-
8/2/2019 Expo Matriceria
1/12
FACULTAD DE MECANICA
ESCUELADEINGENIERAMECNICA
PATRICIO LVAREZ 570530NOV2011
ESCUELA SUPERIORPOLITECNICA DE CHIMBORAZO
http://www.espoch.edu.ec/index.php?action=inicio
-
8/2/2019 Expo Matriceria
2/12
RECTIFICADO
Consiste en el empleo de unaherramienta provista de
granosabrasivos aglutinados quearrancan pequeas partculas de
la pieza que se trabaja.
Para realizar un agujero de una dimensin concreta en una chapa
de un espesor determinado elpunzn debe tener la misma dimensin que
el agujero deseado y la matriz deber tener una dimensinun poco
mayor. Esa diferencia de dimensiones es conocida como tolerancia de
corte de la matriz.
-
8/2/2019 Expo Matriceria
3/12
Los valores de la tolerancia pueden variar desde un 15% a un 25%
en funcindel espesor y tipo de material. Como regla general se
podra aplicar comotolerancia de corte un 15% para el aluminio, un
20% para el acero y un 20-25%para el inoxidable.
A continuacin mostramos una tabla en la cual se sugieren unas
tolerancias de
corte orientativas para el punzonado de diferentes
materiales.
-
8/2/2019 Expo Matriceria
4/12
-
8/2/2019 Expo Matriceria
5/12
CUNTOSGOLPESPUEDODARANTESDERECTIFICARUNPUNZNOMATRIZ?
Uno de esos factores es el espesor y el tipo de chapa que se est
punzonando. Esta claro que lafuerza necesaria para punzonar
aluminio de 1 mm no es la misma que para punzonar 4 mm
deinoxidable. Cuanta ms fuerza sea necesaria ms se desgastar el
utillaje.
Otro factor es el uso correcto de las tolerancias del cual ya
hemos hablado anteriormente. Si lastolerancias no son correctas y
las fracturas no se encuentran el utillaje deber realizar ms
esfuerzospara realizar un agujero.
Como problemas de alineacin se puede dar el caso de que los
centros del punzn y de la matriz nocoincidan y/o que la posicin
angular de estos no sea correcta.
Tambin es importante para la vida del utillaje lubrificar los
punzones, las guas y la chapa.
Mecanizar radios de construccin en las esquinas de los utillajes
puede aumentar la vida de losutillajes.
Se les pueda nitrurar o aplicarle un recubrimiento que aumente
su dureza y reduzca el coeficiente defriccin.
Pero lo ms importante de todo en condiciones de funcionamiento
adecuadas de mquina paramejorara la vida de los utillajes es
mantenerlos en las mejores condiciones de corte posibles. Para
elloes necesario rectificarlos frecuente y adecuadamente.
La recomendacin habitual a la hora de rectificar un utillaje es
tener que rectificar unos 0,25 mm. Estoquiere decir que tanto en el
punzn como en la matriz el filo de corte se ha convertido en un
radio de
0,25 mm. Hay que tener en cuenta que cada vez que se da un
punzonado se crea un microradio debidoal desgaste.
-
8/2/2019 Expo Matriceria
6/12
CUNTOSGOLPESPUEDODARANTESDERECTIFICARUNPUNZNOMATRIZ?
-
8/2/2019 Expo Matriceria
7/12
NGULOSDEAFILADOPARAELPUNZN
Tipo Descripcin
Angulo Simple
Angulo de Afilado Doble
Afilado en bisel
Afilado cnico
Reduce carga.
Flexiona punzn. Provoca roturas de portapunzn.
Para formas alargadas y rectangulares.
Reduce carga de punzn.
Ideal para cortes con punzn redondo.
-
8/2/2019 Expo Matriceria
8/12
CONSEJOS PARA RECTIFICADO DEPUNZN
Cortes excesivos al rectificar, el uso de una piedraincorrecta,
una piedra sin recubrimiento, o la falta derefrigerante son algunos
factores que pueden producirdaos al rectificar.
Los tipos de dao por rectificado incluyen decoloracin,grietas
superficiales y descamaciones.
Un afilado inadecuado puede producir fallascatastrficas en el
troquel ya que el punzn se puederomper debido a la carga y a las
grietas superficialescausadas por el calor al rectificar.
-
8/2/2019 Expo Matriceria
9/12
DISEOYVIDADELAMATRIZ
Soporte/apoyo adecuado de la matriz.
Suficiente espesor de las paredes y suficiente material por
debajo de la cavidad y entre cavidades
Individuales.
Radios y ngulos adecuados en la cavidad.
Dimensionado correcto de las superficies de contactoentre
matrices, y de las zonas de salida para rebabas.
-
8/2/2019 Expo Matriceria
10/12
-
8/2/2019 Expo Matriceria
11/12
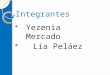
MATERIAL ESPESOR CHAPA GOLPES RECTIFICADO
Acero Inoxidable
Latn
Acero Inoxidable
Latn
0.7 a 1.2 mm
0.7 a 1.2 mm
1.2 a 6 mm
1.2 a 6 mm
12000 12500
15000 - 16000
6000 - 7000
7000 - 8000
0.5 0.9 mm
0.5 0.9 mm
0.5 0.7 mm
0.5 0.7 mm
-
8/2/2019 Expo Matriceria
12/12
BIBLIOGRAFA
MetalForming/Septiembre 2008 - http://mexico.pma.org
ACERO UDDEHOLM PARA FORJA www.uddeholm.com /www.assab.com
Colegio Tcnico Artesanal Leonardo Murialdo.
http://mexico.pma.org/http://www.assab.com/http://www.assab.com/http://mexico.pma.org/