 Equivalencias entre los diferentes sistemas de clas ificación de la viscosidad
Grado ISO
Grado ASTM
Grado AGMA
Grado SAE Motor Engranajes
Unigrado Multigrado Unigrado Multigrado
10
15 75
22 105 0W, 5W 75W
32 150 10W
46 215 1 10, 15W
68,68EP
315
2, 2EP
20W, 20 10W30, 20W20
80, 80W
100,100EP
465
3, 3EP
25W, 30 5W50,
15W40
150, 150EP
700
4, 4EP
40 15W50,
20W40
220, 220EP
1000
5, 5EP
50
90
85W90
320, 320 EP
1500
6, 6EP
85W140
460, 460EP, 460C
2150
7, 7EP,
7C
140
680, 680EP, 680C
3150
8, 8EP,
8C
1000, 1000EP, 1000C
4650
9, 9EP,
9C
1500, 1500EP, 1500C
7000
10, 10EP, 10C
250
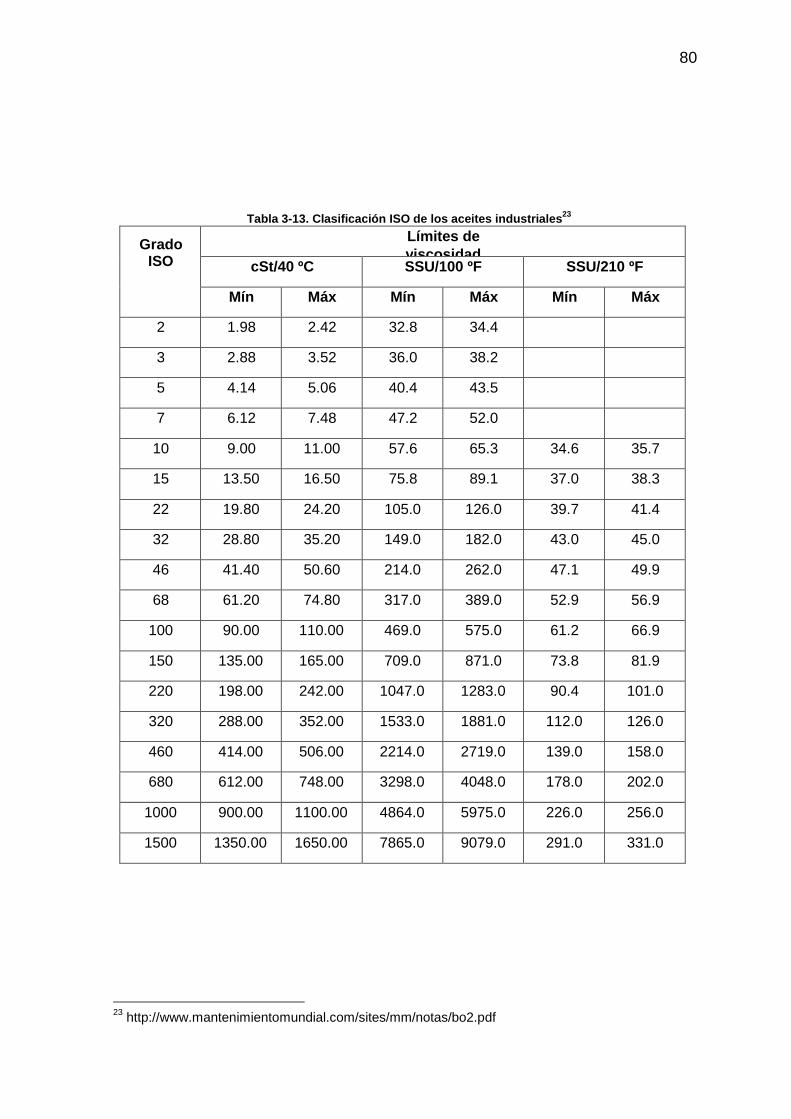
80
Tabla 3-13. Clasificación ISO de los aceites industr iales 23
Grado ISO
Límites de viscosid ad
cSt/40 ºC SSU/100 ºF SSU/210 ºF
Mín Máx Mín Máx Mín Máx
2 1.98 2.42 32.8 34.4
3 2.88 3.52 36.0 38.2
5 4.14 5.06 40.4 43.5
7 6.12 7.48 47.2 52.0
10 9.00 11.00 57.6 65.3 34.6 35.7
15 13.50 16.50 75.8 89.1 37.0 38.3
22 19.80 24.20 105.0 126.0 39.7 41.4
32 28.80 35.20 149.0 182.0 43.0 45.0
46 41.40 50.60 214.0 262.0 47.1 49.9
68 61.20 74.80 317.0 389.0 52.9 56.9
100 90.00 110.00 469.0 575.0 61.2 66.9
150 135.00 165.00 709.0 871.0 73.8 81.9
220 198.00 242.00 1047.0 1283.0 90.4 101.0
320 288.00 352.00 1533.0 1881.0 112.0 126.0
460 414.00 506.00 2214.0 2719.0 139.0 158.0
680 612.00 748.00 3298.0 4048.0 178.0 202.0
1000 900.00 1100.00 4864.0 5975.0 226.0 256.0
1500 1350.00 1650.00 7865.0 9079.0 291.0 331.0
23 http://www.mantenimientomundial.com/sites/mm/notas/bo2.pdf

81
3.4.10 BENEFICIOS DEL ACEITE HIDRÁULICO
• Vida útil del equipo más larga: Su paquete antidesgasté especial
reduce el desgaste mediante la protección de superficies cuando la
carga provoca la falla de la película de lubricante.
• Reducción en el tiempo de reparación: Su efectivo inhibidor de
herrumbre y oxidación evita la producción de partículas abrasivas en
la formación de herrumbre, así como depósitos, barnices y lodos
derivados de las fallas en el aceite, las cuales pueden dañar las
superficies y juntas del equipo y bloquear los filtros de forma
prematura.
• Operación libre de problemas: Sus características de buena
estabilidad hidrolítica y de separación del agua proporcionan
excelente filtrabilidad en la presencia de contaminación por agua. Sus
buenas propiedades anti- espuma y de liberación de aire aseguran
una operación suave y eficiencia del sistema.
• Vida extendida de servicio del aceite: Su alta estabilidad a la
oxidación resiste el engrosamiento del aceite y la formación de
depósitos en servicio, eliminando la necesidad del cambio no
programado del fluido hidráulico.
3.4.11 APLICACIONES DEL ACEITE HIDRÁULICO
Es recomendado para:
• Bombas vane, de pistón, o de engranes, especialmente cuando
las presiones exceden los 1000 psi.
• Compresores reciprocantes ligeramente cargados.
• Motores y chumaceras.
• Está diseñado para dar una máxima protección de las bombas
hidráulicas en sistemas móviles y estacionarios.
• Engranajes de reducción de equipos hidráulicos.
• Chumaceras sencillas y antifricción.
• Sistemas de aceite circulante
82
• Para lubricación de engranajes como aceites para engranajes
con inhibición de herrumbre y oxidación.
3.5 SELECCIÓN DE LA UNIÓN MOTOR-BOMBA (MATRIMONIO)
La unión motor-bomba o matrimonio (comúnmente llamado) es un accesorio
importante, ya que este transmite la potencia y revoluciones desde el motor hacia
la bomba con el fin de obtener el caudal adecuado (2 GPM) y la potencia
necesaria para generar los 1450 psi requeridos.
Como se puede apreciar en la selección de la bomba y el motor, se requieren de
1800 rpm en los dos casos, es decir, lo que se necesita es que el número de
revoluciones sea el mismo tanto en la bomba como en el motor, por este motivo
no se colocará ningún medio que reduzca la velocidad, colocándose así una unión
directa entre los ejes de la bomba y el motor.
3.5.1 CÁLCULO DEL TORQUE NOMINAL TNOM
Para el cálculo del torque nominal se tiene la siguiente fórmula:
Q̄ _^ - P̂ � 630258PB [3 6 ]Y (Ec. 3.55)
Dónde: Pm = Potencia en el motor en HP
RPM= Revoluciones por minuto

83
Por lo tanto se tiene lo siguiente
Q̄ _^ - 2.69 � 630251800 - 94.1 [3 6 ]Y
3.5.2 CÁLCULO DEL TORQUE DE DISEÑO TDIS
Cabe notar a continuación que la siguiente unión motor-bomba será para un
motor eléctrico con torque estándar, el cual accionará una bomba de engranes.
Debido a esto se seleccionará un factor de aplicación de servicio para el matrimonio de la Tabla 3-14.
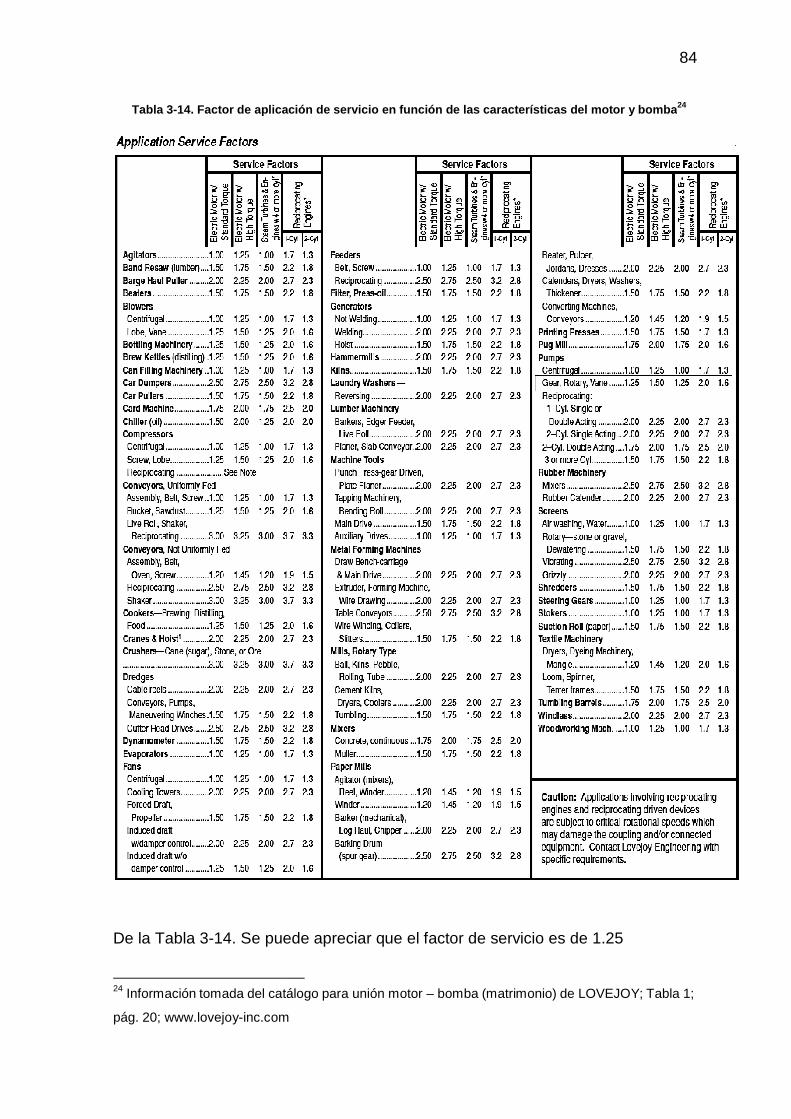
Tabla 3-14. Factor de aplicación de servicio en función de las características del motor y bomba
De la Tabla 3-14. Se pue
24 Información tomada del cat
pág. 20; www.lovejoy-inc.com
Factor de aplicación de servicio en función de las características del motor y bomba
uede apreciar que el factor de servicio es d
álogo para unión motor – bomba (matrimonio) de
m
84
Factor de aplicación de servicio en función de las características del motor y bomba 24
de 1.25
de LOVEJOY; Tabla 1;

85
3.5.3 MATERIAL DEL MATRIMONIO
Es importante la correcta selección del material a usar en el matrimonio, es por
ello que se debe tomar en cuenta según la Tabla 3-15.
Tabla 3-15. Tipo de material del matrimonio a selec cionar en función de la temperatura de trabajo 25
Tomando en cuenta la Tabla 3-15 y teniendo presente que el motor, bomba
matrimonio no se recalentará más de 100 °C es conveniente seleccionar el
material denominado NBR para el matrimonio
3.5.4 NOMENCLATURA DEL MATRIMONIO A SELECCIONAR
Teniendo en cuenta el tipo de material seleccionado se procede a observar la
Tabla 3-16, la cual especifica el tamaño a seleccionar en función del torque de
diseño y del tipo de material.
25 Información tomada del catálogo para unión motor – bomba (matrimonio) de LOVEJOY; Tabla 2; pág. 21; www.lovejoy-inc.com.

86
Tabla 3-16. Tamaño del matrimonio a seleccionar en función del tipo de material y torque de diseño 26
A continuación se debe tomar en cuenta las mediciones del acople, por tal motivo,
conociendo que el matrimonio irá conectado a un motor y a una bomba se
requiere saber las dimensiones del eje del motor a acoplar. Estas medidas se
pueden apreciar en el mismo que dice que se tendrá un eje de 24mm.
Por lo tanto, de la Tabla 3-16 se puede observar que para un torque de diseño de
90 in/libras, un material NBR y un agujero de acople de 24 mm aproximadamente,
se tiene un matrimonio de tamaño L090 o AL090.
Por este motivo se puede observar la Tabla 3-17
26 Información tomada del catálogo para unión motor – bomba (matrimonio) de LOVEJOY
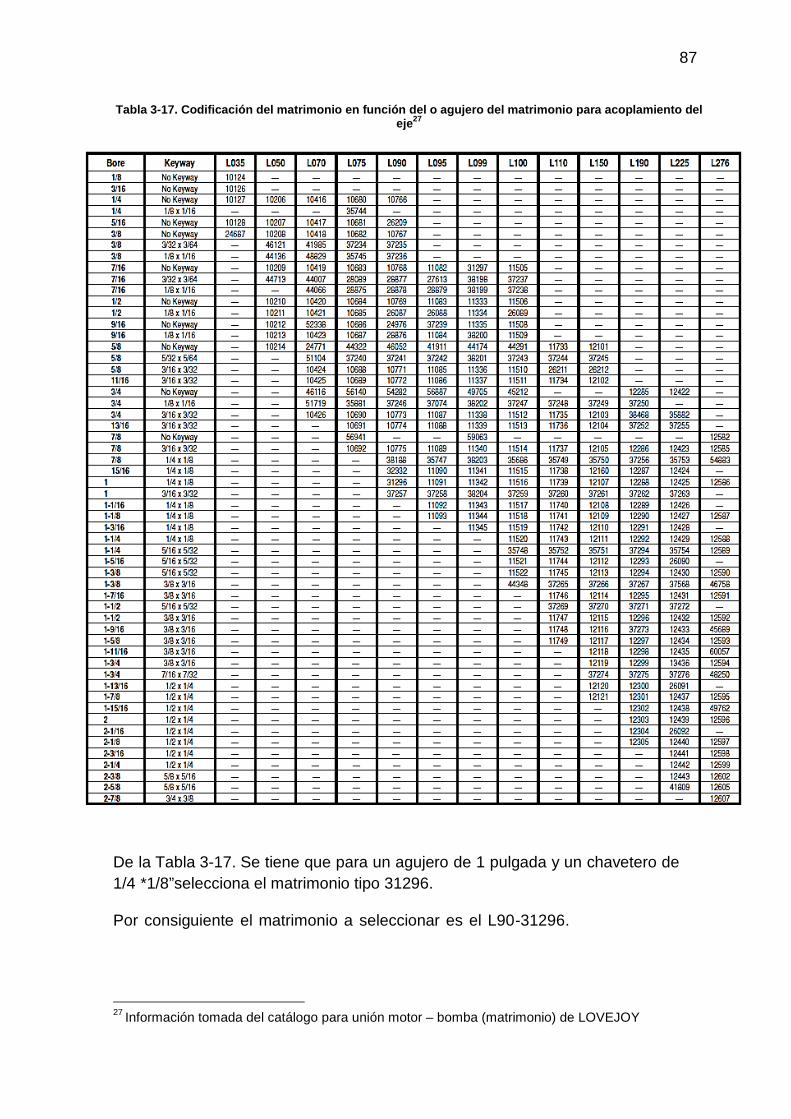
87
Tabla 3-17. Codificación del matrimonio en función del o agujero del matrimonio para acoplamiento del eje27
De la Tabla 3-17. Se tiene que para un agujero de 1 pulgada y un chavetero de 1/4 *1/8”selecciona el matrimonio tipo 31296.
Por consiguiente el matrimonio a seleccionar es el L90-31296.
27 Información tomada del catálogo para unión motor – bomba (matrimonio) de LOVEJOY

88
Se realiza una simulación con un software para diseño mecánico, para verificar el
correcto funcionamiento de la maquina a ser repotenciada, la cual se encuentra
en el ANEXO I y una vez finalizado el diseño se realizan los planos de la maquina
repotenciada los mismo que se presentan en el ANEXO G.
Figura 3-18. Máquina completa
Figura
3-17.
Máquina complet
a
Fuente:
Autodes
k
inventor
Elabora
ción:
Propia

89
CAPÍTULO 4
4. CONSTRUCCIÓN, MONTAJE Y PRUEBAS DE LA
MÁQUINA REPOTENCIADA
4.1 CONSTRUCCIÓN
Para la construcción de los elementos faltantes es trascendental tener en cuenta
las siguientes ponderaciones:
Condiciones del taller: Se refiere a que el taller mecánico conste con todos los
instrumentos, equipos y máquinas-herramientas adecuadas para la fabricación de
cada una de las piezas a colocar.
Factibilidad de adquisición: Se refiere a la facilidad de adquirir en el mercado
(ecuatoriano) la materia prima, piezas y/o mecanismos ya construidos que sean
comerciales y herramientas adecuadas para la construcción de los elementos en el
caso que se los pueda fabricar en el taller.
Además es necesario contar con personal que tenga el suficiente conocimiento y
experiencia en interpretación de planos mecánicos y manejo de máquinas-
herramientas, esto facilitará y optimizará la repotenciación de la baroladora.
Los elementos a elaborar se los realizarán en la metalmecánica donde se
encuentra la máquina baroladora a repotenciar (Mecánica Industrial Ángel María
Luna C.A.), ya que para los requerimientos de calidad solicitados la mecánica
presta las suficientes condiciones de trabajo.
La mencionada metalmecánica cuenta con las siguientes condiciones de trabajo:
• Adecuada maquinaria
• Suficiente materia prima
• Adecuado espacio de trabajo
• Personal suficientemente calificado.
Las instalaciones observan en la Figura 4-1.

90
Figura 4-1. Instalaciones donde se encuentra la má quina
Fuente: Propia
Elaboración: Propia
Rigiéndonos a los parámetros expuestos anteriormente y un sólido criterio
mecánico se consigue el resultado esperado
4.1.1 MÁQUINAS, HERRAMIENTAS E INSTRUMENTOS DE MEDICIÓN
Para fabricar las diferentes piezas indispensables para la repotenciación de la
máquina Baroladora es necesario la utilización de:
Máquinas: Torno, Fresadora, Soldadora, Taladro de Banco, Esmeril, Sierra de
vaivén, Amoladora, Oxicorte, Cepilladora.
Herramientas: Útiles de torneado , útiles de cepillado, útiles de fresado, martillo de
goma, grata, entenalla, lima, brocas, sierras, pinzas, llaves de copa, discos de
corte, electrodos.
Instrumentos: Calibrador, flexómetro, micrómetro, reloj comparador, nivel y
escuadras de precisión, soporte magnético.

91
Con el fin de identificar fácilmente máquinas, herramientas e instrumentos
utilizados utilizadas en el proceso de construcción de los diferentes elementos y así
facilitar la elaboración de procesos de construcción necesarios para la
repotenciación la máquina Baroladora, se lista dichas máquinas, herramientas e
instrumentos en la Tabla 4-1
Tabla 4-1. Listado de máquinas, herramientas e inst rumentos de medición
MÁQUINA HERRAMIENTA HERRAMIENTAS INSTRUMENTOS
Torno Fresadora
Esmeril Amoladora
Taladro de Banco Sierra de vaivén
Compresor Rectificadora
Oxicorte
Útiles de torneado Útiles de fresado Discos de corte Llaves de copa
Entenalla Brocas
Martillo de goma Grata Lima
Soplete Juego de machuelos
Escariador Bandeador Electrodos
Sierra
Calibrador Flexómetro
Escuadras de precisión Reloj comparador
Micrómetro Nivel
Soporte magnético
Fuente: Propia
Elaboración: Propia
4.1.2 PROCESOS MECÁNICOS
En la Tabla 4-2 se generalizan los procesos mecánicos necesarios que abarcan la
elaboración de las piezas de la máquina Baroladora.

92
Tabla 4-2. Procesos tecnológicos
PROCESOS DE CONFORMADO
Trazado Cortado
Taladrado
Limado
Roscado
Amolado
Soldado
Pintado
Escariado
Torneado
Fresado
Fuente: Propia
Elaboración: Propia
4.1.3 MATERIA PRIMA
En la Tabla 4-3 se exponen la materia prima con la que se fabricará los elementos
necesarios para repotenciar la máquina Baroladora.
Tabla 4-3. Materia prima a utilizarse
MATERIA PRIMA
AISI 1040 ASTM A-36
Fuente: Propia
Elaboración: Propia
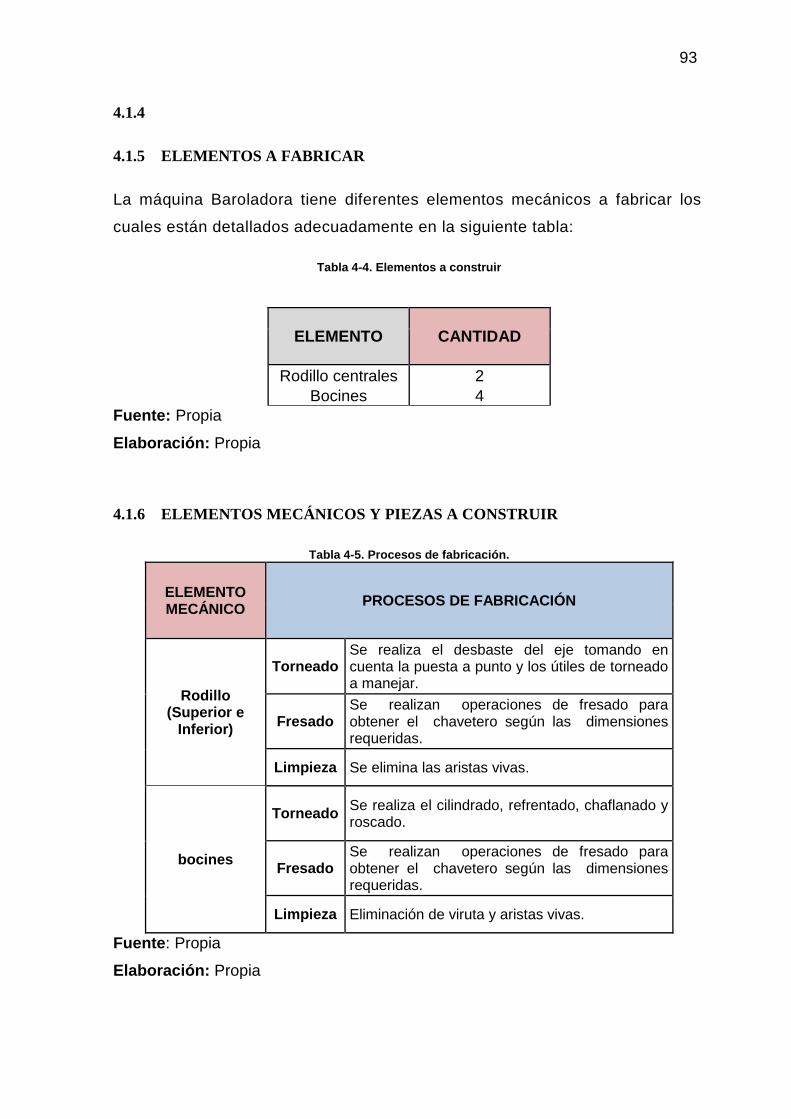
93
4.1.4
4.1.5 ELEMENTOS A FABRICAR
La máquina Baroladora tiene diferentes elementos mecánicos a fabricar los
cuales están detallados adecuadamente en la siguiente tabla:
Tabla 4-4. Elementos a construir
ELEMENTO CANTIDAD
Rodillo centrales 2 Bocines 4
Fuente: Propia
Elaboración: Propia
4.1.6 ELEMENTOS MECÁNICOS Y PIEZAS A CONSTRUIR
Tabla 4-5. Procesos de fabricación.
ELEMENTO MECÁNICO PROCESOS DE FABRICACIÓN
Rodillo (Superior e
Inferior)
Torneado Se realiza el desbaste del eje tomando en cuenta la puesta a punto y los útiles de torneado a manejar.
Fresado Se realizan operaciones de fresado para obtener el chavetero según las dimensiones requeridas.
Limpieza Se elimina las aristas vivas.
bocines
Torneado Se realiza el cilindrado, refrentado, chaflanado y roscado.
Fresado Se realizan operaciones de fresado para obtener el chavetero según las dimensiones requeridas.
Limpieza Eliminación de viruta y aristas vivas.
Fuente : Propia
Elaboración: Propia

94
4.1.7 PASOS DE ELABORACIÓN
Para fabricar los elementos necesarios en la repotenciación de la Baroladora es
indispensable cumplir con faces de construcción que generalmente cumplen la
siguiente secuencia:
• Adquisición de la materia prima.
• Almacenado de la materia prima.
• Trazado sobre la materia prima.
• Corte de piezas en dimensiones brutas.
• Preparación de piezas según procesos tecnológicos establecidos.
• Eliminación de virutas y escorias provenientes de procesos de
fabricación.
• Comprobación de estabilidad, funcionalidad y tolerancias
dimensionales, superficiales y geométricas.
• Protección anticorrosiva de superficies expuestas al medioambiente.
Cabe recalcar que para la fabricación de los elementos mecánicos, se debe
analizar las fases de trabajo indicadas para cada pieza que presente geometría
diferente; por lo que se realizan las hojas de procesos para guiar el maquinado de
todos los elementos mecánicos a ser fabricados; conjuntamente los planos de
taller y las hojas de procesos serán de gran ayuda para el personal técnico
encargado de la fabricación.
4.1.8 DIAGRAMA DE FLUJO DE CONSTRUCCIÓN
El siguiente diagrama de flujo, muestra el proceso de fabricación de los elementos
a construir que forman parte de la máquina Baroladora a repotenciar, para lo
cual es preciso utilizar la simbología estandarizada que se ilustra en la Tabla 4-
6.
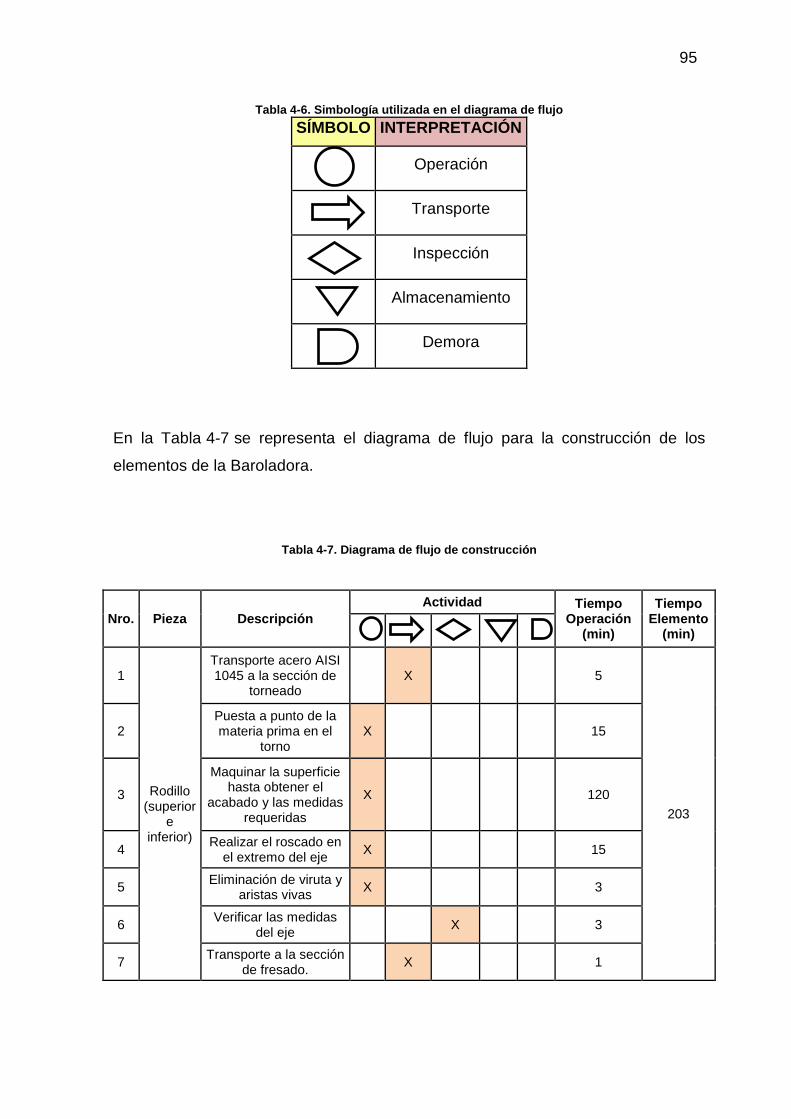
95
Tabla 4-6. Simbología utilizada en el diagrama de fl ujo
SÍMBOLO INTERPRETACIÓN
Operación
Transporte
Inspección
Almacenamiento
Demora
En la Tabla 4-7 se representa el diagrama de flujo para la construcción de los
elementos de la Baroladora.
Tabla 4-7. Diagrama de flujo de construcción
Nro. Pieza Descripción Actividad Tiempo
Operación (min)
Tiempo Elemento
(min)
1
Rodillo (superior
e inferior)
Transporte acero AISI 1045 a la sección de
torneado X 5
203
2 Puesta a punto de la materia prima en el
torno X 15
3
Maquinar la superficie hasta obtener el
acabado y las medidas requeridas
X 120
4 Realizar el roscado en
el extremo del eje X 15
5 Eliminación de viruta y aristas vivas
X 3
6 Verificar las medidas
del eje X 3
7 Transporte a la sección
de fresado. X 1
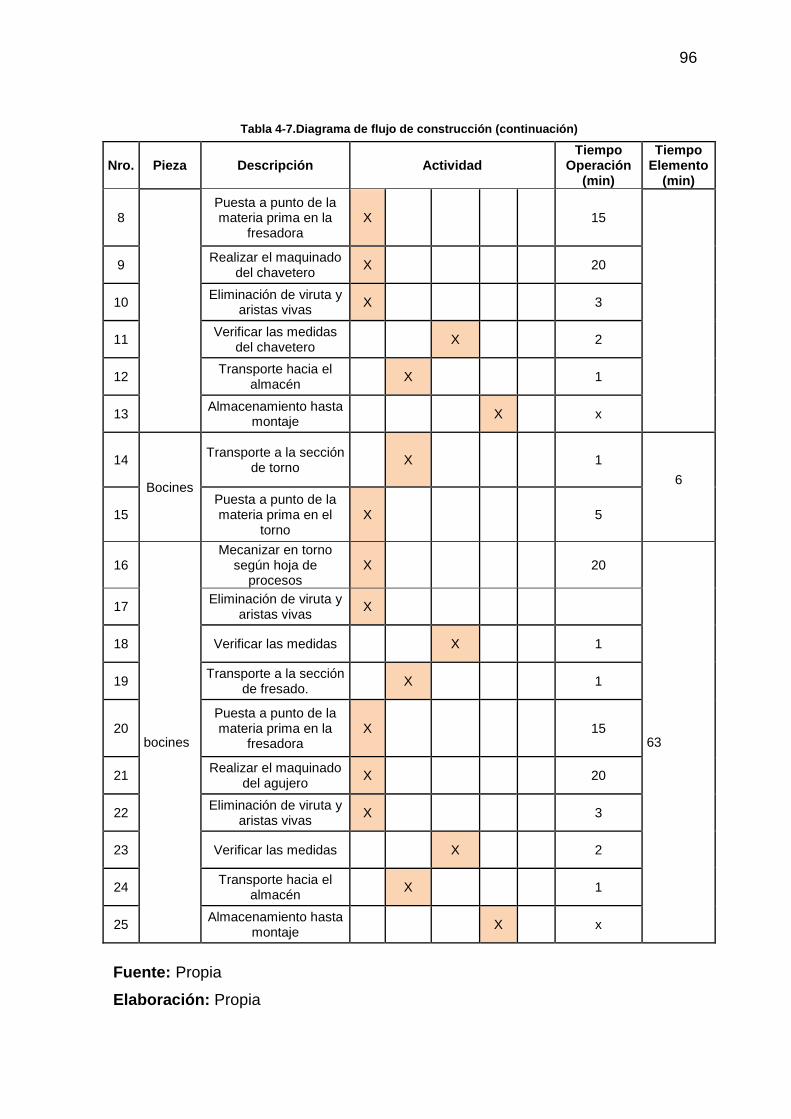
96
Tabla 4-7.Diagrama de flujo de construcción (contin uación)
Nro. Pieza Descripción Actividad Tiempo
Operación (min)
Tiempo Elemento
(min)
8
Puesta a punto de la materia prima en la
fresadora X 15
9 Realizar el maquinado
del chavetero X 20
10 Eliminación de viruta y
aristas vivas X 3
11 Verificar las medidas
del chavetero X 2
12 Transporte hacia el
almacén X 1
13 Almacenamiento hasta
montaje X x
14
Bocines
Transporte a la sección de torno
X 1
6
15 Puesta a punto de la materia prima en el
torno X 5
16
bocines
Mecanizar en torno según hoja de
procesos X 20
63
17 Eliminación de viruta y
aristas vivas X
18 Verificar las medidas X 1
19 Transporte a la sección
de fresado. X 1
20 Puesta a punto de la materia prima en la
fresadora X 15
21 Realizar el maquinado
del agujero X 20
22 Eliminación de viruta y
aristas vivas X 3
23 Verificar las medidas X 2
24 Transporte hacia el
almacén X 1
25 Almacenamiento hasta
montaje X x
Fuente: Propia
Elaboración: Propia

97
En el Anexo H se muestran las hojas de procesos de algunos de los elementos a
construirse para la repotenciación de la máquina baroladora.
4.2 MONTAJE DE LOS ELEMENTOS DE LA BAROLADORA
El acople de piezas y mecanismos de la máquina Baroladora debe realizarse
mediante un procedimiento ordenado y lógico previamente analizado que garantice
el correcto ensamble entre partes y un perfecto funcionamiento, por lo que se ha
de realizar con mano de obra calificada para optimizar tiempo y recursos.
El montaje se lo realiza mediante la siguiente secuencia:
• Armado y ubicado de la estructura,
• Armado y colocado de rodillos motrices en la estructura,
• Armado y ubicado de la estructura del motor,
• Ensamblado del sistema de transmisión,
• Situado de los cilindros neumáticos,
• Armado y colocado de rodillos laterales en la estructura,
• Situado del tanque,
• Armado de válvulas y situado de la tapa,
• Ensamblado de los elementos neumáticos,
• Situado de los elementos neumáticos en la tapa
• Ensamblado de conductos
4.2.1 DIAGRAMA DE MONTAJE
En la Tabla 4-8 se representa el montaje de forma sistemática, ordenada según
el proceso de montaje. Con el fin de contribuir la rápida comprensión, se apuntan
detalles sintetizados para cada subproceso.
Para el análisis de las piezas a repotenciar previamente se desmontó los
elementos de la Baroladora, por lo que no se describirá el proceso de desmontaje
en la siguiente tabla.

98
Tabla 4-8. Diagrama de flujo de montaje
Nro. Elemento Proceso Subproceso Observación Tiempo
Operación (min)
Tiempo Elemento
(min)
1
Bancada
Cambio eje loco en
bancada
Corte Cortar con amoladora la soldadura de
filete alrededor del eje loco. 10
455
2 Soldado Realizar el punteado, verificar
alineación y soldar partes. 5
3 Limpiado Limpiar la soldadura con grata. 5
4 Armado de la
estructura soporte de cilindros
hidráulicos
Corte Cortar con amoladora la soldadura de filete alrededor de la tuerca y eliminar
rebabas. 60
5 Soldado Realizar el punteado, verificar
alineación y soldar placas guía, soportes y perfiles.
180
6 Limpiado Limpiar la soldadura con grata. 40
7 Situado de la
bancada Ubicado
Ubicar la bancada en los pernos colocar tuercas y ajustarlas.
30
8 Pintado de la
bancada Limpiado
Eliminar la grasa y el óxido con gasolina y desoxidante.
25
9 Bancada
Pintado de bancada
Pintado Cubrir las superficies funcionales con
periódico y aplicar pintura anticorrosiva con compresor y pistola
10
10 Secado Esperar hasta secado de pintura 90
11
Rodillos inferior y superior
Pintado de acoples
Limpiado Eliminar la grasa y el óxido con gasolina y desoxidante.
20
235
12 Pintado Cubrir las superficies funcionales con
periódico y aplicar pintura anticorrosiva. 20
13 Secado Esperar hasta secado de pintura 90
14 Situado de rodillo inferior
Armado Ensamblar acoples con cojinetes y
rodillo. 30
15 Situado Ubicar el eje en la bancada. 10
16 Situado de rodillo
superior
Armado Ensamblar acoples con cojinetes y
rodillo. 30
17 Situado Ubicar el eje en la bancada. 10
18 Inspección Verificación Verificar la correcta alineación,
paralelismo y juego entre ejes y acoples 25
19 Pasador y catarinas
Ajuste de soporte de pasador
Corte Cortar con amoladora la soldadura de filete alrededor de la placa posterior y
eliminar rebabas. 20
407
20 Preparado Preparar juntas en placas de aumento
de amplitud entre apoyos 25

99
Tabla 4-8. Diagrama de flujo de montaje (Continuaci ón)
Nro. Elemento Proceso Subproceso Observación Tiempo
Operación (min)
Tiempo Elemento
(min)
21
Soldado Realizar el punteado, verificar
alineación y soldar partes. 90
22 Limpiado Limpiar la soldadura con grata. 5
23
Pintado de bancada del
motor
Limpiado Eliminar la grasa y el óxido con
gasolina y desoxidante. 30
24 Pintado Cubrir las superficies funcionales con
periódico y aplicar pintura anticorrosiva con compresor y pistola
20
25 Secado Esperar hasta secado de pintura 90
26 Situado de catarinas
Ubicado Ubicar catarinas conducidas en los
rodillos y eje loco 45
27 Situado de Pasador
Ubicado Ubicar el pasador en el primer apoyo 2
28 Armado Armado de catalina conductora, cojinetes, pasador y cadenas.
5
29
Catarinas
Situado de pasador
Ubicado Ubicar el pasador en el segundo apoyo 30
30 Alineación Situado
Recorrer la bancada del motor hasta obtener linealidad entre catalinas
conductoras y conducidas. 15
31 Inspección Verificación Verificar alineación entre catalinas y
cadena y el correcto juego entre partes. 30
32
Rodillos laterales y cilindros
neumáticos
Adecuado de acoples
Soldado Realizar el punteado, verificar
alineación y soldar acoples y soportes. 60
315
33 Limpiado Limpiar la soldadura con grata. 20
34 Pintado de
acoples
Limpiado Eliminar la grasa y el óxido con
gasolina y desoxidante. 20
35 Pintado aplicar pintura anticorrosiva. 20
36 Secado Esperar hasta secado de pintura 90
37 Situado de cilindros
Ubicado Ubicar los cilindros neumáticos en
soportes de bancada. 20
38 Situado de rodillos
laterales
Armado Ensamblar acoples con cojinetes 40
39 Situado Ubicar rodillos en bancada. 20
40 Inspección Verificación Verificar la correcta alineación,
paralelismo y juego entre ejes y acoples 25
41 Tanque Situado del
tanque Ubicado
Ubicar el tanque en los pernos, colocar tuercas y ajustarlas.
20 45

100
Tabla 4-8. Diagrama de flujo de montaje (Continuaci ón)
Nro. Elemento Proceso Subproceso Observación Tiempo
Operación (min)
Tiempo Elemento
(min)
42
Ensamble de elementos
Atornillado Colocar los elementos roscados con los
respectivos empaques 25
43 Tapa
Ensamble de elementos
Armado Ensamblar las válvulas y elementos
empernados con los respectivos empaques
60 85
44 Situado de la
tapa Ubicado
Ubicar la tapa con los pernos y tuercas ajustadas
25
45
Sistema Hidráulico
Armado del sistema
hidráulico
Armado del sistema de
succión
Ensamblar el motor, bomba, manómetros, válvula de seguridad,
retorno de seguridad y succión 150
631 46 Armado del sistema de
retorno Ensamblar el filtro y accesorios 130
47 Situado del sistema de hidráulico
Situado del sistema de
succión
Ubicar el sistema de succión mediante acoples roscados en tapa.
45
Fuente: Propia Elaboración: Propia
Minutos Totales 2173
Horas totales 36 : 13
Días Totales 4 días ,4 horas ,13 min
Se establece que las horas empleadas para de todos los elementos de la
Baroladora es de 33 horas con 7 minutos; ya que se trabajara 8 horas al día, se
tiene un tiempo de construcción estimado de 4 días, una hora y 7 minutos.
En las figuras: 4.2, 4.3, 4.4, 4.5 y 4.6 se muestran las etapas del montaje de
algunos de los elementos de la Baroladora.
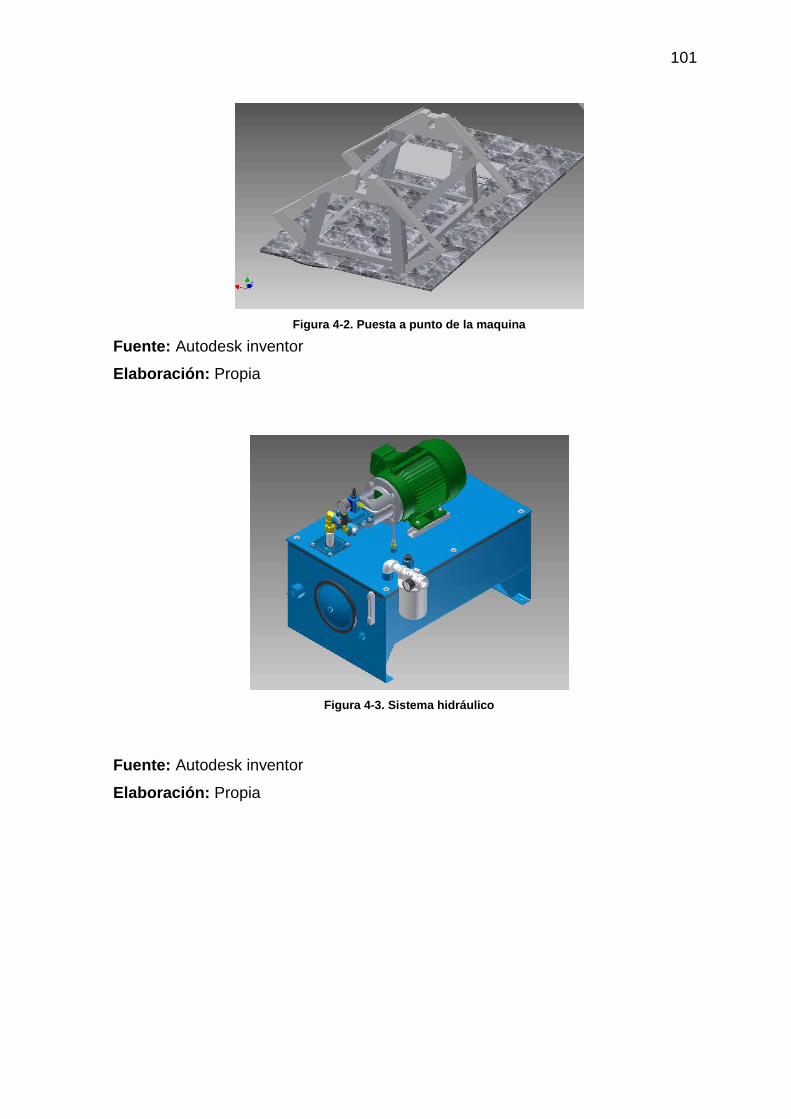
101
Figura 4-2. Puesta a punto de la maquina
Fuente: Autodesk inventor
Elaboración: Propia
Figura 4-3. Sistema hidráulico
Fuente: Autodesk inventor
Elaboración: Propia

102
Figura 4-4. Montaje de los pistones hidráulicos
Fuente: Autodesk inventor
Elaboración: Propia
Figura 4-5. Montaje de cadenas y catarinas
Fuente: Autodesk inventor
Elaboración: Propia
103
4.3 PRUEBAS DE CAMPO
Las pruebas de campo se las ejecutan una vez realizada la construcción del
prototipo, se aplica el correspondiente protocolo de pruebas que se especifica en
Anexo H con los resultados de estas pruebas, se evalúa el cumplimiento de los
criterios de diseño aplicados.
104
CAPÍTULO 5
5. ANALISIS DE COSTOS
5.1 INTRODUCCIÓN
En el presente capítulo se plantea un estudio de todos los costos generados
durante el proceso de diseño y construcción de los elementos repotenciados
además el costo de su puesta en funcionamiento, para esto se debe realizar una
revisión total del proyecto, con esto se pretende obtener un valor concreto que
permita ubicar el precio de repotenciación de la máquina dentro de determinados
límites que dejarían claro cuánto debe ser la inversión para repotenciar la máquina,
cabe recalcar que en el presente proyecto se buscó en gran medida obtener una
repotenciación accesible económicamente para la Metalmecánica Ángel María
Luna. Para alcanzar este objetivo se procede a identificar cada uno de los costos
como directos e indirectos, es importante agregar una descripción a cada uno de
ellos conjuntamente con el precio.
5.2 COSTOS DE LA MÁQUINA REPOTENCIADA.
Con la finalidad de encontrar los costos de fabricación que implicaría la
construcción de la máquina baroladora, se ha dividido a los costos en dos grupos:
costos directos y costos indirectos.
5.2.1 COSTOS DIRECTOS
Dentro de esta categoría se han agrupado aquellos costos que se pueden
identificar o cuantificar plenamente con la fabricación de la máquina baroladora.
Principalmente son: materiales directos y mano de obra directa.
5.2.1.1 Materiales Directos.
Involucra a los diversos costos que implica la adquisición de los materiales (materia
prima), elementos normalizados y costos por mecanizado. Estos se presentan
continuación.

105
Tabla 5-1. Costo de materiales directos COSTO MATERIALES
DESCRIPCION CANTIDAD COSTO UNITARIO COSTO TOTAL
AISI 1045 �127X1800 mm 2 150,00 300,00
BRONCE SAE 660 �50x10 4 15,00 60,00
SUBTOTAL 360,00 Fuente: DIPAC, IVÁN BOHMAN C.A. Elaboración: Propia
Tabla 5-2.Costo de elementos normalizados
COSTOS ELEMENTOS NORMALIZADOS
DESCRIPCION CANTIDAD COSTO UNITARIO
COSTO TOTAL
CILINDRO HIDRAULICO 2" x 10" 4 200,00 800,00 BOMBA DE ENGRANAJES AZ-P.F-10-008-RAB01M
1 398,42 398,42
ACOPLE MOTOR BOMBA + MATRIMONIO 1 120,00 120,00 VALVULA DE ALIVIO DE PRESION ZDBDS 6 G 18/315
1 304,26 304,26
VALVULA DIRECCIONAL 4WE6E6X/CW220N9K4 4 271,37 1085,48
CONECTOR ELECTRICO Z4-Z14 3P-T+PRETO 8 6,10 48,80
BLOQUE DISTRIBUIDOR PLC 2HSR 06-22/01 C 2 260,85 521,70
PERNOS DE SUJECION M5 X 50 8 3,73 29,84
PERNOS DE SUJECION M5 X 90 8 7,20 57,60 FILTRO DE RETORNO ABZFR-S0063-10-1X/M-DIN 1 465,71 465,71
MANOMETRO AB31-11/063-3000 T. INFERIOR 2 42,62 85,24
FILTRO DE AIRE FA76-10FV/2 1 47,86 47,86
INDICADOR DE NIVEL FSA-127-1.X/12 1 61,88 61,88
REG. CAUDAL 3/8 DRV 10-1-1X/V 8 108,90 871,20
MANGUERAS Y ACCESORIOS 1 1000,00 1000,00
SISTEMA DE CONTROL ELECTRICO 1 100,00 100,00
CADENA DOBLE N 80 1 168,44 168,44
CATARINA DOBLE C/MANZANA N80 15 DIENTES 3 24,25 72,75
CATARINA DOBLE C/MANZANA N80 20 DIENTES 1 26,57 26,57
SUBTOTAL 6265,75 Fuente: Hidro Control, Ivan Bohman C.A. Elaboración: Propia

106
5.2.1.2 Costo de Mano de Obra Directa.
Establece el costo de fabricación de las piezas construidas, tomando en cuenta
todos los procesos involucrados, considerando el tiempo para fabricar cada pieza y
el costo por unidad de tiempo. Además se toma en cuenta el costo de la mano de
obra durante el montaje.
Tabla 5-3. Costos de maquinado y mano de obra
COSTO MAQUINADO Y MANO DE OBRA
OPERACIÓN DE MAQUINADO UNIDAD CANTIDAD COSTO UNITARIO COSTO TOTAL
TORNEADO h 15 15,00 225,00
CORTE UNIDAD u 4 0,60 2,40
ESMERILADO h 3 4,00 12,00
MONTAJE h 24 2,00 48,00
SUBTOTAL 287,40
Fuente: MIALCA C.A. Elaboración: Propia
5.2.1.3 Costo directo total
Tabla 5-4. Costo directo total
COSTO DIRECTO TOTAL TIPO DE COSTO SUBTOTAL
COSTO MATERIALES 360,00
COSTO ELEMENTOS NORMALIZADOS 6265,75
COSTOS MAQUINADO Y MANO DE OBRA 287,40
SUBTOTAL 6913,15
Fuente: Propia Elaboración: Propia

107
5.2.2 COSTOS INDIRECTOS
Estos costos son aquellos que se generan del uso de materiales suplementarios;
es decir, son los gastos que no se encuentran vinculados directamente en la
fabricación de la máquina, pero son necesarios para su desarrollo.
5.2.2.1 Costos de materiales indirectos
Los costos indirectos de fabricación como lo indica su nombre son todos aquellos
costos que no se relacionan directamente con la manufactura, pero contribuyen y
forman parte de los costos de producción. A continuación se detallan estos costos:
Tabla 5-5. Costos de materiales indirectos
COSTO MATRIALES INDIRECTOS
DETALLE CANTIDAD COSTO UNITARIO
COSTO TOTAL
DISCO CORTE 2 15,00 30,00 LIMPIADOR
DESOXIDANTE 1 10,00 10,00
PINTURA 2 35,00 70,00
SUBTOTAL 110,00
Fuente: Comercializadoras de Quito Elaboración: Propia
5.2.2.2 Costos de ingeniería
Corresponden a los costos debido al tiempo en que los ingenieros o diseñadores
han dedicaron para el estudio, trabajo de campo y diseño de la máquina.
Tabla 5-6. Costos de ingeniería
COSTO DE INGENIERIA
DETALLE CANTIDAD COSTO UNITARIO
COSTO TOTAL
INGENIERIA Y DISEÑO
1 450,00 450,00
SUBTOTAL 450,00
Fuente: Propia Elaboración: Propia
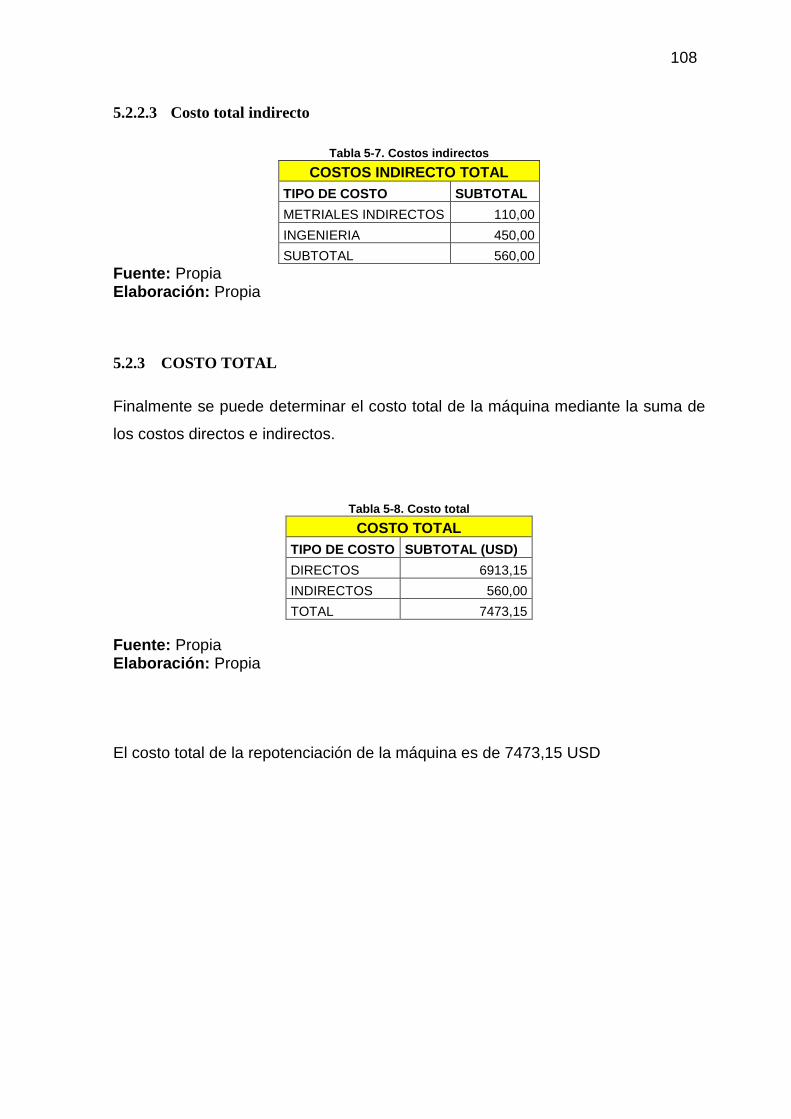
108
5.2.2.3 Costo total indirecto
Tabla 5-7. Costos indirectos
COSTOS INDIRECTO TOTAL TIPO DE COSTO SUBTOTAL
METRIALES INDIRECTOS 110,00
INGENIERIA 450,00
SUBTOTAL 560,00 Fuente: Propia Elaboración: Propia
5.2.3 COSTO TOTAL
Finalmente se puede determinar el costo total de la máquina mediante la suma de
los costos directos e indirectos.
Tabla 5-8. Costo total
COSTO TOTAL TIPO DE COSTO SUBTOTAL (USD)
DIRECTOS 6913,15
INDIRECTOS 560,00
TOTAL 7473,15
Fuente: Propia Elaboración: Propia
El costo total de la repotenciación de la máquina es de 7473,15 USD

109
CAPÍTULO 6
6. CONCLUSIONES Y RECOMENDACIONES
6.1 CONCLUSIONES
• Mediante el desarrollo de este proyecto se ha podido establecer un
procedimiento para repotenciar una maquina baroladora utilizando los
recursos disponibles de la empresa al menor costo, logrando con esto un
ahorro notable y consigo el desarrollo de la empresa.
• La máquina repotenciada nos permite barolar chapas de hasta 6 mm de
espesor, mediante la presión que ejerce los pistones hidráulicos que permite
cumplir con la capacidad requerida, obteniendo de esta manera el
cumplimiento del objetivo principal del proyecto.
• Con la repotenciación se pretende obtener una máquina semiautomática lo
cual genera una disminución en el tiempo de elaboración del producto,
además de generar un ambiente de trabajo más seguro para los
operadores.
• La realización de la cotización de los equipos necesarios para la
repotenciación de la máquina, requirió de un proceso de investigación de
cada uno de los componentes y de las empresas proveedoras que
cumplieran con los requisitos necesarios para hacer una integración de los
componentes de manera más eficiente.
• La totalidad de mecanismos que tiene la maquina son sencillos
desmontables, no requieren de ninguna preparación especial por parte del
operario para que el mismo pueda dar mantenimiento y efectuar un buena
operación.
• La realización de este proyecto tuvo como resultado el cumplimiento de
todos los objetivos propuestos, se logró el mejoramiento de la máquina, que
permite realizar en forma eficaz el proceso de barolado.

110
6.2 RECOMENDACIONES
• Es conveniente tomar en cuenta el no sobre cargar a la máquina con chapas
superiores a 6 mm de espesor para evitar que exista daños por este motivo.
• Se recomienda una adecuada lubricación de las piezas y partes que
conforman la máquina.
• La máquina debe cumplir con todos los parámetros de seguridad, puesto
que está orientada a ser manipulada directamente por el operario, y éste
debe utilizar todos los implementos fundamentales como guantes de cuero,
etc. Además debe operarse la máquina con las debidas precauciones ya
que un error puede ocasionar graves accidentes que afecten la integridad
física del operario.
• La máquina actual no contiene una protección en los elementos que
transmiten la potencia, cadenas y catarinas, por lo que se recomienda se
coloque una protección para evitar que ingrese algún elemento que pueda
afectar el correcto funcionamiento de estos elementos.
• El motor que proporciona la fuerza necesaria para el movimiento de los
rodillos baroladores supera las necesidades de la máquina por lo cual se
recomienda cambiar puesto que se estaría haciendo un uso innecesario de
energía eléctrica.
• Evitar el contacto con los rodillos baroladores cuando estos se encuentren
realizando el proceso de barolado.
111
REFERENCIA BIBLIOGRÁFICA
[1]. ALARCÓN, José; Tratado Práctico de refrigeración Automática; 9a Edición;
Marambo Editores; Barcelona; 1981.
[2]. PARKER, Training; “Tecnología Hidráulica Industrial”; Jacareí ; Sao Paulo;
1999.
[3]. MOTT, R; Diseño de Elementos de Maquinas;Editorial PEARSON
Educación 4ta Edición; México; 2006
[4]. SHIGLEY EDWARD; Diseño en Ingeniería Mecánica; Editorial Mc. Graw
Hill; Tercera edición; México, 1985.
[5]. BEER, F; Mecánica de Materiales; Editorial Mc Graw-Hill; 4ta Edición
[6]. Wick Benedict Veilleux, Tool and Manufacture Engineers Handbook.
Editorial McGraw-Hill, Quinta edición, USA, 1998.
PAGINAS WEB
[1]. http://www.directindustry.es/
[2]. http://www.dismamex.com.mx/imcar.html
[3]. http://www.gates.com/Spain/brochure.cfm?brochure=8213&location_id=1174
8
[4]. http://www.mantenimientomundial.com/sites/mm/notas/bo2.pdf

112
ANEXOS

113
ANEXO A. ESPECIFICACIONES TÉCNICAS PARA LA
SELECCIÓN DE LAS CADENAS DE RODILLOS
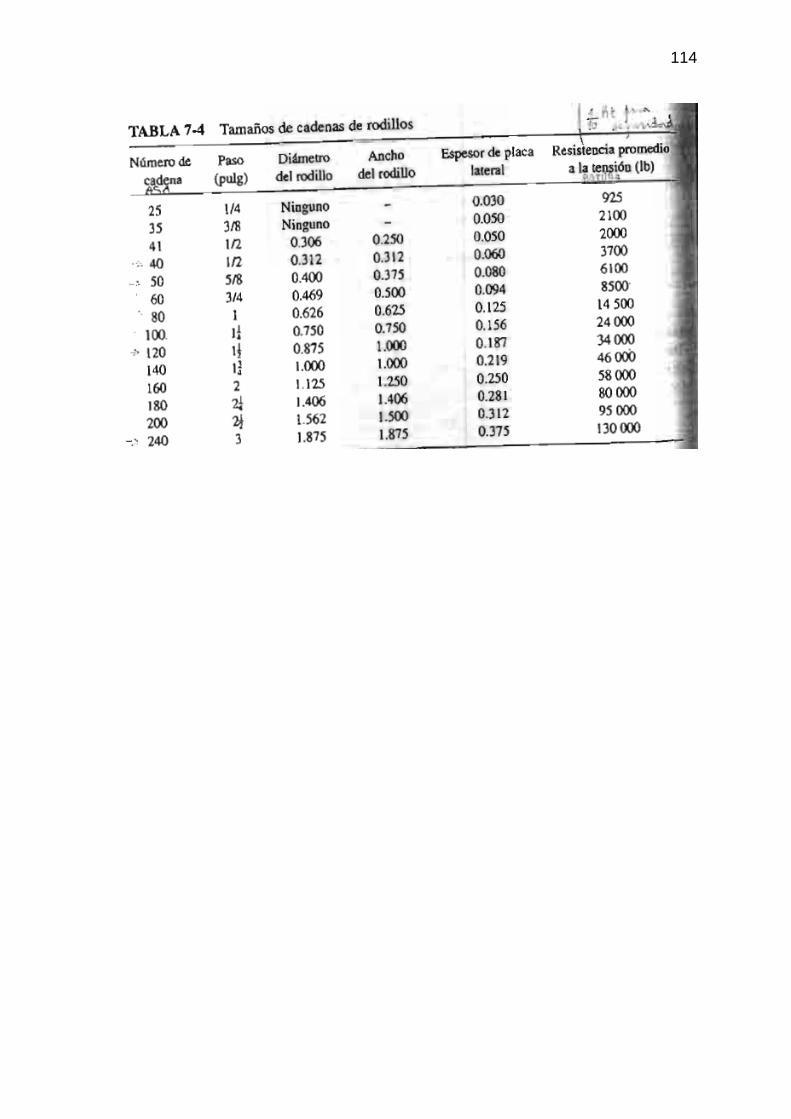
114
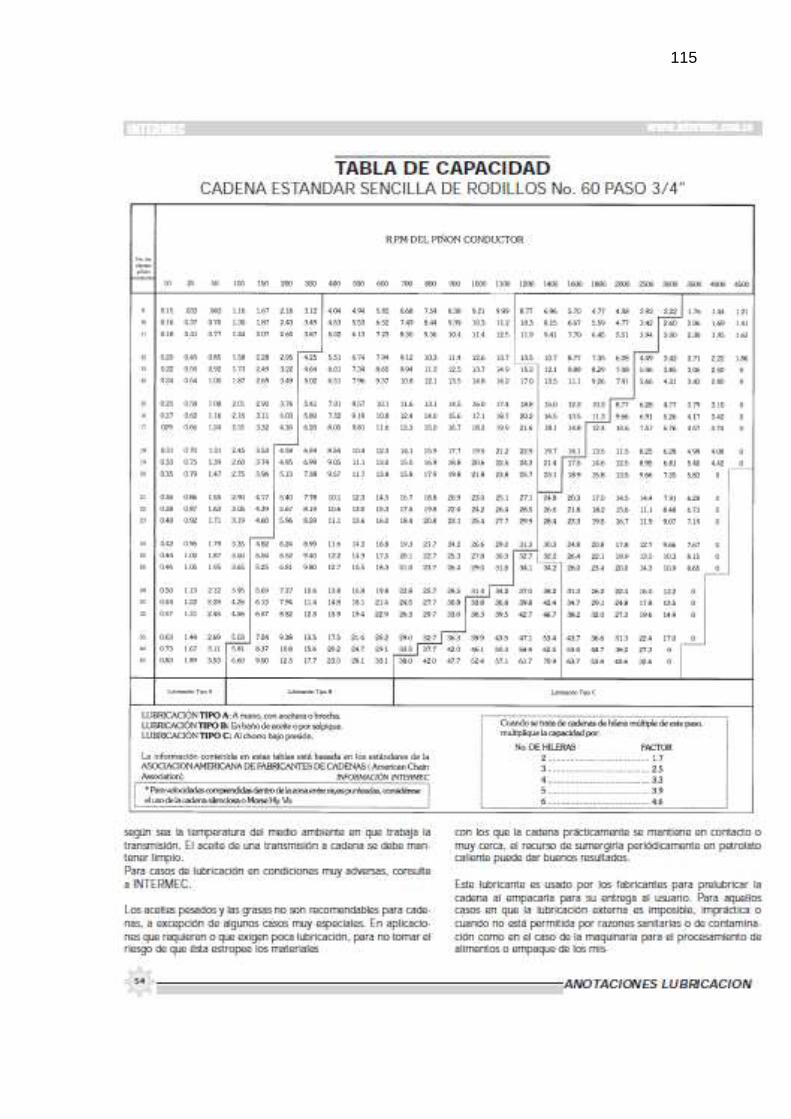
115
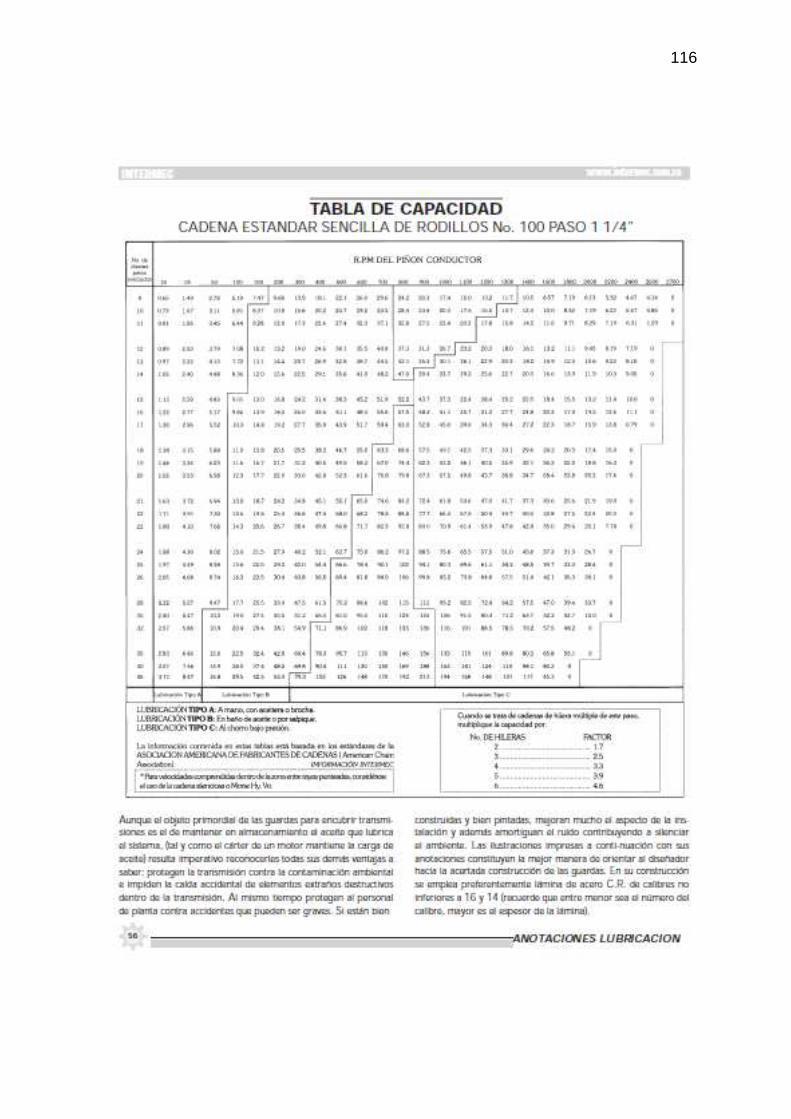
116
117
ANEXO B. ESPECIFICACIONES DE CATARINAS
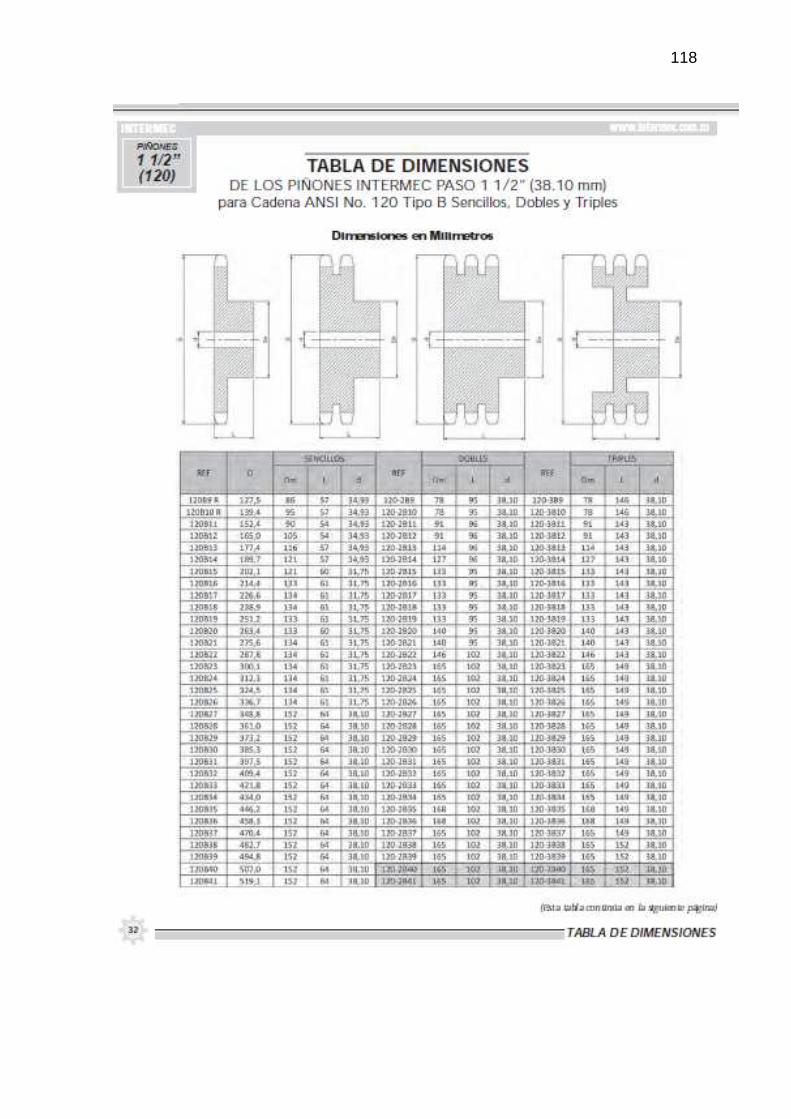
118

119
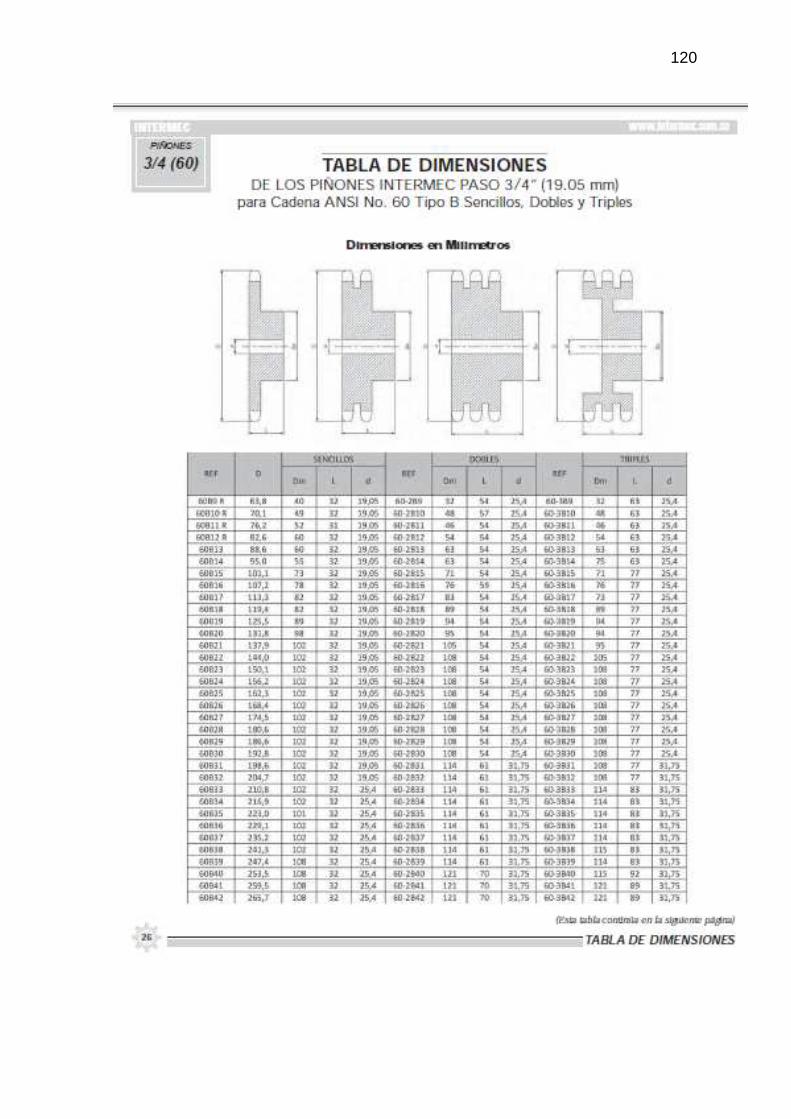
120

121
122
ANEXO C. ESPECIFICACIONES TÉCNICAS PARA UN
MOTOR TRIFÁSICO DE 2HP Y 3HP MARCA SIEMENS

123

124
ANEXO D. ESPECIFICACIONES TÉCNICAS PARA LA
SELECCIÓN DE MANGUERAS HIDRÁULICAS DE ALTA
PRESIÓN, SERIE SAE 100 R1AT PARA MARCAS HRW Y
STRONGFLEX

125
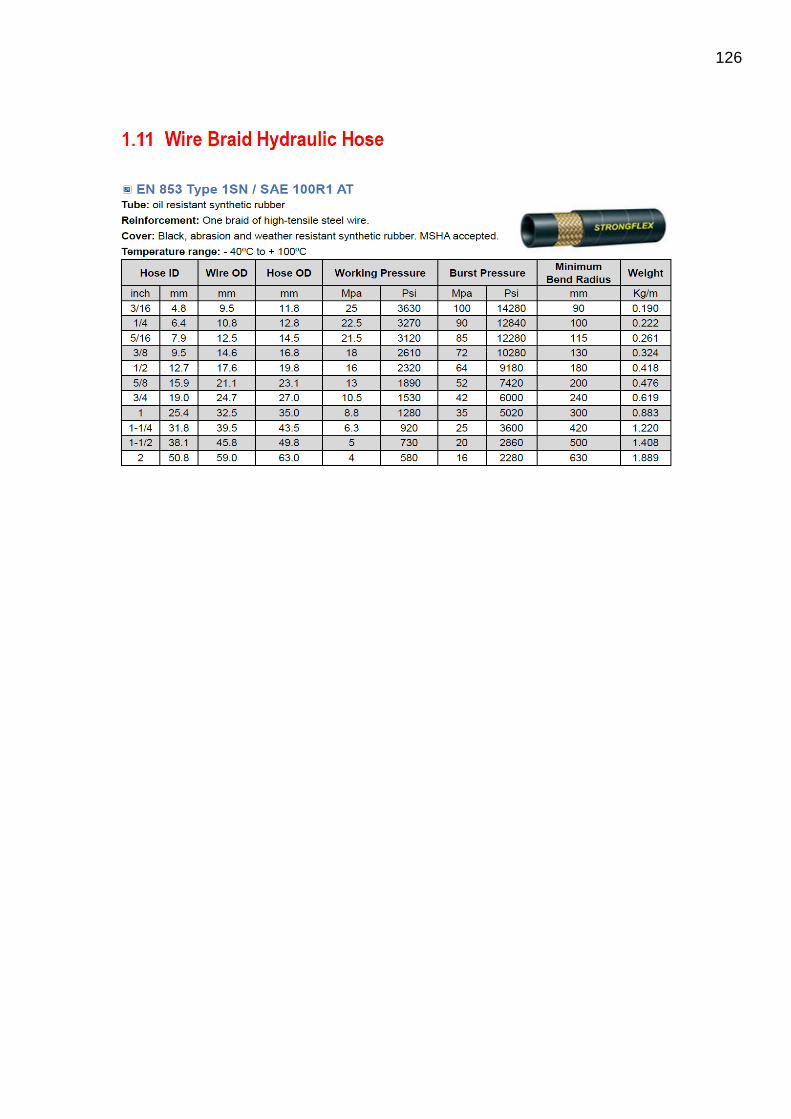
126
127
ANEXO E. ESPECIFICACIONES TÉCNICAS PARA UN
CILINDRO HIDRÁULICO MARCA FAP SEGÚN NORMA ISO
6022
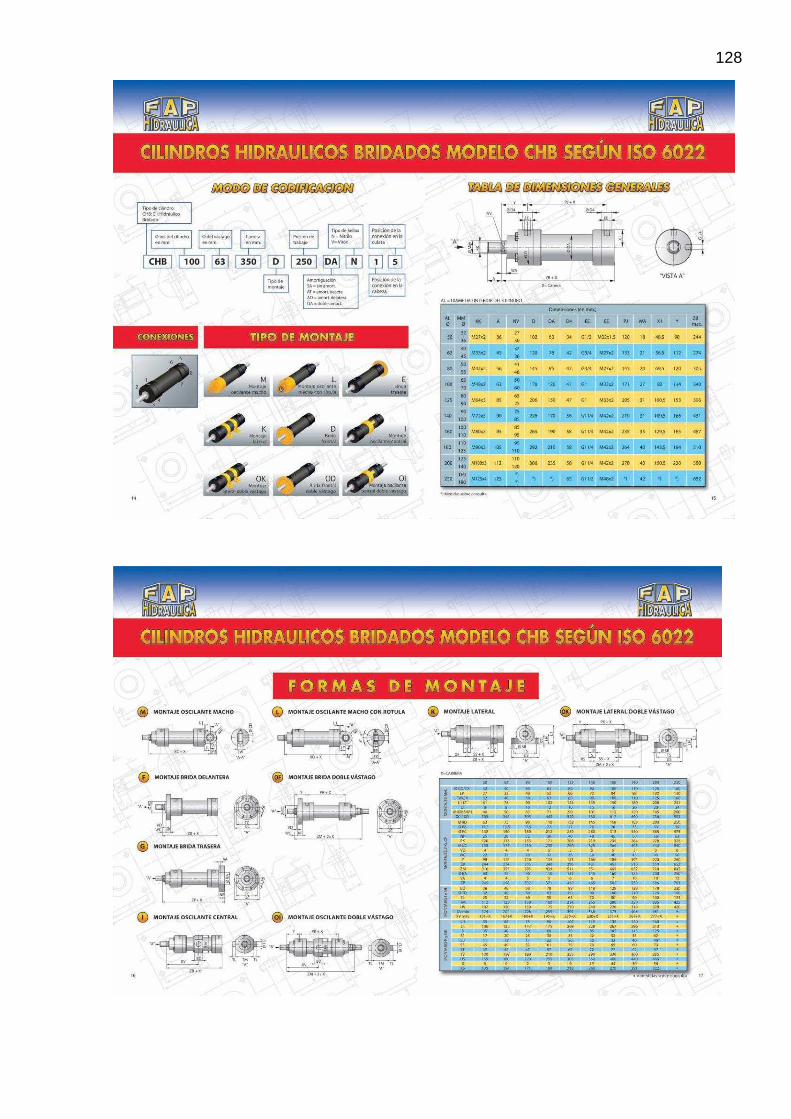
128
129
ANEXO F. HOJAS DE PROCESOS

130
ANEXO G. PLANOS
131
ANEXO H. FORMATO DEL PROTOCOLO DE PRUEBAS
DEL PROTOTIPO

132
ESCUELA POLITÉCNICA NACIONAL FACULTAD DE INGENIERÍA MECÁNICA
PROTOCOLO DE PRUEBAS DEL PROTOTIPO
1.- DATOS GENERALES
EQUIPO: Maquina Baroladora Semiautomática de 6mm de espesor de chapa
DISEÑO Y CONSTRUCCIÓN:
DIRECTOR:
CO-DIRECTOR:
LUGAR DE LA PRUEBA:
FECHA DE LA PRUEBA:
2.- VERIFICACIÓN DE DIMENSIONES GENERALES Y PESO
PARÁMETRO RESULTADO SE ACEPTA NO SE ACEPTA Alto
Largo Ancho Peso
3.- VERIFICACIÓN DE LA FUNCIONALIDAD Y MONTAJE DE LAS PIEZAS
PIEZA O ELEMENTO SE ACEPTA NO SE ACEPTA Rodillos Cadenas Catarinas Bandas Motor
Estructura Pintura
Lubricación Ajuste de pernos
4.- VERIFICACIÓN DE ALINEACIÓN Y PARALELISMO SISTEMA O CRITERIO EVALUADO SE ACEPTA NO SE ACEPTA Comprobar que ejes, soportes y guías estén paralelos y alineados
Verificar el paralelismo entre el soporte y la base del motor

133
Verificar el paralelismo entre la estructura principal y secundaria
Verificar el paralelismo entre la estructura principal y los cilindros
Verificar el paralelismo entre los rodillos baroladores y catarinas.
5.- FUNCIONAMIENTO EN VACÍO
SISTEMA O CRITERIO EVALUADO SE ACEPTA NO SE ACEPTA Transmisión
Accionamiento Rodillos
Estructural Eléctrico
PARÁMETRO RESULTADO SE ACEPTA NO SE ACEPTA Velocidad angular
6.- FUNCIONAMIENTO CON CARGA
SISTEMA O CRITERIO EVALUADO SE ACEPTA NO SE ACEPTA Transmisión
Accionamiento Rodillos
Estructural Calidad del material barolado
Nivel de vibraciones PARÁMETRO RESULTADO BAROLADO
MATERIAL ESPESOR (mm) SE ACEPTA NO SE ACEPTA
INOX-306 6mm Capacidad
7.- CONCLUSIÓN
PROTOTIPO SE ACEPTA NO SE ACEPTA
8.- FIRMAS DE RESPONSABILIDAD
CARGO OPERADOR OPERADORA DIRECTOR PROYECTO
NOMBRE
FIRMA FECHA

134
ANEXO I. SIMULACIÓN DE LA MÁQUINA BAROLADORA
A SER REPOTENCIADA

135