Embed Size (px)
Citation preview

ESCUELA SUPERIOR POLITÉCNICA AGROPECUARIA DE MANABÍ“MANUEL FÉLIX LÓPEZ”
◄ESPAM MFL►
PROCESOS LACTEOSINFORME DE PRÁCTICA 4
AUTORES: María Isabel Arcentales Solórzano Jorge Luis Meza Mendoza Julio Ernesto Valarezo Pita
SEMESTRE: IX AgroindustriaFECHA DE PRÁCTICA: 8/Julio/2009TEMA: “Elaboración de Yogurt”
1. INTRODUCCIÓN
El yogurt es un producto lácteo obtenido por fermentación utilizando bacterias lácticas, las bacterias que intervienen son del tipo termófilas: Lactobacillus bulgaricus y Streptococcus termophilus; el yogurt presenta un sabor acido característico de aroma muy agradable gracias a los compuestos formados de las dos bacterias anteriormente mencionadas.
Existen diferentes clases de yogurt en el mercado, que pueden variar desde el contenido de materia grasa, pasando por los fortificados con calcio, hasta con trozos de fruta seca. Uno de los más apetecidos es el que lleva mermelada como medio endulzante debido al sabor natural que este presenta.
El yogurt saborizado es preparado con aromatizantes y colorantes permitidos que pueden ser tanto de origen natural como artificial. En el caso de yogurt con frutas se utiliza mermelada para endulzar y esta debe tener un contenido de grados Brix menor a una mermelada de mesa, para poder ser mezclada con facilidad y que no haya precipitación de sólidos en el producto.
2. OBJETIVOS
2.1. OBJETIVO GENERAL Elaborar yogurt saborizado con mermelada empleando las
técnicas adecuadas de estandarización de la materia prima para un producto final de buena calidad
2.2. OBJETIVOS ESPECIFICOS

Realizar pruebas de acidez y densidad a la leche Aplicar técnicas necesarias para la correcta estandarización de la
materia prima Conocer desarrollo de las bacterias lácticas utilizadas en la
elaboración de yogurt
3. INSUMOS, MATERIALES Y EQUIPOS
- Implementos para proceso térmico- Termómetro- Termo-lacto-densímetro- Balanza- Leche fresca- Fermento láctico- Leche en polvo- Mermelada de frutilla- Implementos para medición de acidez
4. PROCEDIMIENTO
1. Recepción de la leche y realización de respectivas pruebas
2. Filtración de la leche utilizando un tamiz para eliminar impurezas
3. Concentración mediante una adecuada estandarización de la leche hasta alcanzar la cantidad adecuada de SNG. Se puede concentrar mediante la adición de leche en polvo o condensada
4. Homogenización de la leche con el objeto de mejorar el sabor e impedir desnatado utilizando una licuadora a 58-60ºC
5. Pasteurización de la leche a 85º durante 10 minutos. Antes de llegar a la temperatura de pasteurización se añade el azúcar
6. Enfriamiento de la leche hasta 44ºC
7. Inoculación agregando cultivo para yogurt y mezclando bien manteniendo la temperatura ideal de 42ºC
8. Reposo de la leche manteniendo la temperatura de incubación por un lapso de 2.5 a 3 horas aproximadamente en caso de usar cultivo líquido (yogurt natural), y si se realiza con cultivo liofilizado DVS puede demorar 4 a 6 horas. En este punto se mide la acidez y así sucesivamente cada

30 minutos durante el proceso de fermentación. Para cortar el proceso de fermentación se aconseja desarrollar la acidez hasta 65-71 ºDornic
9. Enfriado del yogurt hasta alrededor de 10 ºC
10.Batido lento inicialmente y luego mas rápido sin dañar el coagulo, en este punto se añaden colores y sabores permitidos o las frutas (mermelada), también se puede adicionar el conservante sin exceder los limites permitidos
11.Envasar inmediatamente el yogurt a recipientes para consumo
12.Almacenar yogurt a una temperatura de 4 ºC
5. RESULTADOS
Grafico de acidez vs. tiempo
HORA ACIDEZ (ºD)10:50 1712:30 2513:00 2813:30 2914:00 3916:00 70
Cálculos realizados para estandarización de la leche

Densidad de la leche a 23 ºC = 1.027d20 = 1.027 + 0.0002 (23-20)d20 = 1.0276
Datos de leche en polvo:Grasa = 9 gr.Carbohidratos totales = 12 gr.Proteína = 7 gr.Minerales = 0.375 gr.
SNG = 19.375 gr. En porción de 31 gr.SNG = 19.375 / 31 x 100 = 62.25%
SNG
Leche en polvo = 62.5%Leche entera = 8.45%Leche estandarizada = 11%
15000 x 1.0276 = 15414 gr. de leche entera
62.5 2.55 leche en polvo11
8.45 51.5 leche entera 54.05
54.05 51.5 x 15414
x= 16177.22 gr leche estandarizada 11% SNG
53.75 2.5516177.22 x
x= 767.48 gr. leche en polvo 62.5% SNG
Azúcar = 16177.22 * 0.10Azúcar = 1617.722 gr.
Mermelada = 16177.22 * 0.04Mermelada = 647.09 gr.
5.1. ANALISIS DE RESULTADOS

Al realizar la estandarización adecuada de la materia prima al 11% de SNG es necesario tomar en cuenta los valores contenidos en la leche en polvo y la leche entera, un análisis de sólidos determina el valor de este ultimo mientras que para la leche en polvo debido a que en el cuadro nutricional no se presentan valores concretos de SNG fue necesario calcularlos sumando los valores de carbohidratos totales, proteínas y minerales; con esta información y realizando cálculos mediante el Cuadrado de Pearson obtuvimos los valores exactos a agregar de estos ingredientes.
Nos manejamos con valores de 10% y del 4% de azúcar y mermelada respectivamente, de los cuales el azúcar se lo añade antes de la pasteurización y la mermelada en el momento del envasado.
6. CUESTIONARIO
Indicar la clasificación general del yogurtPor su tratamiento tras la fermentación:
- Yogur fresco: no se aplica ningún tratamiento térmico posterior a la fermentación
- Yogur pasteurizado después de la fermentación: se le aplica un tratamiento térmico de pasteurización tras la fermentación.
Por el proceso de elaboración:- Yogur firme: fermentación se produce en el mismo recipiente
donde se va a consumir. - Yogur batido: fermentación en un tanque industrial
Por el contenido de materia grasa:- Yogur entero o tipo I: Elaborado con leche entera. - Yogur semi – descremado o tipo II: Elaborado con leche semi -
descremada. - Yogur descremado o tipo III: Elaborado con leche descremada
Por la consistencia - Yogur líquido: Se trata de un yogur batido hasta lograr una
consistencia líquida para que pueda beberse. - Mousse de yogur: Tras la fermentación se bate y combina con
diversas sustancias aromatizantes que incluyen aire o determinados gases que le dan la consistencia espumosa

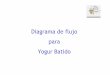
¿Realizar un diagrama de flujo de la tecnología de elaboración del yogurt señalando los puntos críticos?
1
7
6
5
1
4
2
3
1
2
3
1
RECEPCIÓN (PRUEBAS ANDEN), ANÁLISIS DE CONTROL
A FILTRADO
FILTRADO
ESTANDARIZACION A 60ºC
HOMOGENIZACIÓN
PASTEURIZACIÓN 85ºC DURANTE 10 MINUTOS
INOCULACIÓN A 45ºC (CULTIVO LACTICO DVS 0.002%)
INCUBACIÓN A 42ºC (DEPENDIENDO DE CULTIVO), HASTA 65-70ºD (pH 4.3-4.5)
ENFRIAMIENTO HASTA 10ºC CON ACIDEZ MAX DE 70ºD
BATIDO
ENVASADO
ALMACENADO EN REFRIGERACIÓN 4ºC
ADICIÓN DE SÓLIDOS
PCC
PCC
PCC
PCC

Realizar un balance de costos por litro de producto
UNIDADES CANTIDADESRELACIÓN
($/UNIDAD)TOTAL
Leche lt 15.00 0.50/LITRO 7.50
Leche en polvo gr 767.48 7/900 5.97
Yogurt natural ml 450.00 0.85/200 3.23
Mermelada gr 647.09 1/200 1.91
Azúcar gr 1617.07 0.65/1000 1.05
TOTAL - - - 23.11
COSTO/LITRO (15)
- - - 1.54
Describa el mecanismo bioquímico de las bacterias en la elaboración de yogurt. Que compuestos se forman?Dentro de su metabolismo fermentador de azucares la función primaria de los cultivos lácticos en el yogurt es la producción de ácido láctico a partir de la lactosa, que consecuentemente produce un cambio en el estado de la leche, líquido a gel, debido a que la caseína alcanza un pH de 4.4 a 4.6, llamado punto isoeléctrico (carga neta cero). Este cambio en la acidez produce inhibición de microorganismos indeseables.
Por que es aconsejable descremar la leche para la elaboración de yogurt?Se descrema la leche con el propósito de evitar la separación de la grasa en el producto final; sin embargo al incluir en el proceso de elaboración una homogenización adecuada de la leche, el producto final no presenta este inconveniente de separación de grasa. Dependiendo del tipo de yogurt se realiza el descremado (entero, semi-descremado y descremado)
7. CONCLUSIONES Y RECOMENDACIONES
CONCLUSIONES Se obtuvo un yogurt con acidez de 87ºD, de consistencia espesa con
trozos de fruta (mermelada).

La materia prima paso por proceso de estandarización para alcanzar 11% de SNG, se utilizo leche en polvo.
El tiempo de fermentación se vio afectado y se prolongó debido a que la olla en la cual se inoculaba no posee la tecnología necesaria para mantener la temperatura.
A los tres días de elaborado el producto presento una separación láctica, cambiando su textura, aroma y sabor, catalizando la multiplicación microbiana.
La planta de procesos de la ESPAM no cuenta con los utensilios ni equipos necesarios para el procesamiento y elaboración de productos lácteos.
RECOMENDACIONES En la recepción de la leche es aconsejable realizar las pruebas de
andén, pero es también importante realizar una prueba organoléptica de rutina para, por experiencia, rechazarla o aceptarla.
Al momento de homogenizar la leche se requiere de ayuda de algún aparato que reduzca el tamaño de las partículas-
Cuando se pasteuriza se deben agregar los ingredientes a temperatura de 50-55°C para evitar la contaminación cruzada.
Se recomienda revisar la tabla de nutrición de todos los ingredientes a utilizar para poder determinar con certeza la cantidad de sólidos totales del producto.
Se recomienda no toser, ni manipular con la mano la leche para evitar contaminación.
8. BIBLIOGRAFIA
Alfa Editores Técnicos. El yogurt y otras leches fermentadas. http://www.alfa-editores.com/web/index.php?option=com_content&task=view&id=588