Embed Size (px)
Citation preview

Interés de la fabricación e inspección de piezas de grandes dimensiones
• Motivación • La producción en serie se desplaza a países de menores
costes de mano de obra
• Sectores que tiran de la actividad industrial europea: piezas muy singulares, piezas de grandes dimensiones
• Industria aeronáutica • Ferrocarril • Energía eólica • Otros
2

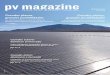
Potencia eólica instalada en el mundo
3

Problemática de las piezas de grandes dimensiones
• Problemática de las máquinas grandes • Centrado de la pieza en la máquina • Amarre de la pieza • Alternativas a las máquinas grandes (máquina sobre máquina,
máquinas portables) • Inspección no destructiva de la pieza
4

Problemática en máquinas de grandes dimensiones: fundación, alineación, calibración
Bancada de altura reducida. Mayor recorrido menor bancada Rigidez proporcionada por la fundación Precisión obtenida por repetitividad y calibración
5

Problemática en máquinas de grandes dimensiones
Guiado debería ser isostático • Guias de rodadura • Guías hidrostáticas
Guiado isostático da lugar a buena repetibilidad • Posibilidad de obtener buena precisión
mediante calibración
Grandes masas, frecuencias naturales bajas, limitaciónes de aceleración, jerk, precisión de interpolación ¡¡¡OJO CON EL AJUSTE DE LOS LAZOS DE CONTROL!!!
6

Problemática en máquinas de grandes dimensiones
Interferómetro láser. Rectitud, perpendicularidad, calibración lineal Necesidad de calibración volumétrica Posibilidades:
Láser tracker (Proyecto Alexandria) Láser tracer
Modelo de corrección de errores
Métodos de calibración
7

Sistema para calibración por multilateralización
Múltiples sistemas láser de seguimiento Proporcionan solamente medida de distancia Algoritmo matemático que permite calcular la posición de cada módulo y las cotas XYZ del corner cube
Problemática en máquinas de grandes dimensiones
8

Módulo laser tracer, Multilateralización
Problemática en máquinas de grandes dimensiones
9

Problemática en máquinas de grandes dimensiones
Deformaciones térmicas Son del orden de varias décimas en máquinas no muy grandes Corrección por diseño (evacuación de calor por refrigeración, aislamiento de fuentes...) Influencia del ambiente. Imposible de evitar en máquinas grandes Corrección por estimación de la distorsión térmica a través de sensores de temperatura ??? Diseño juicioso del proceso de mecanizado Fiduciales
10

Fiduciales
Universidad de Zaragoza IBS Precision
Calibración de tridimensionales Precisión de giro de cabezales Utilización como fiducial Deformaciones térmicas Piezas mayores que el recorrido de la máquina
Problemática en máquinas de grandes dimensiones
11

Fiduciales
Alexandria
12

Bogie ferrocarril, problemática de centrado en máquina
Garantizar sobremateriales Proporcionar rigidez para el mecanizado No deformar la pieza al amarrar
13

Bogie de ferrocarril, centrado en máquina, deformaciones por el utillaje
14

Torneado hélice, centrado en máquina
Garantizar sobremateriales Preforma de la hélice quede razonablemente centrada
15

Piezas grandes, centrado de pieza en bruto
Sobremateriales Mantenimiento de ejes pieza en el reamarre
16

Centrado de pieza en bruto. 1/3 Caracterización de la pieza
P1 P
3
P2
=
=
=
Colocación de marcadores codificados y no codificados Identificación de marcadores codificados Cálculo de posiciones de las cámaras Identificación de marcadores no codificados Cálculo de posiciones de las cámaras y coordenadas de los marcadores
Alexandria.
17

Caracterización de la pieza

Centrado de la pieza en bruto. 2/3 extracción de la geometría de la pieza acabada y ajuste
Alexandria

Centrado de la pieza en bruto. 2/3 extracción de la geometría de la pieza acabada y ajuste
Alexandria

Centrado de la pieza en bruto. 3/3 Ajuste de ejes de pieza y ejes de máquina.
Alexandria
21

Centrado de la pieza bruta. Extremo de una pala eólica
Triangulación mediante línea láser + cámara. Escaneado de la zona de interés Dos imágenes + procesamiento mediante visión artificial
Centrado de pieza sobre performas
22

Referencias de pieza por visión artificial
23

Amarre de piezas grandes. Problemática
Las piezas grandes suelen requerir rigidez adicional para Mecanizado sin vibración Evitar deformaciones por su propio peso
Sistemas de amarre hiperestáticos (rigidez) No se controlan las fuerzas, deformación no controlada de la pieza,
que da lugar a errores después de la suelta Dificultad en el centrado de la pieza (cuánto desplazamiento aplicar a
cada amarre?)
24

Deformaciones por el amarre: amarres inteligentes
25

Deformaciones de la pieza por el amarre: Amarres inteligentes
Amarres inteligentes:
Capacidad de desplazamiento Medida de la fuerza y
desplazamiento en cada módulo
Cálculo de las modificaciones
requeridas para
Centrado de la pieza Minimizar la distorsión
Ideko
26

Deformación por eliminación de material con tensiones residuales
Las tensiones del material eliminado pueden considerarse un esfuerzo que deformaba la pieza y que se elimina Cuando se libera la pieza de su amarre adquiere una nueva situación Se pierde la precisión (planitud, paralelismo...) que ha producido la máquina Necesidad de desarrollo de soluciones
27

Tricept (cinco ejes) sobre grandes desplazamientos en 3 ejes
Máquina de elevada dinámica y desplazamientos limitados sobre máquina de grandes desplazamientos
28

Máquinas portables: fresadora de extremos de tubos
Soluciones dependientes de la aplicación Traslado de la máquina manual o automatizado Fijación de la máquina sobre la pieza a mecanizar Referencias!!! láser tracker fotogrametría visión artificial / estereo fotogrametría
29

Máquinas portables
30

Máquinas portables. Sistema de localización de la máquina respecto a la pieza
Semirremolque. Unión de largueros y puentes atornillada.
Semirremolque sobre bastidor-volteador (15 m). Marcadores reflectantes para referencia.
Unidad móvil de taladrado. Marcadores reflectantes para seguimiento con el sistema estereométrico.
Alexandria
31

Inspección no destructiva de daños
Piezas de elevada responsabilidad Daños por defectos en el material Daños producidos por el proceso de mecanizado
Grietas Tensiones residuales, especialmente de tracción
32

Inspección no destructiva de daños
Técnicas de detección de daños
Ultrasonidos (medio acoplante) Termografía activa EMATs (ElectroMagnetic Acoustic Transducers) Microondas (Teraherzios, materiales compuestos no
conductores) Inspección termográfica de resistencia a fatiga Difractometría de rayos X (tensiones residuales)
Alexandria.
33