Embed Size (px)
Citation preview
PONTIFICIA UNIVERSIDAD CATÓLICA DE VALPARAÍSO FACULTAD DE INGENIERÍA ESCUELA DE INGENIERÍA QUÍMICA
PROYECTO PARA OPTAR AL TÍTULO DE
INGENIERO CIVIL QUÍMICO
EVALUACIÓN TÉCNICO Y ECONÓMICA DE UN SISTEMA DE PURIFICACIÓN DE
SOLVENTE EN PLANTA DE RILES PARA PINTURAS TRICOLOR S.A.
Javier Candia Carcamo
Profesor(es) Guía(s):
Carlos Carlesi Jara Jaime Fernandez Celis
2016
i
Resumen La presente tesis consiste en el análisis técnico y económico sobre 3 propuestas involucradas
en la recuperación de solvente sucio desechado por Pinturas Tricolor S.A.
El objetivo central es establecer un sistema de recuperación de solventes con el fin de reducir
costos relacionados a la situación actual de enviar solvente desechado a tratamiento en otras
empresas.
Para lograr lo anteriormente descrito se recopiló información tanto a nivel global como de
manera específica.
La información global se obtuvo a través de documentos entregados por Pinturas Tricolor S.A
y documentos relacionados al proceso de recuperación, mientras que la información
específica se obtuvo mediante el desarrollo de experiencias llevadas a cabo en el laboratorio
de la escuela de ingeniería química.
Posterior a esto se realizaron los balances de masa y energía correspondiente para determinar
así gastos de producción anual que se usaron en el análisis económico de cada propuesta,
finalmente se determino que propuesta generaba ahorros para la empresa y se opto por esa
opción.
Para los resultados de laboratorio se obtuvo para un volumen de 100 ml de solvente sucio un
de recuperación para las muestras filtradas y un de
recuperación para las muestras no filtradas, la temperatura de ebullición para las muestras
filtradas fue de ° ° y para las muestras no filtradas fue de ° ° .
Para el análisis económico luego de determinar qué propuesta generaba menos costos, se
realizo un flujo de caja neto para la diferencia de costos entre la propuesta y la situación
actual donde se obtuvo un costo anual equivalente (C.A.U.E) de $13.845.615 y un valor
actual neto (V.A.N) de $69.487.939
Finalmente se opto por la elección de la propuesta N°1 la cual solo implicaba costos de
producción y no una inversión en equipos nuevos, esta propuesta genera un solvente limpio de
menor calidad que las propuestas anteriores pero que cumple con la función de un agente de
limpieza para los estanques de producción. Esta propuesta disminuye costos con respecto a la
situación actual de enviar solvente sucio a tratamiento en otras empresas.

ii
Índice General 1. Introducción………………………………………………………………………..............1
2. Objetivos…………………………………………………………………………………....2
2.1. Objetivo General………………………………………………………….............2
2.2. Objetivos Específicos…………………………………………………………......2
3. Descripción de la empresa………………………………………………………………...3
3.1. Historia de la empresa…………………………………………………………….3
3.2. Política de la empresa……………………………………………………………..3
3.3. Línea de productos………………………………………………………………..4
3.4. Mercado al cual está dirigida la empresa………………………………………….5
3.5. Organigrama de operaciones………………………………………………………6
3.6. Organigrama de gerencia………………………………………………………….7
4. Proceso actual del uso de Varsol en Pinturas Tricolor S.A…………………………….8
4.1. Consumo de Varsol en la Planta de Resinas…………………………………......10
4.2. Consumo de Varsol en plantas productoras de pinturas en base a solvente……..11 4.2.1. Planta 1 y 3…………………………………………………………......12
4.2.2. Planta 7 y 8……………………………………………………….…….17
4.3. Consumo de Varsol en Planta de productos en base a agua……………………..19
4.3.1. Planta 2…………………………………………………………………19
4.4. Consumo de Varsol en estanques móviles……………………………………… 20
4.5. Consumo de Varsol en estanques fijos…………………………………………. 21
4.6. Consumo total de Varsol……………………………………………………….. 24
5. Propuesta de un sistema de recuperación de solvente………………………………….29
5.1. Reciclaje de solventes……………………………………………………………30
5.1.1. Almacenamiento……………………………………………………….32
5.1.2. Tratamiento Inicial……………………………………………………..33
5.1.3. Destilación……………………………………………………………..33
5.1.4. Purificación…………………………………………………………….36
5.2. Situación actual con respecto al desecho de solventes…………………………..36
5.3. Experiencias de Destilación……………………………………………………...43

iii
5.3.1. Metodología pruebas de Laboratorio…………………………………..43
5.3.2. Pruebas y Análisis……………………………………………………...47
5.3.2.1. Prueba N°1…………………………………………………..47
5.3.2.2. Prueba N°2…………………………………………………..50
5.3.2.3. Prueba N°3…………………………………………………..53
5.3.2.4. Análisis y Resultados Finales……………………………….55
5.4. Experiencia para determinar la capacidad calorífica de los flujos de solvente….59
5.4.1. Metodología para la determinación de la capacidad calorífica…....…...59
5.4.2. Resultados obtenidos…………………………………………………..62
5.5. Diseño y descripción del Proceso………………………………………………..67
5.5.1. Balances de masa………………………………………………………72
5.5.1.1. Balance de masa propuesta N°1……………………………..72
5.5.1.2. Balance de masa propuesta N°2……………………………..78
5.5.1.3. Balance de masa propuesta N°3……………………………..87
5.5.2. Balances de energía……………………………………………………93
5.5.2.1. Balance de energía propuesta N°1…………………………..96
5.5.2.2. Balance de energía propuesta N°2…………………………104
6. Gestión Ambiental, descripción y manipulación de equipos…………………..……..113
6.1. Plan de manejo de residuos………………………………………….…………114
6.2. Descripción y manipulación de equipos………………………………………..122
7. Evaluación Económica…………………………………………………………..……...133
7.1. Costos involucrados en la situación actual……………………………………..134
7.2. Capital total de inversión y costos involucrados en la propuesta N°1…………136
7.3. Capital total de inversión y costos involucrados en la propuesta N°2…………141
7.4. Capital total de inversión y costos involucrados en la propuesta N°3…………146
7.5. Decisión de la propuesta……………………………………………………….152
8. Conclusiones……………………………………………………………………….……157
9. Bibliografía……………………………………………………………………………...158
10. Anexos…………………………………………………………………………….……159
10.1. Anexo A-1……………………………………………………………………159
10.2. Anexo A-2……………………………………………………………………160

iv
10.3. Anexo A-3…………………………………………………………………….161
10.4. Anexo A-4…………………………………………………………………….172

1
1. Introducción El proceso de fabricación de pinturas en Tricolor S.A implica el uso de una gran cantidad de
solvente tanto para la fabricación de estas como también al momento de realizar una limpieza
de los estanques donde se lleva a cabo el proceso de producción, es por esto que Tricolor S.A.
invierte en recursos que van destinados a la compra de solventes limpios y a tratamientos de
estos solventes sucios en otras empresas llegando a invertir alrededor de $64.350.729 anuales
(1), generando grandes costos que podrían ser disminuidos contando con un sistema propio de
purificación.
La tesis consta de 4 capítulos en los que se estudiaron distintos tópicos involucrados con la
situación actual de la empresa y las propuestas de recuperación de solvente.
El primer capítulo describe el consumo de Varsol que tiene Pinturas Tricolor S.A, a qué áreas
es destinado y también indica porque es relevante plantear un sistema de recuperación de
solvente.
El segundo capítulo describe la situación actual de Pinturas Tricolor S.A con respecto al
desecho de solventes sucios, se da a conocer las distintas etapas del proceso de recuperación
de solvente y se plantean 3 propuestas diferentes para llevar a cabo la purificación. En el
capítulo también se entregan los resultados sobre las experiencias de laboratorio llevadas a
cabo y además se indican los balances de masa y energía correspondientes para cada
propuesta.
El tercer capítulo hace referencia acerca de la gestión ambiental que involucra la
manipulación de residuos peligroso como el solvente y las borras de desecho, además de los
materiales involucrados, bodegaje de residuos y normativa correspondiente. En el capitulo
también se da a conocer los equipos involucrados en cada propuesta, su descripción y
manipulación.
El cuarto capítulo involucra el desarrollo del análisis económico de cada propuesta donde se
da a conocer la opción que genera ahorros frente a la situación actual de la empresa.
2
2. Objetivos 2.1. Objetivo General
Establecer un sistema de recuperación de solventes con el fin de reducir costos en
planta.
2.2. Objetivos Específicos Obtener una descripción cuantificada del proceso de uso de solventes actual.
Proponer un sistema de recuperación de solvente.
Determinación de equipos y modos de operación.
Determinación de factibilidad económica de la propuesta.

3
3. Descripción de la empresa 3.1. Historia de la empresa Con 77 años en Chile, Pinturas Tricolor S.A. forma parte del grupo Qroma, una empresa del
grupo Breca con más de 80 años de experiencia en el mercado Peruano.
Pinturas Tricolor S.A ha logrado ser reconocida como una de las compañías líderes en la
fabricación y comercialización de pinturas decorativas, prestigio que le ha permitido abordar
sectores específicos del mercado industrial y de construcción.
La capacidad y profesionalismo del personal, la constante introducción y uso de nuevas
tecnologías, el conocimiento y orientación hacia cada uno de los mercados en que participan,
han llevado a que los consumidores depositen su confianza en la empresa, motivándolos en su
misión de ofrecer no sólo los mejores productos, sino que las mejores soluciones a sus
necesidades.
3.2. Política de la empresa Misión:
Ser una empresa experta en pinturas y revestimientos preferida por clientes, aplicadores y
consumidores que comercializa productos y servicios de calidad; administrada por un equipo
efectivo, comprometido y socialmente responsable; que crece rentablemente generando valor
para sus accionistas.
Visión:
Ser la empresa líder del mercado de pinturas, sobre la base de la innovación, confianza y
satisfacción de nuestros clientes y consumidores.

4
3.3. Línea de productos Dentro de los productos manufacturados por las diferentes plantas se pueden encontrar:
Pinturas de esmalte al agua, esmalte sintético, barnices, pintura látex, oleos, anticorrosivos,
vitrificante, pastas muro y selladores. Estos productos se encuentran distribuidos en las
diferentes líneas de acuerdo a la aplicación que desee dar el usuario:
Línea Prime.
Ecolor.
Línea profesional.
Línea Máster.
Línea Pintor.
Heavy Duty.
Línea Especialidades.
Línea revestimientos.
Línea Profesional Madera.
Línea Spray.
Resinas (de uso interno).
Los Productos Fabricados se desarrollan en diferentes plantas que tiene la industria, tales
como:
Planta 1: Envasado de pintura líquida en base a solventes
Planta 2: Producción y envasado de pintura líquida en base a agua
Planta 3: Producción y envasado de pintura líquida en base a solventes.
Planta 4: Producción y envasado en cantidades bajas de pintura líquida en base a
solventes y en base a agua.
Planta 5: Producción y envasado de pintura en aerosol.
Planta 6: Producción y envasado de revestimientos
Planta 7: Producción y envasado de pintura líquida en base a solventes.
Planta 8: Producción de pintura líquida en base a agua y en base a solvente.
Planta de pinturas en polvo: Producción y envasado de pintura en polvo.
Planta de resinas: Producción de resinas

5
En algunos casos las plantas se encuentran en un mismo edificio. En estos casos, las plantas
se encuentran interconectadas mediante salidas de emergencia en algunos de sus pisos. Todas
las Plantas se encuentran separadas por muros de hormigón armado, no existiendo muros
divisorios en el interior de cada una de las plantas.
3.4. Mercado al cual está dirigida la empresa
Sector industrial:
Industria automotriz y del transporte.
Industria de electrodomésticos, de artículos eléctricos/electrónicos.
Industria de grifería y sanitarios.
Industria de muebles.
Industria de la construcción.
Sector doméstico (pinturas decorativas):
Además de las pinturas en base agua o solvente, las empresas también elaboran productos en
pasta (masillas y pinturas en pastas texturales), pinturas en polvo (de fabricación propia o
importada) y algunas de las resinas requeridas como materia prima para la pintura. Las
empresas han diversificado su mercado para dar una atención integral a sus clientes, es por
ello que además elaboran aditivos para preparación de superficies previo al pintado y también
envasan solventes para ser usados como diluyentes del producto principal.
6
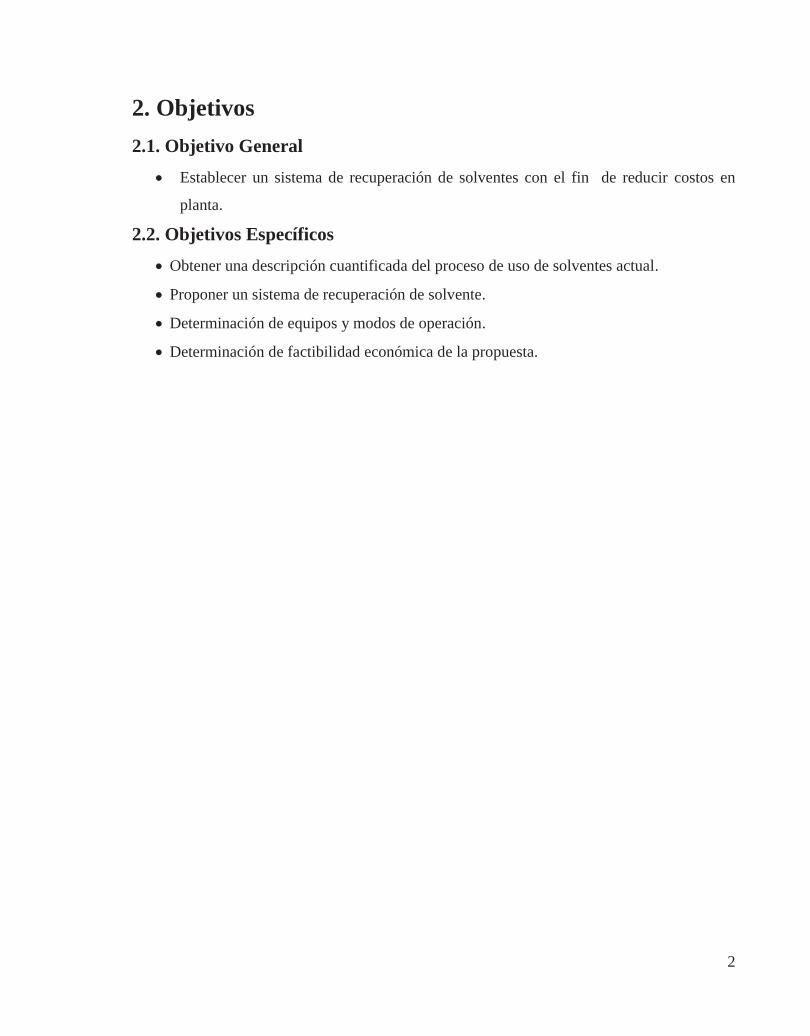
3.5. Organigrama de operaciones En la figura 1 se muestra el organigrama de la sección de operaciones en la instalación fabril de Pinturas Tricolor S.A.
Figura 1: Organigrama de operaciones (2).

7
3.6. Organigrama de gerencia En la figura 2 se puede observar el organigrama de gerencia de Pinturas Tricolor S.A.
Figura 2: Organigrama de gerencia (2).

8
4. Proceso actual del uso de Varsol en Pinturas Tricolor
S.A. El proceso de fabricación de pinturas en Pinturas Tricolor S.A, ubicada en calle Limache
Nº3600, implica el uso de una gran cantidad de solvente tanto para la fabricación de estas
como también al momento de realizar una limpieza de los estanques y diferentes equipos
involucrados en el proceso de producción, es por esto que Pinturas Tricolor S.A. invierte en
recursos que van destinados a la compra de solventes limpios y a tratamientos de solventes
sucios en otras empresas llegando a invertir alrededor de $64.350.729 anuales (año2013) (1),
generando así grandes costos que podrían ser disminuidos contando con un sistema propio de
purificación de solventes. Dentro de la gamma de solventes que se ocupan para la limpieza de
equipos y estanques el Varsol se encuentra en el primer lugar, luego le sigue el Xilol y
finalmente otros tipos de solventes como el Tolueno, el MEK (Metil cetona), MIK (Metil
isobutil cetona) y finalmente el butanol como se muestra en la figura 3 (1).
La cantidad de Varsol que se utiliza es de 83.000 kg anuales (año2013) para la limpieza de
estanques y equipos (1). Los registros de gastos de limpieza y gastos por disposición de
solvente solo se basan en Varsol ya que este solvente se utiliza principalmente con este
propósito, es por esto que se realizará un estudio previo de este tipo de solvente considerando
su gran uso antes de establecer un proceso de recuperación, por lo tanto cuando se hable de
solvente se referirá específicamente a este.
Figura 3: Gráfico de cantidad de solvente utilizado en limpieza durante el periodo Enero-
Noviembre 2014 (1).
61,3% 28,2%
6,0% 1,4% 2,3% 0,8%
%P/P periodo Enero-Noviembre 2014
Varsol[kg]Xilol[kg]Tolueno[kg]MEK[kg]MIK[kg]Butanol[kg]
9
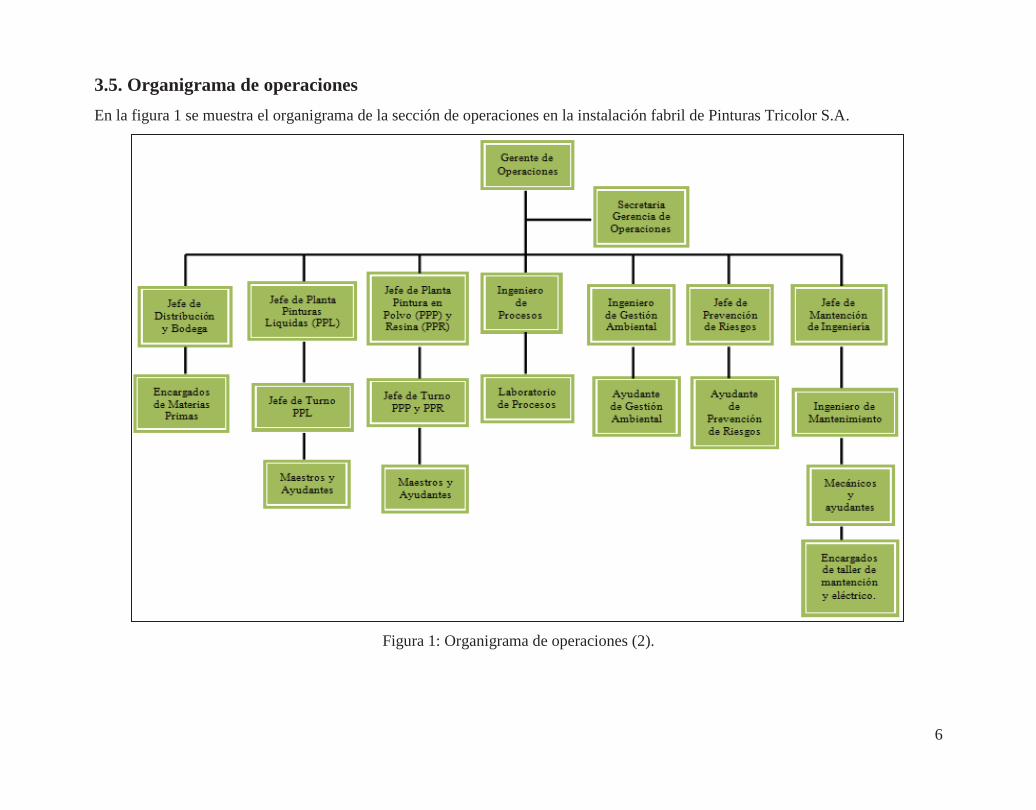
Como podemos ver en el Layout (Figura 4) de Pinturas Tricolor S.A. este producto se
encuentra en estanques de almacenamiento subterráneo (sección de contorno rojo), donde se
envía a través de bombeo a las plantas (de color amarillo) que utilizan este solvente como
materia prima principal para la fabricación de sus productos.
Figura 4: Layout Pinturas Tricolor S.A (2).
Cabe destacar que en planta 2 se manufacturan productos en base a agua como materia prima
principal, pero también se presenta algún uso de solvente, sin embargo, esta cantidad es
insignificante comparada con el uso de solvente en las plantas (de color amarillo) que se
muestran en el Layout, lo mismo ocurre con la planta 4 la cual hace productos en cantidades
mínimas ya que estos son pedidos especiales. En el caso de la planta de resinas (sector de
contorno naranjo) esta presenta un gran consumo de solvente, pero este se utiliza
completamente para fabricar resina la cual es un producto intermedio.
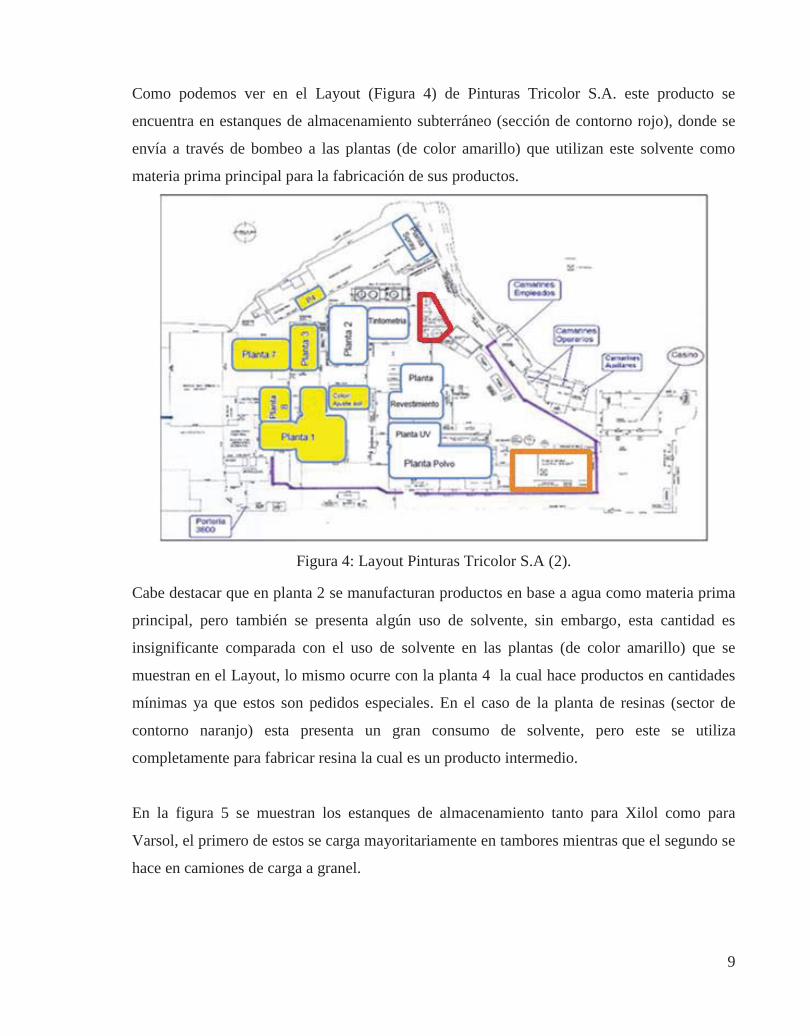
En la figura 5 se muestran los estanques de almacenamiento tanto para Xilol como para
Varsol, el primero de estos se carga mayoritariamente en tambores mientras que el segundo se
hace en camiones de carga a granel.
10
Los estanques cilíndricos corresponden a estanques de almacenamiento de Varsol para
abastecer mayoritariamente a la planta de resinas, mientras que los otros 3 estanques restantes
de Varsol y Xilol son de uso exclusivo para las plantas que necesitan estas materias primas en
la manufacturación de pinturas.
Figura 5: Flowsheet estanques de almacenamiento de solventes (2).
A pesar de que los estanques cilíndricos son de uso solo para la planta de resinas estos
también se suelen utilizar como un apoyo de abastecimiento hacia las plantas que producen
pinturas en base a solvente.
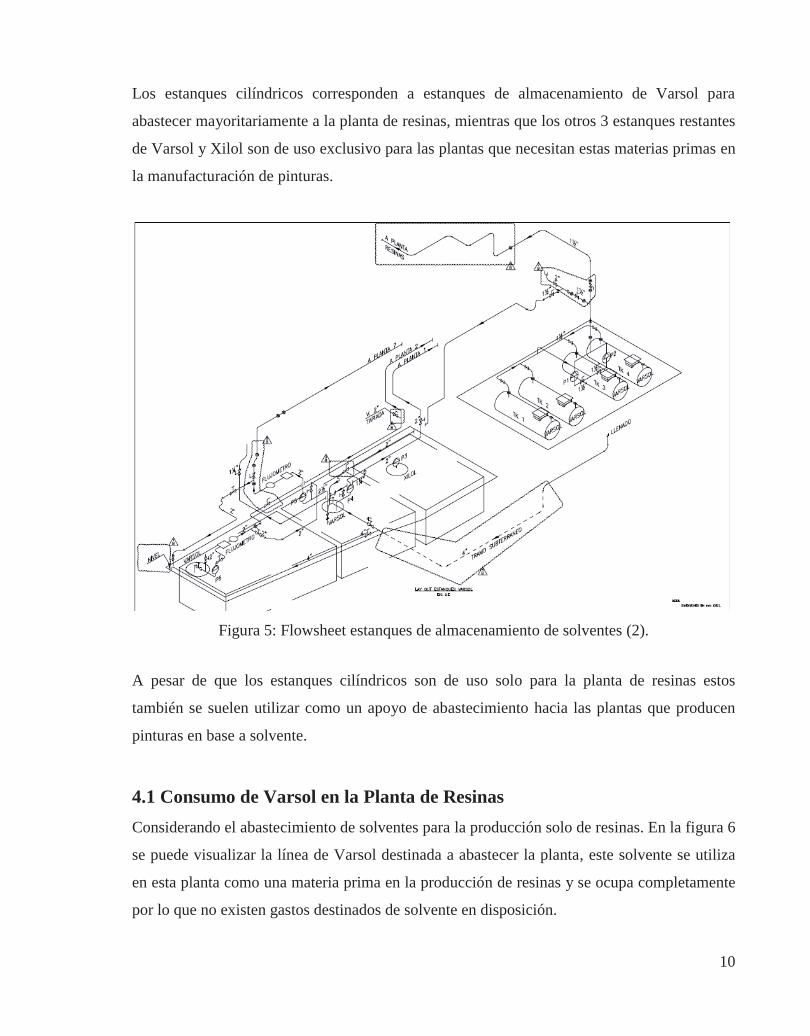
4.1 Consumo de Varsol en la Planta de Resinas Considerando el abastecimiento de solventes para la producción solo de resinas. En la figura 6
se puede visualizar la línea de Varsol destinada a abastecer la planta, este solvente se utiliza
en esta planta como una materia prima en la producción de resinas y se ocupa completamente
por lo que no existen gastos destinados de solvente en disposición.
11
Figura 6: Línea de Varsol a Planta de Resinas (2).
En la tabla 1 se muestra el consumo de Varsol alimentado a la planta de resinas.
Tabla 1: Consumo de Varsol mensual por la planta de resinas en el año 2014 (1).
Mes del Año 2014
Consumo de Varsol [kg]
Enero 145.236 Febrero 127.616 Marzo 111.621 Abril 117.453 Mayo 125.788 Junio 103.644 Julio 86.859
Agosto 100.901 Septiembre 103.459
Octubre 146.223
4.2. Consumo de Varsol en plantas productoras de pinturas en base a
solvente Considerando el abastecimiento de solvente en la fabricación de pinturas podemos visualizar
en la figura 7 la distribución de líneas que alimentan solvente a las plantas 1, 2, 3, 7, 8. Este
solvente se utiliza como se menciono anteriormente en algunos casos solo para producir
pinturas, realizar lavados o ambos casos.

12
El consumo de Varsol como agente de limpieza en estas plantas es de suma importancia para
justificar un sistema de purificación ya que solo en este tipo de plantas, que son la mayoría de
las plantas de Pinturas Tricolor S.A, se utiliza este tipo de solvente en cantidades
considerables para limpiar equipos o estanques involucrados dentro del proceso productivo, y
esa cantidad de solvente manipulado es prácticamente solvente desechado.
Figura 7: Línea de Varsol a Plantas de Pintura (2).
4.2.1. Planta 1 y 3 Con respecto al consumo de Varsol; la planta 1 utiliza principalmente Varsol para limpiar el
estanque donde se almacena la pintura que será envasada, además se usa para limpiar la
bomba que envía la pintura desde el estanque móvil donde fue manufacturada hacia el
estanque de almacenamiento donde el caudal es regulado por una válvula al momento de
llenar los envases correspondientes.
13
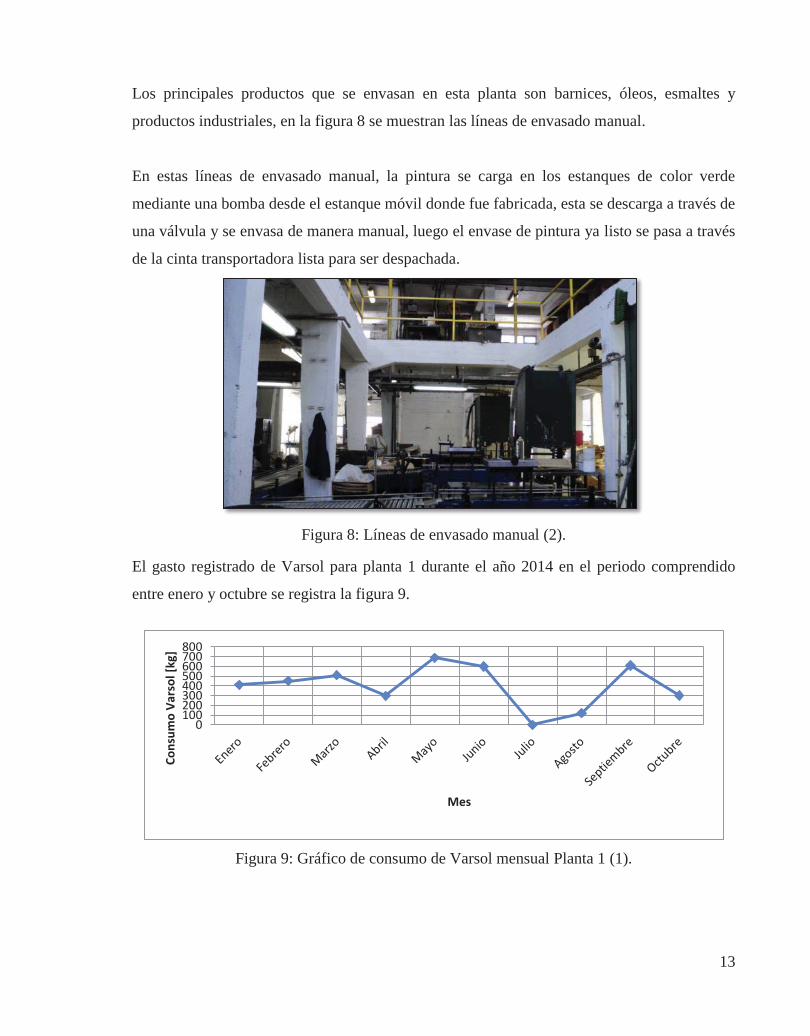
Los principales productos que se envasan en esta planta son barnices, óleos, esmaltes y
productos industriales, en la figura 8 se muestran las líneas de envasado manual.
En estas líneas de envasado manual, la pintura se carga en los estanques de color verde
mediante una bomba desde el estanque móvil donde fue fabricada, esta se descarga a través de
una válvula y se envasa de manera manual, luego el envase de pintura ya listo se pasa a través
de la cinta transportadora lista para ser despachada.
Figura 8: Líneas de envasado manual (2).
El gasto registrado de Varsol para planta 1 durante el año 2014 en el periodo comprendido
entre enero y octubre se registra la figura 9.
Figura 9: Gráfico de consumo de Varsol mensual Planta 1 (1).
0100200300400500600700800
Cons
umo
Vars
ol [k
g]
Mes
14
De la figura 9, se concluye que el consumo de Varsol para llevar a cabo la limpieza del
sistema de envasado es muy variable con un máximo de gasto de solvente de 690 kg el mes de
mayo y un gasto nulo de solvente durante el mes de julio llegando a un total de 3.987 kg de
solvente durante el año 2014 hasta el mes de octubre.
La variabilidad de estos valores se debe a que en esta planta se envasan productos tanto en
base a solvente como también productos en base a agua, por lo tanto en los meses que se
utilizo poco o casi nada de solvente se debe a que se envasaron mayoritariamente productos
en base a agua o a que posiblemente no hubo un registro. También se debe a la frecuencia con
la que cambia el color del producto que se envasa.
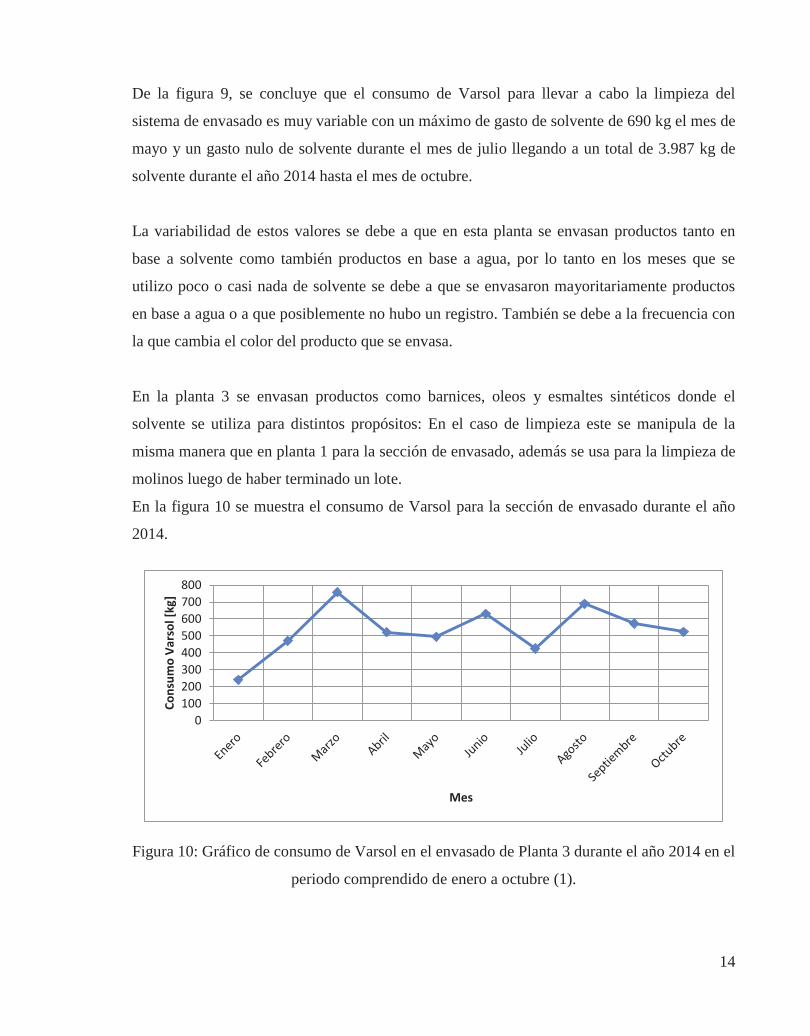
En la planta 3 se envasan productos como barnices, oleos y esmaltes sintéticos donde el
solvente se utiliza para distintos propósitos: En el caso de limpieza este se manipula de la
misma manera que en planta 1 para la sección de envasado, además se usa para la limpieza de
molinos luego de haber terminado un lote.
En la figura 10 se muestra el consumo de Varsol para la sección de envasado durante el año
2014.
Figura 10: Gráfico de consumo de Varsol en el envasado de Planta 3 durante el año 2014 en el
periodo comprendido de enero a octubre (1).
0100200300400500600700800
Cons
umo
Vars
ol [k
g]
Mes
15
En este caso la variabilidad de los datos se relaciona directamente con la frecuencia de
envasado con respecto a los productos, ya que una mayor frecuencia de envasar distintos
productos implica realizar la limpieza del equipo de envasado más veces.
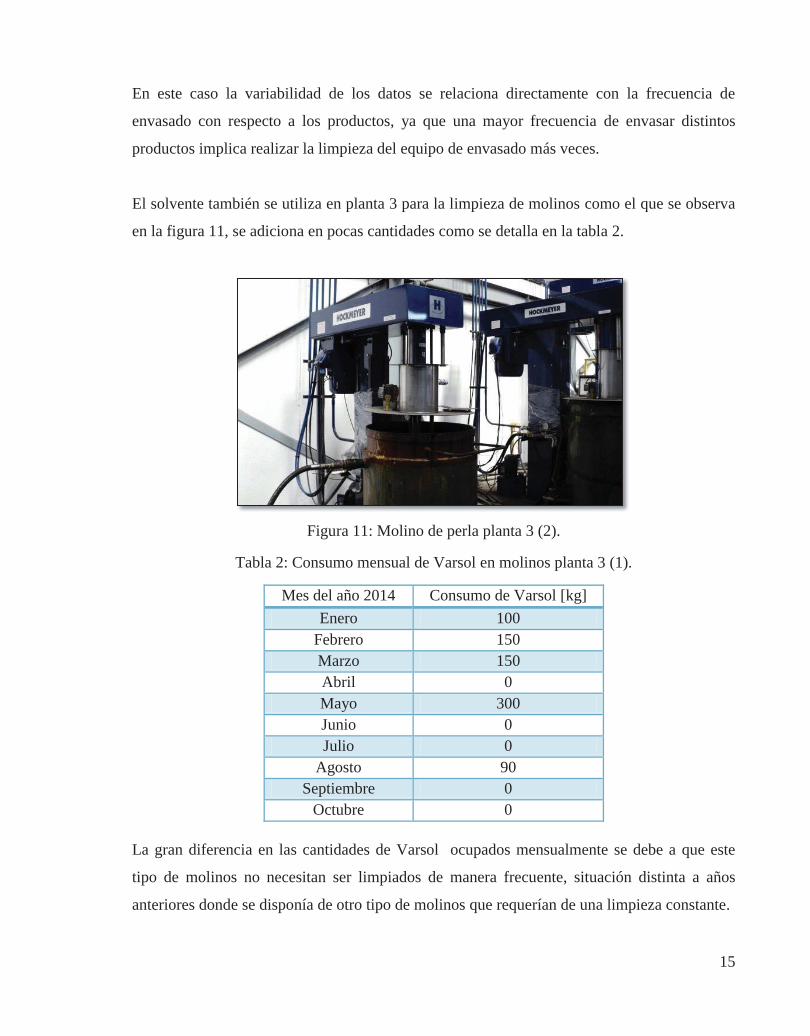
El solvente también se utiliza en planta 3 para la limpieza de molinos como el que se observa
en la figura 11, se adiciona en pocas cantidades como se detalla en la tabla 2.
Figura 11: Molino de perla planta 3 (2).
Tabla 2: Consumo mensual de Varsol en molinos planta 3 (1).
Mes del año 2014 Consumo de Varsol [kg] Enero 100
Febrero 150 Marzo 150 Abril 0 Mayo 300 Junio 0 Julio 0
Agosto 90 Septiembre 0
Octubre 0 La gran diferencia en las cantidades de Varsol ocupados mensualmente se debe a que este
tipo de molinos no necesitan ser limpiados de manera frecuente, situación distinta a años
anteriores donde se disponía de otro tipo de molinos que requerían de una limpieza constante.

16
A continuación en la figura 12 podemos ver principalmente la distribución de la línea de
Varsol que se utiliza tanto en planta 1, 2 y 3 con distintos propósitos como se menciono
anteriormente. En planta 1 para la limpieza de equipos usados en el proceso de envasado y en
planta 3 para la limpieza de molinos, equipos de envasado y la manufacturación de ciertos
productos.
Figura 12: Línea de Varsol a planta 1,2 y 3 (2).
El Varsol que se utiliza para manufacturar oleos, barnices y esmaltes en la planta 3 se
incorpora en la etapa de terminación, esta etapa se da en el segundo piso de la planta y
consiste principalmente en completar el volumen del producto que se está llevando a cabo y
además mejorar sus cualidades.

17
La línea que baja al primer piso en la figura 13 se usa para abastecer la sección de envasado al
momento de realizar la limpieza de los equipos involucrados.
Figura 13: Línea de Varsol planta 3 (2).
4.2.2. Planta 7 y 8 El Varsol que se provee a planta 8 se emplea tanto como materia prima y como producto para
limpieza del equipo de dispersión, sin embargo la cantidad que se utiliza en lavar las aspas del
dispersor es mínima y se extrae de la misma orden de producción por lo que la cantidad
utilizada queda registrada como materia prima.
En planta 7 también existe un registro de Varsol consumido en el proceso de envasado, como
en el caso de la planta 1 y 3. En la figura 14 se pueden analizar los registros desde el mes de
enero del 2014 hasta el mes de octubre, claramente esta planta presenta un mayor gasto de
solvente que las demás plantas de envasado y esto se debe a que el sistema de envasado es

18
mucho más complejo ya que la pintura viene directamente de la línea por lo que al momento
de realizar una limpieza se debe limpiar toda la línea con solvente para empezar con un nuevo
producto.
Figura 14: Gráfico de consumo de Varsol en envasado planta 7 durante el año 2014 en el
periodo comprendido de enero a octubre (1).
Además del consumo de Varsol en envasado también hay un registro de gasto de Varsol en la
limpieza de estanques fijos de la planta 7 el cual se detallará más adelante junto con el
consumo de solvente para la fabricación de sus productos.
En la figura 15 se muestra la línea de Varsol que distribuye y abastece de solvente a estas dos
plantas para cumplir distintos usos.
Figura 15: Línea de Varsol planta 7 y 8 (2).
0500
10001500200025003000
Cons
umo
Vars
ol [k
]
Mes

19
4.3. Consumo de Varsol en Planta de productos en base a agua 4.3.1. Planta 2
El uso de Varsol en esta planta presenta una cantidad insignificante ya que solo se utiliza para
realizar ajustes y terminaciones en el segundo piso de la planta.
El consumo de solvente forma parte del consumo mensual de Varsol registrado para la
fabricación de pintura como materia prima, información que se detallara más adelante en el
consumo total.
En la figura 16 se muestra la distribución de la línea de Varsol que abastece esta planta tanto
en el segundo piso como en el primero, con el fin que se detallo anteriormente, la línea que
sube al tercer piso no se utiliza como fuente de solvente al momento de carga ya que en este
lugar las pinturas son en base a agua.
Figura 16: Línea de Varsol a planta 2 (2).
20
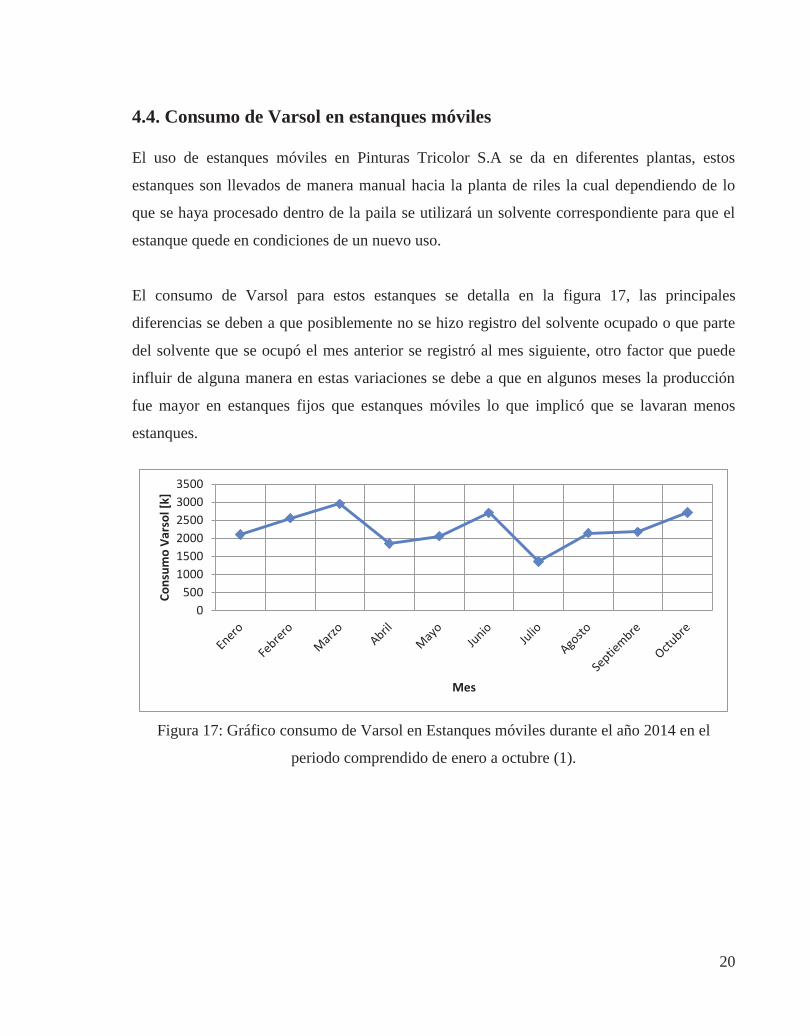
4.4. Consumo de Varsol en estanques móviles El uso de estanques móviles en Pinturas Tricolor S.A se da en diferentes plantas, estos
estanques son llevados de manera manual hacia la planta de riles la cual dependiendo de lo
que se haya procesado dentro de la paila se utilizará un solvente correspondiente para que el
estanque quede en condiciones de un nuevo uso.
El consumo de Varsol para estos estanques se detalla en la figura 17, las principales
diferencias se deben a que posiblemente no se hizo registro del solvente ocupado o que parte
del solvente que se ocupó el mes anterior se registró al mes siguiente, otro factor que puede
influir de alguna manera en estas variaciones se debe a que en algunos meses la producción
fue mayor en estanques fijos que estanques móviles lo que implicó que se lavaran menos
estanques.
Figura 17: Gráfico consumo de Varsol en Estanques móviles durante el año 2014 en el
periodo comprendido de enero a octubre (1).
0500
100015002000250030003500
Cons
umo
Vars
ol [k
]
Mes

21
4.5. Consumo de Varsol en estanques fijos
De las plantas que se vieron anteriormente solo la planta 3 y la planta 7 presentan estanques
fijos que se limpian con Varsol, la primera de estas presenta estanques fijos (12 estanques de
4347 l) (figura 18) donde se realiza el proceso de terminación en la cual la base de molienda
es completada en volumen con resina y solvente, además de agregar los aditivos que mejoran
las cualidades del producto, como por ejemplo, anti piel y secantes.
Figura 18: Estanques de terminación planta 3 (2).
La planta 7 también presenta estanques fijos, pero estos cumplen distintos propósitos. Los
estanques que se muestran en la figura 19 (dos estanques de 3024 l) se utilizan para el proceso
de dispersión de materias primas el cual consiste en remover la capa de aire que rodea la
partícula de pigmento a modo de des-aglomerarla e incorporarla.
Figura 19: Estanque de dispersión (2).
El Varsol empleado para la limpieza de estos estanques se registra como materia prima ya que
se ocupa de la misma orden de producción y no se hace un registro aparte como limpieza, por

22
lo que la cantidad suministrada formara parte del total de solvente ocupado como materia
prima mensualmente
Otros estanques fijos en la planta 7 donde si existe un registro aparte de solvente para la
limpieza de estos, son los estanques de terminación (figura 20).
Estos son 15 estanques de capacidades de: 6048 l, 6804 l, 10395 l, 3137 l, 1890 l.
Figura 20: Estanques de terminación planta 7 (2).
En estos estanques se inicia el proceso de terminación y ajuste, no tan sólo del producto
fabricado en la etapa de dispersión, sino que también, de productos provenientes de planta 3.
La terminación consiste en completar el volumen proveniente de la fase de dispersión con
resina y solvente y otros aditivos. El proceso de ajuste consiste en regular la viscosidad del
producto agregando solvente según formulación hasta alcanzar el rango de aprobación. El
equipo utilizado para realizar los procesos de ajuste y terminación es un estanque con agitador
de paleta (figura 20).La cantidad de Varsol ocupado como materia prima se detallará como
parte del total ocupado mensualmente por todas las plantas, mientras que el Varsol ocupado
para la limpieza de estanques fijos tanto para la planta 3 y 7 se detalla a continuación en la
figura 21.

23
Figura 21: Gráfico consumo de Varsol en estanques fijos de planta 7 durante el año 2014 en el
periodo comprendido de enero a octubre (1).
Como se puede observar en la figura 21 la cantidad de Varsol ocupado en la limpieza de
estanques fijos varía mucho a partir del mes de marzo, esto se debe a múltiples factores como
una alza o baja en la producción, frecuencia con que se manufacturan distintos productos y
además de la dificultad del limpiado del estanque, ya que a una mayor dificultad se necesita
una cantidad de solvente superior, esto está directamente relacionado con las características
del producto.
0500
100015002000
Cons
umo
Vars
ol [k
]
Mes

24
4.6. Consumo total de Varsol
Considerando los registros de consumo de Varsol anteriormente descritos podemos dividir en
dos categorías el gasto de este solvente dependiendo de su aplicación:
Gasto de Varsol utilizado para limpieza.
Gasto de Varsol utilizado como materia prima.
Como se dijo anteriormente, la aplicación de Varsol para limpieza se da en diferentes lugares
de las plantas, en distintos equipos, estanques y sistemas de envasado generando un gran
gasto.
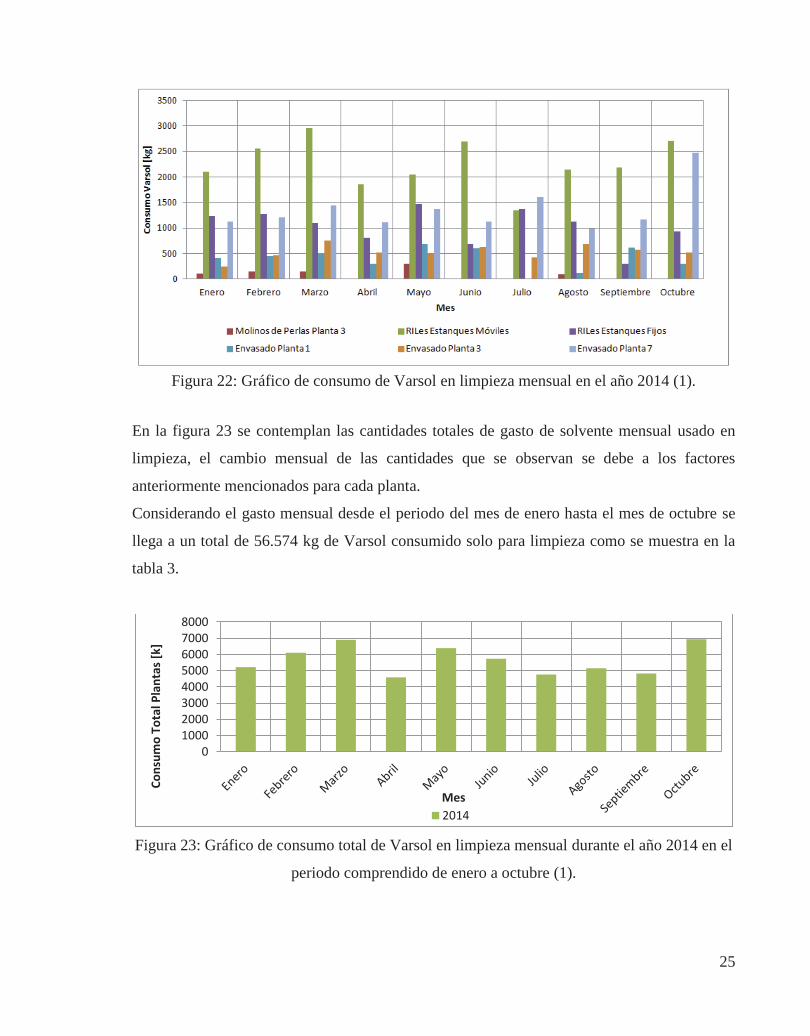
En la figura 22 se muestra una comparación del consumo total mensual de las diferentes
plantas, como se puede observar, el mayor gasto de solvente para limpiar es utilizado en los
estanques móviles, esto se debe a que constantemente estos estanques son utilizados para
fabricar diferentes pinturas, estos estanques se encuentran en una mayor cantidad que los
estanques fijos a causa de su menor capacidad.
Si analizamos el solvente que se gasta en envasado, el mayor gasto se lleva a cabo en la
planta 7, esto se debe a que el sistema de envasado es directamente de la línea y no de un
estanque aparte como lo es en la planta 1 y 3, esto lleva a que al momento de realizar una
limpieza se deba bombear Varsol en cantidades mayores para que la línea quede sin rastros
del producto que se manufacturó.
En cuanto a los molinos que se utilizan en planta 3, estos presentan el menor gasto de
solvente, lo que se debe principalmente a que este tipo de molinos no necesitan de una
limpieza constante y además requieren de una menor cantidad de Varsol para quedar
nuevamente en condiciones de uso.
25
Figura 22: Gráfico de consumo de Varsol en limpieza mensual en el año 2014 (1).
En la figura 23 se contemplan las cantidades totales de gasto de solvente mensual usado en
limpieza, el cambio mensual de las cantidades que se observan se debe a los factores
anteriormente mencionados para cada planta.
Considerando el gasto mensual desde el periodo del mes de enero hasta el mes de octubre se
llega a un total de 56.574 kg de Varsol consumido solo para limpieza como se muestra en la
tabla 3.
Figura 23: Gráfico de consumo total de Varsol en limpieza mensual durante el año 2014 en el
periodo comprendido de enero a octubre (1).
010002000300040005000600070008000
Cons
umo
Tota
l Pla
ntas
[k]
Mes 2014

26
Tabla 3: Consumo total de Varsol en limpieza (1).
Mes del año 2014
Consumo Total de Varsol [kg].
Enero 5.209 Febrero 6.097 Marzo 6.900 Abril 4.588 Mayo 6.380 Junio 5.738 Julio 4.757
Agosto 5.149 Septiembre 4.823
Octubre 6.933 Total periodo 56.574
Ahora considerando el Varsol manipulado como materia prima para confeccionar distintos
productos en base a solvente como esmaltes, oleos, barnices, anticorrosivos, etc. se puede
obtener un total de solvente consumido tanto para la elaboración solo de pinturas como
también para un total que incluye elaboración de otros productos, donde el solvente se
suministra en menor cantidad como lo son las “pastas muros”. En la tabla 4 se da el gasto
mensual de Varsol y el total correspondiente a cada caso.
Tabla 4: Consumo total de Varsol como materia prima (1).
Mes del año 2014
Consumo de Varsol en Pinturas [kg]
Consumo de Varsol Total [kg]
Enero 111.154 111.330 Febrero 91.410 91.615 Marzo 82.713 86.492 Abril 110.934 111.377 Mayo 112.977 113.112 Junio 84.041 84.192 Julio 95.562 96.730
Agosto 68.659 69.017 Septiembre 100.686 100.935
Octubre 123.638 123.937 Total periodo 981.774 988.737
En la figura 24 se hace una comparación del solvente utilizado para producir pinturas versus
la cantidad de solvente total donde se incluyen otros productos como la pasta muro, se puede

27
analizar que el consumo de Varsol en la fabricación de pinturas es mayoritario mientras que
en otros productos es ínfimo.
Figura 24: Gráfico de consumo mensual de Varsol como materia prima (1).
Finalmente con la información recopilada anteriormente se llego a los siguientes resultados
detallados en la tabla 5.
Tabla 5: Consumo final de Varsol periodo enero-octubre 2014 (1).
Consumo de Varsol Cantidad de Varsol [kg] % en peso del Total Consumo de Varsol como materia prima 988.737 44,6%
Consumo de Varsol para limpieza 56.574 2,6% Consumo de Varsol en resina 1.168.800 52,8%
Total Consumo de Varsol 2.214.111 100%
Realizando un análisis final de los datos se puede apreciar que durante el periodo de enero-
octubre la cantidad de Varsol utilizado para limpieza solo alcanza un 2,6% del total de Varsol
consumido, cifra que no adquiere un interés significativo frente al consumo total, sin
embargo, este valor si adquiere una importancia considerando el gasto de recursos que
implica solo en la compra de esta materia prima.
Este valor se puede estimar en el siguiente cálculo teniendo en cuenta la densidad del Varsol
que se compra:
020.00040.00060.00080.000
100.000120.000140.000
Cons
umo
Vars
ol [k
g]
Mes
Consumo de Varsol total
Consumo de Varsol en Pinturas

28
(1)
Y su precio por litro:
(1)
Es por esto que un sistema de purificación de solvente tendría gran importancia en cuanto a
ahorro de recursos, donde el Varsol purificado se podría utilizar para limpiar, disminuyendo
así los costos relacionados con la compra de solventes, además del costo asociado a
tratamientos por disposición y traslado.
29
5. Propuesta de un sistema de recuperación de solvente Actualmente Pinturas Tricolor S.A no posee un sistema de purificación de solvente sucio, por
lo que este es llevado a la empresa RILTEC la cual se encarga de realizar el tratamiento del
residuo. RILTEC le cobra servicios a Pinturas Tricolor S.A por disposición de este desecho,
gasto que alcanza un valor de $14.839.905 anual (1). Además de este gasto existen otros
relacionados como, el de transporte, donde se invierten alrededor de $4.640.000 anual y el
gasto de compra de solvente limpio que tiene un valor de $44.865.900 anual (información del
año 2013) (1).
Según registros Pinturas Tricolor S.A. desechó el año 2013 alrededor de 334 toneladas de
solvente sucio (1). Se sabe que antiguamente se llevo a cabo durante un tiempo la destilación
de solventes sucios provenientes de la planta de RILES pero se opto por abandonar el proceso
debido a que solo lo realizaban de prueba a pesar de que si obtenían solvente más puro.
Hoy en día Pinturas Tricolor S.A. cuenta con un equipo para destilar ubicado en la planta de
resinas, este equipo es el que anteriormente fue utilizado para la destilación de solvente sucio,
sin embargo también es utilizado para la producción de distintos tipos de resinas como otros
equipos en el lugar. Esto implica que al momento de ser utilizado debe existir una
coordinación de manera que la purificación de solvente no afecte a la producción de resina.
Considerando esto se procederá a establecer un proceso de recuperación utilizando equipos
existentes y la posibilidad de gastar recursos en nuevos equipos que sean necesarios para
llevar a cabo el reciclaje del solvente.

30
5.1. Reciclaje de solventes Los solventes orgánicos comprenden el conjunto de compuestos orgánicos líquidos que tienen
la capacidad de disolver, suspender o extraer otra sustancia, sin reaccionar químicamente con
la misma, manteniéndose inertes. Constituyen un amplio grupo de sustancias de diversa
polaridad, permitiendo la disolución de sustancias orgánicas con polaridades similares.
Los solventes orgánicos comúnmente tienen bajo punto de ebullición, son volátiles y pueden
ser recuperados por destilación luego de su uso, estos se dividen en (3):
Solventes Halogenados.
Solventes No Halogenados.
Los solventes Halogenados son menos inflamables, tienen mayor densidad, gran toxicidad,
mayor viscosidad y mayor persistencia en el ambiente que los no halogenados. Contienen en
sus moléculas elementos del grupo de los halógenos: fluoruro, cloruro, bromuro o yoduro (3).
Los solvente No Halogenados se subdividen en:
Los destilados del petróleo: hidrocarburos alifáticos (como por ejemplo hexano, ciclo
alcanos y octano) y aromáticos (los aromáticos más comunes son el tolueno, xileno,
benceno y alquil bencenos) (3).
Los oxigenados: alcoholes, cetonas, éteres y esteres (como por ejemplo etanol,
metanol, acetona, metil isobutil cetona y butil-eter) (3).
Comercialmente existen aproximadamente 60 sustancias que caen bajo esta denominación.
Estos solventes se utilizan ampliamente en la producción de pinturas (principalmente), tintas,
adhesivos, resinas, preservantes de madera en base a solventes, artículos de tocador,
saborizantes de alimentos, cosméticos y también para la limpieza de equipos (3).
A su vez, son utilizados como desengrasantes en la industria de ingeniería y de vehículos,
también se usan como extractantes de productos naturales de fuentes animales y vegetales. La

31
toxicidad de estos productos varía ampliamente, y en muchos casos el mayor peligro es la
inflamabilidad (3).
En Pinturas Tricolor S.A. se ocupan principalmente solventes no halogenados del tipo
alifáticos (principalmente Varsol), estos solventes sucios podrían ser reciclados mediante
distintos procesos con el fin de reutilizarlos como solventes o en mezclas de combustible
alternativo.
A continuación, en la tabla 6, se pueden distinguir ciertas propiedades fisicoquímicas del
Varsol que se utiliza en Pinturas Tricolor S.A.
Estas propiedades se encuentran en el anexo A-1.
Tabla 6: Propiedades Fisicoquímicas Varsol (1).
Solvente Varsol Densidad 0.8 ±0.1 g/cm3
Color Ámbar Transparente Punto inicial de ebullición Mínimo 156°C
Punto Seco Máximo 230°C Punto de inflamación 38°C
Dentro de los usos de este solvente podemos destacar:
Fabricación de resinas, ceras y betunes, lavanderías y para limpieza en general.
Practico removedor de manchas en tejidos de algodón, nylon, fibras sintéticas tales como: prendas de vestir, paños, gabardinas, etc.
Ideal para el lavado de prendas en seco.
Disolvente efectivo para diluir pinturas a base de aceite.
Excelente para despercudir, desmanchar, remover grasa y residuos de cera en todo
tipo de pisos, baldosas, azulejos y mosaicos de cocinas y baños.
Generalmente en las plantas recuperadoras de solvente los productos que son reciclados para
ser usados como solvente son refinados en equipos de destilación donde el solvente se separa
en forma de condensado de los componente no volátiles como la resina y los pigmentos. Por
otro lado los desechos de la destilación son recolectados, mezclados y reciclados para ser
usados como combustible alternativo tal cual se dijo anteriormente.

32
En la figura 25 se pueden ver todas las operaciones que involucran la recuperación de
solventes sucios.
Figura 25: Diagrama de bloques de proceso general de recuperación de solvente (4).
5.1.1 Almacenamiento En el proceso general de recuperación de solventes el almacenamiento se lleva a cabo antes de
empezar el proceso de purificación (4).
Todos solventes sucios recibidos y los productos obtenidos generalmente son almacenados en
tambores de 208L de capacidad o Bins plásticos de 1000L (figura 26) con su respectiva
válvula de alivio en su parte superior para evitar que el gas del solvente ejerza una presión
excesiva en el estanque al momento de llenarlo y a la descarga del mismo (5), estos estanques
de almacenamiento deben estar siempre correctamente etiquetados (4).
También hay que hacer presente que la manipulación de los solventes debe ser cuidadosa
debido a que los compuestos orgánicos volátiles podrían afectar la salud del operario si estos
se encuentran en estanques que no están cerrados, tanto al momento de almacenarlos como

33
durante la operación de recuperación del solvente sucio, por lo que es importante ocupar los
elementos de seguridad correspondientes.
Figura 26: Estanque plástico para almacenamiento de solvente (2).
5.1.2. Tratamiento Inicial Antes de llevar a cabo el proceso de reciclaje de los solventes sucios, estos pasan por una
etapa de separación mecánica con el fin de remover sólidos suspendidos y agua antes de
entrar a la etapa de destilación (4).
Estas etapas de separación son filtración seguido de una decantación:
La filtración es complemento de la decantación para la recuperación de disolvente, ya que se
emplea para retener las partículas sólidas por medio de una barrera, la cual puede consistir en
mallas, fibras, material poroso o un relleno sólido. Estos materiales permiten sólo el paso del
líquido reteniendo los sólidos (4).
La decantación separa los compuestos de una mezcla en diferentes fases, utilizando la
diferencia de las densidades entre ellos. Luego de que se efectúa la separación, se envía cada
fase a su etapa posterior dentro del proceso de purificación (4).
5.1.3. Destilación
La destilación es una de las técnicas más usadas para la separación de la mezcla de solventes
y para la remoción de impurezas disueltas, consiste en separar los componentes de las mezclas
basándose en las diferencias de los puntos de ebullición de dichos componentes, donde un
34
compuesto de punto de ebullición bajo se considera volátil en relación a los otros
componentes con puntos de ebullición mayor (4).
En este proceso parte del solvente sucio que se trata en la etapa de separación mecánica pasa
a la etapa de destilación, mientras que el resto va a formar parte de la mezcla para
combustibles alternativos.
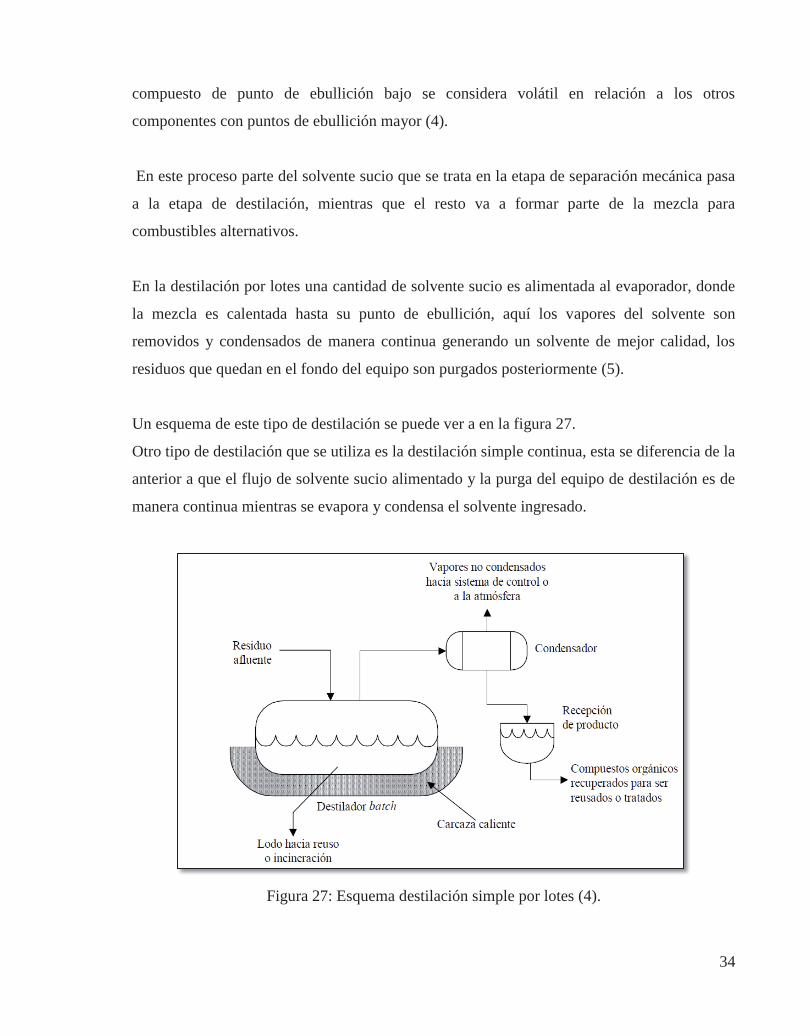
En la destilación por lotes una cantidad de solvente sucio es alimentada al evaporador, donde
la mezcla es calentada hasta su punto de ebullición, aquí los vapores del solvente son
removidos y condensados de manera continua generando un solvente de mejor calidad, los
residuos que quedan en el fondo del equipo son purgados posteriormente (5).
Un esquema de este tipo de destilación se puede ver a en la figura 27.
Otro tipo de destilación que se utiliza es la destilación simple continua, esta se diferencia de la
anterior a que el flujo de solvente sucio alimentado y la purga del equipo de destilación es de
manera continua mientras se evapora y condensa el solvente ingresado.
Figura 27: Esquema destilación simple por lotes (4).
35
Cuando existen mezclas de solventes generalmente se utiliza destilaciones simples múltiples
por lote. En esta el solvente sucio ingresa al evaporador y el vapor fluye a través de la torre de
fraccionamiento entrando en contacto con el solvente condensado que sido recirculado
después de condensar. Solo parte del solvente es recirculado mientras que el resto es producto
(5).
En la destilación múltiple continua el solvente sucio es alimentado de manera continua en un
punto medio de la columna donde lo solventes más volátiles suben al tope mientras que los
menos volátiles permanecen y se desechan en el fondo junto con los desechos (5).
Generalmente los equipos de destilación común no son apropiados para la destilación de este
tipo de solventes debido a que componentes viscosos pueden formar una película dentro del
evaporador disminuyendo así la eficiencia de transferencia de calor. En el caso de los
evaporadores con serpentines expuestos a los solventes sucios estos se pueden operar con un
máximo de contenido de sólidos de un 5% (4).
Los evaporadores con aspas raspadoras rotatorias evitan la formación de una película en las
paredes del equipo evitando que algún material viscoso se adhiera a la pared deteriorando la
superficie de transferencia de calor. En el caso de materiales viscosos o sensibles al calor los
evaporadores de película delgada son los más adecuados ya que con sus aspas rotatorias
mantienen una pequeña distancia con respecto a las paredes del evaporador y obligan al
solvente sucio a formar una película delgada en las paredes del evaporador mientras lo agita,
evitando la acumulación de material en la superficie de transferencia de calor (4).
En cuanto a mezclas de solventes azeotropicos la destilación resulta con una dificultad mayor
debido a que los solventes involucrados en la mezcla ebullen a una temperatura constante. En
algunos casos se agrega otro solvente o se cambia la presión de manera que sea más fácil de
separar durante la etapa de destilación (4).
La condensación de los vapores generados se hace mediante condensadores barométricos o
intercambiadores de calor de tubo y carcasa. Los primeros establecen un contacto directo con
36
el vapor mediante un rocío de agua por lo que el producto es una mezcla de solvente limpio
con agua de enfriamiento, mientras que los intercambiadores de calor de tubo y carcasa
entregan un contacto indirecto con el vapor del solvente a través de una superficie de
enfriamiento expuesta por lo tubos en su interior donde se alimenta un flujo de agua de
enfriamiento mientras que por la carcasa fluye el vapor del solvente destilado (5).
Cabe destacar que la destilación de solventes con punto de ebullición alto (155°C) se realiza
de mejor manera a vacio que a presión atmosférica ya que a vacio los puntos de ebullición son
más bajos en comparación con una destilación a presión atmosférica (5).
5.1.4. Purificación Luego de que el solvente sucio es evaporado y posteriormente condensado, en la etapa de
destilación, pasa a través de una etapa de purificación donde el solvente es decantado
nuevamente para extraer parte de los restos de agua, hay que destacar que previo a la
decantación el solvente condensado se enfría para aumentar la efectividad de la separación
mecánica. Consecutivo a esta etapa el solvente ya mas purificado pasa por una etapa de
absorción denominada también “salting” en la cual el solvente limpio atraviesa un lecho de
cloruro de calcio que absorbe humedad (4).
5.2. Situación actual con respecto al desecho de solventes
La situación actual con respecto a los desechos en Pinturas Tricolor S.A. es manejada
mediante la planta de Riles que se encuentra al interior de sus instalaciones, además de
gestiones realizadas en otras empresas que se encargan de realizar el tratamiento necesario de
estos residuos con el fin de darles un nuevo uso o desecharlos de la manera correspondiente.
Luego de que los diferentes equipos indicados en el capitulo uno, como estanques de
producción tanto móviles como fijos, sistemas de envasado y molinos son limpiados por los
operarios (utilizando mayoritariamente Varsol) para un nuevo uso, el desecho resultante del
proceso de lavado pasa a la primera cámara de recepción en la planta de Riles , desde esta
cámara el desecho resultante del lavado, mezcla de distintos componentes involucrados tanto
en la producción de pintura como en el lavado de equipos, es bombeado hacia un estanque

37
separador (figura 28), con el fin de remover el solvente del RIL. El solvente removido es
almacenado en bins para su posterior gestión. Luego, el RIL (con menos solvente) es dirigido
al estanque de acumulación (cámara 2A).
Figura 28: Estanque de separación de solvente del RIL (1).
El estanque de acumulación tiene por objeto proporcionar un caudal con características físico
químicas lo más homogéneo posible. El estanque está compuesto por dos cámaras: 2A y 2B.
El RIL recibido en la cámara 2A aún contiene restos de solvente, por lo que luego de su
separación se alimenta una solución de mayor homogeneidad y menor cantidad de solvente a
la cámara 2B.
Luego de pasar por el estanque acumulador el RIL ingresa continuamente al estanque de
coagulación, en donde se realiza la dosificación de agente coagulante Poli Cloruro de
Aluminio (PAC) para neutralizar las cargas eléctricas de los coloides y así promover la
formación de coágulos.

38
Posterior a la de etapa de coagulación, el RIL es bombeado a un estanque donde se le agrega
un polímero con el fin de formar coágulos de gran tamaño (flóculos). A partir de esta etapa se
separa el lodo del RIL.
Finalmente el RIL sin lodos pasa por un sistema de decantación en serie (figura 29) con la
finalidad de obtener agua clarificada que va a parar a la última cámara de recepción, esta
cámara de recepción está conectada a otra cámara donde se analizan y monitorean las
propiedades del RIL que deben cumplir con los parámetros establecidos que se indican en la
tabla 7.
Cabe destacar que en la etapa de decantación en serie también existe una separación de lodos,
pero en menor cantidad que en el proceso de floculación.
Figura 29: Proceso de decantación planta de RILES (1).
Tabla 7: Requisitos del RIL efluente del sistema de tratamientos por la Superintendencia de Servicios Sanitarios (1).
Parámetro Unidad Rango/Limite máximo Demanda biológica de oxigeno, DBO mg/L 300
Sólidos suspendidos mg/L 300 Aceites y grasas mg/l 150
pH - 5,5-9,0 Temperatura °C 35
Sólidos sedimentables 60 min, ml/l
20
Detergentes mg/l 2

39
Color - En bajas concentraciones, sin color visible En la figura 30 se puede apreciar el flowsheet de la planta de RILES en Pinturas Tricolor S.A
donde se lleva a cabo el proceso físico-químico para el tratamientos de estos y donde se
realiza la separación del solvente sucio del RIL la cual es previa a la cámara 2A y 2B.
Figura 30: Flowsheet planta de Riles (1).
Dentro de los residuos que se desechan del proceso encontramos principalmente:
Bolsas de Pigmentos.
Borras de Pinturas.
Soda Caustica.
Sólidos Contaminados.
Solvente Sucio.
Estos residuos son enviados a diferentes empresas para ser recuperados de distintas formas o
desechados, dentro de estas empresas se encuentran:
COACTIVA
COSEMAR.

40
ECOBIO.
GESAM.
HIDRONOR.
RILTEC.
Dentro de los residuos que se nombraron anteriormente el que se desea recuperar es el
solvente sucio, este es almacenado en Bins de 1000L (1) luego del proceso de separación en la
planta de RILES, posteriormente el solvente sucio almacenado en estos Bins se bombea a un
estanque de almacenamiento mayor (figura 31) para luego ser descargado en camiones que
llevan este solvente a la empresa que realizará la gestión de este residuo.
En la tabla 8 se puede observar la cantidad de solvente sucio desechado durante el año 2013,
este es enviado a la empresa RILTEC que cobra gastos por disposición dependiendo de la
composición de la mezcla, si la mezcla de solvente sucio presenta gran cantidad de agua esta
tendrá un mayor costo de disposición que el de una mezcla con menor cantidad.
De acuerdo a información que se tiene, RILTEC cobra 1,5 UF/Tonelada de solvente sucio y
2,3 UF/ Tonelada de agua (1).

41
Figura 31: Estanque de almacenamiento de solvente sucio (1).
Tabla 8: Solvente sucio desechado mensualmente año 2013 (1).
Mes 2013
Solvente Sucio [kg]
Enero 59.480 Febrero 31.470 Marzo 32.800 Abril 55.180 Mayo 41.730 Junio 35.840 Julio 25.740
Agosto 0

42
Septiembre 10.010 Octubre 22.230
Noviembre 0 Diciembre 20.100 Total anual 334.580
Como se puede observar estas cantidades pueden variar mucho ya que algunas veces estos
desechos se almacenan en tambores al interior de bodegas y son enviados el mes siguiente,
además la cantidad también depende de la porcentaje de agua que se haya logrado separar en
el proceso de RILES.
Durante el periodo enero-octubre del año 2014 se registraron la siguientes cantidades de
solvente sucio desechado, estas cantidades se muestran en la tabla 9.
Tabla 9: Solvente sucio desechado periodo enero-octubre 2014 (1).
Mes 2014
Solvente sucio [kg]
Enero 16.510 Febrero 12.620 Marzo 18.360 Abril 8.690 Mayo 0 Junio 0 Julio 0
Agosto 23.950 Septiembre 11.770
Octubre 9.450 Total Periodo 101.350
Analizando los datos del año 2014 podemos ver que durante el mes de Mayo, Junio y Julio no
se realizaron gastos por disposición y transporte, esto se debe a que el solvente sucio extraído
del proceso de separación de la planta de RILES se almacenó adecuadamente en tambores al
interior de bodegas. La razón por la cual se decidió almacenar en bodegas en lugar de haber
realizado las gestiones correspondientes con este desecho se debieron a que hubo una
reestructuración (creación de ventanilla única) en términos de cómo declarar los residuos
peligrosos a través del SIDREP (Sistema de declaración y seguimiento de residuos
peligrosos), esto implico que durante esos meses muchas industrias tuvieran que almacenar
sus residuos ya que estos no podían ser desechados de manera legal.

43
Si se analiza la diferencia de la cantidad de solvente desechado entre el mes de abril y agosto
claramente podemos ver un aumento causado por el almacenaje de estos residuos durante esos
meses.
A continuación en la figura 32 se puede apreciar una gran diferencia en cuanto a la cantidad
de solvente enviado a disposición durante el año 2013 y el año 2014, diferencia justificada por
lo dicho anteriormente para ambos casos.
Figura 32: Gráfico de desechos de solventes sucios durante el periodo Enero-Octubre en el
año 2013 y 2014 (1).
5.3. Experiencias de Destilación
5.3.1. Metodología pruebas de Laboratorio En el laboratorio de la escuela de ingeniería química se realizaron pruebas con solvente sucio
basadas en las etapas que se podrían considerar dentro de un flowsheet para establecer un
proceso de recuperación de solvente. Considerando esto se realizaron pruebas basadas en
Filtración, Decantación y Destilación con el fin de obtener un solvente con mayor grado de
pureza.
Para realizar las pruebas mencionadas anteriormente se necesitaron los siguientes equipos y
vidriería de laboratorio:
010.00020.00030.00040.00050.00060.00070.000
Solv
ente
suci
o [k
g]
Mes
2014
2013

44
4 vasos precipitados de 250 ml (Figura 33).
3 matraz Erlenmeyer de 200 ml (Figura 33).
Figura 33: Vidriería necesaria para la experiencia.
Dos equipos de destilación (figura 34).
Figura 34: Equipo de Destilación utilizado.
3 embudos de decantación (Figura 35).

45
Figura 35: Embudos de Decantación.
Una bomba de vacío (Figura 36).
Papel filtro (Figura 36).
Un Matraz Kitasato (Figura 36).
Embudo Buchner (Figura 36).
Figura 36: Equipo de Filtración.
La metodología que se utilizo para realizar las distintas pruebas en el laboratorio se detalla a
continuación:

46
1. Se procedió a verter 200 ml de la muestra de 1L de solvente sucio obtenido en
Pinturas Tricolor S.A. en dos vasos precipitados de 250 ml (Figura 37) (antes
de verter los 200 ml se agita la muestra de un litro para que se homogenice la
solución).
Figura 37: Vaso precipitado con 200 ml de solvente sucio.
2. Se Prepara el Equipo de Filtración. Se coloca el papel filtro dentro del Embudo
Buchner y se moja con agua destilada, se conecta la manguera de la bomba de
vacío al matraz Kitasato, además se abre la válvula de esta.
3. Se procede a filtrar una de las muestras para eliminar parte del pigmento
contenido en el solvente sucio, a medida que se va ingresando el solvente sucio
al embudo se va cerrando la válvula de la bomba de vacio con el fin de generar
el vacio necesario para que se lleve a cabo la filtración. Terminando la
filtración se pesan los papeles filtros para determinar la cantidad de sólidos
filtrados.
4. Luego de realizar la filtración de la primera muestra, esta se vacía en el
embudo de decantación y se deja reposar por el tiempo necesario con el fin de
lograr una separación de fases por densidad, donde el solvente sucio quedara
en la fase superior y el agua en la fase inferior como se muestra en la figura 38.
47
Figura 38: Proceso de decantación del solvente sucio.
5. Posterior a lograr la separación de fases en el embudo de decantación, la fase
que se encuentra en la parte inferior del embudo (agua) se vierte en un vaso
precipitado y se registra el volumen, y la parte superior (solvente sucio) se
vierte en otro vaso precipitado.
6. Habiendo separado ambas fases, se toman 100 ml de la fase compuesta por el
solvente sucio y se incorporan al equipo de destilación con el fin de obtener un
solvente más limpio, proceso que se muestra en la figura 39.
Figura 39: Proceso de destilación.
48
7. Se obtiene el destilado en un matraz Erlenmeyer (Figura 40) y se mide el
volumen destilado con el fin de obtener un porcentaje de recuperación del
solvente sucio puesto a destilar.
Figura 40: Solvente Recuperado.
5.3.2. Pruebas y Análisis 5.3.2.1 Prueba N°1 El primer paso que se realizo durante esta prueba fue agitar la solución de solvente sucio que
se obtuvo de Pinturas Tricolor S.A., de esta muestra(1 l) se obtuvieron dos muestras de 200
ml en vasos precipitados de 250 ml como se indica en la figura 37, una de estas muestras se
llevo a un embudo de decantación para lograr la separación de las fases de solvente sucio y
agua, esta muestra se llevo a esta etapa sin pasar por la etapa de filtración, el resultado a
través de tiempo se puede apreciar en la figura 41.
Figura 41: Decantación prueba N°1.
49
Como se puede apreciar en la figura 41 no se observa un cambio importante al momento de
reconocer ambas fases luego de una hora de espera, esto se debe a que los pigmentos de la
pintura influyen en la decantación al momento de diferenciar ambas fases, no logrando de esta
manera una separación completa de la solución. A causa de esto no fue posible extraer agua
libre de pigmentos fuera de la solución para esta muestra sin filtrar.
A pesar de no lograr la diferenciación de fases para esta muestra se tomaron 100 ml de la
parte superior de la muestra de 200 ml y se procedieron a destilar como se muestra en la
figura 39, de estos 100 ml que se lograron destilar el 55% v/v se logro recuperar como
solvente limpio (Figura 42) y el 45% v/v restante resulto ser borra, el punto de ebullición de la
mezcla se registro a los 90°C y el punto final de la destilación se registro a los 182°C.
Figura 42: Solvente recuperado Prueba N°1 sin filtrar.
Para la segunda muestra se realizo el mismo procedimiento anteriormente indicado, se agito la
mezcla de un litro y se procedió a obtener 200 ml de solvente sucio, posteriormente se preparo
el matraz Kitasato con la bomba de vacío y se realizo la filtración de esta muestra como se
puede observar en la figura 43.
Cabe destacar que la muestra a filtrar viene con un gran contenido de pigmento por lo que
solo parte de este se podrá extraer en esta etapa y no una totalidad de él.

50
Figura 43: Etapa de filtración prueba N°1.
Durante esta etapa se utilizaron papeles filtro (figura 44) para poder filtrar la solución de 200
ml, estos se pesaron y registraron un peso de 6,25 g.
Figura 44: Papeles filtro ocupados en la prueba N°1 con filtrado.
Luego de haber realizado la filtración de esta muestra, pasa a la etapa de decantación, se
ingresa la muestra al embudo y este se agita levemente para mezclar ambas fases, se deja
decantar por un periodo de tiempo (una hora) y se observan los cambios mostrados en la
figura 45.
51
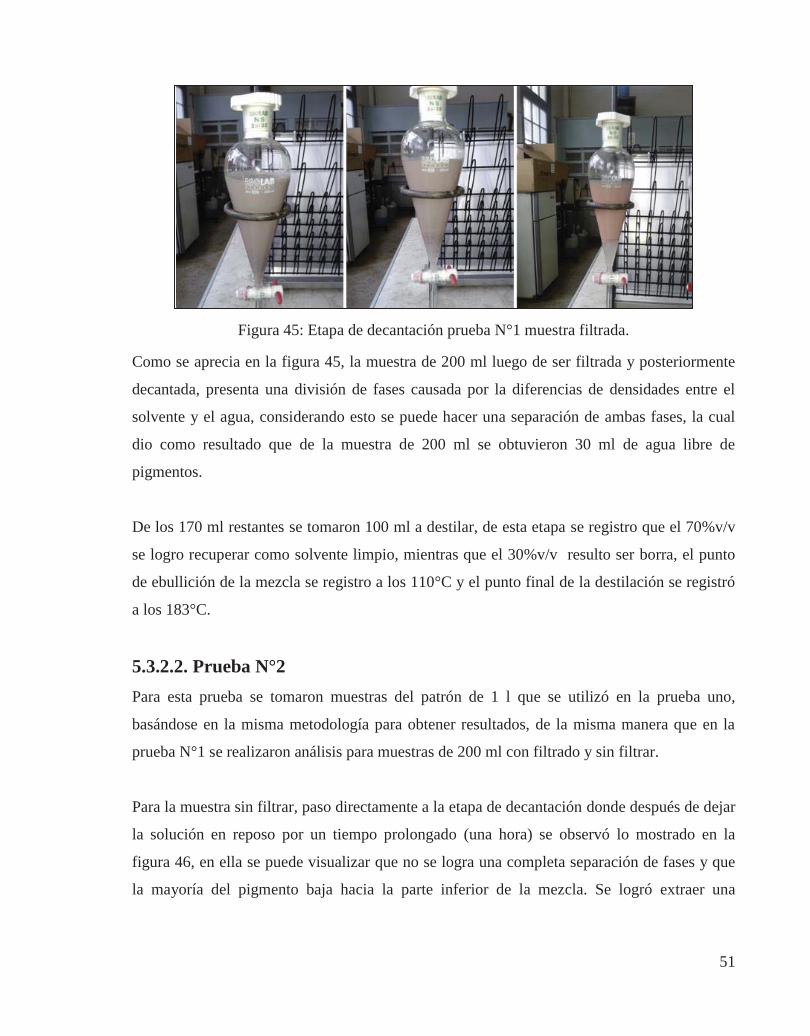
Figura 45: Etapa de decantación prueba N°1 muestra filtrada.
Como se aprecia en la figura 45, la muestra de 200 ml luego de ser filtrada y posteriormente
decantada, presenta una división de fases causada por la diferencias de densidades entre el
solvente y el agua, considerando esto se puede hacer una separación de ambas fases, la cual
dio como resultado que de la muestra de 200 ml se obtuvieron 30 ml de agua libre de
pigmentos.
De los 170 ml restantes se tomaron 100 ml a destilar, de esta etapa se registro que el 70%v/v
se logro recuperar como solvente limpio, mientras que el 30%v/v resulto ser borra, el punto
de ebullición de la mezcla se registro a los 110°C y el punto final de la destilación se registró
a los 183°C.
5.3.2.2. Prueba N°2 Para esta prueba se tomaron muestras del patrón de 1 l que se utilizó en la prueba uno,
basándose en la misma metodología para obtener resultados, de la misma manera que en la
prueba N°1 se realizaron análisis para muestras de 200 ml con filtrado y sin filtrar.
Para la muestra sin filtrar, paso directamente a la etapa de decantación donde después de dejar
la solución en reposo por un tiempo prolongado (una hora) se observó lo mostrado en la
figura 46, en ella se puede visualizar que no se logra una completa separación de fases y que
la mayoría del pigmento baja hacia la parte inferior de la mezcla. Se logró extraer una

52
cantidad mínima de agua libre de pigmento, solo 5 ml, debido a que la emulsión formada no
se vio de gran manera afecta para lograr la separación efectiva de ambas fases.
Figura 46: Decantación muestra sin filtrar Prueba N°2.
Al igual que en la Prueba N°1 luego de haber separado la mayor cantidad de agua posible, se
toman 100 ml de la muestra de solvente sucio de la parte superior de la muestra decantada,
luego pasa a la etapa de destilación donde se registra el punto de ebullición a una temperatura
de 85°C, una temperatura final de destilación de 181°C y un porcentaje de recuperación de
80%v/v con respecto a los 100 ml y el 20%v/v restante es borra.
En el caso de la muestra que pasa por la etapa de filtrado se volvió a agitar el patrón de 1 litro
y se obtuvo otra muestra de 200 ml que se proceso en el equipo de filtración, etapa en la cual
se registro un total de 8,93 g de sólidos en la torta compuesta por los papeles filtros. Posterior
a la etapa de filtración, la muestra se decantó por un periodo determinado de tiempo (una
hora), los resultados se pueden apreciar en la figura 47.

53
Figura 47: Decantacion muestra filtrada Prueba N°2.
Luego de haber logrado la separación de fases se retiró la mayor cantidad de agua libre de
pigmentos, donde se registró un total de 45 ml (figura 48).
Figura 48: Agua libre de pigmentos muestra filtrada Prueba N°1.
Posterior a esta etapa y al igual que en la prueba anterior, se pasó a la etapa de destilación con
100 ml de la muestra de solvente sucio decantada sin agua donde se logró registrar un
porcentaje de recuperación de 90%v/v y con un resto sin destilar de 10%v/v de borra, además
se registro un punto de ebullición de 108°C y una temperatura final de destilación de 183°C.
La cantidad de solvente recuperado se puede observar en la figura 49.
54
Figura 49: Solvente recuperado muestra filtrada Prueba N°2.
5.3.2.3. Prueba N°3 Tomando en cuenta la muestra que no pasa por una etapa de filtración, se toman 200 ml de
muestra de solvente sucio agitado y se procedió a destilar al igual que en las pruebas
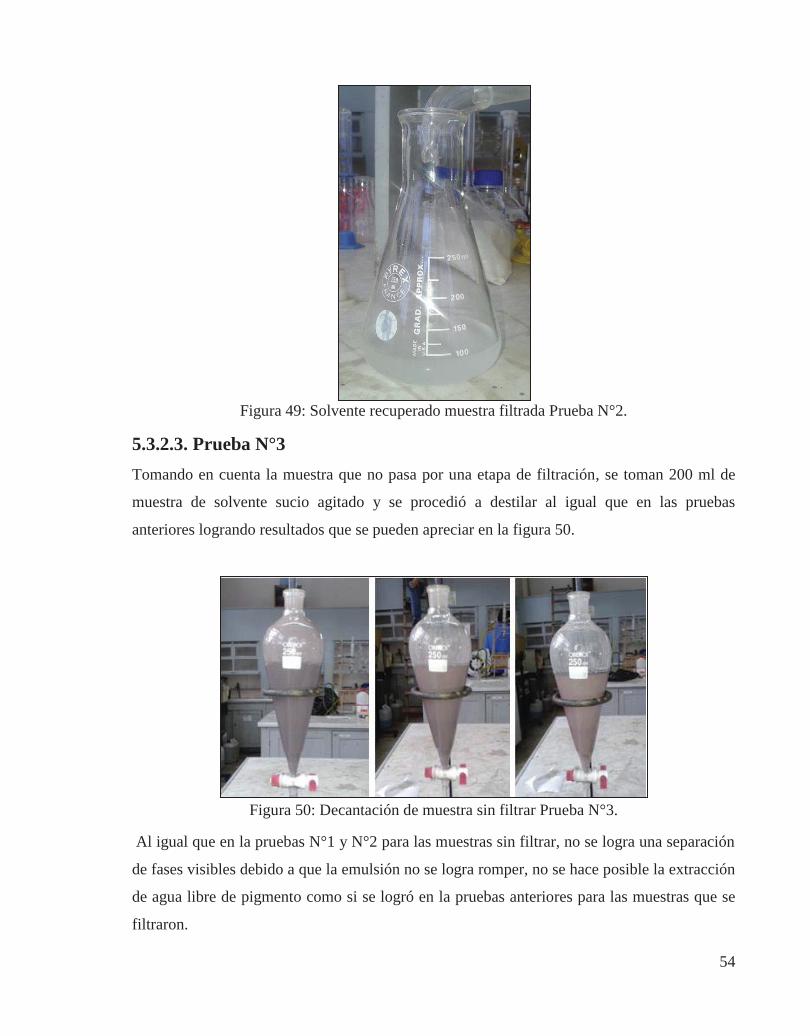
anteriores logrando resultados que se pueden apreciar en la figura 50.
Figura 50: Decantación de muestra sin filtrar Prueba N°3.
Al igual que en la pruebas N°1 y N°2 para las muestras sin filtrar, no se logra una separación
de fases visibles debido a que la emulsión no se logra romper, no se hace posible la extracción
de agua libre de pigmento como si se logró en la pruebas anteriores para las muestras que se
filtraron.
55
A pesar de no lograr la separación de las fases de forma eficiente como en los mismos casos
anteriores se obtuvieron 100 ml de la parte superior de la mezcla para destilar, de esta etapa se
registro un punto de ebullición de 85°C y un punto final de destilación de 182°C, además de
un porcentaje de recuperación de 70%v/v con un 30%v/v de borra
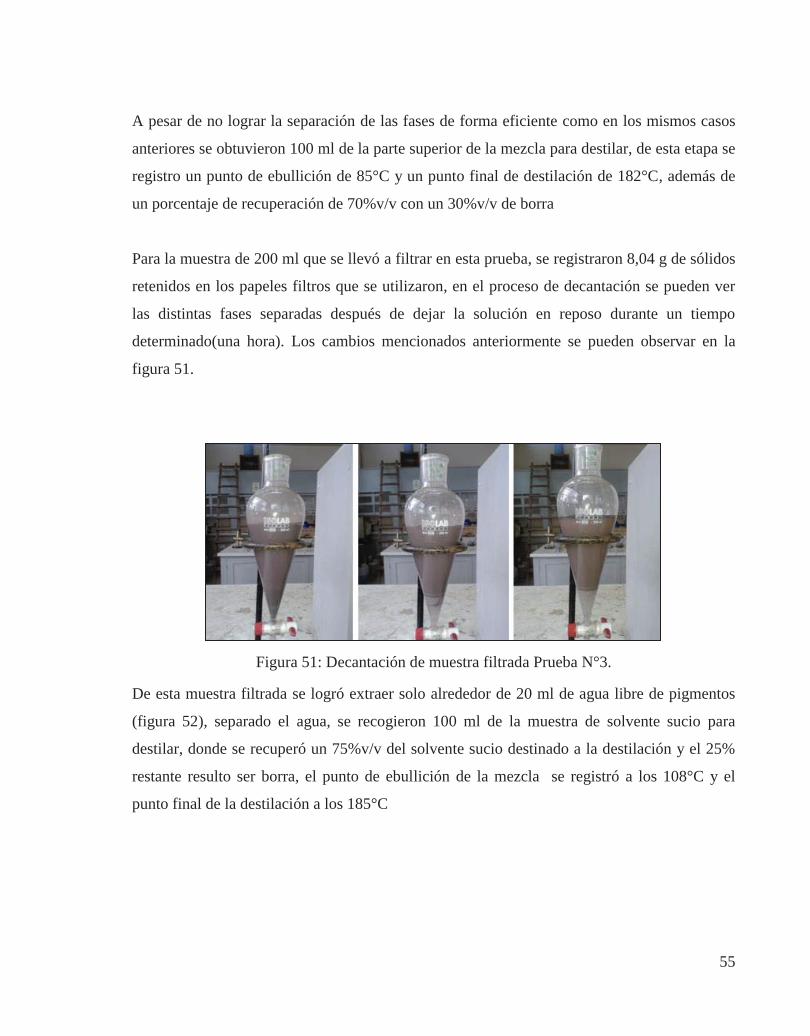
Para la muestra de 200 ml que se llevó a filtrar en esta prueba, se registraron 8,04 g de sólidos
retenidos en los papeles filtros que se utilizaron, en el proceso de decantación se pueden ver
las distintas fases separadas después de dejar la solución en reposo durante un tiempo
determinado(una hora). Los cambios mencionados anteriormente se pueden observar en la
figura 51.
Figura 51: Decantación de muestra filtrada Prueba N°3.
De esta muestra filtrada se logró extraer solo alrededor de 20 ml de agua libre de pigmentos
(figura 52), separado el agua, se recogieron 100 ml de la muestra de solvente sucio para
destilar, donde se recuperó un 75%v/v del solvente sucio destinado a la destilación y el 25%
restante resulto ser borra, el punto de ebullición de la mezcla se registró a los 108°C y el
punto final de la destilación a los 185°C

56
Figura 52: Agua libre de pigmentos muestra filtrada Prueba N°3.
5.3.2.4. Análisis y Resultados Finales Realizadas las 3 pruebas descritas anteriormente tanto para muestras que pasaron por la etapa
de filtración como también para las que no pasaron por esta etapa, se pudo establecer un
análisis considerando diferentes parámetros como: temperatura de ebullición, cantidad de
agua recuperada, %v/v de solvente recuperado, eficiencia en la separación de fases, etc., todo
esto basándonos en los distintos resultados obtenidos que se muestran en la tabla10, tabla 11 y
en las figuras 53 y 54.
Tabla 10: Resultados obtenidos para muestras con filtrado.
Prueba N°1 N°2 N°3 Cantidad de sólidos filtrados [g] 6,25 8,93 8,04 Cantidad de agua sin pigmento recuperada [ml] 30 45 20 Punto de Ebullición [°C] 110 108 108 Punto Final de la Destilación [°C] 183 183 185 %v/v de solvente recuperado 70 90 75 %v/v de Borra 30 10 25
Tabla 11: Resultados obtenidos para muestras sin filtrar.
Prueba N°1 N°2 N°3 Cantidad de agua sin pigmento recuperada [ml] 0 5 0 Punto de Ebullición [°C] 90 85 85 Punto Final de la Destilación [°C] 182 181 182 %v/v de solvente recuperado 55 80 70 %v/v de Borra 45 20 30

57
Basándose en los resultados de la tabla 10 y 11, el primer parámetro para el cual se realiza un
análisis es, el punto de ebullición de la mezcla a destilar, como se observa, para ambos casos
en los diferentes tipos de muestras la temperatura de ebullición estuvo muy cercana entre
ellas, para las muestras que pasaron la etapa de filtración la temperatura de ebullición fue de
108,67°C±1,15°C, mientras que para las muestras que no fueron filtradas su temperatura de
ebullición fue de 86,67°C±2,89°C.
Claramente si hay una diferencia entre las temperaturas de ebullición para las muestras que
fueron filtradas y las que no pasaron por esta etapa, esto se debe a que en las muestras que no
fueron filtradas el agua que se pudo separar fue ínfima comparada con las muestras que se
filtraron, esto hace que la mezcla de solvente al destilarse ebulle antes del punto de ebullición
del agua (100°C), en cambio para las muestras que pasaron por la etapa de filtración antes de
ser decantadas el punto de ebullición es por sobre los 100°C esto se debe a que la solución a
destilar presenta una menor cantidad de agua ya que esta se logro separar de manera efectiva
en la etapa de decantación.
Figura 53: Proceso de decantación para muestras sin filtrar y con filtrar de las pruebas N°1,
N°2, N°3.
La razón de porque la separación del agua fue más eficiente en las muestras que se filtraron se
justifica analizando la figura 53. Aquí se observa la diferencia con respecto a la claridad en la
formación de las fases para cada prueba, donde los embudos que presentan una clara
diferencia de fases son los que contienen la muestra de solvente sucio que paso por una etapa
de filtración previa a la decantación, mientras que el resto carece de esta etapa. Este fenómeno
se debe a que el solvente con el agua forman una emulsión (figura 54) provocada por el
58
agente emulsionante (el pigmento), este agente provoca que la separación del agua y del
solvente sea más lenta y no se logre de manera eficiente. Considerando esto, una etapa de
filtración permite obtener solvente con un mayor grado de pureza antes de proceder a una
etapa de destilación y también es un factor importante al considerar recuperar agua de la
solución en la etapa de decantación.
Figura 54: Emulsión en proceso de decantación para una muestra sin filtrar.
Una clara diferenciación de fases es importante al momento de extraer el agua del solvente,
al pasar por la etapa de decantación resulta complejo extraer agua libre de pigmento para
enviar nuevamente a la planta de riles, situación que es completamente distinta cuando la
muestra pasa por una etapa de filtración donde si es posible extraer agua libre de pigmento,
estos resultados se pueden analizar en la tabla 10 y 11 donde se observa que el agua
recuperada libre de pigmento en la solución de solvente sucio resulta mayor para las pruebas
que si pasaron por una etapa de filtración comparadas con las que no lo hicieron.
Analizando nuevamente la tabla 10 y 11 considerando el % v/v de recuperación de solvente,
se concluye que existe un porcentaje importante de recuperación para ambos tipos de
muestras y para las diferentes pruebas que se llevaron a cabo, esto implica que, establecer un
proceso de recuperación es favorable ya que con un equipo más adecuado se podrá lograr un
mayor porcentaje de recuperación que el obtenido en las muestras. Los porcentajes de
recuperación varían para las muestras que se filtraron con un promedio de 78%±10% y para
las muestras no filtradas tienen un promedio de 68%±13%.
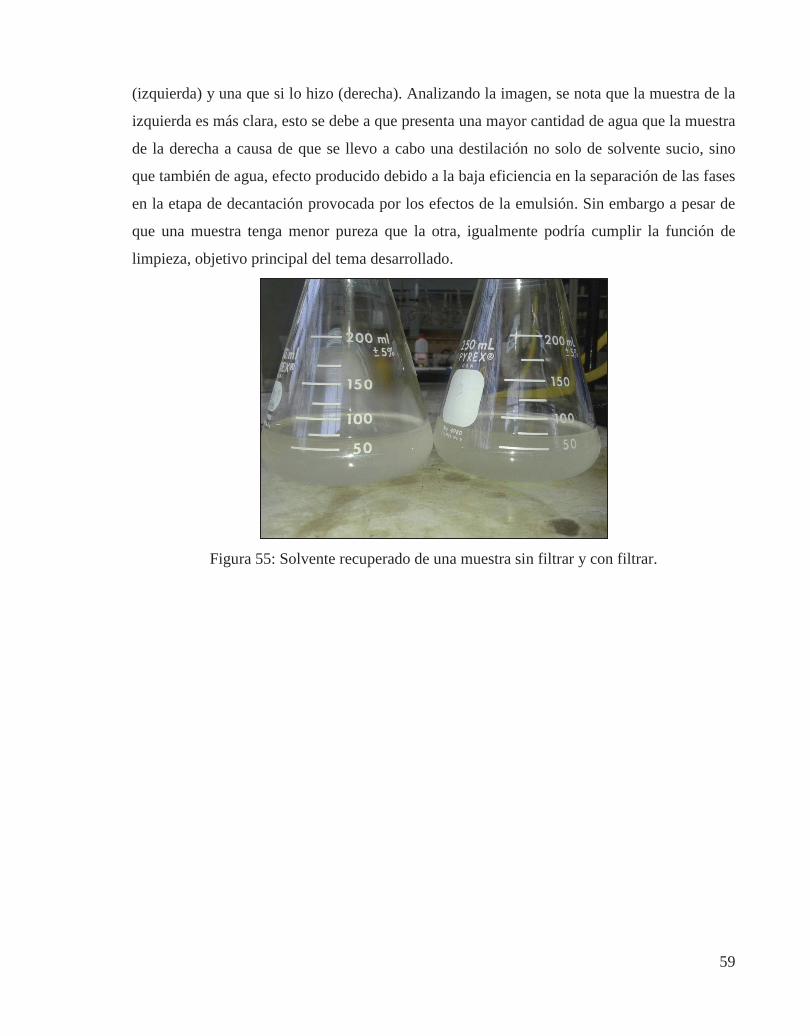
Cabe destacar que aunque se obtuvo un porcentaje de recuperación importante para ambos
casos, el solvente no presenta la misma pureza y esto se puede apreciar en la figura 55 donde
se observa una muestra de solvente recuperado que no pasó por unta etapa de filtración
59
(izquierda) y una que si lo hizo (derecha). Analizando la imagen, se nota que la muestra de la
izquierda es más clara, esto se debe a que presenta una mayor cantidad de agua que la muestra
de la derecha a causa de que se llevo a cabo una destilación no solo de solvente sucio, sino
que también de agua, efecto producido debido a la baja eficiencia en la separación de las fases
en la etapa de decantación provocada por los efectos de la emulsión. Sin embargo a pesar de
que una muestra tenga menor pureza que la otra, igualmente podría cumplir la función de
limpieza, objetivo principal del tema desarrollado.
Figura 55: Solvente recuperado de una muestra sin filtrar y con filtrar.

60
5.4 Experiencia para determinar capacidad calorífica de los flujos de
solvente.
5.4.1 Metodología para la determinación de la capacidad calorífica Esta experiencia se realizó con el fin de determinar la capacidad calorífica líquida de la
mezcla de solventes con pigmento y también del solvente puro, todo esto fue realizado para
llevar a cabo los cálculos de balance de energía necesarios.
Los materiales utilizados para llevar a cabo la experiencia fueron:
2 Embudos de Decantación de 250 ml.
4 Vasos precipitados de 250 ml.
1 placa calefactora.
1 Termómetro.
1 Balanza de Análisis.
1 Soporte.
Con respecto al marco teórico del experimento llevado a cabo, se sabe que la capacidad
calorífica liquida a presión constante se define como:
(6)
Donde:
Considerando esto, para un determinado sistema donde se exponen distintas muestras a una
potencia constante, se tiene una misma disipación de energía, por lo que si conocemos la
capacidad calorífica liquida de una muestra (agua) y su variación de temperatura, se conocerá
esa disipación de energía, de esta manera si para las demás muestras de las cual se desconoce
su capacidad calorífica, si se tiene la información de su variación de temperatura, se podrá
obtener su capacidad calorífica liquida. Basándonos en este principio se realizaron los
siguientes pasos para llevar a cabo el experimento:
Se registro el peso de cada vaso precipitado.
Se tomaron dos muestras de solvente sucio de 200 ml.

61
Una de estas muestras se llevo a un equipo de filtración con una bomba de vacio al
igual que en el experimento anterior y luego se procedió a decantar por un periodo de
una hora.
La otra muestra de solvente sucio se llevo directamente a decantar por el periodo de
una hora.
Luego de una hora de decantación se toman 100 ml de la parte superior de cada
embudo en vasos precipitados de 250 ml, considerando que esta fase contiene solvente
con menor cantidad de agua como se indicó en el experimento anterior.
Se toman 100 ml de agua destilada en un vaso precipitado de 250 ml.
Se toman 100 ml de solvente limpio en un vaso precipitado de 250 ml.
Se coloca el vaso precipitado con agua destilada en la superficie de la placa calefactora
con el termómetro en su interior fijado por un soporte como se indica en la figura 56.
Figura 56: Agua destilada sometida a una potencia constante por un tiempo
determinado.
Se fija una potencia en la placa calefactora y se registra la temperatura del termómetro
cada 5 minutos hasta alcanzar los 85°C de manera que el agua no alcance su punto de
ebullición.
Se enfría la placa y se realiza el mismo procedimiento tanto para la muestra de
solvente limpio, para la muestra de solvente sucio filtrada como también para la no
filtrada. Todo esto se indica en las figura 57, figura 58 y en la figura 59.

62
Figura 57: Muestra de solvente sucio sin filtrar sometida a una potencia constante por un
tiempo determinado.
Figura 58: Muestra de solvente sucio filtrada sometida a una potencia constante por un tiempo
determinado.

63
Figura 59: Muestra de solvente limpio sometida a una potencia constante por un tiempo
determinado.
5.4.2. Resultados obtenidos Luego de haber realizado el procedimiento de calefacción se obtuvieron los siguientes datos
que se reflejan en la figura 60, figura 61, figura 62, figura 63.
Figura 60: Variación de la temperatura en el tiempo para el agua destilada.
0
20
40
60
80
100
0 2 4 6 8 10 12 14 16 18 20
Tem
pera
tura
(C°)
Tiempo(minutos)
Tiempo v/s Temperatura

64
Figura 61: Variación de la temperatura en el tiempo para el solvente sucio no filtrado.
Figura 62: Variación de la temperatura en el tiempo para el solvente filtrado.
0
20
40
60
80
100
0 2 4 6 8 10 12 14 16
Tem
pera
tura
(C°)
Tiempo(minutos)
Tiempo v/s Temperatura
0
20
40
60
80
100
0 2 4 6 8 10 12 14 16
Tem
pera
tura
(C°)
Tiempo(minutos)
Tiempo v/s Temperatura

65
Figura 63: Variación de la temperatura en el tiempo para el solvente limpio.
Con la información obtenida de las experiencias se podrá obtener las capacidades caloríficas
de las muestras de solvente sucio a partir de la capacidad calorífica del agua, la cual es de
.
Conociendo la variación de la temperatura °) y la capacidad calorífica del agua podemos
obtener la variación de energía por unidad másica que es la misma para las demás
muestras ya que es el mismo sistema y presenta la misma disipación de energía.
En la figura 64 podemos ver el gráfico de la variación de energía de acuerdo a la variación de
temperatura donde la pendiente de la recta es la capacidad calorífica del agua.
Figura 64: Variación de energía con respecto a la variación de temperatura para el agua
destilada.
0
20
40
60
80
100
0 2 4 6 8 10 12 14 16
Tem
pera
tura
(C°)
Tiempo(minutos)
Tiempo v/s Temperatura
010203040506070
0 10 20 30 40 50 60 70
ΔH(c
al/g
)
ΔT(C°)
ΔT v/s ΔH
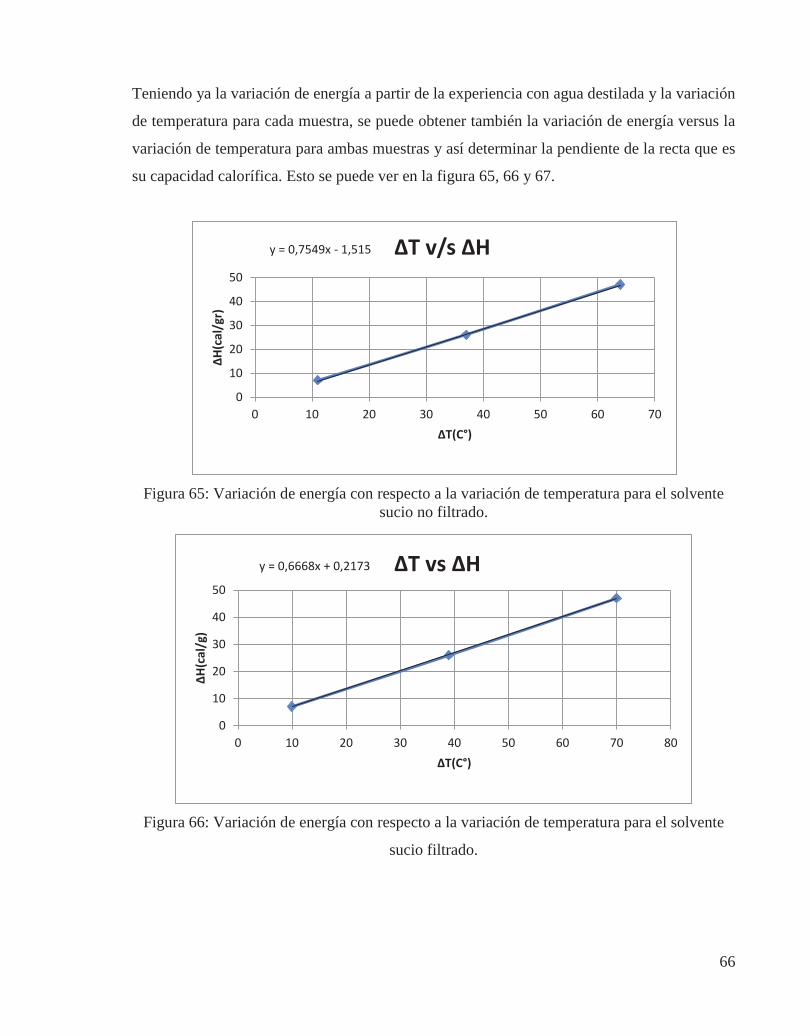
66
Teniendo ya la variación de energía a partir de la experiencia con agua destilada y la variación
de temperatura para cada muestra, se puede obtener también la variación de energía versus la
variación de temperatura para ambas muestras y así determinar la pendiente de la recta que es
su capacidad calorífica. Esto se puede ver en la figura 65, 66 y 67.
Figura 65: Variación de energía con respecto a la variación de temperatura para el solvente
sucio no filtrado.
Figura 66: Variación de energía con respecto a la variación de temperatura para el solvente
sucio filtrado.
y = 0,7549x - 1,515
0
10
20
30
40
50
0 10 20 30 40 50 60 70
ΔH(c
al/g
r)
ΔT(C°)
ΔT v/s ΔH
y = 0,6668x + 0,2173
0
10
20
30
40
50
0 10 20 30 40 50 60 70 80
ΔH(c
al/g
)
ΔT(C°)
ΔT vs ΔH
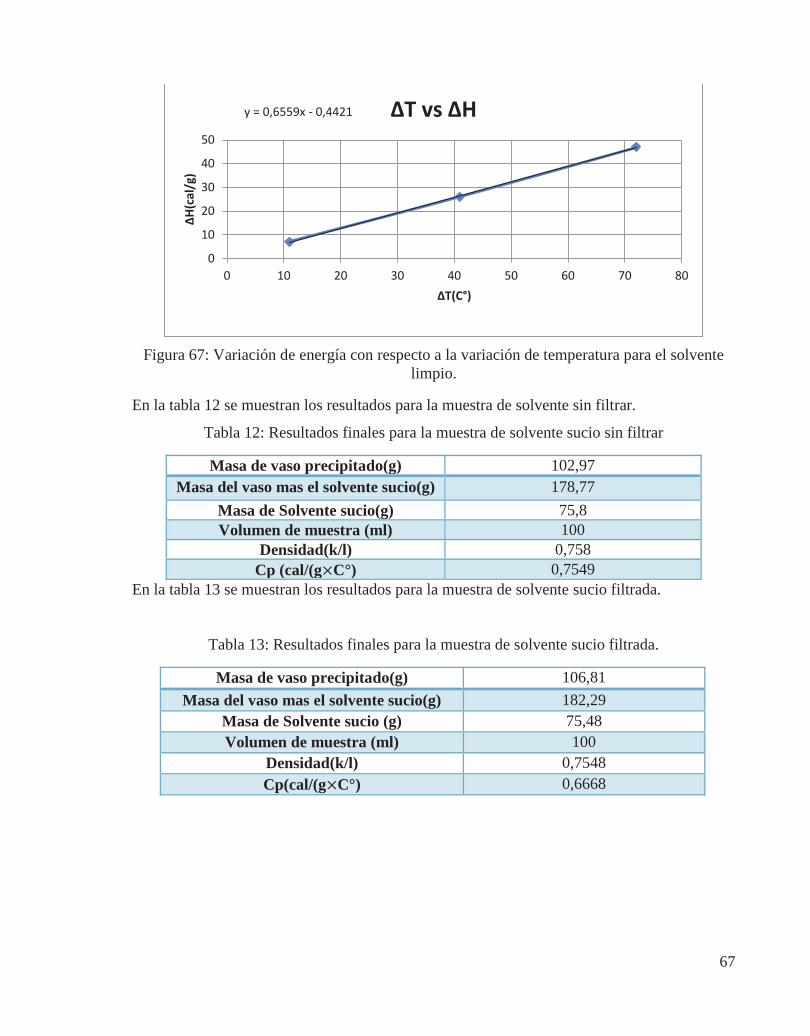
67
Figura 67: Variación de energía con respecto a la variación de temperatura para el solvente
limpio.
En la tabla 12 se muestran los resultados para la muestra de solvente sin filtrar.
Tabla 12: Resultados finales para la muestra de solvente sucio sin filtrar
Masa de vaso precipitado(g) 102,97 Masa del vaso mas el solvente sucio(g) 178,77
Masa de Solvente sucio(g) 75,8 Volumen de muestra (ml) 100
Densidad(k/l) 0,758 Cp (cal/(g C°) 0,7549
En la tabla 13 se muestran los resultados para la muestra de solvente sucio filtrada.
Tabla 13: Resultados finales para la muestra de solvente sucio filtrada.
Masa de vaso precipitado(g) 106,81 Masa del vaso mas el solvente sucio(g) 182,29
Masa de Solvente sucio (g) 75,48 Volumen de muestra (ml) 100
Densidad(k/l) 0,7548 Cp(cal/(g C°) 0,6668
y = 0,6559x - 0,4421
0
10
20
30
40
50
0 10 20 30 40 50 60 70 80
ΔH(c
al/g
)
ΔT(C°)
ΔT vs ΔH
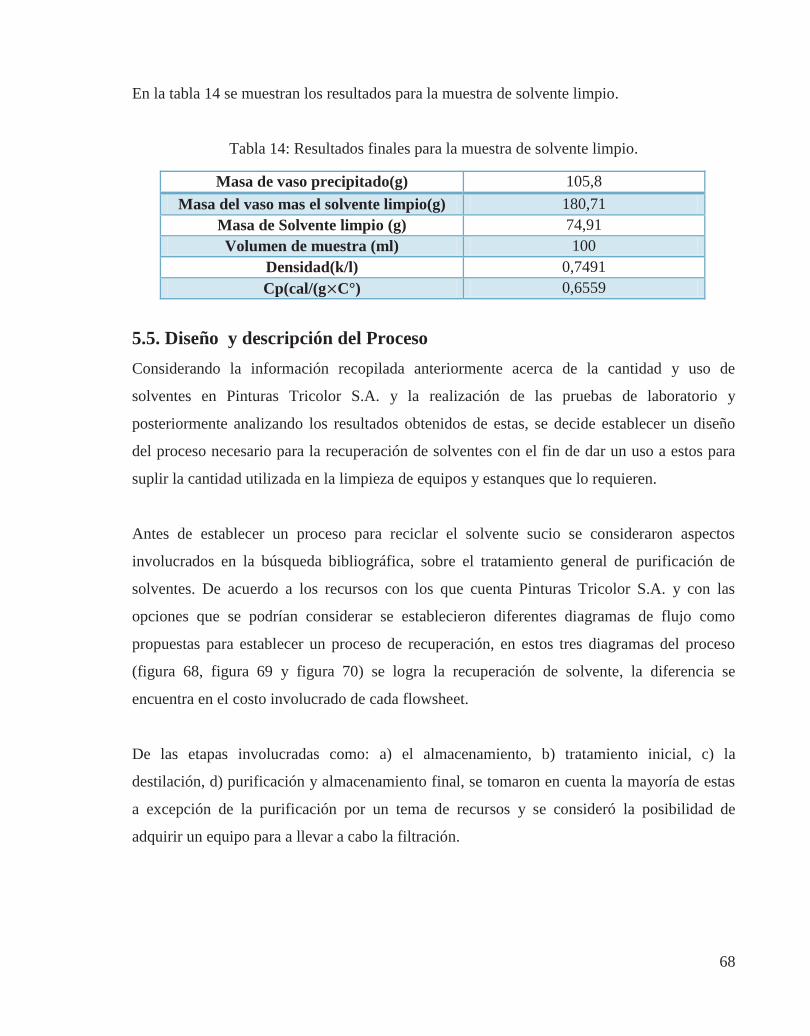
68
En la tabla 14 se muestran los resultados para la muestra de solvente limpio.
Tabla 14: Resultados finales para la muestra de solvente limpio.
Masa de vaso precipitado(g) 105,8 Masa del vaso mas el solvente limpio(g) 180,71
Masa de Solvente limpio (g) 74,91 Volumen de muestra (ml) 100
Densidad(k/l) 0,7491 Cp(cal/(g C°) 0,6559
5.5. Diseño y descripción del Proceso
Considerando la información recopilada anteriormente acerca de la cantidad y uso de
solventes en Pinturas Tricolor S.A. y la realización de las pruebas de laboratorio y
posteriormente analizando los resultados obtenidos de estas, se decide establecer un diseño
del proceso necesario para la recuperación de solventes con el fin de dar un uso a estos para
suplir la cantidad utilizada en la limpieza de equipos y estanques que lo requieren.
Antes de establecer un proceso para reciclar el solvente sucio se consideraron aspectos
involucrados en la búsqueda bibliográfica, sobre el tratamiento general de purificación de
solventes. De acuerdo a los recursos con los que cuenta Pinturas Tricolor S.A. y con las
opciones que se podrían considerar se establecieron diferentes diagramas de flujo como
propuestas para establecer un proceso de recuperación, en estos tres diagramas del proceso
(figura 68, figura 69 y figura 70) se logra la recuperación de solvente, la diferencia se
encuentra en el costo involucrado de cada flowsheet.
De las etapas involucradas como: a) el almacenamiento, b) tratamiento inicial, c) la
destilación, d) purificación y almacenamiento final, se tomaron en cuenta la mayoría de estas
a excepción de la purificación por un tema de recursos y se consideró la posibilidad de
adquirir un equipo para a llevar a cabo la filtración.

69
El almacenamiento de solvente sucio tendrá lugar en los Bins de 1000L y el almacenamiento
de solvente recuperado se tendrá en tambores por razones de comodidad a la descarga del
reactor.
Considerando la etapa de tratamiento inicial, en la cual se menciono una etapa de filtración y
decantación se consideraron dos flowsheet, un diagrama de flujo sin considerar la etapa de
filtración (figura 68) y otro diagrama considerando la etapa de filtración (figura 69), además
se hizo un tercer flowsheet (figura 70) considerando un equipo especialmente diseñado para la
recuperación de solvente. Este equipo tiene la capacidad de recuperar solvente de una manera
mucho más versátil pero a un alto costo.

70
Tambor
Reactor
Condensador
Caldera
Bomba
Bomba
Bomba Tambor
Estanque deDecantacion
Tambor
Figura 68: Flowsheet propuesta N°1

71
Tambor
Reactor
Condensador
Caldera
Filtro
Tambor
Bomba
Bomba
P-26
Bomba Tambor
Estanquede Decantación
Tambor
Figura 69: Flowsheet propuesta N°2

72
Tambor
Bomba
Bomba
Bomba
Tambor
Estanque deDecantacion
Equipo especialmentediseñado
para reciclar solventes
Tambor
Figura 70: Flowsheet Propuesta N°3

73
Para realizar los balances de masa y energía de los diagramas de flujos correspondientes a las
figuras 68, 69, 70, se realizaran pruebas en el equipo de decantación. Todo esto con el fin de
determinar los parámetros de operación de los equipos y los diferentes flujos que involucra el
proceso.
5.5.1. Balances de masa
5.1.1.1. Balance de masa propuesta N°1 La descripción del proceso de purificación es casi la misma para los 3 tipos de diagramas de
flujo, solo presentan algunas diferencias en los equipos involucrados. En esta propuesta
básicamente el RIL proveniente de la sala de lavado es enviado a través de una bomba al
estanque de decantación donde se deja decantar por un periodo de 3 horas para luego ser
descargado mediante la ayuda de una bomba. El agua con pigmento es enviada a la planta de
riles mientras que el solvente sucio se almacena en tambores de manera sucesiva para luego
llenar el estanque de decantación de 4 m3. El solvente sucio, sin agua es cargado dentro del
reactor habilitado para realizar la destilación, donde el solvente recuperado se almacena en
tambores para ser usado nuevamente, además la borra se almacena también en tambores y se
envía a la empresa RILTEC que se encarga de realizar el tratamiento correspondiente para
este residuo (1).
Las variables consideradas para el balance de masa en el diagrama de la propuesta N°1 son las
siguientes:
á
á
á
á
á
á
á
á
á .

74
Teniendo consideradas las variables mencionadas anteriormente se realizan los balances de
masa correspondientes partiendo primero por el equipo de decantación considerando las
condiciones del flujo de entrada y también teniendo en cuenta la separación de solvente y
agua que se lleva a cabo. En la figura 71 se observa el diagrama de flujo del equipo de
decantación para realizar el balance de masa.
Tambor
Bomba
XP1
Bomba
Bomba
Estanque de Decantacion
Tambor
C2
C3
XA1XS1C1
XS3XA3XP3
XS2XA2XP2
Figura 71: Diagrama de flujo para el balance de masa en el equipo de decantación, propuesta
N°1.
Con respecto a lo mencionado anteriormente, se pueden establecer las siguientes ecuaciones
de balance:

75
Basado en el análisis de las pruebas de laboratorio se registró que para una muestra del área
de lavado en la planta de RILES la composición fue de:
Además considerando una separación completa entre el solvente y el agua se puede decir que:
De acuerdo a las pruebas realizadas en el quipo de decantación se registró un flujo de entrada
de:
Considerando la densidad que se obtuvo de la mezcla la cual fue de:
(1)
Se tiene que:
Y para el flujo de agua con pigmento descargada se registró un flujo másico de:

76
Considerando la densidad de la mezcla:
(1)
Considerando esto tenemos:
Realizando un análisis de grados de libertad en la tabla 15:
Tabla 15: Análisis de grados de libertad para el balance de masa en el equipo de decantación, propuesta N°1.
Variables independientes 9 Balances Independiente 3 Composiciones Conocidas 4 Flujos Conocidos 2 Relaciones Adicionales 0 Grados de Libertad 0
Considerando la ecuación de balance de masa global y la corriente C2:
Tenemos que:
Para la ecuación de balance de masa para el solvente tenemos:
Para la ecuación de balance de masa para el agua tenemos:
Además sabemos que:

77
Para el balance de pigmentos tenemos:
Para la sección del reactor, en la figura 72 se muestra su diagrama correspondiente para
realizar el balance de masa.
Tambor
C3XS3XA3XP3
Reactor
C4XS4XA4XP4 Condensador
C6XS6XA6XP6
Caldera
C5XS5XA4XP4
Tambor
Tambor
Figura 72: Diagrama de flujo para el balance de masa en el reactor, propuesta N°1.
Teniendo en cuenta las consideraciones que se tomaron anteriormente se pueden establecer
los siguientes balances:

78
En esta sección se considerará la información obtenida de los resultados de laboratorio, de
donde se obtuvo alrededor de un 66% p/p de recuperación de solvente sucio (solvente y
pigmento), porcentaje que se tomará en cuenta al momento de realizar los cálculos de balance
de masa. Cabe destacar que la corriente C7 solo se compone de solvente limpio recuperado,
mientras que la corriente C5 solo contiene solvente no destilado y pigmento.
Los grados de libertad se muestran en la tabla 16:
Tabla 16: Análisis de grados de libertad para el balance de masa en el reactor, propuesta N°1.
Variables independientes 6 Balances Independiente 2 Composiciones Conocidas 2 Flujos Conocidos 1 Relaciones adicionales 1 Grados de Libertad 0
El balance de masa global del reactor queda como:
Considerando que el 66%p/p del solvente que entra se recupera se tiene la siguiente relación
adicional:

79
Realizando el balance a los pigmentos:
Realizando el balance al solvente:
Los resultados finales del balance de masa en la propuesta N°1 se observan en la tabla 17.
Tabla 17: Resultado final del balance de masa para la propuesta N°1.
Corriente Solvente[kg/h] Agua[kg/h] Pigmento[kg/h] Total[kg/h] C1 1.722 1.945 1.889 5.556 C2 0 1.945 1.586 3.531 C3 1.722 0 303 2.025 C4 1.337 0 0 1.337 C5 385 0 303 688 C6 1.337 0 0 1.337
Total[kg/h] 6.503 3.890 4.081 14.474 5.5.1.2. Balance de masa propuesta N°2 El proceso en esta propuesta es similar al anterior, la diferencia radica en el equipo de
filtración que permite el ingreso de una mezcla de solvente y agua con menor cantidad de
sólidos al decantador permitiendo diferenciar las fases formadas de una manera mucho más
clara. La solución de solvente sucio luego de ser filtrada pasa a la sección del decantador
donde al igual que en la propuesta anterior sufre una separación de fases donde se separa el
agua del solvente, posteriormente el solvente con pigmento separado ingresa al reactor para
ser destilado y así obtener solvente con un mayor grado de pureza, el porcentaje de
recuperación variara con respecto a la primera propuesta y se tomará el porcentaje obtenido
por las muestras que sí fueron filtradas.

80
Las variables consideradas para el balance de masa en el diagrama de la propuesta N°2 son las
siguientes:
á
á
á
á
á
á
á
á
á
á
á .
Antes de empezar a realizar el balance de masa en el equipo de filtración hay que destacar que
por la corriente C2 solo hay sólidos filtrados (pigmentos) por lo tanto todo el solvente y agua
que entra al equipo sale por la corriente C3. Además se tiene en cuenta que la capacidad de
producción de un filtro es de 1,5 a 10 kg por metro cuadrado de superficie de filtrado (7), de
acuerdo a esto se consideró que del total de sólidos que trae la corriente C1 el 80% p/p es
extraída hacia C2.
En la figura 73 se puede apreciar el diagrama de flujo correspondiente al equipo de filtración.
Filtro
C2XS2XA2XP2
Tambor
C1XS1XA2XP1
BombaC3XS3XA3XP3
Figura 73: Diagrama de flujo para el balance de masa en el equipo de filtración, propuesta
N°2.

81
Basándonos en lo mencionado anteriormente podemos establecer las siguientes ecuaciones de balance:
Los grados de libertad se muestran en la tabla 17:
Tabla 18: Análisis de grados de libertad para el balance de masa en el filtro de prensa, propuesta N°2.
Variables independientes 9 Balances independientes 3 Composiciones Conocidas 4 Flujos conocidos 1 Relaciones Adicionales 1 Grados de Libertad 0
Basándonos en análisis de pruebas de laboratorio se registró que para una muestra del área de
lavado en la planta de RILES la composición en peso fue de:
De acuerdo a las pruebas realizadas en el quipo de decantación se registró un flujo de entrada
de:

82
El balance de masa global para el filtro queda:
Considerando que el 80%p/p de los sólidos son extraídos por el equipo de filtración y
considerando que este tiene una superficie máxima de filtrado de 168 m2:
Reemplazando en el balance de masa global:
Realizando un balance de masa al solvente
Realizando un balance de masa al agua:
Realizando un balance de masa a los pigmentos:
Para el decantador se considera que el agua que se extrae por debajo del equipo es agua libre
de pigmento, tal cual como se obtuvo de los resultados obtenidos en laboratorio, además al

83
igual que en la propuesta N°1 se considera que hay una separación de fases perfecta entre el
solvente y el agua. En la figura 74 se aprecia el diagrama de flujo del equipo.
Tambor
Bomba
XP3
Bomba
Bomba
Estanque deDecantacion
Tambor
C5
C4
XA3XS3C3
XS4XA4XP4
XS5XA5XP5
Figura 74: Diagrama de flujo para el balance de masa en el decantador, propuesta N°2.
Basándonos en estos supuestos se pueden plantear los siguientes balances de masa:
Balance de masa global en el decantador:
Balance de masa al solvente en el decantador:
Balance de masa al agua en el decantador:
Balance de masa al pigmento en el decantador:

84
Con los flujos y composiciones calculados hasta el momento, además de las consideraciones
se llega al siguiente análisis de grados de libertad mostrado en la tabla 19.
Tabla 19: Análisis de grados de libertad para el balance de masa en el decantador, propuesta N°2.
Variable independientes 9 Balances independientes 3 Composiciones Conocidas 5 Flujos conocidos 1 Relaciones Adicionales 0 Grados de Libertad 0
De acuerdo a lo calculado anteriormente se procedió a realizar los siguientes cálculos de balance de masa: Balance de masa global en el decantador:
Balance de masa al agua en el decantador:
Reemplazando en la ecuación de balance de masa global:
Balance de masa al solvente en el decantador:
Balance de masa al pigmento en el decantador:
Del balance de masa al reactor, se tomará en cuenta, el porcentaje de recuperación de la
pruebas realizadas en laboratorio para muestras que pasaron por una etapa de filtrado,

85
considerando esto, se toma un porcentaje de recuperación de un 76%p/p para el flujo de
entrada al reactor (solvente y pigmento). Cabe destacar que la corriente de destilado no
presenta sólidos (pigmentos), además no hay agua en ninguna corriente debido a que se
separó completamente en la etapa de decantación. En la figura 75 se muestra un diagrama del
equipo.
Tambor
C4XS4XA4XP4
Reactor
C6XS6XA6XP6 Condensador
C7XS7XA7XP7
Caldera
C8XS5XA5XP5
Tambor
Tambor
Figura 75: Diagrama de flujo para el balance de masa en el reactor, propuesta N°2.
Con la información detallada anteriormente se realizó un análisis de los grados de libertad
para el equipo, este análisis se muestra en la tabla 20.

86
Tabla 20: Análisis de grados de libertad para el balance de masa en el reactor, propuesta N°2.
Variable independientes 6 Balances independientes 2 Composiciones Conocidas 2 Flujos conocidos 1 Relaciones Adicionales 1 Grados de Libertad 0
Se plantean los siguientes balances de masa teniendo en cuenta el análisis de grados de
libertad:
Balance de masa global en el reactor:
Balance de masa al solvente en el reactor:
Balance de pigmento en el reactor:
Además se sabe que hay un porcentaje de recuperación de solvente limpio de un 76%p/p con
respecto al flujo que entra al reactor:
Balance de masa global en el reactor:
Considerando un 76%p/p de recuperación con respecto al flujo que entra al reactor:

87
Reemplazando en el balance de masa global:
Balance de masa al solvente en el reactor:
Balance de masa al pigmento en el reactor:
Los resultados se finales del balance de masa a la propuesta N°2 se observan en la tabla 20.
Tabla 21: Resultado final del balance de masa para la propuesta N°2.
Corriente Solvente[kg/h] Agua[kg/h] Pigmento[kg/h] Total[kg/h] C1 1.722 1.945 1.889 5.556 C2 0 0 1.511 1.511 C3 1.722 1.945 378 4.045 C4 1.722 0 378 2.100 C5 0 1.945 0 1.945 C6 1.596 0 0 1.596 C7 1.596 0 0 1.596 C8 126 0 378 504
Total[kg/h] 8.484 5.835 4.534 18.853

88
5.5.1.3. Balance de masa propuesta N°3
En esta propuesta, el proceso se realiza de una manera similar a lo que se indica en la
propuesta N°1, con la diferencia que, en este caso, se plantea ocupar un equipo de destilación
diferente al reactor que se utilizaría en las propuestas anteriores. El equipo que se utilizaría
para destilar en este caso es una maquina especialmente diseñada para destilar solvente, esta
máquina presenta una mayor versatilidad para llevar a cabo esta etapa pero en algunos casos
involucra una menor capacidad, sin embargo los porcentajes de recuperación que puede llegar
a obtener van desde un 70%p/p mínimo hasta un máximo de un 95%p/p dependiendo de la
cantidad de sólidos (en este caso pigmentos) con la que el solvente sucio ingrese al equipo (1).
De la misma manera que en la propuesta N°1 el solvente sucio entra al equipo de decantación
donde ocurre la separación de fases entre el agua y el solvente, posteriormente el solvente
sucio con pigmento entra al equipo de destilación donde se recupera gran parte de él, mientras
lo que no se recupera se purga.
Las variables consideradas para realizar los balances de masa en la propuesta N°3 son las
siguientes:
á
á
á
á
á
á
á
á .
Dentro de las consideraciones que se tomaran en cuenta para este balance de masa será
principalmente una separación de fases perfecta entre el solvente y el agua en el decantador,
además de asumir un porcentaje de recuperación de solvente dentro de un rango entre el
70%p/p y un máximo de un 95%p/p.
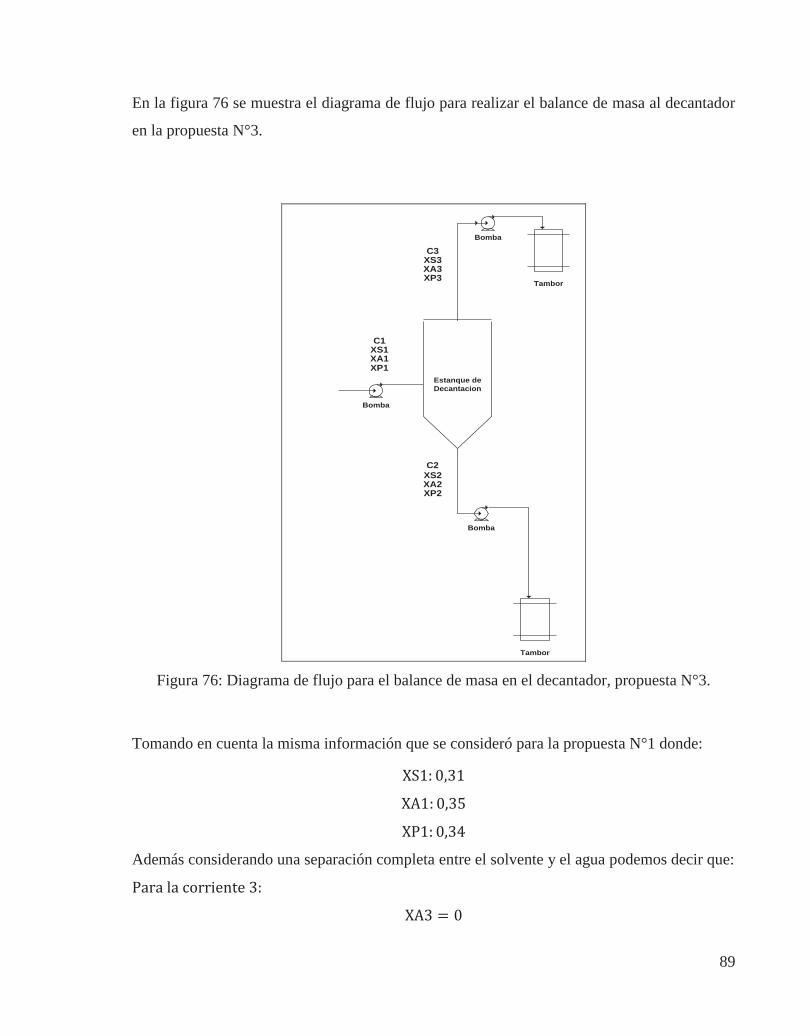
89
En la figura 76 se muestra el diagrama de flujo para realizar el balance de masa al decantador
en la propuesta N°3.
Tambor
Bomba
XP1
Bomba
Bomba
Estanque de Decantacion
Tambor
C2
C3
XA1XS1C1
XS3XA3XP3
XS2XA2XP2
Figura 76: Diagrama de flujo para el balance de masa en el decantador, propuesta N°3.
Tomando en cuenta la misma información que se consideró para la propuesta N°1 donde:
Además considerando una separación completa entre el solvente y el agua podemos decir que:

90
De acuerdo a las pruebas realizadas en el quipo de decantación se registro un flujo de entrada
de:
Y para el flujo de agua con pigmento descargada se registró un flujo másico de:
Realizando un análisis de grados de libertad mostrado en la tabla 22.
Tabla 22: Análisis de grados de libertad para el balance de masa en el decantador, propuesta
N°3.
Variable independientes 9 Balances independientes 3 Composiciones Conocidas 4 Flujos conocidos 2 Relaciones Adicionales 0 Grados de Libertad 0
Basado en lo mencionado anteriormente se puede establecer las siguientes ecuaciones de balance:
91
Con la información detallada y realizando los cálculos, se tiene:
Considerando el flujo de agua con pigmento de salida:
BM al solvente en el decantador:
Además sabemos que:
Para la sección del equipo de destilación (figura 77), se tomará en cuenta un porcentaje de
recuperación de un 80%p/p de la corriente de solvente sucio:

92
Tambor
C3XS3XA3XP3
Tambor
Equipo especialmentediseñado
para reciclar solventes
Tambor
C5XS5XA5XP5
C4XS4XA4XP4
Figura 77: Diagrama de flujo para el balance de masa en el equipo diseñado para destilar
solvente sucio, propuesta N°3.
Balance de masa Global:
Balance de masa al solvente en el equipo de destilación:
Balance de masa al pigmento en el equipo de destilación:
Realizando un análisis de grados de libertad mostrado en la tabla 23.
Tabla 23: Análisis de grados de libertad para el balance de masa en el equipo diseñado para destilar solvente sucio, propuesta N°3.
Variable independientes 6 Balances independientes 2 Composiciones Conocidas 2 Flujos conocidos 1 Relaciones Adicionales 1 Grados de Libertad 0
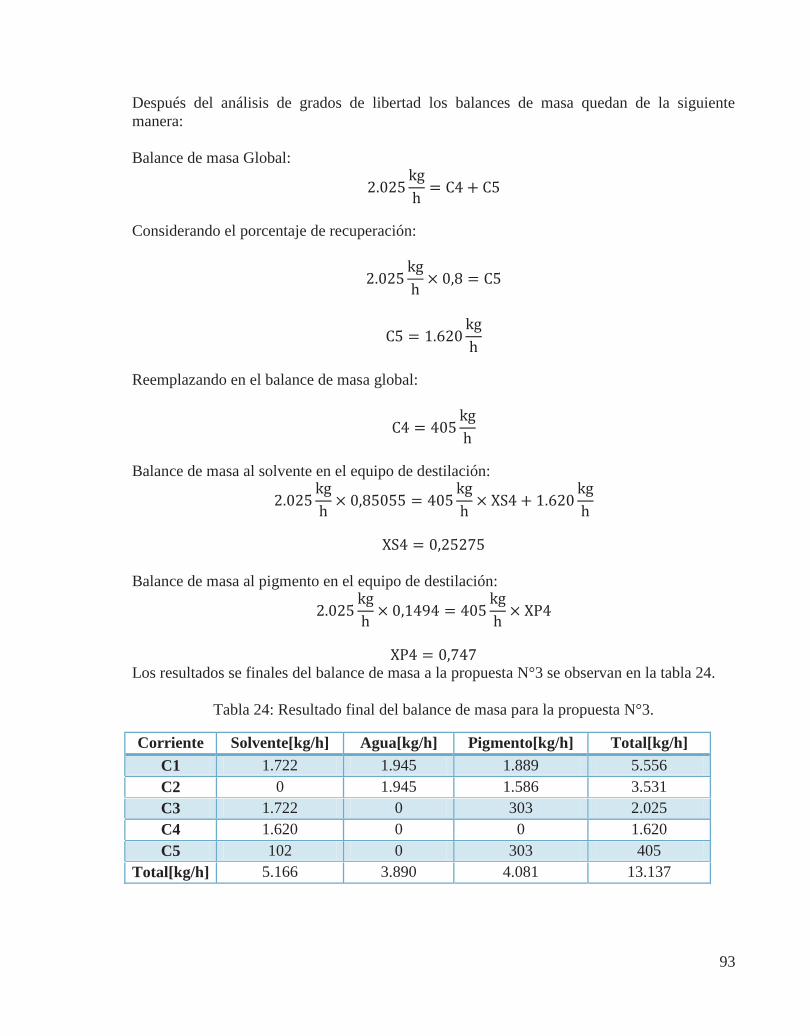
93
Después del análisis de grados de libertad los balances de masa quedan de la siguiente manera: Balance de masa Global:
Considerando el porcentaje de recuperación:
Reemplazando en el balance de masa global:
Balance de masa al solvente en el equipo de destilación:
Balance de masa al pigmento en el equipo de destilación:
Los resultados se finales del balance de masa a la propuesta N°3 se observan en la tabla 24.
Tabla 24: Resultado final del balance de masa para la propuesta N°3.
Corriente Solvente[kg/h] Agua[kg/h] Pigmento[kg/h] Total[kg/h] C1 1.722 1.945 1.889 5.556 C2 0 1.945 1.586 3.531 C3 1.722 0 303 2.025 C4 1.620 0 0 1.620 C5 102 0 303 405
Total[kg/h] 5.166 3.890 4.081 13.137

94
5.5.2. Balances de energía Para realizar los cálculos del balance de energía, se tomaron en cuenta ciertas consideraciones
como:
-Las variaciones de energía cinética y potencial se consideraron nulas al igual que el trabajo
mecánico.
-Las temperaturas con las que se trabajaron son las temperaturas obtenidas durante las pruebas
de laboratorio, estas son: la temperatura de ebullición y la temperatura final de destilación.
Estas se muestran en las tablas 25 y 26.
Tabla 25: Temperaturas de las muestras Filtradas.
Temperatura de Ebullición 108,67C°±1,15C° Temperatura final de Destilación 183,64C°±1,15C°
Tabla 26: Temperaturas de las muestras no Filtradas.
Temperatura de Ebullición 86,67C°±2,89C° Temperatura final de Destilación 181,67C°±0,58C°
-Para los datos de la corriente gaseosa como la capacidad calorífica y el calor de vaporización
se opto por la elección de un hidrocarburo alifático con un punto de ebullición similar a lo
obtenido en las experiencias de laboratorio, estos hidrocarburos son: Ciclohexano para las
muestras sin filtrar y Metilciclohexano para las muestras que se filtraron.
-Las temperaturas de salida del reactor se consideraron igual asumiendo un sistema
isotérmico, estas temperaturas serán las temperaturas finales de destilación.
-Cabe destacar que los datos obtenidos bajo estas condiciones fueron a través de una
destilación a presión atmosférica, mientras que en una prueba real el reactor trabajaría a vacio,
lo que implicaría que las temperaturas de ebullición serian menores.
-Las condiciones de la corriente de entrada para el reactor serán las condiciones estándar de
presión y temperatura a 25°C y 1 atmósfera.
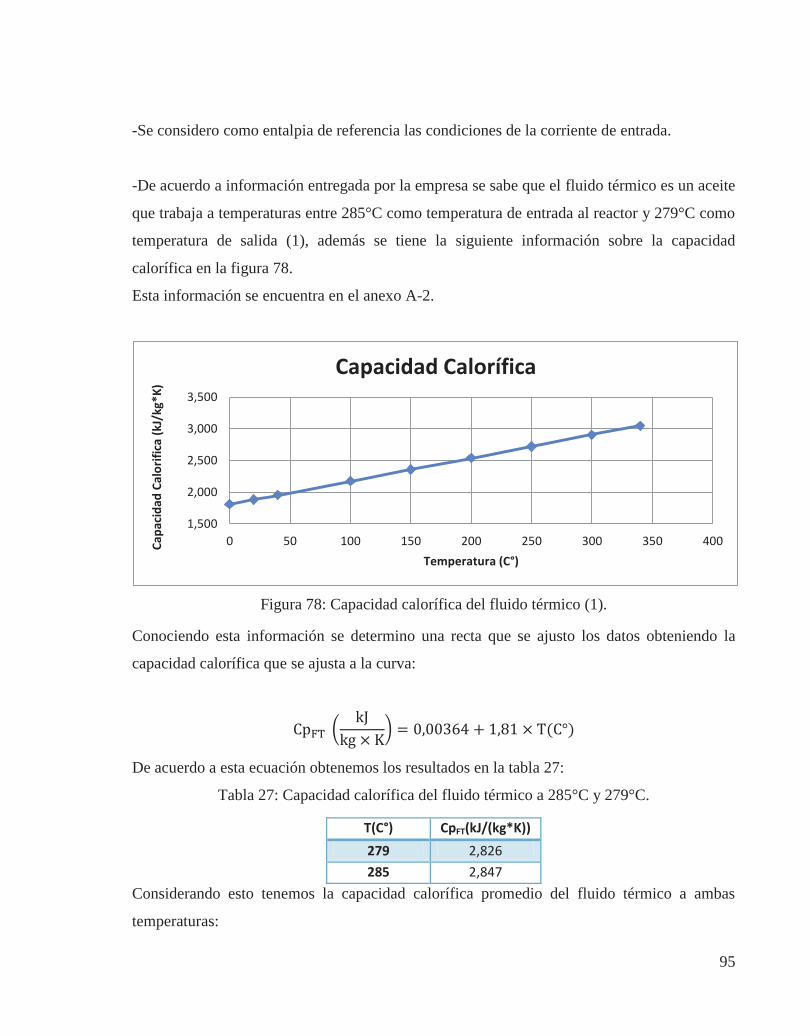
95
-Se considero como entalpia de referencia las condiciones de la corriente de entrada.
-De acuerdo a información entregada por la empresa se sabe que el fluido térmico es un aceite
que trabaja a temperaturas entre 285°C como temperatura de entrada al reactor y 279°C como
temperatura de salida (1), además se tiene la siguiente información sobre la capacidad
calorífica en la figura 78.
Esta información se encuentra en el anexo A-2.
Figura 78: Capacidad calorífica del fluido térmico (1).
Conociendo esta información se determino una recta que se ajusto los datos obteniendo la
capacidad calorífica que se ajusta a la curva:
De acuerdo a esta ecuación obtenemos los resultados en la tabla 27:
Tabla 27: Capacidad calorífica del fluido térmico a 285°C y 279°C.
T(C°) CpFT(kJ/(kg*K)) 279 2,826 285 2,847
Considerando esto tenemos la capacidad calorífica promedio del fluido térmico a ambas
temperaturas:
1,500
2,000
2,500
3,000
3,500
0 50 100 150 200 250 300 350 400Capa
cida
d Ca
lorif
ica (k
J/kg
*K)
Temperatura (C°)
Capacidad Calorífica
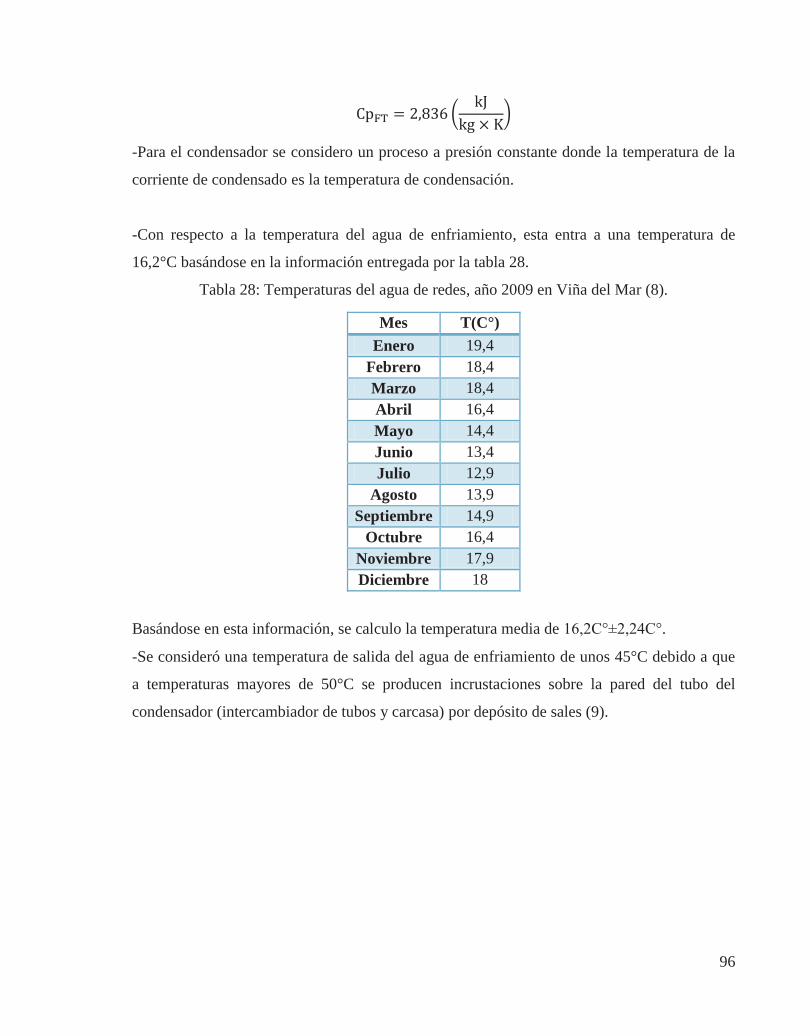
96
-Para el condensador se considero un proceso a presión constante donde la temperatura de la
corriente de condensado es la temperatura de condensación.
-Con respecto a la temperatura del agua de enfriamiento, esta entra a una temperatura de
16,2°C basándose en la información entregada por la tabla 28.
Tabla 28: Temperaturas del agua de redes, año 2009 en Viña del Mar (8).
Mes T(C°) Enero 19,4
Febrero 18,4 Marzo 18,4 Abril 16,4 Mayo 14,4 Junio 13,4 Julio 12,9
Agosto 13,9 Septiembre 14,9
Octubre 16,4 Noviembre 17,9 Diciembre 18
Basándose en esta información, se calculo la temperatura media de 16,2C°±2,24C°.
-Se consideró una temperatura de salida del agua de enfriamiento de unos 45°C debido a que
a temperaturas mayores de 50°C se producen incrustaciones sobre la pared del tubo del
condensador (intercambiador de tubos y carcasa) por depósito de sales (9).

97
5.5.2.1 Balance de energía propuesta N°1 Para realizar el balance de energía se deben indicar las distintas variables mostradas en la
figura 79.
Tambor
C3T3
Reactor
C4T4
Condensador
C6T6
Caldera
FTETE
C5T5
Tambor
Tambor
FTSTS
QC
QR
Figura 79: Diagrama de flujo para el balance de energía en el reactor, propuesta N°1.
Donde:
é
é

98
é
é
°
é ó
Teniendo en cuenta estas variables se realizan los balances de energía, el primer balance se
realiza en el reactor donde:
Además se sabe que:
De esta ecuación se sabe por un balance de masa a la chaqueta del reactor:
.
Integrando tenemos que:
Simplificando se llega a:

99
Donde es la capacidad calorífica del fluido térmico a la temperatura promedio de la
entrada y salida.
-Como se sabe, el flujo de entrada esta a condiciones normales de presión y temperatura y la
entalpia de referencia se considera de acuerdo a estas condiciones, por lo tanto, se tiene el
siguiente balance para el reactor:
Del balance de masa en la primera propuesta tenemos de la tabla 17:
.
.
De la información del Ciclohexano se tiene:
. (6)
. (10)
.
(10)
. (6)
De las experiencias de laboratorio se tiene:
.
Temperatura de la entalpia de referencia:
100
Desarrollando el segundo termino de la ecuación:
Desarrollando la integral:
Evaluando en ambos puntos y desarrollando:
Finalmente tenemos
Desarrollando el primer termino de la ecuación:
Para el primer termino de esta sección de la ecuación:
Considerando los valores antes mencionados:
Integrando y evaluando en ambos puntos:
101
Tenemos:
Para el tercer término de esta sección de la ecuación tenemos:
Utilizando la capacidad calorífica gaseosa del Ciclohexano:
. (10)
Integrando:
.
Evaluando:
Considerando el PM del Ciclohexano:
(6)
Finalmente para la primera sección completa de la ecuación:
Tenemos:

102
De acuerdo a esto para el calor recibido por el reactor tenemos:
Conociendo este calor podemos determinar la cantidad de fluido térmico para realizar la
destilación.
Del balance de energía a la chaqueta del reactor se tiene:
Reemplazando los datos que se conocen:
(1)
(1)
Despejando y calculando:
Para el flujo de Condensado podemos realizar los siguientes balances:
Donde
Se sabe que:
Simplificando:

103
Reordenando:
Resolviendo la integral
Evaluando:
Finalmente tenemos:
Para el balance en el condensador se tiene el siguiente análisis considerando el flujo de agua:
Donde:
Se conoce:
.
104
.
Resolviendo la integral:
Evaluando:
Considerando el peso molecular del agua:
(6)
Sabiendo esto podemos conocer el flujo másico de agua para condensar el solvente
evaporado:
Finalmente:

105
Considerando los resultados se indica un resumen en la tabla 29:
Tabla 29: Resumen de resultados del balance de energía para la propuesta N°1.
Propuesta N° 1 QR ( kJ/h) 1.299.226,54 QC (kJ/h) 721.980 Flujo de fluido térmico (kg/h) 76.353 Flujo de agua de enfriamiento(kg/h) 5.967
5.5.2.2. Balance de energía propuesta N°2 El balance de energía para esta propuesta se puede hacer de manera similar que para la
propuesta N°1 bajo el siguiente diagrama mostrado en la figura 80.
Tambor
C4T4
Reactor
C6T6
Condensador
C7T7
Caldera
FTETE
C8T8
Tambor
Tambor
FTSTS
QR
QC
Figura 80: Diagrama de flujo para el balance de energía en el reactor, propuesta N°2.

106
Donde:
é
é
é
é
°
é ó
Teniendo en cuenta estas variables podemos realizar los balances de energía, el primer
balance se realiza en el reactor donde:

107
Además se sabe que:
De esta ecuación se sabe por un balance de masa a la chaqueta del reactor:
.
Integrando tenemos que:
Simplificando se llega a:
Donde es la capacidad calorífica del fluido térmico a la temperatura promedio de la
entrada y salida.
-Como sabemos que el flujo de entrada esta a condiciones normales de presión y temperatura
y la entalpia de referencia la consideramos de acuerdo a estas condiciones, por lo tanto se
tiene el siguiente balance para el reactor:
Del balance de masa en la segunda propuesta tenemos de la tabla 21:
.
.
De la información del Metilciclohexano se tiene:
. (6)
. (10)
108
.
(10)
. (6)
De las experiencias de laboratorio se tiene:
.
Temperatura de la entalpia de referencia:
Desarrollando el segundo termino de la ecuación:
Desarrollando la integral:
Evaluando en ambos puntos y desarrollando:
Finalmente tenemos
Desarrollando el primer termino de la ecuación:

109
Para el primer termino de esta sección de la ecuación:
Considerando los valores antes mencionados:
Integrando y evaluando en ambos puntos:
Tenemos:
Para el tercer término de esta sección de la ecuación tenemos:
Utilizando la capacidad calorífica gaseosa del Ciclohexano:
.
Integrando:
.
Evaluando:

110
Considerando el PM del Metilciclohexano:
Finalmente para la primera sección completa de la ecuación:
Tenemos:
De acuerdo a esto para el calor recibido por el reactor tenemos:
Conociendo este calor podemos determinar la cantidad de fluido térmico para realizar la
destilación.
Del balance de energía a la chaqueta del reactor se tiene:
Reemplazando los datos que se conocen:
(1)
(1)
111
Despejando y calculando:
Para el flujo de Condensado podemos realizar los siguientes balances:
Donde
Se sabe que:
Simplificando:
Reordenando:
Resolviendo la integral
Evaluando:

112
Finalmente tenemos:
Para el balance en el condensador se tiene el siguiente análisis considerando el flujo de agua:
Donde:
Se conoce:
.
.
Resolviendo la integral:
Evaluando:
Considerando el peso molecular del agua:
(6)
113
Sabiendo esto podemos conocer el flujo másico de agua para condensar el solvente
evaporado:
Finalmente:
Considerando los resultados se indica un resumen en la tabla 30:
Tabla 30: Resultados del balance de energía para la propuesta N°2.
Propuesta N° 2 QR ( kJ/h) 1.693.158 QC (kJ/h) 1.024.800 Flujo de fluido térmico (kg/h) 99.504 Flujo de agua de enfriamiento (kg/h) 8.469
Para la tercera propuesta no se realizo un balance de energía debido a que es un equipo
automatizado donde la potencia de cada una de sus partes que lo conforman se indica en el
siguiente capítulo.
Como se pudo apreciar en el capítulo, se indico las diferentes etapas involucradas en la
recuperación de solventes y la situación actual con respecto al desecho de solventes en
Pinturas Tricolor S.A, se demostró que utilizando el proceso de destilación se logra un alto
porcentaje de recuperación del solvente sucio, en donde la consideración de una etapa de
filtrado influye en la calidad del solvente destilado y también en los puntos de ebullición que
se llevan a cabo dentro de esta operación. Considerando esto se establecieron 3 diferentes
propuestas con un mismo propósito a las cuales se les realizo el balance de masa y energía
correspondiente que influirá en los costos involucrados para finalmente elegir una de ellas.
114
6. Gestión Ambiental, descripción y manipulación de
equipos. Dentro de lo relacionado con la gestión ambiental involucrada en la manipulación de
solventes que son desechados como también reciclados se encuentra el Decreto N°148. Este
decreto está conformado por una serie de artículos con el fin de tener una adecuada gestión de
los residuos peligrosos desde su origen a su destino final.
En cuanto a las disposiciones en general este decreto deja clara la normativa relacionada con
el manejo, tenencia, almacenamiento, transporte, tratamiento, reúso, reciclaje, disposición
final y otras formas de eliminación de los residuos peligrosos, además cumple un papel muy
importante correspondiente a las condiciones sanitarias y de seguridad frente a estos residuos,
también es importante dentro de la fiscalización correspondiente, identificación, clasificación
y caracterización de los contenedores de donde debieran almacenarse. Con respecto a la
clasificación e identificación, el decreto exige de acuerdo a sus artículos, características de los
residuos para así considerar productos tóxicos, inflamables, reactivos, corrosivos, también
demanda un listado y categorías de residuos peligrosos.
Una norma que también se relaciona con el manejo de este tipo de residuos es la ISO 9001, la
certificación de esta norma permite a la empresa tener una mejor gestión y calidad en cuanto a
sus servicios y productos, de esta manera los clientes se inclinan por los proveedores que
cuentan con esta acreditación porque de este modo se aseguran de que la empresa
seleccionada disponga de un buen sistema de gestión de calidad (SGC).
Con respecto a la implementación de equipos, como se indica en el título del capítulo, se
detallarán las características técnicas de cada equipo involucrado en las distintas propuestas
descritas anteriormente considerando equipos como: el estanque de decantación, las bombas
utilizadas, equipo de filtración y equipos de destilación.

115
6.1. Plan de manejo de Residuos. De acuerdo al Decreto N°148 Pinturas Tricolor S.A debe contar con un plan de manejo de
residuos peligrosos (categoría dentro de la cual se encuentra el solvente sucio) (11).
En este plan de manejo se encuentran las distintas gestiones que se realizan para tratar con
este tipo de desechos con el objetivo de lograr una adecuada gestión de los residuos peligrosos
desde su origen a su destino final.
Dentro de los objetivos específicos que conlleva este plan de manejo se encuentran:
Describir las actividades que se desarrollan en el proceso productivo, sus flujos de
materiales e identificación de los puntos en que se generan residuos peligrosos (11).
Identificar las características de peligrosidad de los residuos generados y estimar la
cantidad anual de cada uno de ellos (11).
Analizar las alternativas de minimización de la generación de residuos peligrosos y
justificar las medidas seleccionadas (11).
Detallar procedimientos internos para recoger, transportar, embalar, etiquetar y
almacenar los residuos (11).
Definir el perfil del profesional o técnico responsable de la ejecución del Plan, así
como, del personal encargarlo de operarlo (11).
Definir los equipos, rutas y señalizaciones que deberán emplearse para el manejo
interno de los residuos peligrosos (11).
Generar las Fichas de Seguridad para el manejo de residuos Peligrosos para los
diferentes tipos de residuos generados en la instalación (11).
Establecer los contenidos necesarios para la capacitación que deberán recibir las
personas que laboran en las instalaciones, establecimiento o actividades donde se
manejan residuos peligrosos (11).
Confeccionar Plan de Contingencias (11).
Identificar los procesos de eliminación a los que serán sometidos los residuos
peligrosos, explicitando los flujos y procesos de reciclaje y/o reúso (11).
Confeccionar sistemas de registro de los residuos peligrosos generados por la
instalación o actividad (11).

116
Teniendo en cuenta lo anterior los residuos peligrosos se pueden clasificar en las siguientes
categorías:
Toxicidad aguda.
Toxicidad Crónica.
Toxicidad extrínseca.
Inflamabilidad.
Reactividad.
Corrosividad.
Cualquier otro elemento contaminado con un residuo peligroso.
Dentro de estas categorías el solvente desechado es parte del grupo de los residuos con
características de inflamabilidad.
El manejo de residuos peligrosos se puede establecer 3 etapas:
La generación de residuos.
El transporte.
Disposición final.
En cuanto a la gestión externa, Pinturas Tricolor S.A debe declarar la generación de residuos
peligrosos ante el Seremi de Salud a través del Sistema de seguimiento y Declaración de
Residuos Peligrosos (SIDREP) por medio de un código generador que se le es asignado.
Dentro de los residuos que se declaran, estos se indican en la tabla 31 (11).
Tabla 31: Declaración de residuos ante SIDREP (11).

117
Con respecto a la gestión interna para el manejo de residuos, el procedimiento se lleva a cabo
desde que se genera hasta que se almacena.
En el capítulo 1 se indicó qué plantas generan solvente sucio, donde es responsabilidad de
cada planta:
1) Identificar el Residuo.
2) Cuantificar el peso (kg).
3) Rotular el Residuo.
4) Ubicar en una zona para el retiro con Grúa Horquilla.
En cada Planta existen dos tipos de contenedores, estos se diferencian para cada tipo de
residuo:
Contenedor Rojo: Residuos Peligrosos.
Contendor Verde: Residuos No Peligrosos.
Por otro lado existen centros donde son depositados los residuos peligrosos, contenedores
acondicionados para su almacenamiento. Éstos están dispuestos en zonas cercanas a la
generación.
En la figura 81 se muestra el diagrama de flujo de la gestión de residuos interna (11).
Figura 81: Diagrama gestión de residuos.
118
Dentro del primer paso señalado en la figura 81, se puede ver que hay una clasificación de
residuos peligrosos y no peligrosos luego de la generación.
Para los residuos peligrosos se registran los siguientes:
Paños y guaipe contaminado con solvente o restos de pintura base solvente.
Arena contaminada.
Guantes, filtros de máscaras, mascarillas de papel.
Brochas, escobillas y escobillones contaminados.
Solvente sucio.
Borras.
Tambores con borra, emulsiones, u otro.
Elementos contaminados con Plomo u otro agente tóxico.
Para los residuos no peligrosos se registran los siguientes:
Sacos de materias primas no peligrosas.
Papeles y cartones en general.
Bolsas plásticas de productos no peligrosos.
Bidones de materias primas no peligrosas.
Restos de embalajes plásticos (Film).
Papeles de muestreo con pintura base acuosa.
Luego de haber realizado esta clasificación de residuo peligroso o no peligroso, se tiene en
cuenta lo siguiente:
El traslado:
Se realiza un retiro diario por plantas, siempre por la ruta señalada para residuos peligrosos.
El traslado se realiza mediante grúa horquilla, hacia la bodega de almacenamiento temporal
de RESPEL que se indica en la figura 86.
El equipo asociado a la gestión:
Los equipos de apoyo a la gestión de RISes (residuos industriales sólidos) peligrosos, son los
que se presentan a continuación:

119
- Móviles: una grúa horquilla.
- Contenedores: tambores de 200 litros en bins, a modo de contingencia.
- Extintores para el combate inmediato de eventuales amagos incendios.
- Medios de contención de RISes: Se contará con un stock de tambores metálicos para el
envasado de RISes.
- Material absorbente: Se contará con, al menos, un tambor de 200 litros para la contención de
derrames, guaipe y arena para evitar propagación de algún residuo líquido.
Señalizaciones:
-Ruta para los Residuos Peligrosos: está debidamente señalizada y se muestra en el Layout de
la instalación en Figura 86.
-Señalización en Bodega de Respel: La bodega está debidamente señalizada con los rombos
indicando la clase de residuos a almacenar. Posee identificación dentro de la bodega y en su
acceso (11).
-Contenedores de Residuos: Se hace la diferencia para residuos peligrosos y no peligrosos,
por color y por rombo y rótulo (11).
Almacenamiento:
Tricolor S.A. Cuenta con una Bodega de Residuos Peligrosos Autorizada, donde es posible
almacenar residuos Inflamables, corrosivos y Tóxicos. La capacidad de esta bodega es de 200
tambores de 200 l.
Control de Bodega de RESPEL:
El stock de la bodega se controla a través de registro de recolección interno de residuos
peligrosos, así también la salida de residuos a disposición final nos da el numero de residuos
que reside en bodega. En la figura 85 se presenta un esquema de la distribución de la bodega
de Residuos Peligrosos.
En esta bodega se diferencian los distintos tipos de residuos de acuerdo a su etiquetado como
se muestra a continuación:

120
Etiquetado para Bolsas (figura 82):
- Bolsas con Residuos Peligrosos varios (elementos contaminados, elementos de contención
de derrames, etc.).
Figura 82: Simbología para etiquetado de bolsa (11).
Etiquetado de Borra de Pintura (Figura 83):
- Asimilables a borra, resina, (entre otros).
Figura 83: Simbología para etiquetado de borra de pintura (11).
Etiquetado para elementos contaminados con pigmentos tóxicos (figura 84):
- Residuos contaminados con pigmentos con Plomo, Cromo u otro agente Tóxico.
Figura 84: Simbología de etiquetado para elementos contaminados con pigmentos tóxicos
(11).

121
Figura 85: Disposición en bodega de residuos peligrosos (11).
Para los residuos no peligrosos se considera lo siguiente:
-Generación: cada planta es responsable de su residuo, por lo tanto son enviados al lugar de
acopio, previa caracterización
- Traslado: el traslado es realizado por personal de cada planta hacia el lugar de acopio.
-Almacenamiento: Se realiza en una tolva, donde se depositan los residuos, esta tolva cada
semana es retirada
-Disposición: cada semana se realiza el viaje a Disposición, a un Relleno Sanitario
Autorizado, dónde reciben residuos industriales no peligrosos.
En cuanto a los residuos industriales líquidos, estos son enviados a la planta de tratamiento
ubicada dentro de las instalaciones. Los Riles tratados corresponde a soluciones base acuosa y
al lavado de estanques móviles. El sistema de tratamiento corresponde a un método de
coagulación-floculación.

122
Figura 86: Lugares de acopio y rutas de residuos peligrosos (11).
123
Dentro de la gestión de residuos se considera una correcta capacitación de los operarios
basándose en distintos aspectos importantes como:
-Características de peligrosidad de los residuos.
- Adecuando Manejo de Residuos Peligrosos.
- Mejoramiento continúo.
- Introducción a la gestión ambiental.
- Situación actual de la Empresa.
- Procedimientos implementados en la Empresa.
- Ejemplos prácticos en la manipulación de RISes.
- Ventajas de un manejo adecuado de Residuos Peligrosos.
De esta manera se le entregan las herramientas al operario acerca de la manipulación de
residuos considerando que este está con contacto directo con ellos.
6.2. Descripción y manipulación de equipos. Dentro de los equipos a utilizar basándonos en las 3 propuestas, podemos encontrar:
Bombas neumaticas para transportar solvente sucio.
Estanque utilizado para la decantación del solvente sucio con agua proveniente de la
sala de lavado de la planta de RILes.
Equipo de Filtración para el solvente que viene de la zona de lavado.
Reactor utilizado para la destilación de solvente sucio con pigmento.
Equipo especialmente diseñado para la destilación de solventes sucios.
Termopac y bombas involucradas en el transporte de fluido térmico.
A continuación se entrega una descripción de cada uno de los equipos involucrados
incluyendo su manipulación:
Bomba para transportar solvente sucio y borra (figura 87).
Esta bomba utilizada es una bomba neumática de diafragma con las siguientes características:
Cuerpo: compuesto de Aluminio (12).
Diafragma: compuesto de Santopreno (12).
Válvulas: compuestas de Santopreno (12).
Diámetro de succión/descarga: 3,81 cm (12).

124
Diámetro de conexión de aire: 1,905 cm (12).
Tamaño de sólidos de hasta: 6 mm (12).
Caudal máximo: 401 l/h (12).
Presión máxima: 125 PSI (12).
Bomba completamente apernada sin abrazaderas (12).
Sistema de distribución de aire sin desarmar la bomba y no requiere lubricación (12).
La manipulación de la bomba es dependiente del operario, este controlará el flujo que entrega
el equipo manipulando la válvula que permite la entrada de aire.
Figura 87: Bomba utilizada para el transporte de solvente sucio y borra (12).
Estanque vertical atmosférico utilizado para decantar el solvente sucio (figura 88).
Este estanque presenta las siguientes características:
Capacidad: 4000 l (12).
Medidor de nivel: utiliza un flotador (12).
Espesores mínimos: Manto 4 mm, cabezal superior de 5 mm y cabezal inferior de 8
mm (12).
Material: Acero Inoxidable (12).
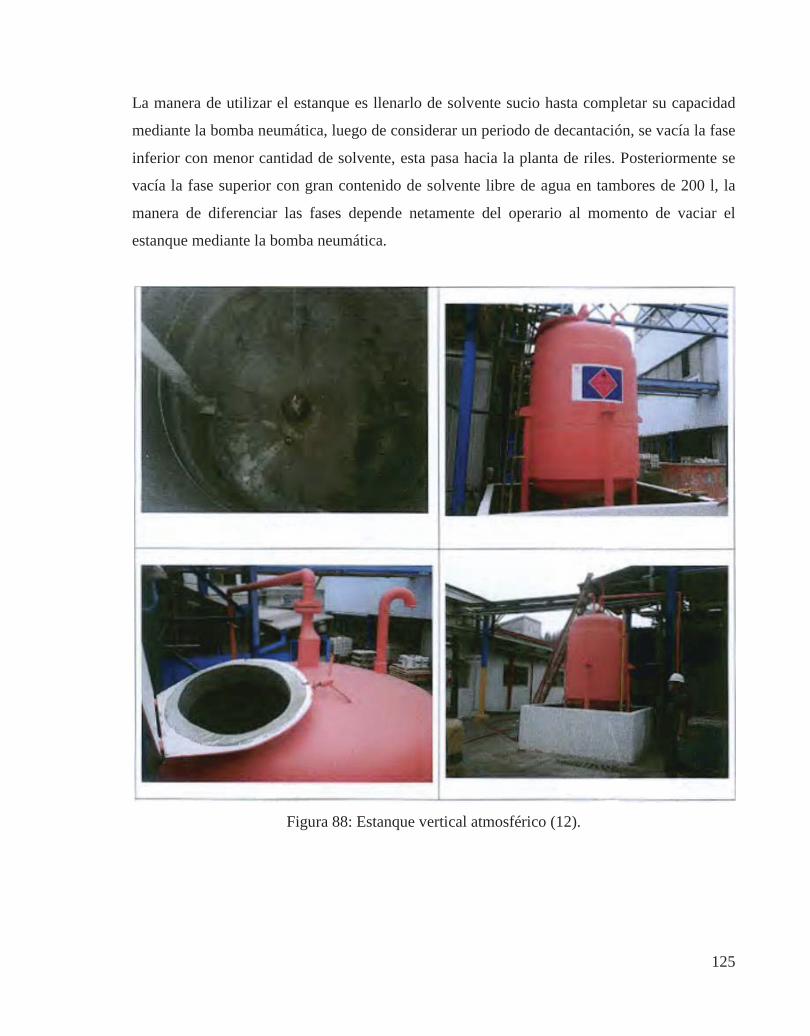
125
La manera de utilizar el estanque es llenarlo de solvente sucio hasta completar su capacidad
mediante la bomba neumática, luego de considerar un periodo de decantación, se vacía la fase
inferior con menor cantidad de solvente, esta pasa hacia la planta de riles. Posteriormente se
vacía la fase superior con gran contenido de solvente libre de agua en tambores de 200 l, la
manera de diferenciar las fases depende netamente del operario al momento de vaciar el
estanque mediante la bomba neumática.
Figura 88: Estanque vertical atmosférico (12).

126
Reactor con agitación (figura 89).
El reactor con agitación que se utilizaría para destilar solvente sucio presenta las siguientes
características:
Capacidad: 2200 kg (12).
Potencia de 7,5 kW (12).
Manto cilíndrico con fondo bombeado de Ac. Inoxidable 316 (12).
Serpentín exterior para calentamiento mediante fluido térmico de acero inoxidable
(12).
Sistema de enfriamiento con condensador utilizado agua como fluido de enfriamiento
(12).
La operación del equipo de destilación al momento de purificar el solvente sucio se realiza a
vacio, se trabaja dentro del rango de temperaturas obtenido en los resultados de laboratorio y
se realiza de manera controlada, de manera que el flujo de vapor producido no sea excesivo
para el condensador que forma parte del equipo

127
Figura 89: Reactor utilizado para la destilación de solvente sucio (12).

128
Equipo diseñado para destilar solvente sucio (figura 90):
Toda la información del equipo se encuentra en el anexo A-3
Figura 90: Equipo diseñado para destilar solvente sucio.
Principio de Funcionamiento:
-Este equipo funciona aprovechando el principio de la destilación simple, separa el producto
contaminante (resinas, pigmentos, pinturas, tintas, aceites, etc.) del disolvente original que se
puede reutilizar. La ebullición del disolvente contaminado tiene lugar en un hervidor de acero,
calentado por resistencias eléctricas sumergidas en aceite térmico, en circulación forzada. Los
vapores producidos son enviados a un condensador enfriado por circulación de agua. El
disolvente destilado es recogido en un contenedor para su siguiente reutilización. Un
Rascador con palas mueve el producto en tratamiento, evitando que se adhiera a las paredes y
al fondo del hervidor. La manipulación es casi totalmente automática para este equipo.
Ficha técnica:
Hervidor de fondo llano (figura 91):
De forma cilíndrica con fondo llano en la parte baja, de forma a tronco curvado en la
parte alta.
Volumen geométrico: 3.920 l.
Capacidad útil: 2.200 l.
Superficie cilíndrica lateral y fondo llano (no torneados).
Camisa externa para circulación aceite diatérmico.

129
Interno de acero AISI 304 de doble espiral, soldada para circulación de aceite
diatérmico.
Aislamiento de lana de roca
Figura 91: Hervidor del equipo de destilación.
Rascador de palas con embrague:
Láminas de metal anti chispa, ajustables.
Juntas del eje con inyección de aire comprimido.
Puesta en marcha y parada del motor manual o automática.
Potencia motor 5,5 kW.
Agitador en la parte alta del hervidor, para favorecer la descarga del polvo residual a
hervidor volcado.
Con respecto al calentamiento:
Calentamiento eléctrico en central autónomo..
Potencia motor 1,5 kW.
Potencia resistencias eléctricas 60 kW.
Con respecto a la carga de solvente:
Por aspiración, por medio del vacío.
A presión atmosférica por medio de bomba de pistón.
2 controles de nivel, de trabajo y de seguridad.
1 timer de seguridad.

130
En cuanto a la descarga de residuos líquidos del hervidor:
Para tratar disolventes con contaminantes líquidos, se puede equipar el hervidor con
válvula de descarga neumática.
Esta válvula (opcional) deberá ser sacada en caso de tratamiento de disolventes con
residuos sólidos.
Con respecto a la descarga de residuos sólidos del hervidor:
Por gravedad, con abertura automática de la tapa y rotación mecánica a mando manual
del hervidor de 120° y descarga residuos dentro de un depósito del usuario (o
construido a pedido).
El destilador puede ser programado, si equipado con controles de nivel de carga, según
las exigencias específicas, para efectuar uno, dos, o más ciclos de destilación antes de
la descarga de los residuos.
Condensador vapores por agua:
Grupo de alta eficiencia con sobredimensionamiento de la superficie de intercambio.
Material de construcción: Acero inoxidable AISI 304.
Generador de vacío:
Bomba para el vacío de anillo líquido alimentada por el disolvente en trabajo, con
sistema de abatimiento de los vapores de la bomba misma
Caudal 18 m3/h a 730 mmHg – Potencia 1,5 Kw.
Grupo de extracción disolvente destilado:
1 Tanque de almacenamiento de 92 litros para el disolvente destilado a vacío.
1 Bomba de extracción mandada por control de nivel.
El disolvente extraído es dirigido directamente al tranque de almacenamiento (no
incluido en este suministro).
En cuanto a la Estructura:
131
La estructura del hervidor está equipada con base de tipo para pallet que permite el
transporte.
Placas para fijar la estructura a la base.
La alimentación eléctrica, hidráulica y neumática está colocada en la parte superior del
Box dejando libre el espacio alrededor de la máquina para inspección y
mantenimiento.
Para los materiales de construcción:
Todas las partes en contacto con el disolvente son de acero inoxidable AISI 304, con
excepción de los componentes diversamente especificados.
Aislamientos, estructuras, soportes y paneles de acero al carbono barnizado.
Para la instrumentación del cuadro de mandos, tenemos:
Interruptor general.
Pulsador de marcha.
Pulsador parada.
Selector ciclos operativos en secuencia o en continua.
Pulsador prueba bomba aceite diatérmico.
Pulsador prueba bomba extracción disolvente destilado 1 y destilado 2.
Pulsador prueba bomba de vacío.
Señales luminosas de alarma y control.
Para el sistema de refrigeración y recirculación del agua al condensador (Chiller) se tiene:
Sistema de refrigeración y recirculación del agua al condensador en circuito cerrado.
Equipo con protección eléctrica estanca AD-T.
El Chiller está equipado con 12 metros para la conexión.
Modelo 081. Potencia: 24.700 kcal/h
Para las instalaciones, se tiene:
Conexión eléctrica:
Voltaje: 400 V
Frecuencia: 50 Hz
Potencia resistencias: 60 kW.
Potencia instalada: 70 kW.
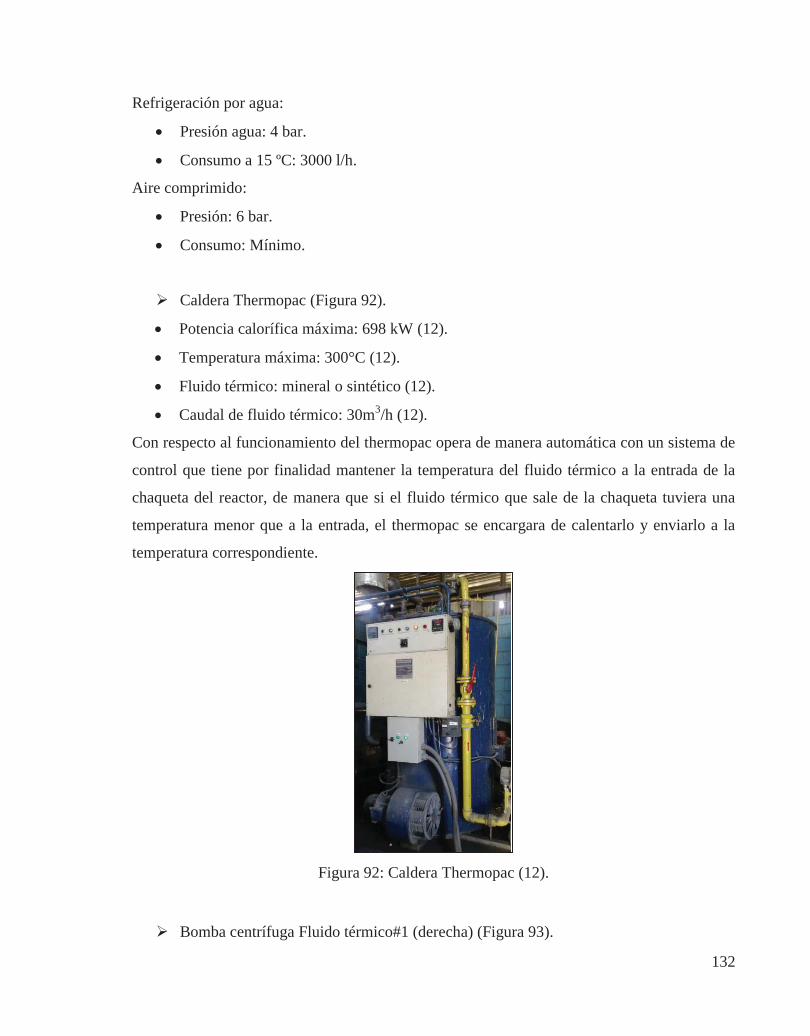
132
Refrigeración por agua:
Presión agua: 4 bar.
Consumo a 15 ºC: 3000 l/h.
Aire comprimido:
Presión: 6 bar.
Consumo: Mínimo.
Caldera Thermopac (Figura 92).
Potencia calorífica máxima: 698 kW (12).
Temperatura máxima: 300°C (12).
Fluido térmico: mineral o sintético (12).
Caudal de fluido térmico: 30m3/h (12).
Con respecto al funcionamiento del thermopac opera de manera automática con un sistema de
control que tiene por finalidad mantener la temperatura del fluido térmico a la entrada de la
chaqueta del reactor, de manera que si el fluido térmico que sale de la chaqueta tuviera una
temperatura menor que a la entrada, el thermopac se encargara de calentarlo y enviarlo a la
temperatura correspondiente.
Figura 92: Caldera Thermopac (12).
Bomba centrífuga Fluido térmico#1 (derecha) (Figura 93).

133
Altura: 51 m (12).
Caudal. 120 m3/h (12).
Potencia del motor: 18,5 kW, motor trifásico, 380 V, 50 Hz, 2900 rpm (12).
Material: Acero ST (12).
Bomba centrífuga Fluido térmico#2 (de reemplazo, izquierda) (Figura 93)
Presión de trabajo: 56 bar (12).
Potencia: 22,37 kW, 2900 rpm (12).
Material: Acero ST (12).
Temperatura de trabajo 300°C (12).
Ambas bombas funcionan de manera automática con un switch on/off. La bomba de
reemplazo se utiliza en caso en caso de que la bomba principal necesite mantención o necesite
ser cambiada.
Figura 93: Bombas para impulsar el fluido térmico (12).
Filtro de prensa para solvente sucio (Figura 94).
La información completa del filtro se encuentra en el anexo A-4.
Número de placas: 41.
Tamaño de placas: 800 mm.
Volumen total: 566 l.
Presión máxima de operación: 100 psi.
Superficie máxima de filtrado: 39,6 m2.
Material de placas: Polipropileno.

134
La manera de operar el filtro es automática, sin embargo, deberá ser supervisada por un
operario al momento de remover la torta que es desechada, esta deberá ser dirigida hacia la
planta de riles donde se desechará como borra, mientras que el solvente sucio con agua irá
dirigido hacia el estanque de decantación mediante una bomba neumática.
Figura 94: Filtro de prensa.
135
7. Evaluación Económica Como se vió en los capítulos anteriores, se expusieron 3 propuestas que se consideran dentro
del proceso de purificación de solventes sucios, cada propuesta ofrece el mismo propósito
pero presentan algunas diferencias:
-La primera propuesta logra purificar el solvente sucio, pero no logra una separación de fases
exitosa, por su parte, la destilación entrega un solvente con una mayor cantidad de agua
haciéndolo menos puro, sin embargo, podrá cumplir de igual manera la función de limpieza
de estanques.
-La segunda propuesta entrega un solvente con menor cantidad de agua gracias a la
separación efectiva de fases debido al proceso de filtración, entregando, de esta manera, un
solvente más puro que cumple perfectamente la labor de agente de limpieza.
-La tercera propuesta entrega un solvente de excelente calidad implicando una operación más
simple y automatizada que las anteriores.
Teniendo en cuenta estas diferencias, para poder establecer una decisión con respecto a la
purificación de solvente proveniente de la planta de Riles en Pinturas Tricolor S.A., se deben
considerar distintos factores y beneficios que ofrece cada propuesta, dejando claro que
ninguna de estas propuestas genera algún tipo de ingreso por venta, sino que tienen por
finalidad generar un ahorro que la empresa podría invertir en el campo que estime
conveniente.
La manera de abordar esta decisión será calculando el costo anual de producción, de esta
manera se determinará cuál de estas alternativas genera un menor costo.
Conociendo que alternativa genera un menor costo se podrá comparar con la situación actual
de enviar a tratamiento el solvente sucio a una empresa externa, y de esta manera, determinar
cuánto ahorro se genera.
Se evaluara un flujo de caja durante un periodo de 10 años, con una tasa interna de retorno de
un 15% y un impuesto de un 20%.

136
7.1. Costos involucrados en la situación actual. Como se mencionó anteriormente, la situación actual con respecto al solvente utilizado para
limpieza se basa en enviar este a empresas externas como RILTEC que se encargan de
realizar el tratamiento correspondiente de este tipo de residuos. Este proceso abarca diferentes
costos que se relacionan tanto de manera directa como indirecta, las cuales son:
Costos por realizar el tratamiento de solvente sucio.
Costos por transportar el solvente sucio.
Costos relacionado con la compra de solvente destinado a limpieza.
Con respecto a los costos involucrados por tratamiento se sabe lo siguiente:
RIILTEC cobra de agua y de solvente dentro de la mezcla de solvente sucio
(1), se estima que de las cargas que se envían a esta empresa un 70%p/p corresponde a
solvente y un 30% p/p a agua (1). Por registros de la empresa se conoce que durante el año
2013 se enviaron 334.580 kg de solvente sucio a tratar (1), considerando que la UF en
diciembre de ese año tenía un valor de $24.513, se muestra un resumen de costos en la tabla
32 (1).
Tabla 32: Costos anuales de tratamiento de solvente sucio (1).
Valor de tratamiento de Solvente $ 9.185.750 Valor de tratamiento de Agua $ 5.659.079 Valor total de tratamiento $ 14.844.829
Para el segundo punto, relacionado con los gastos por transporte, se registra un pago de
$160.000 por viaje realizado (1), y durante el año 2013 la empresa registro 29 viajes para
transportar solvente sucio, dando un total en gastos por transporte de $4.640.000 (1).
En cuanto al último punto respecto de la compra de solvente destinado a limpieza, se registró
un total de 84.085 kg utilizados (1). El valor de compra de solvente para el año 2013 se
registró en (1), esto nos da un total de $44.865.900 utilizados para la compra de
solvente usado en la limpieza de estanques (1).
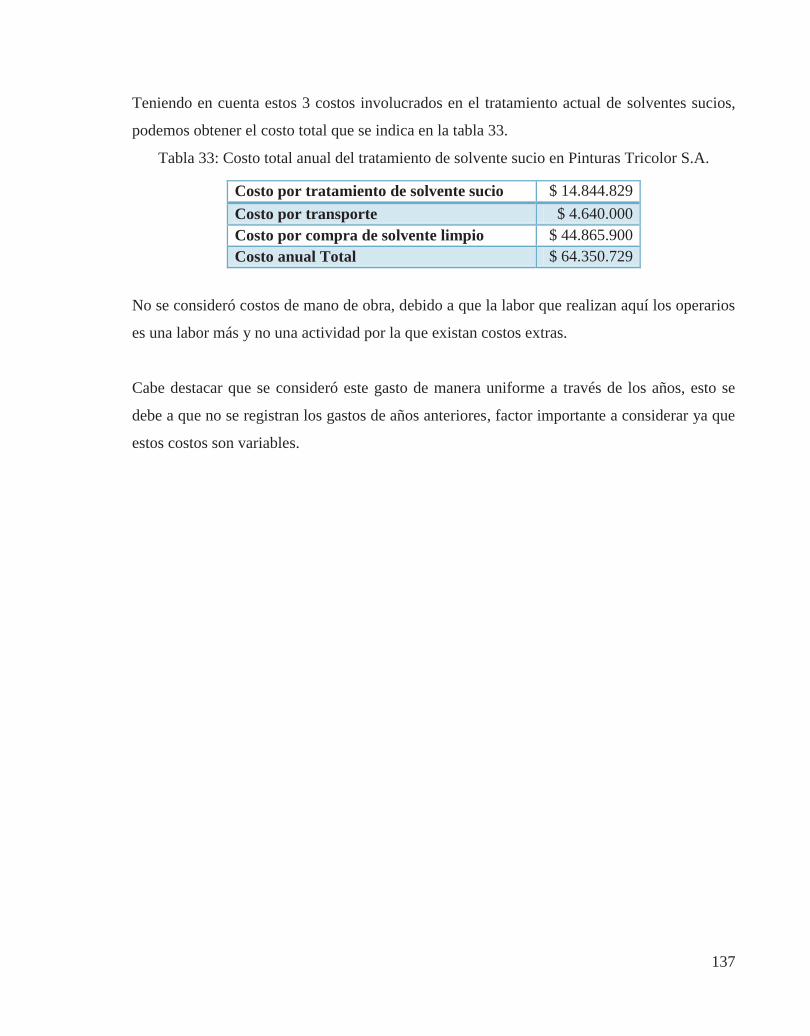
137
Teniendo en cuenta estos 3 costos involucrados en el tratamiento actual de solventes sucios,
podemos obtener el costo total que se indica en la tabla 33.
Tabla 33: Costo total anual del tratamiento de solvente sucio en Pinturas Tricolor S.A.
Costo por tratamiento de solvente sucio $ 14.844.829 Costo por transporte $ 4.640.000 Costo por compra de solvente limpio $ 44.865.900 Costo anual Total $ 64.350.729
No se consideró costos de mano de obra, debido a que la labor que realizan aquí los operarios
es una labor más y no una actividad por la que existan costos extras.
Cabe destacar que se consideró este gasto de manera uniforme a través de los años, esto se
debe a que no se registran los gastos de años anteriores, factor importante a considerar ya que
estos costos son variables.

138
7.2. Capital total de inversión y costos involucrados en la propuesta N°1. En esta propuesta se considerarán los equipos que se nombran a continuación:
Bombas neumáticas.
Estanque para Decantar.
Equipo de Destilación.
Caldera Thermopac.
Bomba de fluido térmico.
Bomba para agua de enfriamiento.
Es importante destacar que, para este caso, no existe un capital total de inversión, ya que la
propuesta plantea ocupar equipos que ya están instalados en la planta, por lo que no habría
una inversión en equipos nuevos.
Considerando esto, se procederá a obtener los costos involucrados en el reciclaje de solventes:
Para el costo de personal de operación se consideraran 5 operarios que trabajaran 5 días a la
semana por un turno de día de 8 hrs considerando un pago de .
Con respecto a los costos por agua se determinó el gasto de agua ocupado por cantidad de
solvente recuperado. Para la primera propuesta considerando el balance de masa y energía se
tiene una razón de gasto de:
Se estima que el proceso de destilación tendrá una duración 50 minutos considerando el
tiempo de destilación en las experiencias de laboratorio, además se realizará una operación
diaria.
Hay que destacar que de los 5 días que se trabajará en el proceso, no todos los días se
realizará la destilación, ya que hay días en los que se llenara el estanque de decantación y se
dejara en proceso de decantación de un día.

139
Se consideraran 2 destilaciones a la semana:
Teniendo en cuenta la razón de consumo de agua por solvente recuperado, se determinó el
gasto anual de agua:
En la región Esval registra un costo fijo de agua en el sector de Viña del Mar de:
(13)
Tomando en cuenta este valor el costo anual de agua para esta propuesta es de:
Otro tipo de costos involucrados en la recuperación de solvente son los costos eléctricos de
algunos equipos, cabe destacar que los equipos que ocupan electricidad en Pinturas Tricolor
S.A son muy pocos debido a que se trabaja con compuestos que son altamente inflamables y
estos equipos eléctricos podrían producir alguna chispa y provocar algún incendio.

140
Dentro de estos equipos se encuentran:
Bomba para transportar fluido térmico.
Caldera Thermopac.
Bomba para transportar agua de enfriamiento.
La potencia total consumida por estos tres equipos se detalla a continuación en la tabla 34.
Tabla 34: Resumen de la potencia consumida por equipos en la propuesta N°1 (12).
Equipo Potencia (kW) Bomba de fluido térmico 18,5 Bomba de agua de Enfriamiento 18,5 Caldera Thermopac 698 Potencia Total 735
Considerando que la destilación se lleve a cabo por 50 minutos y estos equipos trabajaran solo
durante ese tiempo, se determina el tiempo de operación:
Teniendo en cuenta esto se determina el gasto de kW-h por año:
Se determinó el precio de energía eléctrica a:
(14)
Bajo esta tarifa el costo anual de energía eléctrica es:
En cuanto a los costos relacionados con sistema de calefacción se sabe que cuenta con un
circuito cerrado, se determinó el precio del fluido térmico a:
141
(15)
Donde cada tambor cuenta con 208 l de aceite (15). La caldera Thermopac se llena con 3
tambores (1) y se planea comprar luego de cada 2 meses un tambor más para reemplazar parte
del aceite utilizado y que de esta manera no pierda sus propiedades térmicas, de esta manera
el gasto considerado para el fluido térmico es de :
Y para los 11 meses que faltan:
Finalmente el costo anual:
é
é
Con respecto a los costos de desecho, el agua separada del decantador pasara a la planta de
riles como lo ha hecho anteriormente, por lo tanto, no habrá un costo adicional en un
tratamiento, sin embargo, sí habrá costos adicionales por el tratamiento de borra producido en
la destilación.
Por información entregada de Pinturas Tricolor S.A se conoce el costo por tratamiento de
borra, este es de:
(1)
Para determinar la cantidad de borra producida anualmente se determinó la razón de
producción de borra por cantidad de solvente recuperado:
Para la producción anual de borra se tiene:
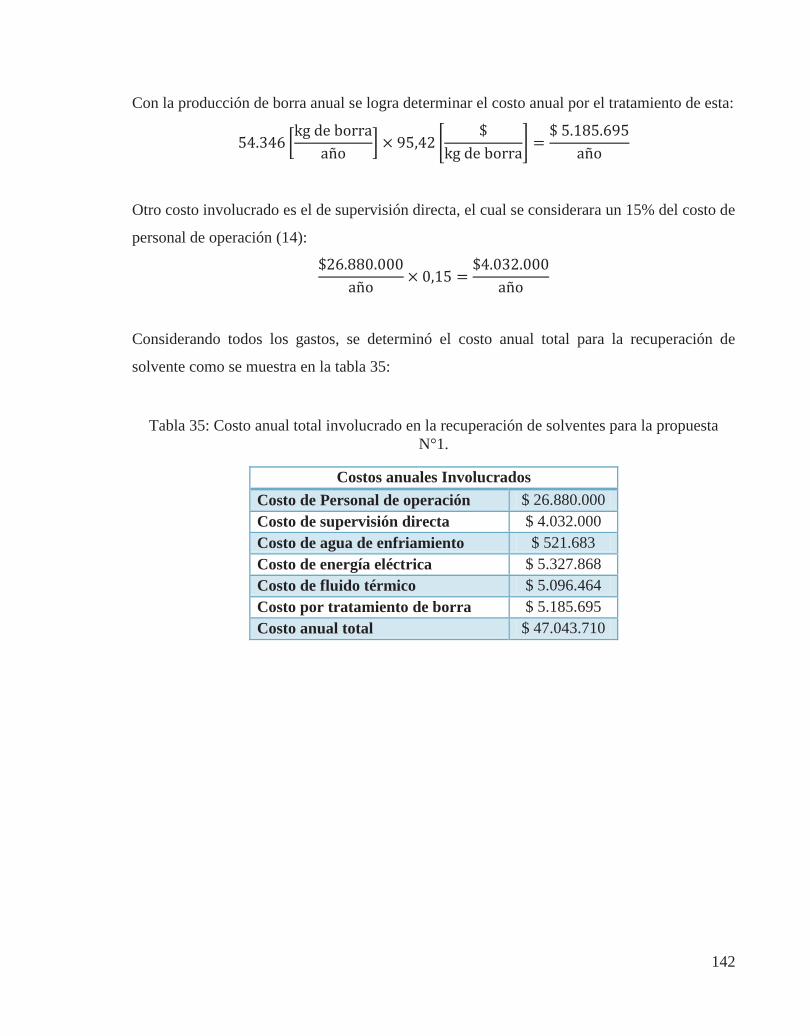
142
Con la producción de borra anual se logra determinar el costo anual por el tratamiento de esta:
Otro costo involucrado es el de supervisión directa, el cual se considerara un 15% del costo de
personal de operación (14):
Considerando todos los gastos, se determinó el costo anual total para la recuperación de
solvente como se muestra en la tabla 35:
Tabla 35: Costo anual total involucrado en la recuperación de solventes para la propuesta N°1.
Costos anuales Involucrados Costo de Personal de operación $ 26.880.000 Costo de supervisión directa $ 4.032.000 Costo de agua de enfriamiento $ 521.683 Costo de energía eléctrica $ 5.327.868 Costo de fluido térmico $ 5.096.464 Costo por tratamiento de borra $ 5.185.695 Costo anual total $ 47.043.710

143
7.3. Capital total de inversión y costos involucrados en la propuesta N°2. En esta propuesta se consideraran los equipos que se nombran a continuación:
Bombas neumáticas.
Estanque para Decantar.
Equipo de Destilación.
Caldera Thermopac.
Bomba de fluido térmico.
Bomba para agua de enfriamiento.
Filtro de prensa.
De estos equipos solo el filtro de prensa presenta un costo adicional. El filtro seleccionado
debe tener una superficie máxima de filtrado de 168 m2 sin embargo, se conoce la cotización
de un filtro de prensa que presenta una superficie máxima de filtrado de 39,6 m2.
El precio de este filtro cotizado incluye todos los costos directos e indirectos, el precio total de
la inversión es de $62.723.155. Esto se indica en el anexo A-4.
Considerando esto se realizó un escalamiento con un factor de 0,7. Este escalamiento indicara
un valor aproximado del equipo que se necesita.
(14)
Donde:

144
Reemplazando se tiene:
Por lo tanto se tiene el costo total de inversión del equipo, el cual es de $ 172.487.554 donde
el capital de trabajo es de $25.873.133 y el capital fijo de inversión es $146.614.421 (14).
Se consideró una depreciación lineal a 10 años sin valor de salvamento:
En cuanto a los costos de producción, para los gastos de personal de operación se mantendrán
igual que en la primera propuesta:
Para el costo de supervisión directa se mantendrán igual que en la primera propuesta:
Con respecto a los costos por agua se determinara el gasto de agua ocupado por cantidad de
solvente recuperado. Para la primera propuesta considerando el balance de masa y energía se
tiene una razón de gasto de:
Se estima que el proceso de destilación tendrá una duración 50 minutos considerando el
tiempo de destilación en las experiencias de laboratorio, además se realizará una operación
diaria.

145
Hay que destacar que de los 5 días que se trabajará en el proceso, no todos los días se
realizara la destilación, ya que hay días en los que se llenara el estanque de decantación y se
dejara en proceso de decantación de un día.
Se consideraran 2 destilaciones a la semana:
Teniendo en cuenta la razón de consumo de agua por solvente recuperado, se determinó el
gasto anual de agua.
Tomando en cuenta el valor del costo de agua indicado en la propuesta N°1, el costo anual de
agua para esta propuesta es de:
Para los costos de energía eléctrica nuevamente solo los equipos que consumen energía
eléctrica son:
Caldera Thermopac.
Bomba de fluido térmico.
Bomba para agua de enfriamiento.

146
Por lo que los gastos de energía eléctrica se mantienen igual que en la propuesta anterior:
Los costos del fluido térmico también se mantienen:
ñ
Para determinar la cantidad de borra producida anualmente se determinará la razón de
producción de borra por cantidad de solvente recuperado:
Para la producción anual de borra se tiene:
Considerando la tarifa del costo por tratamiento de borra en la propuesta N°1, el costo anual
por borra es de:
Los gastos de mantención y reparación son un 6% del capital total de inversión (14):

147
Los gastos de suministros de operación son un 15% de los gastos de mantención y operación
(14):
Los costos por seguros son un 1% del capital fijo de inversión (14):
Finalmente en la tabla 36 se muestra un resumen de los costos anuales de producción:
Tabla 36: Resumen de costos anuales de producción para la propuesta N° 2.
Costos Anuales involucrados Personal de operación $ 26.880.000 Costo de supervisión directa $ 4.032.000 Costo de agua de enfriamiento $ 742.975 Costo de energía eléctrica $ 5.327.868 Costo de fluido térmico $ 5.096.464 Costo por tratamiento de borra $ 3.883.976 Costo de mantención y reparación $ 10.349.253 Costo de suministro de operación $ 1.552.388 Depreciación $ 17.248.755 Seguros $ 1.466.144 Costo anual total de producción $ 76.579.823

148
7.4. Capital total de inversión y costos involucrados en la propuesta N°3. En esta propuesta se consideró los equipos que se nombran a continuación:
Bombas neumáticas.
Estanque para Decantar.
Equipo de Destilación automatizado.
De estos equipos, se planea invertir en el destilador automatizado, se conoce el costo FOB del
equipo de una capacidad de 2200 l y se requiere uno de 2700 l, por lo que se debe escalar. El
costo de este equipo tiene un total de .
La información completa de este equipo se encuentra en el anexo A-3.
El escalamiento se realizara con un factor confiable de 0,7:
(14)
Donde:
Considerando que el costo FOB es un 80% del costo CIF, se tiene (14):
149
Ahora considerando el IVA:
El costo de instalación del equipo es un de un 39% del costo del equipo considerando una
planta solido fluido por el método de los porcentajes (14):
Los gastos de honorarios al contratista son de un 19% del costo del equipo considerando una
planta solido fluido por el método de los porcentajes (14):
Se estiman gastos en contingencias de un 37% del costo del equipo considerando una planta
solido fluido por el método de los porcentajes (14):
Es estima el costo de la puesta en marcha de un 9% del capital fijo de inversión considerando
una planta solido fluido por el método de los porcentajes (14):
(14)

150
(14)
El capital de trabajo es un 15% del capital total de inversión (14):
(14)
EL resumen del capital total de inversión se muestra en la tabla 37:
Tabla 37: Resumen de inversión, propuesta N°3.
Inversión Costo del equipo $ 309.021.548 Instalación del equipo $ 120.518.404 Honorarios al contratista $ 58.714.094 Contingencias $ 114.337.973 Puesta en marcha $ 59.597.013 Inversión fija $ 662.189.031 Capital de trabajo $ 116.856.888 Capital total de inversión $ 779.045.919
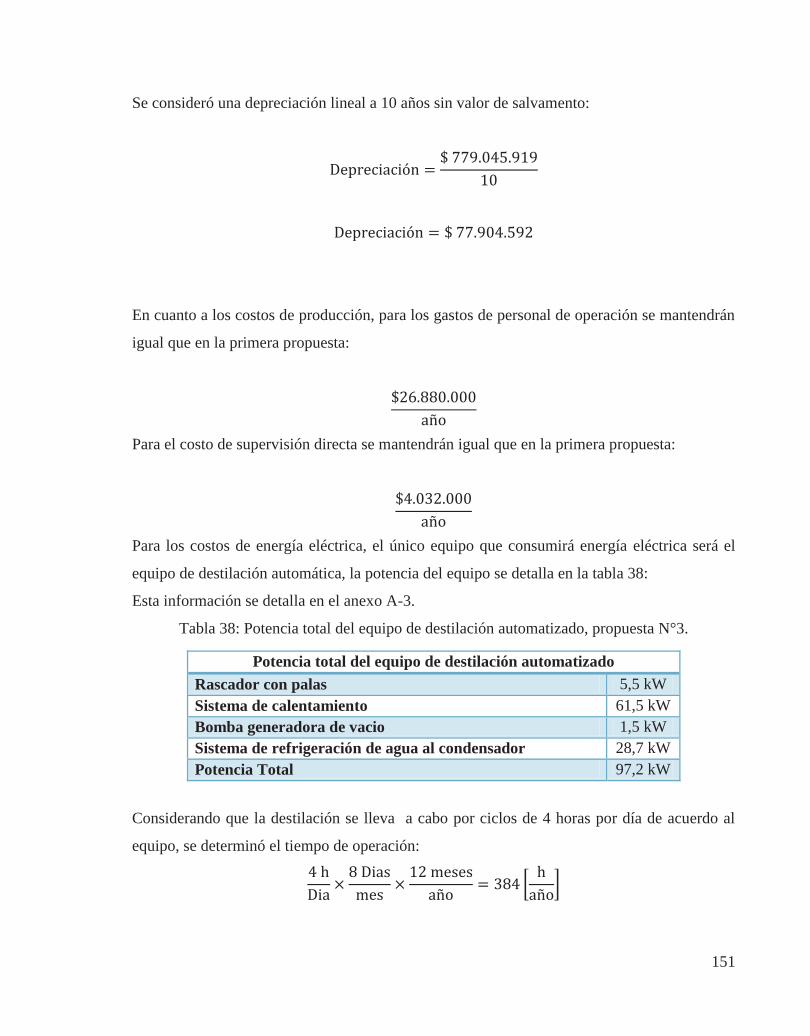
151
Se consideró una depreciación lineal a 10 años sin valor de salvamento:
En cuanto a los costos de producción, para los gastos de personal de operación se mantendrán
igual que en la primera propuesta:
Para el costo de supervisión directa se mantendrán igual que en la primera propuesta:
Para los costos de energía eléctrica, el único equipo que consumirá energía eléctrica será el
equipo de destilación automática, la potencia del equipo se detalla en la tabla 38:
Esta información se detalla en el anexo A-3.
Tabla 38: Potencia total del equipo de destilación automatizado, propuesta N°3.
Potencia total del equipo de destilación automatizado Rascador con palas 5,5 kW Sistema de calentamiento 61,5 kW Bomba generadora de vacio 1,5 kW Sistema de refrigeración de agua al condensador 28,7 kW Potencia Total 97,2 kW
Considerando que la destilación se lleva a cabo por ciclos de 4 horas por día de acuerdo al
equipo, se determinó el tiempo de operación:
152
Teniendo en cuenta esto se determina el gasto de kW-h por año:
Bajo la tarifa de energía eléctrica indicada en las propuestas anteriores, el costo anual de
energía eléctrica es:
Con respecto a los costos por borra, para determinar la cantidad de borra producida
anualmente se determinará la razón de producción de borra por cantidad de solvente
recuperado:
Para la producción anual de solvente recuperado, se tiene:
Para la producción anual de borra se tiene:
Considerando la tarifa del costo por tratamiento de borra indicada en las propuestas
anteriores, el costo anual por borra es de:
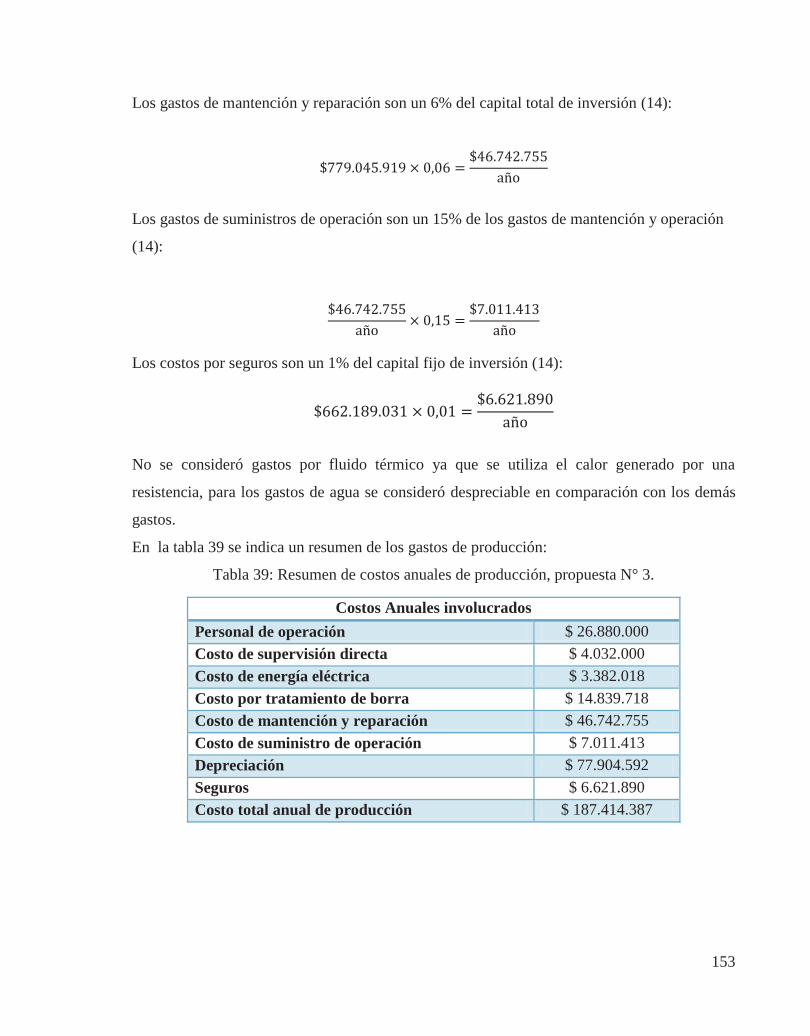
153
Los gastos de mantención y reparación son un 6% del capital total de inversión (14):
Los gastos de suministros de operación son un 15% de los gastos de mantención y operación
(14):
Los costos por seguros son un 1% del capital fijo de inversión (14):
No se consideró gastos por fluido térmico ya que se utiliza el calor generado por una
resistencia, para los gastos de agua se consideró despreciable en comparación con los demás
gastos.
En la tabla 39 se indica un resumen de los gastos de producción:
Tabla 39: Resumen de costos anuales de producción, propuesta N° 3.
Costos Anuales involucrados Personal de operación $ 26.880.000 Costo de supervisión directa $ 4.032.000 Costo de energía eléctrica $ 3.382.018 Costo por tratamiento de borra $ 14.839.718 Costo de mantención y reparación $ 46.742.755 Costo de suministro de operación $ 7.011.413 Depreciación $ 77.904.592 Seguros $ 6.621.890 Costo total anual de producción $ 187.414.387

154
7.5. Decisión de la propuesta Luego de haber calculado el costo anual de producción de cada propuesta y también de la
situación actual en Pinturas Tricolor S.A, se puede tomar una decisión sobre cuál de las
opciones planteadas genera un ahorro. Para determinar esta elección se analizará la diferencia
entre el costo anual de producción de cada propuesta y la situación actual de Pinturas Tricolor
S.A. Considerando esto, se indica un resumen de los costos anuales de producción para cada
caso en la tabla 40:
Tabla 40: Costos anuales de producción para cada opción.
Opción Costo anual de producción Situación Actual -$ 64.350.729 Propuesta N°1 -$ 47.043.710 Propuesta N°2 -$ 76.579.823 Propuesta N°3 -$ 187.414.387
Como se puede observar, el costo anual de producción varía ampliamente para cada opción,
esto se debe a que para cada propuesta hay diferentes costos involucrados en la producción de
un solvente más limpio, además en algunas propuestas, como es el caso de la propuesta N°2 y
N°3 existen inversiones iniciales que son de un gran valor, estas inversiones provocan un
aumento en el costo anual de producción. Dentro de las opciones con respecto a la solución
del desecho de solventes, la opción que genera más costos es la propuesta N°3, esto se debe
principalmente a la inversión en el equipo de destilación automatizado, ya que involucra otros
gastos relacionados con él que son de una gran magnitud. Caso contrario ocurre con la
propuesta N°1 la cual implica un menor costo anual de producción que todas las propuestas,
incluso un costo menor que la situación actual de enviar solventes sucios a tratamientos en
otras empresas, esto se debe principalmente a que no requiere de alguna inversión y solo
involucra costos de producción que no llegan a ser tan altos como los de la situación actual de
Pinturas Tricolor S.A.

155
Considerando el análisis antes descrito, la propuesta que resulta ser más factible es la
propuesta N°1.
Para determinar el ahorro causado por la elección de esta propuesta se decidió realizar un
flujo de caja neto y un flujo de caja acumulado (tablas 41 y 42) para las diferencias de costos
entre la propuesta N°1 y la situación actual de enviar solventes desechados a tratamientos.
Con el flujo de caja neto se calculo el valor actual neto (V.A.N) y luego se llevo a una
anualidad bajo el costo anual equivalente (C.A.U.E), ambos valores se calcularon de la
siguiente manera:
Para el V.A.N se tiene:
(16)
Donde:
Para el C.A.U.E se tiene:
(16) Donde:
El V.A.N y el C.A.U.E se indican en la tabla 43.

156
Tabla 41: Flujo de caja neto y acumulado para el ahorro causado por la propuesta N°1, parte 1.
Años 0 1 2 3 4
Utilidades - $ 17.307.019 $ 17.307.019 $ 17.307.019 $ 17.307.019
Depreciación (-) - $ 0 $ 0 $ 0 $ 0
Valor venta - - - - -
U.A.I - $ 17.307.019 $ 17.307.019 $ 17.307.019 $ 17.307.019
Impuesto (20%) - -$ 3.461.404 -$ 3.461.404 -$ 3.461.404 -$ 3.461.404
U.D.I - $ 13.845.615 $ 13.845.615 $ 13.845.615 $ 13.845.615
Depreciación - $ 0 $ 0 $ 0 $ 0
Inversión $ 0 - - - -
FCN $ 0 $ 13.845.615 $ 13.845.615 $ 13.845.615 $ 13.845.615
FCA $ 0 $ 13.845.615 $ 27.691.230 $ 41.536.846 $ 55.382.461

157
Tabla 42: Flujo de caja neto y acumulado para el ahorro causado por la propuesta N°1, parte 2.
Tabla 43: V.A.N y C.A.U.E generado por el ahorro.
Años 5 6 7 8 9 10
Utilidades $ 17.307.019 $ 17.307.019 $ 17.307.019 $ 17.307.019 $ 17.307.019 $ 17.307.019
Depreciación (-) $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Valor venta - - - - - $ 0
U.A.I $ 17.307.019 $ 17.307.019 $ 17.307.019 $ 17.307.019 $ 17.307.019 $ 17.307.019
Impuesto (20%) -$ 3.461.404 -$ 3.461.404 -$ 3.461.404 -$ 3.461.404 -$ 3.461.404 -$ 3.461.404
U.D.I $ 13.845.615 $ 13.845.615 $ 13.845.615 $ 13.845.615 $ 13.845.615 $ 13.845.615
Depreciación $ 0 $ 0 $ 0 $ 0 $ 0 $ 0
Inversión - - - - - -
FCN $ 13.845.615 $ 13.845.615 $ 13.845.615 $ 13.845.615 $ 13.845.615 $ 13.845.615
FCA $ 69.228.076 $ 83.073.691 $ 96.919.306 $ 110.764.922 $ 124.610.537 $ 138.456.152
V.A.N $ 69.487.939 C.A.U.E $ 13.845.615
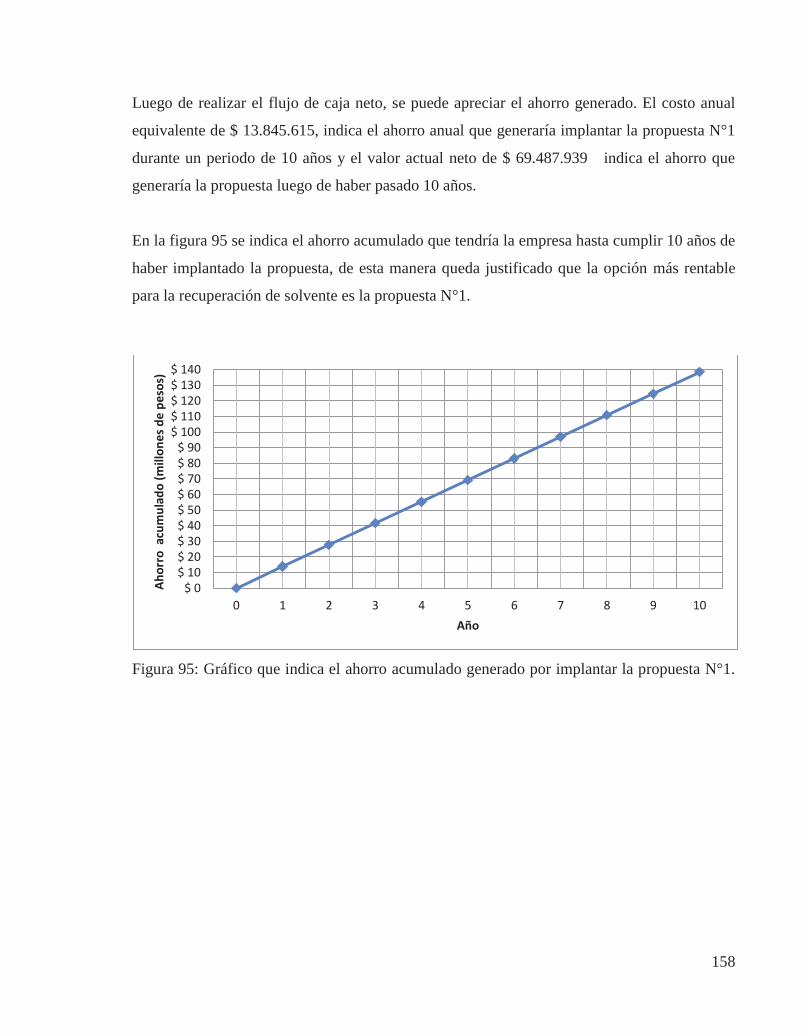
158
Luego de realizar el flujo de caja neto, se puede apreciar el ahorro generado. El costo anual
equivalente de $ 13.845.615, indica el ahorro anual que generaría implantar la propuesta N°1
durante un periodo de 10 años y el valor actual neto de $ 69.487.939 indica el ahorro que
generaría la propuesta luego de haber pasado 10 años.
En la figura 95 se indica el ahorro acumulado que tendría la empresa hasta cumplir 10 años de
haber implantado la propuesta, de esta manera queda justificado que la opción más rentable
para la recuperación de solvente es la propuesta N°1.
Figura 95: Gráfico que indica el ahorro acumulado generado por implantar la propuesta N°1.
$ 0$ 10$ 20$ 30$ 40$ 50$ 60$ 70$ 80$ 90
$ 100$ 110$ 120$ 130$ 140
0 1 2 3 4 5 6 7 8 9 10
Ahor
ro a
cum
ulad
o (m
illon
es d
e pe
sos)
Año

159
8. Conclusiones Al comenzar la investigación de la presente tesis, la finalidad era determinar si un sistema de
purificación de solvente podría generar ahorro en Pinturas Tricolor S.A. Considerando esto se
determino la situación actual en cuanto al desecho de solvente, donde registraron gastos de
gran magnitud que justificarían la implementación de un proceso como este. Se determino el
proceso correspondiente del proceso de purificación y se ajusto a lo que la empresa podría
incorporar dentro de un proceso de este tipo, de a acuerdo a esto se establecieron 3 propuestas
diferentes que tendrían el mismo propósito de producir un solvente que cumpliera la labor de
limpieza de los estanques de producción y además se realizaron diferentes pruebas de
laboratorio donde se demostró que el porcentaje de recuperación de solvente es alto para
diferentes muestras que consideraron una etapa de filtrado como las que no. Sin embargo esta
etapa de filtrado si influye en la etapa de destilación al momento de obtener un solvente más
puro ya que permite una separación de fases más efectiva entre el solvente y el agua en la
etapa de decantación.
Considerando el equipo necesario para cada propuesta se realizo un análisis de costos de
producción para cada caso, con el fin determinar si alguna de las propuestas involucraba un
menor costo anual con respecto a la situación actual de enviar solvente a tratamientos en otras
empresas, se concluyo que el sistema de purificación de la propuesta N°1, el cual no involucra
una inversión en equipos nuevos, genera un ahorro anual de $ 13.845.615, este sistema solo
involucra una etapa de decantación y destilación, es capaz de producir un solvente de menor
calidad que las demás propuestas, pero que sin embargo puede cumplir con la finalidad de
utilizarse como agente de limpieza en los estanques que lo requieren.
Cabe destacar que la obtención de un solvente de mejor calidad implicaría una inversión que
generaría costos más grandes con respecto a lo que se realiza actualmente en Pinturas Tricolor
S.A, pero con la implementación de la propuesta N°1 se generarían ahorros que podrían ser
destinados a invertir en esta área de la empresa, con el fin de mejorar el sistema de
purificación e inclusive producir un solvente con las cualidades necesarias para poder fabricar
productos o destinar a ventas.
160
9. Bibliografía
1.Pinturas Tricolor S.A, archivos planta de riles.
2.Pinturas Tricolor S.A, Manual de operaciones.
3.http://web.idrc.ca/uploads/user-S/11437600891gr-02_10-solventes_pag83-88.pdf, visitada
el 09/12/2014.
4.Comision Nacional del Medio Ambiente–Region Metropolitana, Guia para el control y
prevención de la contaminación industrial, publicada en junio de 1999 .
5.National Polutant Inventory, Emission Estimation Technique Manual for Solvent Recycling,
publicada en julio de 1999.
6.Smith-Van Ness-Abbott, Introducción a la termodinámica en ingeniería química, quinta
edición, editorial Mc Graw Hill.
7.http://www.lenntech.es/filtro-de-prensa-para-lodos.htm, visitada el 23/01/2015.
8.http://antiguo.minenergia.cl/minwww/export/sites/default/02_Noticias/descargas_noticias/N
orma_Tecnica_Actualizada.pdf, visitada el 08/10/2015.
9. Donald Q.Kern, Procesos de transferencia de calor, primera edicion, editorial Mc Graw
Hill.
10.Perry, Manual del ingeniero químico, sexta edición, editorial Mc Graw Hill.
11.Pinturas TricolorS.A, departamento de medio ambiente.
12.Pinturas Tricolor S.A, departamento de mantencion de equipos.
13.http://portal.esval.cl/oficina-virtual/tarifas/valparaiso/, visitada el 21/12/2015.
14.Max S.Peters-Klaus D.Timmerhaus, Plant design and economics for chemical engineers,
cuarta edicion, editorial Mc Graw Hill.
15.http://www.mil-specproducts.com/products/HEAT-TRANSFER-OIL-S2-X, visitada el
23/12/2015.
16.Cesar Aching Guzman, Matematicas financieras para la toma de decisiones empresariales,
primera edicion, editorial Serie Mypes.

161
10. Anexos 10.1. Anexo A-1
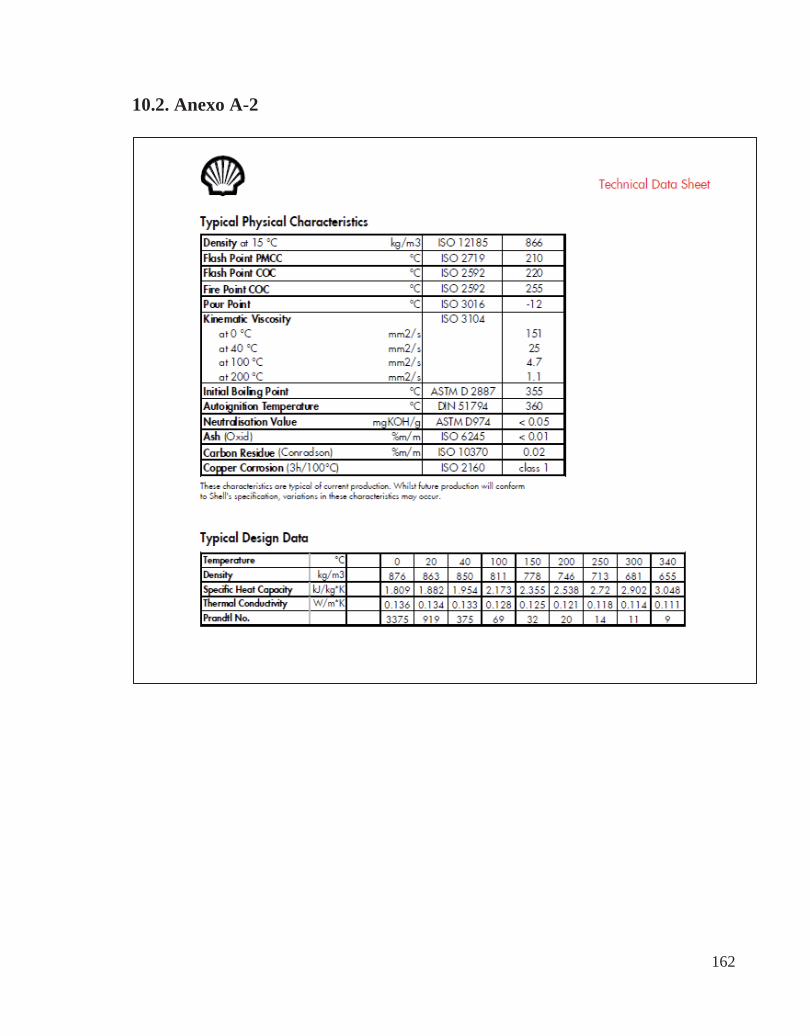
162
10.2. Anexo A-2

163
10.3. Anexo A-3

164

165
166

167

168

169

170

171
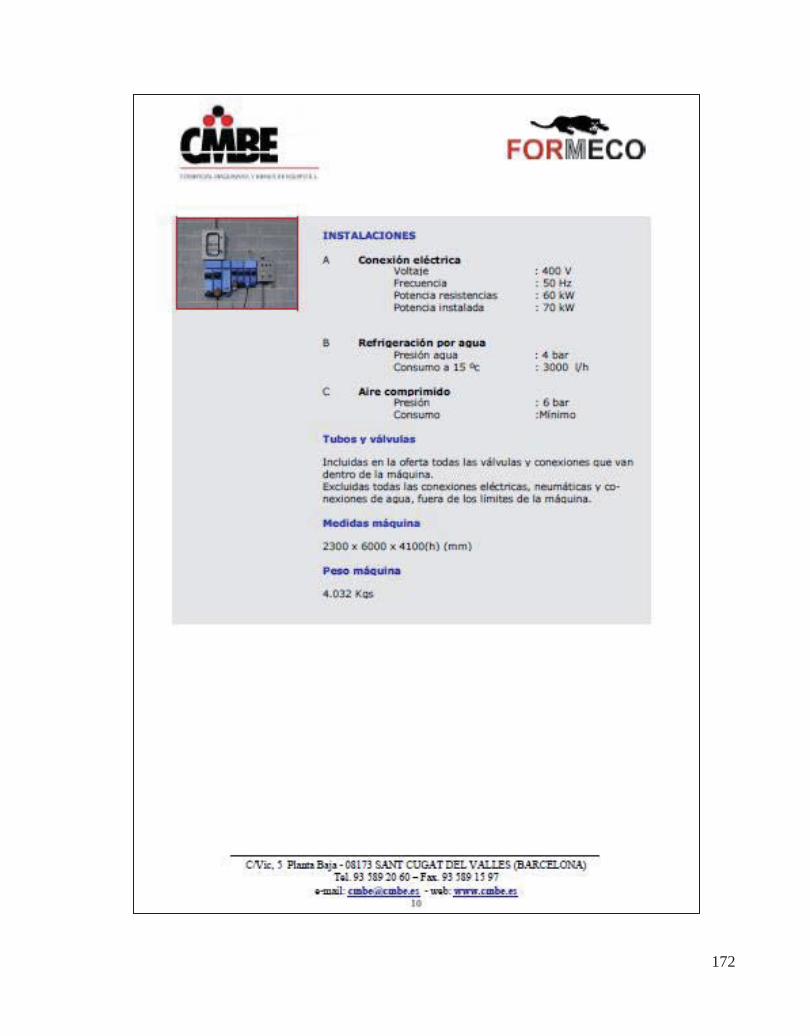
172

173

174
10.4. Anexo A-4

175

176