Embed Size (px)
Citation preview
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 1/32
F O R J A
4.1 GENERALIDADES
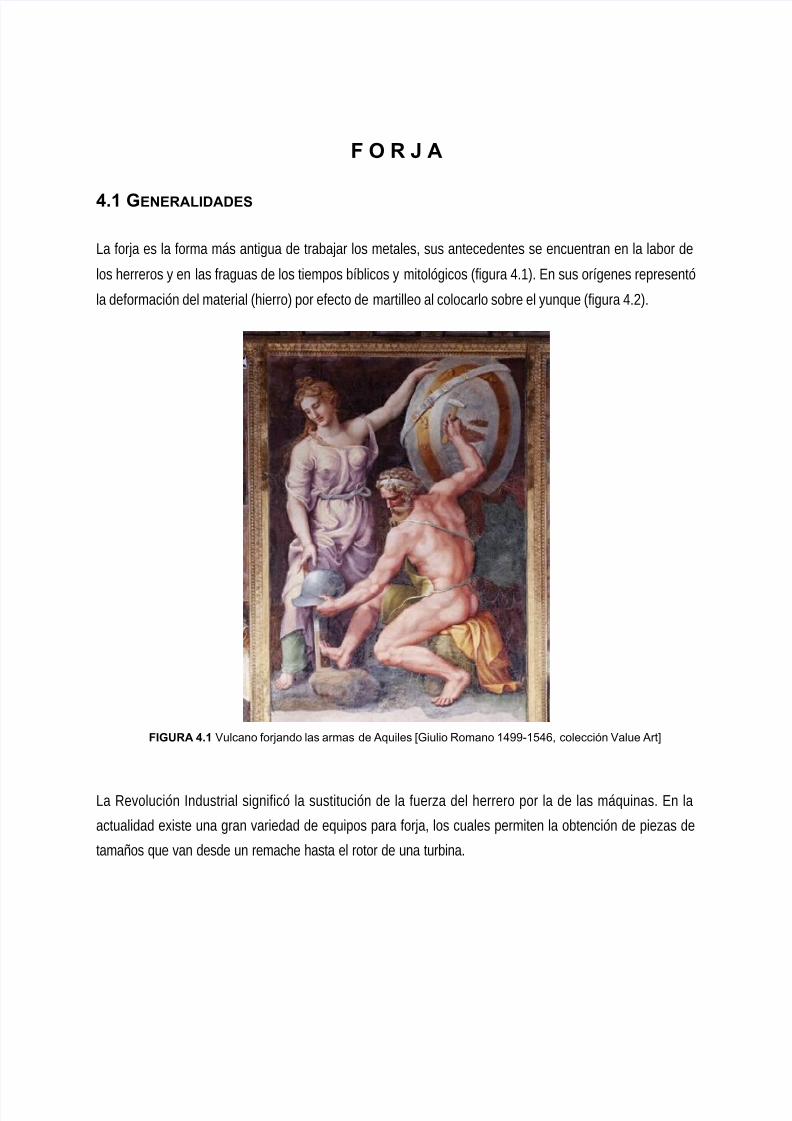
La forja es la forma más antigua de trabajar los metales, sus antecedentes se encuentran en la labor de
los herreros y en las fraguas de los tiempos bíblicos y mitológicos (figura 4.1). n sus orígenes representó
la deformación del material (hierro) por efecto de martilleo al colocarlo sobre el yun!ue (figura 4.").
FIGURA 4.1 Vulcano forjando las armas de Aquiles [Giulio Romano 1499-1546, colección Value Art]
La #e$olución %ndustrial significó la sustitución de la fuer&a del herrero por la de las má!uinas. n la
actualidad e'iste una gran $ariedad de e!uipos para forja, los cuales permiten la obtención de pie&as de
tamaos !ue $an desde un remache hasta el rotor de una turbina.
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 2/32
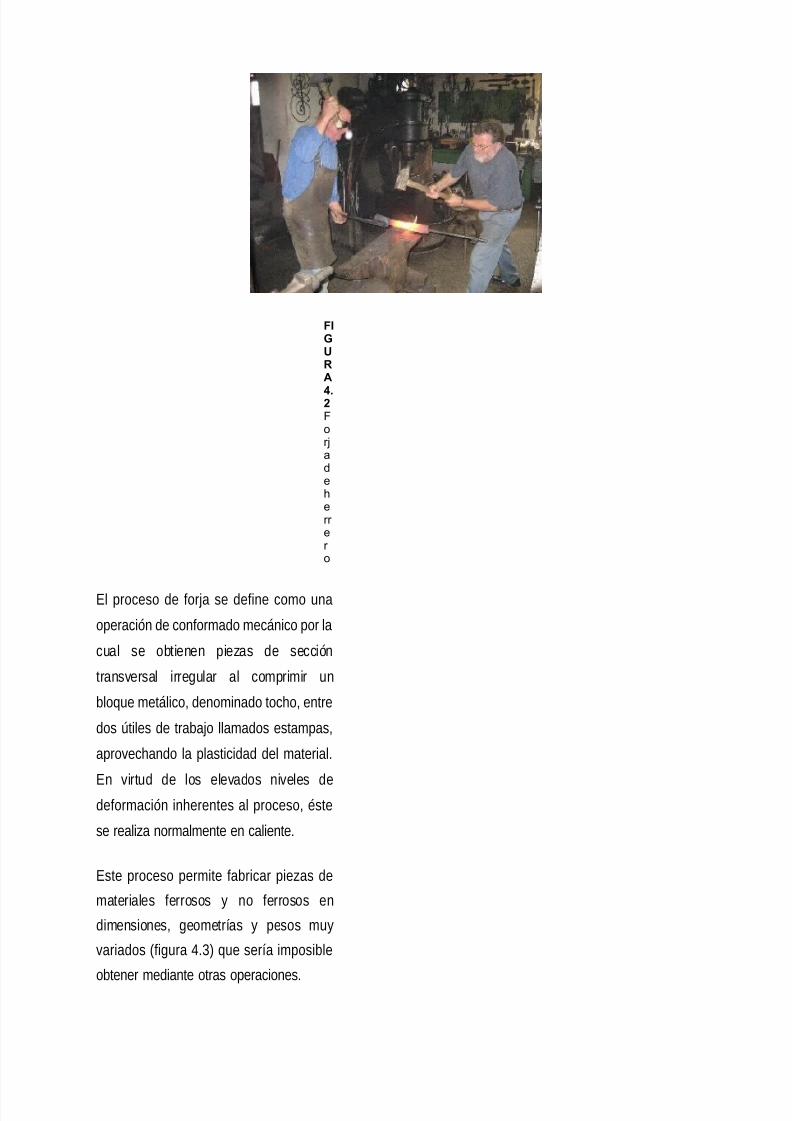
FIGURA
4.2orjade!err er o
l proceso de forja se define como una
operación de conformado mecánico por la
cual se obtienen pie&as de sección
trans$ersal irregular al comprimir un
blo!ue metálico, denominado tocho, entre
dos tiles de trabajo llamados estampas,
apro$echando la plasticidad del material.
n $irtud de los ele$ados ni$eles dedeformación inherentes al proceso, *ste
se reali&a normalmente en caliente.
ste proceso permite fabricar pie&as de
materiales ferrosos y no ferrosos en
dimensiones, geometrías y pesos muy
$ariados (figura 4.+) !ue sería imposible
obtener mediante otras operaciones.

7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 3/32
na de sus principales $entajas es !ue la
pie&a de trabajo sale de este proceso con
dimensiones y geometría cercanas a las
finales, implicando mayor facilidad y
rapide& para su ma!uinado.
FIGURA4.3"i#er sas$ie%asforjad
as

7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 4/32
4.2 CLASIFICACIÓN DE LA FORJA
l proceso de forja se clasifica de muy di$ersas formas, dependiendo del estado del material !ue se $a a
forjar y de la forma del proceso, esto es-
TABLA 4.1 &lasificación de la forja
r'o(or las condiciones del $roceso
&aliente
)R*A +atri% aierta
(or las caracter'sticas de las !erramientas +atri% cerrada
orja con rodillos
(a) (b)
FIGURA 4.4 (a) orja lire o aierta, (b) "ado $ara forja en estam$a
/#0 2 #3/. undamentalmente se efectan operaciones de acabado o a!uellas !ue se caracteri&an
por pe!ueos porcentajes de deformación.
/#0 2 L%25. l 678 de pie&as forjadas son hechas con este m*todo. on el calentamiento
correcto de la pie&a se mejora la capacidad de *sta para cambiar de forma y dimensiones, sin !ue se
presenten fallas o agrietamiento.
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 5/32
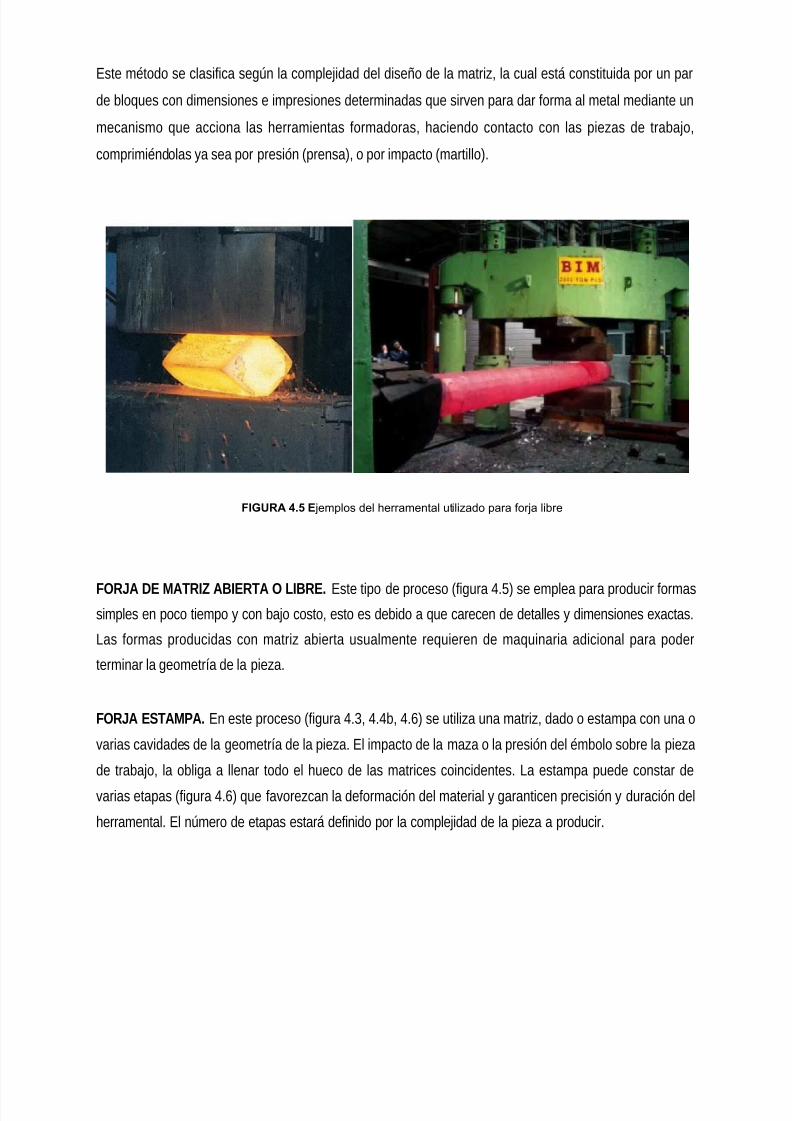
ste m*todo se clasifica segn la complejidad del diseo de la matri&, la cual está constituida por un par
de blo!ues con dimensiones e impresiones determinadas !ue sir$en para dar forma al metal mediante un
mecanismo !ue acciona las herramientas formadoras, haciendo contacto con las pie&as de trabajo,
comprimi*ndolas ya sea por presión (prensa), o por impacto (martillo).
FIGURA 4.5 E jem$los del !erramental utili%ado $ara forja lire
FORJA DE MATRIZ ABIERTA O LIBRE. ste tipo de proceso (figura 4.9) se emplea para producir formassimples en poco tiempo y con bajo costo, esto es debido a !ue carecen de detalles y dimensiones e'actas.
Las formas producidas con matri& abierta usualmente re!uieren de ma!uinaria adicional para poder
terminar la geometría de la pie&a.
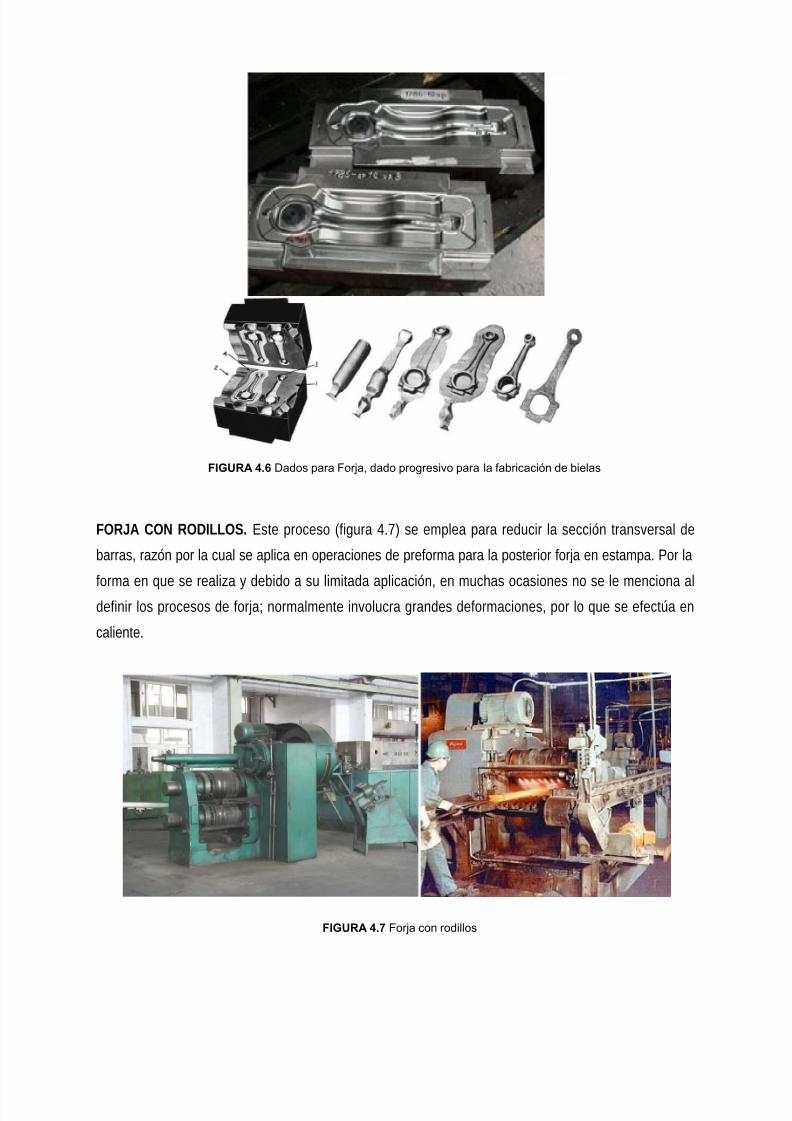
FORJA ESTAMPA. n este proceso (figura 4.+, 4.4b, 4.:) se utili&a una matri&, dado o estampa con una o
$arias ca$idades de la geometría de la pie&a. l impacto de la ma&a o la presión del *mbolo sobre la pie&a
de trabajo, la obliga a llenar todo el hueco de las matrices coincidentes. La estampa puede constar de
$arias etapas (figura 4.:) !ue fa$ore&can la deformación del material y garanticen precisión y duración del
herramental. l nmero de etapas estará definido por la complejidad de la pie&a a producir.
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 6/32
FIGURA 4.6 "ados $ara orja, dado $roresi#o $ara la faricación de ielas
FORJA CON RODILLOS. ste proceso (figura 4.;) se emplea para reducir la sección trans$ersal de
barras, ra&ón por la cual se aplica en operaciones de preforma para la posterior forja en estampa. <or la
forma en !ue se reali&a y debido a su limitada aplicación, en muchas ocasiones no se le menciona al
definir los procesos de forja= normalmente in$olucra grandes deformaciones, por lo !ue se efecta en
caliente.
FIGURA 4.7 orja con rodillos
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 7/32
4.3 OPERACIONES DE FORJA
n la fabricación de una pie&a forjada, lo normal suele ser la utili&ación de $arias fases hasta llegar a la
forma final. La denominación de cada una de estas fases se reali&a en función de la operación !ue tienen
encomendada (dobladora, iniciadoras, preparadoras., acabadoras. cortadoras).
Operaciones efectuadas durante el proceso
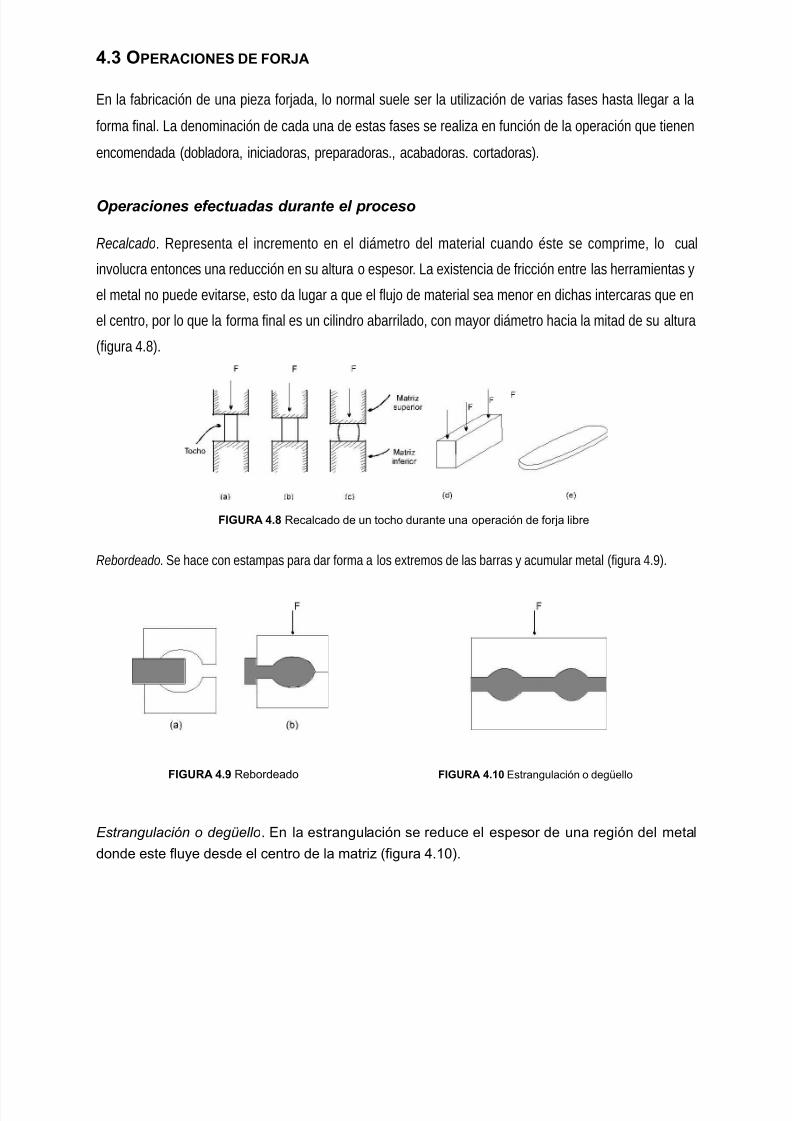
Recalcado. #epresenta el incremento en el diámetro del material cuando *ste se comprime, lo cual
in$olucra entonces una reducción en su altura o espesor. La e'istencia de fricción entre las herramientas y
el metal no puede e$itarse, esto da lugar a !ue el flujo de material sea menor en dichas intercaras !ue en
el centro, por lo !ue la forma final es un cilindro abarrilado, con mayor diámetro hacia la mitad de su altura
(figura 4.>).
FIGURA 4. Recalcado de un toc!o durante una o$eración de forja lire
Rebordeado. ?e hace con estampas para dar forma a los e'tremos de las barras y acumular metal (figura 4.6).
FIGURA 4.! Reordeado FIGURA 4.1" .stranulación o de/ello
Estrangulación o degüello0 .n la estranulación se reduce el es$esor de una reión del metal
donde este flue desde el centro de la matri% 2fiura 40130
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 8/32
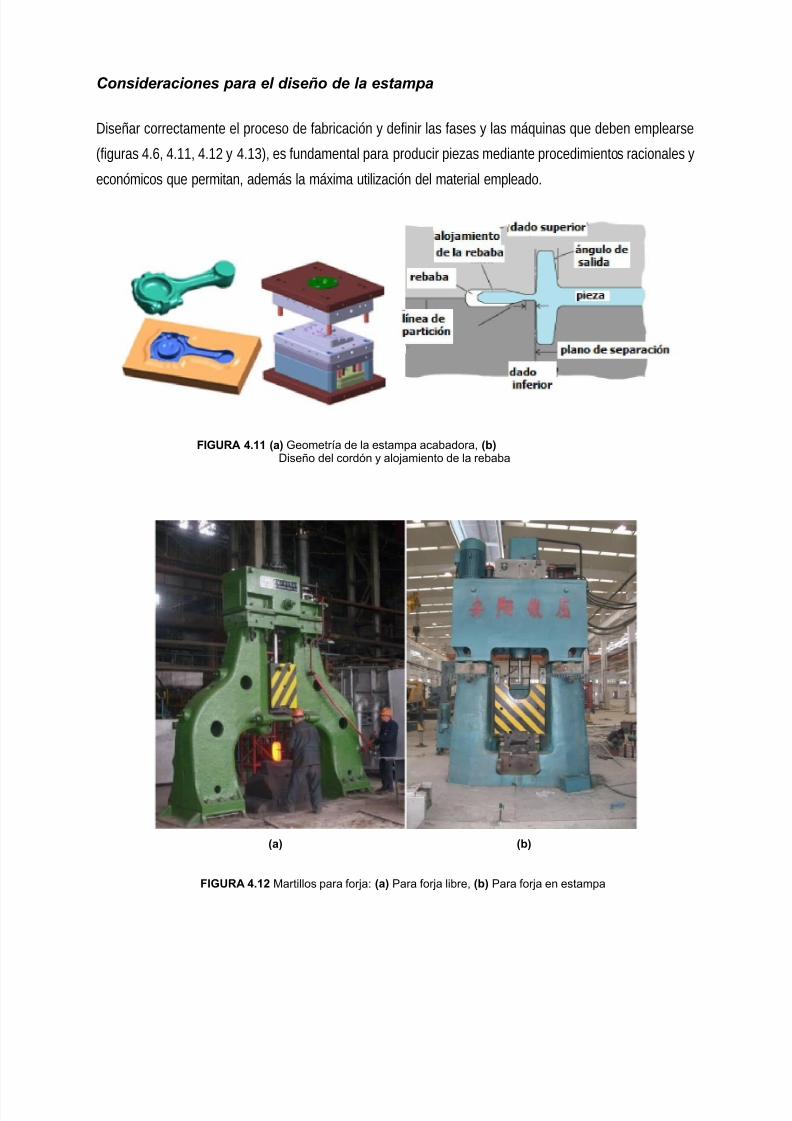
Consideraciones para el diseño de la estampa
@isear correctamente el proceso de fabricación y definir las fases y las má!uinas !ue deben emplearse
(figuras 4.:, 4.11, 4.1" y 4.1+), es fundamental para producir pie&as mediante procedimientos racionales y
económicos !ue permitan, además la má'ima utili&ación del material empleado.
FIGURA 4.11 (a) Geometr'a de la estam$a acaadora, (b)"iseo del cordón alojamiento de la reaa
(a) (b)
FIGURA 4.12 +artillos $ara forja (a) (ara forja lire, (b) (ara forja en estam$a
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 9/32
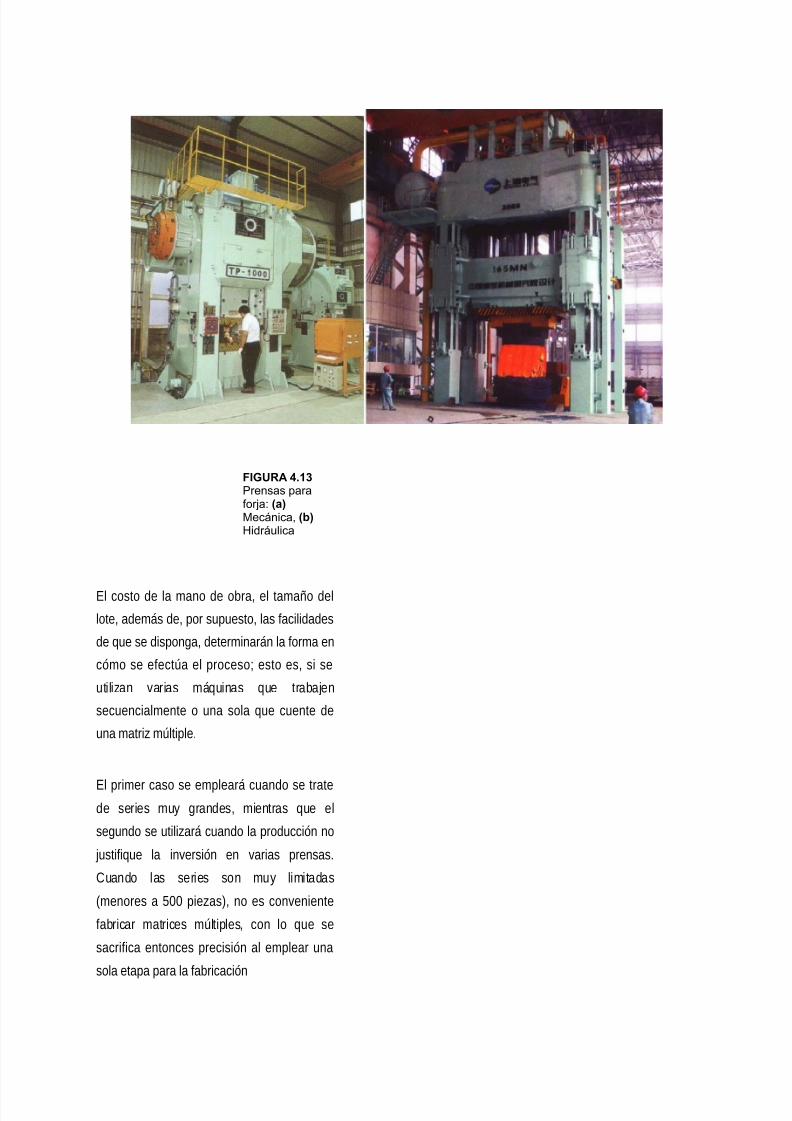
FIGURA 4.13(rensas $araforja (a)+ec7nica, (b)8idr7ulica
l costo de la mano de obra, el tamao del
lote, además de, por supuesto, las facilidades
de !ue se disponga, determinarán la forma en
cómo se efecta el proceso= esto es, si se
utili&an $arias má!uinas !ue trabajen
secuencialmente o una sola !ue cuente de
una matri& mltiple.
l primer caso se empleará cuando se tratede series muy grandes, mientras !ue el
segundo se utili&ará cuando la producción no
justifi!ue la in$ersión en $arias prensas.
uando las series son muy limitadas
(menores a 977 pie&as), no es con$eniente
fabricar matrices mltiples, con lo !ue se
sacrifica entonces precisión al emplear una
sola etapa para la fabricación

7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 10/32
?i tu$ieran !ue fabricarse unas pocas pie&as
de un determinado tipo, sería suficiente una
matri& de un acero de poca calidad e incluso
no se re!ueriría mucha precisión en el
ma!uinado del dado, ya !ue el mecani&ado
posterior de las pie&as forjadas compensará
las deficiencias de *stas y se habrá ahorrado
mucho dinero en la fabricación de la matri&.
%ncluso el proceso de fabricación depende del
nmero de pie&as= para grandes series es
importante disear el nmero suficiente de
fases !ue permita una buena utili&ación del
material y gran duración de las matrices.
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 11/32
4.4 #ATERIALES USUAL#ENTE FORJADOS
.n eneral $odr7n ser forjados todos aquellos materiales aleaciones que $resenten una
uena $lasticidad a la tem$eratura de traajo, $or lo que los cicos de cara centrada
alunos cicos de cuer$o centrado !e:aonales com$actos $odr7n forjarse; los m7s
comunes son los aceros al carono de aja aleación0 +ateriales con aluna a$licación
industrial son, $or ejem$lo
• Acero ino:idales• Aceros refractarios• Aluminio aleaciones de aluminio• &ore sus aleaciones• <itanio sus aleaciones• ='quel sus aleaciones• >erilio• Alunas aleaciones de materiales refractarios, tales como el tunsteno, nioio
molideno0
?a forjailidad en los aceros estar7 determinada $or su contenido de carono de otros
aleantes0 @e $ueden clasificar como
Aceros de forja normal
& 3065B +n C =i C &r C +o C V C D 5B
Aceros de forja dif'cil
& E 3065B o +n C =i C &r C +o C V C D E 5B
@e los aceros ino'idables los de más difícil forja son los austeníticos, por su gran tenacidad. ?e debe tener
precauciones durante el enfriamiento de los ino'idables martensíticos para e$itar un temple in$oluntario, !ue se
puede traducir en limitada ma!uinabilidad, así como en agrietamiento del material. n general, los ino'idables
ferríticos son más forjables.
Los aceros refractarios y de alta aleación presentan incon$enientes durante el proceso, ya !ue generalmente su
plasticidad es reducida por la presencia de algunos microconstituyentes frágiles, como carburos y nitruros.
n general, e'iste una gran cantidad de aleaciones de aluminio forjables, aun!ue se debe tener cuidado ya !ue las
condiciones de proceso de *stas $arían notablemente en función de sus aleantes.
<anto el core como #arias de sus aleaciones $ueden ser conformados $or forja0 ?a aleación
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 12/32
de core de m7s f7cil forja es el latón 63F43, la maor dificultad corres$onde al cu$roaluminio
93F130 .stas $ie%as tienen a$licaciones mu #ariadas de$endiendo de la aleación de que se
trate, a que $ueden ser utili%ados en contactos cone:iones elctricas, ornamentación,
!erramientas, $ernos, enranes, so$ortes, etc0
(or sus caracter'sticas mec7nicas se recomienda que el manesio sus aleaciones se forjen en
$rensas !idr7ulicas o en $rensas mec7nicas lentas0 .n eneral, estas $ie%as son demandadas $or la industria aeron7utica automotri% en condiciones de ser#icio, !asta de H33 I&0
.l titanio sus aleaciones se $ueden forjar con eometr'as similares a las otenidas $ara los
aceros al carono, aunque se requieren maores $resiones0 @e deer7n tener cuidados
es$eciales durante las o$eraciones de $recalentamiento as' como ser7 necesario el em$leo de
atmósferas inertes o al #ac'o0 ?as $ie%as de titanio sus aleaciones son demandadas $or la
industria qu'mica aeroes$acial, $or ejem$lo, refuer%os elementos estructurales en a#iones,
7laes otros com$onentes de turinas0
.:iste una ran di#ersidad de aleaciones de n'quel que $ueden ser forjadas, como el monel,
inconel, !astello, etc0; en eneral, se requieren tem$eraturas similares que $ara los aceros al
carono, se demandan maores $resiones0 (or sus caracter'sticas, estos materiales son
solicitados $rinci$almente $or la industria qu'mica0
4.5 CLASIFICACIÓN DE LAS #$%UINAS PARA FORJA
stas má!uinas se clasifican por la forma de hacer contacto con el material de trabajo= esto es, por impacto y a
presión.
Máquinas para forja por impacto
Los martillos cuentan con una ma&a !ue se desli&a en una corredera, la cual, cuando el mo$imiento es
$ertical, tiene una carrera descendente, y ejerce una fuer&a de golpeo contra un componente estacionario
o yun!ue !ue se encuentra cerca de la base del martillo. La mitad superior de la matri& se coloca en lamesa mó$il o corredera !ue tiene el peso !ue se $a a proyectar, la mitad inferior se encuentra colocada
sobre el yun!ue de la má!uina.
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 13/32
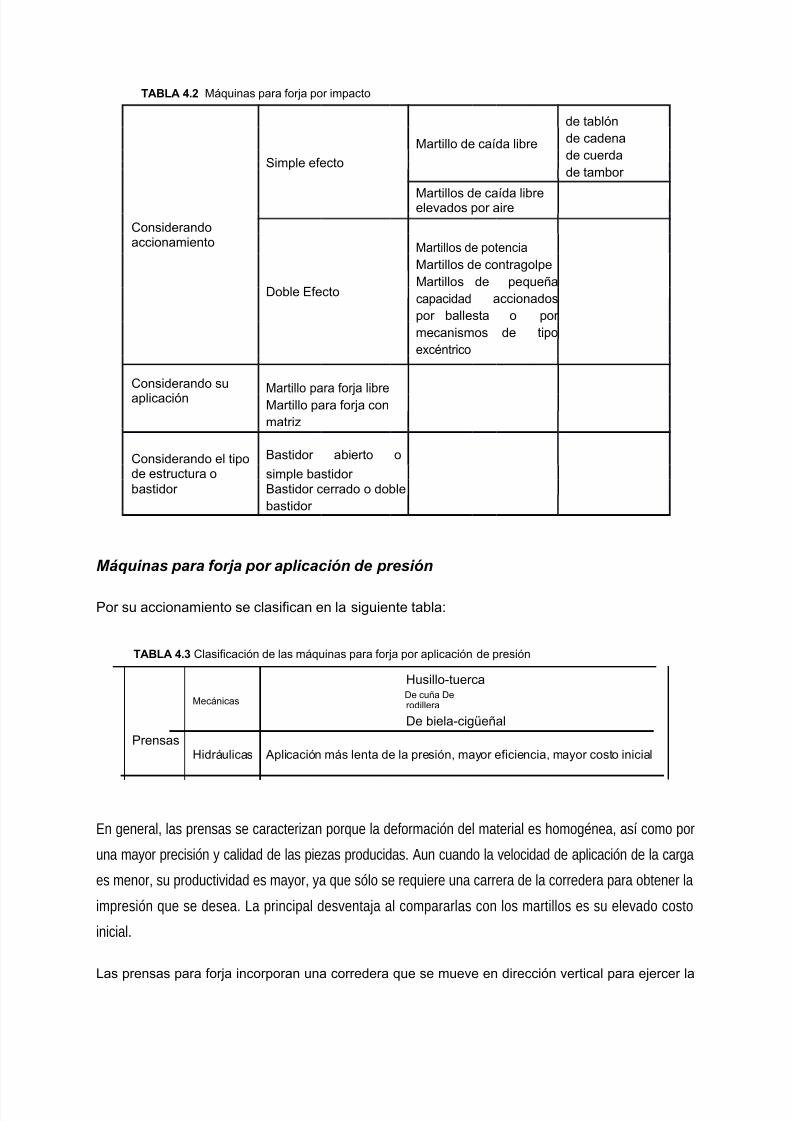
TABLA 4.2 +7quinas $ara forja $or im$acto
de talón
+artillo de ca'da lire de cadenade cuerda
@im$le efectode tamor
+artillos de ca'da lireele#ados $or aire
&onsiderandoaccionamiento +artillos de $otencia
+artillos de contraol$e
"ole .fecto+artillos de $equeaca$acidad accionados$or allesta o $or mecanismos de ti$o
e:cntrico
&onsiderando su+artillo $ara forja lirea$licación +artillo $ara forja conmatri%
&onsiderando el ti$o >astidor aierto o
de estructura o sim$le astidor astidor >astidor cerrado o dole
astidor
Máquinas para forja por aplicación de presión
(or su accionamiento se clasifican en la siuiente tala
TABLA 4.3 &lasificación de las m7quinas $ara forja $or a$licación de $resión
8usillo-tuerca
+ec7nicas"e cua "erodillera
"e iela-ci/eal
(rensas8idr7ulicas A$licación m7s lenta de la $resión, maor eficiencia, maor costo inicial
n general, las prensas se caracteri&an por!ue la deformación del material es homog*nea, así como por
una mayor precisión y calidad de las pie&as producidas. un cuando la $elocidad de aplicación de la carga
es menor, su producti$idad es mayor, ya !ue sólo se re!uiere una carrera de la corredera para obtener la
impresión !ue se desea. La principal des$entaja al compararlas con los martillos es su ele$ado costo
inicial.
?as $rensas $ara forja incor$oran una corredera que se mue#e en dirección #ertical $ara ejercer la
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 14/32
$resión sore la $ie%a de traajo, en contraste con los caracter'sticos ol$es de los martillos0 .n
eneral, todas las $rensas $ueden $roducir todos los ti$os de forja $roducidos $or los martillos0
(rensa !idr7ulica0 ?a corredera de una $rensa !idr7ulica es manejada $or $istones0 @euido a una
a$ro:imación r7$ida, la corredera se mue#e con una #elocidad aja reali%ando la com$resión de la
$ie%a de traajo, que se retiene en la matri% inferior0 ?a #elocidad de com$resión $uede ser
e:actamente controlada as', $ermitiendo tamin el control de la #elocidad del flujo del metal0 .stacaracter'stica es $articularmente #entajosa a que $roduce forjas con tolerancias cerradas0
?os $rinci$ales com$onentes de una $rensa !idr7ulica se muestran en la fiura 40140
FIGURA 4.14 Accionamiento esquem7tico de una $rensa !idr7ulica
?as ca$acidades de las $rensas !idr7ulicas est7n entre J33 53,333 toneladas0
P&''*a+,- ,/a0a- , +a *&,-a '&+'a
• ?a $resión $uede ser modificada en cualquier $unto de la carrera, de acuerdo con las
necesidades del $roceso0
• .l $orcentaje de deformación $uede ser controlado al iual que la #ariación uniforme
durante la carrera, si se requiere0
D,-,/a0a- , +a- *&,-a- '&+'a-
• .l costo inicial de la $rensa !idr7ulica es m7s alto que el de la $rensa mec7nica de
equi#alente ca$acidad0
• ?a acción de la $rensa !idr7ulica com$arada con la mec7nica es m7s lenta0
• ?a menor #elocidad de accionamiento de la $rensa !idr7ulica trae como consecuencia
la disminución de la #ida de la matri% deido al calentamiento de sta0
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 15/32
SELECCIÓN DE #ARTILLOS PRENSAS PARA FORJA. ?a selección de los equi$os $ara
forja de$ende idealmente de la eometr'a, tamao de la $ie%a nmero de stas, as' como de
la cara demandada $ara su $roducción0
.s dif'cil relacionar la ener'a de los martillos de ca'da lire $ara los $esos dimensiones de
las $ie%as que $uedan $roducirse, deido a las limitaciones im$uestas $or el material la formaes$ec'fica de la forja0 .n eneral, un martillo de 454 K 21,333 l $uede $roducir $ie%as de
acero al carono aleaciones que $esen arria de 10J6 K 2J ls; uno de tala de 1,J61 K
2J333 l con una $otencia de ol$eo alrededor de 1,9J5 K-m 214,333 ft-l se $uede em$lear
en la faricación de $ie%as que $esen arria de 1104 K 2H5 l0 (or su $arte, un martillo de
H,5JL K 25,333 l $uede faricar forjas con#encionales que $esen arria de 454 K 21333 l0
&omo se comentó anteriormente, las $rensas se em$lear7n en el caso de $ie%as de confiuración
m7s com$leja, cuando se requiere maor $recisión $ara lotes maores a las 13,333 unidades0
(ara la selección de las $rensas ser7 necesario calcular $rimero la $resión la cara de forja
demandada $or la $ie%a, adem7s, es necesario disear las eta$as intermedias $ara re#isar la
$osiilidad de que la estam$a se ada$te a las dimensiones de la $rensa0 Mna #e% cuiertos amos
requisitos se tendr7 la seuridad de que la $ie%a se $uede $roducir con el equi$o $ro$uesto0
4.6 AN$LISIS DE LAS PRESIONES DEFOR#ACIONES %UE SE PRESENTAN
DURANTE EL PROCESO DE LA FORJA
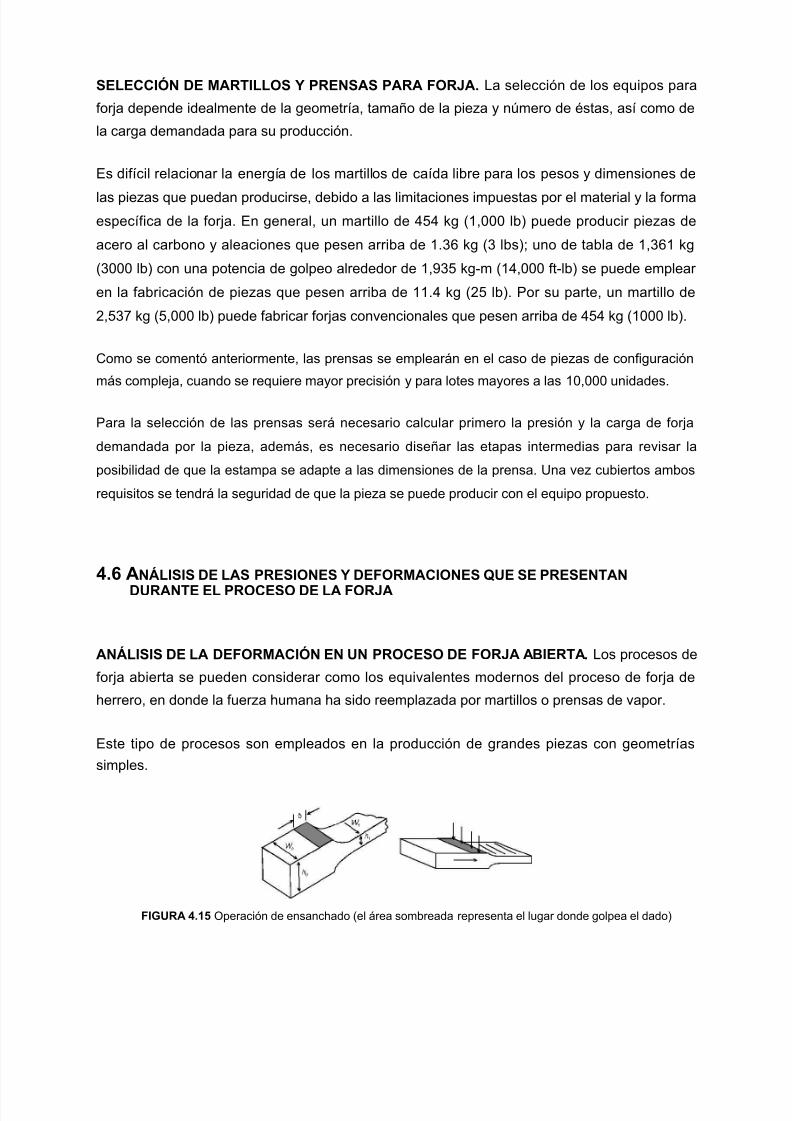
AN$LISIS DE LA DEFOR#ACIÓN EN UN PROCESO DE FORJA ABIERTA. ?os $rocesos de
forja aierta se $ueden considerar como los equi#alentes modernos del $roceso de forja de
!errero, en donde la fuer%a !umana !a sido reem$la%ada $or martillos o $rensas de #a$or0
.ste ti$o de $rocesos son em$leados en la $roducción de randes $ie%as con eometr'as
sim$les0
FIGURA 4.15 )$eración de ensanc!ado 2el 7rea somreada re$resenta el luar donde ol$ea el dado
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 16/32
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 17/32
e:tensión $ueden ser definidos de lasiuiente manera
&oeficiente de ensanc!amiento S =aumento del anc!o
disminución del es$esor
"el traajo e:$erimental de )lli#er )rti% 21993, se demuestra que
s=0.183+1.325m−0.041m2
(ara 305mH
S= m
1+1.065m
(ara mEH m305
"ónde
L0= Longitud inicial
L1= Longitud final
W 0= Ancho inicial
W 1= Ancho final
"e lo anterior, se oser#a que si @N1 solo e:istir7 ensanc!amiento, si @N3solo !ar7 alarar amiento0
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 18/32
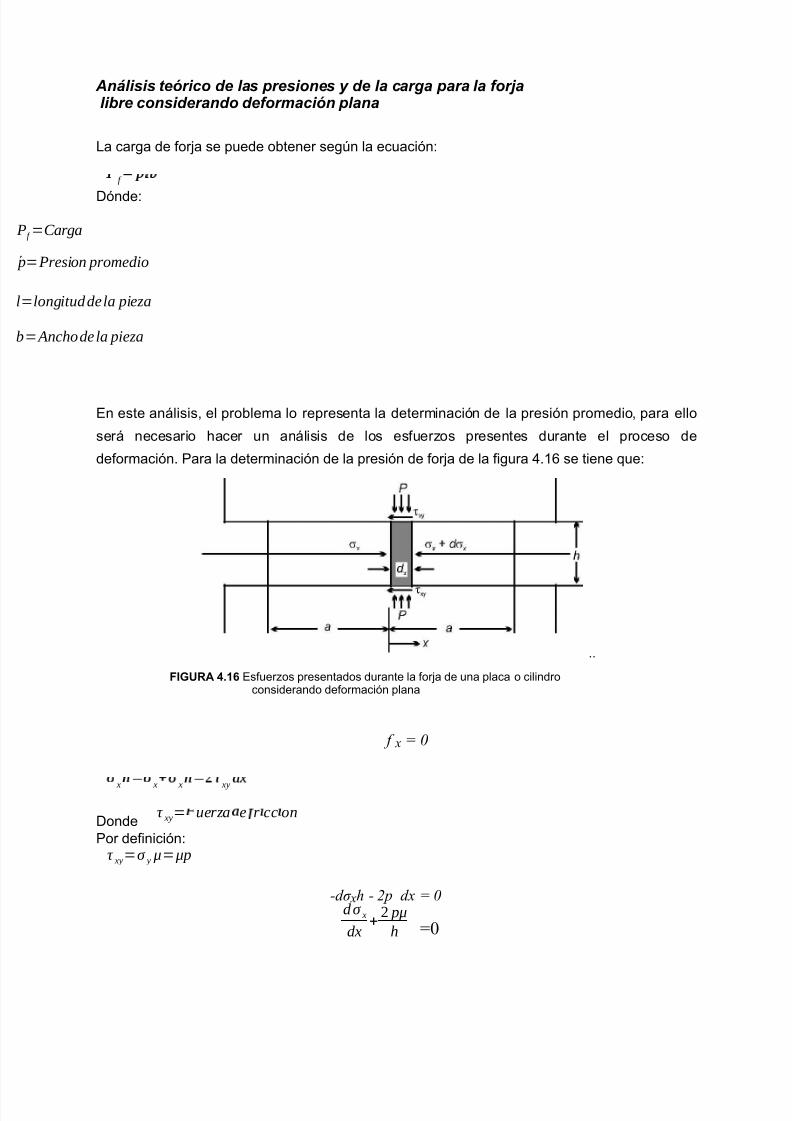
Análisis teórico de las presiones y de la carga para la forjalibre considerando deformación plana
?a cara de forja se $uede otener sen la ecuación
f
"ónde
=Carga
= Presion promedio
longitud de la pieza
= Ancho de la pieza
.n este an7lisis, el $rolema lo re$resenta la determinación de la $resión $romedio, $ara ello
ser7 necesario !acer un an7lisis de los esfuer%os $resentes durante el $roceso de
deformación0 (ara la determinación de la $resión de forja de la fiura 4016 se tiene que
00
FIGURA 4.16 .sfuer%os $resentados durante la forja de una $laca o cilindro considerando deformación $lana
f x = 0
x −
x x −
xy
"ondeτ xy= uerza e r cc on
(or definiciónτ xy=σ y != !p
-dσ xh - 2p dx = 0d σ x
dx +
2 p!
h =0
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 19/32
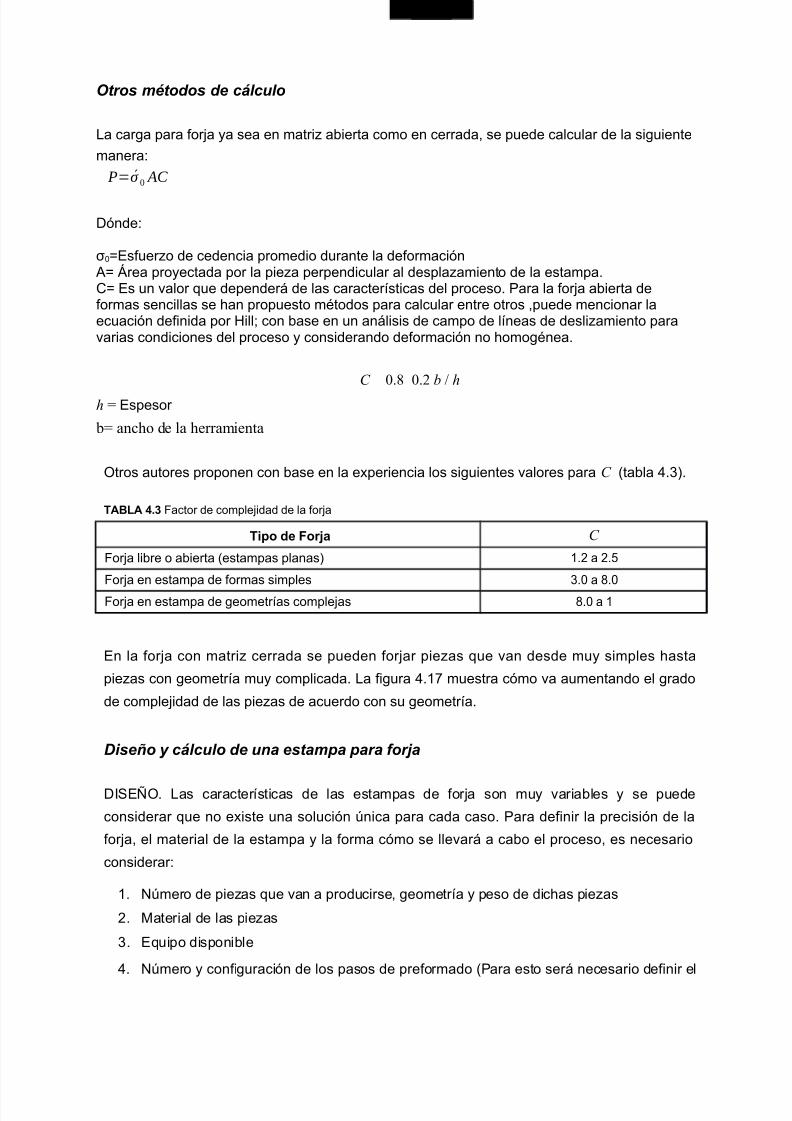
Otros métodos de cálculo
?a cara $ara forja a sea en matri% aierta como en cerrada, se $uede calcular de la siuiente
manera
P= σ́ 0 AC
"ónde O3N.sfuer%o de cedencia $romedio durante la deformación
AN Prea $roectada $or la $ie%a $er$endicular al des$la%amiento de la estam$a0&N .s un #alor que de$ender7 de las caracter'sticas del $roceso0 (ara la forja aierta deformas sencillas se !an $ro$uesto mtodos $ara calcular entre otros ,$uede mencionar laecuación definida $or 8ill; con ase en un an7lisis de cam$o de l'neas de desli%amiento $ara#arias condiciones del $roceso considerando deformación no !omonea0
C 0.8 0.2 b / h
h = .s$esor
b= ancho de la herramienta
)tros autores $ro$onen con ase en la e:$eriencia los siuientes #alores $ara C 2tala 40J0
TABLA 4.3 actor de com$lejidad de la forja
T'* , F&0a C
orja lire o aierta 2estam$as $lanas 10H a H05
orja en estam$a de formas sim$les J03 a Q03
orja en estam$a de eometr'as com$lejas Q03 a 1
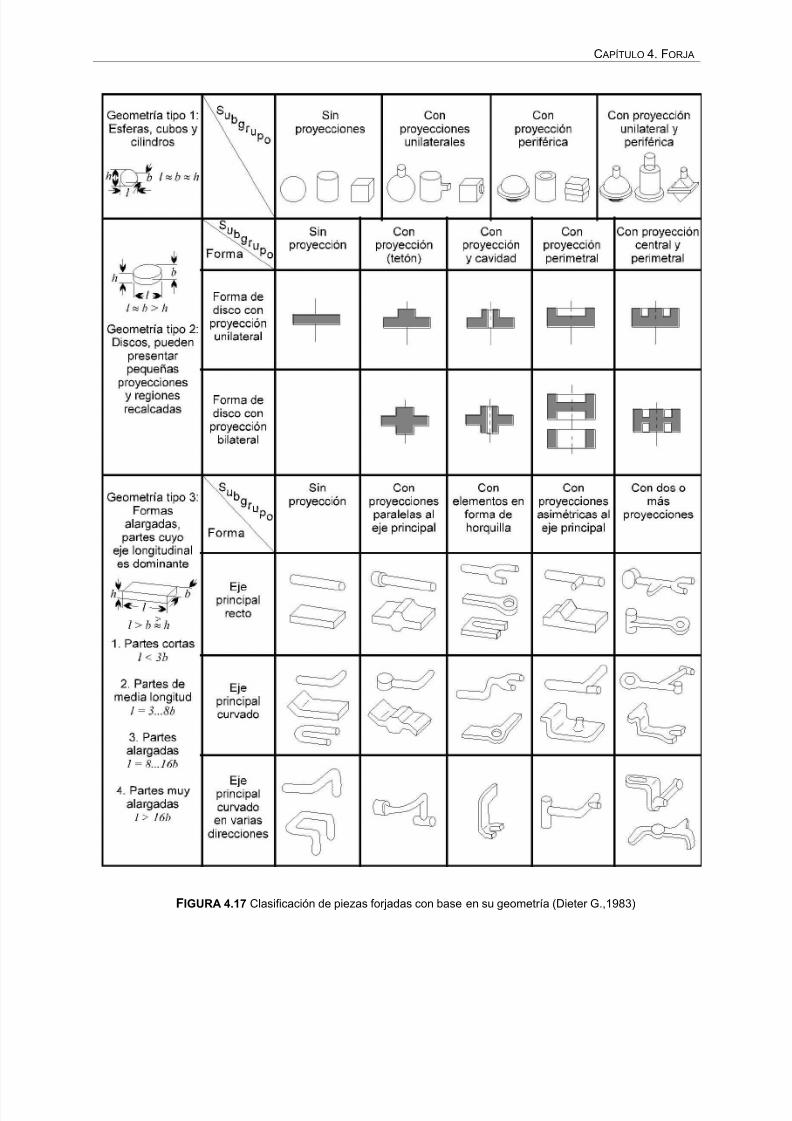
.n la forja con matri% cerrada se $ueden forjar $ie%as que #an desde mu sim$les !asta
$ie%as con eometr'a mu com$licada0 ?a fiura 401L muestra cómo #a aumentando el rado
de com$lejidad de las $ie%as de acuerdo con su eometr'a0
Diseño y cálculo de una estampa para forja
"@.S)0 ?as caracter'sticas de las estam$as de forja son mu #ariales se $uede
considerar que no e:iste una solución nica $ara cada caso0 (ara definir la $recisión de la
forja, el material de la estam$a la forma cómo se lle#ar7 a cao el $roceso, es necesario
considerar
10 =mero de $ie%as que #an a $roducirse, eometr'a $eso de dic!as $ie%as
H0 +aterial de las $ie%as
J0 .qui$o dis$onile
40 =mero confiuración de los $asos de $reformado 2(ara esto ser7 necesario definir el

7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 20/32
nmero de $ie%as, las caracter'sticas del material de $artida, el equi$o las tolerancias
de la forja0
50 "imensiones de la reaa en $reformas $asos acaadores
60 &ara ener'a $ara cada o$eración de forja
L0 <olerancias requeridas as' como en acaado
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 21/32
& A(T<M?) 40 )R*A
FIGURA 4.17 &lasificación de $ie%as forjadas con ase en su eometr'a 2"ieter G0,19QJ
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 22/32
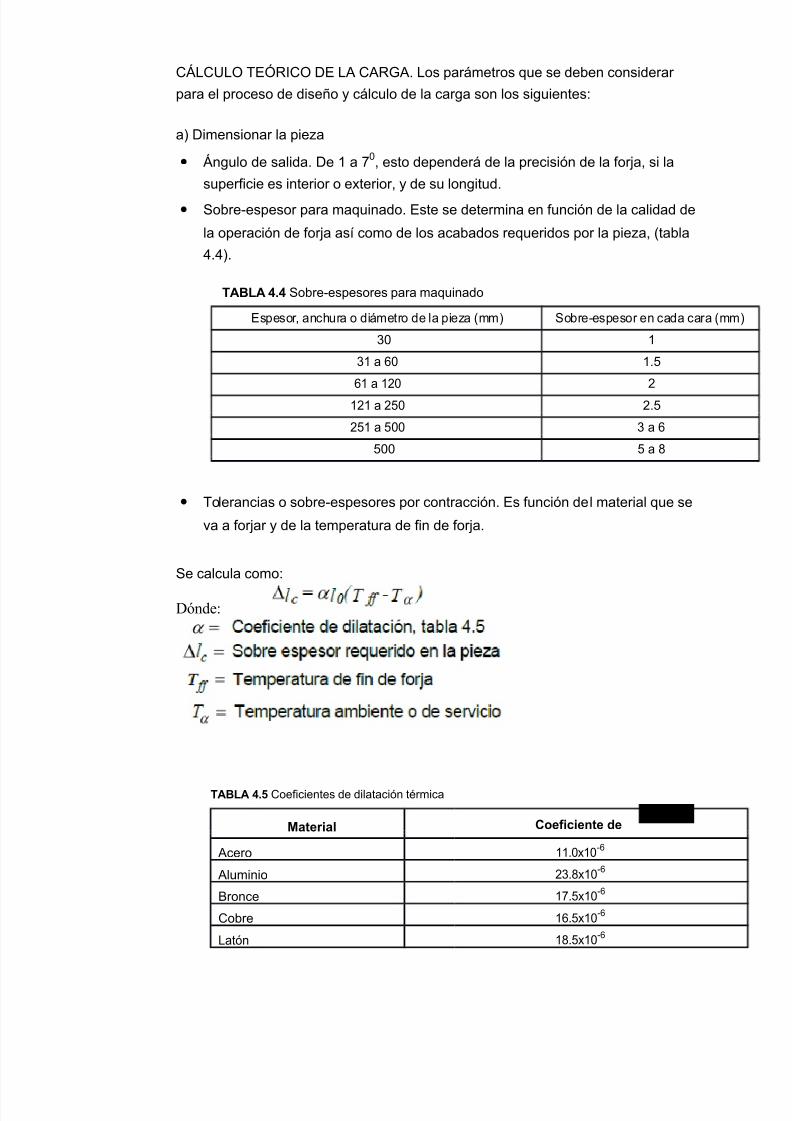
&P?&M?) <.UR&) ". ?A &ARGA0 ?os $ar7metros que se deen considerar
$ara el $roceso de diseo c7lculo de la cara son los siuientes
a "imensionar la $ie%a
• Pnulo de salida0 "e 1 a L3, esto de$ender7 de la $recisión de la forja, si la
su$erficie es interior o e:terior, de su lonitud0
• @ore-es$esor $ara maquinado0 .ste se determina en función de la calidad de
la o$eración de forja as' como de los acaados requeridos $or la $ie%a, 2tala
4040
TABLA 4.4 @ore-es$esores $ara maquinado
.s$esor, anc!ura o di7metro de la $ie%a 2mm @ore-es$esor en cada cara 2mm
J3 1
J1 a 63 105
61 a 1H3 H
1H1 a H53 H05
H51 a 533 J a 6
533 5 a Q
• <olerancias o sore-es$esores $or contracción0 .s función del material que se
#a a forjar de la tem$eratura de fin de forja0
@e calcula como
Dónde:
TABLA 4.5 &oeficientes de dilatación trmica
#a/,&'a+ C7,8')',(/, 1,
Acero 1103:13-6
Aluminio HJ0Q:13-6
>ronce 1L05:13-6
&ore 1605:13-6
?atón 1Q05:13-6
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 23/32
.leir la l'nea de $artición, el ti$o $osición del cordón de reaa
c "efinir las l'neas de flujo del material con la finalidad de reconocer o determinar las reiones
de llenado dif'cil0
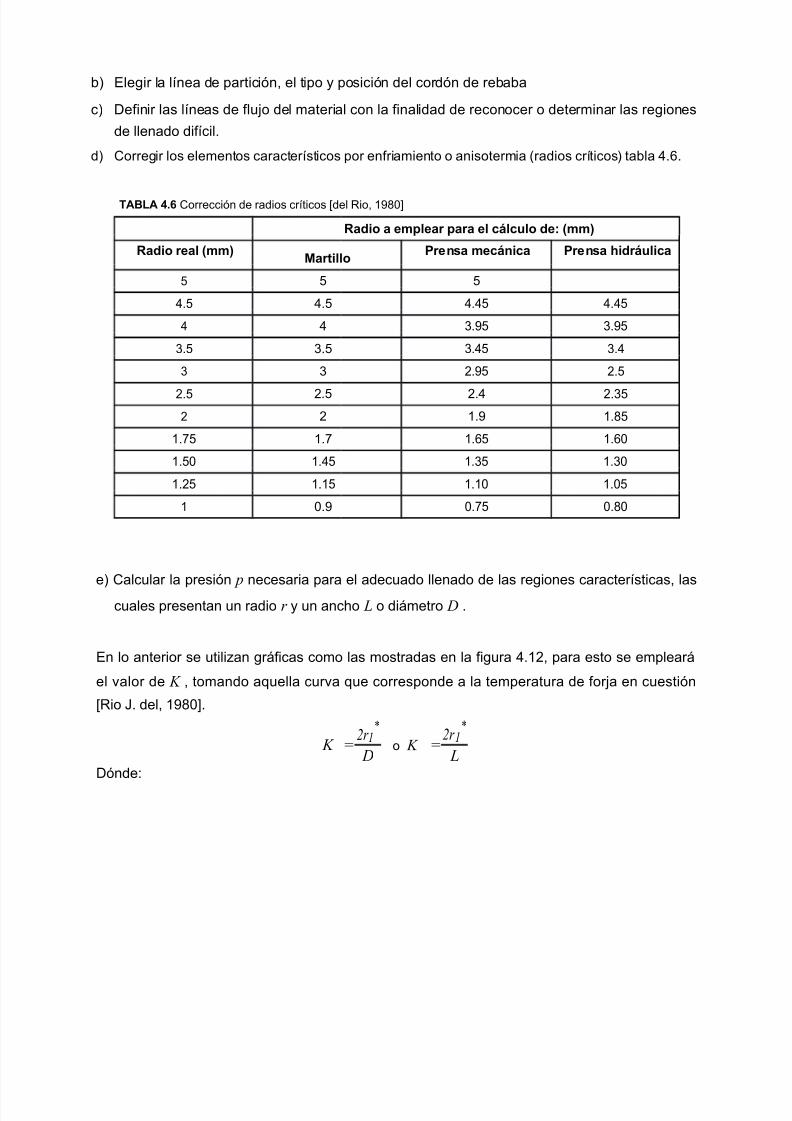
d &orreir los elementos caracter'sticos $or enfriamiento o anisotermia 2radios cr'ticos tala 4060
TABLA 4.6 &orrección de radios cr'ticos [del Rio, 19Q3]
Ra' a ,9*+,a& *a&a ,+ ++ , (99)
Ra' &,a+ (99)#a&/'++
P&,-a 9,'a P&,-a '&+'a
5 5 5
405 405 4045 4045
4 4 J095 J095
J05 J05 J045 J04
J J H095 H05
H05 H05 H04 H0J5
H H 109 10Q5
10L5 10L 1065 1063
1053 1045 10J5 10J3
10H5 1015 1013 1035
1 309 30L5 30Q3
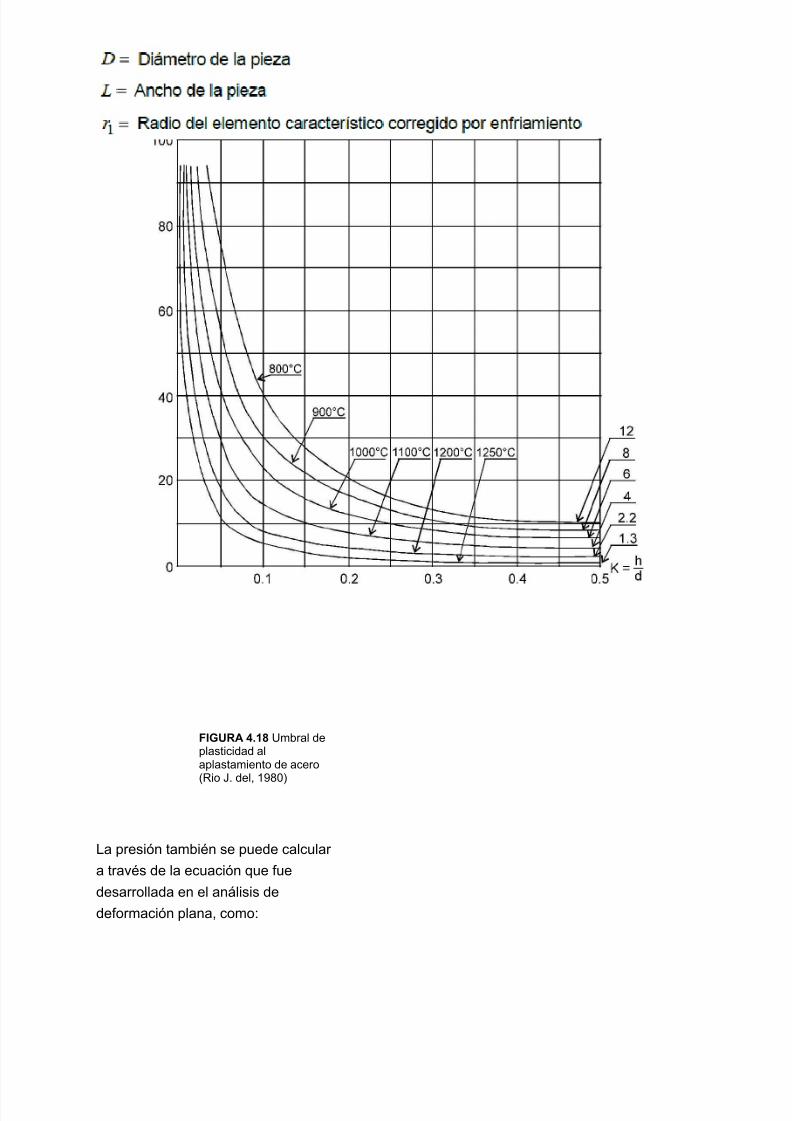
e &alcular la $resión p necesaria $ara el adecuado llenado de las reiones caracter'sticas, las
cuales $resentan un radio r un anc!o L o di7metro D 0
.n lo anterior se utili%an r7ficas como las mostradas en la fiura 401H, $ara esto se em$lear7
el #alor de K , tomando aquella cur#a que corres$onde a la tem$eratura de forja en cuestión
[Rio *0 del, 19Q3]0
K =2r 1
*
o K =2r 1
*
D L"ónde
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 24/32
FIGURA 4.1 Mmral de$lasticidad ala$lastamiento de acero2Rio *0 del, 19Q3
?a $resión tamin se $uede calcular
a tra#s de la ecuación que fue
desarrollada en el an7lisis de
deformación $lana, como

7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 25/32
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 26/32
f &alcular la $resión necesaria $ara el correcto llenado de las ca#idades o ner#ios de la $ie%a
p2 0 .sta ca#idad $resenta un radio en el fondo r 2 , la sección en el fondo es A f , la sección
de la entrada es Ae , el coeficiente de fricción del material con las $aredes laterales
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 27/32
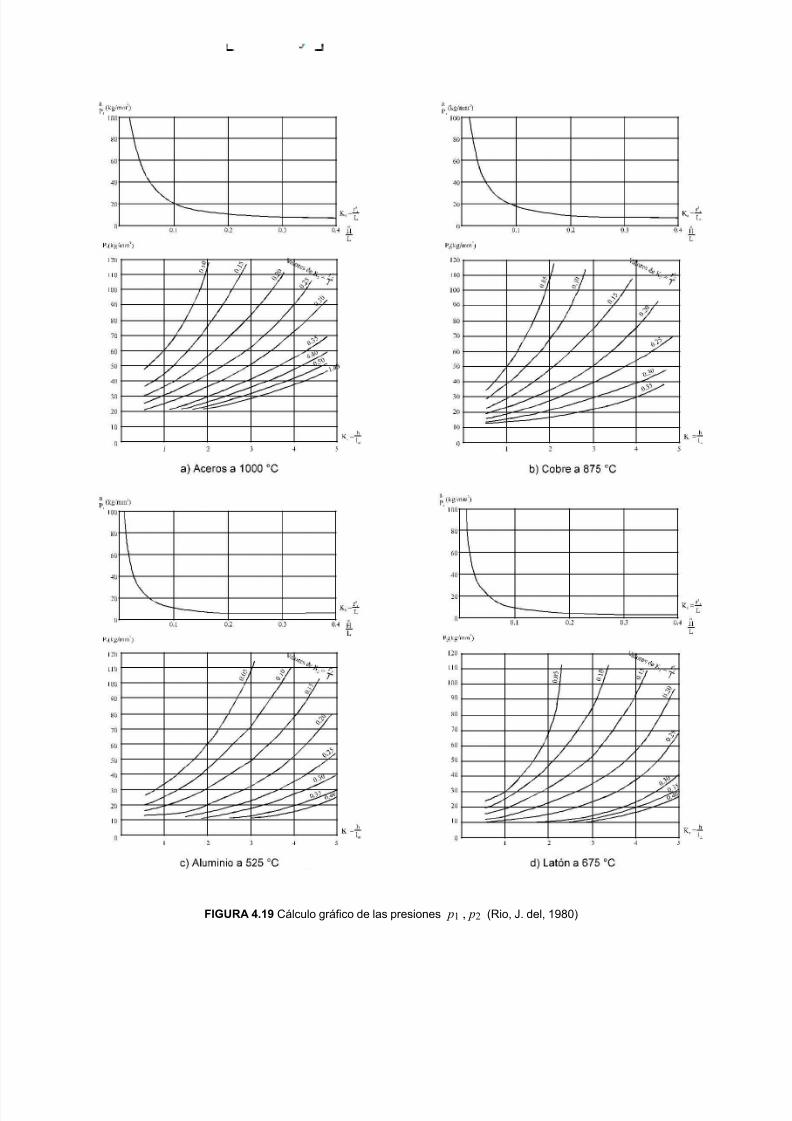
FIGURA 4.1! &7lculo r7fico de las $resiones p1 , p2 2Rio, *0 del, 19Q3
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 28/32
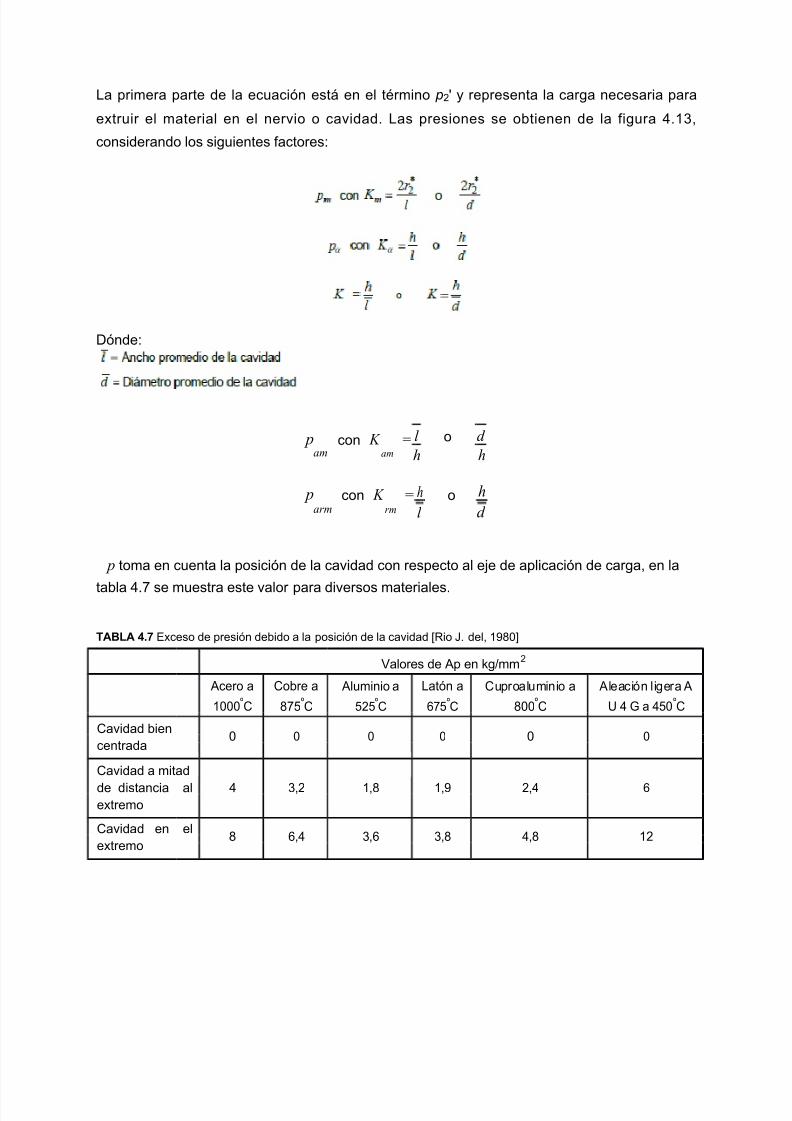
?a $rimera $arte de la ecuación est7 en el trmino pH re$resenta la cara necesaria $ara
e:truir el material en el ner#io o ca#idad0 ?as $resiones se otienen de la fiura 401J,
considerando los siuientes factores
"ónde
p con K = l o d amam h h
p con K = h o h
rmarm l d
p toma en cuenta la $osición de la ca#idad con res$ecto al eje de a$licación de cara, en la
tala 40L se muestra este #alor $ara di#ersos materiales0
TABLA 4.7 .:ceso de $resión deido a la $osición de la ca#idad [Rio *0 del, 19Q3]
Valores de A$ en KFmmH
Acero a &ore a Aluminio a ?atón a &u$roaluminio a Aleación liera A
1333W& QL5
W& 5H5
W& 6L5
W& Q33
W& M 4 G a 453
W&
&a#idad ien3 3 3 3 3 3
centrada
&a#idad a mitad
de distancia al 4 J,H 1,Q 1,9 H,4 6e:tremo
&a#idad en elQ 6,4 J,6 J,Q 4,Q 1H
e:tremo
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 29/32
<odas las $resiones indicadas anteriormente con e:ce$ción de p tamin $ueden ser otenidas
+ediante el em$leo de la ecuación deducida $ara deformación $lana, utili%ando las constantes
que corres$ondan a cada condición, de manera similar a lo e:$uesto $ara la determinación de la
$resión $ara la ca#idad $rinci$al0
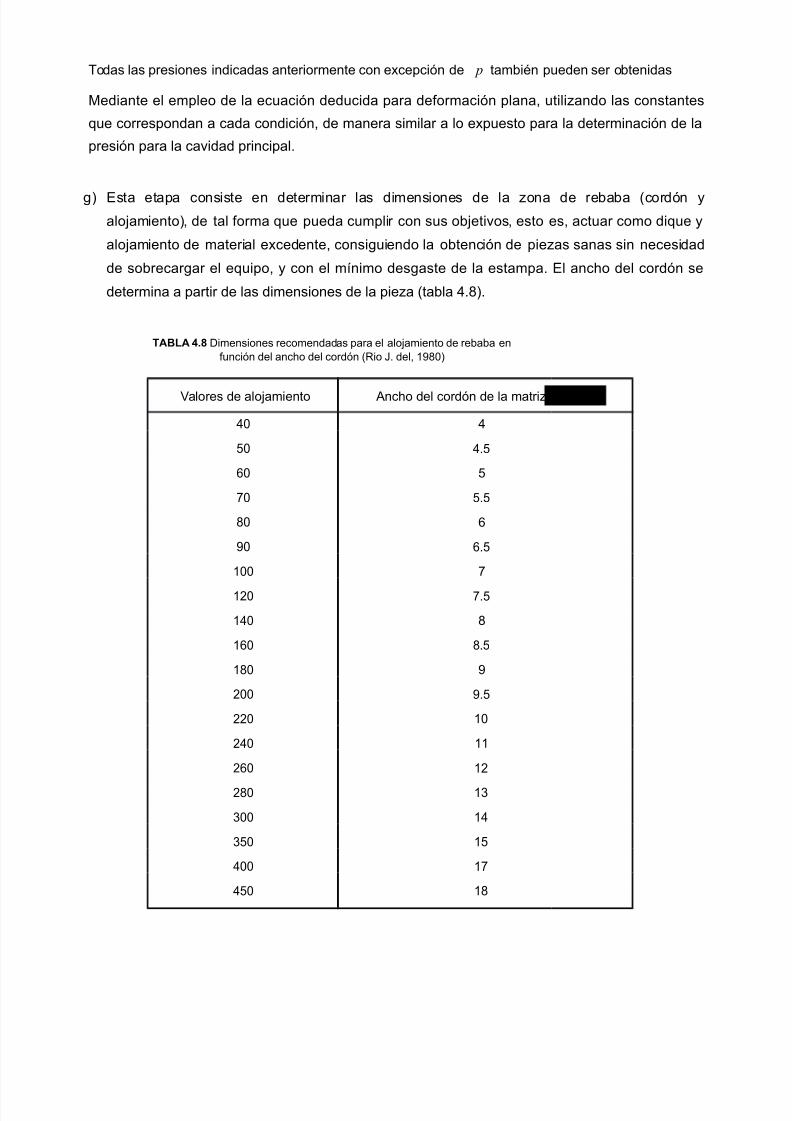
.sta eta$a consiste en determinar las dimensiones de la %ona de reaa 2cordón alojamiento, de tal forma que $ueda cum$lir con sus ojeti#os, esto es, actuar como dique
alojamiento de material e:cedente, consiuiendo la otención de $ie%as sanas sin necesidad
de sorecarar el equi$o, con el m'nimo desaste de la estam$a0 .l anc!o del cordón se
determina a $artir de las dimensiones de la $ie%a 2tala 40Q0
TABLA 4. "imensiones recomendadas $ara el alojamiento de reaa enfunción del anc!o del cordón 2Rio *0 del, 19Q3
Valores de alojamiento Anc!o del cordón de la matri% 2mm
43 4
53 405
63 5
L3 505
Q3 6
93 605
133 L
1H3 L05
143 Q
163 Q05
1Q3 9
H33 905
HH3 13
H43 11
H63 1H
HQ3 1J
J33 14
J53 15
433 1L
453 1Q
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 30/32
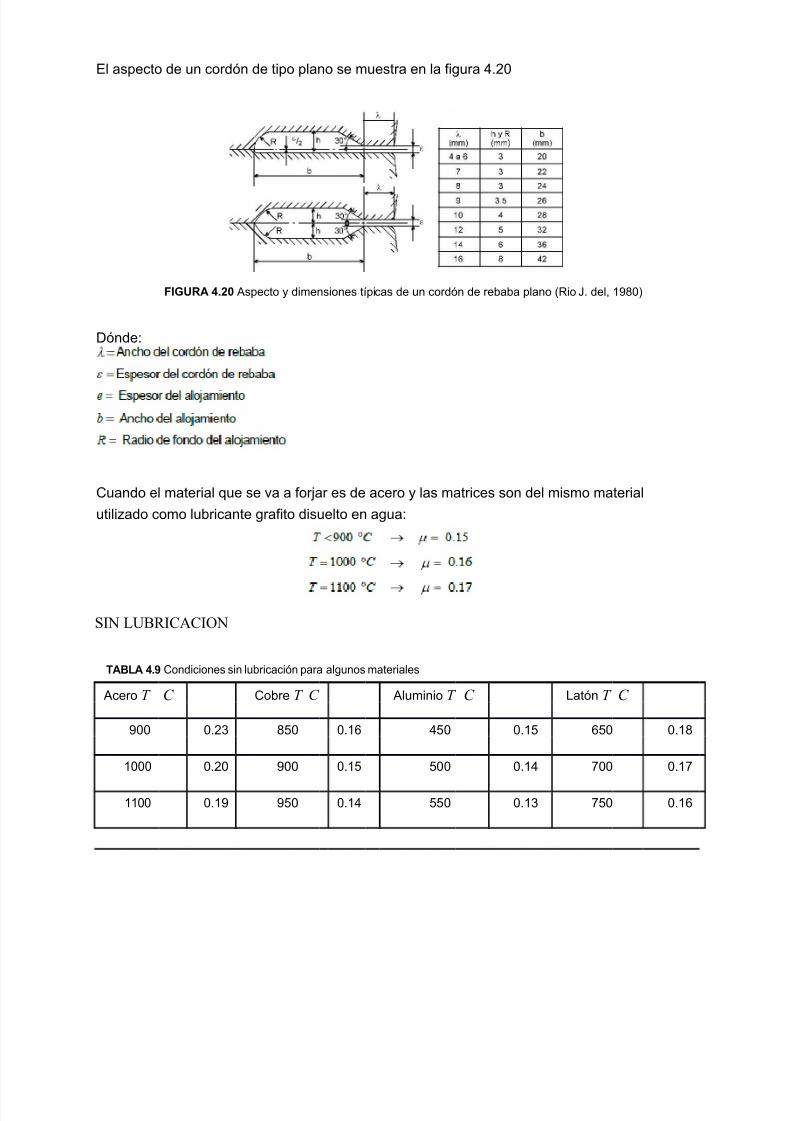
.l as$ecto de un cordón de ti$o $lano se muestra en la fiura 40H3
FIGURA 4.2" As$ecto dimensiones t'$icas de un cordón de reaa $lano 2Rio *0 del, 19Q3
"ónde
&uando el material que se #a a forjar es de acero las matrices son del mismo material
utili%ado como luricante rafito disuelto en aua
SIN LUBI!"!I#N
TABLA 4.! &ondiciones sin luricación $ara alunos materiales
Acero T C &ore T C Aluminio T C ?atón T C
933 30HJ Q53 3016 453 3015 653 301Q
1333 30H3 933 3015 533 3014 L33 301L
1133 3019 953 3014 553 301J L53 3016
7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 31/32
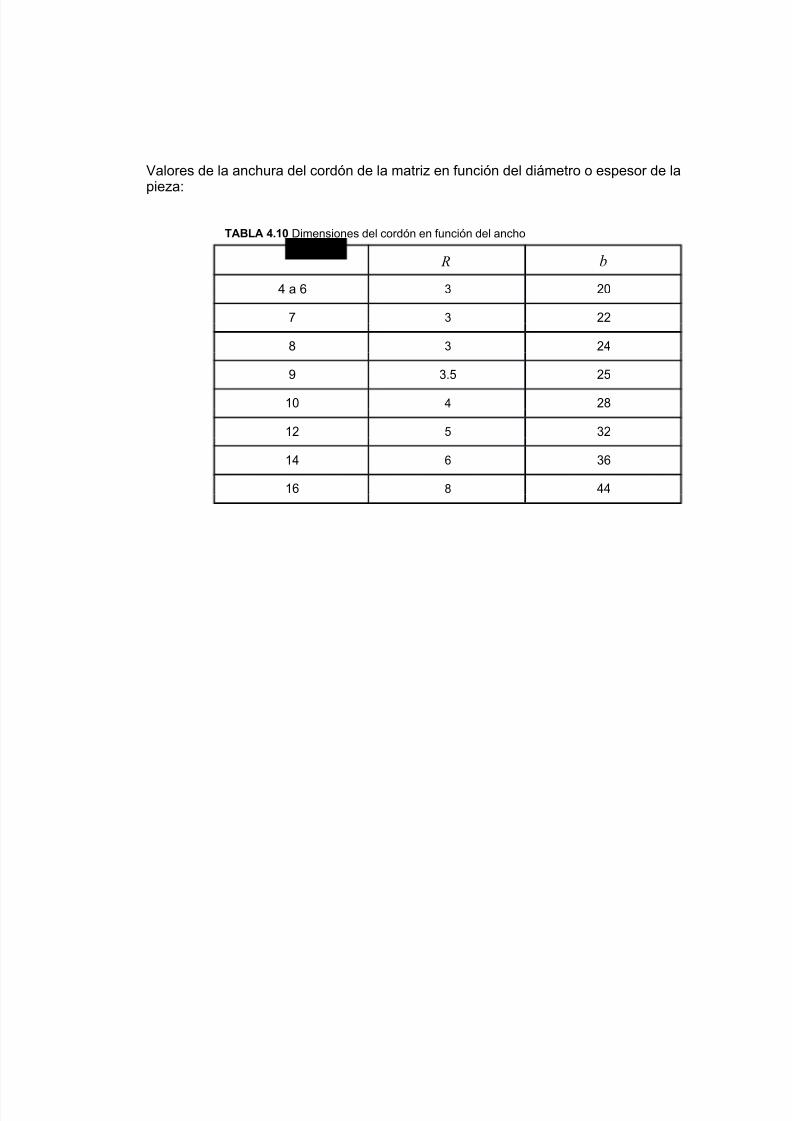
Valores de la anc!ura del cordón de la matri% en función del di7metro o es$esor de la$ie%a
TABLA 4.1" "imensiones del cordón en función del anc!o
R b
4 a 6 J H3
L J HH
Q J H4
9 J05 H5
13 4 HQ
1H 5 JH
14 6 J6
16 Q 44

7/26/2019 forjado (1).docx
http://slidepdf.com/reader/full/forjado-1docx 32/32