Embed Size (px)
Citation preview

III PRESENTACIÓN DE LA
EMPRESA

- 4 -

- 5 -
3.1.HISTORIA Y SITUACIÓN ACTUAL DE LA EMPRESA VASLIN-BUCHER
La empresa se extiende hoy en día sobre una superficie total de
64.813 m² de los cuales 26.717 m² son cubiertos y emplea a 360
personas fijas así
como 50
trabajadores
interinos durante
el verano, en su
sede de
Chalonnes sur
Loire. Además en
el extranjero
posee 6 filiales,
así como talleres
asociados, filiales comerciales y servicios post-venta, empleando en
total casi a 500 personas y generando una cifra de negocio de más de
60 millones de euros en 35 países.
Principales hechos destacados en la historia de esta empresa
desde mediados del siglo XIX hasta nuestros días:
1858: Es creada la prensa horizontal por M. Joseph VASLIN en su
herrería de Martigné-Briand, Maine et Loire (49).

- 6 -
1874: Es creada la prensa hidráulica por M. Johann BUCHER en su
herrería de Suiza.
1947: M. Gaston BERNIER se hace cargo de la explotación de las
prensas « VASLIN » y transforma su empresa artesanal en S.A.R.L,
(société anonyme à responsabilité limitée), pasando a denominarse
Constructions Méca-Métalliques Chalonnaises (CMMC), y
empleando 40 personas.
1957: Tras crecer año tras año, la empresa comienza a producir de
cara al mercado extranjero, constituyendo este el 6 por ciento de su
producción total.
1959: Como consecuencia de un aumento de capital la S.A.R.L se
convierte en S.A con capital de 15.000.000 FRF.
1974: Continua el crecimiento de la actividad. CMMC vende 3.500
aparatos en Francia y en el extranjero, llegando a tener 570 personas
como empleados.

- 7 -
A partir de 1975: La empresa llega a emplear 690 personas, si bien, la
crisis económica hace caer brutalmente la cifra de negocio y obliga a
despidos regulares hasta 1980.
1977: Debido a las dificultades financieras de este periodo, 1975-1980,
el 54% del capital es recomprado por el estado, dentro del plan para el
desarrollo industrial.
1981: M. Jean-Pierre BERNHEIM se convierte en presidente director
general de la sociedad CMMC. La demanda de prensas neumáticas
crece fuertemente.
1986: Una empresa suiza de prensas neumáticas, BUCHER, propone la
compra de la empresa CMMC, manteniendo la fabricación de las
prensas en Chalonnes sur Loire.De esta forma nace la Société Anonyme CMMC-Vaslin-Bucher, dependiente de un holding de capital
suizo.
1992: CMMC compra una filial en Italia llamada FRUILMECCANICA
(denominada actualmente Vaslin-Bucher Spa).
1994 (Noviembre): CMMC cambia de razón social y se convierte en
VASLIN-BUCHER S.A.
2000- actualidad: El 99.30% de las acciones son propiedad del grupo
BUCHER HOLDING y el resto son propiedad de un reducido grupo de
pequeños accionistas.

- 8 -
VASLIN-BUCHER diseña y fabrica casi la totalidad de sus productos,
asegurando la calidad gracias a su certificación ISO 9001, obtenida en
2000.
VASLIN-BUCHER es líder mundial de prensas, con más de 60000
prensas instaladas en Francia y en el extranjero. Casi el 50% de la cifra
de negocio de la empresa, corresponde a exportaciones hacia una
treintena de países, Estados unidos, España, Portugal, Italia, Australia,
Nueva Zelanda, Chile, Argentina, entre otros.
Un saber hacer contrastado y el conocimiento constante del medio,
permiten a VASLIN-BUCHER aportar a los vinicultores del mundo entero
respuestas tecnológicamente adaptadas y económicamente eficaces.
CALENDARIO
PRODUCCIÓN
VENDIMIA
PRODUCCIÓN
VENDIMIA
Hemisferio Norte
Hemisferio sur
Enero /Noviembre
Septiembre / Abril

- 9 -
Empresa Vaslin-buches en cuota de mercado frente a la competencia,
en componentes equipamientos de empresas vitícolas.
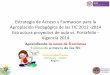
Siendo en el mercado de prensas neumáticas donde Vaslin-Buches es
aun más líder mundial de ventas:
OTRAS 19%
TOFFOLADELLA
9%
PERA7%
EUROPRESS 6%
VELO 7%
5%DIEMME
De FRANCHESCHI
5%
VASLIN BUCHER37%
WILLMES5%
PRENSAS NEUMATICAS DE MAS DE 50HL. VENDIDAS EN EL MUNDO EN 2002
59%
41%
COMPETENCIA VASLIN-BUCHER
VENTAS VASLIN-BUCHER
33%
67%
FRANCIA EXPORTACION

- 10 -
3.2. GAMA DE PRODUCTOS VASLIN-BUCHER.
Los productos desarrollados por VASLIN-BUCHER permiten
seguir toda la evolución del vino, desde la llegada de la uva hasta le
estabilización del vino. En el proceso de obtención de vino, el proceso
mas importante y delicado es el de prensado, siendo en éste en el que
se ha especializado VASLIN-BUCHER, convirtiéndose en líder mundial
en ese campo.Si bien el resto de productos de la gama VASLIN-
BUCHER abarcan todas las operaciones a realizar en el proceso de
obtención del vino con un muy alto nivel de calidad.
• 3.2.1. RECEPCIÓN DE COSECHA (gama productos DELTA):
- 3.2.1.1. Mesas de clasificación
Las mesas de clasificación pueden ser de dos tipos, vibradoras o de
banda corredera y se utilizan para recibir la uva antes o después de la
despalillación.
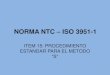
PRENSAS NEUMATICAS DE MENOS DE 50HL. VENDIDAS EN EL MUNDO EN 2002
68%
32%
COMPETENCIA VASLIN-BUCHER
VENTAS VASLIN-BUCHER
48%52%
FRANCIA EXPORTACION

- 11 -
El principio de la tabla de clasificación vibrante es el siguiente:
- extender la uva para facilitar su clasificación
- asegurar la separación del producto destinado a producir zumo de
los residuos vegetales, como hojas, ramas, etc.
- alimentación regular de del equipamiento al final de la cadena de
recepción, despalilladores, bombas….
La vendimia es depositada en un extremo de la mesa de clasificación
vibrante y es movida mediante vibraciones hacia el otro extremo. Los
operadores efectúan la clasificación a ambos lados de la mesa.
La mesa de clasificación comprende:
- Reja de goteo movible formada por bandas trapezoidales
- Cuba de recuperación de zumo
- 4 ruedas pivotantes con frenos de doble pinza regulables,
permitiendo la fijación al suelo de manera estable.
La mesa de clasificación esta construida totalmente en acero inoxidable
microbillado para facilitar su limpieza fácilmente.
- 3.2.1.2. Despalillador
Para evitar que las ramas, hojas o cualquier otro elemento libere gustos
herbáceos.
El despalillado
es una tarea
muy
importante, que
se debe hacer de manera suave, progresiva y lo más completa posible.

- 12 -
Introducida por la tolva, la cosecha es llevada de manera progresiva y
sin choques a la velocidad de despalillación.
En una primera zona la jaula interior no presenta agujeros y las uvas son
cogidas por las palas de batida, sin reventar el fruto ni rasparlo. La jaula
y las palas giran en el mismo sentido evitando así los efectos de
cizallamiento de la uva.
Todos los elementos
de arrastre están
agrupados en un
conjunto
independiente del
camino que sigue la
uva, de manera que no
hay peligro al trabajar alrededor de la maquina.
Se presenta en una carretilla fija o móvil según opción y con auto-lavado
automático, además como opciones también presenta, tolva de goteo
para regular la alimentación de uva y bomba de compresor helicoidal.
- 3.2.1.3. Bombas de vendimia y de orujos fermentados
Aseguran la recepción de la vendimia fresca y en las mejores
condiciones, manteniendo
la garantía de higiene por
utilizar, en todas las piezas
en contacto con el
producto, acero inoxidable
o material sintético.
Consta de dos piezas en

- 13 -
movimiento: tornillo de y rotor helicoidal son suficientes para
asegurar la transferencia continua de cosecha.
Su mantenimiento es mínimo, debido a que el cuerpo de la bomba es
auto-lubricado por la materia que transita en su seno.
La tolva de carga dispone de un tapón de vaciado que facilita la limpieza
y el vaciado total.
Como opciones presenta un regulador de velocidad electrónico, detector
de funcionamiento en seco, destinado a detectar la no presencia de
cosecha o de orujos en la tolva y por ultimo posibilidad de calibrar la
altura de la tolva. • 3.2.2. PRENSADO
- 3.2.2.1. Prensas VASLIN
Las prensas
VASLIN PHP utilizan
un sistema mecánico,
como diferencia
fundamental con
respecto a la gama
de prensas
neumáticas
BUCHER, el
mecanismo consta
de platos que se
mueven uno respecto
a otro dentro de una
jaula agujereada. En
función del sentido

- 14 -
de rotación de la jaula, los platos se aproximan, fase de compresión, o
se
separan, fase de descompresión, respecto al eje central.
Dos velocidades de rotación de la jaula, permiten un aumento progresivo
de la presión sobre la uva, limitando el número de acciones mecánicas
sobre la uva, lo que da lugar a un mosto de gran calidad enológica.
- 3.2.2.2. Gama de productos BUCHER
Las prensas
RPO/RPF y Xpert
de la gama
BUCHER utilizan
un sistema
neumático. Se
trata de membrana
plástica que al ser inflada por un lado mediante un compresor de
llenado, aplasta por el otro la uva contra la pared de la cuba que
contiene a ambos. Las prensas neumáticas RPF y RPO vienen
equipadas de equipos automáticos que permiten programar los ciclos de
prensado. La prensa Xpert (foto lateral), es la prensa de más reciente

- 15 -
creación, pudiendo ser enteramente programada según las necesidades
del cliente, definiendo ella misma sus ciclos de prensado. BUCHER
posee así mismo productos específicos para la fabricación de
champaña.
-3.2.2.3. Gama de productos JLB
Prensas verticales de diseño tradicional pero con las ventajas de los
últimos avances en prensado
Los ciclos de prensado están
totalmente automatizados
mediante control electrónico,
obteniendo una calidad
incontestable de los jugos
logrados.
El vaciado es rápido y sencillo
debido al desmoldado automático del “pastel de orujo” después del
prensado.
La limpieza es fácil para asegurar la higiene en el proceso, pudiéndose
realizar un prensado y un trasvase en continuo si se realiza con dos
jaulas de prensado.
Las partes metálicas en contacto con la cosecha y el jugo están todas
realizadas en acero inoxidable.

- 16 -
•3.2.3. CUBAS DE VINIFICACION (vinimatic)
Las cubas de vinificación están destinadas a la fermentación o la
maceración de los vinos, siendo sus principales propiedades:
CALIDAD_ mejor dominio de la calidad del vino al actuar eficazmente
sobre la temperatura y los fenómenos de maceración, extracción de
olores, colores, etc.
FACILIDAD_ tratamientos sobre la vendimia, sulfatado, adición de
levaduras, mas simples y eficaces.
Ciclos de homogeneización modificables, y supresión de remontes
mediante bombas y canalizaciones. El vaciado de orujos es automático
y la limpieza muy fácil debido a las rejas pivotantes y desmontables.
RENTABILIDAD_ la cosecha se ve revalorizada al aumentar el volumen
de maceración posible en cada ciclo y al minimizar la mano de obra
necesaria.
La vendimia es
introducida en la
cuba, en el caso de
introducir la vendimia
completa se realizara
una maceración
carbónica, por la
puerta de llenado.
Durante la fase de
maceración se realizan ciclos de homogeneizado por el operador, cada

- 17 -
ciclo de homogeneizado consta de varias rotaciones, ya sean hacia
delante o hacia atrás, bastando entre 1 y 4 durante el proceso completo,
si bien dependerá del tipo de vino deseado.
Las rejillas de separación aseguran la separación de zumo y orujo,
asegurándose la salida del zumo mediante una válvula de vaciado, y de
los orujos mediante espiras internas.
Las opciones que pueden presentar son:
- circuitos en serpentín exteriores para calentamiento o enfriamiento
- juego de rejillas suplementario
- sonda electrónica de temperatura y regulación electrónica de
temperatura.
• 3.2.4. UNIDADES DE OSMOSIS INVERSA (Indagro)
La gama de productos OSMOTOP utiliza la tecnica de osmosis inversa
para efectuar la extraccion de una parte del agua contenida en los
mostos de uva o en los propis vinos.
Las aplicaciones desarrolladas
por VASLIN-BUCHER, no son
autorizadas en todos los paises
con los que la empresa trabaja.
Las posibles acciones a
realizar sobre el vino o mosto
seran:
- variacion de la
concentarcion del mosto
de uva, con o sin variacion de la tasa de acido malico

- 18 -
- variacion de la concentracion del vino, con o sin variacion de la
tasa de alcohol o de acidez
- desalcoholizacion parcial del vino
- reduccion de la acidez del vino
•3.2.5. FILTROS (filter)
La utilización de filtros tangenciales vaslin-bucher, es una elección
tecnológica para la obtención de los siguientes resultados:
- Vino brillante y perfectamente limpio (turbidez < 1 NTU)
- Vino estable con una concentración en gérmenes pobre
garantizada
- Leve retención de
coloides
- Poco calentamiento
- Sin perdidas de color
- Sin perdidas de CO2
- Sin sufrir oxidación
La aplicación de estos filtros
abarca casi toda la gama de
vinos, desde vinos brutos a
vinos prestos a ser
embotellados, incluyendo en
este abanico, vinos primeros, blancos secos, espumosos, vinos tras
fermentación malo láctica, tras tratamientos de estabilización, etc.

- 19 -
•3.2.6. UNIDAD DE TRATAMIENTO DE MOSTOS (climat)
Calentador-enfriador consistente en una bomba de calor reversible, de
calidad alimentaria, que permite la aplicación de las temperaturas
optimas en pre-vinificación y vinificación de vendimias rojas o blancas,
permite maceración pelicular o prefermentación en frío, maceración final
en caliente, comienzo y mantenimiento de fermentaciones malo lácticas,
etc.

- 20 -
• 3.2.7. MONTAJES PARTICULARES Además de estos elementos, la gama de productos de vaslin-bucher
incluye peticiones mas personalizadas, en función de la necesidad
concreta del viticultor, así como ejemplo, la prensa neumática XPF con
una capacidad de 80 Hl. con sistema de remolque adaptado, válvula de
llenado axial y automatización de salida de mostos y de recogida de
orujos tras el prensado.
Así mismo no solo se fabrican maquinas independientes si no que
también se diseñan equipamientos completos para instalaciones
vinícolas, gestionando no solo el equipamiento, si no también las
instalaciones auxiliares necesarias, la puesta en obra, seguimiento de

- 21 -
las mismas y mantenimiento posterior, así como también la formación
del personal encargado del manejo de dichos elementos, veamos
algunos ejemplos:
a) Instalación de recepción de vendimia en Argentina, compuesta por una mesa de clasificación y una bomba de suministro.

- 22 -
b) Instalación de prensado vertical
c) Prensa neumática con conexión a cubas de maceración

- 23 -
d) Prensas neumáticas en paralelo con recogida automatizada de zumo
e) Prensas neumáticas con sistema de alimentación común

- 24 -
f) conjunto de alimentación formado por despalillador y bomba de vendimia

- 25 -
3.3 ESTRUCTURA Y ORGANIZACIÓN DE LA EMPRESA
La empresa se divide en talleres y edificios de administración, el reparto
de personal en ambos ámbitos viene descrito en los siguientes gráficos:
El personal de oficina se
reparte en 4 categorías,
administrativo encargado
de las tareas de gestión de
documentos y de tareas
generales dentro de la
oficina.
Comercial, encargado de
la relación con el cliente,
gestionando las ventas,
REPARTO PERSONAL TALLERES/OFICINAS
260
150
TALLERES OFICINAS
REPARTO PERSONAL OFICINA
68
48
2013
TECNICOCOMERCIALADMINISTRATIVODIRECCION GENERAL

- 26 -
servicio post-venta, venta de recambios, relación con proveedores y
representantes nacionales e internacionales.
Técnico, responsable del diseño de maquinaria, piezas o soluciones
técnicas a cualquier necesidad dentro de la propia producción de la
empresa o en servicio post-venta, encargado de la supervisión y
desarrollo de cualquier demanda diferente a los productos de serie
fabricados.
Dirección general, dirección y gestión global de todos los aspectos de la
empresa.

- 27 -
Organigramme Vaslin-bucher
Jean Michel SAUVAGE Attaché Direction
Régine CHAUVETConsejero juridico
Patrice CASSAGNEResponsable gestion calidad
Jean BONNETResponsable Investigacion y desarrollo
Marie Dominique SMIETANSKIInfirmière / Animatrice Sécurité
Frédéric GRUAZResponsable Recursos humanos
Gilles DUPUYResponsable Ventes et Marchés
Paul RETAILLEAUResponsable Projets et Procédés
Corinne DEPLYResponsable Marketing et Qualité PRC
Didier MEUNIERResponsable Installations et Services
POLE RELATIONS CLIENTSG.DUPUY
Pascal RAIMBAULTResponsable Gestion et Indicateurs
Jean-Pierre PICHARDResponsable Comptabilité
Didier FRANCOISResponsable Informatique
Jean-Pierre DUFROUXResponsable Service Général
POLE FINANCE ET SYSTEMESD 'INFORMATION
R.BLAIN
Danie BELAMY (Resp. Adjointe des Achats)
Alain BOURRIGAULT (Responsable Magasin)
Roger CLEMENCEAU (Responsable Tôlerie)
Daniel CAMUS (Responsable Chaudronnerie)
Joël GAIGNARD (Responsable Usinage)
Francois DESSERT (Animateur Membranes/Composites/Menuiserie/Graisse)
Jean-Luc PIQUET (Responsable Câblage)
Thierry MOTTEAU (Responsable Maintenance)
Daniel COCHARDResponsable des Achats
Jacques FOUILLETResponsable Bureau d'Etudes
Guy HAMELINE (Responsable Logistique)
Jean-Luc BARBIN (Resp. Adjoint Montage/Peinture/Traitement de surfaces)
Guy VAUGOYEAUResponsable Ordonnancement
Agnès MEAULEResponsable Méthodes
POLE INDUSTRIED.COCHARD (Directeur Industriel)
J.FOUILLET (Directeur Industriel Adjoint)
DIRECTOR GENERALJean-Pierre BERNHEIM
La organización de la empresa consta de las divisiones
presentadas en el siguiente organigrama

- 28 -
La empresa se divide en tres polos, polo de relación con el
cliente, de financiación y sistemas de información y de industria, dentro
de este hay varias secciones u oficinas, oficina de compras, encargada
de gestionar todas la compras tanto de materias primas como de piezas
no fabricadas en la empresa. Oficina de métodos, sección encargada
del estudio de los métodos de fabricación de los componentes que
constituirán el producto final. Oficina de estudios, donde se diseñan los
nuevos productos, así como las piezas o elementos que serán
utilizados en la fabricación de la maquinaria completa.
Y por ultimo, la oficina de planificación, fue aquí donde se desarrollo
mi stage y es la encargada de la planificación de la producción, decidir
que y en que cantidad se produce, en que orden, lanzamiento de
ordenes de trabajo, establecimiento de plazos de finalización y
coordinación general en la producción, sobre todo en la relación y
coordinación entre los distintos talleres.
3.4. DISTRIBUCIÓN DE TALLERES
El reparto es mucho mas variado debido a que la empresa realiza casi
totalmente todas las operaciones de fabricación a partir de la materia
prima hasta llegar al taller de montaje. Por tanto la subcontratación de
tareas a realizar o piezas a fabricar es mínima y se reduce a pequeñas
piezas como tortillería, elementos de plástico, (tapones, cubiertas),
elementos electrónicos básicos, y por supuesto los componentes
mecánicos montados en las máquinas, como compresores, turbinas y
motores.

- 29 -
Los talleres de los que consta la empresa son:
- 3.4.1. Taller de Chapa (tôlerie)
Compuesto por dos zonas, una zona de almacenamiento de hierro de 640 m2 y el

- 30 -
taller general de chapa con una extensión de 3600 m2.
En el parque de hierro se recibe la materia prima, generalmente en
planchas de acero que quedan almacenadas en el exterior del taller de
chapa.
Tras este primer emplazamiento las planchas pasan al interior del taller,
donde son almacenadas y clasificadas en una estantería automatizada,
desde ahí pasan a cada uno de los puestos de trabajo sin intervención
directa del personal,
siendo dirigidas desde
un puesto de control
computerizado.
Estantería automatizada en taller de chapa general
La chapa pasa al puesto de trabajo donde se recortan los trozos, que
posteriormente son soldados, conformando así la pieza requerida.
Puesto que las piezas de este taller se hacen a partir de acero en bruto,
casi en el 100 % de los casos, tras el taller de chapa, el siguiente
destino será el taller de tratamiento de superficie o de pintura.

- 31 -
Taller de chapa
general
Puesto de soldadura en
taller de chapa
En este taller se realizan piezas de tamaños muy variados, yendo desde
pequeños elementos hasta piezas grandes, como las planchas que
constituyen el chasis de la prensa o las armaduras de los pies
delanteros y traseros.
Como pequeñas piezas aquí fabricadas se pueden nombrar, el soporte
de compresor en pie delantero o la cuba de recogida de zumo situada
debajo de la prensa, o la corona dentada que formara parte del sistema
de arrastre de la cuba.

- 32 -
- 3.4.2. Taller de calderería (Chaudronnerie)
Encargado de la construcción de la cuba de la prensa, esta dividido en
dos subtalleres, en el de mayor tamaño, 1400 m2 se fabrican las cubas
de mayor tamaño, es decir las de una capacidad superior a 80 Hl., en el
segundo subtaller, 735 m2, se fabrican las cubas de menor tamaño,
siendo las utilizadas en el taller de montaje donde se desarrollo mi stage
de practicas.

- 33 -
Para fabricar una cuba se
comienza por la realización del
cuerpo de la misma, para lo
cual se parte de una plancha de
acero que se curva hasta
alcanzarse los dos extremos,
soldando en ese punto y
obteniendo una pieza cilíndrica.
Tras esto la siguiente operación es el recorte sobre la superficie de
dicho tubo de los orificios que vaya a tener la cuba, puertas, válvulas de
seguridad, etc. además de soldar en su interior las espiras helicoidales
que ayudaran a mover la uva y a vaciar de la cuba el residuo sólido
generado durante el proceso de prensado.
La última operación es la de cierre de los extremos mediante unas
tapas, estas tapas son subcontratadas y no se fabrican en la empresa.
Almacenamiento de tapas
de cubas

- 34 -
Antes de soldar dichas tapas a los
extremos del tubo, son
mecanizadas en este mismo taller,
para realizarle los agujeros a donde
se adosara el sistema de salida de
jugos, ya sea directamente a través
de los orificios, ya sea mediante un
colector de salida que conecte
todos los agujeros.
Realizando por ultimo la soldadura de la corona dentada en la cuba, en
aquellas que la llevan soldada y no atornillada, esto es, las de capacidad
mayor a 40 Hl.
Al igual que en el taller de chapa, el siguiente destino será el taller de
tratamiento de superficie, en este caso tratamiento de microbillage.

- 35 -
Cabe destacar en este taller la unidad de corte por láser, automatizada y
empleada en las cubas de gran capacidad, debido a que su gran tamaño
hace imposible realizar los orificios de la cuba de la forma que se
realizan los del resto, esto es de manera manual mediante corte por
soplete. Unidad de corte mediante láser del taller de calderería

- 36 -
- 3.4.3. Taller de mecanizado (usinage)
Con una extensión de 2000 m2 se encarga de realizar la fabricación de
piezas de no gran tamaño y componentes de las maquinas a fabricar,
ejemplos son rodamientos, palieres, o coronas de rotación.
En este taller se realizan la
mayor parte de las piezas en
acero, como en el resto de
talleres, pero también se trabaja
con bronce, destinado a la
fabricación de los ejes y
palieres de giro de la cuba
sobre el chasis. Debido a la
necesidad de un material que
no sea dañado por los azucares del zumo de uva.

- 37 -
Ejemplos de piezas fabricadas en el taller de mecanizado:

- 38 -
- 3.4.4. Talleres carpintería, materiales compuestos, membranas y cableado
Carpintería: 540 m2, realización de palés y estanterías necesarias en la
empresa, no fabrica componentes propiamente dichos para las
maquinas, si no elementos de ayuda a la producción
Membrana: Se encarga del recorte y cosido de las membranas que irán
en el interior de las cubas y que realizaran la presión sobre la uva al ser
infladas.
Su extensión es de 360 m2
Materiales compuestos: Taller de reducido tamaño, 605 m2, encargado
de la fabricación de las piezas en plástico o materiales compuestos.

- 39 -
Cableado: 900 m2 de superficie, realiza el premontaje del armario
eléctrico, que será conectado y acabado de montar en el taller de
montaje, ya sobre la prensa neumática.
- 3.4.5. Taller de pintura:
Taller encargado de realizar el
ultimo tratamiento sobre las
piezas, esta incluido dentro de
la nave que de manera general
alberga al los talleres de
montaje, de forma que una vez
salida de la cadena de pintura,
están cerca del lugar donde son

- 40 -
montadas.
Esta constituido por una línea en movimiento de donde se cuelgan
mediante ganchos las piezas a pintar, mediante este desplazamiento
extremadamente lento se les va haciendo pasar a través de casetas de
pintado, donde se pintan mediante pistola.
El pintado se realiza en una u otra caseta dependiendo del color o
tratamiento que se le vaya a dar, quedando el resto de recorrido para
secar la pintura.

- 41 -
- 3.4.6. Taller de tratamiento de superficie:
Taller de gran importancia dentro de la secuencia de operaciones que
llevan las piezas hasta el taller de montaje, siendo el cuello de botella
que da lugar a falta de piezas en montaje o a retrasos en su envío.
Realiza varios tratamientos sobre las piezas, los más importantes y
solicitados son, el baño en ácido y sobre todo el microbillage,
tratamiento consistente en la introducción de la pieza en una nave de
microbillage, sometiéndola al golpeo de pequeñas partículas de arena,
dando lugar a una capa especial de protección en la superficie de acero.
El taller consta de dos partes, la primera (875m2) es el taller en si donde
esta la cabina de microbillage y la piscina de ácido, así como el resto de
maquinaria para los tratamientos menores.
La segunda se encuentra en el exterior y es una superficie de “espera”
donde las piezas se amontonan a la espera de ser tratadas, no
pudiéndose utilizar como zona de almacenaje tras el tratamiento, debido

- 42 -
a que la intemperie dañaría la pieza tratada, lo cual creara problemas
como veremos mas adelante.
Cabina de microbillage dentro del taller de tratamiento de superficie
Zona de almacenaje exterior a ATS

- 43 -
- 3.4.7. Taller de montaje:
Taller de gran importancia en la fabrica y punto final de las piezas
fabricadas en los demás, consta de un primer taller de montaje (4800
m2) donde se realizan las prensas de baja y media capacidad, así como
otros elementos tales como despalilladores, mesas de clasificación etc.
y un segundo taller (1500 m2) donde se montan las prensas de gran
capacidad.
El taller de montaje de las prensas de capacidad media baja es donde
se desarrolla el stage y del cual hablaremos mucho más en detalle.

- 44 -
-3.4.8. Taller de almacenamiento y expedición:
Es aquí donde los productos terminados son almacenados a la espera
de ser vendidos o preparados para ser enviados, mediante la colocación
de embalajes o cajas de madera, especificas para cada tipo de maquina
o medio de transporte a utilizar.
Se trata de naves de gran tamaño, que deben albergar la producción
saliente de la fabrica, en el caso de que la venta de productos no
corresponda con la fabricación que se este produciendo, se llegan a
acumular en dichos almacenes gran cantidad de stock, que puede llegar
a superar la capacidad de los almacenes, teniéndose que buscar
emplazamientos alternativos.
Como solución se opta en la mayoría de los casos por almacenar los
productos terminados en el exterior, ocupando algún lugar que este
libre, con independencia de su situación en respecto al taller de montaje
o los almacenes.

- 45 -
Como otros lugares de interés dentro de la distribución en planta de la
fábrica se pueden citar:
Edificios de oficinas Mantenimiento informático y archivos
Reserva de agua embalsada Zona de ocasión y maquinaria usada