Embed Size (px)
Citation preview

1

2
Facultad de Ingeniería de Sistemas y Electrónica
Carrera de Ingeniería Mecatrónica
“Implementación de un Sistema de
Control Automático en el Sistema de
Recuperación de Aire en Sopladora de
Botellas Plásticas”
Autor: Pebes Reyes, Christian Alfonso
Para obtener el Título Profesional de Ingeniero Mecatrónico
Asesor: Ing. Tirado Mendoza, Gabriel Augusto
Lima - Perú
2018

3

4
DEDICATORIA
Mi trabajo va dedicado a mi
madre, esposa, hermano y a los
asesores que estuvieron
disponibles siempre.
5
AGRADECIMIENTOS
Agradecer en primer lugar a Dios por iluminarme en este camino largo de metas, por darme la
vida y salud para poder desarrollarme, ya que sin él no tendría sentido mi vida; a mi madre por
darme las fuerzas de seguir adelante y siempre apoyarme en los momentos más difíciles; a mi
esposa que con su paciencia supimos manejarnos como enamorados en su momento ya ahora
casados formado una familia; a mi suegra que en todo momento me apoyó en casa tratando
siempre se hacerme sentir tranquilo haciéndome sentir una mamá más en mi vida; a mi
hermano y mi padre que son partícipes de todo lo que soy. No puedo dejar de lado también a
mi abuela que está en el cielo cuidándome y estoy seguro que desde arriba se siente orgullosa
de mí, a mis compañeros y profesores que también formaron parte de mi vida en 6 años,
compartiendo conocimientos.
6
RESUMEN
Hoy en día, en nuestro país, tener energía eléctrica quizá ya no es un privilegio, es ahora una
necesidad. Sin embargo, ¿hasta dónde el consumidor es consciente de tener una cultura de
ahorro energético? Vemos que en los lugares alejados de nuestra capital se requiere la energía,
con nuestro informe creemos que sumamos al ahorro energético que necesita el mundo.
Los procesos de fabricación de la botella soplada PET utilizan aire comprimido en gran
cantidad, siendo este proceso uno de los más costosos por tener equipos de consumo
energético. Por tanto, cualquier ahorro en el proceso de fabricación es una oportunidad. Así, se
identifica que en el proceso de recuperación de aire había una oportunidad de ahorro
energético, específicamente en el sistema de generación de aire de baja presión que alimenta a
la sopladora. Entonces, la empresa decide instalar un sistema de control automático al
compresor de aire de baja presión.
Después de la implementación, se lograron resultados positivos que contribuyeron al ahorro de
energía eléctrica (kilo watts hora) en el proceso de generación sin afectar la calidad de botella.
Palabras claves: sistema automático, sistema de recuperación de aire comprimido

Contenido
CAPÍTULO 1 ........................................................................................................................... 2
Aspectos generales ................................................................................................................... 2
1.1. Definición del problema ................................................................................................ 2
1.1.1. Descripción del problema .......................................................................................... 2
1.1.2. Formulación del problema ......................................................................................... 4
1.2. Definición de objetivos ................................................................................................. 4
1.2.1. Objetivo general ......................................................................................................... 5
1.2.2. Objetivos específicos ................................................................................................. 5
1.2.3. Alcances y limitaciones .............................................................................................. 5
1.2.4. Justificación ................................................................................................................ 6
1.2.5. Estado de arte ............................................................................................................. 6
CAPÍTULO 2 ........................................................................................................................... 8
MARCO TEÓRICO ................................................................................................................ 8
2.1. Fundamento teórico ....................................................................................................... 8
2.1.1. PLC (controlador lógico programable) ...................................................................... 8
2.1.1.1. Clasificación de PLC ............................................................................................... 9
2.2. Presostato .................................................................................................................... 10
2.3. Sopladora de botellas PET .......................................................................................... 11

2.3.1. Proceso de soplado ................................................................................................... 11
2.3.2. Sistema ARS ............................................................................................................ 14
2.4. Compresor de aire tipo tornillo lubricado ................................................................... 16
2.4.1. Proceso de compresión ............................................................................................. 16
2.4.2. Componentes de un compresor de tornillo ............................................................... 17
2.4.3. Funcionamiento interno del compresor de tornillo lubricado .................................. 18
2.4.4. Regulación del compresor ........................................................................................ 21
2.4.5. Diferentes ejecuciones de los compresores de tornillo lubricado ............................ 23
CAPÍTULO 3 ......................................................................................................................... 24
DESARROLLO DE LA SOLUCIÓN ................................................................................... 24
3.1. Diagrama de bloques ................................................................................................... 24
3.2. Esquema eléctrico del PLC ......................................................................................... 25
3.3. Funcionamiento ........................................................................................................... 25
3.4. Implementación ........................................................................................................... 26
3.5. Desarrollo del problema .............................................................................................. 28
3.6. Planificación del proyecto ........................................................................................... 31
3.6.1. Elaboración del WBS (work breakdown structure) ................................................. 31
3.6.2. Diccionario del WBS (work breakdown structure) ................................................. 32
3.6.3. Diagrama de bloques gerencial ................................................................................ 37
3.6.4. Cronograma de actividades ...................................................................................... 38
3.6.5. Identificación de los recursos para la ejecución del proyecto .................................. 39
3.6.6. Evaluación financiera ............................................................................................... 40
CAPÍTULO 4 ......................................................................................................................... 42
RESULTADOS ..................................................................................................................... 42
4.1. Resultados ................................................................................................................... 42
CONCLUSIONES ................................................................................................................. 50
Recomendaciones .................................................................................................................. 50
ANEXOS ................................................................................................................................... 51
GLOSARIO ............................................................................................................................... 56
BIBLIOGRAFÍA ....................................................................................................................... 57
Lista de figuras
Figura 1: Árbol de problemas de “Implementación de un sistema de control automático en el
sistema de recuperación de aire en sopladora de botellas plásticas” en la Compañía
Cervecera Ambev Perú S. A. C. ................................................................................................... 3
Figura 2: Esquema de un PLC ................................................................................................... 8
Figura 3: PLC compacto ........................................................................................................... 9
Figura 4: PLC modular ............................................................................................................ 10
Figura 5: Presostato de aire ..................................................................................................... 11
Figura 7: Sopladora Sidel SBO 10-1. ....................................................................................... 13
Figura 8: Válvulas de recuperación de aire de soplado .......................................................... 14
Figura 9: ARS implementado en sopladora Sidel SBO 10-1 .................................................... 15
Figura 10: Procesos de recuperación de aire. ......................................................................... 15
Figura 11: Procesos de compresión ......................................................................................... 16
Figura 12: Funcionamiento de compresor tipo tornillo ........................................................... 19
Figura 13: Compresor de aire de baja presión de tornillo ...................................................... 23
Figura 14: Diagrama de bloques del proyecto. ........................................................................ 24
Figura 15: Esquema eléctrico del panel electrónico de compreso (PLC) .............................. 25
Figura 16: Menú sección de operación de compresor Ingersoll Rand SSR-EP60 de aire de
baja presión ............................................................................................................................... 27
Figura 17: Implementación del sistema desde la recuperación hacia el compresor ............... 27
Figura 18: Implementación de presostato y PLC. .................................................................... 28
Figura 19: Diagrama del programa para PLC Siemens, software Logo Comfort_V7 ............ 28
Figura 20: Diagrama del programa para PLC Siemens, software Logo Comfort_V7 ............ 29
Figura 21: Lista de funciones del programa para PLC Siemens software Logo Comfort_V7 30
Figura 22: WBS (work breakdown structure) ......................................................................... 31
Figura 23: Diagrama de Gantt ................................................................................................. 37
Figura 24: Asignación de recursos ........................................................................................... 40
Figura 25: Curva en S .............................................................................................................. 41
Figura 26: Informe de recuperación de aire ............................................................................ 42
Figura 27: Matriz de probabilidad de impacto ........................................................................ 46
Figura 28: Plan de respuestas a los riesgos ............................................................................. 48
Figura 29: Ahorro económico después de la implementación en un 62 % .............................. 49

Lista de tablas
Tabla 1: Árbol de problemas de “Implementación de un sistema de control automático en el
sistema de recuperación de aire en sopladora de botellas plásticas” en la Compañía Cervecera
Ambev Perú S. A. C. ................................................................................................................... 4
Tabla 2: Consumo de aire presurizado Sidel SBO 10-1 ........................................................... 12
Tabla 3: Descripción de generación de aire de compresor de baja .......................................... 12
Tabla 4: Identificación del problema ........................................................................................ 32
Tabla 5: Descripción de la implementación ............................................................................. 32
Tabla 6: Tiempos y costos ........................................................................................................ 32
Tabla 7: Generación de aviso en SAP ...................................................................................... 33
Tabla 8: Generación de orden de compra ................................................................................. 33
Tabla 9: Generación de orden de mantenimiento a personal ................................................... 34
Tabla 10: Seguimiento de actividades de orden de mantenimiento ......................................... 34
Tabla 11: Montaje e instalación de equipos eléctricos ............................................................. 34
Tabla 12: Cierre de orden de mantenimiento ........................................................................... 35
Tabla 13: Pruebas de funcionamiento ...................................................................................... 35
Tabla 14: Verificación posintervención ................................................................................... 36
Tabla 15: Liberación de hoja de servicio ................................................................................. 36
Tabla 16: Generación de informe final ..................................................................................... 36
Tabla 17: Capacitación a los involucrados ............................................................................... 37
Tabla 18: Cronograma de actividades ...................................................................................... 38
Tabla 19: Identificación de los recursos ................................................................................... 39
Tabla 20: Valorización de materiales ....................................................................................... 40

Tabla 21: Flujo de proyecto ...................................................................................................... 41
Tabla 22: Horas de trabajo de compresor antes de la implementación .................................... 43
Tabla 23: Horas de trabajo de compresor después de la implementación ................................ 43
Tabla 24: Consumo de energía eléctrica antes de la implementación ...................................... 44
Tabla 25: Consumo de energía eléctrica por formato después de la implementación ............. 44
Tabla 26: Gestión de riesgos .................................................................................................... 45
Tabla 27: Identificación y análisis de riesgos .......................................................................... 47
Tabla 28: Datos del suministro eléctrico .................................................................................. 48
Tabla 29: Cálculo económico de la implementación ............................................................... 48

1
INTRODUCCIÓN
En el presente informe de suficiencia profesional se explica cómo desarrollar un sistema de
control automático del sistema de recuperación específicamente aplicado a un compresor de aire
en el sistema de generación de aire comprimido. Este sistema se ejecutará en un área de una
empresa de fabricación de botellas de plástico.
La Compañía Cervecera Ambev Perú S. A. C. conoce este escenario de impacto económico y
ambiental. Por ello, se decidió a instalar un sistema de recuperación de aire presurizado en sus
sopladoras para poder tener una oportunidad de ahorro energético.
Las sopladoras, compresores de aire de baja y alta presión son parte de un proceso de producción
de botellas plásticas y no cuentan con sistemas automáticos completos para sus procesos de
producción, por lo que impedía las interconexiones entre ellas, es decir, tenemos sistemas
manuales, aislados y manipulaciones innecesarias.
Con esta situación, se optó por implementar un controlador en el compresor de aire de baja
presión con la finalidad de que pueda controlar su encendido y apagado, cuando el proceso
neumático lo requiera.
2
CAPÍTULO 1
Aspectos generales
En esta etapa se describe las causas, los problemas, los efectos y los objetivos relacionados con la
“implementación de un control automático en el sistema de recuperación de aire en sopladora de
botellas plásticas”. Vamos a describir el árbol de problemas, esta metodología nos ayudará a
saber las diferentes causas que originan el problema principal del consumo de energía eléctrica en
la Compañía Cervecera Ambev Perú S. A. C.
1.1. Definición del problema
1.1.1. Descripción del problema
La Compañía Cervecera Ambev Perú S. A. C. es una compañía que se dedica a la fabricación de
botellas plásticas para su propio embotellado y posterior comercialización de bebidas
carbonatadas para el grupo CBC Perú y PepsiCo que se encuentra entre las tres compañías de
embotellado líderes del Perú, el cual constantemente busca mejoras e innovaciones en sus
procesos y procedimiento operacionales para obtener rentabilidad en el negocio. En esta etapa del
presente informe, explicaremos plantearemos el problema que tiene el área de soplado. La
Compañía Cervecera Ambev Perú S. A. C. adquirió estas máquinas en el 2005 como proyecto de
fabricación de botellas plásticas sopladas para el área de embotellado, para así disminuir los
costos de fabricación por compañías terceras. Las máquinas sopladoras tienen el año de
fabricación de 1994, por tal motivo no cuentan con todos los sistemas de recuperación y
tecnologías en sus procesos. Estas máquinas son mecánicas y, tal como el compresor de aire de
baja presión, su sistema es descontinuado.

3
Actualmente, el área de soplado es el área que más consume energía eléctrica, debido a que tiene
equipos compresores de aire de grandes potencias.
Figura 1: Árbol de problemas de “Implementación de un sistema de control automático en el sistema de
recuperación de aire en sopladora de botellas plásticas” en la Compañía Cervecera Ambev Perú S. A. C.
Fuente: (Elaboración propia)

4
Tabla 1: Árbol de problemas de “Implementación de un sistema de control automático en el
sistema de recuperación de aire en sopladora de botellas plásticas” en la Compañía Cervecera
Ambev Perú S. A. C.
Control manual de compresor de aire en la Compañía Cervecera Ambev Perú S. A. C.
Causas Efectos
Poca tecnología en compresor de aire de baja Aumento de costo de producción
Panel de control de compresor con
herramientas incompletas
Funcionamiento de compresor en modo
semiautomático
En etapa de alivio, sigue consumiendo
energía
Altos consumos de energía eléctrica
Fuente: (Elaboración propia)
En la tabla 1 del árbol de problemas de “Implementación de un sistema de control automático en
el sistema de recuperación de aire en sopladora de botellas plásticas”, se observa que el problema
principal en la Compañía Cervecera Ambev Perú S. A. C. es que el compresor de aire de baja
presión no modula su consumo de energía eléctrica. Sus causas son la poca tecnología utilizada
en el compresor de aire de baja, así como tener un panel electrónico en compresor limitado. En
efecto, existe un aumento de producción y también el funcionamiento del compresor en modo
semiautomático.
1.1.2. Formulación del problema
¿Cómo mejorar el sistema de recuperación de aire comprimido en sopladora de botellas?
1.2. Definición de objetivos
En esta etapa, se definirá el objetivo general y objetivos específicos que busca este proyecto.

5
1.2.1. Objetivo general
Implementar un sistema de control automático que permitirá el encendido y apagado del
compresor de aire de baja presión, a través de un PLC (Controlador Lógico Programable)
instalado en el panel de control del compresor de aire de baja en la Compañía Cervecera Ambev
Perú S. A. C.
1.2.2. Objetivos específicos
a) Realizar la programación del PLC Logo de Siemens para el sistema de control
automático.
b) Asegurar un control automático mediante un circuito eléctrico en el sistema de
generación de aire comprimido.
c) Garantizar un proceso continuo, optimizando consumo de energía eléctrica.
1.2.3. Alcances y limitaciones
Esta etapa explica alcances y limitaciones de la implementación del control en el compresor de
aire de baja presión en la Compañía Cervecera Ambev Perú S. A. C.
1.2.3.1. Alcances
a) Esta implementación puede aplicarse en cualquier compresor de la marca Ingersoll
Rand, ya que funciona con señales externas e internas.
b) Monitoreo de presión por un presostato de aire que estará conectado con el tanque
pulmón de recepción.
c) El sistema de recuperación solo es aplicable para producciones en formatos grades.
1.2.3.2. Limitaciones
a) Escasa información de sistemas de recuperación de aire para compresores.

6
b) La programación y cableado del PLC solo es posible en este tipo de controlador.
1.2.4. Justificación
El área de fabricación de botellas de plástico actualmente es el área que tiene mayor consumo de
energía eléctrica, el acondicionamiento del controlador PLC permitirá que el compresor se
apague y se encienda automáticamente, logrando el ahorro de energía eléctrica.
La implementación es rentable por la inversión a bajo costo y con mano de obra propia.
1.2.5. Estado de arte
(López León, 2015), en su tesis “Acondicionamiento de un controlador para la expulsión de
productos plásticos por inyección de aire”, plantea implementar un PLC Logo como solución de
mejorar el proceso de inyección de plástico a fin de reducir las mermas por productos de mala
calidad, utilizando un programar puntual y desarrollo.
(Alvarez Balanta, 2009), en su tesis “Simulación proyecto de automatización compresores de aire
en Coca Cola Femsa”, hace mención de la búsqueda de ahorro de energía eléctrica, a través de la
automatización de los compresores de aire, ya que los compresores no tendrán que estar
encendidos si no son necesarios. Los operarios no tendrán que estar pendientes de un bajonazo en
la presión de descarga del compresor para, posteriormente, encender otro, ya que esta acción se
realizará de forma automática y de manera inmediata. En su tesis, muestra los beneficios que
tiene la automatización en el proceso de generación de aire. Asimismo, hace mención que, a
partir de la automatización de encendidos de compresores de aire, se reducirá el impacto
ambiental por ruido entre otros beneficios.
(Compresor, Mundo del, 2017) habla de la importancia del ahorro energético para los sistemas de
aire comprimido, haciendo hincapié a dos cosas muy importantes: las auditorías y reparación de
7
fuga de aire, los cuales son pilares fundamentales para alcanzar una eficiencia óptima en la
generación de aire comprimido. En la actualidad, a las compañías el kWh está costando un
promedio de S/ 0.40, pues si hacemos cálculo por tener compresores encendidos debido a fugas,
cuanto estarían pagando las empresas, es una reflexión que tenemos que hacer.
8
CAPÍTULO 2
MARCO TEÓRICO
2.1. Fundamento teórico
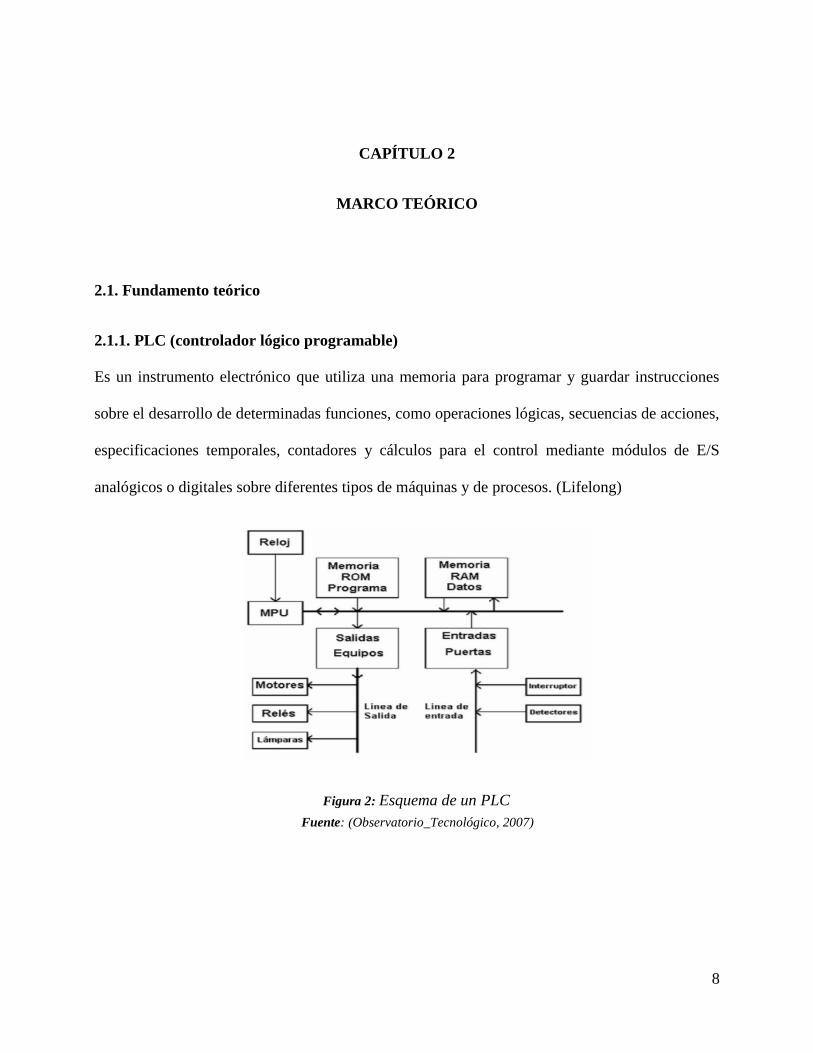
2.1.1. PLC (controlador lógico programable)
Es un instrumento electrónico que utiliza una memoria para programar y guardar instrucciones
sobre el desarrollo de determinadas funciones, como operaciones lógicas, secuencias de acciones,
especificaciones temporales, contadores y cálculos para el control mediante módulos de E/S
analógicos o digitales sobre diferentes tipos de máquinas y de procesos. (Lifelong)
Figura 2: Esquema de un PLC
Fuente: (Observatorio_Tecnológico, 2007)

9
2.1.1.1. Clasificación de PLC
Por la variedad de tipos distintos de PLC, tanto en sus funciones, como capacidad, en el número
de I/O, en su tamaño de memoria, en su aspecto físico y otros, tiene varias categorías.
PLC compactos
Contienen CPU, PS, módulos de entrada y salida en un único paquete. Solo existe un número fijo
de entradas y salidas digitales (no mayor a 30); uno o dos canales de comunicación (para
programar el PLC y la conexión de los buses de campo) y HMI. Además, puede haber una
entrada para el contador de alta velocidad y una o dos entradas y salidas analógicas. Para
aumentar el número de las entradas y salidas de un PLC compacto individual, se incrementa,
además, los módulos que pueden ser conectados. Estos se colocan en un paquete, similar al del
mismo PLC. (Life Long)
Figura 3: PLC compacto
PLC modular
Fuente: (Festo, 2017)
10
Este tipo de PLC es más robusto y tiene más funciones que los PLC compactos. La CPU, SM, CP
y otros módulos se encuentran en paquetes separados y se comunican a través de un sistema bus.
Tiene un número limitado para los módulos, pero, en la mayoría de los casos, este puede
aumentarse. Además, los PLC modulares pueden utilizar un elevado número de entradas/salidas,
soportan programas grandes para industrias, guardan más datos y operan bajo el modo de
multitarea. Normalmente, se utilizan para el control, regulación, posicionamiento, procesamiento
de datos, manipulación, comunicación, monitorización, servicios web, etc. (Long, Life)
Figura 4: PLC modular
2.2. Presostato
Es un aparato que tiene un receptor de aire. Dependiendo la presión de ingreso, cierra o abre un
circuito eléctrico interno. Normalmente, trabaja en sistemas ligeros y económicamente es rentable
y robusto para la industria.
Fuente: (Siemens)

11
Figura 5: Presostato de aire
Fuente: (Danffos, 2017)
2.3. Sopladora de botellas PET
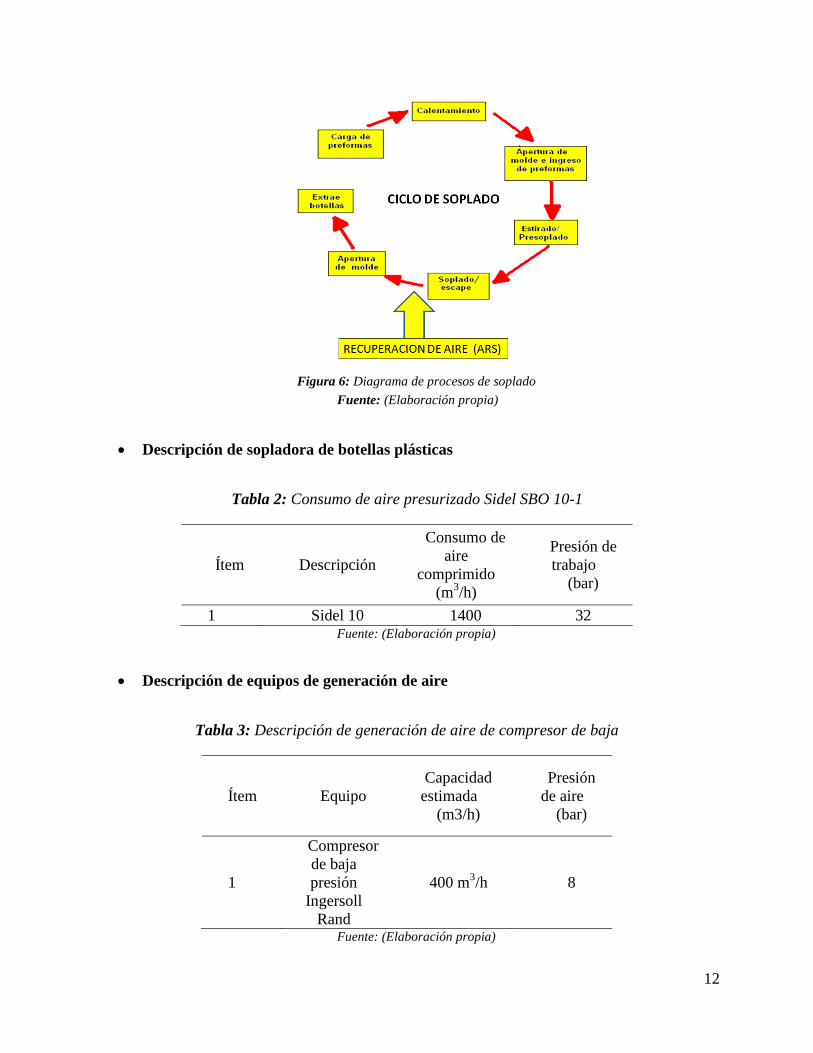
2.3.1. Proceso de soplado
En este proceso se utiliza la producción de envase PET (Tereftelato de polietileno) para orientar a
las mleulas en forma biaxial. Este ordenamiento permite mejorar las propiedades físicas,
transparencias y calidad de soplado.
Una botella plástica se plasma en tres procesos:
a) Estirado. La deformación longitudinal se presenta cuando ingresa el vástago.
b) Presoplado. Se inserta aire a baja presión 8 bar en forma simultánea al ingreso del
vástago a las preformas lo que acompaña el crecimiento longitudinal y la vez aumenta
diametralmente.
c) Soplado. Inyección de aire alta presión de 30 bar etapa donde forma los pétalos de las
botellas.
12
Figura 6: Diagrama de procesos de soplado
Descripción de sopladora de botellas plásticas
Tabla 2: Consumo de aire presurizado Sidel SBO 10-1
Ítem Descripción
Consumo de
aire
comprimido
(m3/h)
Presión de
trabajo
(bar)
1 Sidel 10 1400 32 Fuente: (Elaboración propia)
Descripción de equipos de generación de aire
Tabla 3: Descripción de generación de aire de compresor de baja
Ítem Equipo
Capacidad
estimada
(m3/h)
Presión
de aire
(bar)
1
Compresor
de baja
presión
Ingersoll
Rand
400 m3/h 8
Fuente: (Elaboración propia)
Fuente: (Elaboración propia)

13
Hace dos años la Compañía Cervecera Ambev Perú S. A. C. instaló un sistema de recuperación
de aire en la sopladora SBO10, llamado ARS. Esta implementación tuvo como objetivo
retroalimentar aire a su propio sistema, es decir, el aire recuperado servía como suministro para
aire de mandos neumáticos de la propia sopladora,
En esta transición, el proveedor que instaló el sistema comentó que había demasiado aire
recuperado, es decir, aparte de recuperar para su propio sistema, había aire de sobra. Por tanto, se
tomó la decisión por instalar una línea de tubería hacia los tanques pulmones de aire de baja
presión; de esta manera, no se desperdiciaba.
Figura 7: Sopladora Sidel SBO 10-1.
Fuente: (Sidel, 2017)

14
Figura 8: Válvulas de recuperación de aire de soplado
Fuente: (Technoplan Engineering, 2013)
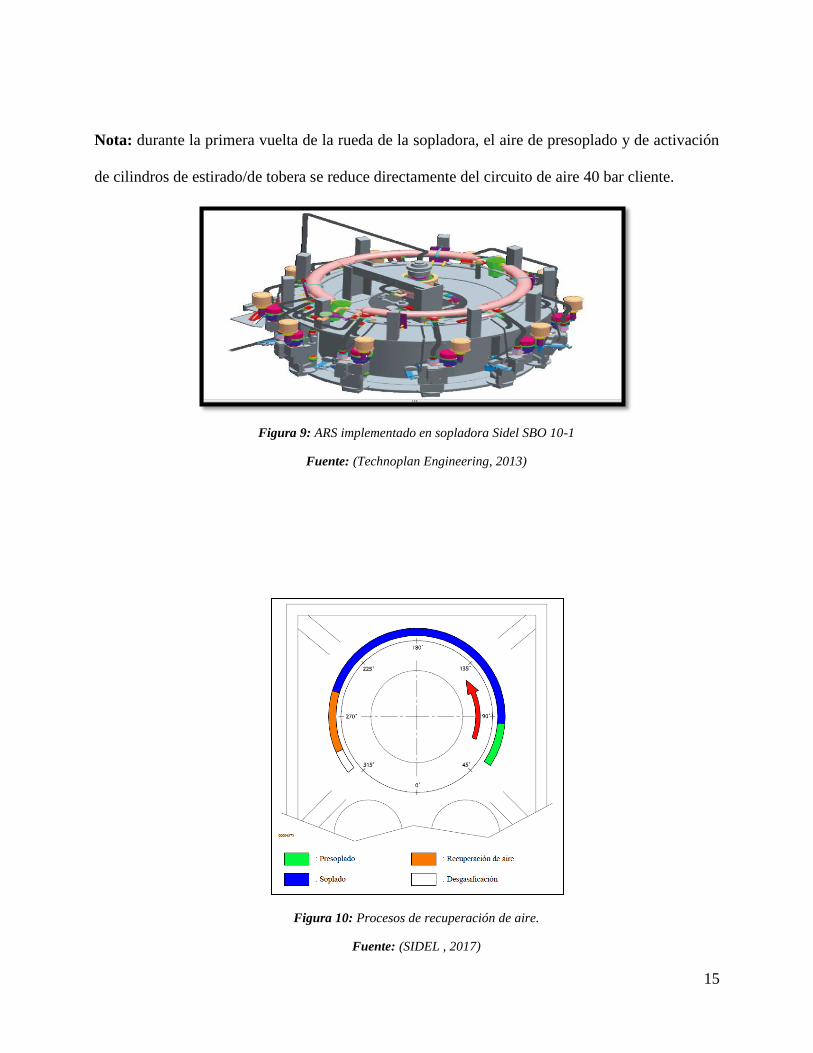
2.3.2. Sistema ARS
La opción de recuperación de aire de soplado permite recuperar, durante la producción, una parte
del aire perdido durante la fase de desgasificación del artículo, para poder utilizarla de nuevo en
aire:
De presoplado
De activación de cilindros de estirado y de tobera
Disponible a los pies de la máquina para un uso externo
El aire utilizado para el presoplado proviene de la línea presurizada de aire después del proceso
soplado, entonces, exclusivamente del aire recuperado y ya no se reduce del circuito de aire 40
bar del cliente.
El aire restante no utilizado es a continuación evacuado durante la fase de desgasificación del
artículo.
15
Nota: durante la primera vuelta de la rueda de la sopladora, el aire de presoplado y de activación
de cilindros de estirado/de tobera se reduce directamente del circuito de aire 40 bar cliente.
Figura 9: ARS implementado en sopladora Sidel SBO 10-1
Fuente: (Technoplan Engineering, 2013)
Figura 10: Procesos de recuperación de aire.
Fuente: (SIDEL , 2017)

16
2.4. Compresor de aire tipo tornillo lubricado
Son equipos de desplazamiento positivo. Su funcionamiento de este equipo se basa en la
disminución del volumen del aire en la cámara de compresión que está encapsulado, como
consecuencia se da el incremento de la presión interna hasta llegar al valor de diseño.
(Compresor, Mundo del, 2017)
2.4.1. Proceso de compresión
En el esquema, el compresor está formado por dos rotores que giran en paralelo y en sentido
contrario en el interior de una carcasa. Estos dos rotores tienen una geometría diferente, siendo
uno de ellos el denominado "macho", el que entra en la cavidad del otro denominado "hembra",
para crear una cámara donde se acumula el aire aspirado. (Compresor, Mundo del, 2017)
Figura 11: Procesos de compresión
Fuente: (Compresor, Mundo del, 2017)
En la figura 11, dos rotores giran dentro de la carcasa, desplazando el aire desde el lado de
aspiración al de descarga. Este efecto se produce por su diseño espacial con forma de tornillo
helicoidal.
El aire circula longitudinalmente a través de ambos tornillos directamente a la zona contraria a la
aspiración, donde se produce el incremento de presión por reducción del espacio. El
desplazamiento continuo de los tornillos va acumulando aire en la zona de compresión hasta

17
alcanzar la presión requerida por el diseño del equipo, momento en el que el aire queda liberado
en la tubería de descarga, quedando el compresor en funcionamiento presurizando el sistema al
que se encuentra conectado.
El diseño helicoidal o helicoide está basado en el tornillo de Arquímedes, que consiste, en forma
básica, en una espiral montada sobre un cilindro. En el caso de los compresores, este diseño es
más complejo porque no solo sus perfiles están desarrollados de forma especial para conseguir la
máxima eficiencia, sino que su trabajo se basa en el funcionamiento de los dos tornillos (macho y
hembra) girando en paralelo.
En función de la aplicación, la presión de trabajo o el diseño de cada fabricante, el conjunto
formado por los dos tornillos y su carcasa puede tener diferentes componentes. En el presente
trabajo, analizaremos los componentes básicos. (Compresor, Mundo del, 2017)
2.4.2. Componentes de un compresor de tornillo
Un compresor de tornillo no solo está formado por los rotores que comprimen el aire, sino que
requiere de una serie de equipos adicionales que permitan accionar y controlar el funcionamiento
de dichos rotores. De forma general, los elementos que componen dicho compresor son los
siguientes:
a) Conjunto de rotores o tornillos. También conocido entre los compresorcitas como
AirEnd.
b) Motor de accionamiento principal. Habitualmente suele ser eléctrico (trifásico o
monofásico) o de combustión interna, pero, según su aplicación, puede ser otro tipo de

18
accionamiento, como los realizados por turbinas de vapor, motores neumáticos,
hidráulicos, etc.
c) Sistema de regulación y control de la aspiración. Un elemento importante en el
funcionamiento del compresor que permite la regulación de la entrada del aire en el
equipo.
d) Sistema de lubricación general del equipo completo. Los compresores llevan instalado
un circuito cerrado que incluye el sistema de filtrado y refrigeración del aceite.
e) Sistema de refrigeración del lubricante. Mantiene el lubricante a la temperatura óptima
de trabajo.
f) Sistema de enfriamiento del aire comprimido. Para reducir la temperatura del aire
comprimido a la idónea para su uso.
g) Sistema de filtrado. Indispensable para eliminar partículas y restos contaminantes del
aire comprimido.
h) Equipo de arranque y control. Cada compresor, en función de su diseño o aplicación,
lleva instalado un sistema de control que regula el funcionamiento del equipo, su arranque
y paro.
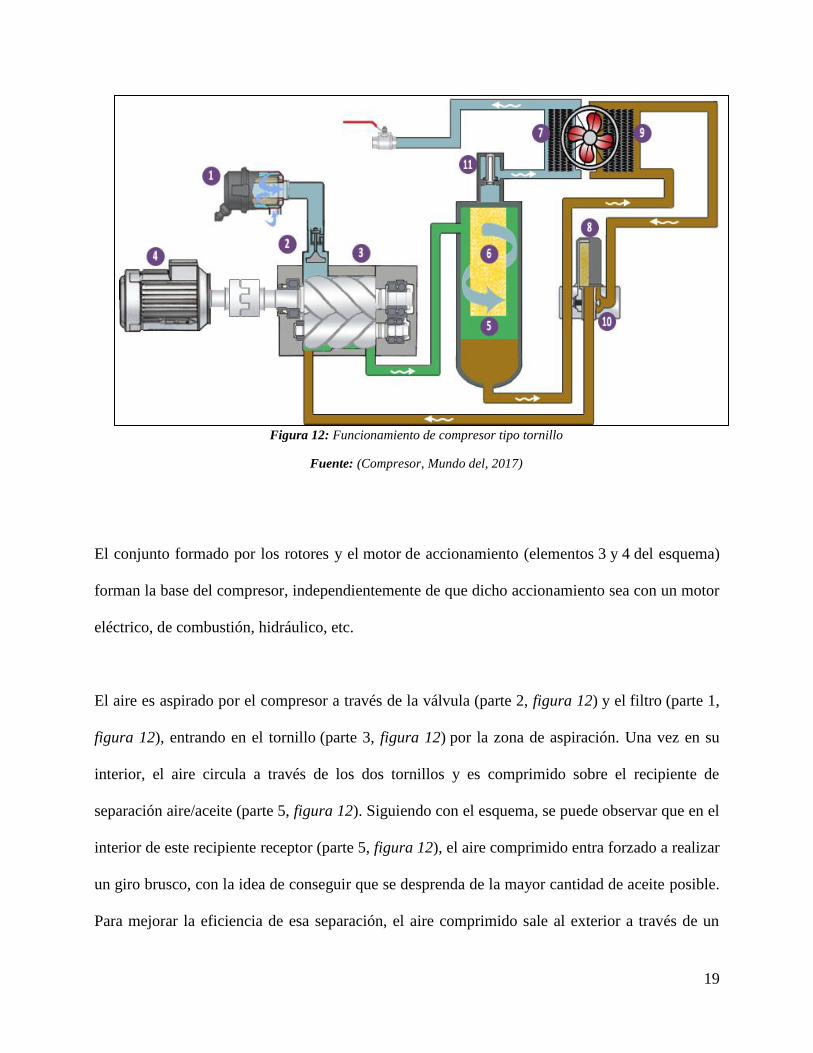
2.4.3. Funcionamiento interno del compresor de tornillo lubricado
Los equipos descritos anteriormente son montados e interconectados para formar el compresor de
tornillo lubricado, según se explica en el siguiente diagrama típico de este tipo de compresores:
19
Figura 12: Funcionamiento de compresor tipo tornillo
Fuente: (Compresor, Mundo del, 2017)
El conjunto formado por los rotores y el motor de accionamiento (elementos 3 y 4 del esquema)
forman la base del compresor, independientemente de que dicho accionamiento sea con un motor
eléctrico, de combustión, hidráulico, etc.
El aire es aspirado por el compresor a través de la válvula (parte 2, figura 12) y el filtro (parte 1,
figura 12), entrando en el tornillo (parte 3, figura 12) por la zona de aspiración. Una vez en su
interior, el aire circula a través de los dos tornillos y es comprimido sobre el recipiente de
separación aire/aceite (parte 5, figura 12). Siguiendo con el esquema, se puede observar que en el
interior de este recipiente receptor (parte 5, figura 12), el aire comprimido entra forzado a realizar
un giro brusco, con la idea de conseguir que se desprenda de la mayor cantidad de aceite posible.
Para mejorar la eficiencia de esa separación, el aire comprimido sale al exterior a través de un
20
filtro separador con propiedades coalescentes (parte 6, figura 12), que elimina el resto
de aceite en la corriente de aire hasta un residual muy pequeño (inferior a 3 ppm, según cada
fabricante).
Una de las características del proceso de compresión es la generación de calor. Evidentemente, el
aire no se puede entregar al sistema según sale del tornillo debido a su alta temperatura, que
puede oscilar alrededor de los 100 ºC. Por esa razón, los compresores van equipados con
unos intercambiadores de calor (parte 7, figura 12) con los que bajan la temperatura del aire
comprimido a la adecuada para su uso seguro. Estos intercambiadores pueden ser aire/aire o
aire/agua.
Antes de llegar el aire comprimido al intercambiador, este pasa por
la válvula de retención y mínima presión (parte 11, figura 12). Esta válvula tiene una doble
misión. Por un lado, mantiene la presión interna del circuito de aire a los valores mínimos
especificados por el fabricante y, por otro, evita el retroceso de aire desde la red.
La lubricación de estos compresores se realiza con un aceite especialmente formulado para este
trabajo. Una vez separado el aceite en el recipiente (parte 5, figura 12), este es conducido por un
circuito cerrado que incluye un sistema de filtrado (parte 8, figura 12) para eliminar las
impurezas que ha podido recoger del aire, y un refrigerador (parte 9, figura 12) para reducir su
temperatura. Una vez limpio y a la temperatura adecuada, el aceite es inyectado nuevamente en el
tornillo.
Pero el aceite de estos compresores no debe estar frio ni excesivamente caliente. Por ese motivo,
dentro del circuito de lubricación, una válvula termostática (parte 10, figura 12) determina si el
aceite fluye hacia el refrigerador o retorna directamente al tornillo, en función de la temperatura.

21
El aceite de lubricación de este tipo de compresores es un elemento vital para el funcionamiento
y rendimiento de los mismos. Es aconsejable usar un aceite adecuado, debido a que su uso en el
compresor cuenta con diferentes funciones:
a) Lubricar. El aceite se utiliza para lubricar los tornillos y los rodamientos.
b) Sellar. Es muy importante que la mínima tolerancia existente entre los rotores quede
sellada con el propio aceite de lubricación y evite la pérdida de eficiencia del conjunto.
c) Enfriar. El aceite inyectado es el fluido refrigerante con el cual se evacua el calor de
compresión.
2.4.4. Regulación del compresor
La regulación de un compresor de tornillo es una parte importante del funcionamiento del equipo.
Habitualmente, todos los compresores responden a una regulación basada en la presión del
sistema. Esto quiere decir que el compresor estará comprimiendo aire hasta que la presión del
sistema llegue al valor deseado.
Por esta razón, los compresores de tornillo trabajan entre una presión máxima y mínima para
regular su funcionamiento. Ahora bien, existen varias formas de hacer este trabajo:
a) En arranque y parada. El compresor arranca poniendo en marcha su motor principal
cuando la presión del sistema ha llegado a su valor mínimo, parando dicho motor
cuando la presión llegue a su valor máximo. Este sistema es poco habitual en los
compresores de tornillo lubricado, siendo utilizado únicamente en algunas
aplicaciones especiales y con equipos de baja potencia.
b) Carga/descarga. Este es el sistema más habitual. Como se puede ver en el esquema
de funcionamiento de un compresor de tornillo, aguas arriba del filtro, está situada la

22
válvula de aspiración (parte 2, figura 12). Esta válvula regula la entrada de aire en el
tornillo. Cuando el sistema llega al valor de presión mínima, la válvula de aspiración
abre y el tornillo aspira el aire exterior. Con esta maniobra, se dice que el compresor
ha entrado en carga.
Cuando en el sistema se llega a la presión máxima, la válvula de aspiración (parte 2,
figura 12) se cierra y el compresor deja de suministrar aire. En este momento, se dice
que el compresor está en descarga.
Esta maniobra se repite tantas veces como sea necesario para mantener la presión del
sistema entre los valores seleccionados. Durante todo este proceso, el motor principal
se mantiene en funcionamiento.
c) Carga/descarga con regulación proporcional. Este sistema se está dejando de usar
poco a poco. El funcionamiento de la válvula de aspiración es parecido al sistema
anterior, pero al llegar al valor de presión máxima, la válvula no cierra totalmente,
sino que comienza a cerrar parcialmente para mantener un valor de presión constante,
reduciendo o aumentando así la entrada de aire en el tornillo de forma proporcional. Si
el caudal llega a un punto excesivamente pequeño, la válvula de aspiración cierra
totalmente dejando el compresor en descarga.
d) Velocidad variable. Este es el sistema más avanzado en el control del caudal del
compresor y ha sustituido al anterior por su eficiencia en la regulación del caudal y el
ahorro de energía.
Se basa en la propiedad de estos compresores al ser de desplazamiento positivo, es
decir que por cada revolución desplazan un volumen determinado de aire. De esta
forma, aumentando la velocidad del compresor se incrementa el caudal y reduciéndola
se disminuye el mismo.

23
Esta ejecución es muy utilizada en instalaciones donde el usuario requiere de un
caudal de aire muy variable por la exigencia del proceso. Con esta regulación, se
consigue mantener una presión constante en el sistema y un consumo energético
proporcional al caudal requerido, con el consiguiente ahorro de energía.
2.4.5. Diferentes ejecuciones de los compresores de tornillo lubricado
Lo habitual en los compresores de tornillo lubricado es que todos los elementos descritos
anteriormente se monten sobre un bastidor, formando un solo conjunto. También es habitual que
el citado conjunto se proteja en el interior de una cabina que hace las funciones de protección e
insonorización, junto con el sistema de control y arranque para manejar el conjunto completo de
forma automática. (Compresor, Mundo del, 2017)
Figura 13: Compresor de aire de baja presión de tornillo
Fuente: (Ingersoll Rand, 2017)

24
CAPÍTULO 3
DESARROLLO DE LA SOLUCIÓN
3.1. Diagrama de bloques
En el siguiente diagrama de bloque se representa el proceso de soplador de botellas, secuencia de
recuperación de aire comprimido.
Figura 14: Diagrama de bloques del proyecto.
En la figura 14 describimos el funcionamiento del sistema de recuperación de aire comprimido,
cuando los compresores trabajan ligados con la sopladora de botellas. Después de 10 min, el
tanque pulmón del sistema de generación está presurizará gracias al sistema de recuperación de
aire de alta presión que tiene la sopladora, llegando la presión a los 12 bar en el sistema. Ahora
bien, el presostato de aire que está calibrado a esa presión, envía una señal digital al PLC y
manda apagar el compresor de aire de baja, el sistema sigue funcionando, ya que la sopladora
sigue recuperando aire mientras que sopla botellas. En caso exista una caída de presión por
debajo de 6 bar, el presostato de aire abre contacto y el PLC vuelven a encender el compresor de
Fuente: (Elaboración propia)

25
baja presión, el sistema será redundante en base al comportamiento de la presión. Ahora bien, el
sistema posee una válvula de seguridad en caso de sobrepresión y válvulas antirretorno.
3.2. Esquema eléctrico del PLC
Se muestra el esquema eléctrico entre el PLC y el panel del compresor en paralelo.
Figura 15: Esquema eléctrico del panel electrónico de compreso (PLC)
3.3. Funcionamiento
Etapa 1. El operador de turno enciende el compresor de aire en modo automático y empieza la
compresión.
Etapa 2. La sopladora empieza a enviar aire recuperado al sistema.
Etapa 3. El presostato detecta presión alta en el tanque pulmón y manda apagar el compresor.
Fuente: (Elaboración propia)
26
Etapa 4. A la espera de alguna caída de presión el compresor empieza a comprimir.
Etapa 5. El presostato detecta presión alta en el tanque pulmón y manda apagar el compresor.
3.4. Implementación
Antes de mostrar la implementación del control automático, mostraremos cómo se encontraba el
compresor de aire de baja presión sin la opción de apagado-encendido automático cuando el
equipo trabaja, y cómo quedó instalada la implementación realizada.
Los compresores de aire de baja presión por fábrica tienen todas las opciones habilitadas del
menú principal, pero la opción de apagado-encendido automático no la tiene. Es una
implementación propia según la necesidad. En este caso, el compresor se adquirió en el 2005 de
otra planta de la corporación, siendo usada para la repotenciación.
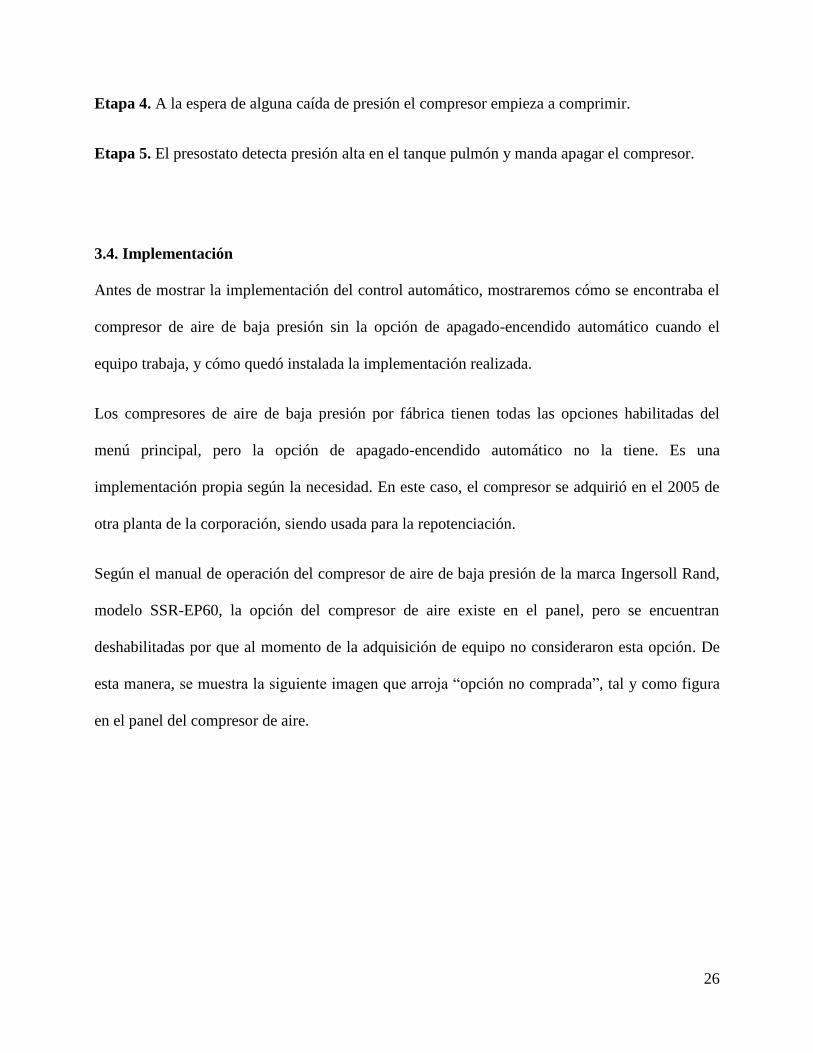
Según el manual de operación del compresor de aire de baja presión de la marca Ingersoll Rand,
modelo SSR-EP60, la opción del compresor de aire existe en el panel, pero se encuentran
deshabilitadas por que al momento de la adquisición de equipo no consideraron esta opción. De
esta manera, se muestra la siguiente imagen que arroja “opción no comprada”, tal y como figura
en el panel del compresor de aire.
27
Figura 16: Menú sección de operación de compresor Ingersoll Rand SSR-EP60 de aire de baja presión
Fuente: (Manual de operación Ingersoll Rand, 1999)
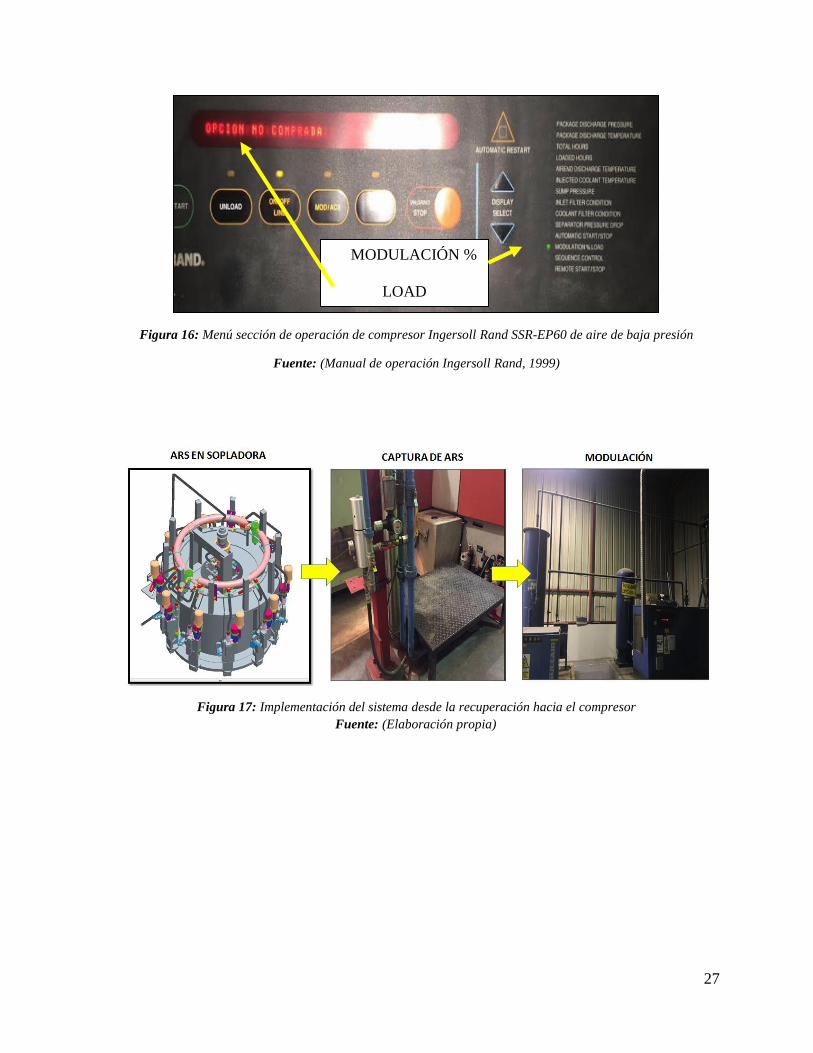
Figura 17: Implementación del sistema desde la recuperación hacia el compresor
MODULACIÓN %
LOAD
Fuente: (Elaboración propia)
28
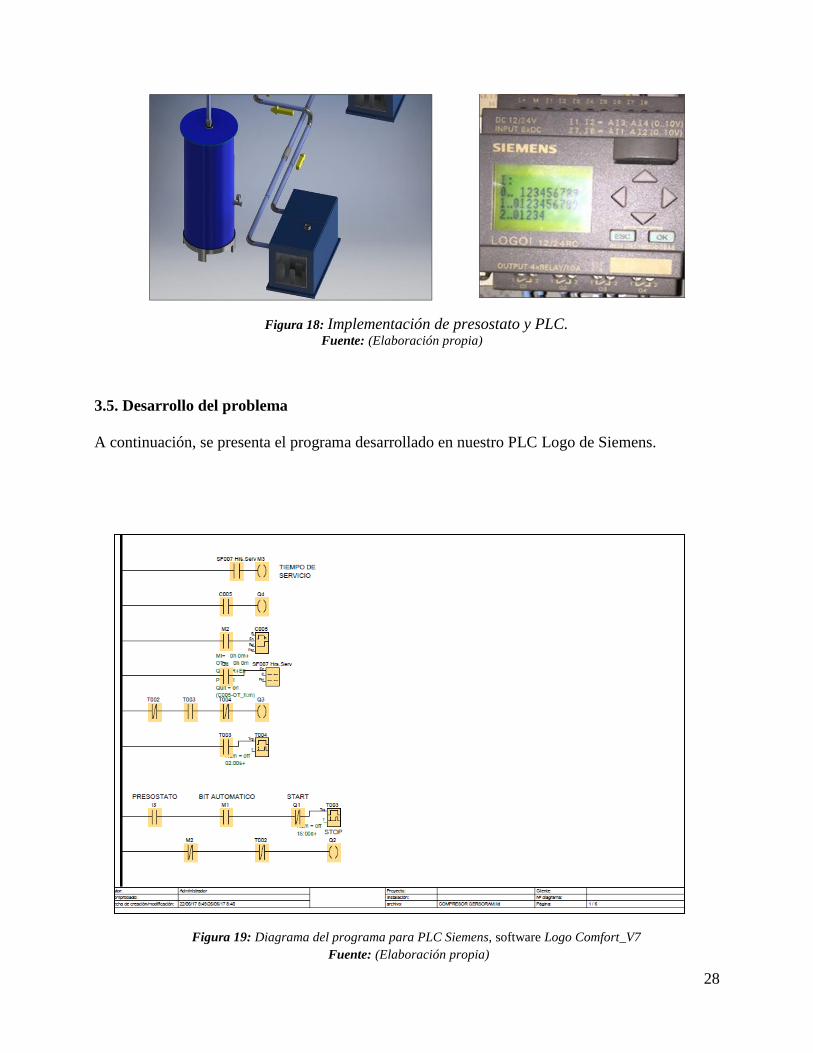
Figura 18: Implementación de presostato y PLC.
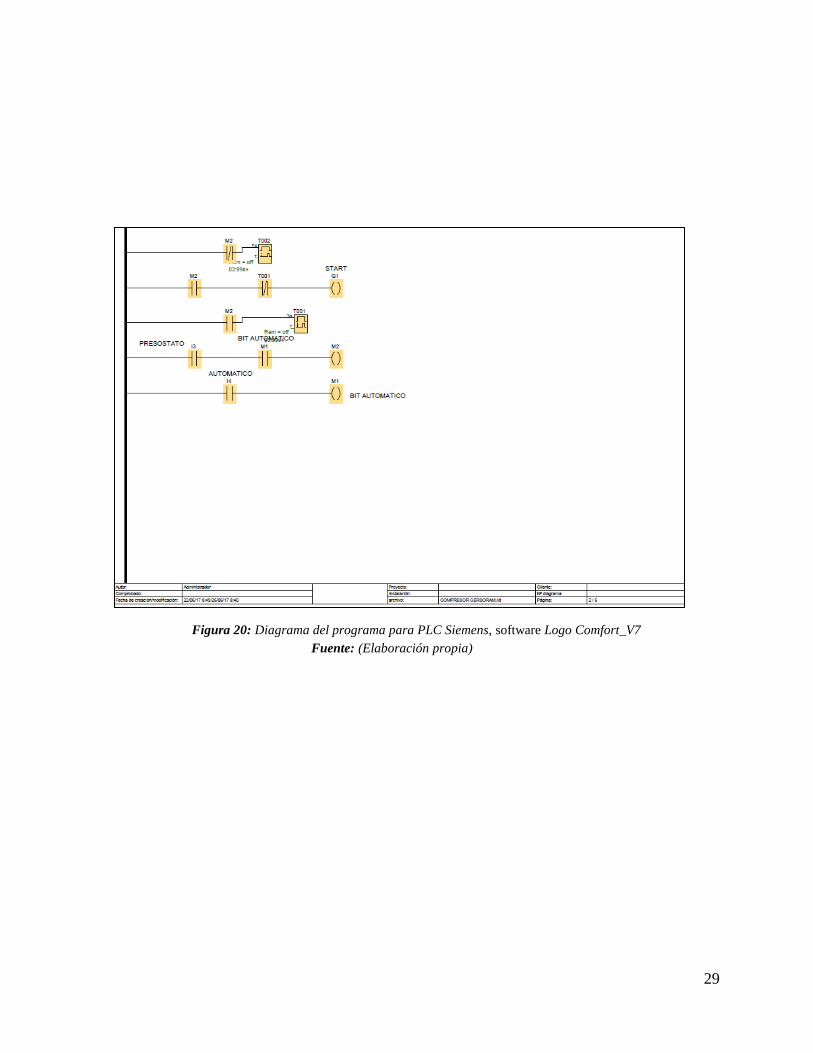
3.5. Desarrollo del problema
A continuación, se presenta el programa desarrollado en nuestro PLC Logo de Siemens.
Figura 19: Diagrama del programa para PLC Siemens, software Logo Comfort_V7
Fuente: (Elaboración propia)
Fuente: (Elaboración propia)
29
Figura 20: Diagrama del programa para PLC Siemens, software Logo Comfort_V7
Fuente: (Elaboración propia)

30
Figura 21: Lista de funciones del programa para PLC Siemens software Logo Comfort_V7
Fuente: (Elaboración propia)

31
3.6. Planificación del proyecto
Se presenta las siguientes informaciones:
Elaboración del WBS (work breakdown structure)
Diccionario del WBS (work breakdown structure)
Diagrama de los bloques gerenciales
3.6.1. Elaboración del WBS (work breakdown structure)
En este informe, elaboramos el WBS, o también conocido como EDT (estructura de
descomposición del trabajo), esto nos ayuda a tener la visibilidad de nuestro proyecto
Figura 22: WBS (work breakdown structure)
Implementación de un control automático en el sistema de recuperación de aire en sopladoras de botellas plásticas
1. Inicio
1.1 Identificación del problema
1.2 Descripción de la implentación
1.3 Tiempo y valorización
2. Planeamiento y programación
2.1 Generación de aviso en SAP
2.2 Generación de Orden de Compra
2.3 Generación de Orden de
mantenimiento
3. Intervención
3.1 Seguimiento de actividades de Orden
de mantenimiento
3.2 Montaje e instalación eléctrica
3.2 Cierre de Orden de Mantenimiento
4. Control
4.1 Pruebas de funcionamiento
4.2 Verificación Post Intervención
5. Cierre
5.1 Libación de Hoja de Servicio
5.2 Comunicación de informe Final
5.3 Capacitación a los involucrados
Fuente: (Elaboración propia)

32
3.6.2. Diccionario del WBS (work breakdown structure)
A continuación, vamos a describir el WBS:
Tabla 4: Identificación del problema
1.1. Identificación del problema
Descripción
Se verifica que en nuestro gerenciador de energía eléctrica de planta hay un
alto consumo de energía en el área de generación de aire. Se propone buscar
un ahorro.
Actividades Identificar el problema
Solución basada
Duración 3 días útiles
Responsable Jefe de proyectos
Fuente: (Elaboración propia)
Tabla 5: Descripción de la implementación
1.2. Descripción de la implementación
Descripción Se describe la propuesta de la implementación para que la gerencia de
Ingeniería realice la aprobación
Actividades Realizar Informe con argumentos solidos
Duración 1 día útil
Responsable Jefe de proyectos
Fuente: (Elaboración propia)
Tabla 6: Tiempos y costos
1.3. Tiempos y costos
Descripción
Se realiza el detalle de todos los componentes y equipos para fabricación que
se requieran para implementar la propuesta de solución, para esto se realizan
reuniones con diferentes proveedores para la generación de cotizaciones. De
acuerdo con el tiempo de entrega y precio de estas cotizaciones, se realiza la

33
selección de las ofertas que cumplan con lo requerido tanto en características
como precio.
Actividades
Listado de componentes y equipos para fabricación
Reuniones con proveedores
Selección de las mejores ofertas según característica y precio
Duración 1 día útil
Responsable Supervisor de ingeniería/técnico de automatización/jefe de proyectos
Fuente: (Elaboración propia)
Tabla 7: Generación de aviso en SAP
2.1. Generación de aviso en SAP
Descripción
Se realiza el aviso de mantenimiento en la base SAP para que se inicie el
ciclo de atendimiento al proyecto, luego pase a la generación de solicitud de
pedido.
Actividades
Generación de aviso
Generación de orden de mantenimiento
Generación de solicitud de pedido en SAP
Liberación de solicitud de pedido
Duración 1 día útil
Responsable Técnico de automatización/supervisor de planeamiento
Fuente: (Elaboración propia)
Tabla 8: Generación de orden de compra
2.2. Generación de orden de compra
Descripción
Según las cotizaciones seleccionadas, se procede a generar las órdenes de
trabajo por la fabricación de los equipos necesarios para la implementación
del proyecto. Se programa el envío de las OT a los proveedores
seleccionados.
Actividades
Generación de OC
Liberación de OC por el área de suministros

34
Conteo de generación de orden de compra
Duración 5 días útiles
Responsable Analista de compras
Fuente: (Elaboración propia)
Tabla 9: Generación de orden de mantenimiento a personal
2.3. Generación de orden de mantenimiento a personal
Descripción
Supervisor de planeamiento programa la orden de mantenimiento en SAP
para que técnicos ejecuten.
Actividades
Programación de OM
Asignación de hora en la orden de mantenimiento a los técnicos
Duración 1 día útil
Responsable Supervisor de planeamiento Fuente: (Elaboración propia)
Tabla 10: Seguimiento de actividades de orden de mantenimiento
3.1. Seguimiento de actividades de orden de mantenimiento
Descripción
Entrega en físico a técnicos de automatización y comunicación de trabajos a
los involucrados
Actividades
Entrega de orden de mantenimiento
Seguimiento de orden de mantenimiento
Duración 1 día útil
Responsable Supervisor de planeamiento/supervisor de ingeniería Fuente: (Elaboración propia)
Tabla 11: Montaje e instalación de equipos eléctricos
3.2. Montaje e instalación de equipos eléctricos
Descripción Instalación de equipos, cableado y programación en Logo
Actividades
Montaje de PLC
Montaje de presostato
Cableado

35
Modificación de esquema eléctrico del equipo actual
Duración 2 días útiles
Costos S/ 1100.00
Responsable Técnico de automatización/supervisor de ingeniería
Fuente: (Elaboración propia)
Tabla 12: Cierre de orden de mantenimiento
3.3. Cierre de orden de mantenimiento
Descripción
Instalados los equipos en el panel del compresor de baja presión, los técnicos
terminan la actividad y proceden a notificar la orden de mantenimiento, ellos
son los que cierran el círculo de la intervención.
Actividades Notificación de actividad concluida en el sistema SAP
Duración 1 día útil
Responsable Técnico de automatización/supervisor de ingeniería Fuente: (Elaboración propia)
Tabla 13: Pruebas de funcionamiento
4.1. Pruebas de funcionamiento
Descripción Una vez instalados los equipo se procede a realizar las pruebas en el
compresor de aire de baja presión
Actividades Coordinar con el área de soplado de botellas
Coordinar con el área de servicios
Duración 1 día útil
Responsable Técnico operador de compresores/técnico de automatización/supervisor de
ingeniería Fuente: (Elaboración propia)

36
Tabla 14: Verificación posintervención
4.2. Verificación posintervención
Descripción
El sistema se encuentra funcionando y operación tiene que dar la
conformidad de los sistemas ligados a la recuperación de aire.
Actividades
Reunión con el área involucrada para revisar si aún se tiene pendientes de
ejecutar en el proyecto
Duración 1 día útil
Responsable Técnico de automatización/supervisor de ingeniería/jefe de proyectos
Fuente: (Elaboración propia)
Tabla 15: Liberación de hoja de servicio
5.1. Liberación de hoja de servicio
Descripción
Una vez concluido las actividades operacionales y dando la conformidad del
área de servicios soplado, se procede a generar la hoja de servicios que es el
siguiente proceso de la generación de la orden de compra.
Tener en cuenta que para liberar, la área ya dieron la conformidad del
proyecto.
Actividades
El área de ingeniería procede a generar un código de número. Lo libera el
gerente de ingeniería y se comunica al proveedor para que proceda a
presentar su factura en planta Huachipa.
Duración 1 día útil
Responsable Analista de compras/jefe de proyectos
Fuente: (Elaboración propia)
Tabla 16: Generación de informe final
5.2. Generación de informe final
Descripción
El informe final nos permitirá la visibilidad de los procesos que fueron
ejecutados en el proyecto.
Actividades Enviar informe a gerencia de ingeniería y a las áreas involucradas

37
Duración 1 día útil
Responsable Supervisor de Ingeniería
Fuente: (Elaboración propia)
Tabla 17: Capacitación a los involucrados
5.3. Capacitación a los involucrados
Descripción Entrenar a los operadores de compresores de aire
Actividades Técnico de automatización realizara el entrenamiento
Duración 1 día útil
Responsable Técnico de automatización/ supervisor de ingeniería
Fuente: (Elaboración propia)
3.6.3. Diagrama de bloques gerencial
A continuación, se presenta el cronograma de actividades de acuerdo con el mapeo del WBS
Figura 23: Diagrama de Gantt
Fuente: (Elaboración propia)

38
3.6.4. Cronograma de actividades
A continuación, se presenta el cronograma de actividades para nuestro proyecto:
Tabla 18: Cronograma de actividades
Nombre de proyecto
Implementación de un control automático en el sistema de
recuperación de aire en sopladora de botellas Responsables Duración Comienzo Fin
21 días Lun. 05-09-16 Lun. 03-10-16
1. Inicio 6 días Lun. 05-09-16 Lun. 12-09-16
1.1. Identificación del problema JP 2 días Lun. 05-09-16 Mar. 06-09-16
1.2. Descripción de la implementación JP 2 días Mié. 07-09-16 Jue. 08-09-16
1.3. Tiempo y valorización TA/JP/SI 2 días Vie. 09-09-16 Lun. 12-09-16
2. Planeamiento y programación 3 días Mar. 13-09-16 Jue. 15-09-16
2.1. Generación de aviso en SAP TA 1 día Mar. 13-09-16 Mar. 13-09-16
2.2. Generación de orden de compra en SAP SP 1 día Mié. 14-09-16 Mié. 14-09-16
2.3. Generación de orden de mantenimiento SP 1 día Jue. 15-09-16 Jue 15-09-16
3. Intervención 4 días Vie. 16-09-16 Mié. 21-09-16
3.1. Seguimiento de órdenes de mantenimiento SP/SI 1 día Vie. 16-09-16 Vie. 16-09-16
3.2. Montaje e instalación de equipos eléctricos TA/SI 3 días Sáb 17-09-16 Mar. 20-09-16
3.3. Cierre de orden de mantenimiento TA/SI 1 día Mié. 21-09-16 Mié. 21-09-16
4. Control 3 días Jue. 22-09-16 Lun. 26-09-16
4.1. Pruebas de funcionamiento TA/SI 2 días Jue. 22-09-16 Vie 23-09-16
4.2. Verificación posintervención TA/JP/SI 1 día Lun. 26-09-16 Lun. 26-09-16
5. Cierre 5 días Mar. 27-09-16 Lun. 03-10-16
5.1. Liberación de hoja de servicio AC 2 días Mar. 27-09-16 Mié. 28-09-16
5.2. Generación de informe final TA/SI 2 días Jue. 29-09-16 Vie. 30-09-16
5.3. Capacitación de los involucrados TA/SI 1 día Lun. 03-10-16 Lun. 03-10-16
Fuente: (Elaboración propia)
39
Totalidad de días: 21 días (del 05-09-16 al 03-10-16)
Totalidad de días útiles: 17 días
JP: Jefe de proyectos SI: Supervisor de ingeniería
AC: Asistente de logística SP: Supervisor de planeamiento
TA: Técnico de automatización
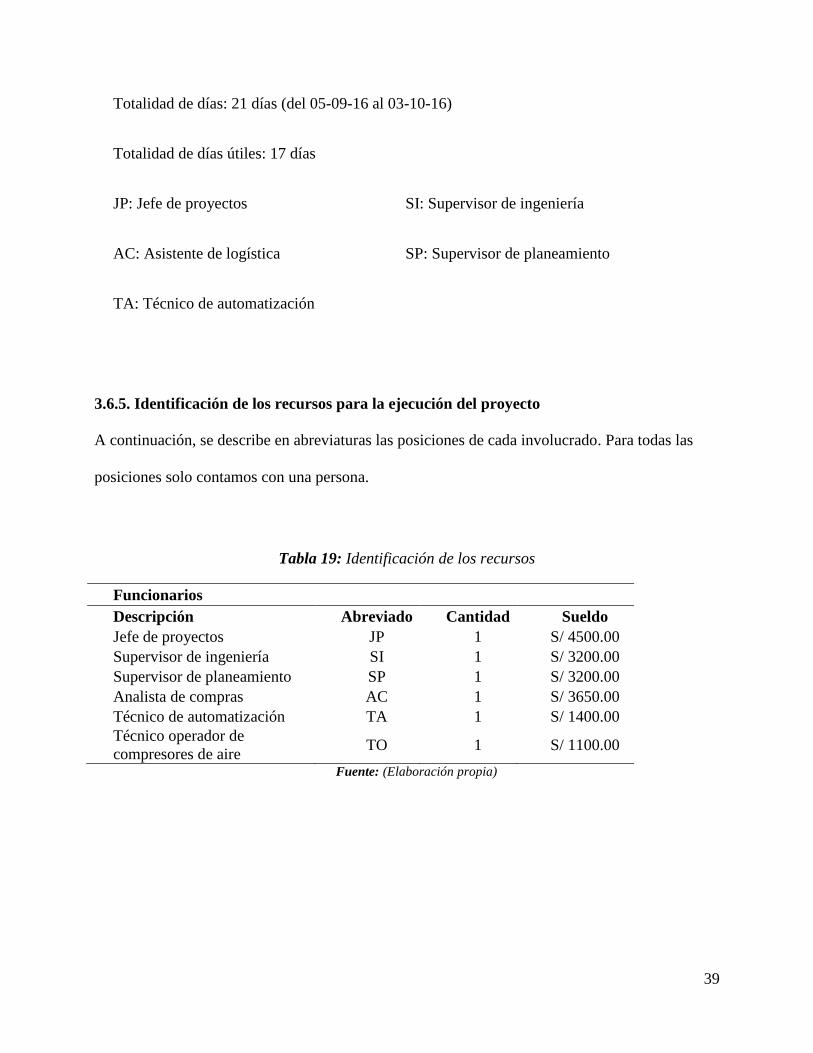
3.6.5. Identificación de los recursos para la ejecución del proyecto
A continuación, se describe en abreviaturas las posiciones de cada involucrado. Para todas las
posiciones solo contamos con una persona.
Tabla 19: Identificación de los recursos
Funcionarios
Descripción Abreviado Cantidad Sueldo
Jefe de proyectos JP 1 S/ 4500.00
Supervisor de ingeniería SI 1 S/ 3200.00
Supervisor de planeamiento SP 1 S/ 3200.00
Analista de compras AC 1 S/ 3650.00
Técnico de automatización TA 1 S/ 1400.00
Técnico operador de
compresores de aire TO 1 S/ 1100.00
Fuente: (Elaboración propia)

40
3.6.6. Evaluación financiera
Tabla 20: Valorización de materiales
Ítem Materiales y equipos a utilizar UN Cant.
Precio
Unitario
(S/)
Condición Total (S/)
1 PLC Logo SIEMENS 6ED1052-1MD00-
0BA6 UN 1 1100 Compra 1100
2 Presostato de aire UN 1 650 Compra 650
3 Cable unipolar vulcanizado MT 50 2 Compra 100
4 Selector 3 posiciones UN 1 100 Compra 100
5 Reducción roscada para presostato UN 1 20 Compra 20
6 Contacto NA para selector UN 1 30 Compra 30
Total 2000
Fuente: (Elaboración propia)
Figura 24: Asignación de recursos
Fuente: (Elaboración propia)

41
Tabla 21: Flujo de proyecto
Costos Inicio Planeamiento y
programación Intervención Control Cierre
Personal
12,600.00 2,568.75 6,900.00 10,900.00
3,450.00
Equipos 2,000.00
Total
12,600.00 2,568.75 8,900.00 10,900.00
3,450.00
Acumulado
12,600.00 15,168.75 24,068.75 34,968.75
38,418.75
Fuente: (Elaboración propia)
Figura 25: Curva en S
-
5,000.00
10,000.00
15,000.00
20,000.00
25,000.00
30,000.00
35,000.00
40,000.00
45,000.00
1 2 3 4 5
Pro
yecc
ión
Curva "S"
Fuente: (Elaboración propia)

42
CAPÍTULO 4
RESULTADOS
4.1. Resultados
La compañía Cervera Ambev Perú S. A. C. solicita el servicio de instalación de sistema de
recuperación de aire en la sopladora Sidel SBO 10 a la empresa Tecnoplan Engineering S. A. y
esta emite un informe en el cual detalla el porcentaje de recuperación de aire 44.9 % que está
disponible para su uso.
Figura 26: Informe de recuperación de aire
Fuente: (Technoplan Engineering, 2013)
En las siguientes tablas se presentan los resultados de las pruebas tras la implementación del
control automático.
43
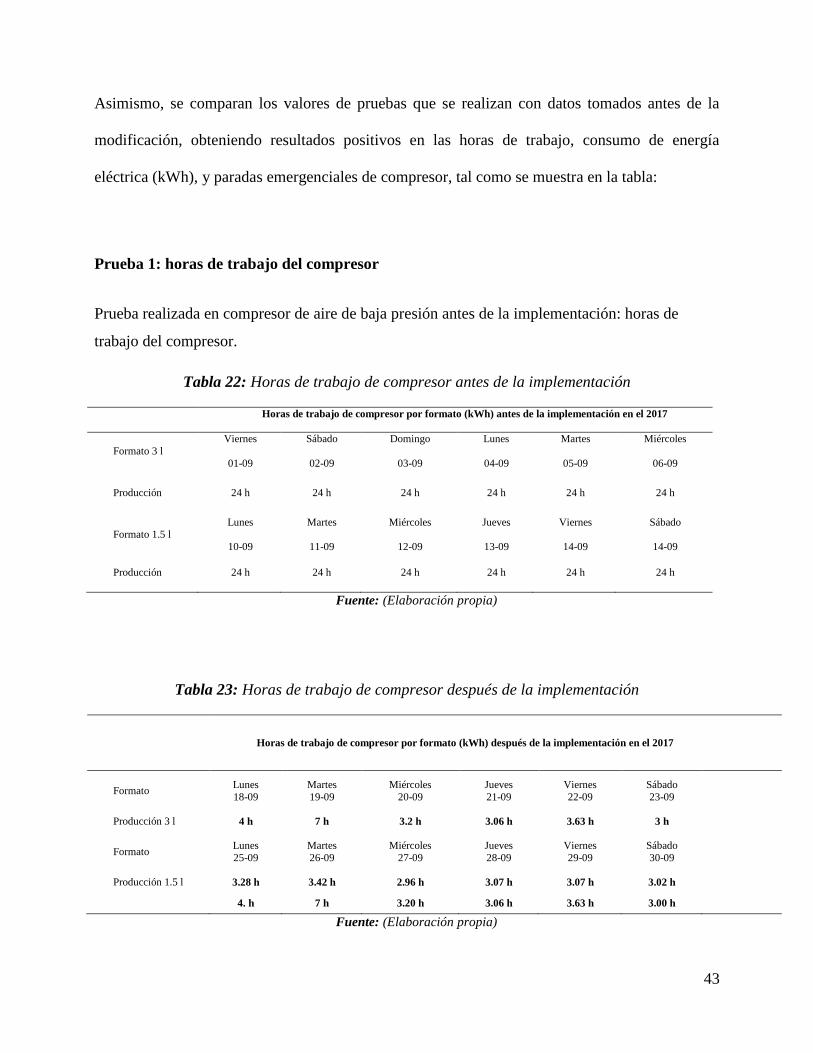
Asimismo, se comparan los valores de pruebas que se realizan con datos tomados antes de la
modificación, obteniendo resultados positivos en las horas de trabajo, consumo de energía
eléctrica (kWh), y paradas emergenciales de compresor, tal como se muestra en la tabla:
Prueba 1: horas de trabajo del compresor
Prueba realizada en compresor de aire de baja presión antes de la implementación: horas de
trabajo del compresor.
Tabla 22: Horas de trabajo de compresor antes de la implementación
Horas de trabajo de compresor por formato (kWh) antes de la implementación en el 2017
Formato 3 l
Viernes
01-09
Sábado
02-09
Domingo
03-09
Lunes
04-09
Martes
05-09
Miércoles
06-09
Producción 24 h 24 h 24 h 24 h 24 h 24 h
Formato 1.5 l Lunes
10-09
Martes
11-09
Miércoles
12-09
Jueves
13-09
Viernes
14-09
Sábado
14-09
Producción 24 h 24 h 24 h 24 h 24 h 24 h
Fuente: (Elaboración propia)
Tabla 23: Horas de trabajo de compresor después de la implementación
Horas de trabajo de compresor por formato (kWh) después de la implementación en el 2017
Formato Lunes
18-09
Martes
19-09
Miércoles
20-09
Jueves
21-09
Viernes
22-09
Sábado
23-09
Producción 3 l 4 h 7 h 3.2 h 3.06 h 3.63 h 3 h
Formato Lunes
25-09
Martes
26-09
Miércoles
27-09
Jueves
28-09
Viernes
29-09
Sábado
30-09
Producción 1.5 l 3.28 h 3.42 h 2.96 h 3.07 h 3.07 h 3.02 h
4. h 7 h 3.20 h 3.06 h 3.63 h 3.00 h
Fuente: (Elaboración propia)
44
Prueba realizada en compresor de baja presión después de la implementación de horas de trabajo
del compresor.
En esta prueba se muestran los resultados tomados de seis días de trabajo en formato de
producción 3 litros y 1.5 litros, teniendo un valor como promedio en horas de trabajo antes de la
implementación de 24 horas. Y, luego de la implementación, un valor promedio 3.98, teniendo
como resultado una mejora de 83 % que deja de trabajar el equipo.
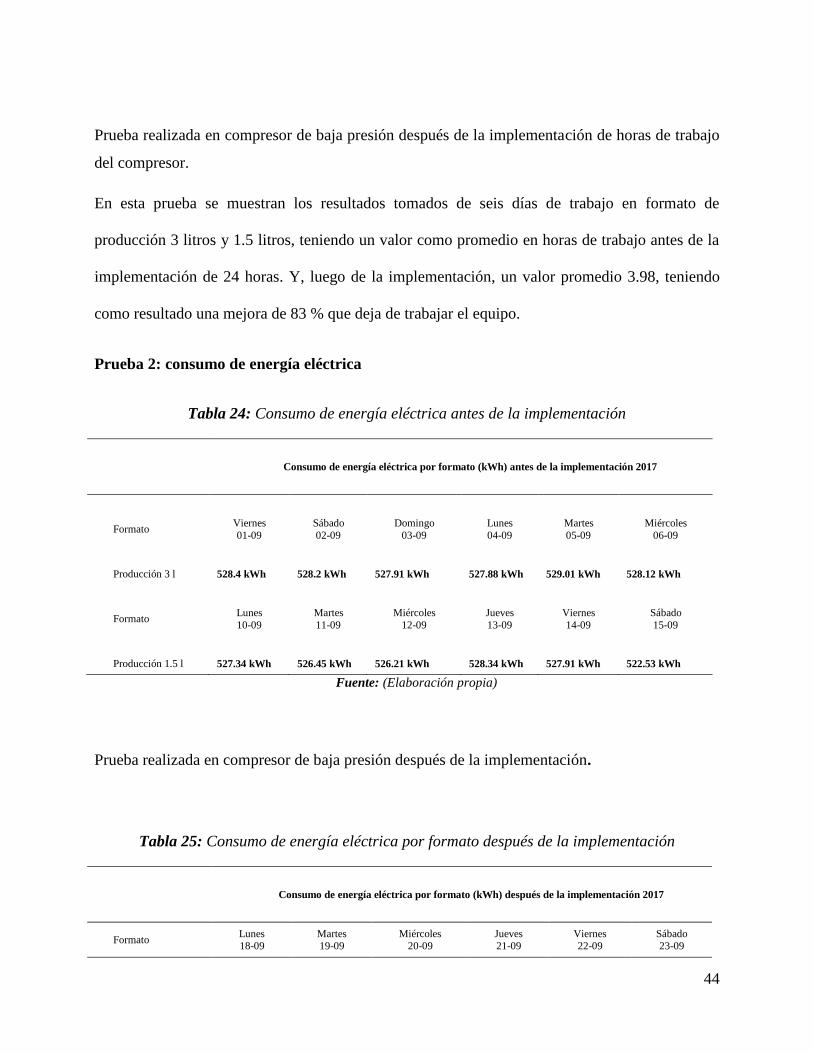
Prueba 2: consumo de energía eléctrica
Tabla 24: Consumo de energía eléctrica antes de la implementación
Consumo de energía eléctrica por formato (kWh) antes de la implementación 2017
Formato Viernes
01-09
Sábado
02-09
Domingo
03-09
Lunes
04-09
Martes
05-09
Miércoles
06-09
Producción 3 l 528.4 kWh 528.2 kWh 527.91 kWh 527.88 kWh 529.01 kWh 528.12 kWh
Formato Lunes
10-09
Martes
11-09
Miércoles
12-09
Jueves
13-09
Viernes
14-09
Sábado
15-09
Producción 1.5 l 527.34 kWh 526.45 kWh 526.21 kWh 528.34 kWh 527.91 kWh 522.53 kWh
Fuente: (Elaboración propia)
Prueba realizada en compresor de baja presión después de la implementación.
Tabla 25: Consumo de energía eléctrica por formato después de la implementación
Consumo de energía eléctrica por formato (kWh) después de la implementación 2017
Formato Lunes 18-09
Martes 19-09
Miércoles 20-09
Jueves 21-09
Viernes 22-09
Sábado 23-09

45
Producción 3 l 132.43 kWh 308.23 kWh 144.91 kWh 134.88 kWh 160.01 kWh 132.12 kWh
Formato Lunes
25-09
Martes
26-09
Miércoles
27-09
Jueves
28-09
Viernes
29-09
Sábado
30-09
Producción 1.5 l 144.55 kWh 150.15 kWh 130.20 kWh 135.34 kWh 139.12 kWh 133.20 kWh
Fuente: (Elaboración propia)
En esta prueba se muestran los resultados tomados en seis días de trabajo en formato de
producción 3 y 1.5 litros, teniendo un valor como promedio en horas de trabajo, antes de la
implementación, de 526.46 kWh y, luego de la implementación un valor promedio, de 168.76
kWh, teniendo como resultado una mejora de 67 % en utilización de equipo.
Prueba 3: impacto ambiental por ruido en el área
El área de compresores de aire de alta y baja estuvo identificada como la segunda área de mayor
ruido de la Compañía Cervecera Ambev Perú S. A. C. Con esta prueba, se evidenció el aporte
hacia la reducción de ruido en el área contribuyendo a la salud ocupacional del trabajador. La
Compañía Cervecera Ambev Perú S. A. C. se preocupa por facilitar un ambiente seguro para que
el trabajador pueda laborar bajo los estándares y normas legales vigentes que se exigen. Para esta
prueba se realiza la gestión de riesgos, mediante la cual se obtuvo lo siguiente:
a) Gestión de riesgos
Tabla 26: Gestión de riesgos
Escala de impacto y definiciones de niveles
Objetivos Muy bajo (0.05) Bajo (0.10) Moderado (0.20) Alto (0.20) Muy alto (0.80)
Costos Aumento poco significante
Aumento < 10 % Aumento 10 % - 20 % Aumento 20 % - 40 % Aumento 20 % - 40 %

46
Tiempo Aumento poco
significante Aumento < 5 % Aumento 5 % - 10 % Aumento 10 % - 20 %
Aumento 20 % -
40 %
Alcance
Algún trabajo
secundario afectado
Varios Trabajos
secundarios afectados
Algún trabajo
principal afectado ligeramente
Algún trabajo principal
afectado secundariamente
Varios trabajos
principal afectado secundariamente
Fuente: (Elaboración propia)
b) Matriz de probabilidad-impacto
Figura 27: Matriz de probabilidad de impacto
Fuente: (Elaboración propia)

47
c) Identificación y análisis de los riesgos
Tabla 27: Identificación y análisis de riesgos
Identificación y análisis de riesgos
Código Descripción Causa raíz Trigger Entregable afectados Estimación de probabilidad
Estimación de impacto
Probabilidad x impacto
Tipo de riesgo
R1 Modificación de rol
de actividades y tiempo de entrega
Deficiente planificación
Poca dedicación al proyecto
Presentación del proyecto
0.1 0.25 0.025 Muy bajo
R2 Demora en la
adquisición de los materiales
Materiales de importación o muy
costosos
Escasos proveedores de
materiales
Adquisición de materiales
0.4 0.76 0.304 Moderado
R3 Materiales no
apropiados
Compra de materiales de
origen desconocido o barato
Aprobación de presupuesto por
gerencia de ingeniería
Confección del producto
0.4 0.42 0.168 Bajo
R4
Implementación no funciona o trabaja
de manera incorrecta
Programación inadecuada
Poca dedicación al proyecto
Prueba de funcionamiento y
entrega de del producto
0.68 0.95 0.646 Alto
Fuente: (Elaboración propia)
48
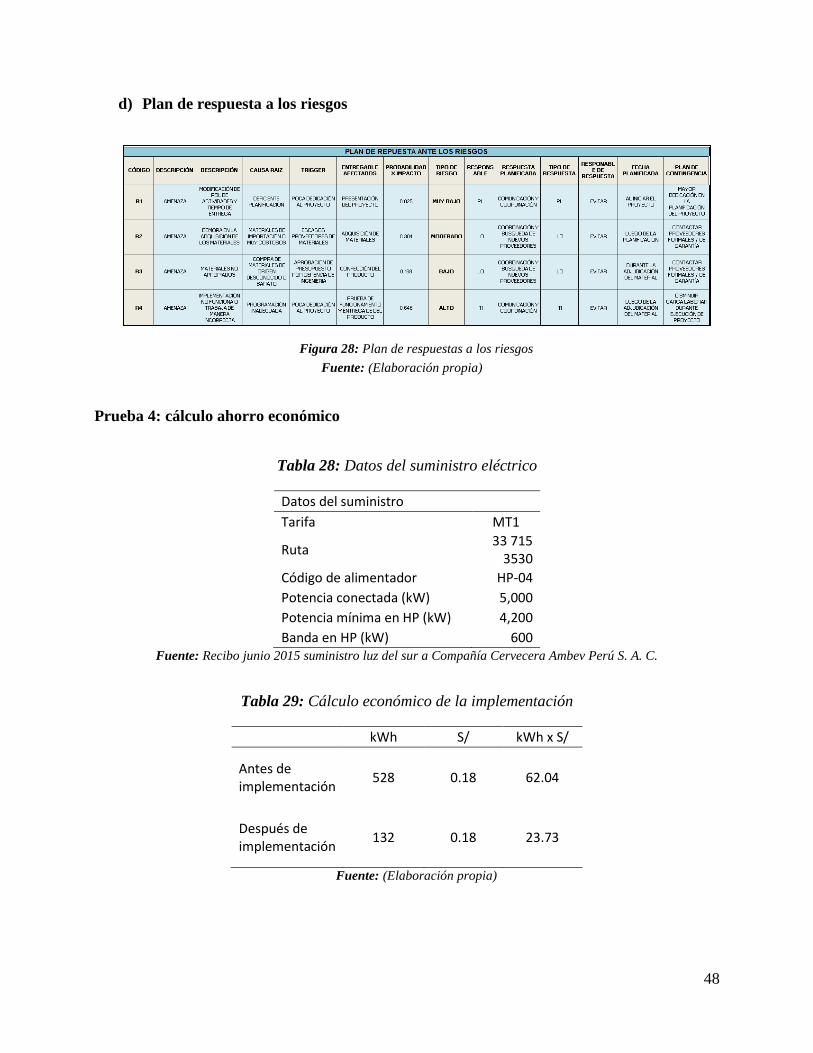
d) Plan de respuesta a los riesgos
Figura 28: Plan de respuestas a los riesgos
Prueba 4: cálculo ahorro económico
Tabla 28: Datos del suministro eléctrico
Datos del suministro
Tarifa MT1
Ruta 33 715
3530
Código de alimentador HP-04
Potencia conectada (kW) 5,000
Potencia mínima en HP (kW) 4,200
Banda en HP (kW) 600 Fuente: Recibo junio 2015 suministro luz del sur a Compañía Cervecera Ambev Perú S. A. C.
Tabla 29: Cálculo económico de la implementación
kWh S/ kWh x S/
Antes de implementación
528 0.18 62.04
Después de implementación
132 0.18 23.73
Fuente: (Elaboración propia)
Fuente: (Elaboración propia)
49
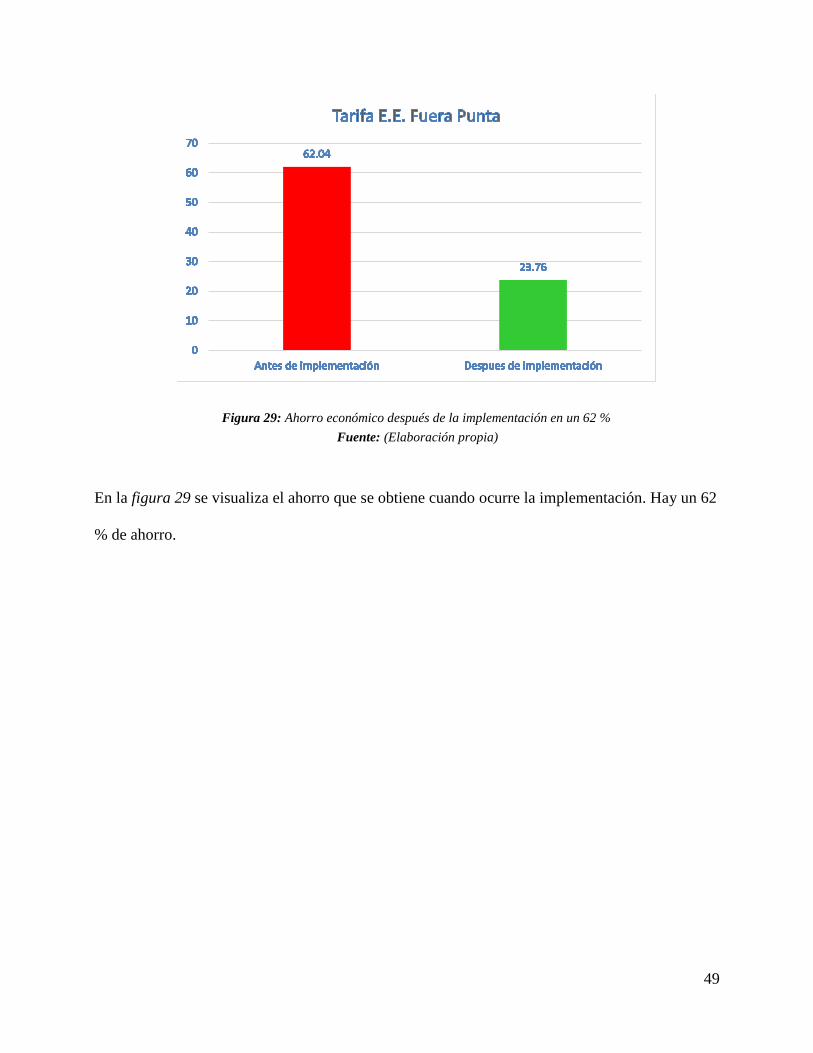
Figura 29: Ahorro económico después de la implementación en un 62 %
En la figura 29 se visualiza el ahorro que se obtiene cuando ocurre la implementación. Hay un 62
% de ahorro.
Fuente: (Elaboración propia)

50
CONCLUSIONES
Después de desarrollo de la presente investigación, llegamos a las conclusiones siguientes:
Se realizó la programación del PLC Logo Siemens 6ED1052-1MD00-0BA6, utilizando el
software Logo Comfort_V7; se realizó la simulación correspondiente previa antes de su
implementación en la máquina para evitar cualquier inconveniente.
Luego de la implementación, se observó que el compresor de aire de baja presión
realizaba el control automático, encendía y apagaba el compresor no generaba caída de
presión en el sistema.
El acondicionamiento permitió que el ciclo de trabajo sea continuo, así como que el
operador esté laborando en el mismo compresor ahorrado energía eléctrica en un 63 % en
kWh. En términos monetarios, los resultados arrojaron que la implementación permite un
ahorro de S/ 13,780.80 anuales.
Recomendaciones
Realizar inspecciones de ruta por fugas de aire en el sistema de recuperación de aire.
Cumplir con el plan de mantenimiento en los compresores de aire.
Realizar campaña de concientización sobre el impacto energético.

51
ANEXOS
Anexo 1
52
53
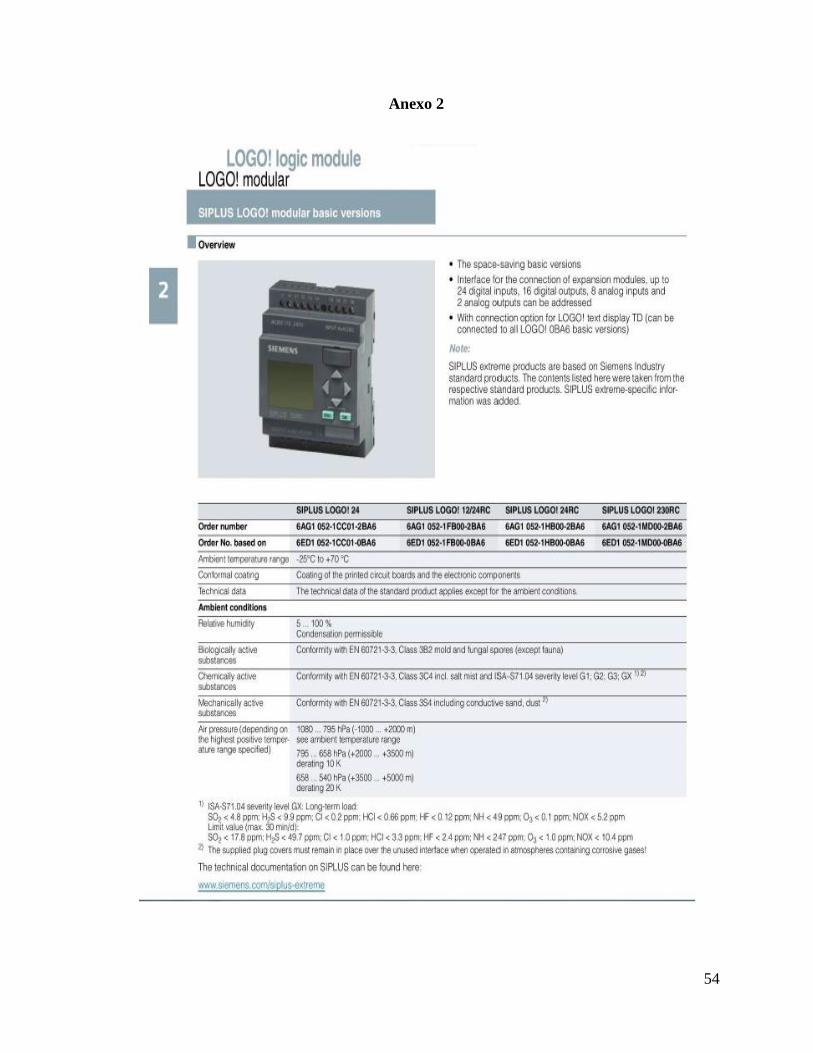
54
Anexo 2

55

56
GLOSARIO
Modulación. Encender y apagar cuando el sistema realice sus procesos en un determinado
sistema.
PLC. Controlador lógico programable.
Presostato. Es un aparato que cierra o abre un circuito eléctrico, dependiendo de la lectura de
presión de un fluido. El presostato también es conocido como “interruptor de presión”.
57
BIBLIOGRAFÍA
Alvarez Balanta, O. A. (2009). Simulacion proyecto de automatizacion compresores de aire.
Bogotá D. C.
Compresor, Mundo del. (2017). Funcionamiento de compresor de tornillo lubricado. Obtenido
de https://www.mundocompresor.com/articulos-tecnicos/como-funciona-compresor-
tornillo-lubricado.
Danffos. (2017). Interruptores de presión. Obtenido de
http://products.danfoss.es/productrange/industrialautomation/pressure-switches/#/
Festo. (2017). Unidad de control compacto Codesy. Obtenido de http://www.festo-
didactic.com/int-es/learning-systems/equipos-de-practicas/tecnica-de-automatizacion-
plc/unidad-de-control-compacta-festo-cecc-codesys-
v3.htm?fbid=aW50LmVzLjU1Ny4xNC4xOC4xMjMxLjc3ODA
IngersollRand. (2017). Compresores de aire de tornillo rotativo lubricados. Obtenido de
https://www.ingersollrandproducts.com/es/air-compressor/products/rotary-contact-
cooled-air-compressors.html?page=2#resultsTopAnchor.
Life Long. (s. f.). Controladores industriales inteligentes. Obtenido de
http://www.ieec.uned.es/investigacion/Dipseil/PAC/archivos/Informacion_de_referencia_
ISE6_1_1.pdf.

58
lifelong. (s f.). Controladores Industriales inteligentes. Obtenido de
http://www.ieec.uned.es/investigacion/Dipseil/PAC/archivos/Informacion_de_referencia_
ISE6_1_1.pdf.
Long, Life. (s.f.). Controladores industriales inteligentes. Obtenido de
http://www.ieec.uned.es/investigacion/Dipseil/PAC/archivos/Informacion_de_referencia_
ISE6_1_1.pdf.
López León, E. E. (2015). Acondicionamiento de un controlador para la expulsión de productos
plásticos por inyección de aire. Obtenido de http://repositorio.utp.edu.pe/handle/UTP/410
Observatorio_Tecnológico. (2007). Diagramas de un PLC con dispositivos de entrada y salida.
Obtenido de
http://recursostic.educacion.es/observatorio/web/gl/component/content/article/502-
monografico-lenguajes-de-programacion?start=2.
SIDEL . (2017). Manual Opción recuperación de aire de soplado V3. Francia.
Sidel. (2017). Sopladoras de botellas Pet. Obtenido de http://www.sidel.es/equipos/soplado/sbo-
universal-ph
Siemens. (2003). Logo! manual. Obtenido de
https://cache.industry.siemens.com/dl/files/461/16527461/att_82567/v1/Logo_s.pdf
Siemens. (s.f.). Simatic S7. Obtenido de https://w3.siemens.com/mcms/programmable-logic-
controller/en/advanced-controller/pages/default_alt.aspx.
Technoplan Engineering. (2013). Guía de utilización de mantenimiento del sistema de
recuperación de aire. Mexico.

59





























