Embed Size (px)
Citation preview
EDICIONES / CUADERNOS DE FORMACION SINDICAL
S E R I E / N U E V A S F O R M A S D E L T R A B A J O
EDICIONES / CUADERNOS DE FORMACION SINDICAL
S E R I E / N U E V A S F O R M A S D E L T R A B A J O

Es una publicación del Centro de Estudios y Formación Sindical (CEFS).
Proyecto:
«Fomento de la sindicalización en trabajadores jóvenes en el sector industrial argentino».
FETIA-CTA/Fundación Paz y Solidaridad de Navarra.
Elaborado por el Equipo de Capacitación de la FETIA
Piedras 519- 10 B - C1070AAU. Ciudad Autónoma de Buenos Aires.
email: [email protected]
Textos: Osvaldo Battisttini
Diseño y diagramación: Doblespacio
Impresión: Los Impresionistas

1
El Toyotismo
2
Organización del trabajo, control y disciplina
La manode obra
(aquello que se vaa transformar
mediante la accióndel hombre.)
(partes delproducto final.)
(maquinaria,herramientas.)
(capacidad técnica delhombre para transformar
la materia prima onaturaleza y obtenerun producto final.)
La materiaprima
Losinsumos
intermediosLa
tecnología
Elconocimiento
técnico
(La fuerzade trabajo
que pone eltrabajador.)
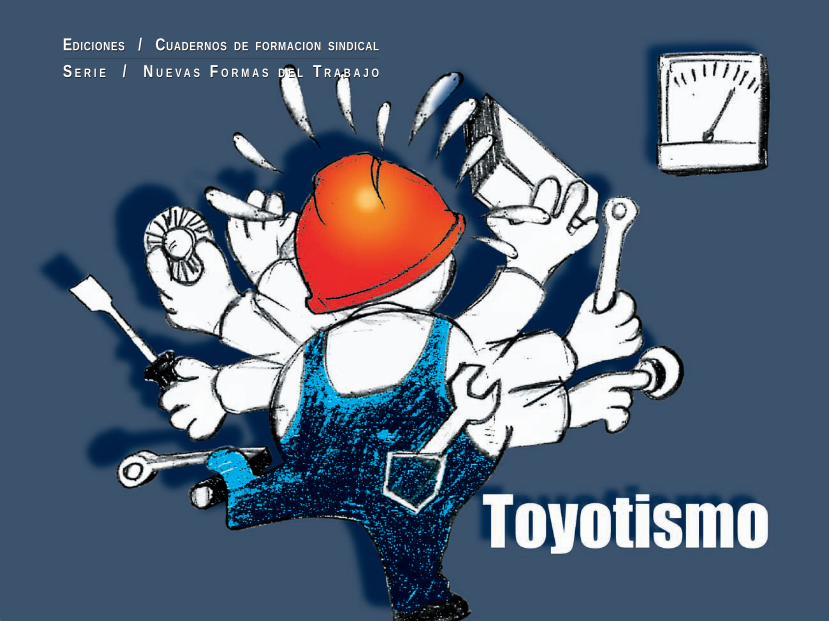
Todo trabajo humano implica un proceso, en el cual intervienen:
3
Desde el momento en que se planifica elproducto final, se compran las materias primas,los insumos intermedios y se decide con quétecnología se va a trabajar, se inicia un proce-so de trabajo que culmina con la obtencióndel producto final. Cada proceso de traba-jo implica una organización, es decir, cómose van a relacionar en el tiempo y en elespacio cada uno de sus componentes (ma-terias primas, insumos, tecnologías y manode obra).
Los procesos de trabajo significan tam-bién la cooperación de los hombres para laproducción. Esta cooperación puede ser en-tre iguales y con igual distribución de losbeneficios o productos, o cooperación entredesiguales y con diferente distribución debeneficios y productos. Esta última es la
cooperación de tipo capitalista en la cual exis-ten diferencias entre el patrón o empresario ylos obreros o trabajadores. El primero es eldueño de los materiales que se utilizan para pro-ducir, de las maquinarias, del local de trabajoetc., y a partir de ello impone al obrero un ho-rario de trabajo, un ritmo, condiciones de tra-
4
ganancia diaria a su favor. Es decir, el trabaja-dor trabaja más tiempo por día que el necesa-rio para producir los productos necesarios paraque el patrón le pague su salario.
Entonces, si durante una jornada de tra-bajo se logra que el trabajador produzca másen menos tiempo se obtendrán mayor canti-dad de productos, aumentará la productivi-dad y el patrón obtendrá más ganancia.
Una forma de reducir los tiempos en laproducción es aumentando el control sobrelos trabajadores y mejorando la disciplinade estos últimos para producir. Cuanto máscompenetrados estén de su trabajo y menosdistracciones se produzcan, la eficiencia pro-ductiva será mayor.
El control sobre los trabajadores puede serde dos tipos: despótico o ideológico. Es des-
bajo y un salario. Finalmente, una vez obtenidoel producto final, es el dueño, patrón o empre-sario, quien vende ese producto y se queda conla ganancia. El costo básico de ese productoserá igual a la suma de los costos de la materiaprima, los insumos, el desgaste de la tecnolo-gía, la energía utilizada, más los costos deriva-dos de la utilización de la mano de obra (el sa-lario de los obreros). Estos últimos represen-tan lo que se denomina como valor agregado,ya que el trabajo humano es el valor que se leagrega a la naturaleza o a la materia prima an-terior al producto final. De cualquier modo, conla cantidad de productos que cada trabajadorfabrica en una empresa, el empresario capita-lista obtiene más dinero que el necesario pararecuperar los costos de los materiales, tecno-logía y mano de obra, por lo cual le queda una
5
pótico cuando la disciplina es impuesta por lossupervisores o jefes mediante presiones cons-tantes y hasta, en algunos casos, reprimendaso castigos. Es ideológico cuando se traduce enincentivos materiales o premios simbólicos,posibilidades de ascensos, establecimiento derelaciones de confianza o comunicación per-
manente con los supervisores etc.Toda forma de organización del trabajo en
el capitalismo implicó la aplicación de meca-nismos disciplinadores o de control sobre lostrabajadores. Siempre se trató de disminuir elcosto derivado de la generación de tiemposmuertos por parte de los obreros y hacer que
¡Muy bien,López, siga
así y veremossu foto el mes
próximo!
6
estos no planteen contradicciones o resisten-cias a la producción. De cualquier modo, cadaimpulso de controles exacerbados sobre el tra-bajo fue contestado con resistencias por partede las organizaciones obreras. No siempre es-
tas luchas fueron exitosas, pero el cami-no en que ellas se conducen implica
avances y retrocesos que deben serconsiderados en cada caso paraplantear nuevas acciones.
Entonces, la razón por la cualse hace prioritario para los tra-bajadores el estudio de las carac-
terísticas de la organización de laproducción es que en ellos se locali-
zan los mecanismos para aumentar laintensificación de la jornada, para dis-
ciplinarnos y hacernos trabajar mucho más delo que nos están pagando, para aumentar la pro-ductividad a costa de nuestro esfuerzo físico yno de la contratación de nuevos trabajadores,en definitiva, para obtener mayores gananciasen función de nuestro desgaste diario.
7
Después de un largo tiempo de no verse,tres amigos se encuentran a la salida de susrespectivos trabajos. Luego de rememorarviejos tiempos y de intercambiar novedadesrespecto al desarrollo de sus respectivas vi-das y situaciones familiares, comienzan a ha-blar sobre sus respectivos empleos. Uno de
¿Cuando y por que se modificala organización del trabajo?
ellos (Andrés) está empleado en una fábricametalúrgica de mediano tamaño como obre-ro, tiene estudios secundarios incompletos yen los últimos tiempos cambió varios trabajosdespués de haber pasado una temporada des-ocupado. Otro amigo (Julián) se recibió detécnico electricista (había sido compañero de
8
estudios de Andrés), cursó algunos años en launiversidad y trabaja en la línea de una granempresa automotriz de origen transnacional.El restante (Alberto) terminó sus estudios se-cundarios en una escuela comercial y ahora
trabaja como empleado en una gran empresaquímica. Escuchemos parte de su diálogo:
Andrés: Che, es cierto, ahora me doycuenta de que hace tiempo que no nos ve-mos. Lo que pasa es que para mi, el laburo
... sensacióntérmica de 39
grados... así quevestirse livianito
y si tiene unamaguera a mano...
¡aproveche!
9
cada vez me come más horas del día.Julián: Sí, es cierto, a mí me pasa lo mis-
mo. Antes tenía un montón de tiempo para ha-cer cosas diferentes, ahora entro a trabajar alas 8 de la mañana y, con las extras, salgo alas 8 de la noche todos los días y se me sumael sábado también. Cuando te querés acor-dar pasan días y a tus pibes los viste durmien-do todo el tiempo.
Alberto: Bueno, pero la diferencia es queustedes tienen horas extras, yo me tengo quequedar, a veces hasta la noche a cualquierhora o llevarme el laburo a casa y nadie mepaga la diferencia. Cada vez tengo más res-ponsabilidades y no puedo terminar con todoen el día.
Andrés: En mi caso no se trata de res-ponsabilidades adentro de la fábrica, son las
de afuera. Si no laburo las 12 horas diarias ylos sábados, a mi mujer y a mi no nos alcanzapara todo lo que cuesta la vida en estos tiem-pos, y eso que ella también labura.
Alberto: Sí la cosa está peleaguda. Yo ten-go un buen sueldo y mi mujer también, perolas cosas están cada día más caras.
Julián: Nuestro sueldo aumentó bastanteen los últimos tiempos, con la negociacióncolectiva el básico se fue bastante alto, paralo que era en otros tiempos ¿no? Pero, tam-bién está la oportunidad y hay que aprove-charla. Yo me compré un coche y ahora meestoy haciendo la casita, con las horas extrasy el laburo de mi mujer pudimos hacer bas-tante este año. Imaginate que venga otra cri-sis y no aprovechaste el momento.
Andrés: Sí, pero lo que pasa es que la
10
vida te cambia un montón cuando tenés queestar todo el día en el yugo. En invierno, pa-rece que estás en una cárcel, no viste el solpor días. Yo antes iba a jugar al fútbol todoslos jueves con amigos, después empecé a fal-tar y ahora no me llaman más porque dicenque siempre estoy trabajando o muy cansa-do.
Julián: Huy, mi mujer el otro día me de-cía algo parecido. Resulta que se acordabade cuando nos reuníamos todos los viernescon unas parejas amigas a cenar y ahora nopodemos más porque yo estoy trabajando ovengo molido y el sábado tengo que estar denuevo arriba temprano.
Alberto: Es por todos lados igual, yo an-tes no faltaba un solo cumpleaños y la semanapasada tuvo que ir mi mujer sola al cumplea-
ños de mi hermano, porque yo me tuve quequedar hasta las 11 de la noche sacando unlaburo urgente.
Andrés: A mí me parece que también pasaque no se organiza muy bien el trabajo. En lafábrica, al ingeniero siempre se le ocurre unacosa nueva y termina embarullando todo.
Julián: Bueno, están las nuevas técnicasdel trabajo. Nosotros hace tiempo que las usa-mos. Son los métodos japoneses de organi-zar la producción.
Alberto: Bueno, lo que llaman“toyotismo”. Yo hice un curso de administra-ción de empresas y algo me explicaron, pero¿vos sabés de eso? ¿Por qué no nos explicásun poco?
Andrés: Sí, dale… El ingeniero de la fá-brica dice que lo que nos hace hacer es parte
11
de lo que hacen los japoneses… a ver si escierto…
Julián: Bueno, al principio nos dijeron queestos métodos habían sido diseñados paraaumentar la productividad y lograr mejoras enlas empresas modernas, pero yo estuve leyen-do algo más al respecto y me enteré de quelos japoneses inventaron esas técnicas parasalir de la crisis que les había provocado la
guerra. Dicen que un ingeniero japonés diseñóeste método para poder fabricar en cantida-des pequeñas y de forma variada. Tenían queresponder a una demanda de productos muybaja y con diferencias en los pedidos. Aparte,tenían que lograr ser eficientes para evitar lacompetencia con la producción yankee queavanzaba sobre los países que estaban destrui-dos después de la guerra.
Julián,¿por qué no
se queda y metermina esas
conexiones quetenemos que
entregarmañana?
12
El método toyotista surgió en Japón, hacia fines de la Segunda GuerraMundial. La destrucción de la guerra y la crisis generada por la derrotamilitar hizo que el Japón se encontrara en una situación de severas dificul-tades económicas al final de la misma.
El consumo se veía absolutamente deprimido, escaseaban las mate-rias primas y la mano de obra calificada. El país tenía que enfrentar elproceso de recuperación con estos condicionantes.
La producción automotriz enfrentaba además la posibilidad de la com-petencia de los países desarrollados (sobre todo la estadounidense) quepretendían ingresar en su mercado.
Partiendo del análisis de la producción en la división textil de Toyota,un ingeniero de la empresa (Taïichi Onho) comenzó a diseñar un nuevomodelo de producción.
El nuevo sistema estaría basado en la necesidad de producir solamen-te lo que se vendía y a partir de pensar la producción “al revés” de como fue
Surgimientodel toyotismo
12
13
diseñada para el fordismo. Es decir, que en lugar de producir para un stock quese fijaba de antemano y en grandes cantidades, ahora se tenía que producir enpequeñas cantidades y solo lo que el cliente necesitaba. Además, había queevitar los stock excesivos de partes de producto y de productos terminados.Cada stock es costo en la línea, que debía ser reducido.
Aparte, si una cosa tenía que ser reducida era la cantidad de trabajadoresen la línea.
* Shimiszu, K., (1999), Le toyotisme, Ed. La Découverte, Paris.* Coriat, B. (1992), Pensar al revés, Siglo XXI Editores, Madrid.
13
14
Andrés: Pero si tenían que cambiar todo yreducir costos y bajar el número de trabajado-res ¿los sindicatos no hicieron nada? ¿había sin-dicatos? ¿cómo eran?
Julián: Sí, hubo huelgas y mucha peleadel sindicato para resistir a estos cambios,pero al final, el sindicato más combativo fue
derrotado. Tal vez como producto de que lacrisis que vivía Japón en ese momento nopermitía a los trabajadores tener una resis-tencia muy grande en el tiempo. Al final, laempresa logró torcer el brazo de la organi-zación sindical, transformarla a su favor, ne-gociar e imponer sus condiciones.
... ¡O aceptanesta reducción de salario
o vayan reduciendo eltalle de los pantalones
porque van a pasarhambre!
15
La política de austeridad de la post-guerra, provocada por el ajus-te estatal que impulsaban los Estados Unidos en Japón, cortó el circuitode financiamiento a las empresas que estaban en tren de reestablecerse.Como producto de esta situación, 11.000 empresas quebraron y 510.000trabajadores quedaron desocupados. Habiendo registrado un déficitde 35 millones de yenes en 1949 y no pudiendo recuperar los preciosde ventas a crédito, Toyota registró una pérdida neta de 76,5 millonesde yenes entre diciembre de 1949 y marzo de 1950.
Viendo que los otros constructores de automóviles estaban despi-diendo trabajadores, el sindicato de Toyota demandó a los patrones noechar ningún trabajador aceptando reducciones de salario. A partir deesto se llega a una negociación colectiva, el 24 de noviembre de 1949,en la que la empresa se compromete a no despedir sin acuerdo delsindicato. Pero esta convención no es firmada por el presidente-direc-tor general: Kiichiro Toyoda. Luego, Toyota recibe una ayuda financie-
El toyotismo y lossindicatos japoneses
15
16
ra de 400 millones de yenes, del Banco de Japón, por la cual secompromete a racionalizar la producción. Una filial del grupo ToyotaNippondenso (hoy Denso) despidió a 473 asalariados. Al advertirque iban a comenzar los despidos masivos, el sindicato da por ini-ciado un conflicto el 7 de abril, y comienza a negociar con la em-presa el 14 de abril. El sindicato reivindicaba el mantenimiento delempleo y el cumplimiento del acuerdo firmado el 24 de noviembrede 1949.
Hasta entonces, el sindicato agrupaba a todos los obreros ya los cuadros medios (kachô) y era una de las ramas del sin-dicato automotriz adherente a Sohyo (Consejo General deSindicatos de Japón), creado en 1952 y considerado comola organización obrera más combativa.
El 22 de abril, la empresa propone el retiro voluntario de1.600 trabajadores y el cierre de dos plantas en la región deKanto. Esto dio lugar al desarrollo de huelgas hasta el 3 dejunio. En ese intermedio, el sindicato recurrió a la justicia parareclamar la validez del acuerdo del 24 de noviembre de 1949,
16
17
pero la justicia no lo reconoció porque no llevaba la firma delpresidente-director general de la empresa.
Con el tiempo, los trabajadores que aceptaron el plande racionalización y los retiros masivos fueron cada vezmás. La situación de crisis económica del país y la consi-guiente resignación de los trabajadores iba impulsando es-tas salidas individuales. El 8 de junio habían salido 1.700trabajadores y el 10 de junio el sindicato dio por termina-do el conflicto. El resultado final fue la partida de 2.146trabajadores.
La contracción del mercado y el conflicto hicieron queToyota registrara una pérdida de 137 millones de yenes. Pero,luego, los pedidos de material militar como producto de la gue-rra de Corea, que estalló el 26 de junio, permitieron la recupe-ración económica de la empresa.
El sindicato continuó con las huelgas durante el año 1951reivindicando aumentos de salarios. En 1952, después del reti-ro de la administración estadounidense y frente al intenso movi-
17
18
miento de racionalización de la producción en todo el país, se desencade-na una gran ola de luchas obreras. En Toyota, se desarrolla un movimientode reivindicación salarial y de resistencia a la racionalización que dura 55días. La dirección de la empresa se opone a cualquier acuerdo formal y elconflicto termina con una derrota del sindicato. Después de esta derrota,la dirección logra transformar la rama local del sindicato en un sindicatointerno a la empresa. En 1953 el movimiento sindical histórico de estesector es prácticamente destruido y reemplazado por un interlocutor ex-clusivo de la dirección, un sindicato de empresa, llamado “corporativista”.En 1954 ese mismo sindicato es considerado insuficientemente cooperati-vo, es disuelto y reemplazado por uno nuevo, cuyos estatutos y estructu-ras fueron revisados y adaptados al nuevo “espíritu Toyota”. La campañareivindicativa de 1954 se hace a partir de la consigna “¡Proteger nuestraempresa para defender la vida!...” Desde entonces, en Toyota, la huelgaprácticamente ha desaparecido.
* Shimiszu, K., (1999), Le toyotisme, Ed. La Découverte, Paris* Coriat, B. (1992), Pensar al revés, Siglo XXI Editores, Madrid.
18
19
Alberto: ¿Pero, en qué se basa fundamen-talmente el modelo toyotista? Porque yo oí ha-blar del just in time, de la calidad total y todasesas cosas...
1. En inglés, como comúnmente se lo denomina es: just intime.
Julián: Bueno, hay algunos pilares básicossobre los cuales se asienta todo el modelo: el“justo a tiempo” 1 , la polivalencia, la autono-mía, el trabajo en grupos, la calidad total y elkan ban.
Andrés: Che, explicame bien cada cosa,yo escuché hablar de la calidad total, el tra-
El éxito denuestra empresa,
se basa en laaplicación de
modernas técnicasde trabajo.
20
bajo en grupos y de la polivalencia, pero de lasotras cosas no.
Alberto: Ahora entiendo, a mi me dicenque tengo que hacer varias tareas, no que-darme con una sola. Me dijeron muchas ve-ces de la polivalencia y esas cosas, pero delo otro no...
Julián: Bueno, cada una de estas cosasestá relacionada. El tema del “justo a tiempo”es que uno tiene que trabajar justo en el tiem-po en que las piezas llegan a tu puesto, ni an-tes ni después. Es decir, que no tienen queacumularse piezas en tu puesto, no tenés quepedir al depósito que te mande más partes delas que necesitás para hacer lo que tenés quehacer en el momento (a veces en el mismodía, otras veces en parte del día, depende de
lo que se esté fabricando). Aparte, como mu-chas cosas no se fabrican en la planta, los pro-veedores externos tienen que traer las partestambién justo en el tiempo en que se van ausar. Tampoco se tienen que acumular piezasen el depósito ni productos terminados. Estosignifica que se trabaja para hacer lo que seva a entregar en el día.
La calidad total está relacionada con esto,porque si vos no controlás la calidad de lo queestás haciendo van a tener que reparar los pro-ductos en algún momento y la línea se detiene.Todo tiene que circular rápidamente hasta laentrega final. Cada uno, en su puesto, tiene queser un control de calidad más. El automóvil lovan a revisar al final igual, pero hay que evitar,lo más posible, las fallas antes de llegar a ese

21
punto. Además, el proveedor también tiene queentregar cada parte con la calidad muy contro-lada, porque ni bien llega se tiene que utilizar(no puede haber mucho stock).
Ya no existen los puestos fijos en la pro-
ducción, todos los que trabajamos en la plan-ta somos polivalentes, es decir que podemoshacer diferentes tareas todo el tiempo. Enton-ces, podemos intercambiar de puestos entrenosotros. Si un compañero falta, otro lo pue-
22
de reemplazar y así... Además, trabajamos enun grupo, que hace diferentes tareas, entre losdel grupo somos intercambiables. Ah, yo séalgunas tareas de otros grupos, porque cuan-do faltó algún compañero de esos grupos yolo reemplacé. Cada grupo se tiene que ocu-par de hacer lo que le corresponde en la lí-nea, según el programa del día y tenemos queestar preparados para controlar que algo noande mal, sino podemos activar el Andon.
Alberto: ¿Y, qué es el Andon?Julián: Es como un semáforo, con una
luz roja, otra verde y otra amarilla, que estáal costado de nuestro grupo, con una cuerdaque acciona las luces. Si todo anda bien, estáprendida la verde, si hay un problema me-nor se prende la amarilla, si el problema esgrave, se prende la roja.
Andrés: En el grupo, son todos iguales,porque yo tenía entendido que alguien era elque los dirigía ¿no?
Julián: Sí, hay uno que es el líder, pero noes muy diferente a nosotros, es un compañeromás. Es él el que informa a los jefes de gruposy el que nos distribuye el trabajo a la mañana,pero nada más.
Alberto: Sí, pero él es el que informapara arriba cómo está trabajando cada uno¿o no?
Julián: Sí, es él. De acuerdo a lo que élpase para arriba, te van a evaluar y te van aconsiderar para los aumentos. Todos quie-ren ser líder, para ganar también un poco másy poder seguir ascendiendo. Aparte, si tesuben a líder es que consideran que estáshaciendo bien las cosas.
23
El trabajo que antes se realizaba en cada puesto es reemplazado por el trabajo engrupos o células. Cada trabajador es denominado como team member (miembro delequipo) y está capacitado para llevar a cabo todas las tareas que se realicen enesa célula. Se establecen rotaciones de tareas entre los miembros de dichogrupo o reemplazos cuando un trabajador está ausente. Estas rotaciones oreemplazos son decididas por otro miembro del grupo que está un escalónmás arriba en la escala jerárquica, el team leader(líder de equipo). Este último, puede ganar unsalario algo más elevado que los otros miem-bros del grupo, pero conserva su mismoestatus respecto a la organización sindical.
Los trabajadores pueden serasimismo “polifuncionales”, es de-cir, estar preparados para cumplirtareas dentro de otras funciones de
Polivalencia ytrabajo en grupos
23
24
la planta, o sea dentro de otros equipos. Esto pueden decidirlo quienes ocupan puestos jerár-quicos de planta con los líderes de grupo (encargados de varios grupos o leader group) alcomenzar un turno, ante una necesidad de reemplazo o refuerzo de otro grupo en la línea.
Generalmente, la composición de todos los grupos es colocada en un gran panel, alcomienzo de cada jornada, que se encuentra en la entrada de la planta de producción.
Mediante este mecanismo, la empresa logra disminuir la cantidad de personal nece-sario para las diferentes tareas. Un trabajador intensifica su trabajo en la jornada, ha-ciendo varias actividades diferentes y reemplazando a otro si es necesario.
* Shimiszu, K., (1999), Le toyotisme, Ed. La Découverte, Paris.
24
25
Andrés: ¿Y qué es eso de la autonomía?Julián: Bueno, todos somos autónomos
en el trabajo. Es decir que tenemos que rea-lizar un trabajo en el día y nos controlamosa nosotros mismos para hacerlo. Simplemen-
te tenemos que tener en cuenta las normas decalidad y de producción y los tiempos.
Andrés: Bueno, pero si te ponen normas,si tenés que cumplir con los tiempos, si hayque estar atento para reemplazar a un com-
¡Los felicitomuchachos! ¡El
capataz me dijo quetrabajaron todo el finde semana! Veo queentendieron que a
esta empresa lasostenemos entre
todos...
26
pañero que falta, si tenés el líder que te evalúay los superiores del líder que también te van aevaluar, muy autónomo no sos, no sé, me pa-rece...
Alberto: Sí, bueno, en parte a nosotrosen la oficina nos hacen trabajar con el mis-mo sistema. Te parece que sos autónomo,pero esa autonomía hace que te tengas quequedar hasta cualquier hora, que tengas quellevarte laburo a tu casa, trabajar cuando es-tás enfermo etc. Siempre tenés una cantidadde trabajo enorme que hacer y no te quedatiempo para vos...
Julián: Sí, la verdad, eso es cierto... Yo,en alguna oportunidad por no fallarle a miscompañeros, para que no tengan que traba-jar de más y no perdamos el premio, me fuienfermo a trabajar, eso es un problema... Lo
que pasa es que si perdemos el premio por miculpa, los compañeros del grupo me van a re-clamar. Lo mismo puede suceder si tienen quetrabajar más rápido para cubrirme porque meenfermo.
Andrés: Todavía no explicaste eso de lapalabra japonesa, ¿cómo era?
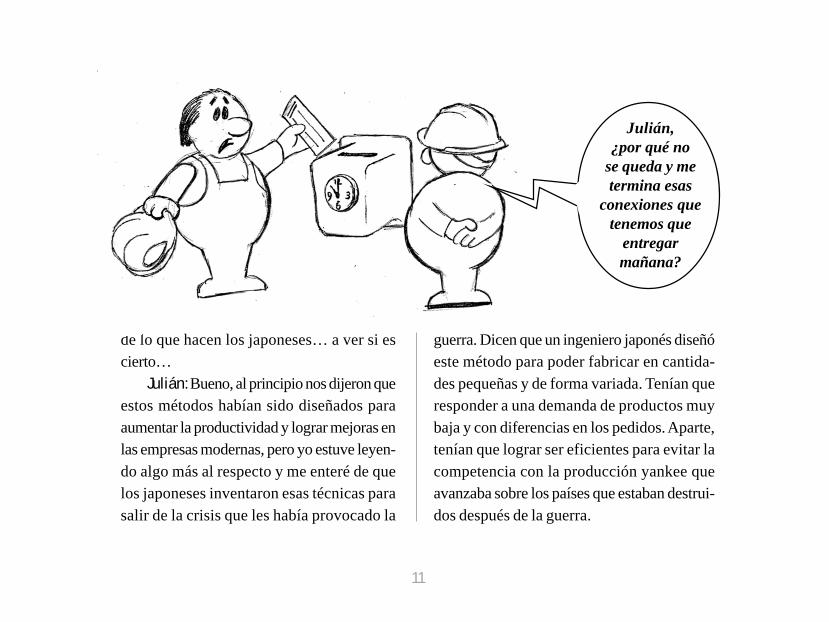
Julián: Ah, el Kan Ban. Bueno, esto eslo que un poco cierra gran parte del mode-lo. Se trata de la logística dentro de la em-presa. Con esto se hace que todas las pie-zas lleguen a cada uno de los puestos en elmomento en que se van a usar. Cada maña-na, cada grupo se entera de la producciónde ese día o de un período del día. En basea eso, hace un pedido de piezas con tarje-tas que el líder coloca dentro de una canas-ta en una base especial colocada en uno de
27
los lados del grupo. La gente de logísticarecoge esta tarjeta y luego nos trae las pie-zas. Después, cada grupo se constituye enproveedor del otro y a su vez en su cliente.Al final es como si el cliente verdadero nosestuviera pidiendo a cada uno que hiciése-
mos el coche y nos convirtiera en sus pro-veedores. Al comenzar la producción, coneste dispositivo del Kan Ban, todos esta-mos informados de qué tenemos que hacery cuáles son las partes que necesitamos paraeso.
28
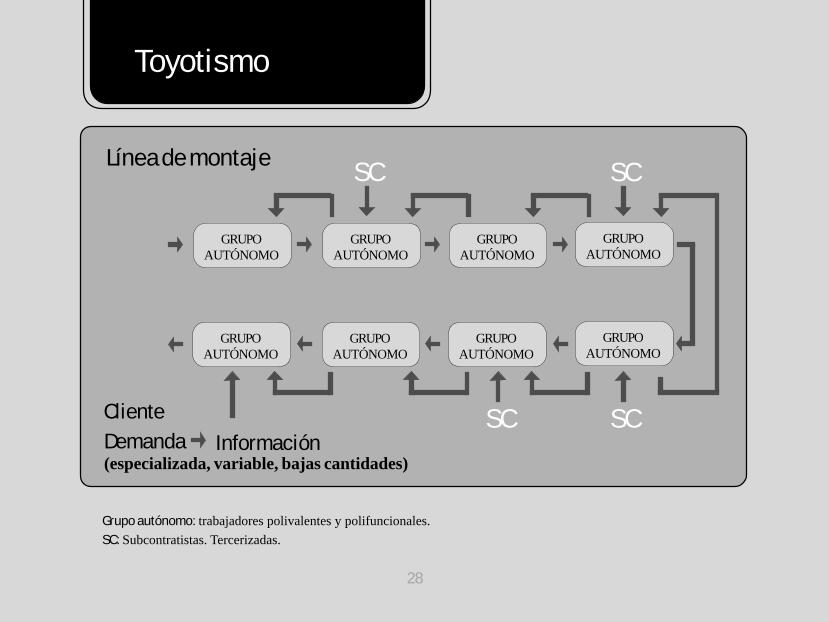
Línea de montajeSC
Cliente
InformaciónDemanda(especializada, variable, bajas cantidades)
Grupo autónomo: trabajadores polivalentes y polifuncionales.
SC
SC SC
SC: Subcontratistas. Tercerizadas.
GRUPOAUTÓNOMO
GRUPOAUTÓNOMO
GRUPOAUTÓNOMO
GRUPOAUTÓNOMO
GRUPOAUTÓNOMO
GRUPOAUTÓNOMO
GRUPOAUTÓNOMO
GRUPOAUTÓNOMO
Toyotismo
28
29
Alberto: ¿Pero, cuál es el objetivo final detodo esto? Porque ahora ya no es que tenganpedidos pequeños, porque los japoneses tie-nen plata y pueden comprar mucho más… Y,además, está la posibilidad de vender a todo elmundo, la globalización lo permite.
Julián: Es cierto, ahora no hay la crisisde fines de la guerra, pero las compras deproductos son mucho más especializadas queen el fordismo. Ahora a la gente le gusta pe-dir su propio modelo, con sus propias carac-terísticas, con sus detalles. También es cier-to que la globalización hizo que los merca-dos del mundo estén abiertos a la posibili-dad de venderles productos que se fabriquenen cualquier lugar, pero en cada país las ca-racterísticas de lo que se compre pueden serdiferentes. Además, hay otra ventaja que lesda la globalización a estas empresas. Acá, en
Argentina, fabrican un modelo de automó-vil que no fabrican en otras partes deLatinoamérica, en Brasil, fabrican otro mo-delo y así… De esa forma van produciendoy especializándose en modelos y lograndomayor eficiencia con menos costo. Eso es loimportante también para ellos, ganar el mer-cado con costos bajos y obtener más ganan-cia, porque todos compiten contra todos.
Modificandoel tipo de tracción y ladisposición del tablero,
podemos adaptar ese modelobrasilero al mercado
local.
30
Para Toyota, la idea de base del Sistema de ProducciónToyota (SPT) es la eliminación completa de los gastos en stocksy actividades improductivas, con el objetivo de aumentar elbeneficio.
Las materias primas que Toyota compra no puedenser más caras que las de su competencia y el precio deventa de un automóvil no puede ser más caro que el deellos. Considerando el precio de venta dado por el merca-do, Toyota ataca los costos variables, comprendidos enellos los que corresponden a la mano de obra, para com-primir al máximo el precio de venta. Se localizan sietefuentes de gasto de recursos materiales, temporales y hu-manos: 1) la producción excedente; 2) el tiempo muerto;3) el tiempo de transporte; 4) el tiempo que transcurre en-tre que las piezas entran a la planta y se utilizan; 5) la mala
La reducciónde costos
30
31
preparación del trabajo; 6) los stocks; 7) los gestos inútiles ylos defectos. Los dos principios del SPT, “justo a tiempo” yautonomización, que constituyen los dos pilares para elimi-nar estos gastos, son, sin embargo, canalizados y dinamizadospor la gestión del precio de reventa y de la eficiencia pro-ductiva.
La concepción toyotiana de manejo del precio dereventa se asienta en la idea de la “ingeniería simultá-nea”, ligada a la tarea no solo de los ingenieros internos sinotambién de aquellos que están en los talleres y los proveedo-res que alimentan la cadena, en función de una organizaciónmatricial.
Cada seis meses se establece un plan de reducciónde costos, que se establece siguiendo el objetivo anualde beneficio que es fijado en base a un proyecto derentabilización a largo término.
* Shimiszu, K., (1999), Le toyotisme, Ed. La Découverte, Paris.
31
32
Andrés: Che, y si logran tanta ga-nancia, me imagino que deben tenerun sistema de premios para loslaburantes. Vos dijiste algo de los pre-mios ¿no?
Julián: Sí, está el premio porproductividad, que puede ser portoda la producción y para toda lafábrica y el que se establece porequipos. Pero, en realidad, para al-canzarlos tenés que cumplir con losobjetivos que te marcan a princi-pio de año. Además, tenés los pre-mios que están relacionados con elKaizen y las Sugerencias.
No estoylogrando que migrupo cumpla los
objetivos...
Ofrecelesun asadito para ellos
y las familias. ¡Ya vas aver como le meten
pata...!
33
Se denomina kaizen a los grupos que se confor-man en la empresa para analizar mejoras en la produc-ción, destinadas a reducir costos. Hay distintos tiposde kaizen y sus objetivos finales tienen relación con elpapel que juegan en el plan de reducción de costos y/oen la determinación de la eficiencia productiva. Estemecanismo es también denominado como “Círculosde Calidad” o “Mejora Continua”.
El primer tipo de kaizen se efectúa corrientementepara reducir el tiempo de producción efectivo, y las acti-vidades que a partir de él se lleven a cabo constituyen una delas funciones principales de los cuadros gerenciales de lasplantas principales. Este mecanismo se pone en marcha se-mestralmente, de acuerdo al plan de reducción de costosdecidido por el consejo del precio de reventa.
Los sistemas Kaizen
33
34
El segundo tipo de kaizén se realiza como actividad corrientede un equipo autónomo que se organiza, ya sea, cuando la direc-ción quiere aumentar considerablemente la eficiencia productiva,o cuando en la planta se fijó un objetivo que necesita la cola-boración de todos los gerentes ligados a la producción.
El tercer tipo de kaizen moviliza a todos los trabaja-dores de la producción y puede ser denominado comogran kaizen. En este caso, los trabajadores son convo-cados año a año a formar equipos autónomos de aproxi-madamente seis miembros. Estos equipos pueden es-tar conformados por componentes de diversas célulasde trabajo e incluso por representantes de los provee-dores (en caso que se involucre en la mejora propuestaa alguna parte provista en forma externa a la fábrica). Losdiferentes equipos compiten entre sí durante todo el año, son lue-go evaluados por la empresa y premiados según su posición en el ran-king. Este último Kaizen tiene más el objetivo de generar mejores rela-
34
35
ciones humanas entre los directivos de la planta y los trabajadores. Almismo tiempo, se trata de involucrar a estos últimos en los objetivos dereducción de costos, perfeccionamiento de la producción y aumento de
la productividad. De cualquier modo, las mejoras generadas porlos equipos son introducidas en la producción y, en algunos ca-sos, pueden ser fuente de aumento genuino de productividad.Los obreros aportan aproximadamente un millón y medio desugerencias de este tipo y el 95% de ellas son puestas en prác-tica.
Como vemos, se aprovecha todo el tiempo la inteligenciadel trabajador y mediante incentivos se la pone al servicio del
aumento de la productividad. Si esto último se logra, la reduc-ción de costos alcanzada se traduce en ganancia del empresario y
hasta puede generar la decisión de no contratar más personal oreducir el existente.
* Shimiszu, K., (1999), Le toyotisme, Ed. La Découverte, Paris.
35
36
Andrés: A mí una vez me hicieron partici-par en un grupo con gente de otra empresa.Allí estaba el ingeniero, yo que manejaba lamáquina, dos compañeros y uno de otra em-presa.
Alberto: Che Julián, ¿y vos ganaste algu-na vez en una de esas competencias?
Julián: Bueno, no se trata precisamentede una competencia, porque todos nos bene-ficiamos. De todos modos, es cierto que du-rante el año se forma cierta disputa entre losgrupos de kaizen. ¿Sabés quá pasa?, al finalestá lo más interesante, el viaje a Japón.
Alberto: ¿Cómo el viaje a Japón?Julián: Claro, al líder del equipo que
gana y, a veces, otro de sus miembros, lesdan un viaje a Japón para que expongan los
resultados obtenidos en su kaizen, en la re-unión mundial de todas las plantas de laempresa, donde van todos los grupos gana-dores. ¡Sabés lo que es ir a Japón!
Andrés: Pero vos todavía no fuiste.Julián: Sí, ya sé... Pero me mataría por
ganar una vez... Sabés lo que cuentan losque fueron... Aparte, el kaizen no es la únicaoportunidad, a veces te eligen y vas... y si teeligen es seguro que te van a ascender a teamleader...
Alberto: Che... y si no ganás en loskaizen, ¿te dan algo?
Julián: Sí, algo siempre ligás. Algúnsouvenir de la empresa, entradas para la can-cha, para algún espectáculo etc.
Andrés: Pero, parecen espejitos de colo-
37
res... No sé, salvo el viaje a Japón, que encimalo gana uno solo, con esos premios los tienenengañados a todos para que se presten a pensartodo el tiempo en la empresa..
Alberto: Pero vos hablaste también de lasSugerencias... ¿es lo mismo?
Julián: No, no es lo mismo, las sugeren-cias son individuales.
...Y nada de distraersemirando la tele, ¡eh!¡ A ver sipiensan y mañana vienen conideas nuevas para mejorar la
producción...!
38
Este mecanismo fue introducido enToyota en 1951, imitando el que existía
ya en la empresa Ford.Dos veces por año se indica el
tema general de trabajo (en Japón es-tos temas son fundamentalmente: se-
guridad e higiene en el mes de mayo, ca-lidad en el mes de noviembre, los otros
temas son tomados por el resto de lasplantas).
Todos los meses, los responsablesde planta incitan a los trabajadores ahacer sugerencias. Las que pueden in-corporar beneficios en términos de re-ducción de costos son incorporadaspor la empresa.
El sistemade sugerencias
38
39
Los trabajadores tienen la obligación de hacer una serie desugerencias mensuales (generalmente dos) y son recompensadoscon un monto semestral de dinero por cada sugerencia realizada.Además, el grado de participación que cada uno tenga en estesistema constituye uno de los criterios incluidos en la evaluaciónanual que realizan los jefes o gerentes.
El objetivo principal de las sugerencias es mejorar la efi-ciencia productiva, la calidad y el precio de reventa. Sin em-bargo, los operadores hacen generalmente sugerencias que notienen mayor incidencia en estos temas. En este sentido, cuandolas sugerencias vienen de los obreros, la dirección de la em-presa da menos importancia a sus efectos directos que a losindirectos, los cuales pueden ser:
Efectos educativos: practicando hacer sugerencias, losasalariados se acostumbran a reflexionar sobre su trabajo, aresolver un problema que se le presente y a aumentar su sa-ber hacer.
39
40
Efectos sobre las relaciones humanas: for-mando un grupo de sugerencias o recibiendo conse-jos de sus superiores, los trabajadores pueden enri-quecer su comunicación horizontal y vertical y, porintermedio de esto, aumentar sus relaciones corpo-rativas.
Efectos sobre la participación: haciendo suge-rencias, los operarios pueden tener una representa-ción comunitaria de la firma, que contribuya a suparticipación en los objetivos que ella se plantee.
Como vemos, el objetivo final de este mecanis-mo es también involucrar a los trabajadores con laempresa y hacerlos conceder su energía y saberescasi exclusivamente a beneficio de esta última.
* Shimiszu, K., (1999), Le toyotisme, Ed. La Découverte,Paris.

41
Ejercicios
42
1. Identifique las similitudes y diferencias entre el taylorismo/fordismo y el toyotismo.———————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————
2. ¿Cuáles de los dispositivos del toyotismo funcionan en su empresa?———————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————
43
3. ¿Qué función cumplen estos dispositivos en su empresa?———————————————————————————————————
————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————
4. ¿Qué dispositivos del toyotismo considera usted que corresponden a formas dedisciplinamiento?
————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————

44
5. ¿Se le ocurre alguna forma de contrarrestar los efectos de estas formas dedisciplinamiento?
—————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————
6. ¿Cree que la organización sindical puede jugar un rol en el desarrollo de formas deresistencia a estos mecanismos?
————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————