Embed Size (px)
Citation preview

Universidad Católica del Norte Escuela de Negocios Mineros Magister en Gestión Minera
Gestión de la Calidad y Mantenimiento VI versión MGM
Antofagasta, Agosto de 2013
Profesor : Ernesto Gramsch Sanjinés Ingeniero Civil

SISTEMA DE ADMINISTRACIÓN DEL MANTENIMIENTO Gestión de los Activos

MODELO DE ADMINISTRACION DEL MANTENIMIENTO
METAS
OBJETIVOS
POLITICAS PROCEDIMIENTOS
E.D.I.M.
P.MATRIZ PRONOSTICO
DE RECURSOS.
O.T.M.
EVALUACION
DE RESULTADOS
ABASTECIM
IENTO
PROGRAMAC
ION
PLANIFICACION
DE TRABAJOS
M. P.
Análisis Estratégico VISIÓN MISIÓN

DEFINCIÓN DE LOS ACTIVOS POR MANTENER
(gestión de los Activos)
1º procedimiento
Identificación de los Activos
Estructura de Descomposición, numeración
Análisis funcional,
Características
Equipo de Interés para Mantención (EDIM) (Apuntes Pag 80 a 111)

DEFINICION DE LOS ACTIVOS POR MANTENER
Lo importante para la producción es la FUNCION que realizan las máquinas Función: “Capacidad de acción o acción propia de los seres vivos y de sus órganos y de las máquinas o instrumentos” (diccionario de la Lengua Española). Las fallas funcionales son las que impiden la realización de la función de las máquinas. Por ello son muy importantes de identificar a fin de hacer todo lo necesario para que no se produzcan.
MANTENIMIENTO DE LA FUNCION


DEFINICION DE LOS ACTIVOS POR MANTENER
-IDENTIFICAR LOS ACTIVOS (equipos, máquinas, componentes, partes) -Equipos de interés para mantenimiento (EDIM) -Ubicaciones técnicas -Unidades controlables de mantenimiento (UCM)
-ESTABLECER LAS FUNCIONES DE CADA UNO (rendimiento) -ESTABLECER UNA ESTRUCTURA DE DESCOMPOSICIÓN Y UN SISTEMA DE CODIFICACION
-IDENTIFICAR LAS CARACTERÍSTICAS (físicas, de operación)
-REGISTRAR Y ASOCIAR LA HISTORIA (trabajos, fallas, costos, tiempo de funcionamiento) -ASIGNARLES UN NUMERO DE CUENTA PARA ACUMULAR SUS COSTOS -DEFINIR GRUPOS OPERACIONALES (para actividades de MP)

IDENTIFICAR LOS ACTIVOS
CRITERIOS • IMPORTANCIA PARA EL PROCESO • COSTO DE LAS MAQUINAS • SEGURIDAD • MEDIO AMBIENTE OBJETO: MAQUINA
CONJUNTO DE MAQUINAS SUBCONJUNTO DE MAQUINAS


ESTRUCTURA DE DESCOMPOSICIÓN



EL ACTIVO FIJO COMO OBJETO DE LA MANTENCION
1.- Componentes: Maquinaria de producción y servicios Instalaciones fijas Edificios, galpones, talleres Patios, caminos, campamentos 2.- Identificación: Clasificación y codificación para ubicación, registro de capital, costo, fallas, historia. 2.1.- División en partes, componentes y repuestos para análisis de consumo y abastecimiento. 2.2.- Agregación en familias, clases, tipos para análisis de trabajos de mantención. 3.- Antecedentes Características técnicas e Historia: Información de Compra Mantención, Costos, Fallas

EL PROCESO DE ANÁLISIS FUNCIONAL COMPRENDE TRES ETAPAS.
El enunciado del servicio prestado Verbo de acción + un complemento El rendimiento asociado a la función primer nivel de rendimiento : Lo que produce el equipo. La interrupción de la función detiene la producción y/o pone en peligro la seguridad de las personas o de los bienes. el segundo nivel de rendimiento : confiabilidad, mantenibilidad, disponibilidad de los elementos componentes, estudio de prevención de riesgos. Los costos del mantenimiento Se trata de los costos asociados a la función o a cada componente, y al presupuesto de mantención.

FALLAS FUNCIONALES Fallas que afectan a la realización de la función. Pueden ser de dos Tipos: la función no se realiza o la función se realiza sin cumplir los parámetros que la identifican (mala calidad o menor producción). La función debe especificarse, en lo posible, con cifras que representen los parámetros que la identifican. El objeto de hacer una buena descripción funcional es, aparte de conocer la función que realiza el Activo, conocer las fallas funcionales que pueden ocurrir. Las fallas funcionales, en primer lugar, orientarán el plan de mantenimiento preventivo para que contenga tareas que apunten a evitar dichas fallas.

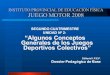
HISTORIA DE FALLAS Y MANTEN. PREVENTIVA RADIAL STACKING
CONVEYOR
0 50 100 150 200 250 300 350 400 450 500 550 600 650
DIAS DE OPERACION
Mantención Preventiva Fallas
USA$
19,137
USA$
15,525

EDIM: “Equipo de interés para mantención Es un equipo, conjunto de equipos o subconjunto de un equipo para el cual se desea llevar control detallado de su mantenimiento. Todo el Activo Fijo de la empresa esta representado por los EDIM. INFORMACION ASOCIADA: - Características técnicas y de la adquisición - Historial de trabajos, - Historial de fallas - Historial de Costos, gasto anual, gasto acumulado - Plan de Mantenimiento (preventivo, predictivo) - Repuestos asociados Los EDIM se pueden agregar en Familias y Grupos Operacionales y desagregar en Componentes Controlables de Mantención, Subconjuntos y Repuestos.

NOMBRES ALTERNATIVOS UCM UNIDAD CONTROLABLE DE MANTENCIOAN CODELCO UBICACIÓN TECNICA SAP EDIM USACH UNIDAD SIGNIFICATIVA DE MANTENIMIENTO (PAS 55

CATALOGO DE EQUIPOS CONTENIDO
-LISTA CODIFICADA DE MAQUINAS E INSTALACIONES -CARACTERISTICAS TECNICAS -DESCRIPCIÓN FUNCIONAL -INFORMACION DE COMPRA, GARANTÍA Y REEMPLAZO -CATALOGO DE REPUESTOS -CATALOGO DE COMPONENTES REPARABLES -GRUPOS OPERACIONALES -HISTORIAL DE MANTENCION -HISTORIAL DE FALLAS -REGISTRO DEL MEDIDOR DE UTILIZACION -COSTO ACUMULADO -COSTO DE LA HORA DE DETENCION -PRIORIDAD OPERACIONAL

MODELO DE ADMINISTRACION DEL MANTENIMIENTO
METAS
OBJETIVOS
POLITICAS PROCEDIMIENTOS
E.D.I.M.
P.MATRIZ PRONOSTICO
DE RECURSOS.
O.T.M.
EVALUACION
DE RESULTADOS
ABASTECIM
IENTO
PROGRAMAC
ION
PLANIFICACION
DE TRABAJOS
M. P.
Análisis Estratégico VISIÓN MISIÓN

PLANIFICACION DE LA MANTENCION
Mantenimiento Preventivo
Trabajos
Planificación Anual
Presupuesto
Planificación Táctica (Apuntes Pag 112 a 142)

PLANIFICACION De La MANTENCION tipos de planes
1.- PLANIFICACION DEL MANTENIMIENTO PREVENTIVO: Sistemático y Predictivo. 2.- PLANIFICACION DE TRABAJOS Trabajos corrientes, repetitivos, cíclicos, diarios, correctivos, preventivos, predictivos. 3.- PLANIFICACION ANUAL Planes matrices y Pronóstico de recursos. 4.- PRESUPUESTO ANUAL Integrado al presupuesto de la empresa. 5.- PLANES TACTICOS A 5 años, integrados al Plan de Inversiones.

PLANIFICACION DETALLADA DE TRABAJOS DE MANTENCION
2º procedimiento
CONTENIDOS -FORMALIZACION DEL MEJOR METODO Y GENERALIZACION DE SU USO -ESTIMACION EN HH POR ESPECIALIDAD Y EN COSTO -USO DE ESTANDARES PARA ESTIMAR LOS TRABAJOS CON PRECISION -IDENTIFICACION DE DIVERSOS NIVELES DE PLANIFICACION SEGUN LA IMPORTANCIA DE LOS TRABAJOS -ARCHIVO PERMANENTE DE PLANES DE TRABAJO -RETROALIMENTACION A LOS PLANES DE TRABAJO EN BASE A LA REALIDAD DE SU EJECUCION

DESCRIPCION DE PROCEDIMIENTOS “PLANIFICACION DE TRABAJOS”
OBJETIVOS
MEJORAR LA PRODUCTIVIDAD DEL RECURSO HUMANO
OPTIMIZAR RECURSOS MATERIALES
MEJORAR LA MANTENIBILIDAD Y DISPONIBILIDAD DE LOS SISTEMAS PRODUCTIVOS
MEJORAR LA SEGURIDAD DEL PERSONAL
MEJORAR EL CUIDADO DEL MEDIO AMBIENTE

PARA UNA BUENA PLANIFICACION DE LOS TRABAJOS SE REQUIERE:
1.- EL ESTUDIO DE METODOS: EL ESTUDIO DE METODOS ES EL REGISTRO, ANALISIS Y EXAMEN CRITICO SISTEMATICO DE LOS MODOS EXISTENTES Y PROPUESTOS DE LLEVAR A CABO UN TRABAJO, Y EL DESARROLLO Y APLICACIÓN DE METODOS MAS SENCILLOS Y EFICACES.
2.- LA MEDIDA DEL TRABAJO LA MEDIDA DEL TRABAJO ES LA APLICACIÓN DE TECNICAS PARA DETERMINAR EL CONTENIDO DE TRABAJO DE UNA TAREA DEFINIDA, FIJANDO EL TIEMPO QUE UN TRABAJADOR CALIFICADO INVIERTE EN LLEVARLA A CABO CON ARREGLO A UNA NORMA DE RENDIMIENTO PRESTABLECIDA.

ESTUDIO DE METODOS Para simplificar el trabajo e
Idear métodos más económicos De hacerlo
ESTUDIO
DEL
TRABAJO
MEDICION DEL TRABAJO
Para determinar el tiempo que
Debe llevar
MAYOR
PRODUCTIVIDAD

HORAS
1
2
3
4
5
6
0
COLOCAR CALENTADORES
AJUSTAR TAPA
QUITAR ACCESORIOS
QUITAR CALENTADORES
REPARACIONES DE
TALLER
SOLTAR TAPA
QUITAR TAPA
FIJAR ACCISORIOS
INSPECCIONAR O AJUSTAR
CATALIZADOR
COLOCAR TAPA
TIEMPO DE
TRABAJO
TIEMPO IMPRODUCTIVO
ELECTR. AYUD. AJUST. Y AYU. MONTADOR OBREROS QUMICOS
DIAGRAMA DE ACTIVIDADES MULTIPLES METODO ORIGINAL

HORAS
1
2
3
4
5
6
0
COLOCAR CALENTADORES
AJUSTAR TAPA
QUITAR ACCESORIOS
QUITAR CALENTADORES
REPARACIONES DE
TALLER
SOLTAR TAPA
QUITAR TAPA
FIJAR ACCISORIOS
INSPECCIONAR O AJUSTAR
CATALIZADOR
COLOCAR TAPA
TIEMPO DE
TRABAJO
TIEMPO IMPRODUCTIVO
ELECTR. AYUD. AJUST. Y AYU. MONTADOR OBREROS QUMICOS
DIAGRAMA DE ACTIVIDADES MULTIPLES METODO PERFECCIONADO
TIEMPO ECONOMIZADO
32%

Símbolos del
estudio de
métodos
Operación
Transporte
Inspección
Espera
almacenamiento



DIAGRAMA DE ACTIVIDADES MULTIPLES
• Es un diagrama en que se registran las respectivas actividades de varios objetos de estudio (operario, máquina o equipo) según una escala de tiempos común para mostrar la correlación entre ellas.
• Es sumamente útil para organizar equipos de trabajadores en trabajos de mantenimiento cuando no se puede dejar detenida una máquina costosa más de lo estrictamente necesario.
• No es necesario una precisión rigurosa
INTRODUCCION AL ESTUDIO DEL TRABAJO OIT

RESUMEN ESTUDIO DE TIEMPO (1)
Nº ACTIVIDADES TIEMPOEMPLEADO PROPUESTO
h min h min
1 Vaciar alimentadores OP-15 y OP-16; limpiar parrillas 2 00 1 00
2 Sacar cajones y deflector de impacto; dejar en posición #
11
5 10 3 00
3 Limpiar brocal del Chancador (3) 2 30 2 30
4 Sacar anillo soporte junto con planchas PD-33 y dejar en
posición 14
1 50 0 30
5 Desmontar araña y trasladar a posición # 12 (2) 5 00 2 30
6 Desmontar eje principal, trasladar a posición # 2 1 00 0 40
7 Revisar eje principal, cambiar plato, lubricar (4) 5 00 5 00
8 Sacar aceite del cilindro y limpiar 0 40 0 30
9 Desmontar platos soporte eje principal y cambiar 1 00 1 00
10 Revisar elementos excéntrica y tapar cilindros 0 50 0 30
11 Revisar araña y cambiar corazas (4) 59 00 36 00
12 Instalar plataforma Nº 1, ranurar y sacar 1ra corrida de
cóncavos
2 30 2 00
13 Instalar plataforma Nº 2, ranurar y sacar 2da corrida de
cóncavos
2 50 2 20
14 Armar andamio en piso # 3 (4) 4 00 4 00
15 Instalar plataforma Nº 3, ranurar y sacar 3ra corrida de
cóncavos
2 50 2 40
16 Instalar plataforma Nº 4, ranurar y sacar 4ta corrida de
cóncavos
6 50 4 00
17 Cambiar anillo soporte cóncavos 4ta corrida 3 40 3 00
18 Limpiar taza Chancador, ubicación 3ra y 4ta corridas
de cóncavos
2 30 2 00
19 Calentar taza del Chancador para resinar 4ta corrida 1 30 0 40
20 Bajar anillo de contención 0 20 0 10
21 Bajar y montar con carrusel 4ta corrida de cóncavos 0 40 0 30
22 Instalar anillo de contención y sellar 4ta corrida 2 30 1 30
Notas (1) - Ver detalle de las partes constitutivas del Chancador en Anexo “E”
(2) - Ver ubicación de posiciones # 2, 11,12, 13 y 14 en Anexo “F”
(3) - Actividad parcial simultánea
(4) - Actividad simultánea

MODELO DE ADMINISTRACION DEL MANTENIMIENTO
METAS
OBJETIVOS
POLITICAS PROCEDIMIENTOS
E.D.I.M.
P.MATRIZ PRONOSTICO
DE RECURSOS.
O.T.M.
EVALUACION
DE RESULTADOS
ABASTECIM
IENTO
PROGRAMAC
ION
PLANIFICACION
DE TRABAJOS
M. P.
Análisis Estratégico VISIÓN MISIÓN

PLANIFICACION DE TRABAJOS DE MANTENCION CONTENIDO
• DESCRIPCION Y ESTIMACION (Cómo)
1.- Operaciones o tareas que lo constituyen.
2.- Secuencia.
3.- Instrucciones de Seguridad y medio ambiente.
4.- Estimación del tiempo para realizarlo en HH por especialidad.
5.- Duración en horas.
6.- Tiempo de detención del equipo.

PLANIFICACION DE TRABAJOS DE MANTENCION CONTENIDO
• RECURSOS NECESARIOS (Con qué)
1.- Repuestos y materiales (Cantidad y calidad)
2.- Herramientas, instrumentos especiales, elem. seguridad
3.- Equipos de servicio
4.- Otros recursos
• COSTO (Cotización)
1.- Mano de obra (HH) $ ..............
2.- Materiales y repuestos $ ..............
3.- Equipos de servicio $ ..............
4.- Otros gastos $ ..............
Total $.................

ESTANDARES PARA TRABAJOS DE MANTENCION
“REPRESENTAN EL TIEMPO PROMEDIO QUE NECESITA UN TRABAJADOR CALIFICADO, TRABAJANDO A RITMO NORMAL, SOMETIDO A UNA ADECUADA SUPERVISION Y SUJETO A LAS DEMORAS NORMALES, PARA REALIZAR UNA CANTIDAD DEFINIDA DE TRABAJOS DE CALIDAD ESPECIFICADA SIGUIENDO METODOS ACEPTABLES”. (ES LA CANTIDAD DE TIEMPO NECESARIA PARA REALIZAR UN DETERMINADO TRABAJO). SON UNA HERRAMIENTA USADA POR LOS PLANIFICADORES PARA HACER ESTIMACIONES CORRECTAS DE LAS HH NECESARIAS.

TEMPARIO AUTOMOVILCODIFICACION MOTOR 1
Operación
número
Sub –
Operación
Número
CONJUNTO MOTOR Tiempos
HORAS
504
01.001.0
01.002.0
01.002.1
01.032.2
01.023.0
01.121.0
01.121.1
01.141.0
12.004.0
01.172.0
13.031.0
01.161.0
13.273.0
01.124.1
12.042.0
12.012.0
12.031.0
01.212.0
01.192.0
03.041.0
12.022.0
12.003.0
12.016.0
01.022.0
01.143.0
02.022.0
01.131.0
01.114.0
01.181.0
PUESTA A PUNTO DEL MOTOR
Comprende:
Apriete de la tapa de cilindros
Reglaje de los balancines
LIMPIEZA DEL CARBURADOR
LIMPIEZA DEL FILTRO DE AIRE
LIMPIEZA DE LA BOMBA DE NAFTA
CONTROL Y REGLAJE DEL ENCENDIDO
Control del entrehierro del VD
DESMONTAJE Y MONTAJE DEL MOTRO
Comprende:
Desmontaje y montaje del capot
Desmontaje y montaje del radiador
Control del raccord sobre bomba de agua
Control de los tubos de calentamiento del
carburador
Desmontaje y montaje de la batería
Desmontaje y montaje de la bobina
Desmontaje y montaje del arranque
Desmontaje y montaje soportes delanteros de
Motor
Cambio de junta del tubo de escape DL
Suplemento:
DESMONTAJE Y MONTAJE DE LA CAJA
DE VELOCIDADES
DESARME Y ARMADO DEL MOTOR
Comprende:
Desmontaje y montaje del alternador
Desmontaje y montaje del distribuidor
Desmontaje y montaje de las bujías
Desmontaje y montaje del carburador
Desmontaje y montaje de la bomba de nafta
Desmontaje y montaje del embrague
Desmontaje y montaje del filtro de aire
Desmontaje y montaje del evacuador de
vapores de aceite
Desmontaje y montaje del Ventilador
3.25
5.50
1.50
3.00

TIEMPOS NORMALES PARA ESTANDARES DE
MANTENCIONSUP-
TIPO
DESCRIPCION DEL TRABAJO Tiempo Normal
HRS HH TRAB
CAEX LH Sacar suspensión delantera camión Lectra Haul
M.100
7.34 29.36 4
CAEX LH Sacar suspensión trasera camión Lectra Haul M-100 4.85 14.55 3
CAEX LH Sacar un neumático camión Lectra Haul M-100 0.99 2.97 3
CAEX LH Sacar cadena camión Lectra Haul M-100 1.60 3.20 2
CAEX LH Desmontar tolva camión Lectra Haul M-100 5.64 16.92 3
CAEX LH Colocar tolva camión Lectra Haul M-100 0.97 3.88 4
CAEX LH Desmontar motor de tracción 1.70 3.40 2
CAEX LH Mantención preventiva de 300 horas 5.25 10.50 2
CARN ML Cambiar dientes balde Cargador Marathon Le
Tourneau L-800
1.89 3.78 2
CLHDWA Mantención Preventiva de 125 hrs. Cargador LHD 5y3 1.56 3.12 2
CLHDWA Mantención Preventiva de 250 hrs. Cargador LHD 5y3 2.77 8.31 3
CLHDWA Cambiar un Neumático a Cargador LHD 5y3 0.54 1.62 2
CLHDWA Cambiar balde . Cargador LHD 5y3 2.11 4.22 2
MOBAAC Cambiar corazas de acero casco y cabezales molino
de barras
29.30 293.00 10
FILT11 Cambiar tela Filtro Delkor 2 mt2 5.24 15.72 3
BOCE12 Mantención Preventiva 720 hrs bomba Denver 14”x12” 3.37 10.11 3
CALDCQ Mantención Preventiva mensual caldera 2.27 4.54 2
CAMI03 Afinamiento camioneta Ford 1.50 1.50 1
CAMI03 Sacar motor camioneta Ford 1.40 2.80 2
CAMI03 Cambiar parabrisas camioneta Ford 0.80 1.60 2
CAMI05 Cambiar radiador camioneta Ford 1.00 1.00 1
CAMI01 Afinamiento camioneta Chevrolet 2.60 2.60 1
CAMI01 Desarmar motor camioneta Chevrolet 2.20 2.20 1
CAMI01 Cambiar pastillas de Freno camioneta Chevrolet 0.98 0.98 1
CAMI01 Sacar y montar motor camioneta Chevrolet 3.30 6.60 2
Trab: Cantidad de trabajadores

EL EJERCICIO CORRECTO DE LA PLANIFICACION DE LOS TRABAJOS ES QUE NO SE EJECUTE
NINGUN TRABAJO SIN UNA PLANIFICACION PREVIA
NO TODOS LOS TRABAJOS SE PUEDEN NI DEBEN PLANIFICAR CON UN MISMO NIVEL DE DETALLE. SIN EMBARGO: TODOS LOS TRABAJOS DEBEN ESTIMARSE. LA ESTIMACION SIRVE PARA: - PROGRAMAR - CONTROLAR LA CARGA DE TRABAJO PENDIENTE - DEFINIR LA DOTACION DE PERSONAL - REALIZAR EL PRESUPUESTO - CONTROLAR LA CALIDAD DE LA PLANIFICACION - CONOCER LA NECESIDAD DE SOBRETIEMPO Y CONTRATISTAS

TIPOS DE TRABAJOS DE MANTENIMIENTO SEGÚN SU MAGNITUD
Trabajos tipo A constituyen el 20% de las intervenciones y representan Un 80% del costo total Trabajos tipo B constituyen el 30% de las intervenciones y representan Un 15% del costo total Trabajos tipo C constituyen el 50% de las intervenciones y representan Un 5% del costo total
Clasificación de Trabajos A-B-C
0102030405060708090
100
0 4 8 12 16 20 24 28 32 36 40 44 48 52 56 60 64 68 72 76 80 84 88 92 96 10
0
Cantidad de intervenciones en %
Co
sto
ac
um
ula
do
en
%

tipo de planificación: La planificación compleja para trabajos importantes (A) (20% de la cantidad de trabajos por efectuar) se realizan por planificadores especialistas en métodos de mantención dedicados a tiempo completo y separados de los trabajos diarios de tal manera que puedan centrar sus esfuerzos en la reflexión necesaria para el mejoramiento. Ellos formarán parte del grupo de reflexión de mediano plazo de la organización de mantenimiento. La planificación de mediana complejidad (B) (30% de la cantidad de trabajos por efectuar) se realiza, ya sea por planificadores especialistas de mantenimiento, ya sea por supervisores de terreno que dirigen los trabajos los cuales son asignados en alguna parte de su tiempo a esta tarea (por ejemplo 1 a 3 horas por día) La planificación sencilla (C) (50% de la cantidad de trabajos por efectuar) se realiza directamente por los profesionales que ejecutan la intervención.

METODOS DE ESTIMACION 1.- EXPERIENCIA DEL PLANIFICADOR 2.- REGISTRO DEL TIEMPO REAL DE LAS OTM EJECUTADAS - cálculo del promedio - asignación del promedio a trabajos similares 3.- ESTANDARES TECNICOS PREDETERMINADOS - NTPD Sistemas de Normas de Tiempos Predeterminados (oit pag ……) mtm medición de tiempos - métodos 4.- ESTUDIOS DE TIEMPO 5.- CLASIFICACION DE TRABAJOS EQUIVALENTES EN RANGOS (Uso de formulario clasificador de trabajo)


GRADO DE PRECISION EN LOS ESTANDARES
MANTENCION PRODUCCION
MENOS DE UN 4% DE DESVIACION EN TAREAS DE MAS DE 120 HORAS
GRAN PRECISION
25%
20 %
10 %
5 %
100 HRS
10 HRS
4 HRS
2 HRS

DIFERENCIA ENTRE ESTANDARES PARA PRODUCCION Y MANTENCION
• MANTENCION A.- PERIODOS DE TIEMPO LARGOS
B.- TAREAS DISTINTAS, NO REPETITIVAS.
C.- EL METODO COMUNMENTE ACEPTADO NO ES EL QUE SE USA.
D.-CONTENIDO VARIABLE DEL TRABAJO.
E..-LOS TRABAJOS GRANDES SON MAS PRECISOS.
• PRODUCCION A.- PERIODOS DE TIEMPO CORTOS.
B.- OPERACIONES REPETITIVAS.
C.- METODO EXACTO
D.- CONTENIDO EXACTO DEL TRABAJO.
E.- GRAN PRECISION.

CAJONERA PARA SLOTTING
RANGO
DE
HORAS
00 025 090 2,5 4,5 24
015 050 1,5 3,5 6,5 28
A B C D E F G H I P Q
HASTA 80 HORAS
EN ALGUNOS CASOS
PROMEDIO 0,4 070 1,2 2.0 3.0 4.0 5.0 26 30
ARITMETICO

ETAPAS PARA EL ESTABLECIMIENTO DE UN SISTEMA DE ESTANDARES UNIVERSALES DE MANTENCION
DEFINIR ESTANDARES DE REFERENCIA - Seleccionar trabajos representativos - Determinar sus estándares por métodos tradicionales DEFINIR SEGMENTOS Y TIEMPOS MEDIOS - Organizar secuencialmente y determinar la distribución estadística - Definir 18 segmentos en la distribución estadística - Calcular el promedio de los tiempos de c/ segmento ESTE SERA EL VALOR CARACTERISTICO DEL SEGMENTO
ASIGNAR LOS TRABAJOS AL SEGMENTO CORRESPONDIENTE

PRODUCTIVIDAD EN MANTENCION
• QUE SE ENTIENDE POR PRODUCTIVIDAD?
“ES EL CUOCIENTE ENTRE LA PRODUCCION Y/O SERVICIOS OBTENIDOS Y LOS RECURSOS EMPLEADOS
OUTPUT PRODUCCION Y/ O SERVICIOS
PRODUCTIVIDAD = =
INPUT RECURSOS

PRODUCTIVIDAD EN MANTENCION
• QUE NO ES PRODUCTIVIDAD?
EFICIENCIA: ES LA RAZON ENTRE LA PRODUCCION OBTENIDA Y LA PRODUCCION ESTANDAR ESPERADA
EFECTIVIDAD: ES EL GRADO DE CUMPLIMIENTO DE LOS OBJETIVOS
RENTABILIDAD: ES LA RAZON ENTRE LOS INGRESOS Y LOS COSTOS

PRODUCTIVIDAD EN MANTENCION
• QUE ES EL MUESTREO DE ACTIVIDADES ?
ES UNA TECNICA PARA DETERMINAR DATOS QUE PERMITAN
MEDIR ACTIVIDADES DE HOMBRES Y/O MAQUINAS, MEDIANTE OBSERVACIONES AL AZAR Y BASANDOSE EN LEYES PROBABILISTICAS.
EL MUESTREO DE ACTIVIDADES UTILIZA LA
OBSERVACION DEL ANALISTA Y NO
INSTRUMENTOS DE MEDICION.

EJEMPLO DE MUESTREO DEL TRABAJO
Porcentaje medido sobre 8 horas Taller de
mantenciónMantención
terreno
Taller Mant.
Equipo
automotriz
Taller de
reparación de
componentes
MANOS ACTIVAS 36,8 27,1 30,8 39,7
Recibir instrucciones
Caminar con materiales, repuesto y herram.
Inspeccionar
Consultar catálogos, manuales y planos
Preparar repuestos y herramientas
Buscar equipo de apoyo
3,0
6,5
2,7
1,2
2,4
0,2
1,2
8,5
3,7
0,4
0,0
0,0
3,2
9,3
3,7
1,2
1,6
0,0
2,8
5,1
2,2
1,2
2,8
0,3
TOTAL ACTIVIDADES DE APOYO 16,0 13,8 19,0 14,4
TOTAL ACTIVIDADES PRODUCT. 52,8 40,9 49,8 54,1
Esperar instrucciones o aprobación
Esperar materiales, repuestos, herramientas.
Esperar apoyo
Esperar equipo por mantener
Esperar fin de otra actividad
1,6
1,6
0,4
0,7
3,9
2,0
2,8
2,5
1,2
6,9
4,1
1,6
0,4
0,4
4,5
0,4
1,6
0,4
0,8
3,7
TOTAL ESPERAS 8,2 15,4 11,0 6,9
Ausencias por coordinar otras actividades
Ausencias por buscar materiales, rep. Y herr.
Ausencias por buscar supervisor
Ausencias por buscar información
0,2
3,4
0,2
0,2
0,8
6,5
0,8
0,4
0,4
4,4
0,0
0,4
0,2
2,8
0,2
0,2
TOTAL AUSENCIAS
RESUMEN
Tot. Activ. Improductivas debid. Planif. Prog
Otros tiempos atribuibles al trabajador
TOTAL ACTIVIDADES IMPRODUCT.
TOTAL TIEMPO DE ACTIVIDAD
TIEMPO CONTRACTUAL
12,2
16,0
28,2
81,0
19,0
23,9
16,2
40,1
81,0
19,0
16,2
15,0
31,2
81,0
19,0
10,3
16,6
26,9
81,0
19,0

DISTRIBUCION DEL TIEMPO DE LA JORNADA DE TRABAJO
TIEMPO TOTAL DE LA MANO DE OBRA = 8 HRS, 100 %
1.- TIEMPO DE MANOS ACTIVAS
MANTENCION ACTIVIDADES DE APOYO
2.- TIEMPO EN QUE ESPERAS
NO SE HACE AUSENCIAS
MANTENCION 3.- TIEMPO ATRIBUIBLE INDISCIPLINA
AL PERSONAL RELAJO
4.- TEMPO CONTRACTUAL

Estructura de tiempo de un trabajo de mantención
C
B
A
D
E
CONTENIDO BASICO
DE TRABAJO
De la operación
CONTENIDO de TRABAJO
SUPLEMENTARIO
Debido a una mala definición
TIEMPO IMPRODUCTIVO
Debido a deficiencias
De la Administración
TIEMPO IMPRODUCTIVO
Imputable al trabajador
CONTENIDO de TRABAJO
SUPLEMENTARIO
Debido a métodos ineficaces
tiempo total de
la operación en
las condiciones
existentes
Tiempo
Improductivo
total
Contenido de
trabajo
total

MODELO DE ADMINISTRACION DEL MANTENIMIENTO
METAS
OBJETIVOS
POLITICAS PROCEDIMIENTOS
E.D.I.M.
P.MATRIZ PRONOSTICO
DE RECURSOS.
O.T.M.
EVALUACION
DE RESULTADOS
ABASTECIM
IENTO
PROGRAMAC
ION
PLANIFICACION
DE TRABAJOS
M. P.
Análisis Estratégico VISIÓN MISIÓN

MANTENCION PREVENTIVA
CONTENIDO
FRECUENCIA
ANÁLISIS DE FALLAS (Apuntes Pag 143 a 171)

DESCRIPCION DE PROCEDIMIENTOS 3º procedimiento
MANTENIMIENTO PREVENTIVO, establece los alcances de las actividades de previsión indispensables para asegurar la disponibilidad de la maquinaria y la continuidad de la producción. Se basa en un buen análisis de las fallas del equipo.

MANTENCION PREVENTIVA CONTENIDO
- INSPECCIONES - REEMPLAZO DE REPUESTOS MENORES - REPARACIONES MENORES - LUBRICACION CONCEPTO BASICO: LAS INSPECCIONES PERIODICAS PROGRAMADAS LAS PEQUEÑAS REPARACIONES Y EL REEMPLAZO DE REPUESTOS O COMPONENTES HARAN AUMENTAR APRECIABLEMENTE EL TIEMPO ENTRE GRANDES REPARACIONES Y AYUDARAN A REDUCIR O ELIMINAR LAS CONSECUENCIAS DE LAS FALLAS Y LAS PARALIZACIONES DEL EQUIPO

Procedimiento Mantenimiento Preventivo
Contenido
SISTEMA DE ANALISIS DE FALLAS
Utilizando el método FMECA identificar las fallas, sus causas y los
medios para predecirlas, prevenirlas y evitarlas.
DEFINIR CARTILLAS DE MP INTEGRADAS
Utilizando el Manual del equipo y el Análisis de Fallas identificar
las tareas de mantenimiento
DEFINIR MANTENCION PREDICTIVA SOBRE LA
BASE DE LOS METODOS DE DETECCION y los COSTOS.

Procedimiento Mantenimiento Preventivo
Contenido
IDENTIFICAR PAUTAS PROMEDIO ESTANDAR PARA
TRABAJOS QUE SE ORIGINAN EN LA MANTENCION
PREDICTIVA
IDENTIFICAR EL COSTO DE LAS CARTILLAS DE MP
DEFINIR RUTAS DE MP

MANTENCION Preventiva Frecuencia
- EXPERIENCIA DE LOS MANTENEDORES
- RECOMENDACIONES DEL FABRICANTE
- RETROALIMENTACION DE LAS FRECUENCIAS
EN USO (Historial)
- ORDENES DE TRABAJO GENERADAS COMO
RESULTADO DE LAS INSPECCIONES
- FRECUENCIA DE FALLAS, TASA DE FALLAS
- PERIODO DE DESARROLLO DE LA FALLA
- DURACION DE LOS COMPONENTES SOMETIDOS A
DESGASTE
- VALOR DE LA PENALIZACION
- SEGURIDAD
- CRITICIDAD DEL EQUIPO (pag 372 a 382)

MANTENCION Preventiva Frecuencia
F1 F2 F3 F4 F5
t1 t2 t3 t4
l = 4 (fallas) / (t1 + t2 + t3 + t4) MTBF = (t1 + t2 + t3 + t4) / 4 (fallas)
Holgura
Error
Falla
p p
p < MTBF p < Holgura

MANTENCION Preventiva Frecuencia
LA FRECUENCIA DE LAS TAREAS DE
MANTENIMIENTO PREDICTIVO O CONDICIONAL
DEBERA SER FUNCION DEL PERIODO DE
DESARROLLO DE LA FALLA.
También conocido como “demora en la
producción de la falla” o intervalo P - F

Obstáculos para la Certeza de Funcionamiento
TIEMPO
ESTA
DO
Holgura
Error
Falla
Intervalo de inspección

CURVA DE LA BAÑERA LA TASA DE FALLAS EN FUNCION DEL TIEMPO DE OPERACION
EDAD
Vida útil tasa de fallas constante
ZON
A D
E
DES
GA
STE
l

LOS COSTOS DEL CICLO DE VIDA TASA DE FALLAS EN FUNCION DEL TIEMPO DE OPERACION
CICLO DE VIDA
tasa de fallas constante
ZON
A D
E
DES
GA
STE
l
Vida útil
Adquisición o creación
Operación y mantenimiento
Costo
disposición

Curvas de la
Probabilidad
Condicional de
Fallas

MANTENCION PREVENTIVA CAMBIOS TIPICOS
- CARTILLAS DE INSPECCION Y REPARACION REFORMULADAS EN BASE AL ANALISIS DE FALLAS (Para todos los equipos) - CONOCIMIENTO DEL COSTO DE MANTENCION PREVENTIVA Y CORRECTIVA - PROGRAMA ANUAL, MENSUAL Y SEMANAL DE M.P. , PREDICTIVA Y DE DETECCION - FRECUENCIAS DETERMINADAS EN BASE A LA TASA DE FALLAS Y AL INTERVALO P - F - OPERADORES ENTRENADOS PARA M.P.

FECHA HH USD DETENCION
EQUIPO DEMANDA MECANICA (HH) 8 32
CODIGO DEMANDA ELECTRICA (HH)
HOROMETRO DEMANDA INSTRUM. (H/H) 0
REPUESTOS VALORIZADOS
GASTO PLANIFICADO 32
NOMINAL
SISTEMA HIDRAULICO
CAMBIO ACEITE Y FILTRO HIDRAULICO
INSPECCION GENERAL UNIDAD HIDRAULICA
REGISTRAR PRESION DE TENSADO DE LA TELA 55 BAR
REGISTRAR PRESIONDE TRABAJO DE LA BOMBA P1 180 BAR
REGISTRAR PRESION DE TRABAJO DE LA BOMBA P2 180 BAR
REGISTRAR PRESION DE LA VALVULA PR59 100 BAR
REGISTRAR PRESION DE LA VALVULA PR56 100 BAR
REGISTRAR PRESION AVANCE DE LA TELA 70 BAR
REGISTRAR PRESION VALVULAS PINCH 100 BAR
REGISTRAR PRESION MINIMA DEL ACUMULADOR HID. 100 BAR
REGISTRAR PRESION MAXIMA DEL ACUMULADOR HID. 180 BAR
REGISTRE PRESION DE CILINDROS DE CIERRE Y SELLADO
SISTEMA SECADO
REVISAR Y/O LIMPIAR FILTRO AIRE COMPRESOR
Figura 5-60. Rutina de inspección y mantención 2500 Horas
ACTIVIDADES
120 A 180
SEG
VERIFICACION/REGISTRO
OBSERVACIONES
RUTINA DE INSPECCION Y MANTENCION 2.500 HORAS FILTRO LAROX
PLANIFICACION
RESPONSABLE INSPECCION:
V° B° SUPERVISOR:
REGISTRAR PRESION DE SELLADO DEL PAQUETE DE
PLACAS50-60 BAR
REGISTRAR FRECUENCIA DE RECARGA DEL
ACUMULADOR HID.
VERIFICAR ESTADO Y OPERACIÓN CILINDROS CIERRE Y
SELLADO

HOJA 1 DE 2
HH USD DETENCION
FECHA DEMANDA MECANICA (HH) 0
EQUIPO DEMANDA ELECTRICA (HH)
CODIGO DEMANDA INSTRUM. (H/H) 0
HOROMETRO REPUESTOS VALORIZADOS
GASTO PLANIFICADO 0
HORA DE INICIO:
NOMINAL
SISTEMA ALIMENTACION
REGISTRAR TEMPERATURA CONCENTRADO
REGISTRAR PRESION ALIMENTACION PULPA 5-6 BAR
CERTIFICAR FUNCIONAMIENTO BOMBA ALIMENTACION
VERIFICAR ACCIONAMIENTO VALVULAS PINCH
SISTEMA DE PRENSADO
CAMBIO ACEITE Y FILTRO HIDRAULICO
INSPECCION GENERAL UNIDAD HIDRAULICA
REGISTRAR PRESION UNIDAD HIDRAULICA
VERIFICAR SELLADO DEL MARCO SOBRE LA TELA
REGISTRAR PRESION AGUA PRENSADO
SISTEMA ESTRUCTURAL
VERIFICAR ESTADO RODILLOS TELA
INSPECCION ESTADO RASPADOR DE TELA
VERIFICAR PARALELISMO RODILLOS
VERIFICAR ESTADO SUJECION ABRAZADERAS
SISTEMA SECADO
REVISAR Y/O LIMPIAR FILTRO AIRE COMPRESOR
REGISTRAR PRESION SECADO 6 BAR
HOJA 2 DE 2
HH USD DETENCION
FECHA DEMANDA MECANICA (HH) 0
EQUIPO DEMANDA ELECTRICA (HH)
CODIGO DEMANDA INSTRUM. (H/H) 0
HOROMETRO REPUESTOS VALORIZADOS
GASTO PLANIFICADO 0
HORA DE INICIO:
NOMINAL
SISTEMA DE LAVADO
VERIFICAR ESTADO GENERAL CIRCUITO LAVADO
REGISTRAR DIFERENCIAL PRESION FILTRO DE LAVADO 2 BAR
CHEQUEAR CONDICION LIMPIEZA AGUA DE LAVADO
SISTEMA ELECTRICO
RUTINA DE INSPECCION Y MANTENCION SEMESTRAL FILTRO LAROX
14400 CICLOS PLANIFICACION
VERIFICACION/REGISTROACTIVIDADES
VERIFICAR LIMPIEZA Y ESTADO TAMIZ DE
ALIMENTACION
VERIFICAR SUJECION Y ESTADO LINEAS DE
ALIMENTACION
VERIFICAR ESTADO Y OPERACIÓN CILINDROS CIERRE Y
SELLADO
REGISTRE PRESION DE CILINDROS DE CIERRE Y
SELLADO
REVISAR ESTADO COSTURA Y DIRECCION DE AVANCE
DE LA TELA
VERIFICAR RODILLOS EN GENERAL POR RUISOA
EXTRAÑOS
VERIFICAR LUBRICACION EN GENERAL Y ESTADO
NIPLES
VERIFICAR Y REGISTRAR DEFORMACION PLACAS
FILTRO
RUTINA DE INSPECCION Y MANTENCION SEMESTRAL FILTRO LAROX
Figura 5-58. Rutina de inspección y mantención semestral
14400 CICLOS PLANIFICACION
ACTIVIDADES VERIFICACION/REGISTRO
REVISAR ESTADO Y ORIENTACION BOQUILLAS DE
LAVADO
VERIFICAR SISTEMA DE DETENCION EMERGENCIA
OPERATIVO

FECHA HH USD DETENCION
EQUIPO 4 16
CODIGO 2 8
HOROMETRO 1 4
28
NOMINAL VERIFICACION/REGISTRO
VERIFICAR ACCIONAMIENTO VALVULAS PINCH
SISTEMA DE PRENSADO
REGISTRAR PRESION UNIDAD HIDRAULICA
VERIFICAR RODILLOS EN GENERAL POR RUIDOS EXTRAÑOS
VERIFICAR PARALELISMO RODILLOS
VERIFICAR Y REGISTRAR DEFORMACION PLACAS FILTRO
VERIFICAR LUBRICACION Y ESTADO NIPLES
VERIFICAR ESTADO SUJECION ABRAZADERAS
REVISAR Y/O LIMPIAR FILTRO AIRE COMPRESOR
VERIFICAR FUNCIONAMIENTO SENSORES DE LIMITACION
VERIFICAR ESTADO CONEXIONES ELECTRICAS
VALIDAR FUNCIONALIDAD DEL PANEL DE CONTROL Y ALARMAS
VERIFICAR CONDICION DE DISPOSITIVOS EN GENERAL
Figura 5-57. Rutina de inspección y mantención mensual
RUTINA DE INSPECCION Y MANTENCION MENSUAL FILTRO LAROX
PLANIFICACION
DEMANDA MECANICA (HH)
DEMANDA ELECTRICA (HH)
DEMANDA INSTRUM. (H/H)
REPUESTOS VALORIZADOS
GASTO PLANIFICADO
ACTIVIDADES
SISTEMA ALIMENTACION
SISTEMA ESTRUCTURAL
SISTEMA SECADO
V° B° SUPERVISOR:
SISTEMA ELECTRICO
REALICE LA INSPECCION SEMANAL
OBSERVACIONES
RESPONSABLE INSPECCION:

RUTAS DE M.P.
RUTA
PLANTA
ENTRADA
SALIDA

HISTORIA DE FALLAS OTM "RE" Y "RC"
EQUIPO: 444--02 RADIAL STACKING CONVEYOR 42" X 120 / 140 FTFUNCION:
FECHA INICIO HISTORIAL :22 DIC 1995 FECHA TERMINO HISTORIAL :27 MAR 1998 2 AÑOS 3 MESES
VALOR DE LA HORA DE DETENCION:
Nº
FALLA FECHA DESCRIPCION DE LA FALLA DIAS TBF MTBF Costo US$SUM.COS.$
0 22-Dic-95 INICIO DE LAS OPERACIONES 0 0
1 16-Abr-96 REP.C.FACE MOTOREDUCTOR SUMITOMO 116 116 116 0 0
2 24-Jun-96 REP.ADAPTADOR MOTORREDUCT.ORUGA 186 70 93 53,72 53,72
3 25-Jun-96 INSP.Y CHK.REDCTORES DE ORUGA 187 1 62,33 0 53,72
4 25-Jun-96 NIVELACION MOTOR FAJA RADIAL 187 0 46,75 40,3 94,02
5 09-Jul-96 CAMB. BOMBA SIST.HIDRAUL. LAUREL RAD. 201 14 40,2 713,62 807,64
6 17-Jul-96 FAB.ADAPTADOR PARA BOMBA HIDRAUL. 209 8 34,83 0 807,64
7 17-Jul-96 FAB.PINES BASES HIDRAULIC.STACKER209 209 0 29,86 40,29 847,93
8 19-Jul-96 COLOC.REFUERZOS EN RADIAL STACKER 211 2 26,38 1625,3 2473,2
9 09-Ago-98 MODIF.EN COPLE ATRA-FLEX 232 21 25,78 1471,41 3944,6
10 19-Jun-96 REP. ESTRUCT.SOPORTE ORUGAS STACKER 232 0 23,2 1379,81 5324,5
11 09-Ago-96 DESMONT.REPARACION MONTAJE MOTOR 232 0 21,09 1129,27 6453,7
12 09-Ago-96 DESMONT.REPF.MONTAJE MOTOR F.RADIAL 232 0 19,33 484,97 6938,7
13 27-Jun-96 COLOC.PASARELA Y MODIF.ESCALERA FAJ 304 72 23,38 2309,44 9248,1
14 02-Dic-96 REBOB.MOTOR VENTIL.1/6HP FAJA RAD.LAU 347 43 24,79 364,81 9612,9
15 03-Ene-97 CAMB.REDUCTOR DODGE TXT 379 32 25,27 475,01 10088
16 05-Ene-97 DESMONT.REP.MOTOR 381 2 23,81 270,73 10359
17 05-Ene-97 INSTALACION MOTOR REPARADO 381 0 22,41 94,8 10453
18 03-Feb-97 REP.REDUCTOR ORUGA DER.FAJA RADIAL 410 29 22,78 1101,25 11555
19 04-Feb-97 REP.REDUCTOR ORUGA IZG.FAJA RADIAL 411 1 21,63 1185,87 12741
20 03-Feb-97 INST. MOTOR NUEVO FAJA RADIAL S/LAUREL 411 0 20,55 346,4 13087
21 12-Feb-97 FABRIC.DISCOS FRENO ORUGA RADIAL 420 9 20 43,54 13131
22 17-Feb-97 DESMONT.REP. MOTOR TRASLAC.RADIAL 425 5 19,32 1381,92 14512
23 12-Mar-97 FABRICE INSTALAR OREJAS ORUGA STACKER 448 23 19,48 285,65 14798
24 25-Abr-97 REP. MOTOR TRASLAC.IZQ.F.RADIAL S/LAUR 492 44 20,5 346,4 15145
25 13-Ago-97 CAMBIO CORREAS TRANSMIS.FAJA RADIAL 602 110 24,08 380,18 15525
26 28-Ago-97 CAMBIO ZAPATAS GATAS F.RADIAL 617 15 23,73 1188,1 16713
27 08-Sep-97 CAMB.MOTOR TRASLAC.F/RADIAL L.DERECH 628 11 23,26 0 16713
28 08-Sep-97 DESMONT.MONTAJ.MOTOR F/RADIAL LDERE 628 0 22,43 0 16713
29 29-Oct-97 CAMBIO DOS RODILLOS ORUGA F/RADIAL 679 51 23,41 0 16713
30 03-Dic-97 CAMB. RETENES REDUCT. SUMITOMO RADIA 714 35 23,8 653,51 17366
31 12-Dic-97 CAMB.POLIN INFERIOR ORUGA IZQ.RADIAL 723 9 23,32 0 17366
32 30-Dic-97 REP. FABRICACION ZAPATAS F.RADIAL 741 18 23,16 0 17366
33 28-Feb-98 REP. CARCAZA REDUCTOR ORUGA RADIAL 801 60 24,27 625,31 17992
34 27-Mar-98 CAMB.ABRAZADERAS ACOPLES ORUG.RAD 828 27 24,35 58,2 18050

HISTORIA DE MANT. PREVENTIVO "PV"
EQUIPO: 444--02 RADIAL STACKING CONVEYOR 42" X 120 / 140 FTFUNCION:
FECHA INICIO HISTORIAL :22 DIC 1995 FECHA TERMINO HISTORIAL :14 ENE 1998 2 AÑOS 1MES
VALOR DE LA HORA DE DETENCION:
N° FECHA DESCR. MANT.PREVENTIVO HOROMETROTBF MTB PV Costo US$ SUM.COS.$
1 18-Abr-96 FABR.2 SEPARAD. MOTO REDUCT.F.RADIAL 122 0
2 20-Jun-96 ENGRASE EN STANDARD CONVEYOR LAURE 185 63 185 0 0
3 22-Jun-96 REP.MOTOR DER.ORUGA RADIAL LAUREL 187 2 93,5 115,62 115,62
4 15-Jul-96 ENGRASE EN STANDARD CONVEYOR LAURE 210 23 70 26,86 142,48
5 25-Oct-97 INSP. SEMANAL EQUIPOS ELECTRICOS 312 102 78 0 142,48
6 07-Nov-96 ENGRASE COMPONEN.SIST.TRASLAC.LAURE 325 13 65 19,77 162,25
7 07-Nov-96 ENGRASE EN STANDARD CONVEYOR LAURE 325 0 54,16667 0 162,25
8 07-Nov-96 ENGRASE POLINES DE PORTABLES LAUREL 325 0 46,42857 0 162,25
9 07-Nov-96 CAMB.ACEITE Y FILTROS SIST.HIDRAU.RADIA 325 0 40,625 145,44 307,69
10 07-Nov-96 CAMB.ACEITE REDUCTOR DODGE TXT 325 0 36,11111 0 307,69
11 10-Nov-97 INSP. SEMANAL EQUIPOS ELECTRICOS 328 3 32,8 47,3 354,99
12 18-Nov-96 INSP.EQ.ELECTR.LIXIV.SEM. Y EQ.ELECTR 336 8 30,54545 0 354,99
13 25-Nov-96 INSP.INSTRUM. LIXIV. SEMAN Y EQUIP.ELECTR 343 7 28,58333 0 354,99
14 02-Dic-96 INSP.INSTRUM. LIXIV. SEMAN Y EQUIP.ELECTR 350 7 26,92308 0 354,99
15 20-Dic-96 ANALISIS ACEITE REDUCTOR DODGE TXT 368 18 26,28571 354,99
16 26-Dic ENGRASE POLINES DE PORTABLES LAUREL 374 6 24,93333 19,77 374,76
17 26-Dic-96 ENGRASE EN STANDARD CONVEYOR LAURE 374 0 23,375 19,77 394,53
18 28-Dic-96 INSP.INSTRUMENTACION LIXIVIACION SEMAN 376 2 22,11765 0 394,53
19 14-Ene-97 INSP.INSTRUM. LIXIV. SEMAN Y EQUIP.ELECTR 393 17 21,83333 48,54 443,07
20 21-Ene-97 INSP. SEMANAL EQUIPOS ELECTRICOS 400 7 21,05263 0 443,07
21 25-Ene-97 CAMB.ACEITE Y FILTROS SIST.HIDRAU.RADIA 404 4 20,2 142,28 585,35

HISTORIA DE FALLAS
EDIM: 444-02 RADIAL STACKING CONVEYOR
42” x 120 / 140 ft Sea la historia de fallas desde el 25 de Dic. De 1995 hasta el 27 de Mar. De 1998, correspondiente a 35 fallas registradas, que
produjeron detención de la producción.
FA L L A S A C UM UL A DA S
0
5
1 0
1 5
2 0
2 5
3 0
3 5
4 0
0 1 0 0 2 0 0 3 0 0 4 0 0 5 0 0 6 0 0 7 0 0 8 0 0 9 0 0
DIA S DE OPERA C ION
FA
LL
AS

FALLAS ACUMULADAS
0
5
10
15
20
25
30
35
40
0 100 200 300 400 500 600 700 800 900
DIAS DE OPERACION
FALL
AS

FALLAS ACUMULADAS
0
5
10
15
20
25
30
35
40
0 200 400 600 800 1000
DIAS DE OPERACION
FA
LL
AS
FALLAS
WEIBULL

HISTORIA DE FALLAS Y MANTEN. PREVENTIVA RADIAL STACKING
CONVEYOR
0 50 100 150 200 250 300 350 400 450 500 550 600 650
DIAS DE OPERACION
Mantención Preventiva Fallas
USA$
19,137
USA$
15,525

Datos Claves para el análisis de costo y de frecuencia del Mp
• DATOS – Penalización $/hora de detención
– Costo de la pauta de MP $/pauta
– MTBF
– Tiempo de Avería u holgura
– Duración de la falla o de la detención del equipo
– Costo de la reparación de la falla cuando ocurre

Datos Claves Para ANALISIS Cuantitativo De Fallas
• DESCRIPCION del evento de falla – Número correlativo
– Fecha
– Descripción inteligente
– Lectura del horómetro
– TBF
– Indicación si detiene el EDIM
– Duración de la detención
– Costo de la reparación

CON EL MANTENIMIENTO CENTRADO EN LA CONFIABILIDAD SE LOGRA DISMINUIR EL
TIEMPO PERDIDO POR LAS MAQUINAS
E F M A M J J
L
A S O N D E F M A M J J
L
A S
0123456789
10111213141516171819202122
E F M A M J J
L
A S O N D E F M A M J J
L
A S
PORCENTAJE DE TIEMPO FUERA DE SERVICIO / MES

Tabla comparativa de los principios de RCM antes y después de la experiencia de John Moubrays
La evolución del método MANTENCION CENTRADA EN LA CONFIABILIDAD RCM QUINCE PROPOSICIONES PARA TERMINAR CON LAS IDEAS TRADICIONALES Diez años de aplicación del método RCM y de su derivado RCM2 en mas de 500 plantas industriales en 27 países han permitido establecer una síntesis de quince cambios más importantes que deben ser introducidos en el campo de la gestión de los equipos. Hacia un nuevo paradigma.... El mundo cambia, el mundo se mueve....El mantenimiento no está estancado

Software de mantenimiento CMMS
MAXIMO DATASTREAM MP2 SAP módulo PM Mantenimientomundial.com MIMS de Mincom

PLAN MAESTRO DE MANTENCION
PLAN MAESTRO OPERACIONAL
PLAN MAESTRO TACTICO (Apuntes Pag 172 a 186)

DESCRIPCION DE PROCEDIMIENTOS 4º procedimiento
PLAN MAESTRO, define la planificación anual de las actividades de mantención asegurando la confección del presupuesto sobre bases de lo que realmente se piensa hacer. Garantiza una adecuada coordinación con la Producción a lo largo del año.

PLAN MAESTRO DE MANTENCION Tipos de planes
-Plan Matriz Operacional * PLANIFICACION GLOBAL de las actividades del año * INCLUYE TODOS LOS EQUIPOS, TODOS LOS TRABAJOS INTEGRADOS (mecánicos, eléctricos, civiles, de inversión, etc. ....) * SE BALANCEA CON LOS RECURSOS DISPON. * MANEJA UNIDADES DE UTILIZACION * SE ACTUALIZA PERMANENTEMENTE Plan Matriz Táctico * MANEJA LOS CAMBIOS DE LARGO PLAZO

PLAN MAESTRO DE MANTENCION OBJETIVOS
-PRONOSTICAR RECURSOS Internos y externos Mano de Obra, Repuestos, Terceros, etc. -SERVIR DE BASE PARA NEGOCIAR EL PROGRAMA DE PRODUCCION y MANTENCION -PREPARAR LOS PROGRAMAS MENSUALES -PRONOSTICAR Y CONTROLAR LOS COSTOS -PREPARAR EL PRESUPUESTO ANUAL

PLAN MAESTRO DE MANTENCION CARACTERISTICAS
* ES UN PLAN GENERAL QUE ABARCA UN AÑO * SE ACTUALIZA SEMESTRALMENTE * SE PREPARAN VERSIONES MENSUALES * MUESTRA TODOS LOS “EDIM” DE LA PLANTA * SE ACTUALIZA CONTINUAMENTE SEGÚN LA UTILIZACION REAL DE LOS EDIM Y LA EJECUCION REAL DE LOS TRABAJOS * SE EVALUA PARA OBTENER LA AUTORIZACION DE SU COSTO POR PARTE DEL “DUEÑO” (Producción, operaciones, ....)

PLAN MAESTRO DE MANTENIMIENTO FORMA
EDIM PR.USO ENE. FEBR. MARZO ABRIL MAYO JUNIO JULIO
NAV01
NAV02
NAV03
NAV04
NAV05
MC
RECURS HH
REPUES
H
H REPUE.
H
H
HH HH HH HH HH REPUE. REPUE. REPUE. REPUE. REPUE. REPUE.
HH
$
HH
$
HH
$
HH
$
HH
$
HH
$
HH
$
HH
$
XX
Hr/sem XX
Km/sem
XX
Ton/sem
XX
Ton/sem XX
Ton/sem
f f
f f f

PLAN MAESTRO DE MANTENCION CARACTERISTICAS
* MUESTRA LOS TRABAJOS DE: MANTENCION PREVENTIVA Y PREDICTIVA OTROS TRABAJOS (Inversión, modificaciones..) * LOS TRABAJOS SE IDENTIFICAN POR SIMBOLOS O CÓDIGOS Y SE MUESTRA: LA UTILIZACION REAL DE LOS EDIM Y LA EJECUCION REAL DE LOS TRABAJOS LOS TRABAJOS CORRECTIVOS SE CONSIGNAN COMO “GASTO PROMEDIO MENSUAL ESPERADO” SOBRE LA BASE DE LO GASTADO EN LOS AÑOS ANTERIORES.

UTILIZACION DE EQUIPOS E INSTALACIONES OBJETIVOS
- MEDIR AQUELLA UNIDAD QUE MEJOR REFLEJE EL PROCESO DE DESGASTE QUE ACOMPAÑA A LA UTILIZACION DE UN EQUIPO. - REGISTRAR LA “UTILIZACION EFECTIVA”. - ANALIZAR LA “UTILIZACION EFECTIVA”. - ENTREGAR LA INFORMACION DE UTILIZACION A LOS PROCEDIMIENTOS QUE LO REQUIERAN * Plan Maestro * Sistema de Mantenimiento Preventivo, (Análisis de Fallas, Confiabilidad....) * Evaluación de Resultados, (Indicadores...)

UTILIZACION DE EQUIPOS E INSTALACIONES CARACTERISTICAS
- SE DEFINIRA LA UNIDAD EN QUE SE MIDE LA “UTILIZACION EFECTIVA” PARA TODOS LOS EQUIPOS E INSTALACIONES - UNIDADES MAS FRECUENTES Horas Metros perforados Toneladas Molidas Días, semanas, meses Kilómetros, millas Cantidad de Operaciones - SE CONSIDERAN LAS CONDICIONES DE TRABAJO COMO UN “FACTOR” QUE AFECTA A LA UTILIZACION EFECTIVA. - SE USARAN “MEDIDORES”, (que deben ser leídos por operaciones o automáticamente).

PLAN MAESTRO TACTICO CARACTERISTICAS
* ES LA PLANIFICACION A 5 AÑOS DE LAS ACTIVIDADES DE MANTENCION RELACIONADAS CON EL PROGRESO Y EL CAMBIO ES LA INCORPORACION DEL FUTURO * ES LA ACTIVIDAD COMPLEMENTARIA A LA PARTICIPACION DE MANTENCION EN LOS PLANES DE INVERSION

Etapas del Proceso de inversiones
• Idea
• Ingeniería conceptual (prefactibilidad)
• Ingenieria básica (factibilidad) presupuesto del proyecto.
• Ingeniería de detalle
• Construcción, compra, fabricación
• Montaje
• Puesta en marcha

PLAN MAESTRO TACTICO PRINCIPALES TAREAS
• ESPECIFICACIONES DE MANTENIBILIDAD Y CONFIABILIDAD EN LOS PROYECTOS DE INVERSIÓN • INCORPORACION DE PLANES DE MANTENCION Y PAUTAS PARA LOS NUEVOS EQUIPOS * ELIMINACION DE LOS OBSOLETOS * COMPRAS DE HERRAMIENTAS E INSTRUMENTOS ESPECIALES * CAMBIOS EN LA ORGANIZACIÓN (Personal, contratistas, nuevas especialidades,....) * CAMBIOS EN LA ATENCION DE EMERGENCIAS Y FALLAS * ESTUDIOS DE REPUESTOS NUEVOS * ELIMINACION GRADUAL DE REPUESTOS DE EQUIPOS QUE SE DARAN DE BAJA * CAPACITACION * MANUALES EN CASTELLANO, COMPLETOS Y ACTUALIZADOS * PRUEBAS DE PUESTA EN MARCHA

PLAN MAESTRO TACTICO INVERSIONES N° ACTIVIDADES 1996 1997 1998 1999 2000
CAMBIO DE
BOMBAS
VERTICALES
POR BOMBAS
CENTRIFUGAS
AMPLIACION
SALA DE
CONTROL DE
LA FUNDICION
I
33
I
34
PREFACTIBILIDAD
FACTIBILIDAD
Costos de Mantención
Mantenibilidad
Confiabilidad
Disponibilidad
INGENIERIA
CONCEPTUAL
Conceptos generales
de Mantenibilidad,
Confiabilidad....
INGENIERIA DE
DETALLES
Layout
Especificaciones de
Mantenibilidad
Marca,
Representantes
Abastecimiento de
repuestos en el país y
en la zona
Habilidades del
personal
ADQUISICION,
PROPUESTAS,
OFERTAS

DETERMINACION DE RECURSOS PARA MANTENCION
RECURSOS PREVISTOS
RECURSOS IMPREVISTOS
RECURSOS HUMANOS
RECURSOS MATERIALES (Apuntes Pag 190 a 212)

DETERMINACION De Recursos Para MANTENCION
5º procedimiento
* PREVISTOS IMPREVISTOS
RECURSOS HUMANOS * CARGA DE TRABAJO (PENDIENTE Y FUTURA) * FUERZAS DE TRABAJO DISPONIBLES COMPARACION Y TOMA DE DECISIONES
RECURSOS MATERIALES * REEMPLAZO DEL STOCK POR PEDIDOS SEGÚN PROGRAMA
RECURSOS FINANCIEROS * PRESUPUESTO ANUAL

DETERMINACION DE RECURSOS RECURSOS HUMANOS
TEMAS RELACIONADOS CON PERSONAL * DOTACION,
ESPECIALIDADES, EXPERIENCIA
CARGA DE TRABAJO, DETECCION DE NECESIDADES CAPACITACION * SUPERVISION ....DENSIDAD APOYO ADMINISTRATIVO: PLANIFICADORES, ADMINISTRATIVOS DESCRIPCIONES DE EMPLEO, INCENTIVOS * ORGANIZACIÓN CENTRALIZADA, POR AREAS, DEPARTAMENTAL, COMBINADA USO DE CONTRATISTAS USO DE LOS INGENIEROS ORGANIGRAMA

RECURSOS HUMANOS
CANTIDAD DE PLANIFICADORES
RELACION TRABAJADORES / PLANIFICADORES * PLANIFICACION / PROGRAMACION SEPARADA 1 COMB. 2
* ESPECIALIDADES UNA 1 DOS 2 TRES 3 CUATRO 4 * GRADO DE DETALLE DE LA PLANIFICACION ADEMAS DE INDICAR ESPECIALIDAD, HERRAMIENTAS ESPECIALES, MATERIALES - INSTRUCCIONES GENERALES 1 - DESCRIPCION DE LAS TAREAS IMPORTANTES 3 - DESCRIPCION DETALLADA DE LAS TAREAS 5 - DESCRIPCION DEL METODO DE TRABAJO 7 * PRECISION DE LA ESTIMACION DATOS HISTORICOS 3 METODO DE LOS RANGOS 5 ESTUDIOS DE TIEMPO 7 ESTANDARES PRE DETERM. 9

RECURSOS HUMANOS
CANTIDAD DE PLANIFICADORES
CALCULO DEL PUNTAJE SEGÚN EL TIPO DE TRABAJO QUE REALIZARAN LOS
PLANIFICADORES, SE SUMAN LOS PUNTOS POR
CADA RUBRO
PUNTAJE TOTAL RELACION TRABAJAD. / PLANIFICAD. 6 - 8 40 - 50 / 1 9 - 11 35 - 40 / 1 12 - 14 30 - 35 / 1 15 - 17 25 - 30 / 1 18 - 20 20 - 25 / 1 21 - 22 15 - 20 / 1

ACTIVIDADES PRINCIPALES DEL SUPERVISOR DE PRIMERA LINEA
1. COORDINACION FINAL DE LA DETENCION DEL EQUIPO CON OPERACIONES
2. VIGILAR LAS CONDICIONES DE SEGURIDAD
3. COORDINACION FINAL DE RECURSOS
4. INSTRUCCIONES TECNICAS
5. VIGILAR EL AVANCE
6. VIGILAR LA CALIDAD DE CADA UNA DE LAS ETAPAS
7. CONTROLAR EL USO DE LOS RECURSOS
8. PLANIFICAR LA EJECUCION DE LOS TRABAJOS DE EMERGENCIA
9. INSPECCIONAR TODOS LOS TRABAJOS TERMINADOS

TIPOS DE ORGANIZACIÓN de Mantención
• CENTRALIZADA
• POR AREAS
• DEPARTAMENTAL (funcional)
• COMBINADA

DETERMINACION DE RECURSOS RECURSOS MATERIALES
M. P. - M. PLANIF.- OTROS TR PLAN PRONOSTICO . MAESTRO
M. NO PLANIF. EMERGENCIAS HISTORIA
DE CONSUMO
REQUERIMIENTO OPORTUNO TECNICA
ESPECIFICACION ALTERNATIVAS
EMBALAJE - PROTECCION
RECEPCION
BODEGAS
ALMACENAMIENTO PAÑOLES DE MANTENCION

Factores que afectan los costos del stock
• Obsolescencia
• Seguros
• Manejo
• Deterioro
• Interés del capital

Universidad Católica del Norte Escuela de Negocios Mineros Magister en Gestión Minera
Gestión de la Calidad y Mantenimiento VI versión MGM
Antofagasta, Agosto de 2013
Profesor : Ernesto Gramsch Sanjinés Ingeniero Civil











![Modelo MGM[1]](https://img.pdfslide.es/doc/110x75/5571f8a649795991698dd36f/modelo-mgm1.jpg)















