Embed Size (px)
Citation preview

EVALUACIÓN DE LA BAUXITA COMO DECOLORANTE DE ALQUILATOS EN UNA PLANTA PILOTO Y ESCALAMIENTO
INDUSTRIAL DEL PROCESO DE ADSORCIÓN EVALUATION AS BLEACHING ALKYLATE BAUXITE IN A PILOT PLANT AND
INDUSTRIAL PROCESS SCALE UP ADSORPTIONCarlos Hernández (1), Edgar Morán (1), Zulay Niño-Ruiz (2), y Alberto Mieres-Pitre (1).
(1) Escuela de Ing. Química. Facultad de Ingeniería. Universidad de Carabobo. Venezuela, Ecuador, email:[email protected]; [email protected]
(2) Departamento de Investigación. Universidad Estatal de Bolívar, e-mail: [email protected]
Resumen: el objetivo de la investigación fue evaluar en una planta piloto, el comportamiento de la bauxitacomo decolorante de alquilatos y hacer el escalamiento industrial del proceso de adsorción. Se determinóla relación de absorbancia por espectrocopía UV-visible, tensión interfacial, humedad Karl Fisher, tensiónde ruptura y factor de potencia, utilizando normas Covenin y Fondonorma, para tiempos de regeneraciónde bauxita (TRB) de 4 y 8 horas, para un total de 9 regeneraciones. El escalamiento industrial se realizó conlos datos obtenidos en planta piloto, siguiendo el método de similitud geométrica. El diseño industrial de lacolumna de adsorción arrojó que la misma debe tener una altura total de 12,5330 metros. Las variables uti-lizadas para la evaluación de la bauxita, indicaron la efectividad en la remoción de los elementos que aportancolor en el alquilato, siendo el TRB de 8 horas el más conveniente.
Palabras clave: bauxita, alquilatos, planta piloto, escalamiento, adsorción.
Abstract: the objective of the research was to evaluate in a pilot plant, bauxite behavior as bleaching alkylateand make industrial upgrading of the adsorption process. The ratio of absorbance spectroscopy UV-visible,interfacial tension, moisture Karl Fisher, breakdown voltage and power factor was determined using Coveninand Fondonorma standards, for regeneration times bauxite (TRB) of 4 and 8 hours for a total 9 regenerations.Industrial upgrading was performed using data from pilot plant, following the method of geometric similarity.The industrial design of the adsorption column showed that it must have an overall height of 12.5330 meters.The variables used for the evaluation of bauxite, indicated the effectiveness in removing the elements thatwill color in the alkylate, being the TRB 8 hours more convenient.
Keywords: bauxite, alkylates, pilot plant, scale up, adsorption.
Revista de Investigación Talentos II. (2) 9-19 9
Recibido: 04 diciembre de 2014Aceptado 10 junio de 2015Publicado como artículo científico en Revista de Investigación Talentos II (2) 9-19

I. INTRODUCCIÓN
La bauxita fue identifica por primera vez en 1821por Berthier en la localidad de Le Baux en el sur
de Francia y es en cierta forma una alúmina hidratadanatural que debe activarse mediante la aplicación decalor a temperaturas que varían entre 450 a 1500°F,con el fin de recuperar su capacidad de adsorción. Seutiliza para decolorar productos del petróleo y parasecar gases; se puede regenerar con calor para su reu-tilización (Treybal, 1998).
La adsorción de contaminantes de un líquido en unadsorbente es un fenómeno de superficie que alcanzaun punto de equilibrio y que sigue una determinadatrayectoria cinética para alcanzarlo. El primer paso deeste fenómeno involucra la difusión del soluto (en estecaso el contaminante) en la estructura porosa del ad-sorbente. Las moléculas del soluto son atraídas a lasuperficie interna de los poros por fuerza que puedenser debidas a atracciones electrostáticas débiles (fuer-zas de Van der Waals), en cuyo caso se habla de ad-sorción física, la cual es reversible; o pueden ser detipo químico, las cuales son mucho más fuertes quelas anteriores, en cuyo caso se habla de una adsorciónquímica, la cual es irreversible. La adsorción puederealizarse en continuo o por lotes (Trejo y Hernández,2007). En un sistema de lecho fijo son importantes lasresistencias a la transferencia de masa, siendo que laeficiencia de este método dependerá de la dinámicaglobal del sistema, y no sólo de las consideracionesde equilibrio (Geankoplis, 2003).
Se define como Planta Piloto al proceso que consisteen partes específicas ensambladas que operan comoun todo armónico con el propósito de reproducir, a es-cala, procesos productivos. También facilita la poste-rior operación y aplicación a nivel industrial o enalgún área de trabajo determinada; sirve además parala confrontación de la teoría (modelos) con la prácticay la experimentación en las áreas del conocimientoantes mencionadas (Baasel, 1990). El escalamiento esel proceso mediante el cual se desarrollan los criteriosy las reglas de asignación numérica que determinanlas unidades de medida significativas para llevar deun tamaño dado a otro tamaño mayor o menor una
operación u objeto. Escalar un proceso o equipo esconvertirlo de su escala de investigación (laboratorioo piloto) a escala industrial (Anaya y Pedroza, 2008).
Villanueva (2011) trabajó en el escalamiento de unproceso de adsorción para hidrocarburos pesados y re-generación del adsorbente. El objetivo principal fueel escalamiento de la unidad de adsorción dinámicapara la remoción de compuestos nitrogenados en elgasóleo pesado. La metodología empleada para elcambio de escala se basó en la teoría de Vermeullen ysus colaboradores, dejando la velocidad espacial fijay manteniendo constante la relación gasóleo-adsor-bente, para lo que se obtuvo una alta correspondenciateórico experimental, con una desviación menor al10% entre el valor mínimo esperado y el alcanzado.
En el proceso de alquilación, se obtienen alquilben-ceno lineal (LAB) y ramificado (BAB), haciendo re-accionar benceno con olefinas lineales (OLP) óramificadas (PTM), en presencia de ácido fluorhídrico(HF) como catalizador, éstos son separados como al-quilatos livianos y pesados, que pueden ser lineales oramificados según las olefinas que se empleen comomateria prima. Los alquilbencenos son utilizadoscomo materia prima para la elaboración de detergen-tes sintéticos, previa sulfonación y neutralización, conuna base fuerte como el sulfonato de sodio, que es elmás utilizado. Los alquilatos tienen bajo rango deaplicación industrial debido al gran contenido de sus-tancias que aportan color y polaridad, convirtiéndolosen hidrocarburos de bajo valor comercial y física-mente poco atractivos, ocasionando problemas en sucomercialización como materia prima de otros pro-ductos. Es por ello que es de suma importancia elblanqueo y tratamiento a mayor medida de estos pro-ductos para lograr satisfacer las necesidades de sec-tores industriales dedicados a la fabricación de grannúmero de productos en el ramo de aceites lubricantesespeciales, entre otros, mejorando así la comerciali-zación de los alquilatos (Morán, 2013). En tal sentido,el objetivo de esta investigación fue caracterizar labauxita como adsorbente de elementos que aportancolor a los alquilatos, utilizando una columna de ad-sorción a escala piloto y hacer el escalamiento indus-trial del sistema partiendo de los datos recogidos.
Revista de Investigación Talentos II. (2) 9-1910
II. MATERIALES Y MÉTODOS
A. Características de la planta piloto
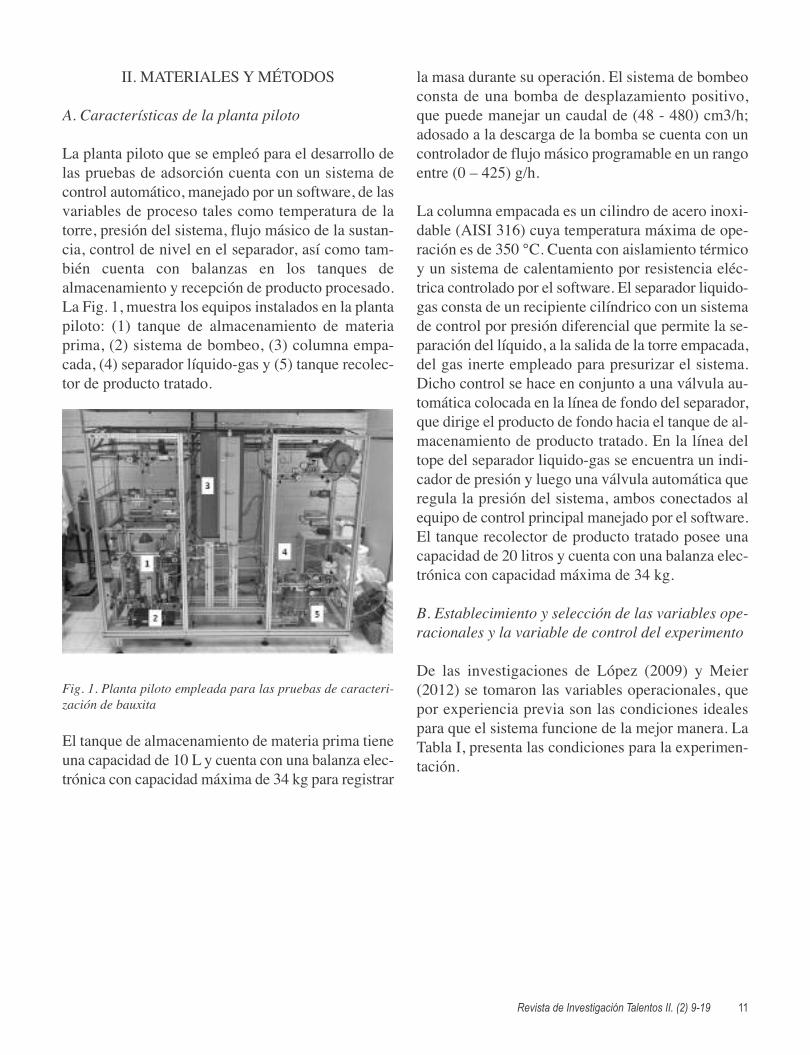
La planta piloto que se empleó para el desarrollo delas pruebas de adsorción cuenta con un sistema decontrol automático, manejado por un software, de lasvariables de proceso tales como temperatura de latorre, presión del sistema, flujo másico de la sustan-cia, control de nivel en el separador, así como tam-bién cuenta con balanzas en los tanques dealmacenamiento y recepción de producto procesado.La Fig. 1, muestra los equipos instalados en la plantapiloto: (1) tanque de almacenamiento de materiaprima, (2) sistema de bombeo, (3) columna empa-cada, (4) separador líquido-gas y (5) tanque recolec-tor de producto tratado.
Fig. 1. Planta piloto empleada para las pruebas de caracteri-zación de bauxita
El tanque de almacenamiento de materia prima tieneuna capacidad de 10 L y cuenta con una balanza elec-trónica con capacidad máxima de 34 kg para registrar
la masa durante su operación. El sistema de bombeoconsta de una bomba de desplazamiento positivo,que puede manejar un caudal de (48 - 480) cm3/h;adosado a la descarga de la bomba se cuenta con uncontrolador de flujo másico programable en un rangoentre (0 – 425) g/h.
La columna empacada es un cilindro de acero inoxi-dable (AISI 316) cuya temperatura máxima de ope-ración es de 350 °C. Cuenta con aislamiento térmicoy un sistema de calentamiento por resistencia eléc-trica controlado por el software. El separador liquido-gas consta de un recipiente cilíndrico con un sistemade control por presión diferencial que permite la se-paración del líquido, a la salida de la torre empacada,del gas inerte empleado para presurizar el sistema.Dicho control se hace en conjunto a una válvula au-tomática colocada en la línea de fondo del separador,que dirige el producto de fondo hacia el tanque de al-macenamiento de producto tratado. En la línea deltope del separador liquido-gas se encuentra un indi-cador de presión y luego una válvula automática queregula la presión del sistema, ambos conectados alequipo de control principal manejado por el software.El tanque recolector de producto tratado posee unacapacidad de 20 litros y cuenta con una balanza elec-trónica con capacidad máxima de 34 kg.
B. Establecimiento y selección de las variables ope-racionales y la variable de control del experimento
De las investigaciones de López (2009) y Meier(2012) se tomaron las variables operacionales, quepor experiencia previa son las condiciones idealespara que el sistema funcione de la mejor manera. LaTabla I, presenta las condiciones para la experimen-tación.
Revista de Investigación Talentos II. (2) 9-19 11
C. Procedimiento utilizado en el proceso adsorciónen la planta piloto
Las pruebas de adsorción de alquilatos con el rellenoseleccionado permitieron determinar su capacidad yeficiencia como agente adsorbente en el blanqueo deestos hidrocarburos. El procedimiento que se cumpliófue el siguiente:
1. Se pesó en la balanza analítica la cantidad de re-lleno a ser empacado en la torre. Se activó el rellenocolocándolo a la temperatura de 250 °C en una estufapara eliminarle la humedad. Junto al relleno tambiénse secan las perlas de vidrio usadas como soporte.
2. Se empacó la torre de la planta piloto, asegurán-dose que el relleno quede en el centro de la torre. Paraello se usó como soporte perlas de vidrio y lana devidrio para mantener el relleno junto y evitar que sepermee entre las perlas.
3. Se cargó el tanque de alimentación con alquilatovirgen, garantizando que tenga una humedad KarlFisher menor a 10 mg/kg.
4. Mediante la presurización con gas nitrógeno UAPdel sistema, se verificó la no existencia de fugas enlas uniones e instrumentos de la planta piloto.
5. Se programó una rampa de calentamiento de 210°C/h hasta alcanzar dicha temperatura en la columnaempacada y se mantuvo durante tres horas junto a un
flujo de nitrógeno UAP de 5 Nl/h a una presión de 2barg.
6. Con la ayuda del software de control se fijaron lasvariables operacionales, presión y flujo de nitrógenoUAP, flujo de alquilato, temperatura de la torre, ynivel de líquido en el separador. Se encendió labomba y se estabilizó la presión de bombeo conayuda de la válvula reguladora dispuesta en la líneade retorno al tanque de alimentación.
7. Se operó de forma continua tomando muestras delproducto tratado hasta que se cumplió el tiempo es-tipulado para la prueba. Por último se midió la absor-bancia a 386 nm de longitud de onda empleando elespectroscopio de absorción.
8. Se detuvo operación de la planta piloto, cerrandoel flujo de alquilato, al igual que el flujo de nitrógenoUAP y apagando el calentamiento de la torre. Se secóel relleno a una temperatura aproximada de 100 °Cdurante cuatro horas, empleando una estufa. Usandouna cápsula de porcelana resistente a altas tempera-turas, se regeneró el relleno durante un tiempo esti-pulado, a una temperatura no menor a 700 °C,empleando una mufla de incineración. Se dejó enfriarla cápsula con el relleno regenerado y se pesó denuevo en la balanza analítica.
El experimento anterior se aplicó a dos porciones dis-tintas del mismo relleno, que en lo sucesivo se deno-minaran pruebas A1 y pruebas A2. Las condiciones
Revista de Investigación Talentos II. (2) 9-1912
TABLA I. CONDICIONES OPERACIONALES EMPLEADAS EN EL EXPERIMENTO
DE TORRE DE ADSORCIÓN

de operación para cada serie fueron idénticas, la di-ferencia es el tiempo empleado para la regeneracióndel adsorbente, que en el caso de las pruebas A1 fuede cuatro horas y para las pruebas A2 fueron ochohoras de incineración en la mufla. Esto con la finali-dad de determinar la influencia de la duración delproceso de regeneración en la eficiencia de la bauxita.Cada experimento involucró un total de 10 corridascon una duración de 60 horas de operación continua,representando nueve regeneraciones del adsorbente.Las muestras, conformadas por una porción aproxi-mada de 30 mL, fueron analizadas con el espectrofo-tómetro para medir su absorbancia a 386 nm ydeterminar así la diferencia respecto al alquilato sintratamiento. De acuerdos a ensayos realizados porMorán (2013), 386 nm es la máxima longitud de ondaencontrada en la medición de la absorbancia de lasmuestras de alquilato. Igualmente, Morán (2013) de-terminó a través de una correlación entre la determi-nación del color Saybolt y la absorbancia, que latécnica de espectrocopía para la determinación delcolor es muy útil y confiable.
Después de completar cada una de las corridas, lamuestra resultante de alquilatos tratados y recogidosen el tanque de producto terminado de la planta pi-loto, fueron pre tratadas antes de ser analizadas concada uno de los métodos estándares. El tratamientose basó en un filtrado al vacio empleando filtros depapel de 8,0 µm y por último secado con burbujeo degas nitrógeno (N2) de alta pureza. Esta última prác-tica se hizo con la finalidad de reducir la humedadcontenida en los alquilatos. Las trazas de agua en loshidrocarburos aumentan su polaridad, lo que afectalas propiedades dieléctricas de la sustancia. Es porello que fue preciso disminuir su contenido para eli-minar la interferencia en los resultados de las prue-bas. Se empleó el método Karl Fisher (NVC1009:1982) para determinar la humedad de los alqui-latos
Se procedió con los ensayos de laboratorio normali-zados, para demostrar el cambio logrado en el pro-ducto tratado con el sistema de adsorción. Losanálisis que se realizaron debido a la relación queguardan con las sustancias que se desean eliminar, selistan a continuación.
D. Espectroscopía UV-visible
Es una técnica instrumental que tiene por objeto de-terminar la absorción de luz visible por una muestra,que puede ser una sustancia pura o bien una mezclao disolución, a una longitud de onda determinada. Elinstrumento que se utilizó fue un espectrofotómetro,que posee: fuente de radiación (luz blanca), sistemadispersivo (rendijas de entrada y salida, y red de di-fracción), detector (fototubo que transforma la señalluminosa en una señal eléctrica) y sistema de medidade la absorción, una vez amplificada (convertidor di-gital). La absorción de radiación por una muestra enla región visible, así como en cualquier región del es-pectro, está regida por la ley de Beer-Lambert, queestablece que la fracción de luz absorbida por unamuestra es tanto mayor cuanto más grande es el nú-mero de moléculas sobre las que incide la radiación;por lo que se utilizó está técnica para determinar laabsorbancia de las sustancias presentes (cromóforos),y a su vez asociarla al contenido de las mismas, ob-teniéndose entonces una medida empírica del colorde las muestras (Skoog et al. 2013).
E. Humedad Karl Fisher
El método se basó en una titulación potenciométricade la muestra problema en presencia del reactivo KarlFisher (Norma Venezolana Covenin 1009:1982).
F. Tensión interfacial
El equipo empleado fue un tensiómetro con el prin-cipio Du Nouy, según el método Determinación de latensión interfacial del aceite frente al agua, métododel anillo (Norma técnica Fondonorma 1180:2011).Esta norma establece la determinación de la tensióninterfacial entre el aceite mineral y el agua, bajo con-diciones de no equilibrio. La tensión interfacial se de-terminó midiendo la fuerza necesaria para separar unanillo plano de alambre de platino de la superficie dellíquido de mayor tensión superficial; es decir, haciaarriba desde la interfase agua-aceite. Para calcular latensión interfacial, la fuerza medida es corregida pormedio de un factor calculado de forma empírica, quedepende de la fuerza aplicada, las densidades delagua del aceite y las dimensiones del anillo.
Revista de Investigación Talentos II. (2) 9-19 13

G. Tensión de ruptura de electrodos de disco
La tensión de ruptura es el voltaje donde se produceuna descarga entre dos electrodos que se encuentranaislados con la sustancia problema. El equipo emple-ado fue un analizador de tensión de ruptura, “Métodode ensayo para determinar la tensión de ruptura en lí-quidos aislantes utilizando electrodos de disco”(Norma Venezolana Covenin 1403:1979).
H. Factor de potencia
Se empleó el método de ensayo para determinar elfactor de potencia y la constante dieléctrica de líqui-dos aislantes (Norma técnica Fondonorma3832:2011). La prueba de comprobación del factorde potencia del líquido en el aceite del transformador,se aplicó a 25 °C y 100 °C, ya que esta última, en mu-chas ocasiones, es más sensible a los pequeños cam-bios que se presenten en las características del aceite.
I. Análisis de los datos
Se utilizó el método de múltiples comparaciones deTukey, el cual compara las medias para cada par deniveles de factor, utilizando un nivel de significanciapor familia, para controlar la tasa de errores de tipode I (concluir que existe una diferencia cuando noexiste ninguna). El nivel de significancia por familiaes la probabilidad de cometer uno o más errores detipo I para todo el conjunto de comparaciones (Gu-tiérrez y De la Vara, 2008). Los resultados obtenidosdel análisis de significancia con la prueba t se basaronen la existencia de diferencias significativas entre losvalores absorbancia, humedad Karl Fisher, tensióninterfacial, tensión de ruptura y factor de potencia alas diferentes condiciones de regeneración de la bau-xita (4 y 8 horas), evaluando cuando el valor de t cal-culado es mayor al teórico (Miller y Miller, 2002).Este análisis solo se hizo para la prueba 10, la cualcorresponde a la novena regeneración del adsorbente.
J. Diseño final del sistema de adsorción de lechoempacado
El método de diseño de la torre de adsorción consisteen un escalamiento físico, tomando como referencia
la técnica de escalamiento por similitud geométrica,descrita por Anaya y Pedroza 2008). El procedi-miento se basó en fijar la velocidad espacial, lo quepermite mantener la relación existente entre el caudalde producto a tratar y el volumen geométrico de lasustancia adsorbente. Otro detalle importante fue quela relación diámetro/altura del relleno permanezcaconstante, permitiendo la proporcionalidad geomé-trica de la columna a diseñar con la columna emple-ada en la planta piloto. Las variables importantespara cumplir con el escalamiento fueron diámetro in-terno piloto, volumen de adsorbente, flujo másico pi-loto, densidad del alquilato, flujo másico de diseño yel factor de sobre diseño. Los criterios de diseño delsistema de adsorción se basan en el escalamiento pro-porcional de la torre piloto empleada en esta investi-gación. La velocidad espacial no es más que lacantidad de sustancia en la alimentación que puedetratarse por unidad de tiempo medidos en volúmenesdel empaque. La forma más sencilla de calcularlo esdividiendo el caudal de la sustancia a tratar entre elvolumen geométrico del empaque, dando como uni-dad el reciproco del tiempo (Smith, 2001). La rela-ción de diámetro/altura del empaque es laherramienta para mantener la geometría dimensionaldel empaque dentro de la torre. Se calcula dividiendoel diámetro del empaque o el diámetro interno de latorre entre la altura de dicho empaque en unidadesequivalentes, lo que da un factor adimensional.
Para llevar a escala industrial la torre empacada seconsideraron constantes la velocidad espacial y la re-lación diámetro/altura del sistema piloto, y con la ca-pacidad de producción requerida de alquilatostratados se obtuvo el dimensionamiento final del sis-tema de adsorción. La capacidad mensual de produc-ción deseada que debe manejar el sistema deadsorción es de 600 TM de alquilatos tratados. Ba-sándose en esta cifra y partiendo de la premisa de jor-nadas laborales de 16 horas diarias con 20 días detrabajo mensual, se estimó un flujo másico de 1875kg/h de alquilatos tratados en el sistema a ser esca-lado.
La velocidad espacial se calculó convirtiendo el flujomásico de la sustancia establecido como variableoperacional en 50 g/h, en caudal mediante la densi-
Revista de Investigación Talentos II. (2) 9-1914
III. RESULTADOS Y DISCUSIÓN
Las pruebas realizadas en la caracterización de labauxita fueron a 4 y 8 horas de regeneración (A1 yA2 respectivamente). En ambos grupos se evidenciauna disminución del color del alquilato tratado. Seemplearon alquilatos de distintos lotes, por lo que setienen distintos valores de color en la muestra sin tra-tamiento. Por otro lado, observando el comporta-miento de las relaciones de absorbancias, seevidencia que a medida que transcurren las pruebas,dicho valor tiende a la unidad, lo que era de esperarseporque es indicativo del deterioro del adsorbente amedida que se somete a regeneraciones sucesivas(Trejo y Hernández, 2007). En las Tablas II y III, semuestra la relación de absorbancia para los ensayosA1 y A2.
Existe otro grupo de ensayos, que se enfoca en las ca-racterísticas físico-eléctricas relacionadas directa-mente con el contenido de sustancias que aportanpolaridad a los alquilatos. La tensión interfacial, de
ruptura y factor de potencia, forman parte de las prue-bas aplicadas a los alquilatos antes y después de suprocesamiento. En las tablas IV y V se observan losresultados obtenidos en los ensayos de tensión inter-facial y de ruptura, así como también los resultadosde las pruebas de humedad Karl Fisher. La humedaden todas las muestras tratadas está por debajo de 10mg/kg, a fin de disminuir las interferencias que elcontenido de agua produce. Para disminuir la hume-dad se debió burbujear gas nitrógeno (N2) de alta pu-reza e ir midiendo la humedad mediante el métodoKarl Fisher (NVC 1009, 1982).
Contenidos bajos de agua permanecen en solución yno cambian el aspecto de las sustancias orgánicas.Cuando el contenido de agua supera el valor de satu-ración, aparece agua libre en forma de turbidez ogotas decantadas. El agua disuelta afecta las propie-dades dieléctricas de los aceites, lo que interfiere di-rectamente en las medidas de estas propiedades,obteniendo valores no deseados.
Revista de Investigación Talentos II. (2) 9-19 15
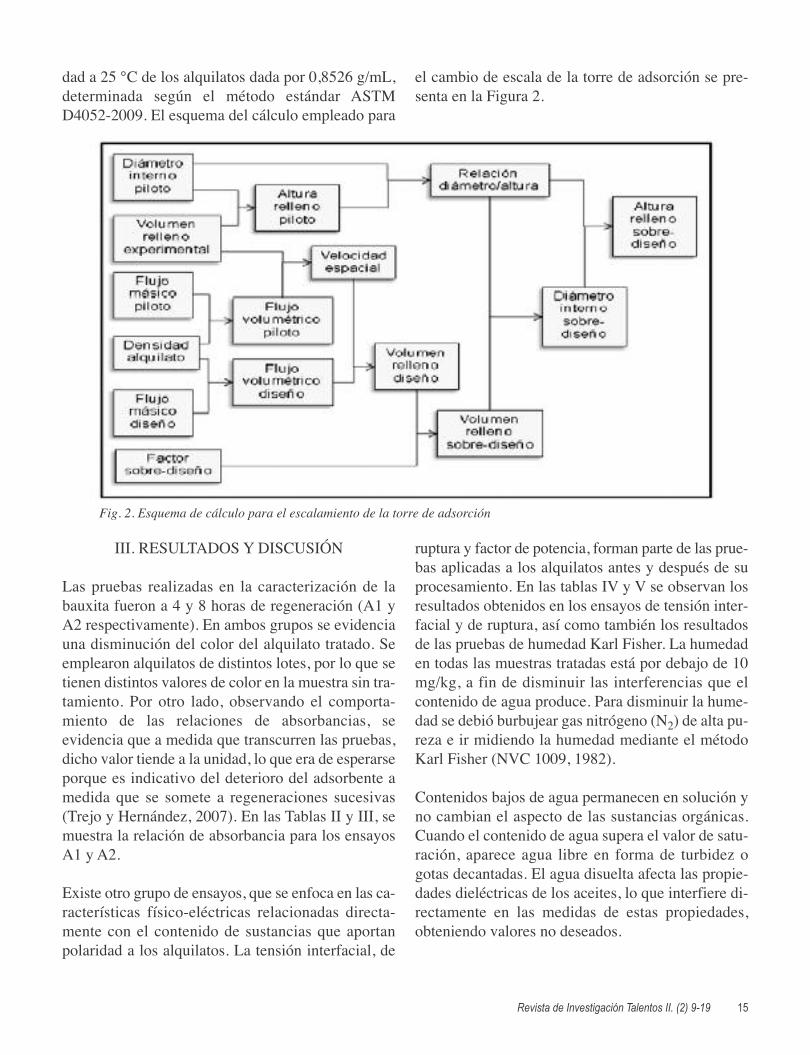
dad a 25 °C de los alquilatos dada por 0,8526 g/mL,determinada según el método estándar ASTMD4052-2009. El esquema del cálculo empleado para
el cambio de escala de la torre de adsorción se pre-senta en la Figura 2.
Fig. 2. Esquema de cálculo para el escalamiento de la torre de adsorción
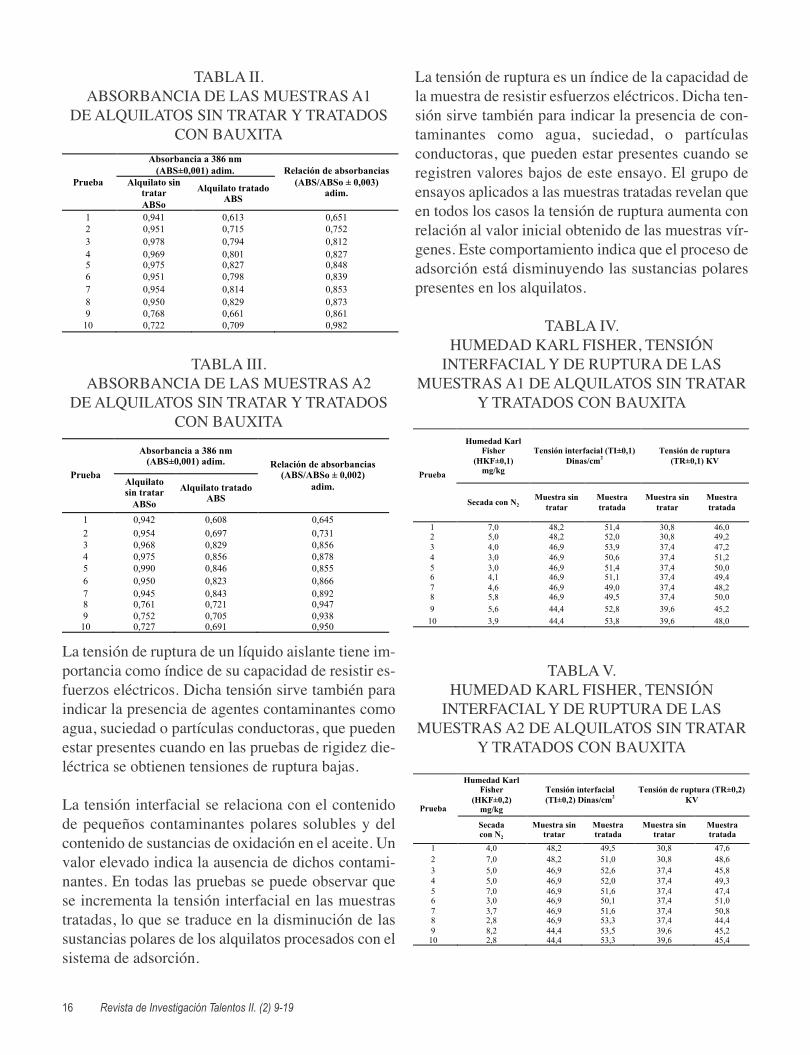
TABLA II. ABSORBANCIA DE LAS MUESTRAS A1
DE ALQUILATOS SIN TRATAR Y TRATADOSCON BAUXITA
TABLA III. ABSORBANCIA DE LAS MUESTRAS A2
DE ALQUILATOS SIN TRATAR Y TRATADOSCON BAUXITA
La tensión de ruptura de un líquido aislante tiene im-portancia como índice de su capacidad de resistir es-fuerzos eléctricos. Dicha tensión sirve también paraindicar la presencia de agentes contaminantes comoagua, suciedad o partículas conductoras, que puedenestar presentes cuando en las pruebas de rigidez die-léctrica se obtienen tensiones de ruptura bajas.
La tensión interfacial se relaciona con el contenidode pequeños contaminantes polares solubles y delcontenido de sustancias de oxidación en el aceite. Unvalor elevado indica la ausencia de dichos contami-nantes. En todas las pruebas se puede observar quese incrementa la tensión interfacial en las muestrastratadas, lo que se traduce en la disminución de lassustancias polares de los alquilatos procesados con elsistema de adsorción.
La tensión de ruptura es un índice de la capacidad dela muestra de resistir esfuerzos eléctricos. Dicha ten-sión sirve también para indicar la presencia de con-taminantes como agua, suciedad, o partículasconductoras, que pueden estar presentes cuando seregistren valores bajos de este ensayo. El grupo deensayos aplicados a las muestras tratadas revelan queen todos los casos la tensión de ruptura aumenta conrelación al valor inicial obtenido de las muestras vír-genes. Este comportamiento indica que el proceso deadsorción está disminuyendo las sustancias polarespresentes en los alquilatos.
TABLA IV. HUMEDAD KARL FISHER, TENSIÓN INTERFACIAL Y DE RUPTURA DE LAS
MUESTRAS A1 DE ALQUILATOS SIN TRATARY TRATADOS CON BAUXITA
TABLA V. HUMEDAD KARL FISHER, TENSIÓN INTERFACIAL Y DE RUPTURA DE LAS
MUESTRAS A2 DE ALQUILATOS SIN TRATARY TRATADOS CON BAUXITA
Revista de Investigación Talentos II. (2) 9-1916
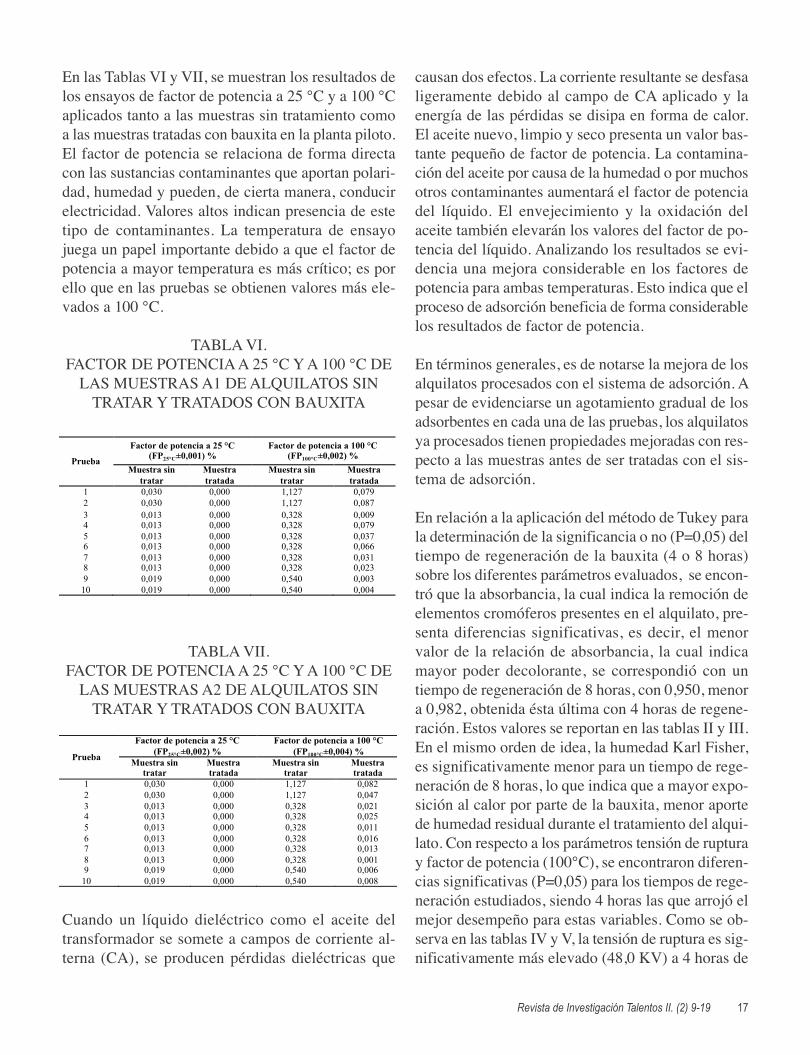
En las Tablas VI y VII, se muestran los resultados delos ensayos de factor de potencia a 25 °C y a 100 °Caplicados tanto a las muestras sin tratamiento comoa las muestras tratadas con bauxita en la planta piloto.El factor de potencia se relaciona de forma directacon las sustancias contaminantes que aportan polari-dad, humedad y pueden, de cierta manera, conducirelectricidad. Valores altos indican presencia de estetipo de contaminantes. La temperatura de ensayojuega un papel importante debido a que el factor depotencia a mayor temperatura es más crítico; es porello que en las pruebas se obtienen valores más ele-vados a 100 °C.
TABLA VI. FACTOR DE POTENCIA A 25 °C Y A 100 °C DELAS MUESTRAS A1 DE ALQUILATOS SINTRATAR Y TRATADOS CON BAUXITA
TABLA VII. FACTOR DE POTENCIA A 25 °C Y A 100 °C DELAS MUESTRAS A2 DE ALQUILATOS SINTRATAR Y TRATADOS CON BAUXITA
Cuando un líquido dieléctrico como el aceite deltransformador se somete a campos de corriente al-terna (CA), se producen pérdidas dieléctricas que
causan dos efectos. La corriente resultante se desfasaligeramente debido al campo de CA aplicado y laenergía de las pérdidas se disipa en forma de calor.El aceite nuevo, limpio y seco presenta un valor bas-tante pequeño de factor de potencia. La contamina-ción del aceite por causa de la humedad o por muchosotros contaminantes aumentará el factor de potenciadel líquido. El envejecimiento y la oxidación delaceite también elevarán los valores del factor de po-tencia del líquido. Analizando los resultados se evi-dencia una mejora considerable en los factores depotencia para ambas temperaturas. Esto indica que elproceso de adsorción beneficia de forma considerablelos resultados de factor de potencia.
En términos generales, es de notarse la mejora de losalquilatos procesados con el sistema de adsorción. Apesar de evidenciarse un agotamiento gradual de losadsorbentes en cada una de las pruebas, los alquilatosya procesados tienen propiedades mejoradas con res-pecto a las muestras antes de ser tratadas con el sis-tema de adsorción.
En relación a la aplicación del método de Tukey parala determinación de la significancia o no (P=0,05) deltiempo de regeneración de la bauxita (4 o 8 horas)sobre los diferentes parámetros evaluados, se encon-tró que la absorbancia, la cual indica la remoción deelementos cromóferos presentes en el alquilato, pre-senta diferencias significativas, es decir, el menorvalor de la relación de absorbancia, la cual indicamayor poder decolorante, se correspondió con untiempo de regeneración de 8 horas, con 0,950, menora 0,982, obtenida ésta última con 4 horas de regene-ración. Estos valores se reportan en las tablas II y III.En el mismo orden de idea, la humedad Karl Fisher,es significativamente menor para un tiempo de rege-neración de 8 horas, lo que indica que a mayor expo-sición al calor por parte de la bauxita, menor aportede humedad residual durante el tratamiento del alqui-lato. Con respecto a los parámetros tensión de rupturay factor de potencia (100°C), se encontraron diferen-cias significativas (P=0,05) para los tiempos de rege-neración estudiados, siendo 4 horas las que arrojó elmejor desempeño para estas variables. Como se ob-serva en las tablas IV y V, la tensión de ruptura es sig-nificativamente más elevado (48,0 KV) a 4 horas de
Revista de Investigación Talentos II. (2) 9-19 17
regeneración de la bauxita que a 8 horas (45,4 KV),valores correspondientes a la prueba 10, que repre-senta la novena regeneración. Un análisis similar ocu-rre con el factor de potencia. En las Tablas VI y VIIse muestra que el menor valor fue de 0,004%, ocu-rriendo ello para un tiempo de 4 horas (Pruebas A1).
Con respecto a la tensión interfacial determinado parael alquilato en estudio, no se encontraron diferenciassignificativas para los tiempos de regeneración deladsorbente estudiados.
A. Escalamiento industrial a partir de los ensayos enplanta piloto
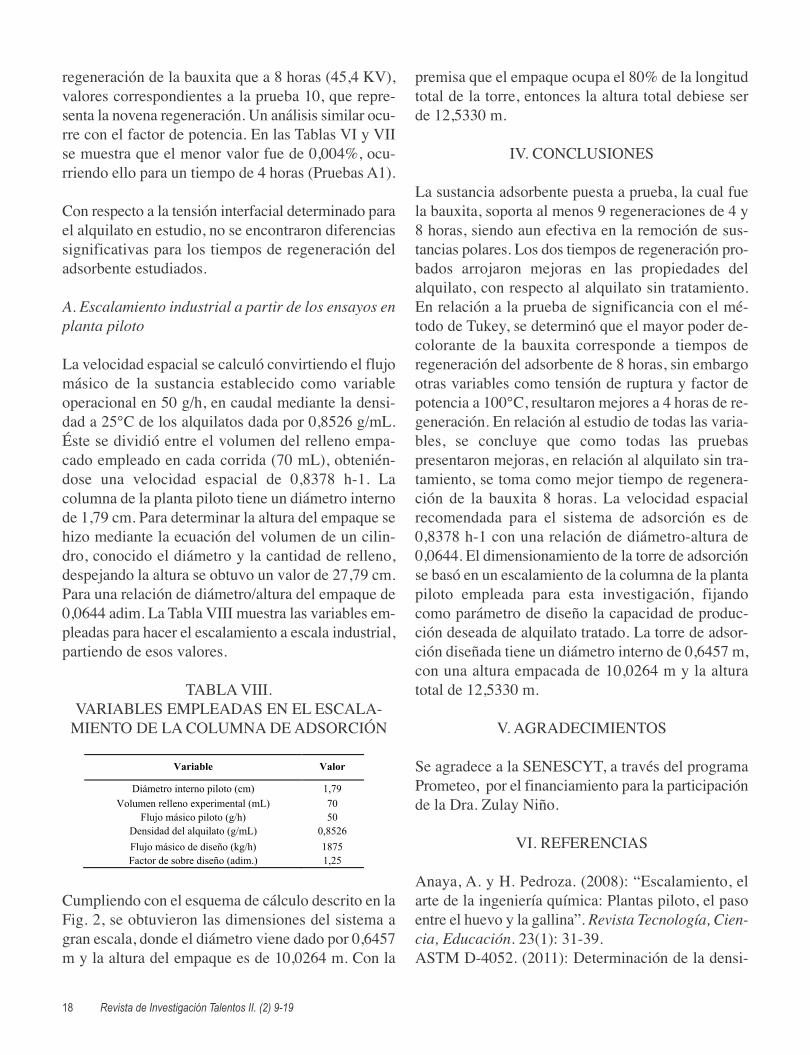
La velocidad espacial se calculó convirtiendo el flujomásico de la sustancia establecido como variableoperacional en 50 g/h, en caudal mediante la densi-dad a 25°C de los alquilatos dada por 0,8526 g/mL.Éste se dividió entre el volumen del relleno empa-cado empleado en cada corrida (70 mL), obtenién-dose una velocidad espacial de 0,8378 h-1. Lacolumna de la planta piloto tiene un diámetro internode 1,79 cm. Para determinar la altura del empaque sehizo mediante la ecuación del volumen de un cilin-dro, conocido el diámetro y la cantidad de relleno,despejando la altura se obtuvo un valor de 27,79 cm.Para una relación de diámetro/altura del empaque de0,0644 adim. La Tabla VIII muestra las variables em-pleadas para hacer el escalamiento a escala industrial,partiendo de esos valores.
TABLA VIII. VARIABLES EMPLEADAS EN EL ESCALA-MIENTO DE LA COLUMNA DE ADSORCIÓN
Cumpliendo con el esquema de cálculo descrito en laFig. 2, se obtuvieron las dimensiones del sistema agran escala, donde el diámetro viene dado por 0,6457m y la altura del empaque es de 10,0264 m. Con la
premisa que el empaque ocupa el 80% de la longitudtotal de la torre, entonces la altura total debiese serde 12,5330 m.
IV. CONCLUSIONES
La sustancia adsorbente puesta a prueba, la cual fuela bauxita, soporta al menos 9 regeneraciones de 4 y8 horas, siendo aun efectiva en la remoción de sus-tancias polares. Los dos tiempos de regeneración pro-bados arrojaron mejoras en las propiedades delalquilato, con respecto al alquilato sin tratamiento.En relación a la prueba de significancia con el mé-todo de Tukey, se determinó que el mayor poder de-colorante de la bauxita corresponde a tiempos deregeneración del adsorbente de 8 horas, sin embargootras variables como tensión de ruptura y factor depotencia a 100°C, resultaron mejores a 4 horas de re-generación. En relación al estudio de todas las varia-bles, se concluye que como todas las pruebaspresentaron mejoras, en relación al alquilato sin tra-tamiento, se toma como mejor tiempo de regenera-ción de la bauxita 8 horas. La velocidad espacialrecomendada para el sistema de adsorción es de0,8378 h-1 con una relación de diámetro-altura de0,0644. El dimensionamiento de la torre de adsorciónse basó en un escalamiento de la columna de la plantapiloto empleada para esta investigación, fijandocomo parámetro de diseño la capacidad de produc-ción deseada de alquilato tratado. La torre de adsor-ción diseñada tiene un diámetro interno de 0,6457 m,con una altura empacada de 10,0264 m y la alturatotal de 12,5330 m.
V. AGRADECIMIENTOS
Se agradece a la SENESCYT, a través del programaPrometeo, por el financiamiento para la participaciónde la Dra. Zulay Niño.
VI. REFERENCIAS
Anaya, A. y H. Pedroza. (2008): “Escalamiento, elarte de la ingeniería química: Plantas piloto, el pasoentre el huevo y la gallina”. Revista Tecnología, Cien-cia, Educación. 23(1): 31-39.ASTM D-4052. (2011): Determinación de la densi-
Revista de Investigación Talentos II. (2) 9-1918

dad, densidad relativa y gravedad API de líquidosmediante el densímetro digital. EEUU.ASTM D-445. (2012): Método para determinar laviscosidad cinemática de líquidos opacos y transpa-rentes (y el cálculo de la viscosidad dinámica).EEUU.Baasel, W. D. (1990): Preliminary Chemical Engine-ering Plant Design. 2da. edición. Van Nostrand Rein-hold. Nueva York, NY, EEUU.Chami, J. (2001): Estrategias de desarrollo de clus-ters basados en recursos naturales: el caso de la bau-xita en el norte de Brasil. Serie desarrollo productivo.CEPAL, Naciones Unidas. Santiago de Chile – Chile.Geankoplis, C. (2003): Transport Processes and Se-paration Process Principles. Cuarta edición. PrenticeHall. USA.Gutiérrez, H. y R. De la Vara. (2008): Análisis y di-seño de experimentos. Segunda edición. McGrawHill. México D.F.López, F. (2009): Uso de diversos adsorbentes parala decoloración de corrientes de hidrocarburos enproceso continuo de lecho fijo. Trabajo especial degrado no publicado. Universidad de Carabobo, Va-lencia, Venezuela.Meier, J. (2012): Mejora del proceso de fabricaciónde aceite lubricante. Informe de pasantía. Universi-dad de Los Andes. Mérida, Venezuela.Miller, J.C. y Miller, J.N., (2002): Estadística y Qui-miometría para Química Analítica. Cuarta edición.Pearson Educación. Madrid, España.Morán, E. (2013): Diseño de una torre de adsorciónde lecho empacado para el blanqueo de alquilatosen industrias Venoco, C.A. Trabajo especial de gradono publicado. Universidad de Carabobo, Valencia,Venezuela.Norma Fondonorma NTF-1180. (2011): Líquidosdieléctricos. Determinación de la tensión interfacialdel aceite frente al agua. Método del anillo. Caracas,Venezuela.Norma Fondonorma NTF-3832. (2011): Líquidosdieléctricos. Determinación de la permitividad rela-tiva, factor de pérdidas dieléctricas y resistividad (encorriente continua). Caracas, Venezuela.Norma Venezolana Covenin NVC-1009. (1982): Pro-ductos derivados del petróleo. Método de ensayo paradeterminar el contenido de humedad en hidrocarbu-ros líquidos. Método Karl Fisher. Caracas,
Venezuela.Norma Venezolana Covenin NVC-1403. (1979): Mé-todo de ensayo para determinar la tensión de rupturapara líquidos aislantes utilizando electrodos de disco.Caracas, Venezuela.Skoog, D., D. West, J. Holler and S. Crouch. (2013):(2013):. Fundamentals of Analytical Chemistry. No-vena edición. Brooks Cole Pub Co. USA.Smith, J. (2001): Ingeniería de las reacciones quími-cas. (2da ed.). Reverté S.A. Barcelona, España.Trejo, R. y V. Hernández. (2007): Selección prelimi-nar de adsorbentes para remover fluoruros del agua.Conciencia Tecnológica. 33 (2): 7-11.Treybal, R. (1998): Operaciones de transferencia demasa. (2da ed.). McGraw-Hill. México D.FVillanueva, E. (2011): Escalamiento de un procesode adsorción para hidrocarburos pesados y regene-ración del adsorbente. Trabajo especial de grado nopublicado. Universidad Simón Bolívar. Caracas, Ve-nezuela.
Revista de Investigación Talentos II. (2) 9-19 19