Embed Size (px)
Citation preview

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 1/52
INFORME DE SUFICIENCIA
PARA OPTAR EL TITULO PROFESIONAL DE:INGENIERO MECANICO
ASEGURAMIENTO Y CONTROL DE LA CALIDAD DE
ESTRUCTURAS METÁLICAS Autor: Michael Henry Marroquín CarranzaAsesor: Ing. Rubén Gómez Sánchez
PROMOCION 2008 – IILIMA-PERU
2012

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 2/52
ASEGURAMIENTO Y CONTROL DE LA CALIDAD DE
ESTRUCTURAS METÁLICAS
CAPITULO I: Introducción
CAPITULO II: Marco teórico generalCAPITULO III: Empresa actual de fabricación de estructurasmetálicas
CAPITULO IV: Procedimiento del aseguramiento de la calidad
CAPITULO V: Análisis de costos
RESULTADO DE APLICACIÓN
CONCLUSIONES
RECOMENDACIONES

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 3/52
CAPITULO I:
INTRODUCCIÓN

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 4/52
ANTECEDENTESEn la actualidad; en el Perú, surgen nuevas empresasmetalmecánica, compitiendo con empresas reconocidasen el sector metalmecánica.
La calidad del producto y el precio es fundamental paraser competitivos en nuevos proyectos en competencia.

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 5/52
OBJETIVOTiene por objeto establecer las condiciones para que la empresa
dedicada a la fabricación de estructuras metálicas cumpla losrequisitos de calidad del cliente y con esto logre la satisfacción.
ALCANCE
Aplicación de procedimientos, incluyendo el plan de puntos deinspección y registros de control, para asegurar la calidad delproducto; Fabricado en taller, desde el suministro del material hasta el
acabado superficial.
Aplicado a Estructuras Metálicas de acero de bajo contenido decarbono
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 6/52
LIMITACIONES
Aplicación de procedimientos, incluyendo el plan de puntos deinspección y registros de control, para asegurar la calidad del producto,tales como:
Montaje en obra de estructura metálica.
Suministro, fabricación y montaje de aceros aleados e inoxidables
Suministro, fabricación y montaje de tanques metálicos
Suministro, fabricación y montaje de tuberías y accesorios
Maquinado de aceros al carbono, aleados e inoxidable
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 7/52
CAPITULO II:
MARCO TEORICO GENERAL

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 8/52

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 9/52

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 10/52

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 11/52

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 12/52
CAPITULO III:EMPRESA ACTUAL DE FABRICACION DE
ESTRUCTURAS METALICAS

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 13/52
VISION Ser empresa líder en la fabricación de estructuras metálicas basándoseen excelentes criterios de calidad garantizando al cliente un servicio de
excelencia
MISION Ofrecer soluciones a nuestros clientes, distinguiéndonos por el
cumplimiento y la calidad de nuestros productos a precio competitivo,innovación constante, un excepcional servicio a nuestros clientesapoyados en la experiencia y dedicación de nuestro equipo humano
POLITICA DE CALIDAD Suministra y fabrica estructuras metálicas satisfaciendo en formaconsistente los requerimientos de calidad y las expectativas de susclientes.

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 14/52
OBJETIVOS DE CALIDAD
Mantener la confianza y preferencia de nuestros clientes, sobre labase de satisfacer plenamente sus requerimientos y expectativas.
Mantener el personal de la empresa actualizado en conocimientosprofesionales mediante adecuados planes de capacitación ydesarrollo.
Utilizar eficientemente los mecanismos de nuestro Sistema deCalidad, para asegurar un mejoramiento continuo de laproductividad.
Desarrollar nuestras actividades dentro de un ambiente de gratasrelaciones humanas, seguridad e higiene industrial.
Obtener de nuestros proveedores y subcontratistas productos yservicios de alta confiabilidad, por medio de una adecuada selección,comunicación efectiva y evaluación de desempeño.

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 15/52
ORGANIGRAMA GENERAL
GERENCIA GENERAL
GERENCIA DEOPERACIONES PLANTA
GERENCIA DEOPERACIONES OBRA
GERENCIA COMERCIAL
GERENCIA DE
ADMINISTRACION YFINANZAS
JEFE DE
PRODUCCION
JEFE CONTROL DE
CALIDAD
JEFE INGENIERIA DE
DETALLE
CONTROL DE
COSTOS
PRESUPUESTO
VENTAS
CONTABILIDAD Y
FINANZAS
LOGISTICA
RRHH
JEFE
PLANEAMIENTO
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 16/52
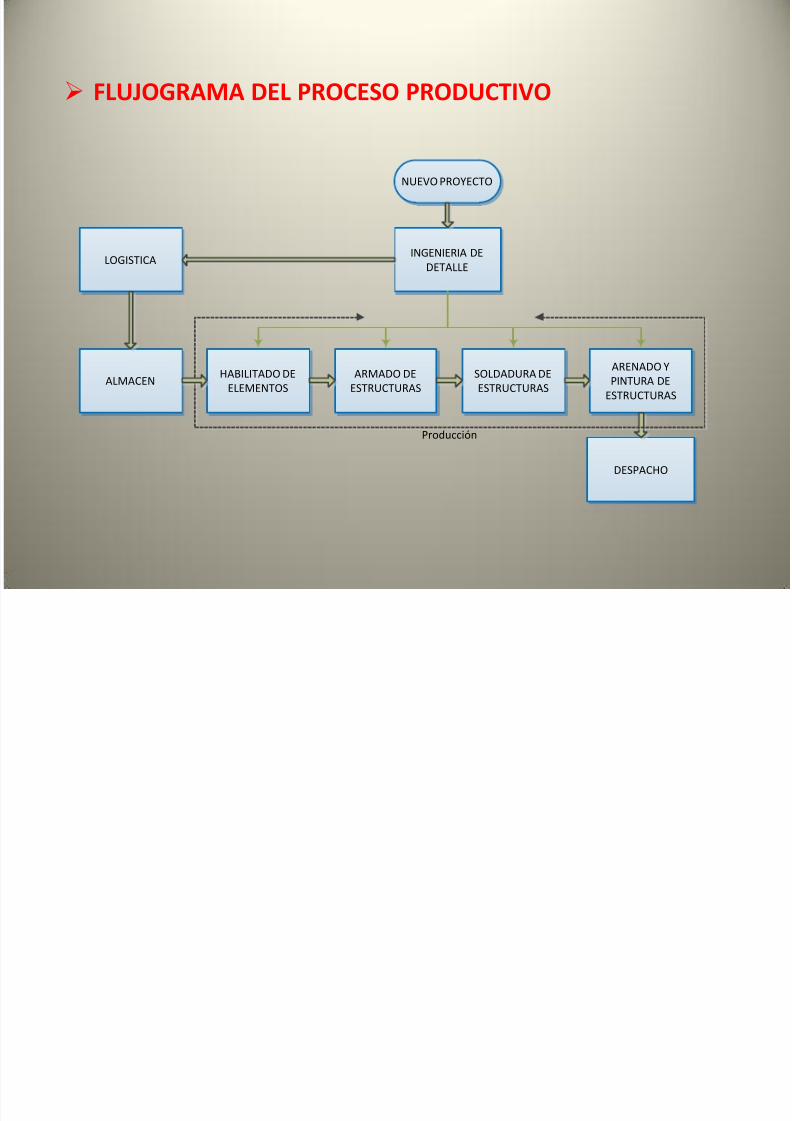
FLUJOGRAMA DEL PROCESO PRODUCTIVO
NUEVO PROYECTO
INGENIERIA DE
DETALLE
HABILITADO DE
ELEMENTOS
ARMADO DE
ESTRUCTURAS
SOLDADURA DE
ESTRUCTURAS
ARENADO Y
PINTURA DE
ESTRUCTURAS
DESPACHO
Producción
LOGISTICA
ALMACEN

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 17/52
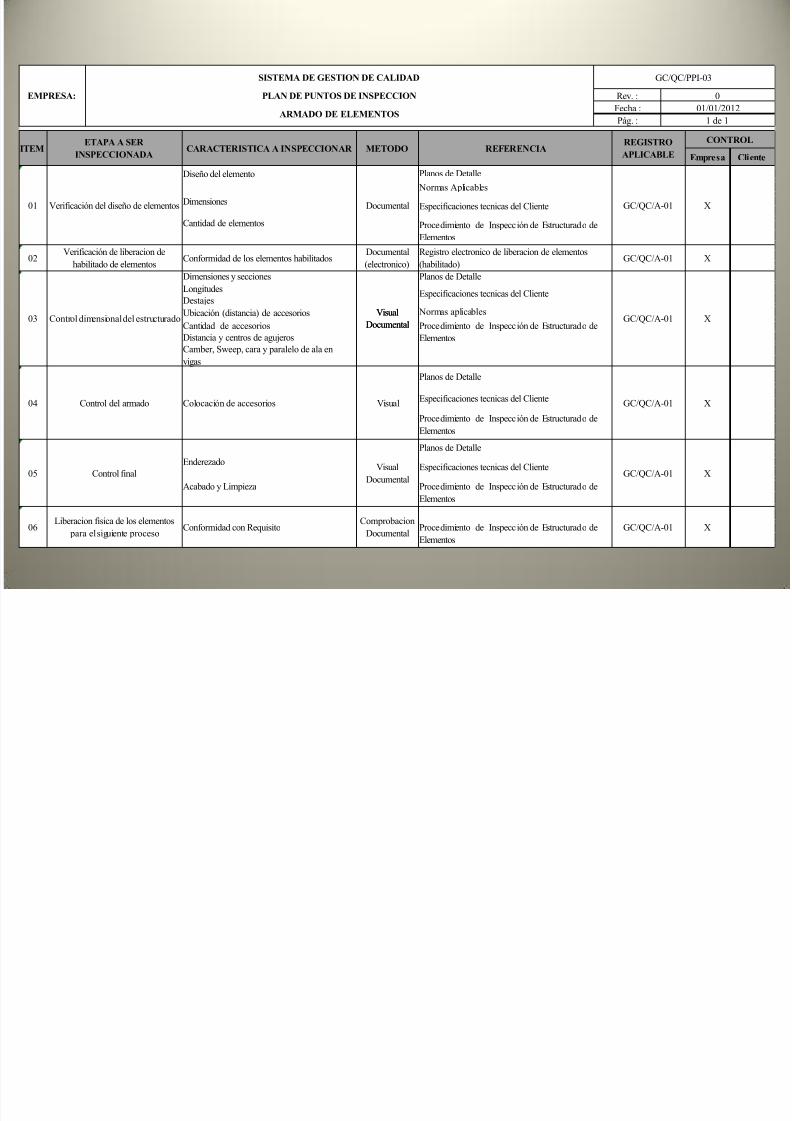
PLAN DE PUNTOS DE INSPECCION
Inspección: Recepción de Materiales GC/QC/PPI-01 Inspección: Habilitado de elementos GC/QC/PPI-02 Inspección: Armado de elementos GC/QC/PPI-03 Actividades Previas a Soldadura GC/QC/PPI-04 Inspección Visual de Soldadura GC/QC/PPI-05
Inspección: Arenado y pintado de elementos GC/QC/PPI-06

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 18/52
ETAPA A SER
INSPECCIONADA
02
Guia de Remision
Revisión de los Certificados de
Calidad entregados por el
Proveedor
METODO
EMPRESA:
ITEMREGISTRO
APLICABLE
Rev. :
GC/QC/PPI-01
Fecha :
Pág. :RECEPCION DE MATERIALES Y CONSUMIBLES
PLAN DE PUNTOS DE INSPECCION 0
01/01/12
1 de 1
SISTEMA DE GESTION DE CALIDAD
CARACTERISTICA A INSPECCIONAR REFERENCIA
Identificacion del Material (Colada caso de Aceros,
Lote en caso de Pintura y Soldadura, etc)
Tipo de Material
Identificacion del Material (Colada caso de Aceros,
Lote en caso de Pintura y Soldadura, etc)
GC/QC/RM-01
Planos de Detalle, cuando fuere el caso
Cumplimiento de Especificaciones Tecnicas del Cliente
Documental
(Verificacion
Técnica)
Procedimiento de Inspección de Recepción
de Materiales y ConsumiblesGC/QC/RM-01
Certificado de Calidad
GC/QC/RM-01
Procedimiento de Inspección de Recepción
de Materiales y Consumibles
04
Liberación fisica de los materiales
y/o consumibles para el siguiente
proceso
Conformidad con RequisitoComprobacion
Documental
03Revisión fisica a la llegada de los
materiales y/o consumibles a planta
Cumplimiento de Especificaciones Tecnicas del ClienteInstrumental
Dimenciones, cuando sea el caso
Visual
01
Revision de Documentos a la llegada
de los materiales y/o consumibles a
planta
Documental GC/QC/RM-01
Certificado de Calidad
Planos de detalle, cuando sea el caso
Procedimiento de Inspección en la Recepción
de Materiales y Consumib les.
Orden de Compra
X
Especificaciones tecnicas del Cliente
Procedimiento de Inspección de Recepción
de Materiales y Consumibles
Normas Aplicables
Especificaciones tecnicas del Cliente
X
CONTROL
Empresa Cliente
X
X

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 19/52
X
X
CONTROL
Empresa Cliente
X
X
X
GC/QC/H-01Procedimiento de Inspección de
Habilitado de Elementos
Acabado y LimpiezaProcedimiento de Inspección de
Habilitado de Elementos
GC/QC/H-01
Procedimiento de Inspección de
Habilitado de Elementos
Ubicación de centros para agujeros
Metodo de codificacion del elemento
Cantidad de elementos
Destajes
Perforado: cantidad y diametros de
agujeros, tolerancia de agujeros Visual
Dimencional
Instrumental
Visual
Dimencional
Instrumental
Tolerancias de dimensiones
Dimensiones de acuerdo al diseño
ETAPA A SER INSPECCIONADA
02 Control del trazo (habilitado manual)
METODO
EMPRESA:
ITEMREGISTRO
APLICABLE
Diseño del elemento
Rev. :
GC/QC/PPI-02
Fecha :
Pág. :HABILITADO DE ELEMENTOS
PLAN DE PUNTOS DE INSPECCION 0
01/01/2012
1 de 1
SISTEMA DE GESTION DE CALIDAD
CARACTERISTICA A
INSPECCIONAR
REFERENCIA
Trazo
Planos de Detalle
GC/QC/H-01
Verticalidad del corte
Espesor
Codificacion del elemento
GC/QC/H-01
04 Control finalVisual
Documental
03 Control del habilitado
01 Verificacion del diseño de elementos Documental GC/QC/H-01Especificaciones tecnicas del Cliente
Procedimiento de Inspección de
Habilitado de Elementos
Planos de Detalle
Planos de Detalle
Especificaciones tecnicas del Cliente
Procedimiento de Inspección de
Habilitado de Elementos
Planos de Detalle
05Liberacion fisica de los elementos para
el siguiente procesoConformidad con Requisito
Comprobacion
Documental
Especificaciones tecnicas del Cliente
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 20/52
Diseño del elemento
Normas Aplicables
Dimensiones
Planos de Detalle
Normas aplicables
Acabado y Limpieza
X
X
XGC/QC/A-01Procedimiento de Inspección de Estructurado de
Elementos
CONTROL
Empresa Cliente
X
X
GC/QC/A-01Especificaciones tecnicas del Cliente
Especificaciones tecnicas del Cliente
Procedimiento de Inspección de Estructurado deElementos
XGC/QC/A-01
GC/QC/A-01
METODOREGISTROAPLICABLE
GC/QC/PPI-03
Fecha :
Pág. :ARMADO DE ELEMENTOS
01
PLAN DE PUNTOS DE INSPECCION 0
01/01/2012
1 de 1
Cantidad de accesorios
Distancia y centros de agujeros
ETAPA A SER INSPECCIONADA
SISTEMA DE GESTION DE CALIDAD
EMPRESA:
ITEM
Rev. :
Control final
03 Control dimensional del estructurado
CARACTERISTICA A INSPECCIONAR REFERENCIA
Especificaciones tecnicas del Cliente
Procedimiento de Inspección de Estructurado de
Elementos
Planos de Detalle
06Liberacion fisica de los elementos
para el siguiente procesoConformidad con Requisito
Comprobacion
Documental
Visual
Documental
Camber, Sweep, cara y paralelo de ala en
vigas
Verificación del diseño de elementos
05
Registro electronico de liberacion de elementos
(habilitado)
Procedimiento de Inspección de Estructurado de
Elementos
Planos de Detalle
Enderezado
Dimensiones y seccionesLongitudes
Verificación de liberacion de
habilitado de elementos
GC/QC/A-01Colocación de accesorios Visual
GC/QC/A-01
Destajes
Ubicación (distancia) de accesorios
Documental
(electronico)Conformidad de los elementos habilitados
Visual
Documental
Control del armado04
Cantidad de elementos
Especificaciones tecnicas del Cliente
Procedimiento de Inspección de Estructurado de
Elementos
Planos de Detalle
02
Visual
Documental
Documental
SISTEMA DE GESTION DE CALIDAD GC/QC/PPI-04
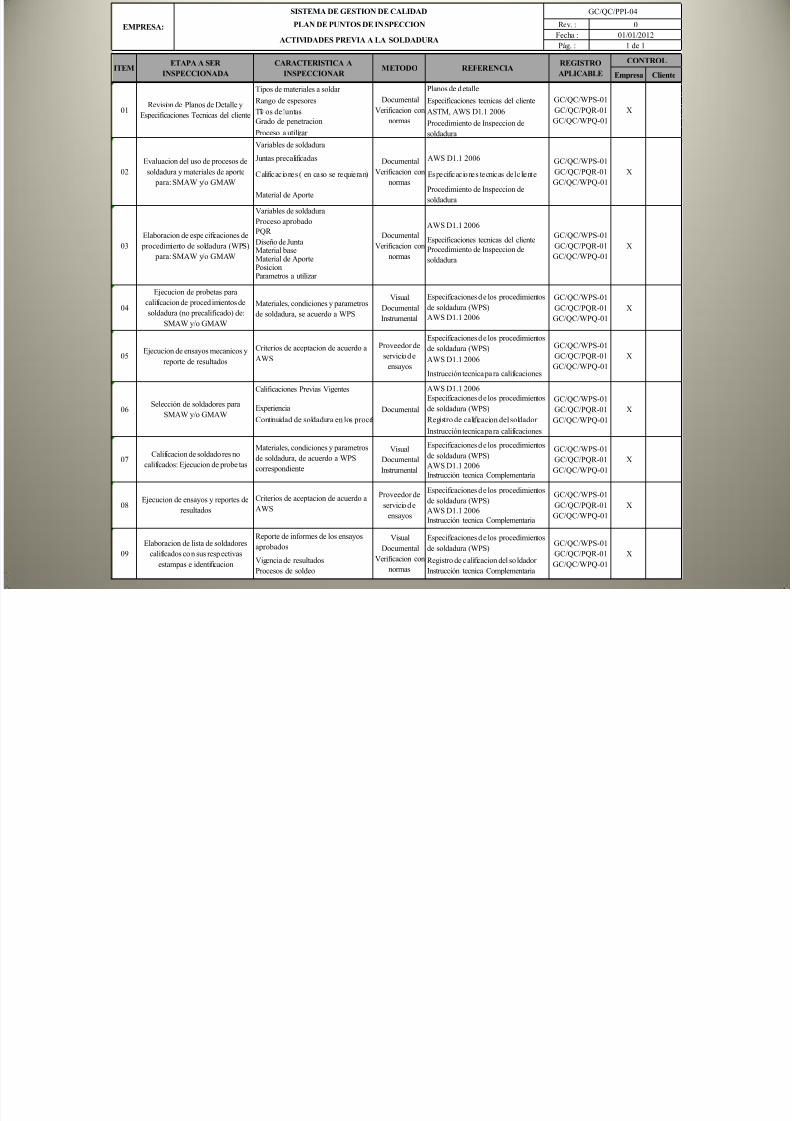
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 21/52
Tipos de materiales a soldar
Rango de espesores
Ti os de untas
Proceso a utilizar
Material baseMaterial de AportePosicion
Parametros a utilizar
AWS D1.1 2006
Calificaciones Previas Vigentes
Experiencia
Continuidad de soldadura en los proce Registro de calificacion del soldador
AWS D1.1 2006
AWS D1.1 2006
Registro de calificacion del so ldador
1 de 1
ITEMETAPA A SER
INSPECCIONADA
CARACTERISTICA A
INSPECCIONAR METODO REFERENCIA
REGISTRO
APLICABLE
CONTROL
Empresa
EMPRESA:
SISTEMA DE GESTION DE CALIDAD GC/QC/PPI 04
PLAN DE PUNTOS DE INSPECCION Rev. : 0
ACTIVIDADES PREVIA A LA SOLDADURAFecha : 01/01/2012
Pág. :
ASTM, AWS D1.1 2006
Grado de penetracion Procedimiento de Inspeccion de
soldadura
02
Evaluacion del uso de procesos de
soldadura y materiales de aporte
para: SMAW y/o GMAW
Variables de soldadura
Documental
Verificacion con
normas
Cliente
01Revision de Planos de Detalle y
Especificaciones Tecnicas del cliente
Documental
Verificacion con
normas
GC/QC/WPS-01
GC/QC/PQR-01
GC/QC/WPQ-01
X
Planos de detalle
Especificaciones tecnicas del cliente
GC/QC/WPS-01
GC/QC/PQR-01
GC/QC/WPQ-01
X
Juntas precalificadas AWS D1.1 2006
Calificaciones ( en caso se requieran) Especificaciones tecnicas del cliente
Material de AporteProcedimiento de Inspeccion de
soldadura
04
GC/QC/WPS-01
GC/QC/PQR-01
GC/QC/WPQ-01
Materiales, condiciones y parametros
de soldadura, se acuerdo a WPS AWS D1.1 2006
Especificaciones de los procedimientos
de soldadura (WPS)
Proceso aprobadoAWS D1.1 2006
PQR
Diseño de JuntaProcedimiento de Inspeccion de
soldadura
03
Variables de soldadura
GC/QC/WPS-01
GC/QC/PQR-01
GC/QC/WPQ-01
X
GC/QC/WPS-01
GC/QC/PQR-01
GC/QC/WPQ-01
Especificaciones de los procedimientos
de soldadura (WPS)
Instrucción tecnica para calificaciones
X
07Calificacion de soldadores no
calificados: Ejecucion de probe tas
Visual
Documental
Instrumental
GC/QC/WPS-01
GC/QC/PQR-01
GC/QC/WPQ-01
AWS D1.1 2006
Elaboracion de especificaciones de
procedimiento de soldadura (WPS)
para: SMAW y/o GMAW
Ejecucion de probetas para
calificacion de procedimientos de
soldadura (no precalificado) de:
SMAW y/o GMAW
Visual
Documental
Instrumental
Documental
Verificacion con
normas
Especificaciones tecnicas del cliente
06Selección de soldadores para
SMAW y/o GMAW
Documental
GC/QC/WPS-01
GC/QC/PQR-01
GC/QC/WPQ-01
X
X05Ejecucion de ensayos mecanicos y
reporte de resultados
Proveedor de
servicio de
ensayos
09
Elaboracion de lista de soldadores
calificados con sus respectivasestampas e identificacion
Visual
Documental
Verificacion con
normas
GC/QC/WPS-01
GC/QC/PQR-01GC/QC/WPQ-01
Reporte de informes de los ensayos
aprobadosEspecificaciones de los procedimientos
de soldadura (WPS)
Instrucción tecnica Complementaria
X08Ejecucion de ensayos y reportes de
resultados
Proveedor de
servicio de
ensayos
GC/QC/WPS-01
GC/QC/PQR-01
GC/QC/WPQ-01
Criterios de aceptacion de acuerdo a
AWS
Especificaciones de los procedimientos
de soldadura (WPS)
Instrucción tecnica Complementaria
Criterios de aceptacion de acuerdo a
AWS
Instrucción tecnica para calificaciones
Especificaciones de los procedimientos
de soldadura (WPS)
Especificaciones de los procedimientos
de soldadura (WPS)
Instrucción tecnica Complementaria
Materiales, condiciones y parametros
de soldadura, de acuerdo a WPS
correspondiente
XVigencia de resultados
Procesos de soldeo
X
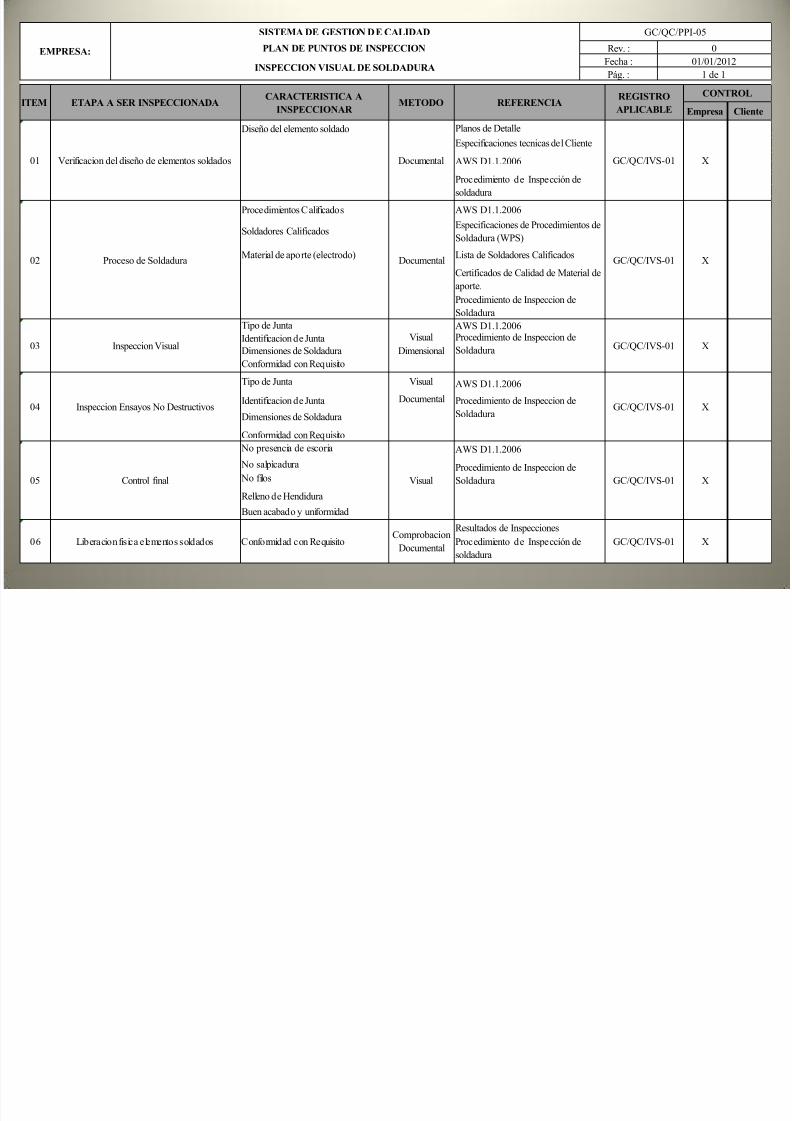
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 22/52
Diseño del elemento soldado
Conformidad con Requisito
Procedimientos Calificados
Soldadores Calificados
Material de aporte (electrodo)
Visual
Visual
Dimensional
Tipo de Junta
GC/QC/IVS-01
Resultados de Inspecciones
Procedimiento de Inspección de
soldadura
Procedimiento de Inspeccion de
Soldadura
Procedimiento de Inspeccion de
Soldadura
AWS D1.1.2006
Especificaciones de Procedimientos de
Soldadura (WPS)
Lista de Soldadores Calificados
Certificados de Calidad de Material de
aporte.
GC/QC/PPI-05
Fecha :
Pág. :INSPECCION VISUAL DE SOLDADURA
METODOETAPA A SER INSPECCIONADA
Proceso de Soldadura
Procedimiento de Inspeccion de
Soldadura
GC/QC/IVS-01
Verificacion del diseño de elementos soldados Documental GC/QC/IVS-01
Documental
Especificaciones tecnicas del Cliente
AWS D1.1.2006
Procedimiento de Inspección de
soldadura
EMPRESA:
ITEM
Rev. :
Control final
03
CARACTERISTICA A
INSPECCIONAR REFERENCIA
REGISTRO
APLICABLE
AWS D1.1.2006
Planos de Detalle
GC/QC/IVS-01
GC/QC/IVS-01
SISTEMA DE GESTION DE CALIDAD
PLAN DE PUNTOS DE INSPECCION 0
01/01/2012
1 de 1
CONTROL
Empresa
Comprobacion
Documental
Visual
Relleno de Hendidura
05
No presencia de escoria
No filos
No salpìcadura
Tipo de Junta
Identificacion de Junta
Buen acabado y uniformidad
Dimensiones de Soldadura
Conformidad con Requisito
06 Liberacion fisica elementos soldados Conformidad con Requisito
Identificacion de Junta
Dimensiones de Soldadura
04
Procedimiento de Inspeccion de
Soldadura
AWS D1.1.2006
02
Documental
01
AWS D1.1.2006
Cliente
X
X
GC/QC/IVS-01
X
X
Inspeccion Visual
Inspeccion Ensayos No Destructivos
X
X
GC/QC/PPI 06SISTEMA DE GESTION DE CALIDAD

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 23/52
Normas ASTM
Comprobaciondocumental
Procedimiento de Inspeccion de
Arenado
Procedimiento de Inspeccion de
Pintura
GC/QC/IP-01
GC/QC/IP-01
Spots a inspeccionar
Espesor Nominal
Espesor Real por punto
06 Liberacion fisica de los elementos yestructuras arenados y pintados Conformidad con requisitos
Tiempo de arenado
Normas SSPC
Normas SSPC
Inspeccion de Pintado05
Acabado superficial
Visual
Instrumental
Procedimiento de Inspeccion de
Pintura
Numero de Capa
Procedimiento de Inspeccion de
Arenado
Procedimiento de Inspeccion de
Pintura
Tamaño
Visual
Documental
Instrumental
Espesor real promedio
Color
Preparacion Superficial
Humedad Relativa
Normas SSPC
Sistema de Pintado
Procedimiento de Inspeccion de
Pintura
GC/QC/IP-01
Procedimiento de Inspeccion de
Arenado
Tipo de Arenado
Grado de Corrosion Inicial
Perfil de rugosidad nominal
Perfil de rugosidad real
Visual
Instrumental
Pintura (marca y lote)
02 Condiciones del Arenado
METODO
EMPRESA:
ITEMREGISTRO
APLICABLE
Rev. :
GC/QC/PPI-06
Especificaciones para Pintado
ARENADO Y PINTADO DE ELEMENTOS
PLAN DE PUNTOS DE INSPECCION 0
01/01/2012
1 de 1
ETAPA A SER INSPECCIONADA
SISTEMA DE GESTION DE CALIDAD
CARACTERISTICA A
INSPECCIONAR REFERENCIA
Tipo de Maquina
Normas ASTM
GC/QC/IA-01
Tolerancias
Equipo a usar
Fecha :
Pág. :
GC/QC/IA-01
Procedimiento de Inspeccion de
Arenado
04 Condiciones de Pintado
Visual
Documental
instrumental
03 Inspeccion de Arenado
01Verificacion de especificaciones
generales para tratamiento superficialDocumental
GC/QC/IA-01
GC/QC/IP-01
Especificaciones tecnicas del
Cliente
Planos de Detalle
Normas ASTM
Normas SSPC
Normas ASTM
Normas SSPC
Normas ASTM
Humedad Relativa
CONTROL
Empresa Cliente
X
X
Especificaciones para Arenado
X
X
X
X

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 24/52
PROCEDIMIENTO DE INSPECCION
Recepción de Materiales Habilitado de elementos Armado de elementos Inspección Visual de Soldadura Arenado y pintado de elementos
INSPECCION DE MATERIALES
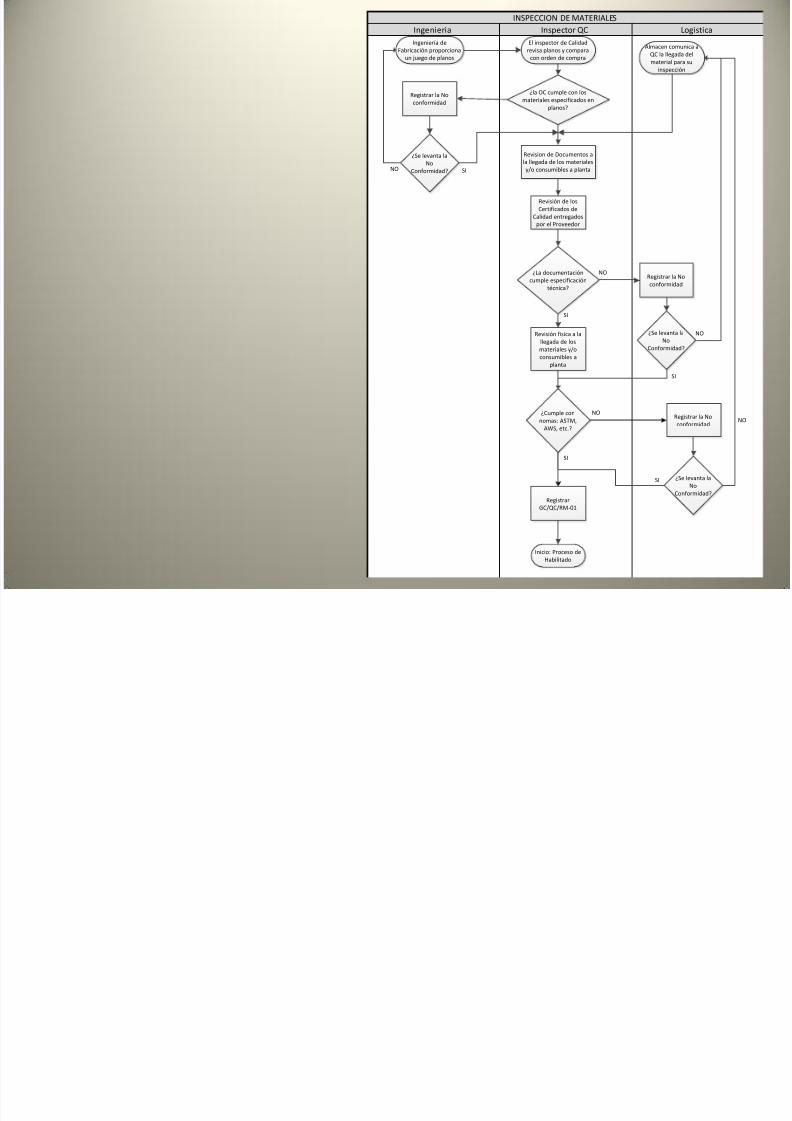
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 25/52
Ingenieria Inspector QC Logistica
INSPECCION DE MATERIALES
¿La documentación
cumple especificacióntécnica?
Revision de Documentos a
la llegada de los materiales
y/o consumibles a planta
Revisión de los
Certificados de
Calidad entregados
por el Proveedor
Registrar la No
conformidad
Registrar la Noconformidad
¿Cumple con
nomas: ASTM,
AWS, etc.?
Revisión fisica a la
llegada de los
materiales y/o
consumibles a
planta
Inicio: Proceso de
Habilitado
SI
SI
NO
NO
SI
Registrar
GC/QC/RM-01
¿Se levanta la
No
Conformidad?
Ingeniería de
Fabricación proporciona
un juego de planos
El inspector de Calidad
revisa planos y compara
con orden de compra
¿la OC cumple con los
materiales especificados en
planos?
Almacen comunica a
QC la llegada del
material para su
inspección
¿Se levanta la
No
Conformidad?NO
Registrar la No
conformidad
NO¿Se levanta la
No
Conformidad?
NO
SI
SI

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 26/52
REGISTRO N°:
LEYENDA: C = Conforme NC = No Conforme
SI NO SI NO SI NO SI NO
RECEPCIÓN E INSPECCIÓN DE MATERIALES
Descripción del Material
4.- APROBACIONES
GC/QC/RM-01
20
Fecha:
SISTEMA DE GESTIÓN DE CALIDAD
2.- INSPECCIÓN
03
Cant . Unidad P ro veedo r
04
EMPRESA:
1.- DATOS
ESPECIFICACIONES TÉCNICAS:
0
01/01/2012
1 de 1
Revisión:
Pagina:
07
I temFecha de
Recepción
0201
08091011
13
15
OB S
19
1718
3.- OBSERVACIONES Y/O RECOMENDACIONES
CLIENTE
JEFE QC INSPECTOR QC PRODUCCION SUPERVISIÓN
14
16
12
EMPRESA CONTRATISTA
FECHA Y FIRMA
EMPRESA CONTRATISTA EMPRESA CONTRATISTA
CARGO
NOMBRE
ORGANIZACIÓN
APROBACIÓN
0506
Nº Certi ficadode Calidad
Identificación(Colada / Lote )
N º OC
(Orden deCompra)
Nº GR
(Guía deRemisión)
SITUACIONFINAL
PROYECTO:
INSPECCION DE HABILITADO

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 27/52
Ingenieria Inspector QC Producción
INSPECCION DE HABILITADO
Inicio: Proceso de
Habilitado
Verificación del
diseño de
elementos
¿Cumple con
Normas y
especificaciones
técnicas?
Control del trazo
(habilitado manual)
Registrar la No
conformidad
NO
Registrar
GC/QC/H-01
Inicio: Proceso de
Armado
SI
¿Se levanta la
No
Conformidad?Control del
habilitado
Control final
¿Cumple con
Normas y
especificaciones
técnicas?
SI
¿Cumple con
Normas y
especificaciones
técnicas?
SI
Registrar la No
conformidad
Registrar la Noconformidad
¿Se levanta la
No
Conformidad?
¿Se levanta la
No
Conformidad?
SI
SI
Ingeniería de
Fabricación proporciona
un juego de planos
Producción coordinará
la inspección con el
inspector QC
SI
NO
NONO
NO
NO

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 28/52
HABILITADO DE ESTRUCTURAS
Dif. Dif .
SI NO SI NO SI NO SI NO
4.- APROBACIONES
Real
Result.Parcial
Nº Reg. NoConformidad
Acabado
NOMBRE
FECHA Y FIRMA
2.- INSPECCIÒN
ORGANIZACIÓN
APROBACION
Ancho
Nominal
PRODUCCION
1.- DATOS GENERALES
CARGO
Real NominalEspesor
SUPERVISIÓNJEFE QC INSPECTOR QC
EMPRESA:
SISTEMA DE GESTION DE CALIDAD
EMPRESA: EMPRESA: EMPRESA: CLIENTE
PerforadoDestajeTrazo
GC/QC/H-01
CLIENTE:
ESPECIFICACION TÈCNICA:
Longitud
1
ITEM
3.- OBSERVACIONES Y/O RECOMENDACIONES
2
Codigo delElemento
Nº dePlano
Cant.Descripciòn del
ElementoFecha
3
5
4
6
9
11
13
12
14
15
17
18
16
0
01/01/2012
1 de 1
Revisión:
Fecha:
Pagina:
REGISTRO Nº:
CorteVertical
Iidentif icaciòn Correcciòn R esul. Final
8
NC : No Conforme
10
7
LEYENDA C : Conforme
PROYECTO:
INSPECCION DE ARMADO

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 29/52
Ingenieria Inspector QC Producción
Inicio: Proceso de
Armado
Verificación del
diseño de
elementos
Verificación de
liberación de habilitado
de elementos
Registrar la No
conformidad
NO
Registrar
GC/QC/A-01
Inicio: Inspección
Visual de Soldadura
NO
¿Cumple con
Normas y
especificaciones
técnicas?
Control
dimensional del
estructurado
Control del armado
Control final
¿Cumple con
Normas yespecificaciones
técnicas?
¿Cumple con
Normas y
especificaciones
técnicas?
SI
SI
SI
¿Cumple con
Normas y
especificaciones
técnicas?
SI
Registrar la Noconformidad
Registrar la No
conformidad
Registrar la No
conformidad
NO
NO
¿Se levanta la
No
Conformidad? NO
¿Se levanta la
No
Conformidad?
¿Se levanta la
No
Conformidad?
Producción coordinará
la inspección con el
inspector QC
Ingeniería de
Fabricación proporciona
un juego de planos
¿Se levanta la
No
Conformidad?SI
SI
SI
SI
NO
NO
NO
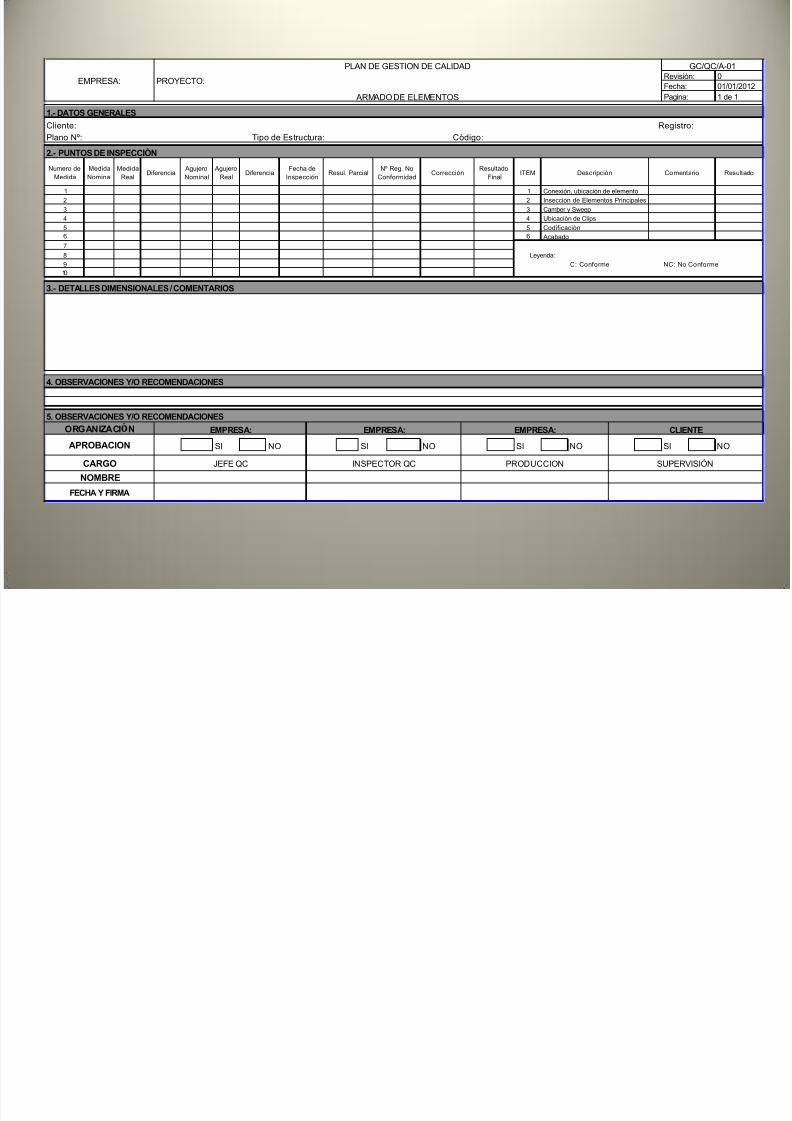
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 30/52
Leyenda:
C: Conforme NC: No Conforme
SI NO SI NO SI NO SI NO
Resul. ParcialNº Reg. No
Conformidad
109
Inseccion de Elementos Principales
ITEM
1
Tipo de Estructura: Còdigo:
Corrección
4. OBSERVACIONES Y/O RECOMENDACIONES
Descripciòn Comentario Resultado
Conexión, ubicación de elemento
2
3
4
5
CLIENTE
Camber y Sweep
Ubicaciòn de Clips
3.- DETALLES DIMENSIONALES / COMENTARIOS
6 Acabado
Codificaciòn
INSPECTOR QC PRODUCCION
EMPRESA: EMPRESA: EMPRESA:
8
Numero deMedida
1
2
7
MedidaNominal
MedidaReal
AgujeroNominal
Diferencia Agujero
RealFecha de
Inspección
6
3
ARMADO DE ELEMENTOS
4
5
ResultadoFinal
Cliente:
Plano Nº:
Diferencia
GC/QC/A-01
1.- DATOS GENERALES
001/01/20121 de 1
Revisión:EMPRESA:
PLAN DE GESTION DE CALIDAD
PROYECTO:
JEFE QC
Fecha:Pagina:
2.- PUNTOS DE INSPECCIÒN
Registro:
NOMBRE
FECHA Y FIRMA
5. OBSERVACIONES Y/O RECOMENDACIONES
APROBACION
CARGO
ORGANIZACI N
SUPERVISIÓN
INSPECCION VISUAL DE SOLDADURA

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 31/52
Ingenieria Inspector QC Producción
Inicio: Inspección
Visual de Soldadura
Revisar en planos tipos de
uniones y verificar si se
cuenta con WPS y PQR
Registrar
GC/QC/IVS-01
Inicio: Arenado yPintura
Inspeccion Visual
Inspección Ensayos
No Destructivos
Control final
¿Cumple con
Normas y
especificaciones
técnicas?
¿Cumple con
Normas y
especificaciones
técnicas?
SI
SI
¿Cumple con
Normas y
especificaciones
técnicas?
SI
Registrar la No
conformidad
Registrar la No
conformidad
¿Se levanta la
No
Conformidad?
¿Se levanta la
No
Conformidad?
SI
Ingeniería de
Fabricación proporciona
un juego de planos
¿Hay WPS y PQR para
tipo de uniones
indicados en planos?
SI
Homologar
Soldadores (WPS) y
Procedimiento
(PQR)
¿Cumple con
Normas y
especificaciones
técnicas?
NO
SI NO
NO
Producción coordinará
la inspección con el
inspector QC
NO
NONO
Registrar la No
conformidad
¿Se levanta la
No
Conformidad?
NO
SI
SI
NO
SISTEMA DE GESTI N DE CALIDAD GC/QC/IVS-01
Revisió n: 0

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 32/52
ESPECIFICACIÓN TÉCNICA: REG. N°
PLANO N°: REVISIÓN: TIPO DE ESTRUCTURA:
L EY EN D A : C = CONFORME NC = NO CONFORME
P G = POROSIDAD AGRUPA P A = POROSIDAD AISLADA SO = SOCAVACIÓN
FC = FALTA CATETO FG = FALTA GARGANTA CI = CORDÓN IRREGULAR FF = FALTA FUSION
SI NO SI NO SI NO
3 .- APROBACIONES
F ec ha: 01/ 01/ 2012
Pagina 1de 1
PROYECTO:
FECHA COM ENTARIOSNº REG. NO
CONFORMIDAD
2 .- OBSERVACIONES Y /O RECOMENDACIONES
RESULTADOFINAL
CÓDIGOSOLDADOR
FECHAPROCESO DE
SOLDEOTIPO DE
ELECTRODOIDENTIF.
DE JUNTANOM INAL REAL REAL
DEFECTOSRESULTADO
FINALTIPO DEJUNTA
CÓDIGO DELSOLDADOR
CATETO DE SOLDADURAmm.
GARGANTA DE SOLDADURAmm.
NOMINAL
NO T AS
EMPRESA:
PRODUCCION
FIRMA Y FECHA
ORGANIZACIÓN
APROBACIONES
CARGO
NOMBRE
NO
CÓDIGO:
INSPECCIÓN VISUAL DE SOLDADURA
EMPRESA:EMPRESA:
JEFE QC INSPECTOR QC
1.- ESQUEM A DE JUNTAS Y PUNT OS DE INSPEC CIÓN
CLIENTEEMPRESA:
SUPERVISIÓN
SI

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 33/52
Ingenieria Inspector QC Producción
INSPECCION ARENADO Y PINTURA
Inicio: Arenado y
Pintura
Verificación de
especificaciones
generales para
tratamiento
superficial
NO
Registrar
GC/QC/IP-01
Fin
¿Se levanta la
No
Conformidad?
Inspección de
Arenado
Registrar
GC/QC/IA-01
Inspección de
Pintado Acabado
¿Cumple con
Normas y
especificaciones
técnicas?
¿Cumple con
Normas y
especificaciones
técnicas?
SI
SI
¿Cumple con
Normas y
especificaciones
técnicas?
SI
Registrar la No
conformidad
Registrar la No
conformidad
¿Se levanta la
No
Conformidad?
Inspección de
Pintura Base
Producción coordinará
la inspección con el
inspector QC
Ingeniería de
Fabricación
Especificación técnica de
arenado y pintura
Registrar la No
conformidad
¿Se levanta la
No
Conformidad?
NO
NO
NO
NO
NO
SI
SI
SI
SISTEMA DE GESTION DE CALIDAD GC/QC/IA-01
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 34/52
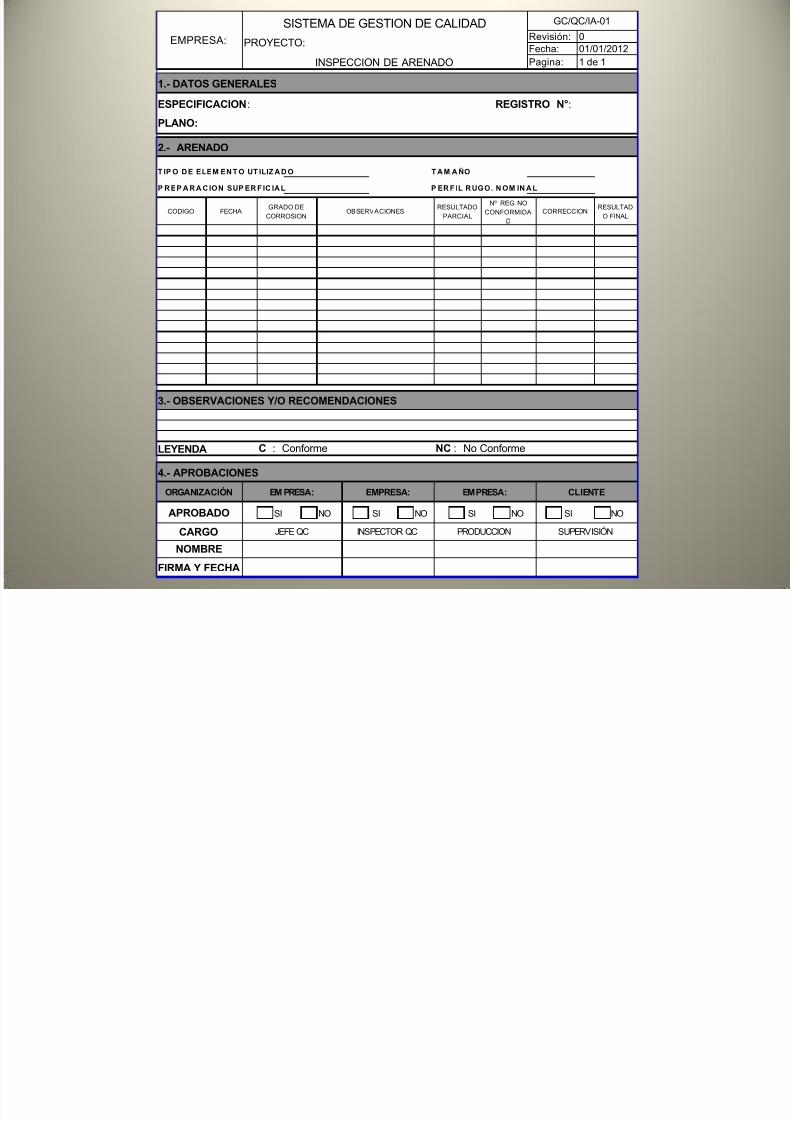
INSPECCION DE ARENADO
1.- DATOS GENERALES
ESPECIFICACION: REGISTRO N°:
PLANO:
2.- ARENADO
T IP O D E ELEM EN T O UT ILIZ A D O T A M A ÑO
P R EP A R A C ION SUP ER FIC IA L P ER F IL R UGO. N OM IN A L
LEYENDA C : Conforme NC : No Conforme
SI NO SI NO SI NO SI NO
GRADO DECORROSION
FECHA
EMPRESA:
CODIGO
FIRMA Y FECHA
ORGANIZACIÓN EM PRESA:
CARGO JEFE QC
NOMBRE
APROBADO
INSPECTOR QC PRODUCCION SUPERVISIÓN
SISTEMA DE GESTION DE CALIDAD GC/QC/IA 01
3.- OBSERVACIONES Y/O RECOMENDACIONES
RESULTADO FINAL
EMPRESA: CLIENTE
4.- APROBACIONES
EMPRESA:
OBSERVACIONES CORRECCIONNº REG. NO
CONFORMIDAD
RESULTADOPARCIAL
0
1 de 101/01/2012
Revisión:Fecha:
PROYECTO:
Pagina:

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 35/52
INSPECCI N DE PINTURA
1.- DATOS GENERALES
ESPECIFICACION: REGISTRO N°:
PLANO:
MARCA EQUIPO UTILIZADO LOTES A: B:
H.R. % TEMP.SUP. / DWP. COLOR ESPESOR NOMINAL
P1 P2 P3 PR P1 P2 P3 PR P1 P2 P3 PR P1 P2 P3 PR P1 P2 P3 PR
LEYENDA C : Conforme NC : No Conforme
SI NO SI NO SI NO SI NO
EMPRESA CONTRATISTA
FIRMA Y FECHA
CLIENTE
PRODUCCIONJEFE QC INSPECTOR QC
ORGANIZACIÓN EMPRESA CONTRATISTA
4.- APROBACIONES
3.- OBSERVACIONES Y/O RECOMENDACIONES
SPOT 2CORRECCION
2.- PINTURA
APLICACIÓN 1ra. CAPA
SPOT 5
EMPRESA:
SISTEMA DE GESTION DE CALIDAD GC/QC/IP-01
Revisión:
CODIGO FEC HASPOT 1 SPOT 3 SPOT 4
RESULT.
FINAL
PROMEDIO
GENERAL
RESUL.
PARCIAL
Nº REG. NO
CONFORMIDAD
0
Fecha: 01/01/2012Pagina: 1 de 1
SUPERVISIÓN
NOMBRE
APROBACIONES
CARGO
PROYECTO:
EMPRESA CONTRATISTA
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 36/52
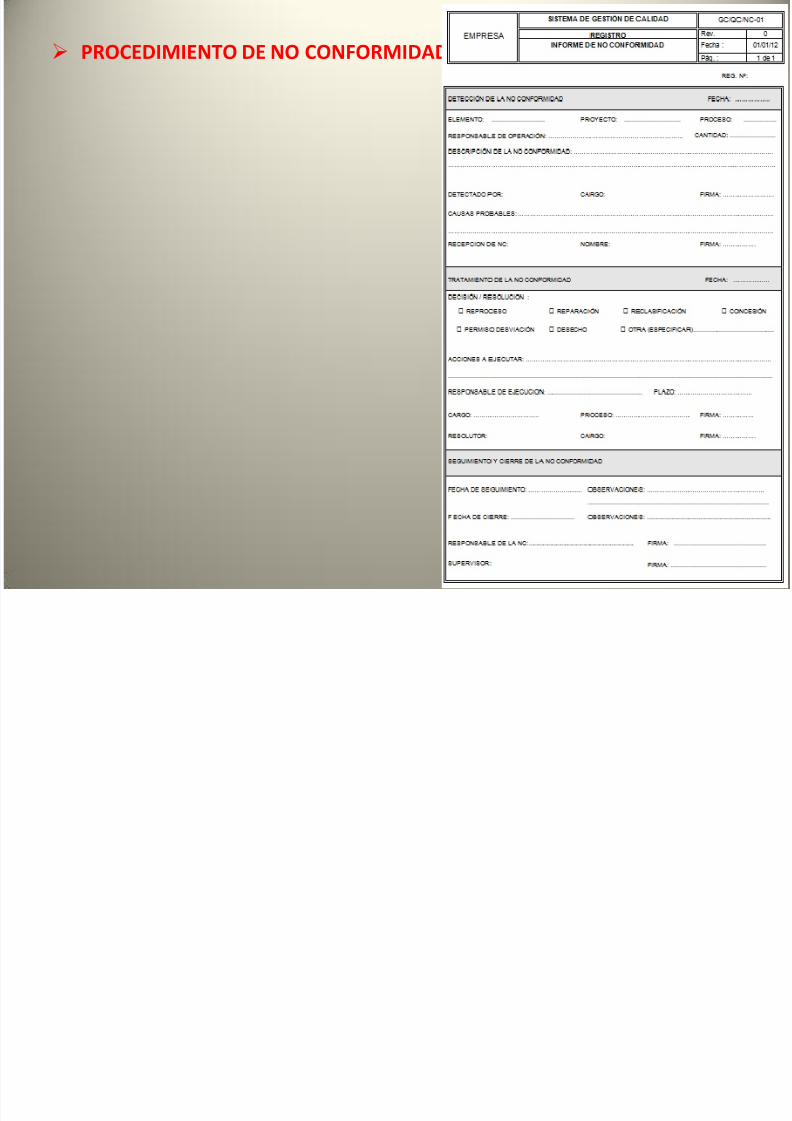
PROCEDIMIENTO DE NO CONFORMIDAD
CRITERIO DE ACEPTACION
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 37/52
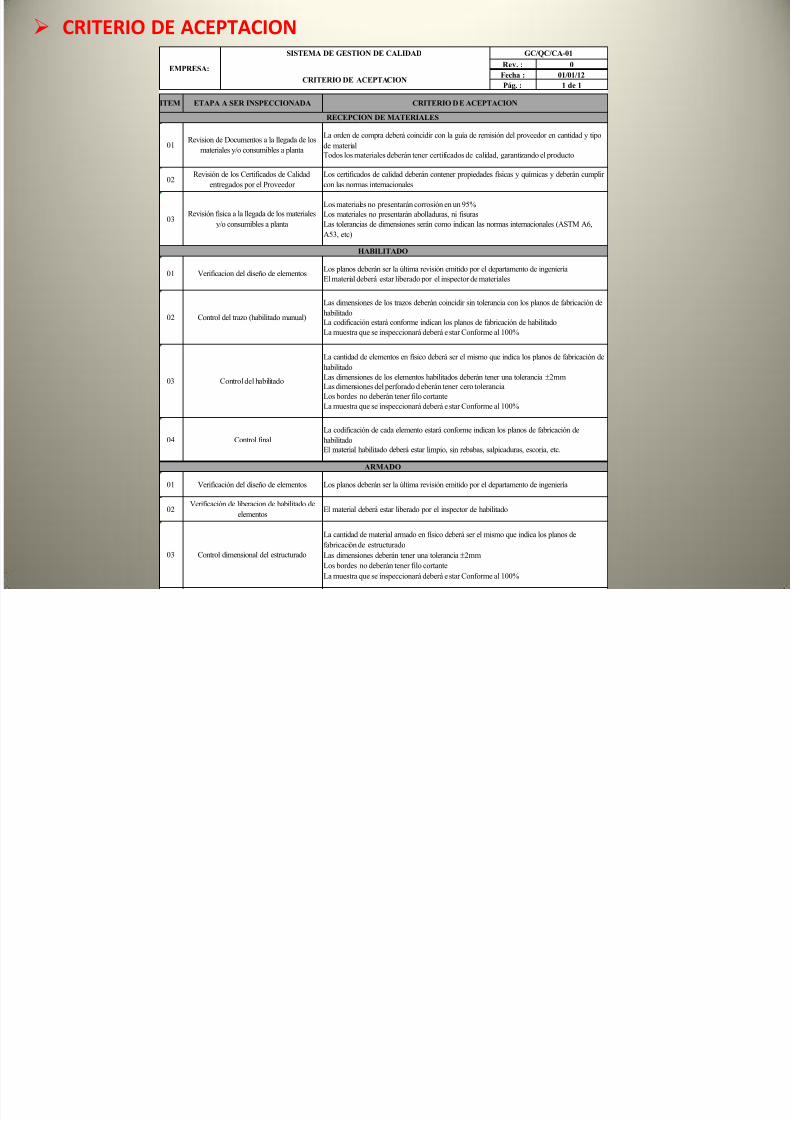
CRITERIO DE ACEPTACION
Todos los materiales deberán tener certificados de calidad, garantizando el producto
Los materiales no presentarán corrosión en un 95%
Los materiales no presentarán abolladuras, ni fisuras
Los planos deberán ser la última revisión emitido por el departamento de ingeniería
El material deberá estar liberado por el inspector de materiales
La codificación estará conforme indican los planos de fabricación de habilitado
La muestra que se inspeccionará deberá estar Conforme al 100%
Las dimensiones de los elementos habilitados deberán tener una tolerancia 2mm
Las dimensiones del perforado deberán tener cero tolerancia
Los bordes no deberán tener filo cortante
La muestra que se inspeccionará deberá estar Conforme al 100%
El material habilitado deberá estar limpio, sin rebabas, salpicaduras, escoria, etc.
Los planos deberán ser la última revisión emitido por el departamento de ingeniería
El material deberá estar liberado por el inspector de habilitado
Las dimensiones deberán tener una tolerancia
2mmLos bordes no deberán tener filo cortante
La muestra que se inspeccionará deberá estar Conforme al 100%
La cantidad de material armado en físico deberá ser el mismo que indica los planos de
fabricación de estructurado
La orden de compra deberá coincidir con la guía de remisión del proveedor en cantidad y tipo
de material
Las tolerancias de dimensiones serán como indican las normas internacionales (ASTM A6,
A53, etc)
Las dimensiones de los trazos deberán coincidir sin tolerancia con los planos de fabricación de
habilitado
La cantidad de elementos en físico deberá ser el mismo que indica los planos de fabricación de
habilitado
La codificación de cada elemento estará conforme indican los planos de fabricación de
habilitado
SISTEMA DE GESTION DE CALIDAD
03
01
ETAPA A SER INSPECCIONADA
Fecha :
Pág. :
Los certificados de calidad deberán contener propiedades físicas y químicas y deberán cumplir
con las normas internacionales
CRITERIO DE ACEPTACION
0
01/01/12
1 de 1
RECEPCION DE MATERIALES
02
Verificacion del diseño de elementos01
02
EMPRESA:
ITEM
Rev. :
GC/QC/CA-01
Verificación del diseño de elementos
Verificación de liberacion de habilitado de
elementos
Control dimensional del estructurado
04
02
01
03
HABILITADO
Control del trazo (habilitado manual)
ARMADO
03 Control del habilitado
Control final
CRITERIO DE ACEPTACION
Revision de Documentos a la llegada de losmateriales y/o consumibles a planta
Revisión de los Certificados de Calidad
entregados por el Proveedor
Revisión fisica a la llegada de los materiales
y/o consumibles a planta

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 38/52
Las dimensiones deberán tener una tolerancia 2mm
Los bordes no deberán tener filo cortante
La muestra que se inspeccionará deberá estar Conforme al 100%
El material armado deberá estar limpio, sin rebabas, salpicaduras, escoria, etc.
Los planos deberán ser la ultima revisión emitido por el departamento de ingenieria
Cada soldador estará homologado para cada proceso de soldadura y tipo de junta
El material deberá estar liberado por el inspector de armado de materiales
El material soldado que se inspeccionará deberá estar Conforme al 100%
El material armado deberá estar limpio, sin rebabas, salpicaduras, escoria, etc.
Las especificaciones técnicas del fabricante serán actualizadas y verificadas.
El tiempo máximo entre el arenado y la primera capa de pintura será de 2 horas
La codificación del material armado estará conforme indican los planos de fabricación de
armado
Cada tipo de junta que indica los planos de fabricación de soldadura tendrán su respectivo
WPS y PQR
Los criterios de aceptación del cordón de soldadura será como indica la norma AWS D1.1
2006
Verificar el perfil de rugosidad según especificaciones técnicas del fabricante de pintura
Los certificados de calidad deberán contener el mismo número de lote que indica cada lata de
pintura
Se verificará el espesor de pelicula seca por capa y se evaluará según norma SSPC-PA2
01
Control del armado
Control final
Verificacion del diseño de elementos soldados
02
03
04
INSPECCION VISUAL DE SOLDADURA
01
04
05
Proceso de Soldadura
Inspeccion Visual
Control final
Verificacion de especificaciones generales
para tratamiento superficial
Condiciones del Arenado
Inspeccion de Arenado
Condiciones de Pintado
02
04
03
Inspeccion de P intado
Se pintará solo cuando las condiciones atmosféricas lo permitan y la temperatura de la
superficie del metal se encuentre como mínimo a 3 ºC por encima de la temperatura de roció, y
Asegurarse de que el nivel de preparación de la superficie sea según lo especificado por el
cliente (arenado comercial SP6, arenado metal blanco SP5, etc)
Se realizará el arenado solo cuando las condiciones atmosféricas lo permitan y la temperatura
de la superficie del metal se encuentre como mínimo a 3 ºC por encima de la temperatura de
05
ARENADO Y PINTADO

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 39/52
CAPITULO V:
ANALISIS DE COSTOS
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 40/52
Diferencia entre precio y costos de producción
En conclusión el costo de producción es el costo real del producto, bien oservicio, el precio es la el costo de producción más la utilidad recibida y
que es pagada por el cliente.

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 41/52
Para Obtener el Costo Total de estructuras metálicas (CT), lo separaremos en dos:
Costos Relativos a la Calidad (CRC) Costos de Conformidad (CC); la cual es decidida por nosotros y controlamos,
tales como costos de prevención (evitar errores) y costos de evaluación(verificar que no tenemos errores). Estos costos pueden ser calculados.
Costos de No Conformidad (CNC); es la inversión por no lograrla, la cual no ladecidimos sino que se manifiesta en las fallas de nuestro producto. Las fallaspueden ser de dos tipos: internas (las que encuentran los inspectores de
calidad en cada proyecto) y externas (las que encuentran los clientes). Estoscostos No pueden ser calculados exactamente antes del proyecto, depende delas circunstancias y condiciones como se encuentra el producto.
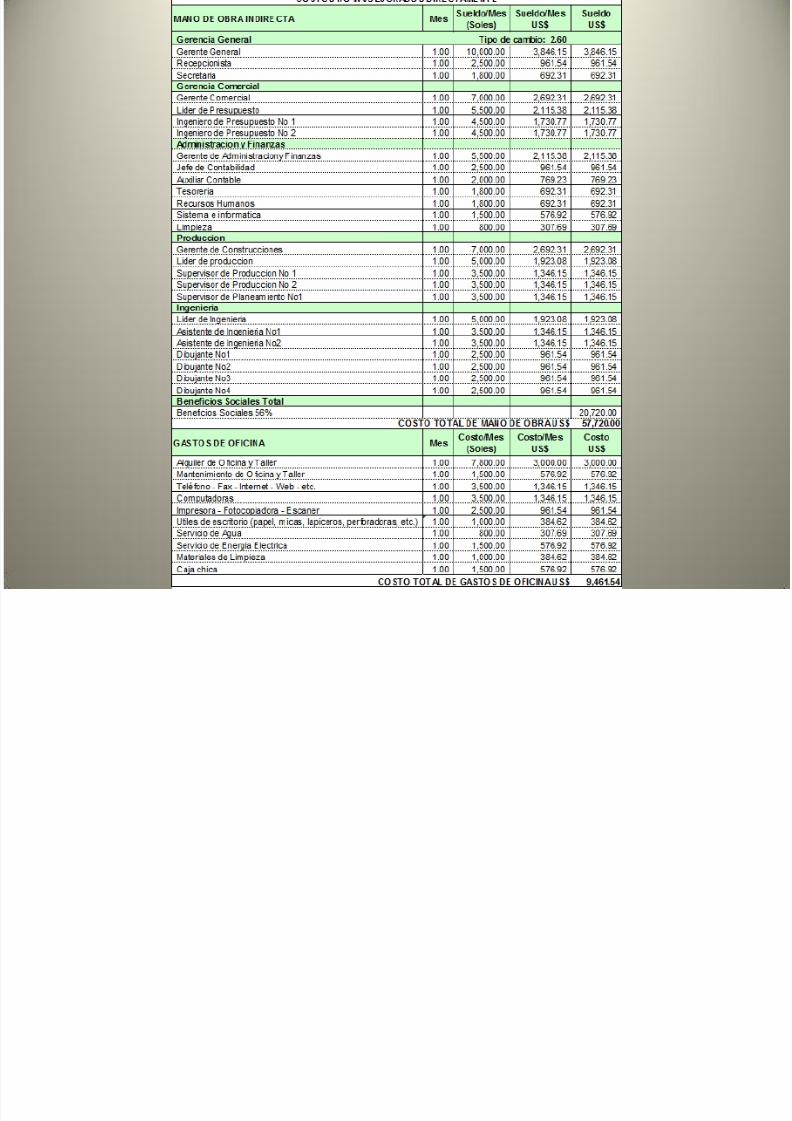
Costos No Relativos a la Calidad (CNRC) Costos Involucrados Directamente (CID); con el producto; tales como, manos
de obra de obreros, materiales, consumibles, etc.
Costos No Involucrados Directamente (CNID); con el producto; tales como,gastos de oficina, personal staff y empleados.
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 42/52
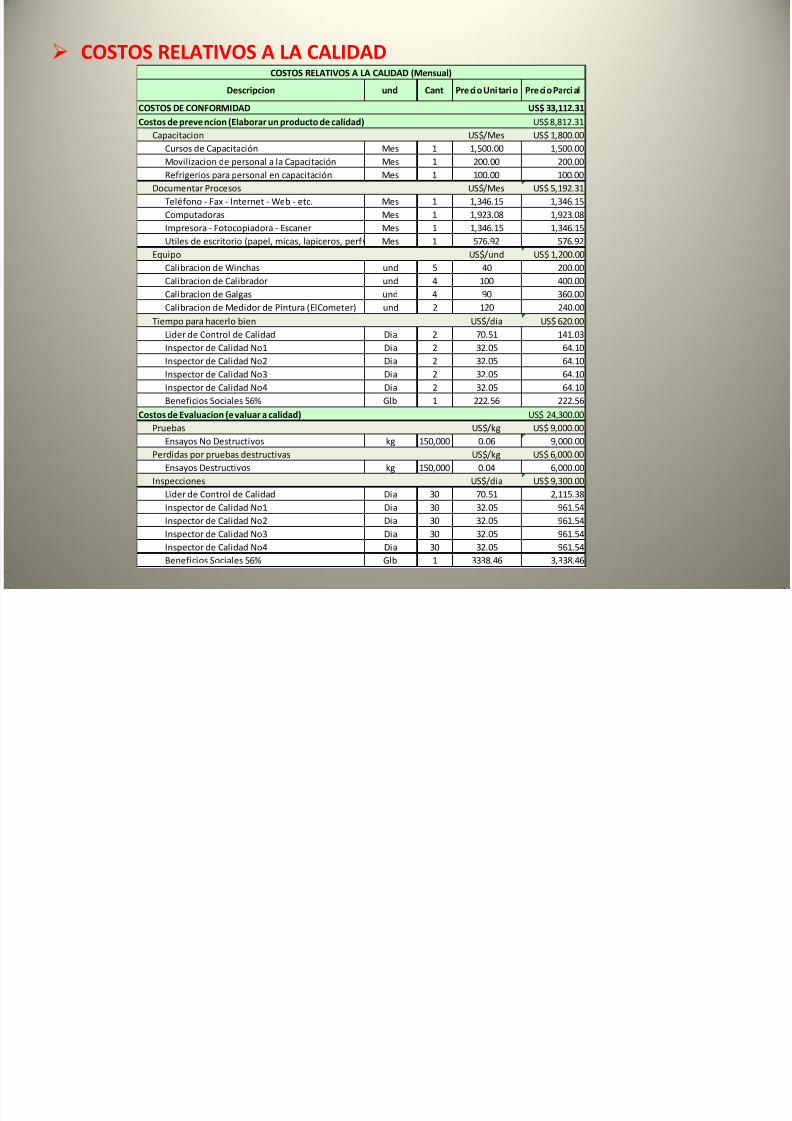
COSTOS RELATIVOS A LA CALIDAD
und Cant Precio Unitario Precio Parcial
COSTOS DE CONFORMIDAD US$ 33,112.31
Costos de prevencion (Elaborar un producto de calidad) US$ 8,812.31
Capacitacion US$/Mes US$ 1,800.00
Cursos de Capacitación Mes 1 1,500.00 1,500.00
Movilizacion de personal a la Capacitación Mes 1 200.00 200.00
Refrigerios para personal en capacitación Mes 1 100.00 100.00
Documentar Procesos US$/Mes US$ 5,192.31
Teléfono - Fax - Internet - Web - etc. Mes 1 1,346.15 1,346.15
Computadoras Mes 1 1,923.08 1,923.08
Impresora - Fotocopiadora - Escaner Mes 1 1,346.15 1,346.15
Utiles de escritorio (papel, micas, lapiceros, perf Mes 1 576.92 576.92
Equipo US$/und US$ 1,200.00
Calibracion de Winchas und 5 40 200.00
Calibracion de Calibrador und 4 100 400.00Calibracion de Galgas und 4 90 360.00
Calibracion de Medidor de Pintura (ElCometer) und 2 120 240.00
Tiempo para hacerlo bien US$/dia US$ 620.00
Lider de Control de Calidad Dia 2 70.51 141.03
Inspector de Calidad No1 Dia 2 32.05 64.10
Inspector de Calidad No2 Dia 2 32.05 64.10
Inspector de Calidad No3 Dia 2 32.05 64.10
Inspector de Calidad No4 Dia 2 32.05 64.10
Beneficios Sociales 56% Glb 1 222.56 222.56
Costos de Evaluacion (evaluar a calidad) US$ 24,300.00
Pruebas US$/kg US$ 9,000.00
Ensayos No Destructivos kg 150,000 0.06 9,000.00
Perdidas por pruebas destructivas US$/kg US$ 6,000.00
Ensayos Destructivos kg 150,000 0.04 6,000.00
Inspecciones US$/dia US$ 9,300.00
Lider de Control de Calidad Dia 30 70.51 2,115.38
Inspector de Calidad No1 Dia 30 32.05 961.54
Inspector de Calidad No2 Dia 30 32.05 961.54
Inspector de Calidad No3 Dia 30 32.05 961.54
Inspector de Calidad No4 Dia 30 32.05 961.54
Beneficios Sociales 56% Glb 1 3338.46 3,338.46
COSTOS RELATIVOS A LA CALIDAD (Mensual)
Descripcion

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 43/52

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 44/52
COSTOS NO RELATIVOS A LA CALIDAD
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 45/52
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 46/52
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 47/52

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 48/52

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 49/52
PRECIO (P)
RESULTADOS DE LA APLICACION

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 50/52
RESULTADOS DE LA APLICACION
La aplicación del aseguramiento y control de la calidad del área control decalidad de estructuras metálicas tendrá los siguientes resultados:
El proyecto, será rentable debido que no habrá sobre costos por fallosinternos y externos, teniendo un producto de buena calidad
El cliente, quedará satisfecho debido a que no habrá reproceso ydesperdicios o tiempos de retraso por fallos internos/externos.
Los Costos No Relativos a la Calidad, no serán alterados debido a unaoportuna prevención antes, durante y después de cada proceso de
fabricación, teniendo como meta cero reproceso y cero desperdicios.
Los Costos Relativos a la Calidad, no se alterará el presupuesto de CostoConformidad, se capacitara al personal de Control de calidad para evitar lossobre costos, teniendo en cuenta cero Fallos Internos y externos
CONCLUSIONES

7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 51/52
CONCLUSIONES
Concluimos lo siguiente:
Se obtendrá un mejoramiento interno de la calidad de las operaciones de laempresa, con incremento de su eficiencia, reduciendo los costos dedesperdicio, reproceso y reclamos de clientes
Se obtendrá un mejor posicionamiento en el mercado, debido a que la
empresa estará en capacidad de demostrar, a sus clientes y a la competencia,que esta comprometida con la calidad, mejorando la imagen y credibilidad dela empresa en el mercado
Se reducirá o eliminará los reclamos por parte del cliente, mejorando lasrelaciones externas de la empresa.
Se obtendrá un mejor control de los procesos de fabricación, teniendo unaeficaz utilización de horas hombre, maquinas y materias primas con elresultado de una mayor productividad; eliminando los cuellos de botella en laproducción, generando orden de trabajo, lo que conduce a buenas relacioneshumanas.
RECOMENDACIONES
7/16/2019 INFORME DE SUFICIENCIA.pptx
http://slidepdf.com/reader/full/informe-de-suficienciapptx 52/52
RECOMENDACIONES
•
Se recomienda tener una base de datos de NO CONFORMIDADES para realizaracciones preventivas, para dar soluciones adecuadas, antes de cada proceso defabricación.
• Llenar los formatos y archivarlos diariamente.
• Tener constante comunicación con el área de producción para no afectar laproductividad y el costo en los procesos de fabricación, realizando lasinspecciones antes, durante y después de cada proceso.





























