Embed Size (px)
Citation preview
Ingeniería Química

Ingeniería Química
Agradecimientos
Agradecemos al Dr. Omar Castillo y a su equipo de trabajo, por su tiempo,
dedicación, compresión y amplios conocimientos, para la elaboración del
presente proyecto terminal y sobre todo las cosas por brindarnos su amistad.
Un agradecimiento especial al Dr. Francisco Tzompantzi y a su equipo de
investigación, por las facilidades otorgadas para la elaboración de este
proyecto.
Agradecemos a todas las personas que de una u otra forma estuvieron con
nosotros, porque cada una aportó con un granito de arena; y es por ello que a
todos y cada uno de ustedes dedicamos nuestro esfuerzo, sacrificio y tiempo
que entregamos a este proyecto.
A nuestros compañeros y amigos de proyecto terminal con quienes
compartimos momentos gratos, los cuáles serán inolvidables.
Gracias al equipo formado logramos llegar hasta el final de este camino.
Ingeniería Química
Introducción
1. Generalidades………………………………………………………………………………………………………………………….2
1.1. Tratamiento de aguas residuales ………………………………………………………………………………………3
1.2. Procesos de Oxidación avanzada ……………………………………………………………………………………...4
1.3. Fotocatálisis Heterogénea ………………………………………………………………………………………………...6
1.4. Hidrotalcitas pilareadas (HDL) …………………………………………………………………………………………..8
2. Estado del arte………………………………………………………………………………………………………………………...9
3. Planteamiento del problema …………………………………………………………………………………………………13
3.1. Objetivos …………………………………………………………………………………………………………………………13
3.1.1. Objetivo general …………………………………………………………………………………………………….13
3.1.2. Objetivos particulares …………………………………………………………………………………………….14
4. Escalamiento …………………………………………………………………………………………………………………………15
4.1. Ubicación de la planta …………………………………………………………………………………………………….15
4.2. Propuesta de escalamiento………………………………………………………………………………………………16
5. Metodología ………………………………………………………………………………………………………………………….18
5.1. Métodos de síntesis de hidrotalcitas ……………………………………………………………………………….18
5.1.1. Método por coprecipitación ……………………………………………………………………………………18
5.1.2. Síntesis de hidrotalcitas ………………………………………………………………………………………….19
5.2. Técnicas de caracterización de materiales ………………………………………………………………………21
5.2.1. Propiedades texturales …………………………………………………………………………………………..21
5.2.2. Difracción de Rayos X ……………………………………………………………………………………………..22
5.2.3. Espectroscopia Infrarroja con Transformada de Fourier …………………………………………22
5.2.4. Espectroscopia UV-Vis de Reflectancia Difusa …………………………………………………………23
5.2.5. Análisis Termogravimétrico (TGA) ………………………………………………………………………….23
5.3. Moléculas modelo …………………………………………………………………………………………………………..24
5.3.1. Fenol ………………………………………………………………………………………………………………………24
5.3.2. 4-Clorofenol ……………………………………………………………………………………………………………25
5.4. Evaluación de catalizadores …………………………………………………………………………………………....26
5.4.1. Fotodegradación de Fenol y 4-Clorofenol ……………………………………………………………….26
5.4.2. Carbón Orgánico Total ...............................................................................................28
Ingeniería Química
5.4.3. Espectroscopia Infrarroja (IR) .....................................................................................28
6. Modelado Cinético .....................................................................................................................30
7. Resultados y discusiones ............................................................................................................34
7.1. Caracterización ....................................................................................................................34
7.1.1. Fisisorción de Nitrógeno .............................................................................................34
7.1.2. Difracción de Rayos X (DRX)........................................................................................36
7.1.3. Espectroscopia Infrarroja (IR) .....................................................................................39
7.1.4. Análisis Termogravimétrico (TGA) ..............................................................................39
7.2. Fotodegradación de Fenol ...................................................................................................41
7.2.1. Fotodegradación de Fenol con titania DP25...............................................................42
7.2.2. Fotodegradación con ZnAl-JAI3 ..................................................................................42
7.2.3. Fotodegradación con ZnAl-Mn 0.5 % .........................................................................44
7.2.4. Espectroscopia Infrarroja con Transformada de Fourier (IR)......................................46
7.2.5. Fotodegradación con ZnAl-Mn 1% y 5% .....................................................................48
7.3. Fotodegradación de 4-Clorofenol ........................................................................................49
7.3.1. Fotodegradación de 4-Clorofenol con ZnAl-JAI3 ........................................................50
7.3.2. Fotodegradación con ZnAl-Mn 0.5% ..........................................................................51
7.4. Cinética ................................................................................................................................54
7.4.1. Ajuste del modelo (Parámetros cinéticos) ..................................................................54
7.5. Efecto del catalizador ..........................................................................................................60
7.5.1. Efecto del área superficial ..........................................................................................60
7.5.2. Energía de banda prohibida (Eg) ................................................................................60
8. Dimensionamiento del proceso ..................................................................................................64
8.1. Diagrama del proceso ..........................................................................................................64
8.2. Diseño del reactor fotocatalitico .........................................................................................66
8.2.1. Diseño de equipos periféricos .....................................................................................67
8.2.1.1. Diseño de tuberías ......................................................................................67
8.2.1.2. Diseño de la bomba ....................................................................................67
8.2.1.3. Diseño del compresor .................................................................................68
8.3. Modelo del reactor fotocatalítico ........................................................................................68
8.4. Simulación del proceso en COMSOL ....................................................................................69

Ingeniería Química
9. Evaluación de costos ..................................................................................................................80
9.1. Costos de inversión inicial ....................................................................................................80
10. Evaluación de riesgos .................................................................................................................83
11. Conclusiones ...............................................................................................................................86
12. Apéndices ...................................................................................................................................88
Apéndice A: PROPORCIONES QUÍMICAS PARA LA SÍNTESIS DE LOS CATALIZADORES
Apéndice B: DETERMINACIÓN DE LA CURVA DE CALIBRACIÓN
Apéndice C: DETERMINACIÓN DEL CARBÓN ORGÁNICO TOTAL
Apéndice D: DETERMINACIÓN DE LOS PERFILES DE CONCENTRACIÓN
Apéndice E: DETERMINACIÓN DEL ÁNGULO DE DIFRACCIÓN
Apéndice F: DETERMINACIÓN DE LA ENERGÍA DE BANDA PROHIBIDA
Apéndice G: ESTIMACIÓN DE PARÁMETROS CINÉTICOS
Apéndice H: OBTENCIÓN DE VELOCIDADES DE REACCIÓN
Apéndice I: DETERMINACIÓN DEL ÁREA SUPERFICIAL EFECTIVA
Apéndice J: CÁLCULOS PARA LA SIMULACIÓN DEL PROCESO EN COMSOL
Apéndice K: CÁLCULO DE LA POTENCIIA DE LA LAMPARA UV
Apéndice L: MATERIALES DE CONSTRUCCIÓN PARA EL REACTOR
Ingeniería Química
RESUMEN
En la última década se han realizado diversos estudios para la fotodegradación de fenol y
algunos de sus derivados usando la TiO2 como fotocatalizador, sin embargo, no resulta ser
económicamente viable, debido a que su método de síntesis usado es costoso (Sol-Gel); su
actividad no permite mineralizar altas concentraciones de estos compuestos fenólicos y sólo
pueden ser activados con el uso de luz Ultravioleta. En la actualidad se evalúa una amplia gama
de fotocatalizadores que ofrecen diversas ventajas para la mineralización de esta clase de
moléculas refractarias, como lo son las hidrotalcitas pilareadas que pueden ser sintetizadas por
métodos más económicos que el método Sol-Gel, como lo es la coprecipitación, ofreciendo
además como principal ventaja, tener una mayor actividad que la TiO2, la cual se relaciona con su
capacidad de regeneración durante el proceso fotocatalítico.
En este trabajo se presenta una propuesta de dimensionamiento de un proceso foto
catalítico con la finalidad de eliminar moléculas fenólicas (Fenol y 4-Clorofenol) que se
encuentran presentes en los efluentes residuales, usando hidrotalcitas sin y con Manganeso:
ZnAl-JAI3 y ZnAl-Mn, empleando el método de coprecipitación a pH básico y usando como
soporte Zn2+/Al3+ (relación molar 3:1), variando la cantidad dopante de Mn en 0.5, 1 y 5% en peso,
dándoles finalmente un tratamiento térmico a 400 °C para realizar la caracterización y evaluación
de las mismas. El dimensionamiento se realizó mediante el modelado de un reactor tubular de
suspensión continuo a escala industrial donde esta clase de reacciones tiene lugar en el centro y
en las paredes de éste. El modelo se construyó a partir de un estudio cinético de los materiales
propuestos que fueron sintetizados y caracterizados en este proyecto.
Las propiedades texturales de estos materiales se obtuvieron mediante fisisorción (BET) y
desorción (BJH) de Nitrógeno, Análisis termogravimétrico y Difracción de rayos X, y fueron
caracterizados mediante espectroscopia Ultravioleta-visible, Espectroscopia infrarroja con
transformada de Fourier, y difracción de Rayos X. El comportamiento cinético de estos materiales
se llevó a cabo mediante la fotocatálisis heterogénea, en un reactor de tanque agitado de lotes
operado en régimen de control cinético, utilizando 40 y 100 PPM de Fenol y 4-Clorofenol,
respectivamente. El volumen de reacción fue de 250 ml y se emplearon lámparas ultravioleta con
emisión de 254 nm. Los resultados se compararon utilizando Titania comercial (DP25) bajo las
mismas condiciones de reacción.
Los materiales que resultaron ser más activos son los modificados con Mn, esencialmente
aquél con un contenido de 0.5 % de Mn, logrando una remoción aceptable del contaminante,
siendo esta hidrotalcita la que presenta la mejor energía de activación y la menor presencia de
moléculas intermediarias. El modelado cinético se realizó para dicha hidrotalcita, empleando un
esquema de reacción triangular, el mecanismo de reacción consideró la adsorción, reacción y
desorción en una sola clase de sitios, siguiendo un formalismo del tipo Langmuir-Hinshelwood-
Hougen-Watson. El modelo se desarrolló siguiendo la aproximación de pseudo-equilibrio,
considerando a la reacción como el paso controlante. Las constantes de adsorción y cinéticas se
estimaron para cada paso de reacción utilizando el algoritmo de minimización de Levenberg-

Ingeniería Química
Marquardt ajustando adecuadamente los datos experimentales. Partiendo del modelo de reactor
industrial que considera los distintos fenómenos de transporte de momento, masa y cinéticos, y
utilizando un software de simulación desarrollado por el grupo de investigación, se predijo el
comportamiento de este reactor para tratar fenoles, donde el mejor catalizador pudo mineralizar
estos contaminantes hasta en un 90.8 %, sugiriendo que el material catalítico propuesto es una
alternativa atractiva para tratar esta clase de moléculas. Finalmente con estos resultados se
realizó un análisis de la evaluación económica del proceso a escala industrial.

Ingeniería Química
1
Introducción
El crecimiento de la población a nivel mundial exige demandas ambientales cada vez mayores
que deben ser satisfechas inmediatamente, una de ellas es el suministro de agua potable. Esto es
un reto, ya que se desperdicia más agua de la que se tiene disponible para el consumo humano. Lo
cual ha generado un conflicto por la disponibilidad de este vital líquido. La demanda de agua en
el mundo crece constantemente, debido esencialmente al desarrollo industrial que presentan las
sociedades. La reutilización del agua es una opción viable para satisfacer este tipo de demandas.
Hay que mencionar que el agua aparte de ser un líquido para el consumo humano también se
emplea en diversos procesos químicos siendo un solvente económico por excelencia. No obstante,
el efluente que arrojan las empresas contiene diversos contaminantes que alteran el ecosistema
de su alrededor ocasionando daños irreversibles. A partir de esto la sociedad exige crear métodos
para la eliminación de los contaminantes, generando normas ambientales que se deben de
cumplir. Existen tratamientos convencionales que logran eliminar la mayoría de los contaminantes
de los efluentes, sin embargo, dentro de estos caudales se encuentran presentes moléculas
refractarias como fenoles, sulfuros, grasas y aceites, que son muy resistentes a este tipo de
tratamientos. Este caso conlleva a la propuesta de nuevas tecnologías de tratamiento que se
dividen en físicas, biológicas y químicas. De entre las tecnologías propuestas en los últimos años
se tiene interés en las Tecnologías de Oxidación Avanzadas (TAO´s), en particular la Fotocatálisis
Heterogénea para cumplir con las normas permisibles de contaminantes refractarios presentes en
efluentes residuales además de ser un proceso viable para la eliminación de compuestos fenólicos
siempre y cuando las condiciones de operación sean las adecuadas, como lo son: el uso de luz
Ultravioleta para mineralizar altas concentraciones de contaminante y que los materiales foto
catalíticos sean fotoactivos bajo influencia de luz ultravioleta y/o visible.
Actualmente sólo existen fotorreactores a nivel piloto. Aunque en un futuro se espera poder
emplear luz visible en lugar de luz UV y que diseñe un foto catalizador que logre la completa
mineralización de los compuestos orgánicos. El objetivo del presente trabajo es sintetizar
materiales tipo hidrotalcita(Zn2+/Al3+-JAI3 y Zn2+/Al3+, Mn) así como el diseño de un proceso
fotocatalítico que sea capaz de degradar compuestos orgánicos (fenólicos), para lo cual se lleva a
cabo, a nivel laboratorio, la evaluación de estos, usando Fenol y 4-Clorofenol como moléculas
modelo a mineralizar. Se realizará la evaluación de igual forma con la Titania comercial (DP25)
para realizar una comparación de su comportamiento ante la presencia de luz Ultravioleta y/o
visible.
En el capítulo 2de este trabajo se hace una recopilación bibliográfica de los estudios que han
sido realizados en los últimos años para la degradación moléculas orgánicas refractarias,
enfocándose en los métodos usados para su mineralización como es el caso de las Tecnologías de
Oxidación Avanzada. En el capítulo 3 re realiza el planteamiento de problema para así definir los
objetivos generales y específicos. En el capítulo 4 se lleva a cabo la propuesta de ubicación de la
Ingeniería Química
2
planta así como una pequeña descripción de la misma en cuanto a descargas de agua residual y su
escalamiento. Posteriormente en el capítulo 5 se procede con la metodología realizada a nivel
laboratorio, empleando aquí los catalizadores ya sintetizados para llevar a cabo la caracterización
y evaluación de los mismos y de este modo proceder con el modelado cinético. Una vez obtenidos
los resultados experimentales que describe el capítulo 7, se realiza la discusión de estos y así
mismo se presenta el diseño de la planta industrial partiendo de los resultados obtenidos. Del
mismo modo se lleva a cabo el dimensionamiento del proceso en el capítulo 8, presentando aquí
el diseño del reactor fotocatalítico así como la simulación del mismo en el programa COMSOL. En
la penúltima parte de este trabajo (capítulo 9) se hace una discusión de la evaluación económica
del proceso a escala industrial para determinar si este resulta ser económicamente viable.
Finalmente en el capítulo 11 de este trabajo se presentan las conclusiones de este proyecto de
acuerdo a los resultados obtenidos en el trabajo realizado tanto en el laboratorio como en los
diversos aspectos antes mencionados.
1. Generalidades
La contaminación del agua ha generado preocupación en gobiernos de diversos países,
debido a que los contaminantes presentes en los efluentes residuales pueden acumularse en él
ecosistema y ser transportados por medio de ríos, lagos, presas y depósitos subterráneos,
causando daños a los seres vivos (Castillo Araiza y col., 1990). La contaminación del agua ha
tomado una mayor importancia en los últimos años, debido a que la mayoría de las actividades
del ser humano requieren el uso de agua, a su vez éstas generan residuos de alguna clase, estos
aumentan con el estilo de vida de la población a nivel mundial, considerando que el desarrollo
industrial de cada país produce residuos a diferentes escalas. México en los últimos años ha
promovido mecanismos para mitigar los daños ocasionados al medio ambiente y así intentar
revertirlos. Las normas oficiales Mexicanas definen las aguas residuales como la composición de
varias aguas provenientes de las descargas de usos municipales, industriales, comerciales,
agrícolas, pecuarios, domésticos y similares, así como la mezcla de las mismas. Los efluentes
residuales pueden clasificarse en municipales e industriales. Los municipales son descargadas en
las redes de tuberías urbanas y rurales, mientras que los industriales son descargadas a cuerpos de
agua receptores [1].
En este apartado se hará mención del tratamiento de aguas residuales y Tecnologías de
Oxidación Avanzada así como la explicación y principio de la fotocatálisis heterogénea, usada en
este trabajo para la degradación de compuestos orgánicos refractarios y sus ventajas y
desventajas de la misma. También se da una breve explicación de las hidrotalcitas pilareadas las
cuáles, en este caso fungen cómo catalizadores para la degradación de fenoles.
Ingeniería Química
3
1.1. Tratamiento de aguas residuales
El tratamiento de efluentes residuales está compuesto principalmente de cuatro etapas:
Pre tratamiento. En esta etapa del proceso se hace uso de rejillas y cribas, para remover del flujo
de agua toda materia voluminosa, para poder tratar el caudal de una manera homogénea en
etapas posteriores de tratamiento.
Tratamiento primario. El propósito de esta etapa es sedimentar la materia suspendida por medio
de tratamientos físicos o químicos. Por lo general, las aguas residuales son colocadas en grandes
estanques, en donde se les añade sustancias químicas para hacer más rápida y eficaz la
sedimentación, estas operaciones también retiran los aceites y grasas que están contenidos en el
agua.
Tratamiento secundario. El objetivo principal de ésta dentro del tren de tratamiento es eliminar
partículas coloidales y afines. Se lleva a cabo mediante procesos biológicos y químicos, la
operación más común es retirar la materia orgánica por medio de bacterias aerobias, esto se lleva
a cabo tratando al efluente que sale de la etapa primaria en estanques, en los que se les carga
agua con lodos activados. Estos estanques tienen las condiciones de burbujeo y agitación, para
garantizar el desarrollo óptimo de las bacterias.
Tratamiento terciario o avanzado. Con el fin de eliminar contaminantes específicos que no han
podido ser eliminados en etapas anteriores, se hace uso de procesos físicos y químicos, con lo que
se consigue limpiar las aguas de contaminantes cómo: fósforo, nitrógeno, minerales, metales
pesados, virus, compuestos orgánicos, etc. Es un tipo de tratamiento que es usado para y poder
usarla cómo agua de riego [2].
Los efluentes que son descargados al medio ambiente provenientes de industrias
químicas, petroquímicas y farmacéuticas. Contienen una gama amplia de contaminantes de tipo
orgánico como: alcoholes, aminas, esteres, benceno, fenoles y derivados orgánicos, en distintas
proporciones pueden ser altamente tóxicos y peligrosos. Una característica principal de estos
compuestos es que son refractarios a los tratamientos convencionales de aguas residuales, debido
a su naturaleza recalcitrante, por lo que se buscan tecnologías económicas que faciliten la
degradación efectiva de los compuestos orgánicos presentes en los efluentes, que garantice
descargas libres de compuestos refractarios [3].
Los fenoles y sus derivados se encuentran en aguas residuales provenientes de diversas
industrias, en algunas refinerías se pueden encontrar efluentes con concentraciones de 6-500 mg/
L, en operaciones relacionadas con coque de 28-3900 mg/L y en la manufactura de algunos
productos petroquímicos de 2.8 a 1.220 mg/L [4]. Pero también es posible detectar compuestos
fenólicos en corrientes de condensación de gasificación de carbón y procesos de licuefacción.
Ingeniería Química
4
Otro punto de origen de aguas residuales que contienen fenoles se origina en la fabricación de
productos farmacéuticos, plásticos, manufactura de madera y pulpa de papel, por lo que es
necesaria su regulación de descargas.
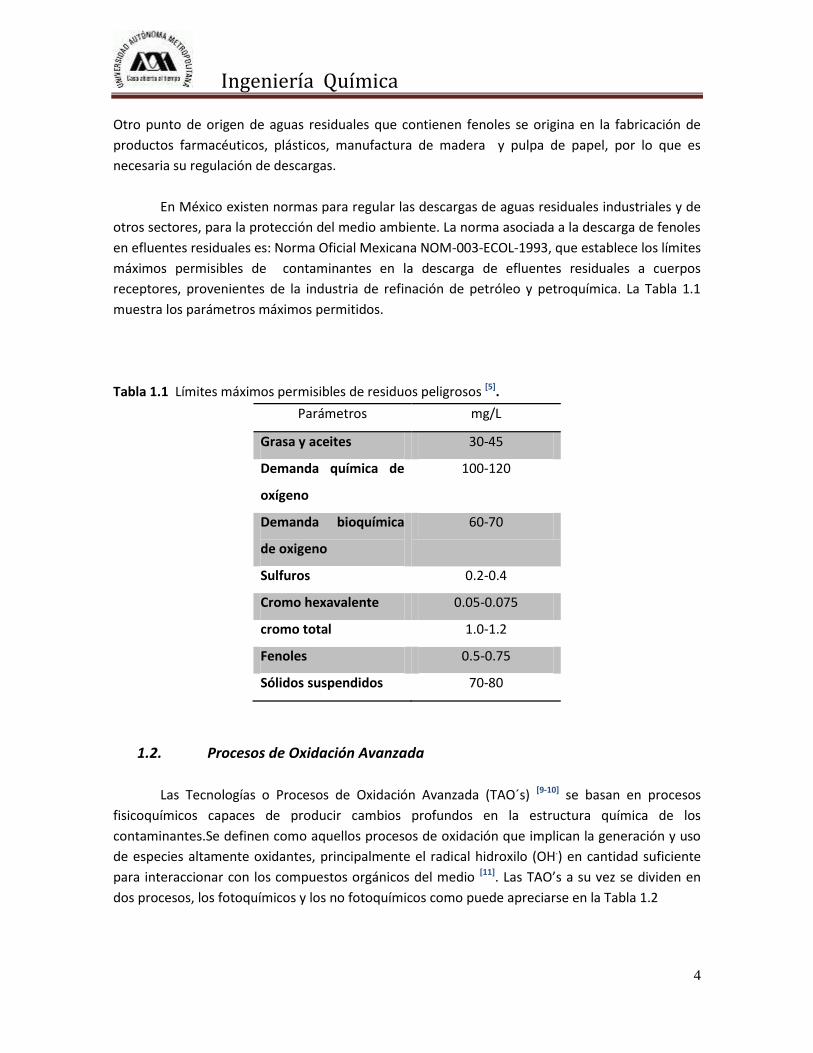
En México existen normas para regular las descargas de aguas residuales industriales y de
otros sectores, para la protección del medio ambiente. La norma asociada a la descarga de fenoles
en efluentes residuales es: Norma Oficial Mexicana NOM-003-ECOL-1993, que establece los límites
máximos permisibles de contaminantes en la descarga de efluentes residuales a cuerpos
receptores, provenientes de la industria de refinación de petróleo y petroquímica. La Tabla 1.1
muestra los parámetros máximos permitidos.
Tabla 1.1 Límites máximos permisibles de residuos peligrosos [5].
Parámetros mg/L
Grasa y aceites 30-45
Demanda química de
oxígeno
100-120
Demanda bioquímica
de oxigeno
60-70
Sulfuros 0.2-0.4
Cromo hexavalente 0.05-0.075
cromo total 1.0-1.2
Fenoles 0.5-0.75
Sólidos suspendidos 70-80
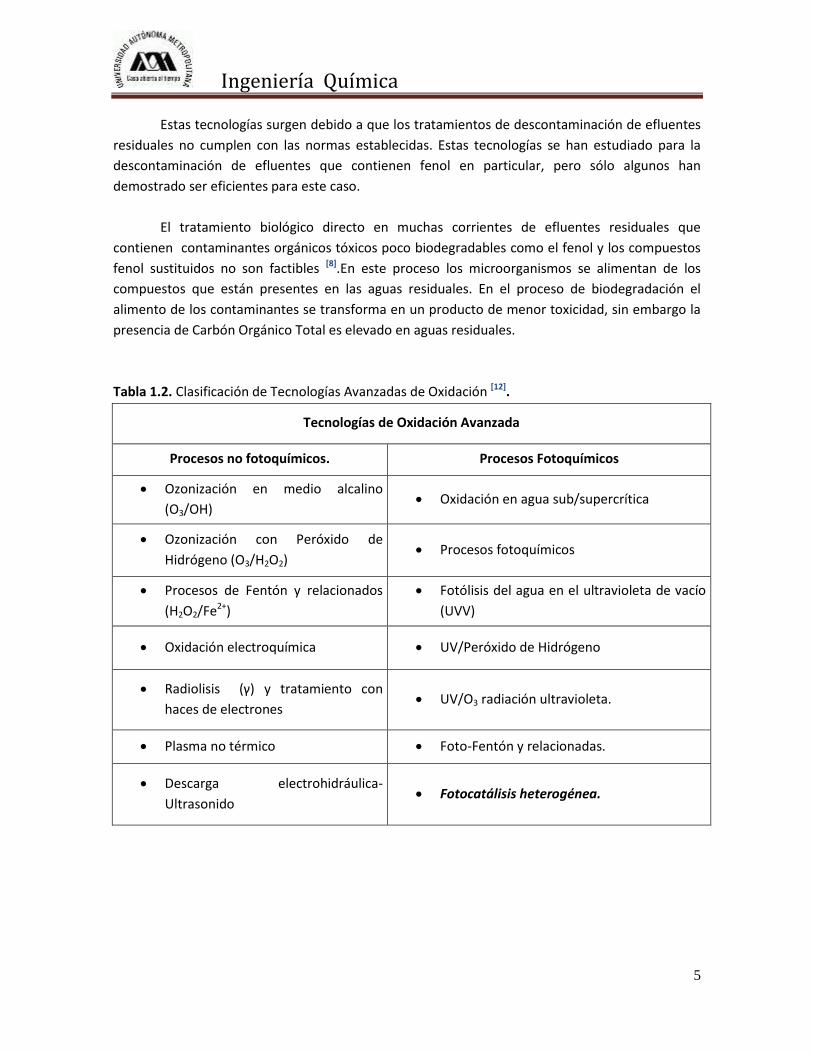
1.2. Procesos de Oxidación Avanzada
Las Tecnologías o Procesos de Oxidación Avanzada (TAO´s) [9-10] se basan en procesos
fisicoquímicos capaces de producir cambios profundos en la estructura química de los
contaminantes.Se definen como aquellos procesos de oxidación que implican la generación y uso
de especies altamente oxidantes, principalmente el radical hidroxilo (OH.) en cantidad suficiente
para interaccionar con los compuestos orgánicos del medio [11]. Las TAO’s a su vez se dividen en
dos procesos, los fotoquímicos y los no fotoquímicos como puede apreciarse en la Tabla 1.2
Ingeniería Química
5
Estas tecnologías surgen debido a que los tratamientos de descontaminación de efluentes
residuales no cumplen con las normas establecidas. Estas tecnologías se han estudiado para la
descontaminación de efluentes que contienen fenol en particular, pero sólo algunos han
demostrado ser eficientes para este caso.
El tratamiento biológico directo en muchas corrientes de efluentes residuales que
contienen contaminantes orgánicos tóxicos poco biodegradables como el fenol y los compuestos
fenol sustituidos no son factibles [8].En este proceso los microorganismos se alimentan de los
compuestos que están presentes en las aguas residuales. En el proceso de biodegradación el
alimento de los contaminantes se transforma en un producto de menor toxicidad, sin embargo la
presencia de Carbón Orgánico Total es elevado en aguas residuales.
Tabla 1.2. Clasificación de Tecnologías Avanzadas de Oxidación [12].
Tecnologías de Oxidación Avanzada
Procesos no fotoquímicos. Procesos Fotoquímicos
Ozonización en medio alcalino
(O3/OH) Oxidación en agua sub/supercrítica
Ozonización con Peróxido de
Hidrógeno (O3/H2O2) Procesos fotoquímicos
Procesos de Fentón y relacionados
(H2O2/Fe2+)
Fotólisis del agua en el ultravioleta de vacío
(UVV)
Oxidación electroquímica UV/Peróxido de Hidrógeno
Radiolisis (γ) y tratamiento con
haces de electrones UV/O3 radiación ultravioleta.
Plasma no térmico Foto-Fentón y relacionadas.
Descarga electrohidráulica-
Ultrasonido Fotocatálisis heterogénea.

Ingeniería Química
6
1.3. Fotocatálisis Heterogénea
La Fotocatálisis heterogénea es el proceso que presenta un mayor número de ventajas en
el proceso de tratamiento de efluentes residuales, pues presenta buena mineralización de los
contaminantes además de utilizar materiales semiconductores que pueden ser sintetizados a un
bajo costo , como lo es el caso de los Hidróxidos Dobles laminares ( Hidrotalcitas o HDL).
La Fotocatálisis ha sido estudiada en los últimos años, debido a su variabilidad en la
utilización como proceso complementario al tren de tratamiento que a su vez cierra el ciclo de la
purificación de agua. Este tipo de procesos son adecuados para la remoción de contaminantes a
costa de las regulaciones cada vez más estrictas, que son reflejo de la preocupación por parte de la
sociedad a mantener un ambiente limpio.
Este proceso se basa en la absorción de energía radiante (comúnmente luz UV), por un
sólido, que cumple con una característica única de este proceso, la cual debe ser un
semiconductor. La excitación del semiconductor tiene lugar de dos formas: la primera es por
excitación directa absorbiendo éste, los fotones que se van a utilizar en el proceso y la segunda,
por excitación de moléculas absorbidas en la superficie del catalizador, que son capaces de
transportar los electrones al semiconductor. No cambian su estructura física, pero provocan
reacciones que conllevan a la destrucción o eliminación de contaminantes orgánicos presentes en
el agua[13]. Los semiconductores son materiales que aumentan su conductividad eléctrica al
aumentar la temperatura, pero no es la que poseen los metales. En la figura 1.1 se ilustra el
principio de la fotocatálisis.
Figura 1.1.Diagrama del procesofotocatalítico que ocurre en la interfaz del semiconductor bajo iluminación
de luz UV [14]
.

Ingeniería Química
7
El mecanismo que sigue la foto reacción es un tanto simple, cuando el semiconductor está
suficientemente excitado forman pares de electrón-hueco, que deben migrar a la superficie y
reaccionar con las especies adsorbidas. Los pares de electrón-hueco que no alcanzan a reaccionar
se recombinan y la energía se disipa. El proceso de recombinación, no es deseado, ya que se
pierde toda la luz adsorbida y se reacomodan las cargas, lo cual inhibe al fotocatalizador [15]. Los
pares electrón-hueco que no alcanzan a separarse y a reaccionar con especies en la superficie se
recombinan. Esta recombinación puede tener lugar tanto en la superficie como en el seno de
lapartícula. El proceso neto es la catálisis de la reacción entre el oxidante B y el reductor A (por
ejemplo, O2 y materia orgánica respectivamente) [15]. En la Tabla 1.3 se muestran algunas
desventajas y ventajas del proceso de fotocatálisis.
Tabla 1.3. Ventajas y desventajas de la fotocatálisis.
Ventajas Desventajas
1. Elimina parcialmente compuestos
orgánicos refractarios presentes en
los efluentes residuales,
reduciéndolos a dióxido de carbono
y agua.
2. La mayoría de los fotocatalizadores
son de costo accesible
3. Su escasa selectividad, permite que
se puedan tratar contaminantes no
biodegradables, que pueden estar o
no con contaminantes orgánicos
complejos.
4. La fotocatálisis como cualquier
tecnología novedosa, es útil para
suplir métodos convencionales que
son costosos.
1. Costos elevados debido al empleo de
luz UV, pero podría ser viable si el
fotocatalizador emplea luz solar en
lugar de luz UV
2. Sólo es válido a bajas
concentraciones de contaminante

Ingeniería Química
8
1.4. Hidrotalcitas pilareadas (HDL)
Las hidrotalcitas [19], [Mg6Al2(OH)16](CO3)∙4H2O, pertenecen a una clase de compuestos
llamados arcillas aniónicas, o bien cuando son sintéticos, se les llama hidróxidos dobles laminares
(HDL). LosHDL generan una red cristalina tipo laminar, debido a los cationes cargados
positivamente y los iones (OH∙).
La estructura de la hidrotalcita es similar a la de la brucita, Mg(OH)2 (Figura 1.4), en la cual
el magnesio se encuentra coordinado octaédricamente a seis grupos hidroxilo. Estos octaedros, al
compartir sus orillas, forman láminas bidimensionales. Cuando algunos cationes Mg2+ se
remplazan por Al3+, se forma la hidrotalcita y el arreglo laminar adquiere carga residual positiva.
Para compensar esta carga positiva se requiere de un anión que generalmente reside en la zona
interlaminar, junto con moléculas de agua. El anión interlaminar puede ser intercambiado por
muchos otros en medio acuoso u orgánico [18]. Las capas de iones OH∙ se ordenan mediante dos
secuencias: simétrica romboédrica y hexagonal, pero esta o la cual puede ser confirmada por
medio de Rayos X. Pertenecen a una familia con diversas propiedades ventajosas como bajo
costo, versatilidad, fácil preparación y alto rendimiento debido a esto representan interés para los
investigadores. [19]
La fórmula general que representa a las hidrotalcitas es:
3
1 3 / 22*
bZ n
X b nM M OH A nH O
donde el ión divalente puede ser Mg2+, Ca2+, Zn2+, Cu2+, Co2+, Ni2+, etc., y el ión trivalente puede ser
Al3+, Fe3+, Cr3+, etc., y como aniones intercambiables se suele tener OH⁻, Cl⁻, NO3-, CO32-, SO4
2- b:
puede ser igual a X ó 2X-1 cuando Z es 2. El HDL más conocido es el que contiene magnesio y
aluminio con una relación molar Mg/Al cercana a 3 correspondiente al mineral hidrotalcita [20].
Figura 1.4. Representación de la estructura laminar tipo brucita

Ingeniería Química
9
Una característica primordial de las HDL se debe al efecto memoria. El cual se lleva a cabo
debido al tratamiento térmico que reciben los materiales para ser activados. Al recibir este
tratamiento la estructura tipo laminar se colapsa. Al ponerse en contacto con soluciones que
contienen aniones esta se puede regenerar. Esta propiedad es empleada en procesos de adsorción
y desorción. El efecto memoria proporciona cualidades muy importantes a las hidrotalcitas en las
adsorciones de compuestos aniónicos en fase acuosas. Las hidrotalcitas frescas tienen una
basicidad menor que al ser calcinadas [21].
2. Estado del Arte
Los avances en el tratamiento de efluentes residuales se han direccionado en el desarrollo de
tecnologías que eliminen los compuestos orgánicos; debido a que en los tratamientos
convencionales por etapas primario, secundario, y terciario, son incapaces de eliminarlos. La
fotocatálisis heterogénea ha sido estudiada en los últimos años debido a su variabilidad en la
utilización como proceso complementario al tren de tratamiento de aguas residuales y a su vez
cierra el ciclo de la purificación de agua [23].
La mineralización de los compuestos orgánicos en efluentes se llevó a cabo por Carey al
publicar sus resultados en 1976 sobre la degradación de penta-clorobifenilo mediante
fotocatálisis heterogénea usando óxido de Titania como catalizador. Legnini realizó una amplia
revisión donde recababa 46 artículos referidos a la implementación de este proceso para el
tratamiento de agua residual. En 1994 Blake realizóun análisis sobre la degradación fotocatalítica
de compuestos en agua y aire [23].
El aspecto más importante de esta tecnología, para ser considerada en el tratamiento de agua,
es la mineralización de los contaminantes presentes en el agua. La fotocatálisis es una alternativa
viable para la eliminación de compuestos orgánicos e inorgánicos, pues se lleva a cabo mediante
materiales semiconductores que son irradiados. El uso de óxido de titanio ha demostrado
resultados favorables para la foto-oxidación de diversos compuestos como fenol, cloro fenol, DDT
y 300 compuestos más [23], esto debido principalmente porque muchos compuestos orgánicos
tienen el potencial de oxidación por encima de la banda de valencia del TiO2 y por este motivo
pueden ser oxidados fotocatalíticamente por él [2].
En la literatura se encuentran artículos referidos a diversos experimentos realizados con
óxido de Titanio para la eliminación de compuestosorgánicos, aunque cabe mencionar que no la
refieren como el mejor en fotocatálisis [2]. Los materiales semiconductores más reportados en la
literatura son TiO2, ZnO y SnO2 [11].En los últimos años se ha estudiado el uso de hidrotalcitas
pilareadas en los procesos fotocatalíticos para la mineralización de compuestos orgánicos
presentes en medio acuoso, como lo es el caso de la foto degradación de colorantes azul de
metilo y naranja de metilo. Uno de los estudios más recientes sobre fotocatálisis heterogénea
(2011), hace uso de los hidróxidos dobles laminares, para la degradación de Fenol y p-cresol. Las
hidrotalcitas sonuna familia de sólidos laminares que han despertado el interés en su aplicación
como catalizadores, su uso como foto catalizadores es debido a que el contaminante se absorbe

Ingeniería Química
10
en su espacio interlaminar a la molécula contaminante, este, al ser irradiado por luz UV,
desprenderá al contaminante hasta su completa mineralización. La implementación de nuevos
usos de las hidrotalcitas pilareadas con diversos óxidos metálicos constituye en la actualidad un
campo de investigación donde se tiene interés en modificar las características de las hidrotalcitas
como lo son: [24]
La micro porosidad
Eficiencia catalítica
Modificar sus valores de banda prohibida “band gap”
Un aspecto importante en el desarrollo de equipos para el tratamiento de efluentes
residuales, es el diseño de sistemas fotocatalíticos altamente eficaces. Para la implementación de
estos sistemas se deben de optimizar diversos factores como:
1. La selección de las fuentes de radiación incluyendo: potencia de salida, eficiencia de la
fuente,distribución espectral, forma, dimensiones, requisitos de mantenimiento y
operación.
2. El diseño de la geometría del reactor con respecto a la fuente de irradiación
3. El diseño de dispositivos de irradiación del reactor incluidos los espejos, reflectores y
ventanas.
Los reactores fotocatalíticos también pueden ser irradiados por luz solar, debido a que la
longitud de onda del espectro solar es capaz de foto excitar diversos reactores fotocalíticos, estos
pueden clasificarse de acuerdo a con su diseño y características [25].
a) La ubicación del catalizador: el material puede estar suspendido o unido a un soporte.
Los reactores tipo “slury”
Los reactores catalizador inmovilizado
En los reactores de tipo slury, las partículas de catalizador se dispersan libremente en la fase
fluida(agua) y en consecuencia, el fotocatalizador está completamente integrado en el líquido.El
diseño del reactor catalizador inmovilizado dispone de un catalizadoranclado a un soporte fijo,
disperso en la fase estacionaria.
b) Tipo de iluminación: El tipo de radiación es un problema de diseño importante para los
reactores. Estos pueden ser irradiados con:
Las lámparas UV poli cromáticos
La luz solar
Ingeniería Química
11
Referencias [1] Inventario nacional de plantas municipales de potabilización y tratamiento de aguas residuales
en operación. Diciembre 2009, Comisión nacional de aguas, 2009
[2]Rosendo López Gonzales. Fotodegradación de contaminantes orgánicos en fase acuosa
empleando fotocatalizadores de TiO2 modificados con metales de transición, Universidad
Autónoma Metropolitana, 2011,pp. 15-16.
[3] E. C. Martínez y G.D. López. Tratamientos químicos de contaminantes orgánicos. El proceso
Fento, INGAR-Instituto de Desarrollo y Diseño. Universidad Tecnológica Nacional (Argentina),
Tratamiento de aguas residuales, pp. 149-156.
[4] Guido Busca, Silvia Berardinelli, Carlo Resini y Laura Arrighi. Technologies for the removal of
phenol from fluid streams: A short review of recent developments. Guido Busca, Silvia Berardinelli,
Carlo Resini y Laura Arrighi, Journal of HazardousMaterials, Marzo 2008, pp. 265-288.
[6]NORMA Oficial Mexicana NOM-CCA-003-ECOL/1993, que establece los límites máximos
permisibles de contaminantes en las descargas de aguas residuales a cuerpos receptores
provenientes de la industria de refinación de petróleo y petroquímica
[7] Juan Pablo Gutiérrez Hernández. Diseño de un proceso para la recuperación y degradación de
fenol de aguas residuales industriales. Universidad Nacional de Colombia. Agosto de 2007.
[8]Juan Pablo Gutiérrez Hernández. Diseño de un proceso para la recuperación y degradación de
fenol de aguas residuales industriales. Universidad Nacional de Colombia. Agosto de 2007.
[9]Juan J. Bravo. Catalizadores para purificación de aguas residuales que contengan compuestos
resistentes a la biodegradación. Universidad Industria de Santander.
[10]Parameters effect on heterogeneous photocatalysed degradation of phenol in aqueous
dispersion of TiO2. KashifNaeem, OuyangFeng. 21 (2009) pág. 527-533.
[11]O. Legrini, et al. Photochemical Process for water treatment. Chem. Rev. 1993, 93(2), pág. 671-
698).
[12]W. H. Glaze, J. W. Kang, D. H Chapin; Ozone: Sci. Eng 9 (1987) 335.
[13]Xavier Domènech, Wilson F. Jardim y Marta I. Litter. Procesos avanzados de Oxidación para la
Eliminación para la Eliminación de Contaminantes.
[14]Diseño de un proceso para la recuperación y degradación de fenol de aguas residuales
industriales. Juan Pablo Gutiérrez Hernández. Universidad Nacional de Colombia. 2007
[15]Heterogeneous Photocatalytic degradation of phenols in wastewater: A review on current
status and developments. S. Ahmed, M. Rasul, et al., Desalination 261 (2010) 3-18.
[16]Juan Pablo Gutiérrez Hernández. Diseño de un proceso para la recuperación y degradación de
fenol de aguas residuales industriales. Universidad Nacional de Colombia. 2007
[17] S. Miyata, Clays and Clay Minerals 23, 369 (1975)
[18] F. Cavani, F. Trfiro,A. Vaccaari, Catal. Today, 11 (1991) 173
[19] Esteban López-Salinas y Francisco Pedraza Archila. Hidrotalcitas: precursores de Materiales
adsorbentes de SOx. Instituto Mexicano del Petróleo.
[20] Salgado Nambo Hugo. Óxidos mixtos tipo hidrotalcita Zn-Al-La como catalizadores, 2011.pp.

Ingeniería Química
12
[21] De los Angeles Mantilla Ramírez. Obtención de óxidos mixtos a partir martiriales tipo
hidrotalcita: aplicaciones a diferentes procesos industriales y ambientales. IPN. pp. 21, 2010
[22] Moreira del Rio Jesús. Photocatalyticdegrataion of phenolic compounds in wáter: irradiation
and kinectic modeling. TheUniversity western Ontario, pp. 1, 2001.
[23] Malato Rodríguez S. y Blanco Gálvez J. Procesos fotocalíticos para la destrucción de
contaminantes orgánicos en el agua. Centro de investigaciones energéticas. Medio ambientales y
tecnológicas (CIEMAT). Plata forma solar Almería (PSA). pp . [51-55].
[24] De los Ángeles Mantilla Ramírez. Obtención de óxidos mixtos a partir martiriales tipo
hidrotalcita: aplicaciones a diferentes procesos industriales y ambientales. IPN.pp. 21, 2010.
[25] Hugo de Lasa y otros. Photocatalytic ReactrionEngineering. Novel Photocatalytic Reactors for
water and Air Treatment. Springer, USA,pp. [21-22]
Ingeniería Química
13
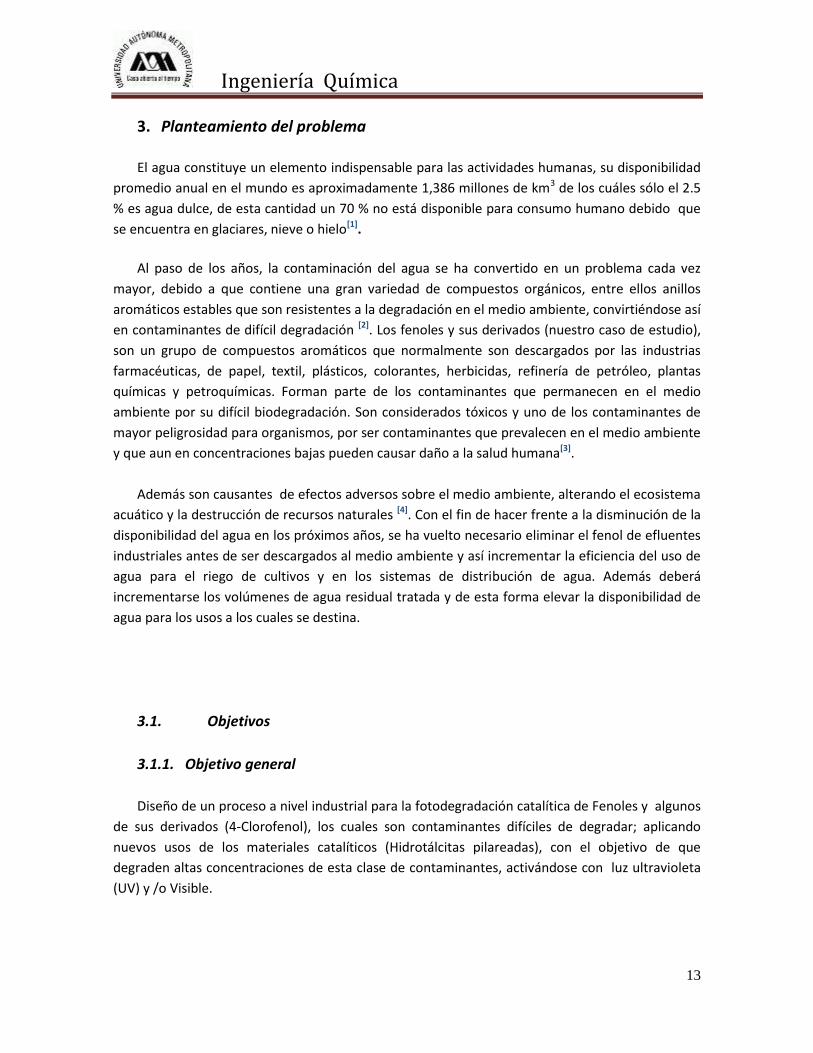
3. Planteamiento del problema
El agua constituye un elemento indispensable para las actividades humanas, su disponibilidad
promedio anual en el mundo es aproximadamente 1,386 millones de km3 de los cuáles sólo el 2.5
% es agua dulce, de esta cantidad un 70 % no está disponible para consumo humano debido que
se encuentra en glaciares, nieve o hielo[1].
Al paso de los años, la contaminación del agua se ha convertido en un problema cada vez
mayor, debido a que contiene una gran variedad de compuestos orgánicos, entre ellos anillos
aromáticos estables que son resistentes a la degradación en el medio ambiente, convirtiéndose así
en contaminantes de difícil degradación [2]. Los fenoles y sus derivados (nuestro caso de estudio),
son un grupo de compuestos aromáticos que normalmente son descargados por las industrias
farmacéuticas, de papel, textil, plásticos, colorantes, herbicidas, refinería de petróleo, plantas
químicas y petroquímicas. Forman parte de los contaminantes que permanecen en el medio
ambiente por su difícil biodegradación. Son considerados tóxicos y uno de los contaminantes de
mayor peligrosidad para organismos, por ser contaminantes que prevalecen en el medio ambiente
y que aun en concentraciones bajas pueden causar daño a la salud humana[3].
Además son causantes de efectos adversos sobre el medio ambiente, alterando el ecosistema
acuático y la destrucción de recursos naturales [4]. Con el fin de hacer frente a la disminución de la
disponibilidad del agua en los próximos años, se ha vuelto necesario eliminar el fenol de efluentes
industriales antes de ser descargados al medio ambiente y así incrementar la eficiencia del uso de
agua para el riego de cultivos y en los sistemas de distribución de agua. Además deberá
incrementarse los volúmenes de agua residual tratada y de esta forma elevar la disponibilidad de
agua para los usos a los cuales se destina.
3.1. Objetivos
3.1.1. Objetivo general
Diseño de un proceso a nivel industrial para la fotodegradación catalítica de Fenoles y algunos
de sus derivados (4-Clorofenol), los cuales son contaminantes difíciles de degradar; aplicando
nuevos usos de los materiales catalíticos (Hidrotálcitas pilareadas), con el objetivo de que
degraden altas concentraciones de esta clase de contaminantes, activándose con luz ultravioleta
(UV) y /o Visible.

Ingeniería Química
14
3.1.2. Objetivos particulares
1. Ubicación de la planta y propuesta del esquema del proceso
2. Balance global del proceso y estrategia de escalamiento.
3. Síntesis de materiales ZnAl-JAI3, dopados con Mn 0.5, 1 y 5 %
4. Caracterización y evaluación de materiales a nivel laboratorio.
5. Desarrollo del modelo cinético
6. Propuesta de un fotorreactor a nivel industrial.
7. Estudio del comportamiento del fotocatalizador a nivel industrial.
8. Estudio de Factibilidad económica del proyecto.
Referencias
[1]Comisión Nacional del agua; Estadísticas del Agua en México, cap. 7 y 8. Secretaría del Medio
ambiente y Recursos Naturales. SEMARNAT. Gobierno Federal, 2010.
[2] (Hughes and Cooper).
[3] J. Juan, Y. Jiang and M. Hunger. Influence of the lanthanum exchange degree in the
concentration and acid strength of bridging hydroxyl groups in zeolites La, Na-X. From Zeolites to
Porous MOF Material, Vol 170 (2007), pp. 622-628.
[4] G. Moussavi, M. Mahmoudi. Removal of Azo and Anthraquinone Reactive Dyes from Industrial
Wasterwaters Using MgO Nanoparticles.Journal of Hazrdous Materials, Vol. 168 (2009) pp. 806-
812.

Ingeniería Química
15
4. Escalamiento
4.1. Ubicación de la planta
La región de Tula de Allende Hidalgo se ubica a 101 Km (Figura 4.1) de la capital del estado
en la zona sur, es considerada la zona más contaminada de México por ser una región
pequeña y también en gran parte por la problemática en el agua, suelo y aire, la cual es
generada por la implantación de empresas importantes como lo son la fábrica cementera
“Cruz Azul”, la termoeléctrica “Francisco Pérez Ríos” y la Refinería “Miguel Hidalgo”. Además,
debido a estas empresas, el municipio se ha convertido en una de las zonas más importantes
de México.
Figura 4.1. Ubicación de la región de Tula de Allende Hidalgo.
En las aguas residuales de diversas industrias químicas, farmacéuticas, papeleras y demás,
se tienen concentraciones de fenoles que varían entre 35 y 400 mg/L[1]. Las refinerías de petróleo,
son las que producen mayores concentraciones de fenol como subproductos, que varían de los 6 a
los 500 mg/L[2]. Para el tratamiento de efluentes acuosos la Refinería Miguel Hidalgo cuenta con
un sistema con capacidad de tratamiento de aguas de 14 m3/día [2], por lo que se han
implementado acciones para que el 20% del agua tratada se riegue en sus áreas verdes y el resto
se envía por medio de un colector subterráneo al cuerpo receptor, descargando 14 m3/d al
margen derecho del Río Tula [3]. En el estado existen 12 plantas de aguas residuales con una
capacidad de 329.5 l y el caudal tratado es de 289.2 l/s, que no cuenta con un sistema de aguas
residuales que separen toda la mezcla. Debido a esto, es necesaria la eliminación de fenol y sus
derivados de los efluentes industriales antes de ser descargados al medio ambiente. Como se ha
venido mencionando anteriormente, existe una gran variedad de estudios relacionados con la
eliminación de fenol en el agua residual usando materiales como TiO2. Sin embargo se vuelve
Ingeniería Química
16
indispensable realizar estudios propios para la síntesis de materiales nuevos que sean capaces de
degradar, sin generar subproductos tóxicos que requieran posterior procesamiento, además de
llevar a cabo el diseño de foto reactores y el arreglo de los mismos para que sean más eficientes.
4.2. Propuesta de escalamiento
La propuesta de escalamiento a usar será el modelado, en donde tenemos dos partes: la
primera con base a un estudio cinético, la segunda con base a un estudio de los fenómenos de
transporte a nivel de proceso (Ver Figura 4.2). Para el estudio cinético se trabajará con un foto
reactor a nivel laboratorio, con el cual se harán experimentos para determinar la cinética de la
reacción, llevándola a las condiciones en la que las resistencias a los fenómenos de transporte no
incurran directamente en la medición de la cinética.Para el estudio de los fenómenos de
transporte que están involucrados en el proceso, se necesita un prototipo a nivel piloto, pero esto
no se llevará a cabo. De esta forma los parámetros que caracterizan los fenómenos de transporte
a nivel proceso, se obtendrán a partir de correlaciones para sistemas similares que se encuentran
reportadas en la literatura.
Teniendo ambas partes que caracterizan el proceso se hará un análisis detallado de los
componentes que empleará el foto reactor, así como sus accesorios, dimensiones del mismo,
cantidad de catalizador a emplear. Con estos datos se llevarán a un software de diseño, que
simulará el proceso sin tener que construirlo físicamente y/o hacer pruebas, que repercuten
directamente en el costo. Esto permitirá tener resultados concretos y nos dará una gran
aproximación al comportamiento real de la planta de tratamiento. A fin de poder maximizar su
eficiencia, minimizando costos.

Ingeniería Química
17
Figura 4.2.Esquema reducido de la estrategia de escalamiento.
Referencias
[1] Rigo & Alegre, 2004; Tziotzios et al., 2005; Busca et al., 2008; Saravanan et al., 2008; Moussavi
et al., 2009).
[2] Buitrón Germán, Moreno Gloria. Eliminación biológica de altas concentraciones de fenol
presente en aguas residuales, Universidad Nacional Autónoma de México
[3] Ángel Ángeles Nava. Impacto Ambiental Regional de la Refinería “Miguel Hidalgo” en Tula de
Allende, Hgo., Instituto Politécinco Nacional. Diciembre 2010.
Estrategia
Estudio cinético a nivel industrial
Síntesis, caracterización y evaluación de
materiales
Modelado cinético
Estudio de fenómenos de Transporte a nivel
industrial
Parámetros de transporte
Reactor a nivel piloto
Dimensiones del reactor, conversión y selectividad
Viabilidad económica (análisis de costos)
Correlaciones
Ingeniería Química
18
5. Metodología
5.1. Métodos de síntesis de hidrotalcitas
Una de las partes fundamentales de la investigación, es la síntesis de materiales, debido a que
de acuerdo del método de síntesis empleado se obtienen las características texturales y
estructurales apropiadas para llevar a cabo la reacción específica, en este caso la fotodegradación.
Es importante aplicar métodos adecuados de síntesis. Existen diferentes métodos para la síntesis
de materiales tipo hidrotalcitas, entre los cuales se encuentran [1]:
Preparación por Sol-Gel
Método de Microondas
Precipitación homogénea
Método por Coprecipitación
En este proyecto se utilizó el método por coprecipitación para la síntesis de los materiales
debido a que su empleo resulta ser económico además de que los catalizadores presentan
mejores resultados en cuanto a las propiedades electrónicas del catalizador.
5.1.1. Método por Coprecipitación.
La coprecipitación está basada en la adición lenta de una disolución de sales de cationes
divalentes y trivalentes a un reactor que contiene agua o una disolución del anión que se desea
incorporar[2]. Los cationes precipitan simultáneamente El pH se mantiene constante regulando la
velocidad con la que se mezclan las dos soluciones: solución con cationes metálicos y una solución
alcalina. Se basa además en la condensación de hexa-aquo complejos en disolución con el fin de
obtener láminas tipo brucita con ambos cationes distribuidos y aniones interlaminares solvatados.
El método de coprecipitación ofrece algunas ventajas, como: preparación simple y rápida, fácil
control del tamaño de partícula y composición y varias posibilidades de controlar el estado de la
superficie total de las partículas y su homogeneidad.
La coprecipitación debe ser llevada a cabo bajo condiciones de baja o elevada
sobresaturación; las primeras son el método más usado y requiere mecanismos experimentales
controlados. Las condiciones más comúnmente utilizadas son[2]:
o pH: 7-10
o temperatura: 333-353 K
o bajas concentraciones de los reactivos
o flujos lentos de reactivos
o un lavado con agua caliente
o y un secado a temperaturas bajas (393 K)

Ingeniería Química
19
El método de precipitación es una de las rutas más sencillas y rentables para la síntesis de
catalizadores sólidos. En él, se aprovecha las propiedades electrónicas de cationes en solución
para formar redes de éstos mediante ligantes hidroxo u oxo (mecanismos de olación y oxolación)
cuando se alcanza un pH adecuado de precipitación de acuerdo a la naturaleza de los cationes. De
ésta manera, para la síntesis de los materiales tipo hidrotalcita se optó por la ruta de
coprecipitación a baja saturación a pH constante de 10, controlando la velocidad de adición de los
reactivos (cationes en solución y solución alcalina) [3-4].
5.1.2. Síntesis de hidrotalcitas.
La síntesis de los diversos materiales catalíticos se llevó a cabo por medio del método de
coprecipitación a un pH básico, el cual tiene una variación entre 8.5 y 9.5. Para dicha síntesis se
usó como soporte Zn2+/Al3+ (relación molar 3:1), dopadas con Mn a diferentes concentraciones
(0.5%, 1% y 5% en peso)
Como precursores se utilizaron soluciones acuosas de Zn(NO3)2∙6H2O (Aldrich 98 %) y
Al(NO3)3∙9H2O (Aldrich 99.99%), con una relación mol 3:1, así como una cantidad determinada de
sales de Mn(NO3)2∙6H2O (Aldrich 98%) a 0.5 % de concentración, con el fin de obtener la relación
molar deseada. La solución se añadió gota a gota en un sistema de vidrio de agitación, dicho
sistema contenía un volumen de 2000 ml de agua destilada a 80°C. Después de 12 horas el pH de
la solución se ajustó a 9 mediante la adición de Urea como agente precipitante, (NH2)CO(NH2)
(Aldrich) y para que a su vez generara los hidróxidos. La suspensión obtenida se llevó a agitación
vigorosa durante 4 horas a una temperatura de 200 °C y posteriormente se mantuvo en reflujo
durante 36 horas, de igual forma con agitación vigorosa constante (Apéndice A).
Una vez terminado el tiempo de agitación, la suspensión obtenida se filtró al vacío y se
lavó con 4 litros de agua destilada caliente, con el objetivo de retirar los nitratos y carbonatos
excedentes. El sólido obtenido se colocó en una estufa durante 24 horas a 100 °C para expulsar las
moléculas de agua y poder molerlas en un mortero hasta obtener la hidrotalcita en polvo.
Finalmente a los materiales previamente lavados y secados, se les dio un tratamiento
térmico, que consiste en calcinarlos en una mufla a 400 °C durante 12 horas llevando a cabo el
calentamiento con una velocidad de 1°C/min, para activarlos y proporcionarles la propiedad de
hidrotalcitas pilareadas y de este modo continuar con la caracterización y evaluación para la
degradación de compuestos fenólicos.
La temperatura de calcinación tiene un efecto muy importante sobre las hidrotalcitas. Por
ejemplo para el caso de una hidrotalcita tratada térmicamente: temperaturas menores de 150 °C
se expulsan las moléculas de agua interlaminar sin alterar la estructura laminar, entre 300°C y
500 °C, tiene lugar la deshidroxilación de las láminas y descomposición del carbonato, que trae

Ingeniería Química
20
consigo el colapso del arreglo laminar, entre 500 y 600°C se forma una solución sólida de Mg(Al)O
y a temperaturas superiores a 600°C se produce MgO libre y la espinela MgAl2O4[5-6].En lafigura
5.1 se ejemplifica el método de síntesis de los materiales, empleado en el desarrollo de este
trabajo.
Figura 5.1. Diagrama de flujo para la síntesis de LDH’s. Zn2+
/Al3+
, Mn 0.5% por coprecipitación.
Al(NO3)3
+ Zn(NO3)2
+ H2O destilada
Mn(NO3)2
(0.5%, 1% y 5 %)
Agitación constante T=80°C
(12 horas)
Adición de agente precipitante
(NH2) CO (NH2)
Agitación constante vigorosa
T= 200 °C
Reflujo durante 36 horas
Filtrado al vacío con agua destilada
T=70°C
Secado a 100 °C por
24 horas
Calcinado 400 °C durante 12 horas

Ingeniería Química
21
5.2. Técnicas de caracterización de materiales
5.2.1. Propiedades texturales
Determinación del área superficial especifica.
El método más común para la determinación del área superficial específica se basa en la
adsorción física de un gas en la superficie sólida, usando la adsorción de Nitrógeno. Esta técnica
resulta ser la más usada para la determinación del área superficial del catalizador.
El método desarrollado más usado para calcular el área de materiales sólidos es el
Brunauer-Emmet-Teller (BET). Este método se resume en la siguiente ecuación [7]:
1 1 1
/ 1
Pc
PW wcW P P omo
(5.2.1.a)
En donde C es la constante de BET y se relaciona con la energía de adsorción en la primera
capa adsorbida; W es el volumen adsorbido a una presión P.Para la determinación de la porosidad
existen dos técnicas comunes, estas técnicas son la distribución del tamaño del poro y el volumen
total del poro, las cuales son explicadas en el siguiente apartado[8].
Volumen total del poro
Este se deriva de la cantidad de vapor adsorbido a valores de presión relativa cercanos a la
unidad, con lo que se asume que los poros son llenados con el adsorbato líquido[9]. Para su análisis
se utiliza la isoterma de desorción pues cuenta con una presión relativa más baja trayendo como
consecuencia un estado de menor energía libre. Para realizar el cálculo se usa la ecuación de
Kelvin y se asume una geometría cilíndrica de los poros.
(
)
(5.2.1.b)

Ingeniería Química
22
Distribución del tamaño del poro.
La distribución del tamaño promedio de poro se determina a partir del método de Barret,
Joyner y Halenda (BJH)[7-8],el cual asume que la presión relativa inicial es cercana a la unidad y que
todos los poros son llenados con el líquido y que de igual forma todos los poros que todos los
poros que son vaciados durante la disminución de la presión relativa tienen un radio rp.
La caracterización se realizó usando un equipo Quantachrome Autosorb-3B. Previo a la
adsorción las muestras fueron desgasificadas en vacío llevándolas a una temperatura de 200 °C
durante 10 horas. Para determinar el área superficial se utilizó el método de BET y para el
diámetro del poro se utilizó de igual modo el método Barrett-Joyner-Halenda (BJH).
5.2.2. Difracción de Rayos X
El método de difracción de Rayos X es una técnica de caracterización útil, que consiste en
hacer incidir sobre un sólido un haz de Rayos X variando el ángulo de incidencia, recogiendo la
intensidad de los rayos reflejados. Las direcciones de difracción están determinadas por la Ley de
Bragg (1912). Apéndice B
2n dsen (5.2.2)
(donde n es el orden de difracción, d es la distancia interplanar, λ es la longitud de onda de los
Rayos X y θ es el ángulo de incidencia del rayo), la intensidad de los haces reflejados a cada ángulo
se denomina difractograma y a partir de él, pueden determinarse las distancias atómicas
interplanares características de un sólido determinado [10].Las mediciones de difracción de Rayos X
se realizaron en un Difractómetro D-5000 usando radiación CuKα (λ=1.5418 nm) y nanocromador
de grafito en el rayo difractado, con un paso de 0.03°, 2θ = 10-70° y t = 0.3 s.
5.2.3. Espectroscopia Infrarroja con Transformada de Fourier
La espectroscopia infrarroja permite monitorear mediante un análisis cualitativo la
detección de moléculas presentes en el material y la interacción entre las moléculas adsorbidas y
el catalizador. Detecta hasta que temperatura hay grupos OH superficiales o quimisorbidos en los
materiales o bien si hay materia orgánica presente [9]. El mayor avance de la espectroscopia
infrarroja fue la introducción de espectrómetros con la transformada de Fourier. La transformada
de Fourier mejora la calidad del espectro infrarrojo y minimiza el tiempo para obtener datos. Es
una técnica que se basa en las vibraciones de átomos de una molécula.Los espectros FTIR
Ingeniería Química
23
seobtuvieron mediante un equipo IRAffinity equipado con un módulo ATR, Shimatzu, en un
intervalo de energía de 4300 a 500 cm-1.
5.2.4. Espectroscopia UV-Vis de Reflectancia Difusa
La espectroscopia UV-Vis de reflectancia difusa se usa para describir el comportamiento
electrónico que presenta la estructura de un sólido. Se puede obtener también información sobre
las transiciones electrónicas de un sólido a través de espectros de absorción. La energía de banda
prohibida de los materiales determinada por métodos ópticos no depende de la temperatura. El
estudio de la pendiente de la curva de absorción indica que hay una caída exponencial por lo que
su análisis se ha sugerido como el método más apropiado para determinar la posición de la
energía de banda prohibida[11].
Los espectros en polvo se obtuvieron con un espectrofotómetro Cary 100 UV-Vis
ScanVarian, equipado con esfera de integración. El intervalo de medición se realizó con el método
de reflectancia difusa para sólidos entre 190 y 300 nm de longitud de onda a temperatura
ambiente. Tomando una pequeña muestra ya calcinada y se colocó en el portamuestras del
espectómetro cubierto por un vidrio de cuarzo.
5.2.5. Análisis Termogravimético (TGA)
El TGA se basa en la medición de la variación de masa de una muestra cuando es sometida a
un cambio de temperatura en una atmósfera controlada. Dicha variación puede ser una pérdida o
una ganancia de masa. Con esto se obtiene información sobre si la muestra se descompone o si
reacciona con otros componentes.
El análisis del TGA se realizó en un analizador térmico STA i1000 con flujo de N2 10
mL/min. Las muestras fueron analizadas a 70 °C con un programa de temperatura controlado y
con una rampa de temperatura de 10 °C por minuto comenzando a temperatura ambiente hasta
llegar a los 1000 °C

Ingeniería Química
24
5.3. Moléculas modelo
5.3.1. Fenol
El Fenol se obtiene por síntesis orgánica o destilación fraccionaria del alquitrán del
carbón. Puede ser utilizado como desinfectante en la preparación de diversas lociones y
enjuagues, debido a sus propiedades germicidas. Su uso comercial más importante está
relacionada con la fabricación de resinas fenólicas, otras aplicaciones importantes del fenol se
derivan en la producción de fertilizantes, explosivos, tenso activos, pinturas y disolventes
industriales.
Figura 5.3.1(a) Estructura química de Fenol y (b) estructura en tres dimensiones
Los fenoles y sus derivados se encuentran en efluentes residuales provenientes de
diversas industrias, en algunas refinerías se pueden encontrar efluentes con concentraciones de
(6-500 mg/L), en operaciones relacionadas con coque (28-3900 mg/L) y en la mano factura de
algunos productos petroquímicos (2.8-1.220 mg/L). Pero también es posible detectar compuestos
fenólicos en corrientes de condensación de gasificación de carbón y procesos de licuefacción.
El fenol inhalado es absorbido rápida y principalmente por los pulmones, conduciendo a
una toxicidad sistémica. Pero debido a su baja volatilidad, el peligro de inhalación a temperatura
ambiente es limitado. Su ingestión accidental causa dolor abdominal, convulsiones, diarrea, dolor
de garganta, coloración oscura de la orina. Se han descrito muertes en adultos después de la
ingestión de 1 gr. El contacto con la piel es la vía principal de exposiciones tóxicas al fenol. El
vapor y líquido son absorbidos muy bien y rápidamente a través de la piel pudiendo causar
quemaduras cutáneas graves, efecto anestésico local, convulsiones, shock, colapso, coma o
muerte. Si se afecta más de 100 cm2 de la piel, existe un riesgo de muerte inminente. Incluso
soluciones diluidas (< 2%) pueden causar quemaduras graves si el contacto es prolongado.
La descarga constante de fenoles en cuerpos de agua puede ocasionar daños al medio
ambiente debido a su acumulación y toxicidad, su exposición en el medio ambiente puede causar
daños a los seres humanos a través de la inhalación, y la absorción de la piel. Por lo que es
necesaria su regulación de descargas.

Ingeniería Química
25
5.3.2. 4-Clorofenol
Los clorofenoles (Figuras 5.3.3 (a) y (b)) son un grupo de sustancias químicas producidas
añadiendo cloro al fenol. La mayoría de los Clorofenoles son sólidos a temperatura ambiente.
Tienen un fuerte sabor y olor a medicamento. Es posible detectar el sabor de pequeñas
cantidades de clorofenoles en agua. Algunos Clorofenoles se usan como pesticidas. Otros se usan
como antisépticos.
Figura 5.3.2(a) Estructura química de 4-Cloro-Fenol y (b) estructura en tres dimensiones
Pequeñas cantidades se producen cuando agua potable se desinfecta con Cloro.También
se producen en el blanqueamiento de pulpa de madera para producir papel. Los niños pueden
estar expuestos del mismo modo que los adultos; sin embargo, los niños pueden ser más
susceptibles que los adultos a los efectos de pesticidas y herbicidas basados en Clorofenoles. Los
Clorofenoles se eliminan del cuerpo rápidamente, de manera que es improbable que se acumulen
en los tejidos o en la leche materna. No hay estudios en seres humanos acerca de los efectos de
los Clorofenoles sobre el feto. Estudios en ratas mostraron que los Clorofenoles pueden atravesar
la placenta y producir efectos tóxicos en los fetos. Los problemas más comunes son retardo en el
endurecimiento de los huesos del pecho, la espina dorsal y el cráneo.
La EPA recomienda que agua potable no contenga más de 0.04 miligramos de 2-Clorofenol
por litro (0.04 mg/L) para adultos expuestos de por vida, y 0.05 mg/L para exposiciones de 1 o 10
días o más en niños. Para el 2,4-diclorofenol, la EPA recomienda que el agua potable no contenga
más de 0.03 mg/L para exposiciones de 1 o 10 días o más en niños.

Ingeniería Química
26
5.4. Evaluación de catalizadores
5.4.1. Fotodegradación de Fenol y 4-Clorofenol
La evaluación fotocatalítica se llevó a cabo en un reactor tipo Slury, para la degradación de las
moléculas de Fenol y 4-Clorofenol, en un sistema mostrado en la figura 5.4.1., empleando los
catalizadores previamente sintetizados. El reactor se mantuvo dentro de una caja negra para
obtener un mejor aprovechamiento de luz, fue diseñado de tal modo que la lámpara UV quedara
sumergida completamente en la solución contaminante.
o Para llevar a cabo la reacción se introducen al reactor, 200 mL de una solución
contaminante de 40 ppm y 100 ppm (Fenol y 4-Clorofenol respectivamente) y adicionando
1 mg de catalizador por cada mL de solución preparada,la solución contaminante es
burbujeada previamente durante 5 horas sin catalizador con el fin de alcanzar la cantidad
de oxígeno disuelto. Los catalizadores son calcinados previamente a 400 °C durante 12
horas (para obtener los pilares) a una velocidad de calentamiento de 1 °C/min y enfriados
hasta 150 °C.
o La suspensión es colocada en el fotoreactor (Slury) con agitación y flujo de aire constante
(2 mL/s) para evitar medidas erróneas y de este modo los procesos de adsorción-
desorción lleguen al equilibrio y no compitan con los procesos fotocataliticos, dejándose la
primera hora sin radicación de la lámpara de luz UV para la adsorción.
o Las siguientes 6 horas se toman muestras de 5 mL por intervalos de una hora. Durante
este período la solución es irradiada con una lámpara de mercurio de alta presión,
colocada en un tubo de cuarzo y sumergida en la suspensión (Lámpara UV Pen-RaySupply
2.8 W, λ=254 nm, intensidad de 2.5 mW/cm2) [12].En la tabla 5.4.1 se muestran las
variables empleadas para cada experimento.
La concentración de los contaminantes se determinó mediante espectroscopia UV-Vis de
líquidos, analizando las muestras tomadas después de la absorción a 269 nm y 279 nm de Fenol y
4-Clorofenol respectivamente. Realizando un escaneo de 190 a 380 nm para cada muestra y
diferentes concentraciones.
Para la construcción de la curva de calibración se prepararon soluciones de Fenol a
diferentes concentraciones, 40, 30, 20, 10 y 5 ppm para Fenol y 100, 90, 80, 70 y 60 ppm para el
4-Clorofenol. Las mediciones se realizaron en un espectrofotómetro Varian UV-Vis Cary-100 Scan
(Apéndice C).

Ingeniería Química
27
Figura 5.4.1. Reactor diseñado en el área de EcoCatal. UAM-I, para la degradación fotocatalítica de moléculas contaminantes.
Tabla 5.4.1. Variables utilizadas para los experimentos.
Variables
Unidades
Fenol
4-Clorofenol
Longitud de onda de luz
UV (λ)
nm
269
279
Masa del Catalizador
(mcat)
gr
0.2
0.2
Concentración del
contaminante (CF y CCF)
PPM
40
100
Volumen de la solución
(Vs)
ml
200
200
15 cm
6 cm

Ingeniería Química
28
5.4.2. Carbón Orgánico Total
La determinación del Carbón Orgánico Total (TOC por sus siglas en inglés) se llevó a cabo
en función del tiempo en la solución irradiada, tomando únicamente la muestra madre, la
segunda, cuarta y sexta hora. Esto para comprobar la mineralización de las moléculas en estudio y
la cantidad de dióxido de carbono producida en la mineralización total de una muestra (Apéndice
D).
El TOC se determina inyectando las muestras (por separado) en una cámara de
combustión a 680 °C, la cual está rellena de un catalizador oxidante de platino. El agua se vaporiza
y el carbón orgánico se oxida a CO2 y agua. El CO2 generado es transportado por el gas portador y
medido en un analizador infrarrojo no dispersivo (NDIR por sus siglas en inglés).
Este procedimiento tiene importancia debido a que los valores del TOC cercanos a cero
son los únicos que garantizaran que no se acumulen contaminantes recalcitrantes, intermediarios
o con una toxicidad más alta que los iníciales. El carbón inorgánico (IC por sus siglas en inglés) se
determina de manera separadas y se obtiene el TOC por diferencia (TOC = TC-IC) [13]. La
determinación del COT es indispensable para el seguimiento del proceso fotocatalítico. Las
mediciones se llevaron a cabo en un analizador TOC-V CSN marca Shimadzu, con un detector de
infrarrojo no dispersivo.
5.4.3. Espectroscopia Infrarroja (IR)
La espectroscopia infrarroja sirve para identificar especies inorgánicas presentes en los
materiales catalíticos. Debido a la retención de los reactivos y productos intermedios de las
hidrotalcitas, puede haber confusión al momento de la interpretación de los resultados, por lo que
el polvo se separó del sistema, secándolo para ser analizado [14]. La evaluación se llevó a cabo en
un espectrofotómetro FTIR Perkin–Elmer FT1730 para muestras sólidas utilizando una resolución
nominal de 4 cm-1 con el fin de mejorar la relación ruido-señal (esto después de la fotocatálisis).
Primeramente se corrió un blanco sin muestra, el cual es la referencia y posteriormente se
le resta a las muestras analizadas. El rango de barrido de 500 cm-1 a 4300 cm-1para moléculas
orgánicas. Se colocó una porción pequeña de catalizador, aplicándole presión. El análisis se realizó
con 25 barridos y los datos fueron arrojados a la computadora para su posterior discusión.

Ingeniería Química
29
Referencias [1] E. Lima, Materiales Avanzados, UNAM, 2 (2004) 31. [2] S bonnet, C. forano, A. De Roy J-P Besse, P. Maillard, M. Mommenteau, Chem Mater., 8, 1962 (1996). [3] Carja, G.; Nakamura, R.; Aida, T.; Niiyama, H.; “Textural properties of layered double hydroxides: effect of magnesium substitution by copper or iron”, Microporous and Mesoporous Materials, 47 (2001) 275-284 [4] S. Bonnet, C. Forano, A. de Roy, and J. P. Besse.Synthesis of Hybrid Organo-Mineral Materials:
Anionic Tetraphenylporphyrins in Layered Double Hydroxides. Chem. Mater. 1996, 8, 1962-196
[5]Geng Zhang. Hideshi Hattori, Kozo Tanabe. Aldol Addition of Acetone, Catalyzed by Solid Base
Catalysts: Magnesium Oxide, Calcium Oxide, Strontium Oxide, Barium Oxide, Lanthanum (III) Oxide
and Zirconium Oxide. Vol. 36, 1988, (189)
[6] Esteban López-Salinas y Francisco Pedraza Archila. Hidrotalcitas: precursores de Materiales
adsorbentes de SOx. Instituto Mexicano del Petróleo.
[7]. J. M. Smith. Edit. McGraw-Hill.ChemicalEngineeringKinetics.EdiciónFebrero 1991.
[8] Pure &Appl.Chem.., Vol.54, No.11, pp.22OI—22l8, 1982
[9] S.J. Gregg, K. S. W. Sing; Adsorption, surface area and porosity, 2nd edition, Ed. Academic pres,
Inc 1995.
[10] María de los Ángeles Ocaña Zarceño. Síntesis de hidrotalcitas y materiales derivados:
Aplicación en catálisis básica. Universidad Complutence de Madrid ., Madrid 2005
[11] R. López, R. Gómez, M. E. Llanos; Catal. Today 148 (2009) 103
[12] Improved Photocatalytic Degradation of Phenolic Compounds With ZnAl Mixed Oxides
Obtained from LDH Materials. F. Tzompantzi, A. Mantilla, F. Banuelos, J. L. Fernández, R. Gómez.
Top Catal (2011) 54:257–263
[13]Infrared Spectroscopy, J. Kevin Gillie. Anal. Chem. 2000, 72, 71R-79R
[14] TOC-V CSH/CSN Total Organic Carbon analyzer USER’s MANUAL, Shimadzu corporation, Kyoto
Japan, 2001.

Ingeniería Química
30
6. Modelado cinético
Mecanismo de reacción
La cinética química se encarga del estudio de la velocidad de reacción, esta considera los
aspectos relacionados con el mecanismo de reacción y con los diversos factores que se
involucran, como la temperatura, la naturaleza de los reactantes y el uso de catalizadores. En
algunos estudios catalíticos es de interés particular describir el comportamiento catalítico de
algunos materiales, mediante el uso de modelado cinético, ya que este pude ser utilizado para
promover el uso de diversos materiales, y que estos se utilicen en el diseño de nuevos de equipos
y la optimización de otros a nivel industrial [1]. Si su comportamiento se asemeja a la realidad, esto
se puede lograr mediante el estudio de los parámetros que se encuentran involucrados y de
optimización utilizando el modelo del reactor que considera los fenómenos cinéticos y de
transporte de momento , calor y masa existentes en el sistema a ser modelado [2].
Por lo anterior, en el presente trabajo se evaluaron materiales tipo hidrotalcita, para
mineralizar Fenol y 4-Clorofenol [3]. Se desarrolla un diseño experimental de estudio cinético para
una evaluación cualitativa, con el objetivo de entender el comportamiento cinético de este
material catalítico así como de desarrollar un modelo el cual sea utilizado en un futuro en el
diseño de un fotorreactor a nivel industrial.
Para el modelado cinético se consideraron las aportaciones heterogéneas bajo un
esquema de reacción simplificado el cual se representa en la Figura 6 (a). Dicho esquema agrupa a
todos los intermediarios de tal forma que la mineralización de Fenol se lleva a cabo por dos vías:
en la primera se considera la mineralización directa o bien a través de la formación de
intermediarios en pequeñas concentraciones (I)y en la segunda, los intermediarios se agruparon
en un lump (I).
Figura 6 (a). Esquema de reacciones para la degradación de fenol, con los posibles intermediarios [4]

Ingeniería Química
31
Como ya se ha mencionado anteriormente, los posibles intermediarios[5] que se
encuentran frecuentemente, generados por la degradación de Fenol usando TiO2, son las
Quinonas, Hidroquinonas y Benzoquinonas, dando como productos carbonatos, CO2 y H2O.
Modelado cinético
El modelo cinético propuesto en este trabajo, considera el esquema de reacción
simplificado que se presenta en la figura 6 (b). Este mecanismo de reacción sigue el formalismo de
Langmuir-Hinshelwood-Hougen-Watson que considera la adsorción en un solo sitio y reacción en
varios sitios del mismo tipo, siendo además las reacciones los pasos limitantes. Suponemos que
todos los intermediarios se agrupan en un grupo.
Figura 6 (b).Esquema triangular de reacción para la fotodegradación de Fenol utilizada en este trabajo.
El modelo cinético consideró las contribuciones heterogéneas las cuales están expresadas
por las siguientes ecuaciones:
1ª. Etapa
F+S FS '
r =k N C θ -k N θF F F F FS S S
(6.1)
FS+nS IS+nS n ' n
r =k N θ θ -k N θ θIS1 S S S S S S S
(6.2)
IS I+S '
I I S I I S I Sr =k N θ -k N C θ (6.3)

Ingeniería Química
32
2ª. Etapa
I+S IS '
I I S I S I S Ir =k N C θ -k N θ (6.4)
IS+nS MS+nS n ' n
S2 S S I S S S M Sr =k N θ θ -k N θ θ (6.5)
MS M+S '
M M S M M S M Sr =k N θ -k N C θ (6.6)
3ª. Etapa
F+S FS '
F F S F S F S Fr =k N C θ -k N θ (6.7)
FS+nS MS+nS n '
S3 S S MF S S SS
nr =k N θ θ -k N θ θ (6.8)
MS M+S S M
'
M M S M SMr =k N θ -k N C θ (6.9)
Balance global de sitios
F I M Sθ +θ +θ +θ =1 (6.10)
Dónde:
F = Fenol
I = Intermediarios
M = Mineralizados
S = Sitio activo
Utilizando la aproximación del pseudoequilibrio, el modelo final se da por las siguientes
ecuaciones:
1 3
3 F1 F
n +1 n +1
F F I MI F F I M MIM
CCR = +
1+ K C + K C + K C 1+ K C + K C + K C
kkF
(6.11)

Ingeniería Química
33
1 2
1 F 2 I
n +1 n +1
F F I I F F I IM M M M
C C=
1+ K C + K C + K C 1+ K C + K C +
k
K C
kIR
(6.12)
1 3
3 F1 F
n +1 n +1
F F I I F F I IM M M M
CC= +
1+ K C + K C + K C 1+ K C + K C + K C
kkMR
(6.13)
dónde Ri es la tasa de reacción del componente i, mmol/(mp2mp
-3min), Ki, es la constante de
adsorción para el componente i con unidades de mr3/mmol. El modelo del reactor considera al
sistema como un tanque agitado operado por lotes que fue operado en un régimen de control
cinético, donde se minimizaron los factores que dificultan el transporte masa y momento. Dado
esto el modelo siguiente describe las contribuciones heterogéneas:
El modelo del reactor considera un sistema homogéneo operado por lotes considerando
que la reacción se encuentra en un régimen cinético:
i ii
dC aR
dt v , ,i F I M (6.14)
Donde, ai es el área interfacial participando en el experimento, con unidades (mp2mp
-3); v
es el volumen del reactor (m3), Np es el número de partículas participando en el experimento, y
Cies la concentración del componente i, y t es el tiempo en minutos.
Referencias
[1] Froment, G.F., Bischoff, B. K., Chemical Reactor Analysis and Design. 1st ed. 1979, USA: John
Wlley & Sons. Inc
[2] F. Tzompantzi, A. Mantilla, F. Banuelos, J. L. Fernández, R. Gómez, “Photocatalytic Degradation
of Phenolic Compounds With ZnAl Mixed Oxides Obtained from LDH Materials”.Top Catal Improved
(54), p. 257–263, 2011.
[3] Hugo de Lasa y otros. Photocatalytic Reactrion Engineering.Novel Photocatalytic Reactors for
water and Air Treatment. Springer, USA,pp. [21-22],2011
[4] Jesús Moreira delRio.Photocatalytic degradation of Phenolic compounds in water: Irradiation
and kinetic modeling. (2011).
[5]Aaron Ortiz-Gomez y otros. Photocatalytic Oxidation of Phenol: Reaction Network, Kinetic
Modeling, and Parameter Estimation.Ind. Eng. Chem. Res. 2007, 46, 7394-7409

Ingeniería Química
34
7. Resultados y discusiones
7.1. Caracterización
En este apartado se muestran los resultados obtenidos durante la caracterización de los
materiales sintetizados en el laboratorio.
7.1.1. Fisisorción de nitrógeno
Se analizaron las isotermas de adsorción-desorción de nitrógeno para los materiales ZnAl-JAI3
y ZnAl-Mn0.5% calcinados a 400°C mostradas en las figuras que se describen a continuación.
En la figura 7.1.1. (a-b) se muestran las gráficas obtenidas para conocer el área superficial
y la distribución del tamaño de poro del ZnAl-JAI3, así mismo, dentro de las mismas gráficas,
pueden ser apreciadas isotermas de tipo II, (dentro de las cuales se encuentran presentes sólidos
macroporosos) en donde de acuerdo a la distribución de poro, es aquí donde se lleva a cabo la
formación de la monocapa. De igual modo se observala isoterma de tipo IV, (en donde hay
presencia de sólidos mesoporos) siendo aquí en donde se lleva a cabo la formación de la
monocapa-multicapa de adsorción.
0.0 0.2 0.4 0.6 0.8 1.0
0
100
200
300
400
500
10 100 1000
0.0
0.2
0.4
0.6
0.8
1.0
De
so
rcio
n D
v(l
og
d)/
(cm3
/g)
Diametro del poro (A)
BJH DESORCION
ZnAl-JAI3
Volu
men (
cm
3/g
)
ZnAl-JAI3
a)
b)
Figura 7.1.1.a)Isotermas de adsorción/desorción de la fisisorción de Nitrogéno de ZnAl-JAI3. b) Distribución
del tamaño promedio del poro.
Presión relativa (P/Po)
Diámetro del poro (Å)

Ingeniería Química
35
Debido a que la Hidrotalcita tiene macro poros (valores mayores a 300 Å) y meso poros
(valores que van de 20Å – 300 Å), la distribución de poro es bimodal, como se muestra en la figura
7.1.1 (a) para la hidrotalcita ZnAl-JAI3. Aunque cabe hacer notar que los primeros puntos se
encuentran en el límite de los microporos. La histéresis producida por la hidrotalcita ZnAl-JAI3,
figura 7.1.1 (b), es mínima, sin embargo se puede observar que es tipo H3 de acuerdo a la
clasificación de la IUPAC, la cual no presenta limitaciones a presiones altas y los poros se dan en
forma de ranuras. Además presenta morfología cilíndrica con ambas caras del cilindro abiertas [1].
0.0 0.2 0.4 0.6 0.8 1.0
20
40
60
80
100
120
140
160
180
200
10 100 1000
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
0.30
0.35
De
so
rcio
n D
v(l
og
d)/
(cm3
/g)
Diametro del poro (A)
-Distribucion
Volu
me
n(c
m3/g
)
ZnAl-Mn0.5%
a)
b)
Figura 7.1.1.2. a) Isotermas de adsorción/desorción de la fisisorción de Nitrógeno de ZnAl-Mn0.5%. b) Distribución del tamaño promedio de poro
De acuerdo a la isoterma de adsorción de la hidrotalcita ZnAl-Mn0.5%, figura 7.1.1.2 (b)
disminuyó su área superficial, como se puede observar en la tabla 7.1.1, en comparación con la
hidrotalcita anterior. El diámetro promedio del poro también disminuye, sin embargo, cabe
señalar que esto no indica que sea mejor la hidrotalcita la de menor área superficial para la
fotodegradación de un material. La isoterma es de tipo 4, por lo que el poro es meso poroso, con
histéresis H3 y una distribución de poro mono modal (Figura 7.1.1.2 (a)). La presencia de
histéresis a presiones altas indica proceso de condensación capilar dentro de los mesoporos del
catalizador.
Presión relativa (P/Po)
Diámetro del poro (Å)
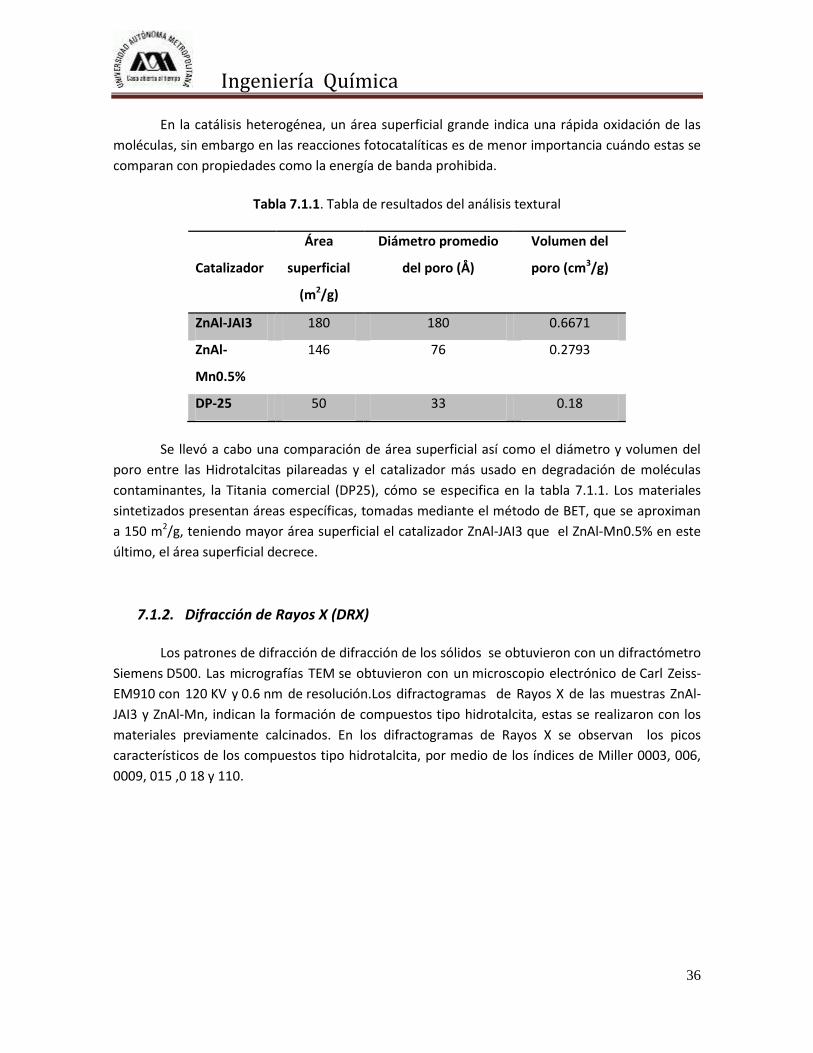
Ingeniería Química
36
En la catálisis heterogénea, un área superficial grande indica una rápida oxidación de las
moléculas, sin embargo en las reacciones fotocatalíticas es de menor importancia cuándo estas se
comparan con propiedades como la energía de banda prohibida.
Tabla 7.1.1. Tabla de resultados del análisis textural
Catalizador
Área
superficial
(m2/g)
Diámetro promedio
del poro (Å)
Volumen del
poro (cm3/g)
ZnAl-JAI3 180 180 0.6671
ZnAl-
Mn0.5%
146 76 0.2793
DP-25 50 33 0.18
Se llevó a cabo una comparación de área superficial así como el diámetro y volumen del
poro entre las Hidrotalcitas pilareadas y el catalizador más usado en degradación de moléculas
contaminantes, la Titania comercial (DP25), cómo se especifica en la tabla 7.1.1. Los materiales
sintetizados presentan áreas específicas, tomadas mediante el método de BET, que se aproximan
a 150 m2/g, teniendo mayor área superficial el catalizador ZnAl-JAI3 que el ZnAl-Mn0.5% en este
último, el área superficial decrece.
7.1.2. Difracción de Rayos X (DRX)
Los patrones de difracción de difracción de los sólidos se obtuvieron con un difractómetro
Siemens D500. Las micrografías TEM se obtuvieron con un microscopio electrónico de Carl Zeiss-
EM910 con 120 KV y 0.6 nm de resolución.Los difractogramas de Rayos X de las muestras ZnAl-
JAI3 y ZnAl-Mn, indican la formación de compuestos tipo hidrotalcita, estas se realizaron con los
materiales previamente calcinados. En los difractogramas de Rayos X se observan los picos
característicos de los compuestos tipo hidrotalcita, por medio de los índices de Miller 0003, 006,
0009, 015 ,0 18 y 110.
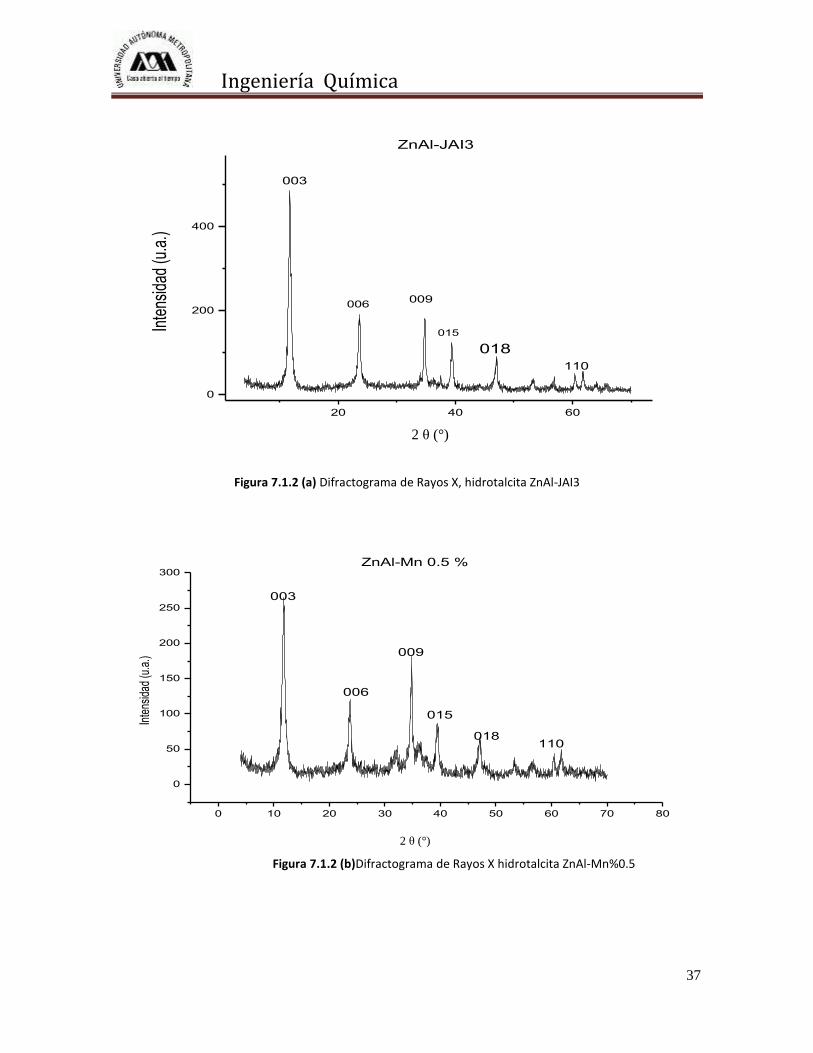
Ingeniería Química
37
20 40 60
0
200
400
Inte
nsid
ad (u
.a.)
003
006009
015
018
110
ZnAl-JAI3
Figura 7.1.2 (a) Difractograma de Rayos X, hidrotalcita ZnAl-JAI3
0 10 20 30 40 50 60 70 80
0
50
100
150
200
250
300
Inte
nsid
ad (u
.a.)
003
006
009
015
018110
ZnAl-Mn 0.5 %
Figura 7.1.2 (b)Difractograma de Rayos X hidrotalcita ZnAl-Mn%0.5
2 θ (°)
2 θ (°)

Ingeniería Química
38
20 40 60
0
200
400
Inte
nsid
ad (
u.a.
) ZnAl-JAI3
ZnAl-Mn0.5%
003
006009
015
018
Figura 7.1.2 (c). Difractograma de Rayos X: comparación de capas interlaminares.
Los picos de difracción de la fase cristalina de los HDL, se identifican por las líneas
simétricas e intensas a valores de 2θ bajos y líneas menos simétricas ymucho menos intensas a
valores de 2θ altos.Las distancias interlaminares se calcularon a partir de los valores asociados a
las reflexiones de los planos 003 y 110. Para tal caso usamos las ecuaciones:
0033C d y 110a d
El parámetro interlaminar aumento de 7.51 A° a 7.52° de la muestras ZnAl-JAI3 y ZnAl-Mn0.5% Tabla 7.1.2. Parámetros de celda hidrotalcitas.
Catalizador
2θ
(003)
2θ
(110)
d003 Parámetro
C(A°)
Parámetro
a (A°)
ZnAl-JAI3 11.84 60.049 7.51 22.53 3.54
ZnAl-Mn%0.5 11.82 60.2 7.52 22.56 3.55
2 θ (°)
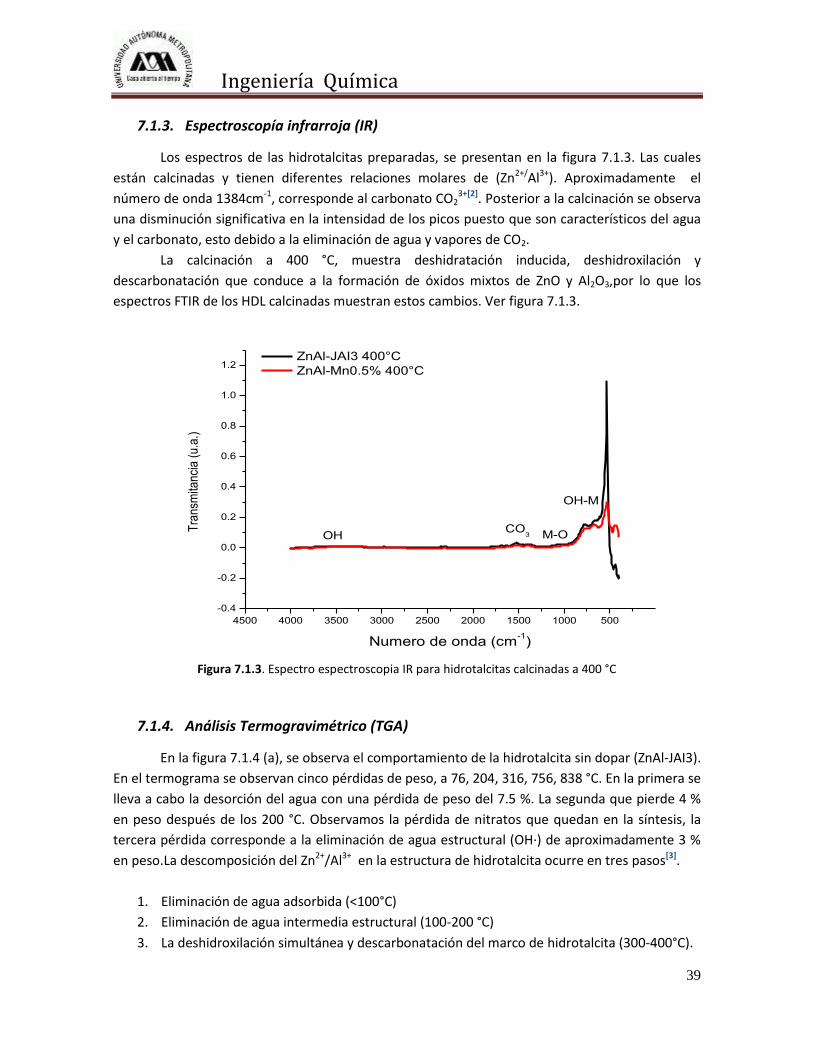
Ingeniería Química
39
7.1.3. Espectroscopía infrarroja (IR)
Los espectros de las hidrotalcitas preparadas, se presentan en la figura 7.1.3. Las cuales
están calcinadas y tienen diferentes relaciones molares de (Zn2+/Al3+). Aproximadamente el
número de onda 1384cm-1, corresponde al carbonato CO23+[2]. Posterior a la calcinación se observa
una disminución significativa en la intensidad de los picos puesto que son característicos del agua
y el carbonato, esto debido a la eliminación de agua y vapores de CO2.
La calcinación a 400 °C, muestra deshidratación inducida, deshidroxilación y
descarbonatación que conduce a la formación de óxidos mixtos de ZnO y Al2O3,por lo que los
espectros FTIR de los HDL calcinadas muestran estos cambios. Ver figura 7.1.3.
ZnAl-JAI3 400°C
ZnAl-Mn0.5% 400°C
4500 4000 3500 3000 2500 2000 1500 1000 500
-0.4
-0.2
0.0
0.2
0.4
0.6
0.8
1.0
1.2
Tra
nsm
itan
cia
(u
.a.)
Numero de onda (cm-1)
OH-M
M-OOHCO
3
Figura 7.1.3. Espectro espectroscopia IR para hidrotalcitas calcinadas a 400 °C
7.1.4. Análisis Termogravimétrico (TGA)
En la figura 7.1.4 (a), se observa el comportamiento de la hidrotalcita sin dopar (ZnAl-JAI3).
En el termograma se observan cinco pérdidas de peso, a 76, 204, 316, 756, 838 °C. En la primera se
lleva a cabo la desorción del agua con una pérdida de peso del 7.5 %. La segunda que pierde 4 %
en peso después de los 200 °C. Observamos la pérdida de nitratos que quedan en la síntesis, la
tercera pérdida corresponde a la eliminación de agua estructural (OH∙) de aproximadamente 3 %
en peso.La descomposición del Zn2+/Al3+ en la estructura de hidrotalcita ocurre en tres pasos[3].
1. Eliminación de agua adsorbida (<100°C)
2. Eliminación de agua intermedia estructural (100-200 °C)
3. La deshidroxilación simultánea y descarbonatación del marco de hidrotalcita (300-400°C).
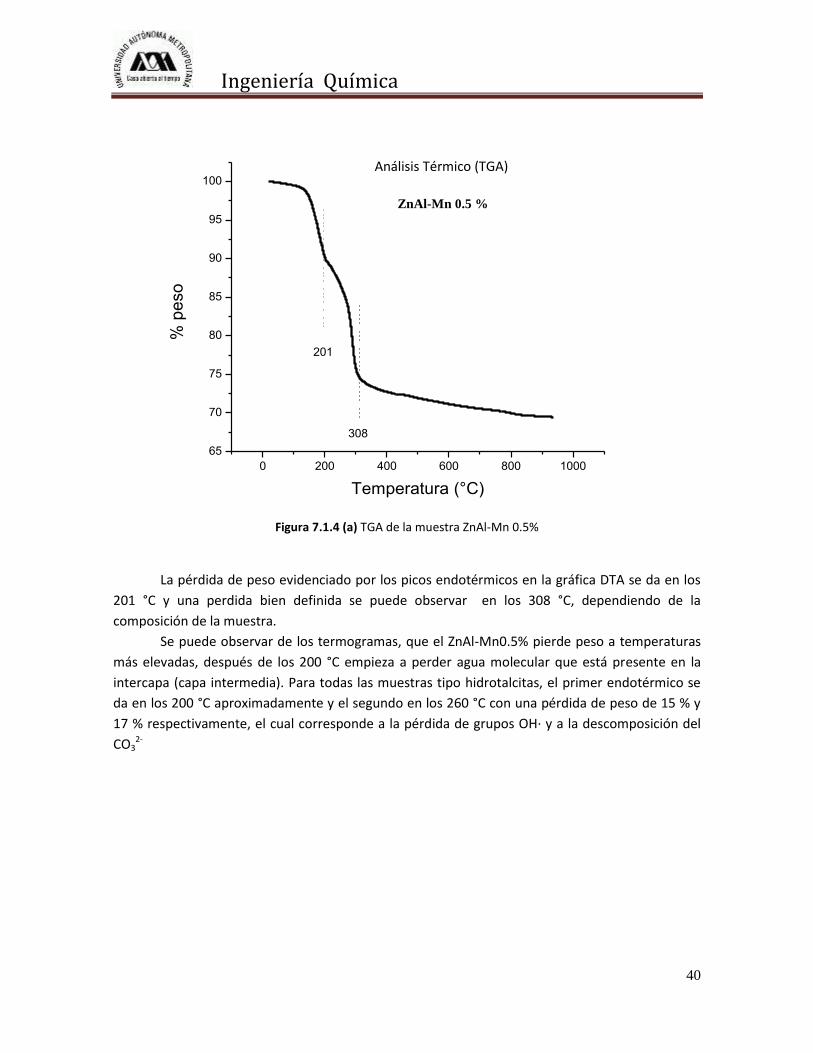
Ingeniería Química
40
0 200 400 600 800 1000
65
70
75
80
85
90
95
100%
pe
so
Temperatura (°C)
201
308
Figura 7.1.4 (a) TGA de la muestra ZnAl-Mn 0.5%
La pérdida de peso evidenciado por los picos endotérmicos en la gráfica DTA se da en los
201 °C y una perdida bien definida se puede observar en los 308 °C, dependiendo de la
composición de la muestra.
Se puede observar de los termogramas, que el ZnAl-Mn0.5% pierde peso a temperaturas
más elevadas, después de los 200 °C empieza a perder agua molecular que está presente en la
intercapa (capa intermedia). Para todas las muestras tipo hidrotalcitas, el primer endotérmico se
da en los 200 °C aproximadamente y el segundo en los 260 °C con una pérdida de peso de 15 % y
17 % respectivamente, el cual corresponde a la pérdida de grupos OH∙ y a la descomposición del
CO32-
ZnAl-Mn 0.5 %
Análisis Térmico (TGA)

Ingeniería Química
41
Figura 7.1.4 (b). TGA de la muestra ZnAl-JAI3
Se ha registrado el análisis térmico (TG) para cada una de las muestras sintetizadas. Los
resultados de los análisis muestran que en el caso de las hidrotalcita ZnAl-Mn0.5% hay mayor
pérdida de peso. La estructura de la hidrotalcita está mejor formada, debido a que la pérdida de
los aniones CO32+ y de agua en la intercapa, se produce a mayor temperatura que en el caso de la
hidrotalcita que se encuentra sin dopar (ZnAl-JAI3, figura 7.1.4 (b). Para las muestras con relación
Zn2+/Al3+ de 3:1, el grupo CO32+ y el agua de la intercapa se pierden a temperatura que van arriba
de los 300 °C.
7.2. Fotodegradación de Fenol
La determinación de la concentración se llevó a cabo a partir de la foto degradación de
uno de los contaminantes con mayor concentración en los efluentes residuales: Fenol y uno de sus
derivados, 4-Clorofenol. El Fenol es uno de los contaminantes más abundantes y de alta
concentración en las aguas tratadas. Dichas reacciones se monitorearon mediante
espectrofotometría UV-vis, con las muestras extraídas del reactor, que contenía la suspensión del
contaminante (Fenol 40 ppm) y los catalizadores sintetizados.
Un punto importante a aclarar son los posibles intermediarios formados en la
fotodegradación de las moléculas a degradar. Los intermediarios que se han encontrado
reportados en la literatura usando TiO2 como fotocatalizador, son la Quinona, hidroquinonas,
benzoquinonas. Para determinar los perfiles de concentración, se realizaron mediciones de
Carbono Orgánico Total a las muestras(Apéndice E).
0 200 400 600 800 1000
-120
-115
-110
-105
-100%
pe
so
Temperatura (°C)
76
204
316
838756
ZnAl-JAI3
Análisis Térmico (TGA)

Ingeniería Química
42
7.2.1. Foto degradación de fenol con Titania DP25
En la fotodegradación de Fenol empleando el catalizador comercial Titania (figura 7.2.1),
se observa claramente que no hay una buena degradación de la molécula, pues esta al cabo de 6
horas sólo se degrada una mínima cantidad, generando además una importante formación de
intermediarios.
0
0.2
0.4
0.6
0.8
1
1.2
200 220 240 260 280 300 320 340 360
Fenol DP (TiO2)
Fenol0 h1 h2 h3 h4 h5 h6 h
Ab
so
rba
ncia
(u
.a)
Longitud de onda (n.m.)
Figura 7.2.1. Espectro UV-Vis. Foto degradación de 40 PPM de Fenol usando Titania comercial (DP25)
7.2.2. Fotodegradación con ZnAl-JAI3
En la figura 7.2.2 (a) se muestran los espectros UV-Vis de una solución de Fenol a 40 ppm
degradado con ZnAl-JAI3. En donde puede observarse la degradación parcial del Fenol en un lapso
de 6 horas. Teniendo algunos posibles intermediarios, sin embargo presenta concentración
pequeña por lo que después de las 6 horas de degradación pueden ser eliminados de una manera
muy eficiente.

Ingeniería Química
43
0
0.2
0.4
0.6
0.8
1
200 220 240 260 280 300 320 340 360
Fenol ZnAl-JAI 3
Fenol0 h1 h2 h3 h4 h5 h
6 h
Abs
orb
an
cia
(u
.a.)
Longitud de onda (n.m.)
Figura 7.2.2 (a) Perfil de concentración de Fenol degradado con ZnAl-JAI3.
Los intermediarios más comunes reportados en la literatura son: Quinonas,
Hidrtoquinonas y Benzoquinonas. Además se presentan en este espectro menor cantidad de
ácidos carboxílicos. La figura 7.2.2 (b) presenta el perfil de concentración para fenol evaluado con
ZnAl-JAI3, donde se muestra la mineralización y la formación de intermediarios, como de
compuestos carbonatados.

Ingeniería Química
44
0
0.2
0.4
0.6
0.8
1
0 50 100 150 200 250 300 350
Fenol ZnAl-JAI3
X FX IX M
Xc i =
Cc i/C
c 0
Tiempo (min)
Figura 7.2.2 (b) Perfil de concentración de Fenol degradado con ZnAl-JAI3.
7.2.3. Fotodegradación con ZnAl-Mn 0.5 %
La fotodegradación de Fenol usando como catalizador ZnAl-Mn0.5%, degrada un
porcentaje ligeramente menor, que con el ZnAl-JAI3, sin embargo genera menos intermediarios
en comparacióncon el catalizador anterior.A diferencia de la hidrotalcita sin dopar degrada mejor,
sin embargo la generación de intermediarios es menor usando la hidrotalcita dopada con Mn 0. 5
%.

Ingeniería Química
45
0
0.2
0.4
0.6
0.8
1
200 220 240 260 280 300 320 340 360
Fenol ZnAl-Mn0.5%
Fenol0 h1 h2 h3 h4 h5 h6 h
Abs
orba
ncia
(u.
a.)
Longitud de onda (n.m.)
Figura 7.2.3 (a) Espectro UV-Vis. Fotodegradación de 40 PPM de Fenol usando ZnAl-Mn 0.5%
Con el estudio realizado, la eliminación de las moléculas disminuye con el tiempo, y con los datos
obtenidos y calculados se dice que hay una mineralización de las moléculas contaminantes en fase
acuosa. La figura 7.2.3 (b) presenta el perfil de concentración para fenol evaluado con ZnAl-
Mn0.5%, donde se muestra la mineralización y la formación de intermediarios, como de
compuestos carbonatados
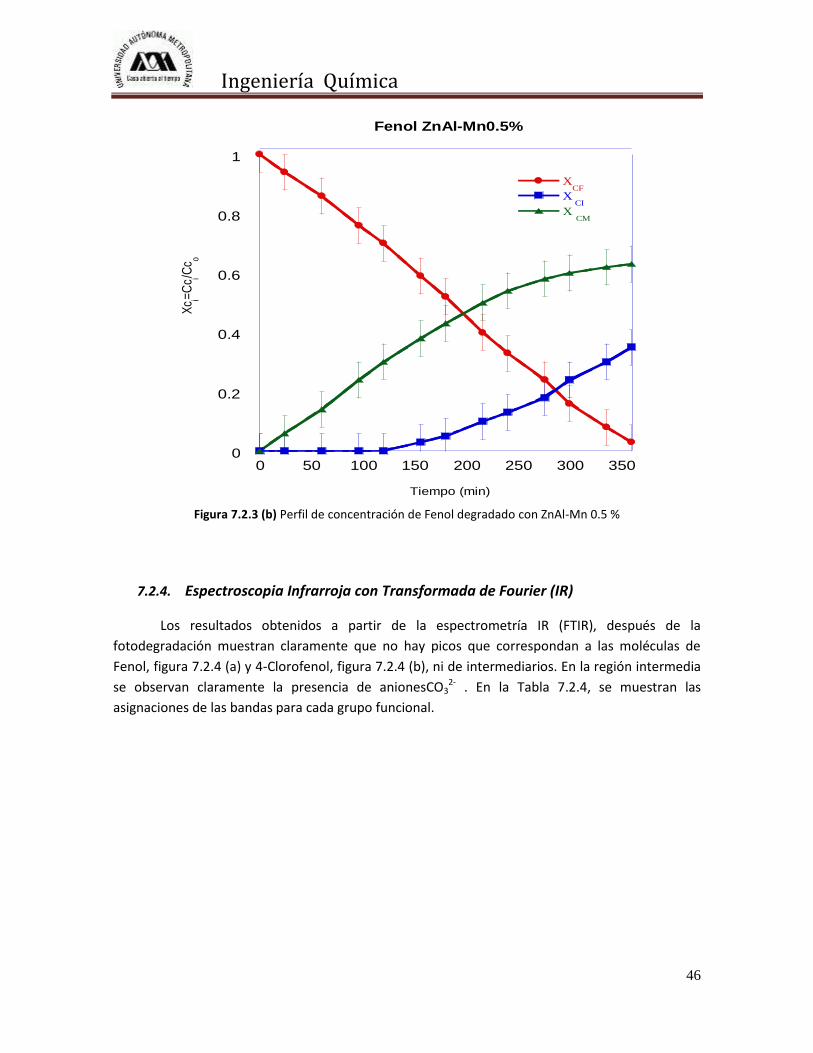
Ingeniería Química
46
0
0.2
0.4
0.6
0.8
1
0 50 100 150 200 250 300 350
Fenol ZnAl-Mn0.5%
XCF
X CI
X CM
Xc i=
Cc i/C
c o
Tiempo (min)
Figura 7.2.3 (b) Perfil de concentración de Fenol degradado con ZnAl-Mn 0.5 %
7.2.4. Espectroscopia Infrarroja con Transformada de Fourier (IR)
Los resultados obtenidos a partir de la espectrometría IR (FTIR), después de la
fotodegradación muestran claramente que no hay picos que correspondan a las moléculas de
Fenol, figura 7.2.4 (a) y 4-Clorofenol, figura 7.2.4 (b), ni de intermediarios. En la región intermedia
se observan claramente la presencia de anionesCO32- . En la Tabla 7.2.4, se muestran las
asignaciones de las bandas para cada grupo funcional.

Ingeniería Química
47
4000 3000 2000 1000 0
-0.2
-0.1
0.0
0.1
0.2
0.3
M-OT
ransm
itanci
a (
u.a
.) ZnAl-JAI3 Fenol 40ppm
ZnAlMn-0.5% Fenol40 ppm
M-O
O-HCO
3
Figura 7.2.4(a) Espectro IR después de la fotocatálisis, Degradación de 40 PPM de Fenol con ZnAl-JAI3 y
ZnAl-Mn0.5%
4000 3000 2000 1000 0
-0.4
-0.2
0.0
0.2
0.4
0.6
OH-M
Tra
nsm
itanc
ia (
u.a.
)
ZnAlJAI3-4ClFenol100ppm
ZnAlMn-0.5% 4ClFenol100ppm
OH-M
M-OO-H CO3
Figura 7.2.4 (b). Espectro IR después de la fotocatálisis, degradación 100 PPM de 4-Clorofenol con ZnAl-JAI3 y ZnAl-Mn0.5%.
Número de onda (cm-1)
Número de onda (cm-1)

Ingeniería Química
48
Tabla 7.2.4. Tabla de asignaciones para los grupos funcionales.
Asignaciones de bandas
Número
de onda
ZnAl-JAI3-
4ClFenol
100ppm
ZnAl-
JAI3-
400C
ZnAl-JAI3
Fenol40pp
m
ZnAl-
Mn-05-
400C
ZnAl-Mn-0.5%
4ClFenol
100ppm
ZnAl-Mn-0.5%
Fenol40 ppm
460, 610 M-O M-O
700-730 OH-M OH-M OH-M
725 OH-M
1100-
1200
M-O M-O M-O M-O M-O M-O
1400-
1450
ν3 CO3 ν3 CO3 ν3 CO3 ν3 CO3 ν3 CO3 ν3 CO3
3600 O-H O-H O-H O-H O-H O-H
7.2.5. Foto degradación con ZnAl-Mn 1 % y 5 %
En la Figura 7.2.5 (a) se observa la degradación de la molécula de Fenol a 80 ppm,
utilizando ZnAl-Mn al 1% en peso, en donde se puede apreciar buena degradación de la molécula
al cabo de seis horas, sin embargo encontramos más ácido carboxílicos y compuestos aromáticos
(entre los 200 y 220 nm) que no son degradados completamente.
200 220 240 260 280 300 320 340
0.0
0.5
1.0
1.5
2.0
2.5
3.0
Ab
so
rba
ncia
(u
.a.)
Longitud de onda (nm)
6 h
5 h
4 h
3 h
2 h
1 h
0 h
Fenol
ZnAl-Mn1%
Fenol 80 ppm
Figura 7.2.5(a) Espectro UV-Vis. Fotodegradación de 80 ppm de Fenol usando ZnAl-Mn 1%
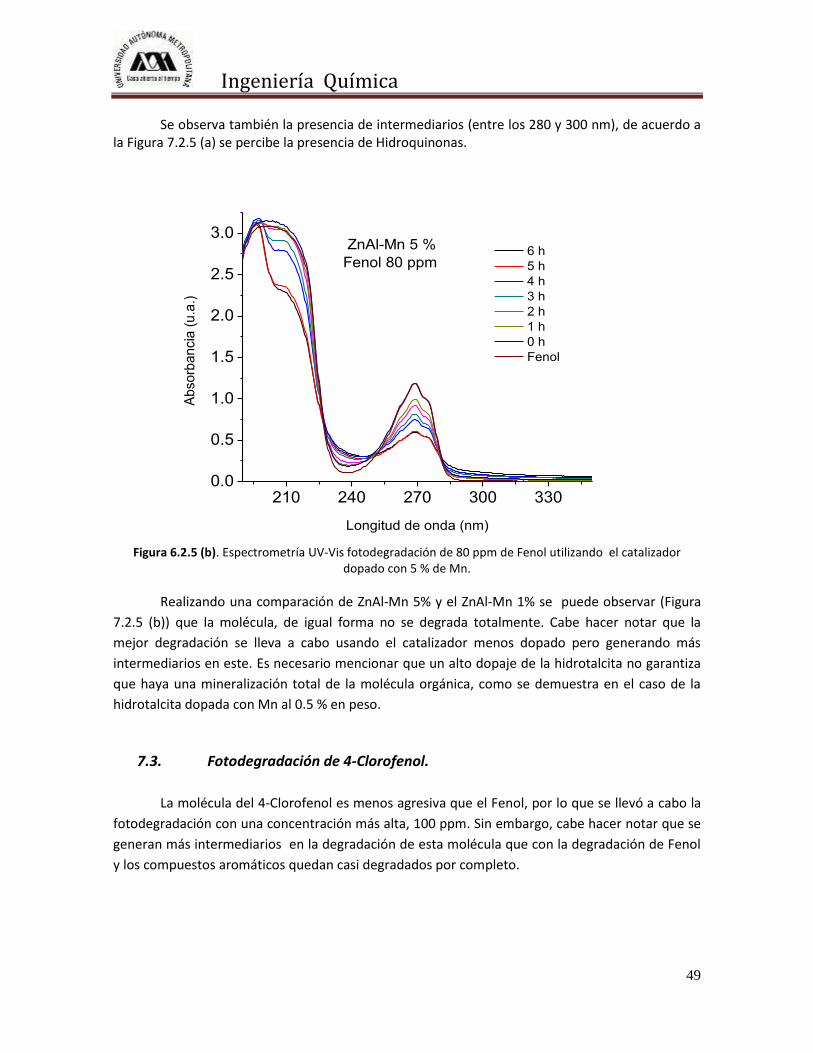
Ingeniería Química
49
Se observa también la presencia de intermediarios (entre los 280 y 300 nm), de acuerdo a la Figura 7.2.5 (a) se percibe la presencia de Hidroquinonas.
210 240 270 300 3300.0
0.5
1.0
1.5
2.0
2.5
3.0
Ab
so
rba
ncia
(u
.a.)
Longitud de onda (nm)
6 h
5 h
4 h
3 h
2 h
1 h
0 h
Fenol
ZnAl-Mn 5 %
Fenol 80 ppm
Figura 6.2.5 (b). Espectrometría UV-Vis fotodegradación de 80 ppm de Fenol utilizando el catalizador
dopado con 5 % de Mn.
Realizando una comparación de ZnAl-Mn 5% y el ZnAl-Mn 1% se puede observar (Figura
7.2.5 (b)) que la molécula, de igual forma no se degrada totalmente. Cabe hacer notar que la
mejor degradación se lleva a cabo usando el catalizador menos dopado pero generando más
intermediarios en este. Es necesario mencionar que un alto dopaje de la hidrotalcita no garantiza
que haya una mineralización total de la molécula orgánica, como se demuestra en el caso de la
hidrotalcita dopada con Mn al 0.5 % en peso.
7.3. Fotodegradación de 4-Clorofenol.
La molécula del 4-Clorofenol es menos agresiva que el Fenol, por lo que se llevó a cabo la
fotodegradación con una concentración más alta, 100 ppm. Sin embargo, cabe hacer notar que se
generan más intermediarios en la degradación de esta molécula que con la degradación de Fenol
y los compuestos aromáticos quedan casi degradados por completo.

Ingeniería Química
50
7.3.1. Fotodegradaciónde 4-Clorofenol con ZnAl-JAI3
En la figura 7.3.1 (a) se observa que el 4-Clorofenol queda degradado casi por completo, al
cabo de seis horas. El perfil de concentraciones se muestra en la figura 7.3.1 (b). De acuerdo a la
figura presentada de intermediarios, la hidroquinona está presente en una longitud de onda que
va de los 280 a los 300 nm (Figura 7.3.2 c), por lo que se generan en la degradación del 4-
Clorofenol, sin embargo es notoria su eliminación completa al final de las 6 horas.
0
0.2
0.4
0.6
0.8
1
200 220 240 260 280 300 320 340 360
4-Cl-Fenol ZnAl-JAI 3
4-Cl-Fenol0 h1 h2 h3 h4 h5 h6 h
Abs
orb
anci
a (
u.a
)
Longitud de onda (n.m)
Figura 7.3.1 (a) Espectro UV-Vis. Fotodegradación 100 PPM de 4-Clofenol con ZnAl-JAI3
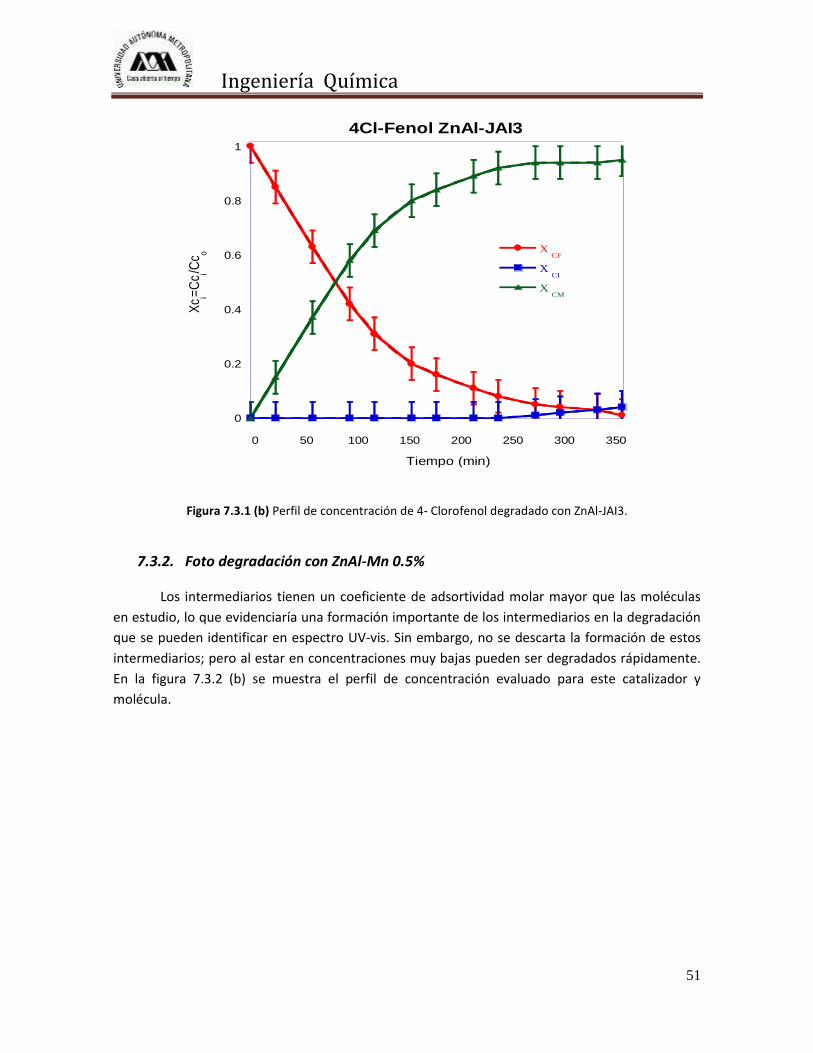
Ingeniería Química
51
0
0.2
0.4
0.6
0.8
1
0 50 100 150 200 250 300 350
4Cl-Fenol ZnAl-JAI3
X CF
X CI
X CM
Xc i=
Cc i/C
c o
Tiempo (min)
Figura 7.3.1 (b) Perfil de concentración de 4- Clorofenol degradado con ZnAl-JAI3.
7.3.2. Foto degradación con ZnAl-Mn 0.5%
Los intermediarios tienen un coeficiente de adsortividad molar mayor que las moléculas
en estudio, lo que evidenciaría una formación importante de los intermediarios en la degradación
que se pueden identificar en espectro UV-vis. Sin embargo, no se descarta la formación de estos
intermediarios; pero al estar en concentraciones muy bajas pueden ser degradados rápidamente.
En la figura 7.3.2 (b) se muestra el perfil de concentración evaluado para este catalizador y
molécula.

Ingeniería Química
52
0
0.2
0.4
0.6
0.8
1
1.2
200 220 240 260 280 300 320 340 360
4Cl-Fenol ZnAl-Mn0.5%
4-Cl-Fenol0 h1 h2 h3 h4 h5 h6 h
Abs
orb
anci
a (u
.a.)
longitud de onda (n.m.) Figura 7.3.2 (a). Espectro UV-Vis. Fotodegradación 100 PPM de 4-Clofenol con ZnAl-Mn 0.5%
La fotodegradación de los contaminantes orgánicos usualmente sigue una cinética de
seudo-primer orden [4-5]. Es probable que el coeficiente de adsortividad de los intermediarios sea
mayor que el fenol y el clorofenol, por lo que pueden generarse al momento de llevar a cabo la
fotodegradación de las moléculas. Con el ZnAl-Mn0.5% es notorio en este caso la generación de
más intermediarios, en este caso es muy notable la hidroquinona (ver Figura 7.3.2 (a)).
Cl OH
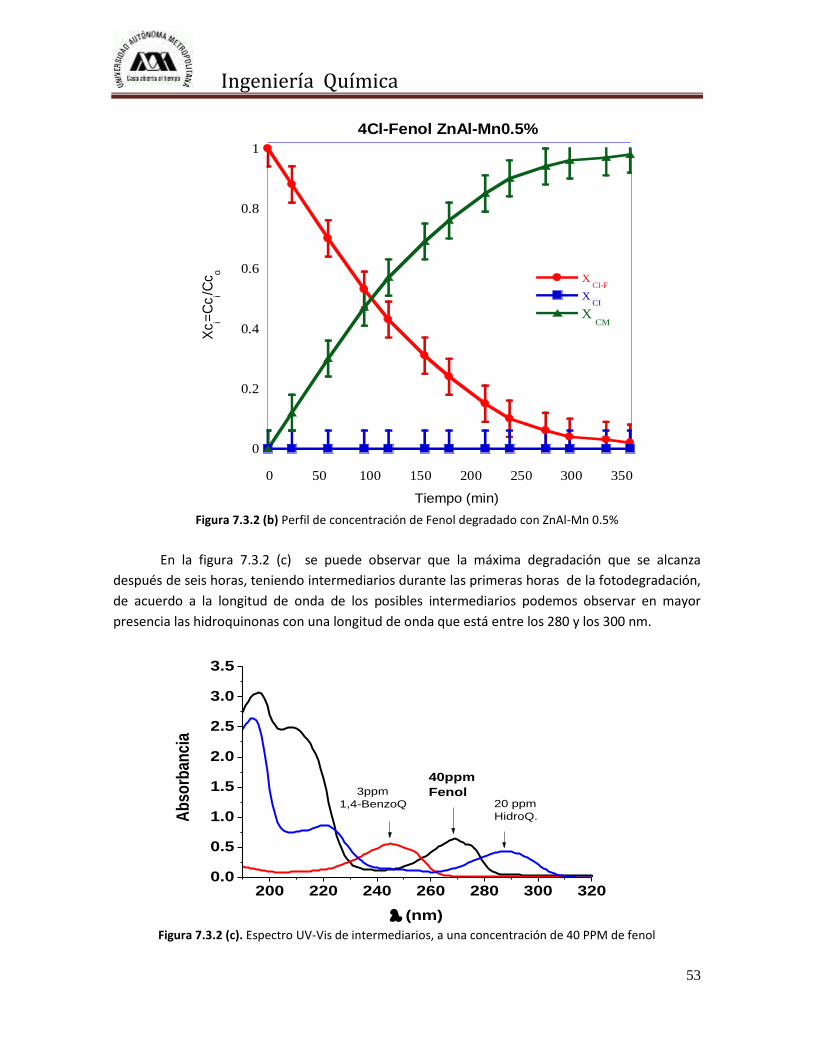
Ingeniería Química
53
0
0.2
0.4
0.6
0.8
1
0 50 100 150 200 250 300 350
4Cl-Fenol ZnAl-Mn0.5%
X Cl-F
X CI
Tiempo (min)
Xc i=
Cc
i/Cc
o
X CM
Figura 7.3.2 (b) Perfil de concentración de Fenol degradado con ZnAl-Mn 0.5%
En la figura 7.3.2 (c) se puede observar que la máxima degradación que se alcanza
después de seis horas, teniendo intermediarios durante las primeras horas de la fotodegradación,
de acuerdo a la longitud de onda de los posibles intermediarios podemos observar en mayor
presencia las hidroquinonas con una longitud de onda que está entre los 280 y los 300 nm.
Figura 7.3.2 (c). Espectro UV-Vis de intermediarios, a una concentración de 40 PPM de fenol
200 220 240 260 280 300 3200.0
0.5
1.0
1.5
2.0
2.5
3.0
3.5
Ab
sorb
anci
a
(nm)
3ppm
1,4-BenzoQ
40ppm
Fenol20 ppm
HidroQ.
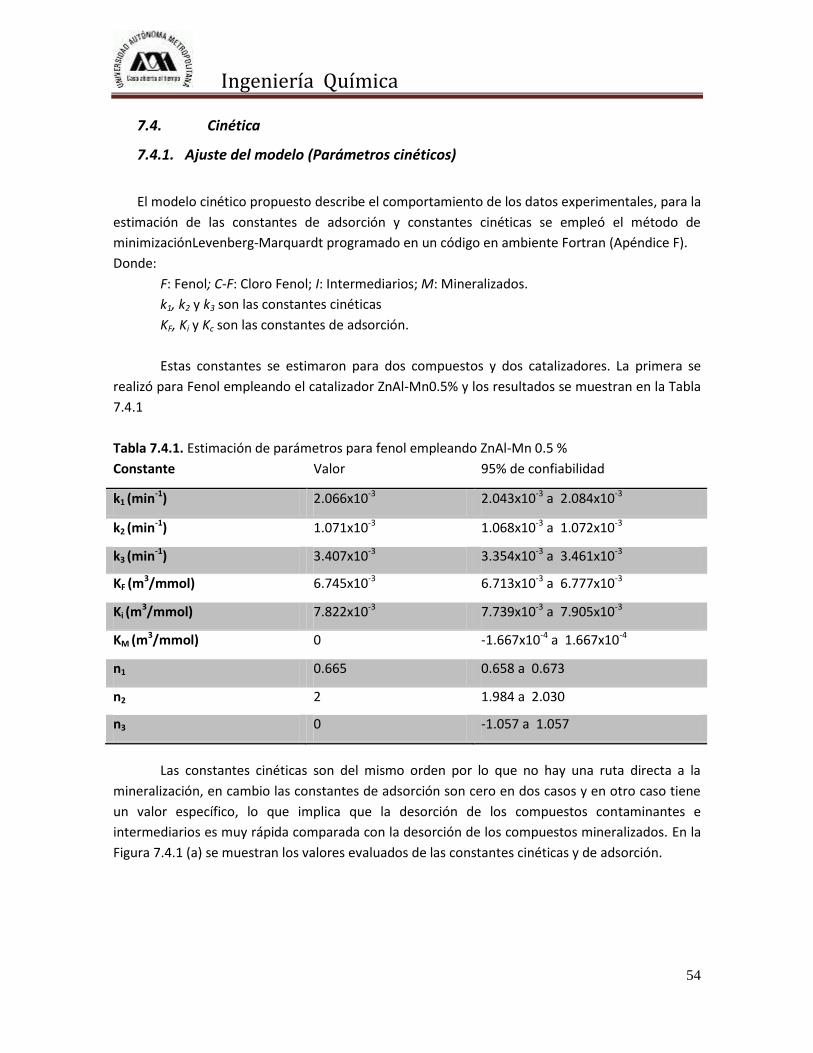
Ingeniería Química
54
7.4. Cinética
7.4.1. Ajuste del modelo (Parámetros cinéticos)
El modelo cinético propuesto describe el comportamiento de los datos experimentales, para la
estimación de las constantes de adsorción y constantes cinéticas se empleó el método de
minimizaciónLevenberg-Marquardt programado en un código en ambiente Fortran (Apéndice F).
Donde:
F: Fenol; C-F: Cloro Fenol; I: Intermediarios; M: Mineralizados.
k1, k2 y k3 son las constantes cinéticas
KF, Ki y Kc son las constantes de adsorción.
Estas constantes se estimaron para dos compuestos y dos catalizadores. La primera se
realizó para Fenol empleando el catalizador ZnAl-Mn0.5% y los resultados se muestran en la Tabla
7.4.1
Tabla 7.4.1. Estimación de parámetros para fenol empleando ZnAl-Mn 0.5 %
Constante Valor 95% de confiabilidad
k1 (min-1) 2.066x10-3 2.043x10-3 a 2.084x10-3
k2 (min-1) 1.071x10-3 1.068x10-3 a 1.072x10-3
k3 (min-1) 3.407x10-3 3.354x10-3 a 3.461x10-3
KF (m3/mmol) 6.745x10-3 6.713x10-3 a 6.777x10-3
Ki (m3/mmol) 7.822x10-3 7.739x10-3 a 7.905x10-3
KM (m3/mmol) 0 -1.667x10-4 a 1.667x10-4
n1 0.665 0.658 a 0.673
n2 2 1.984 a 2.030
n3 0 -1.057 a 1.057
Las constantes cinéticas son del mismo orden por lo que no hay una ruta directa a la
mineralización, en cambio las constantes de adsorción son cero en dos casos y en otro caso tiene
un valor específico, lo que implica que la desorción de los compuestos contaminantes e
intermediarios es muy rápida comparada con la desorción de los compuestos mineralizados. En la
Figura 7.4.1 (a) se muestran los valores evaluados de las constantes cinéticas y de adsorción.

Ingeniería Química
55
0
5
10
15
20
25
30
35
40
0 50 100 150 200 250 300 350
Fenol ZnAl-Mn0.5%
C, F exp
C, I exp
C, M exp
C, F ajuste
C, I ajuste
C, M ajusteC
on
ce
ntr
ació
n (
mg
/L)
Tiempo (min)
Figura 7.4.1. (a) Perfiles de concentración para la degradación de fenol usando ZnAl-Mn 0.5 %
La Figura 7.4.1(a) muestra los perfiles de concentración y los estimados con la cinética
propuesta con sus respectivas incertidumbres. El comportamiento que muestra la cinética da una
buena aproximación como resultado. La mineralización casi se completa, teniendo una producción
de intermediarios algo considerable, esto posiblemente se deba a que el catalizador no tuvo una
buena interacción con el contaminante.
La segunda estimación fue Fenol empleando el catalizador ZnAl-JAI3, los resultado se
muestran en la Tabla 7.4.1 (b).
Tabla 7.4.1 (b). Estimación de parámetros para Fenol empleando ZnAl-JAI3
Constante Valor 95% de confiabilidad
k1 (min-1) 6.967x10-3 6.954x10-3 a 6.970x10-3
k2 (min-1) 6.476x10-3 6.410x10-3 a 6.541x10-3
k3 (min-1) 1.622x10-4 1.621x10-4 a 1.623x10-4
KF (m3/mmol) 1.889x10-3 1.882x10-3 a 1.897x10-3
Ki (m3/mmol) 1.599x10-3 1.578x10-3 a x10-6
KM (m3/mmol) 2.033x10-3 2.033x10-3 a 2.034x10-3
n1 1 0.989 a 1.015

Ingeniería Química
56
n2 1.19 1.165 a 1.216
n3 1 1.007 a 1.008
Para este caso la constante cinética más pequeña es la ruta que pasa directo a la
mineralización, es decir, que la ruta es preferencial hacia mineralizados, pese a que las constantes
de adsorción son representativas para los tres compuestos. En la Figura 7.4.1 (b) se muestra los
valores evaluados de las constantes cinéticas y de adsorción.
0
5
10
15
20
25
30
35
40
0 50 100 150 200 250 300 350
Fenol ZnAl-JAI3
C C EXP
C CI EXP
C CM EXP
C CF AJUSTE
C CI AJUSTE
C CM AJUSTE
Con
ce
ntr
ació
n (
mg
/L)
Tiempo (min)
Figura 7.4.1 (b) Perfiles de concentraciónpara la degradación de fenol usando ZnAl- JAI3
La Figura 7.4.1 (b) presenta los perfiles de concentración y las constantes cinéticas y de
adsorción evaluadas al sistema. Esto da como resultado una buena aproximación al
comportamiento experimental, teniendo una mineralización casi completa y una disminución en la
producción de intermediarios, que se compensa con la producción de CO2.
La tercera estimación se empleó 4-Clorofenol, evaluando el catalizador ZnAl-Mn0.5%, los
resultados se observan en la Tabla 7.4.1(c).

Ingeniería Química
57
Tabla 7.4.1(c). Estimación de parámetros para 4-Clorofenol empleando ZnAl-Mn 0.5 %
Constante
Valor
95% de confiabilidad
k1 (min-1) 7.855x10-3 7.835x10-3 a 7.875x10-3
k2 (min-1) 1.000x10-1 9.699x10-2 a 1.031x10-1
k3 (min-1) 9.220x10-3 9.197x10-3 a 9.243x10-3
KF (m3/mmol) 1.849x10-2 1.843x10-2 a 1.855x10-2
Ki (m3/mmol) 1.607x10-2 1.593x10-2 a 1.620x10-2
KM (m3/mmol) 2.026x10-3 2.013x10-3 a 2.040x10-3
n1 1 0.989 a 1.002
n2 1 0.993 a 1.003
n3 1 0.991 a 1.004
Para este caso la constante cinética más grande corresponde al segundo paso de reacción,
es decir, del contaminante a intermediarios. Por lo que preferentemente se va hacia
mineralizados. Tienen constantes de adsorción grandes por lo cual los contaminantes e
intermediarios se desorben muy rápido. En la Figura 7.4.1 (c) se muestran los valores evaluados de
las constantes cinéticas y de adsorción.
0
5
10
15
20
25
30
35
40
0 50 100 150 200 250 300 350
4Cl-Fenol ZnAl-Mn0.5%
C, Cl-F exp
C, I exp
C, M exp
C, Cl-F ajuste
C, I ajuste
C, M ajusteCon
ce
ntr
ació
n (
mg
/L)
Tiempo (min)
Figura 7.4.1 (c). Perfiles de concentraciónpara la degradación de4-Clorofenol usando ZnAl- Mn 0.5%

Ingeniería Química
58
La Figura 7.4.1 (c) se presentan los perfiles de concentración y las constantes cinéticas y
de adsorción evaluadas. Esto da como resultado una buena aproximación al comportamiento
experimental. Teniendo una mineralización completa, una nula producción de intermediarios. Esto
implica que el material es muy bueno para la mineralización de esta molécula.
La cuarta estimación se empleó 4-Clorofenol, evaluando el catalizador ZnAl-JAI3, los
resultados se dan en la Tabla 7.4.1 (d).
Tabla 7.4.1 (d). Estimación de parámetros para 4-Clorofenol empleando ZnAl-JAI3
Constante Valor 95% de confiabilidad
k1 (min-1) 7.819x10-3 7.799x10-3 a 7.839x10-3
k2 (min-1) 1.203x10-1 1.193x10-1 a 1.212x10-1
k3 (min-1) 9.368x10-3 9.350x10-3 a 9.387x10-3
KF (m3/mmol) 1.808x10-2 1.804x10-2 a 1.812x10-2
Ki (m3/mmol) 1.725x10-2 1.722x10-2 a 1.728x10-2
KM (m3/mmol) 2.006x10-3 1.989x10-3 a 2.024x10-3
n1 1 0.985 a 0.999
n2 1 0.983 a 0.999
n3 1 0.991 a 1.005
En este caso el segundo paso de reacción resulta ser el menos favorecido de
contaminante a intermediarios, debido a que la constante cinética es mayor que las demás, por lo
que la reacción esta favorecida hacia mineralizados. Constantes de adsorción grandes para el
contaminante e intermediarios implica la no fijación del compuesto en el catalizador. En la Figura
7.4.1 (d) se muestra los valores evaluados de las constantes cinéticas y de adsorción.

Ingeniería Química
59
0
5
10
15
20
25
30
35
40
0 50 100 150 200 250 300 350
4Cl-Fenol ZnAl-JAI3
CCl FENOL EXP
CCI EXP
C CM EXP
CCl-F AJUSTE
CCI AJUSTE
CCM AJUSTE
Con
ce
ntr
ació
n (
mg
/L)
Tiempo (min)
Figura 7.4.1. (d) .Perfiles de concentración para la degradación de 4-Clorofenol usando ZnAl- JAI3
La Figura 7.4.1 (d) muestra el perfil de concentración y la comparación de la cinética
propuesta, con una aproximación muy razonable que considera la poca producción de
intermediarios y la mineralización completa de esta molécula.

Ingeniería Química
60
7.5. Efecto del Catalizador
7.5.1. Efecto del área superficial
Generalmente un área superficial grande tiene mejor efecto para promover una oxidación
rápida de las moléculas, sin embargo cabe mencionar que en la fotocatálisis heterogénea un área
superficial alta no es de gran importancia en comparación con otras propiedades fotofísicas, como
lo son las fases cristalinas y la energía de banda prohibida por señalar algunas otras. Por lo que se
vuelve independiente de que tanto adsorba de contaminantes la hidrotalcita.
7.5.2. Energía de banda prohibida (Eg)
Se obtuvo la pendiente a partir del espectro UV-Vis reflectancia difusa para sólidos [6]. La
espectroscopia UV-Vis analiza las transiciones electrónicas, es decir los “saltos que dan los
electrones entre orbitales o bandas”.Esta migración tiene que pasar por un estrecho “vacío”
(Gap). Entonces cuando en el espectro se ve la pendiente (Figura 7.5.2.a, para ZnAl-JAI3 y Figura
7.5.2.b, para ZnAl-Mn0.5%), lo que se ve gráficamente es la energía con la cual está pasando de
una banda a otra (Apéndice G).
2 3 4 5 6 7
-1
0
1
2
3
4
5
(FR
*hv)^
2
E=hv (eV)
ZnAl-JAI3
Figura 7.5.2(a) Gráfica Kubelka-Munk para el cálculo de Eg de ZnAl-JAI3
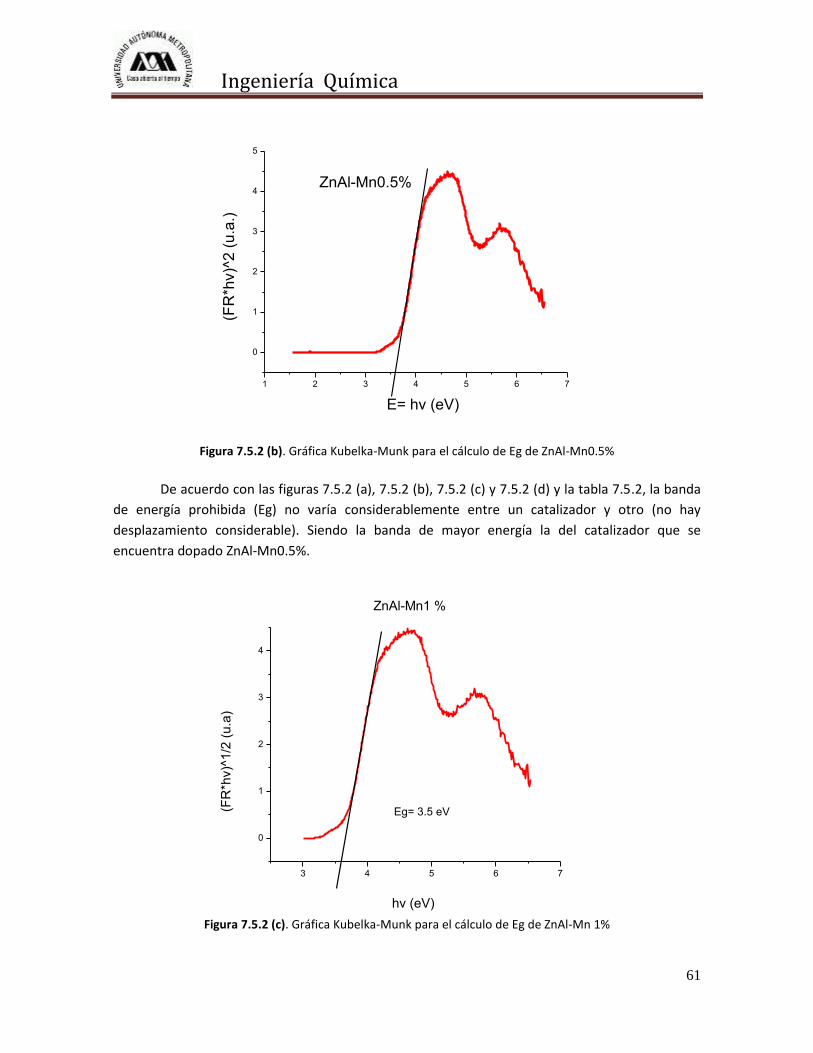
Ingeniería Química
61
1 2 3 4 5 6 7
0
1
2
3
4
5
(FR
*hv)^
2 (
u.a
.)
E= hv (eV)
ZnAl-Mn0.5%
Figura 7.5.2 (b). Gráfica Kubelka-Munk para el cálculo de Eg de ZnAl-Mn0.5%
De acuerdo con las figuras 7.5.2 (a), 7.5.2 (b), 7.5.2 (c) y 7.5.2 (d) y la tabla 7.5.2, la banda
de energía prohibida (Eg) no varía considerablemente entre un catalizador y otro (no hay
desplazamiento considerable). Siendo la banda de mayor energía la del catalizador que se
encuentra dopado ZnAl-Mn0.5%.
3 4 5 6 7
0
1
2
3
4
(FR
*hv)^
1/2
(u.a
)
Eg= 3.5 eV
hv (eV)
ZnAl-Mn1 %
Figura 7.5.2 (c). Gráfica Kubelka-Munk para el cálculo de Eg de ZnAl-Mn 1%

Ingeniería Química
62
1 2 3 4 5 6 7
0
1
2
3
4
(FR
*hv)^
1/2
(u
.a)
hv (eV)
Eg = 2.8
ZnAl-Mn 5 %
Figura 7.5.2 (d). Gráfica Kubelka-Munk para el cálculo de Eg de ZnAl-Mn 5%
Tabla 7.5.2. Energía de banda prohibida para ZnAl-JAI3 y ZnAl-Mn0.5%.
Catalizador Eg (eV)
ZnAl-JAI3 3.54
ZnAl-Mn 0.5% 3.59
ZnAl-Mn 1 % 3.5
ZnAl-Mn 5% 2.8
DP25 3.26
Este desplazamiento a una menos longitud de onda es debido a los estados localizados
cercanos a la banda de conducción o de valencia en ZnAl-Mn0.5% [7]. Puede atribuir un
desplazamiento debido a los centros vacíos del oxígeno. En comparación con la DP25, las
hidrotalcitas tienen una Energía de Banda Prohibida mayor, lo cual indica que hay un mejor paso
de energía de la banda de valencia (BV) a la banda de conducción (BC).

Ingeniería Química
63
Referencias
[1] IUPAC, Pure Appl. Chem 57 (1985) 603
[2]Activation of Mg–Al hydrotalcite catalysts for transesterification of rape oil. Hong-yan Zeng,
Fuel 87 (2008) 3071–3076.
[3]Thermal behaviour of hydrotalcite-like compounds: study of the resulting oxidic forms. Mihaela
Jitianu. International Journal of Inorganic Materials 2 (2000) 287–300.
[4] B. Neppolian, S. Sakthivel, B. arabindoo, M. Palanichamy, V. Murugesan; J. Environ. Sci. Health
a 36 (2001) 203.
[5] C.S. Turchi, D.F. Ollis; J. Catal. 122 (1990) 178
[6] I.P. Shapiro; Opt. Spektrosk. 4 (1958) 256.
[7] W. Choi, A. Termin, M.R. Hoffmann; J. Phys. Chem, 98 (1994) 13669.

Ingeniería Química
64
8. Dimensionamiento del proceso
8.1. Diagrama del proceso
El proceso para la degradación de contaminantes, da inicio en la última parte del tren de
tratamiento de aguas residuales en donde ya se recibe limpia y sin ningún tipo de sólidos, de tal
forma que cumpla con las norma establecida (Norma Oficial Mexicana NOM-003-ECOL-1993), por
lo que con esto se considera adecuada para hacer uso de ella en el proceso fotocatalítico.
Figura 8.1 (a) Diagrama del proceso de foto degradación catalítica para Fenol.
La figura 8.1 (a) se describe una parte de la secuencia de reactores de lecho fluidizado. El
proceso comienza con la alimentación de 9 m3/día de agua contaminada con ayuda de la bomba
hidráulica que suministra a los 6 reactores que tratan 1.5 m3/día. El agua se transporta por medio
de tuberías de acero de 4 in hacia la entrada superior del fotorreactor. Esta tiene un tiempo de
residencia de 1 hora antes de salir por la parte inferior del fotorreactor. Al mismo tiempo, en la
parte inferior de cada reactor se alimenta aire con la ayuda de un compresor, lo que permitirá la
generación de más radicales OH∙ y así poder permitir la degradación fotocatalítica.
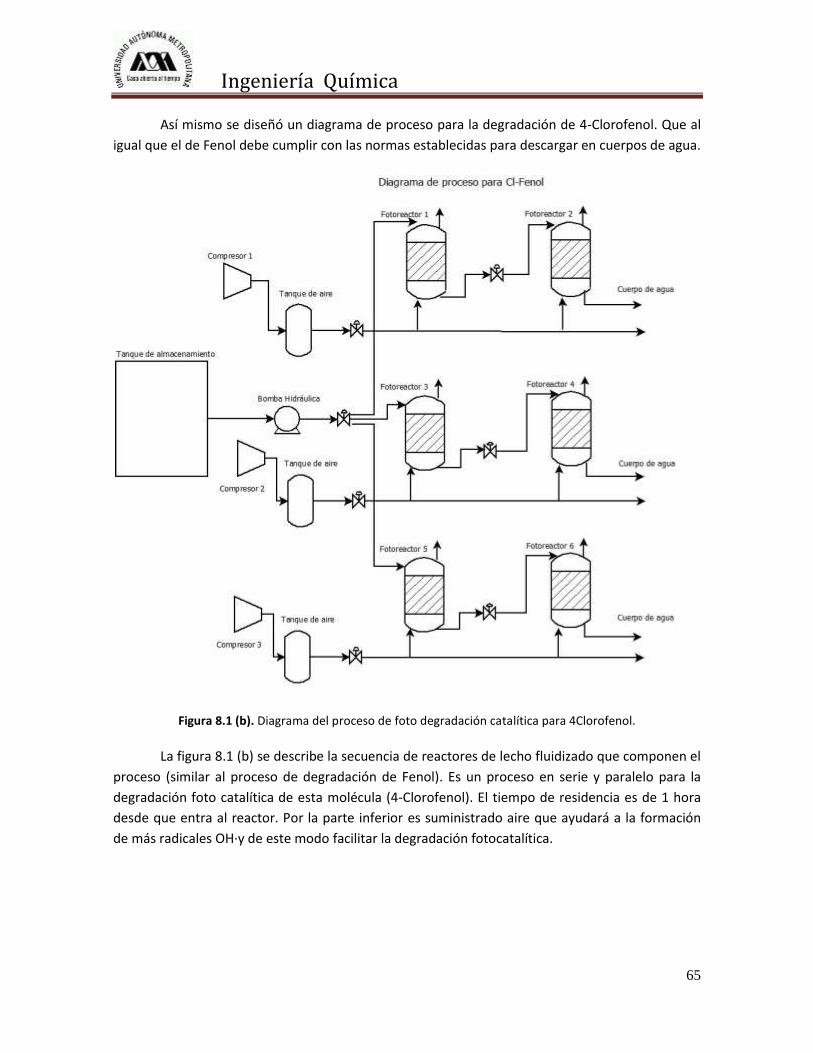
Ingeniería Química
65
Así mismo se diseñó un diagrama de proceso para la degradación de 4-Clorofenol. Que al
igual que el de Fenol debe cumplir con las normas establecidas para descargar en cuerpos de agua.
Figura 8.1 (b). Diagrama del proceso de foto degradación catalítica para 4Clorofenol.
La figura 8.1 (b) se describe la secuencia de reactores de lecho fluidizado que componen el
proceso (similar al proceso de degradación de Fenol). Es un proceso en serie y paralelo para la
degradación foto catalítica de esta molécula (4-Clorofenol). El tiempo de residencia es de 1 hora
desde que entra al reactor. Por la parte inferior es suministrado aire que ayudará a la formación
de más radicales OH∙y de este modo facilitar la degradación fotocatalítica.

Ingeniería Química
66
8.2. Diseño del reactor fotocatalítico
Figura 8.2. Fotorreactor catalítico
Altura: 2m
Diámetro de la lámpara: 0.1m
Irradiación de la Lámpara 12 kW/m2
Diámetro interno: 0.1m
Diámetro externo: 0.5m
Diámetro de pellet: 1 mm para Fenol y 7mm para Cl-Fenol
Capacidad: 362 L
La figura 8.2 muestra el diseño de un reactor foto catalítico. En la parte superior se encuentra
la entrada de agua que será tratada y en la parte inferior la salida de la misma. Por medio de una
tubería colocada en la parte inferior del reactor se alimenta el aire necesario para llevar a cabo la
fotodegradación.
Ingeniería Química
67
Para la radiación será utilizada una lámpara UV germicida de mediana presión, la cual se
encuentra colocada sobre un soporte dentro de un tubo circular de vidrio para su protección. La
lámpara UV a usar es de tipo B (250-315 nm) pues tiene una longitud de onda óptima para una
mejor degradación de moléculas refractarias. La misma será desmontable con una intensidad de
500 W y vida útil de 16000 horas, usándolas 12 horas continuas al día. La vida útil de los balastros
es de aproximadamente 10 a 15 años y normalmente se remplazan cada 10 años. Las mangas de
cuarzo duran aproximadamente de 5 a 8 años pero se sustituyen generalmente cada 5 años.
El tanque del fotorreactor está hecho de acero al carbón, pues además de ser un material
más económico, resulta ser resistente a la corrosión, por lo que se trabaja con aguas fenólicas y
catalizadores. El espesor es de 0.05 m con una altura de 2 m (Apéndice H)
El catalizador será colocado en pellets con un diámetro de 1 mm (276 gr de masa total) y
además será colocado también en la pared del reactor (0.001256 gr). Debido a que la cantidad a
usar es pequeña, aun puede ser sintetizado en el laboratorio. Actualmente no hay en existencias
compañías dedicadas a la impregnación del material para fotorreactores con dichasdimensiones.
8.2.1. Diseño de equipos periféricos.
En este apartado se describen cada uno de los equipos que serán integrados en el proceso de
degradación fotocatalitica completo para la eliminación de compuestos refractarios. Explicando
además los materiales de los que se componen los diversos elementos que conforman al reactor
así como las características de los mismos.
8.2.1.1. Diseño de Tuberías
Las tuberías empleadas en el diseño de la planta serán de acero al carbón, pues tiene unagran
cantidad de aplicaciones industriales manejando fluidos abrasivos y corrosivos. También es
utilizada en la construcción en ductos de agua. Se usarán tuberías de tipo XS, con un diámetro
externo de 4 in, espesor de pared de 8.8 mm y un peso de 22.32 kg/m.
8.2.1.2. Diseño de la bomba.
Para la entrada y salida de flujo de los fotorreactores se utilizará una bomba para agua de alta
presión K6L, que soporta hasta 100 HP, por lo que es la bomba adecuada para la potencia usada
en este proyecto que será de 10.2 HP. Su versatilidad está presente también en su amplia gama de
combinaciones posibles, al poderse suministrar con montaje directo al motor, con transmisión
universal, con montaje directo a motor de combustión interna y en kits de ensamble.

Ingeniería Química
68
La mayor parte de las bombas de la familia KL estarán disponibles con motores de 2 y 4 polos
(1,750 y 3,450 rpm) con lo que pueden cubrir un amplio espectro de caudales y presiones. Su
diseño las hace requerir moderadas cargas de succión positiva (NPSHr) lo que las hace
particularmente prácticas para aplicaciones con succión complicada.
8.2.1.3. Diseño del Compresor.
Para la entrada de aire se utilizarán tres compresores de aire rotativos asimétricos con
inyección de aceite tipo XRVS 617 con motor Caterpillar (Drill Air). Tienen una presión efectiva de
trabajo que va de 25 a 35 bar y un caudal de aire de 550-630 l/s. La velocidad generada por cada
compresor es de 6.25 m/s el cual al mismo tiempo será alimentado por medio de mangueras de 4
in de diámetro
8.3. Modelo del Reactor fotocatalítico
La ecuación (8.3) modela el reactor foto catalítico, tomando en cuenta la contribución por
acumulación, la contribución cinética de reacción, la convección y la contribución de fenómenos
de transporte como son las difusividades axial y radial.
Se propusieron pellets suspendidos dentro del reactor, así como una placa de catalizador en el
perímetro del reactor para que ocurra reacción tanto en todo el reactor como en la pared.
Suposiciones:
o La reacción ocurre en una sola fase, es decir, todo se ocurre en el líquido.
o Se empleó el estado pseudo estacionario.
o El contaminante reacciona en la superficie del catalizador, por lo que no se difunde dentro
del sólido.
rad
2 2
F F F F Ft ax2 2
C C C C C1= R - v + D + + D
t z r r r z
(8.3)
Para resolver la ecuación 8.3 se necesitan 5 condiciones, que se toman con base en las
suposiciones y consideraciones que a continuación se en listan:
CI t = 0 F F0C = C
CF inr = R FdC
= 0dr
Ingeniería Química
69
ext
r = R Frad p
dC-D = R
dr
z =0 F F0
C =C
z = L FdC= 0
dz
donde Rt
es la tasa de reacción en todo el reactor multiplicada por un factor de corrección y pR
es la tasa de reacción en la pared del reactor multiplicada por un factor de corrección (Apéndice I).
8.4. Simulación del proceso en COMSOL
Los perfiles de concentración en un sistema de tubos concéntricos, se evalúan en una
pared del sistema, donde termina la lámpara hacia la pared en donde se encuentra el catalizador
impregnado y además se introducen pellets suspendidos dentro del reactor, en el cual el
contaminante (F) entra por la parte superior siendo trasladado al fondo por convección, cuando la
luz es irradiada estos forman intermediarios (I) a lo largo de todo el reactor, los cuales por el
efecto de dispersión causado por el flujo de aire que entra en el fondo, son trasladados a la pared
donde se encuentra el fotocatalizador, reaccionando y formando compuestos mineralizados (M).
El primer caso evaluado fue Fenol con el catalizador ZnAl-Mn 0.5% y ZnAl-JAI3 teniendo
como resultado las Fig. 8.3. a) y b). Donde se muestran los perfiles de degradación del compuesto
para el primer reactor (Apéndice J).
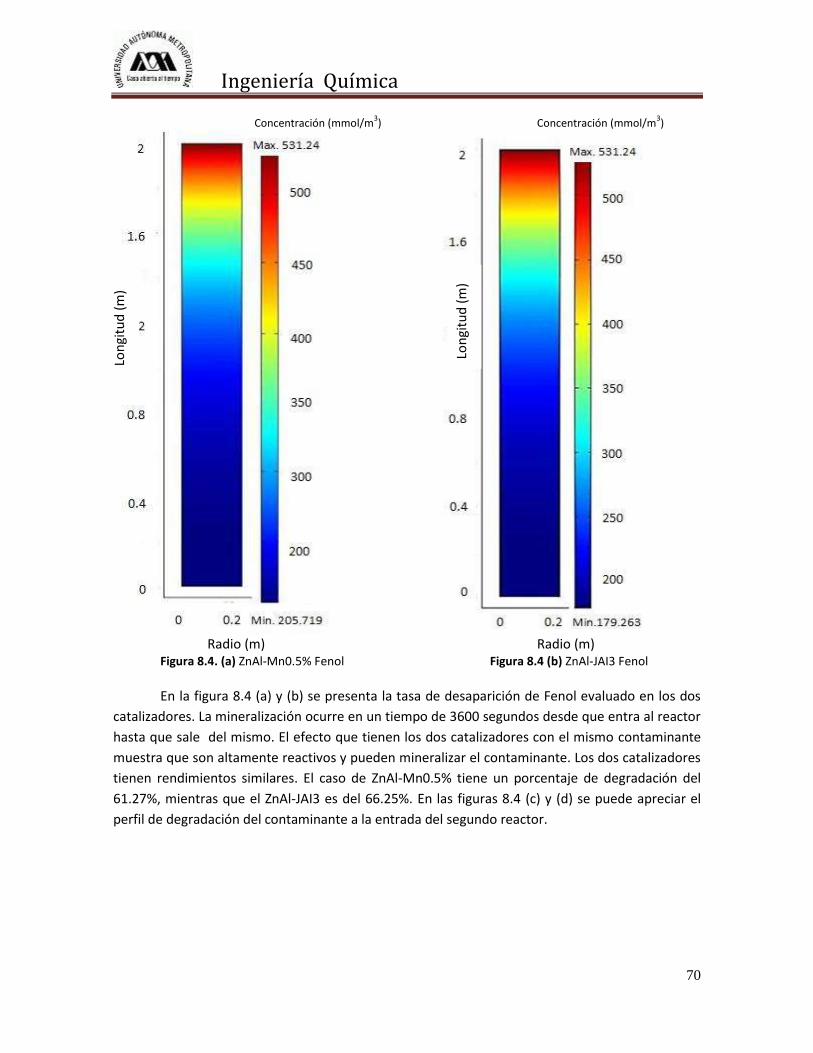
Ingeniería Química
70
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4. (a) ZnAl-Mn0.5% Fenol Figura 8.4 (b) ZnAl-JAI3 Fenol
En la figura 8.4 (a) y (b) se presenta la tasa de desaparición de Fenol evaluado en los dos
catalizadores. La mineralización ocurre en un tiempo de 3600 segundos desde que entra al reactor
hasta que sale del mismo. El efecto que tienen los dos catalizadores con el mismo contaminante
muestra que son altamente reactivos y pueden mineralizar el contaminante. Los dos catalizadores
tienen rendimientos similares. El caso de ZnAl-Mn0.5% tiene un porcentaje de degradación del
61.27%, mientras que el ZnAl-JAI3 es del 66.25%. En las figuras 8.4 (c) y (d) se puede apreciar el
perfil de degradación del contaminante a la entrada del segundo reactor.
Lon
gitu
d (
m)
Lon
gitu
d (
m)

Ingeniería Química
71
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4(c) ZnAl-Mn0.5% Fenol Figura 8.4 (d) ZnAl-JAI3 Fenol
En las figuras 8.4 (c) y (d) muestra la degradación del contaminante y en este caso su
rendimiento es mayor; una posible causa se deba en parte, a que la concentración con la que
entra al reactor es menor por lo cual el catalizador no se satura. Pero aún así, es insuficiente para
cumplir con la norma establecida indicada previamente en este trabajo. Estos resultados vistos en
porcentajes: 74.6% para ZnAl-Mn0.5% y 83.6% para ZnAl-JAI3 muestran que el último catalizador
sigue teniendo un mejor rendimiento para la mineralización. Perfil de degradación del
contaminante a la entrada del tercer reactor se presenta en las figuras 8.4 (e) y (f).
Lon
gitu
d (
m)
Lon
gitu
d (
m)
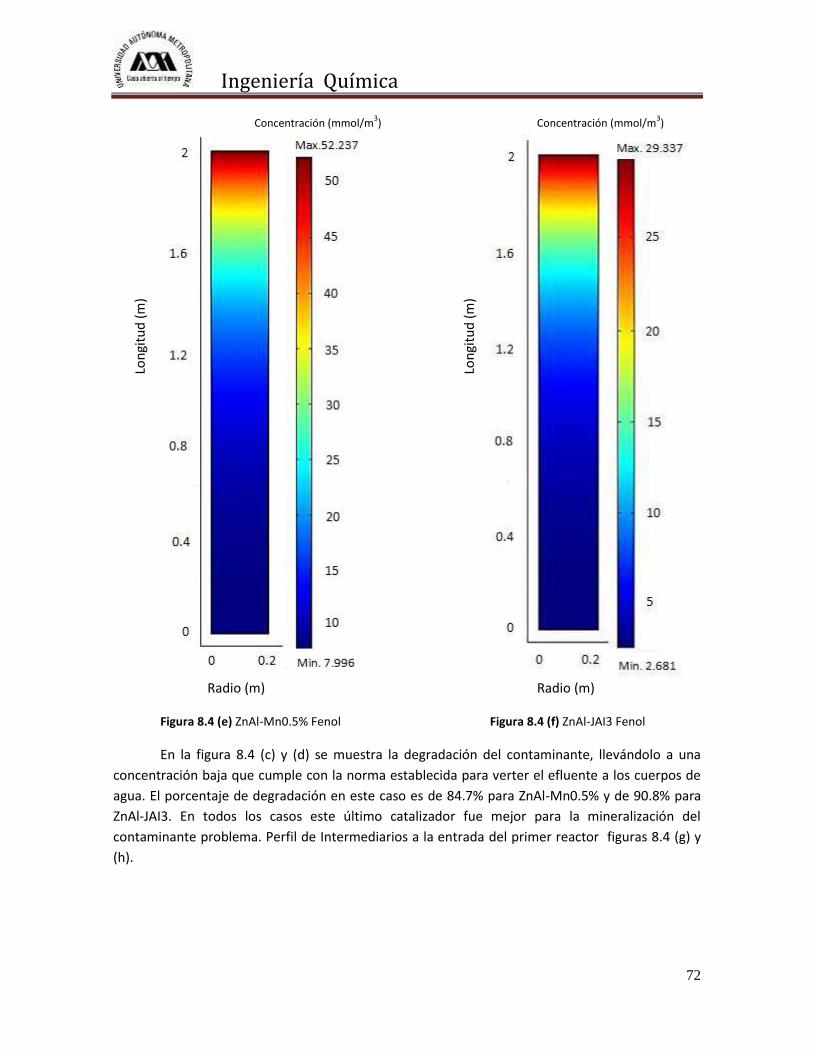
Ingeniería Química
72
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4 (e) ZnAl-Mn0.5% Fenol Figura 8.4 (f) ZnAl-JAI3 Fenol
En la figura 8.4 (c) y (d) se muestra la degradación del contaminante, llevándolo a una
concentración baja que cumple con la norma establecida para verter el efluente a los cuerpos de
agua. El porcentaje de degradación en este caso es de 84.7% para ZnAl-Mn0.5% y de 90.8% para
ZnAl-JAI3. En todos los casos este último catalizador fue mejor para la mineralización del
contaminante problema. Perfil de Intermediarios a la entrada del primer reactor figuras 8.4 (g) y
(h).
Lon
gitu
d (
m)
Lon
gitu
d (
m)
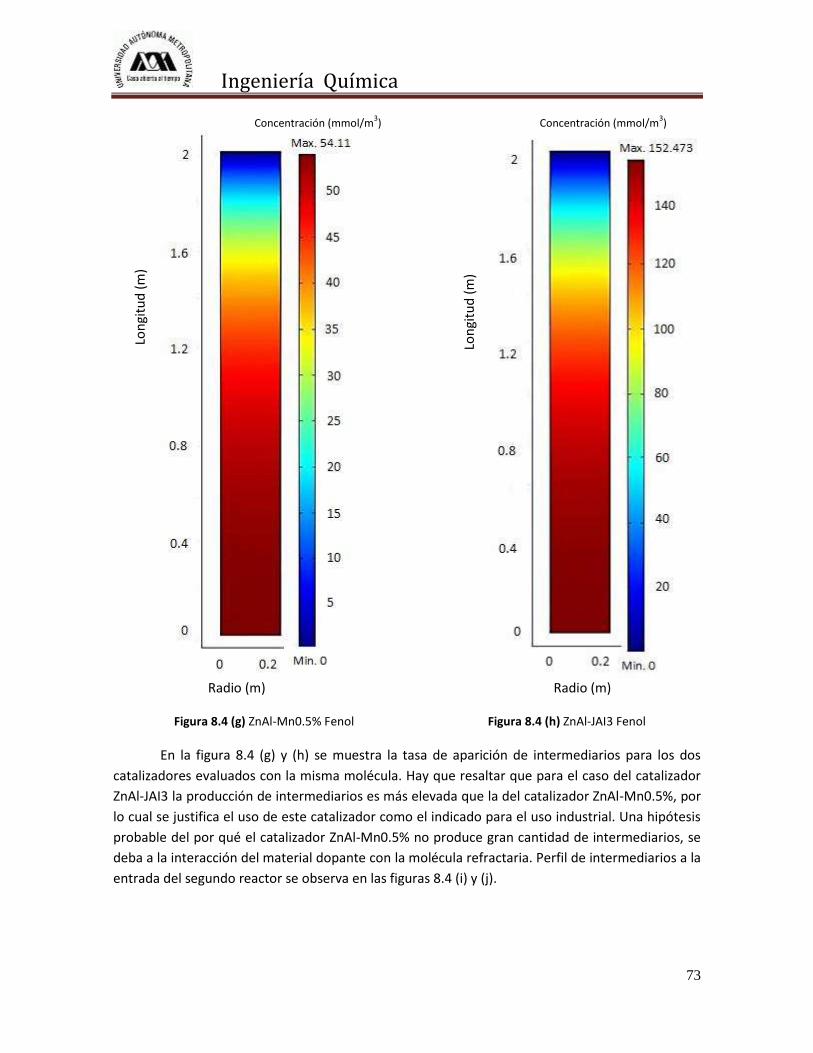
Ingeniería Química
73
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4 (g) ZnAl-Mn0.5% Fenol Figura 8.4 (h) ZnAl-JAI3 Fenol
En la figura 8.4 (g) y (h) se muestra la tasa de aparición de intermediarios para los dos
catalizadores evaluados con la misma molécula. Hay que resaltar que para el caso del catalizador
ZnAl-JAI3 la producción de intermediarios es más elevada que la del catalizador ZnAl-Mn0.5%, por
lo cual se justifica el uso de este catalizador como el indicado para el uso industrial. Una hipótesis
probable del por qué el catalizador ZnAl-Mn0.5% no produce gran cantidad de intermediarios, se
deba a la interacción del material dopante con la molécula refractaria. Perfil de intermediarios a la
entrada del segundo reactor se observa en las figuras 8.4 (i) y (j).
Lon
gitu
d (
m)
Lon
gitu
d (
m)

Ingeniería Química
74
Concentración (mmol/m
3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4 (i) ZnAl-Mn0.5% Fenol Figura 8.4 (j) ZnAl-JAI3 Fenol
En las figuras 8.4 (i) y (j) se presentan los perfiles de concentración para intermediarios
producidos en el segundo reactor, siguiendo la tendencia mostrada a la salida del primer reactor.
Como se puede apreciar, el catalizador ZnAl-JAI3 sigue produciendo mayor cantidad de
intermediarios, lo cual implica un problema a la hora de eliminar el compuesto original al igual que
sus derivados. Perfil de intermediarios a la entrada del tercer reactor, figuras 8.4 (k) y (l).
Lon
gitu
d (
m)
Lon
gitu
d (
m)

Ingeniería Química
75
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4 (k) ZnAl-Mn0.5% Fenol Figura 8.4 (l) ZnAl-JAI3 Fenol
En las figuras 8.4 (i) y (j) se presentan los perfiles de concentración para intermediarios
producidos en el tercer reactor. Se puede notar que para este caso el ZnAl-Mn0.5% produce una
cantidad menor intermediarios comparada con el ZnAl-JAI3 que sigue siendo mayor. Esto justifica
el por qué del uso de este catalizador a nivel industrial además de que indirectamente, reduce las
concentraciones que se verterán a los cuerpos de agua.
Para la simulación de otra molécula 4-Clorofenol se siguió el mismo procedimiento, sólo
que en este caso el diagrama de proceso cambia, debido a que se necesitan menos reactores para
llevarlo a la mineralización. Perfiles de concentración de contaminante a la entrada del primer
reactor figuras 8.4 (m) y (n).
Lon
gitu
d (
m)
Lon
gitu
d (
m)

Ingeniería Química
76
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4 (m) ZnAl-Mn05% 4-Clorofenol Figura 8.4 (n) ZnAl-JAI3 4-Clorofenol
Se evaluaron los catalizadores para otra molécula problema como lo es 4-Clorofenol. En
las figuras 8.4 (m) y (n) se presenta la tasa de desaparición del contaminante, teniendo resultados
positivos y llevándolo a la mineralización como el caso del Fenol. El contaminante permanece 3600
segundos dentro del reactor y se muestra que los dos catalizadores tienen rendimientos de 95.7%
para ZnAl-Mn0.5% y 89.6% para ZnAl-JAI3, lo que conlleva a la reducción considerable del
contaminante. Perfil de Contaminante a la entrada del segundo reactor figuras 8.4 (o) y (p).
Lon
gitu
d (
m)
Lon
gitu
d (
m)

Ingeniería Química
77
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4 (o) ZnAl-Mn05% 4-Clorofenol Figura 8.4 (p) ZnAl-JAI3 4-Clorofenol
En las figuras 7.3. (o) y (p) se muestra la mineralización completa de este compuesto (4-
Clorofenol), con lo que se comprueba la efectividad de los catalizadores utilizados en este trabajo
para la eliminación de este contaminante. Con eso, se abre una puerta de una nueva generación
de catalizadores que pueden ser empleados para la fotocatálisis heterogénea. Perfil de
Intermediarios a la entrada del primer reactor figuras 8.4 (q) y (r).
Lon
gitu
d (
m)
Lon
gitu
d (
m)

Ingeniería Química
78
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4 (q) ZnAl-Mn05% 4-Clorofenol Figura 8.4 (r) ZnAl-JAI3 4-Clorofenol
En las figuras 8.4 (q) y (r) se presenta la tasa de aparición de intermediarios para 4-
Clorofenol. Se muestra la comparación de los dos catalizadores teniendo mejor resultado con el
ZnAl-JAI3 debido a que la producción de intermediarios es menor en comparación con la
producción de intermediarios usando el catalizador ZnAl-Mn0.5%. Esto supone que para 4-
Clorofenol el catalizador ZnAl-JAI3 es más reactivo con esta molécula y preferentemente no forma
una cantidad considerable de intermediarios. Perfil de Intermediarios a la entrada del segundo
reactor, figuras 8.4 (s) y (t)
Lon
gitu
d (
m)
Lon
gitu
d (
m)

Ingeniería Química
79
Concentración (mmol/m3) Concentración (mmol/m
3)
Radio (m) Radio (m)
Figura 8.4 (s) ZnAl-Mn05% 4-Clorofenol Figura 8.4 (t) ZnAl-JAI3 4-Clorofenol
En las figuras 8.4 (s) y (t) se muestra la tasa de aparición de intermediarios a la entrada del
segundo reactor. En dichas figuras se puede notar que la producción de intermediarios se acerca a
cero, lo que implica que el contaminante y sus intermediarios están pasando a compuestos
mineralizados. Esto dicho en otras palabras, se logra la mineralización total.
Lon
gitu
d (
m)
Lon
gitu
d (
m)

Ingeniería Química
80
9. Evaluación de costos
Este apartado tiene la finalidad de proporcionar un enfoque global de todos los agentes
económicos involucrados en el proceso industrial, con la finalidad de obtener la factibilidad en
términos económicos, para obtener la rentabilidad del proceso fotocatalítico de la eliminación de
fenoles.
9.1. Costos de inversión inicial
Los gastos de inversión iníciales involucran los materiales de construcción y la puesta en
marcha de toda la planta. Estos gastos de pueden dividir en dos grupos costos directos e
indirectos.
Los costos directos involucran los costos de compra o fabricación de los equipos del
proceso y su instalación.
Para la instalación de la planta se tomará en cuenta el costo de los reactores que integra el
proceso, las bombas, las válvulas, compresores, tuberías y panel solar. También se tomará en
cuenta el valor de instalación de los reactores. A continuación se muestra en la tabla 9.1 los costos
directos del proceso. [1]
Tabla 9.1 Costos directos
Costo individual
(USD)
Cantidad Costo total de
equipos (USD)
Catalizador (kg) 293 100 2,930
Reactor 6625 6 3,970
Compresor 35,000 3 105,000
Válvula 100 25 2,500
Tubería (m) 20 315 6,300
Panel solar 20,000 1 20,000
Válvulas 100 33 3,300
Lámparas 400 6 2,400
Tanque de aire 2000
3 6000
Total 152,400
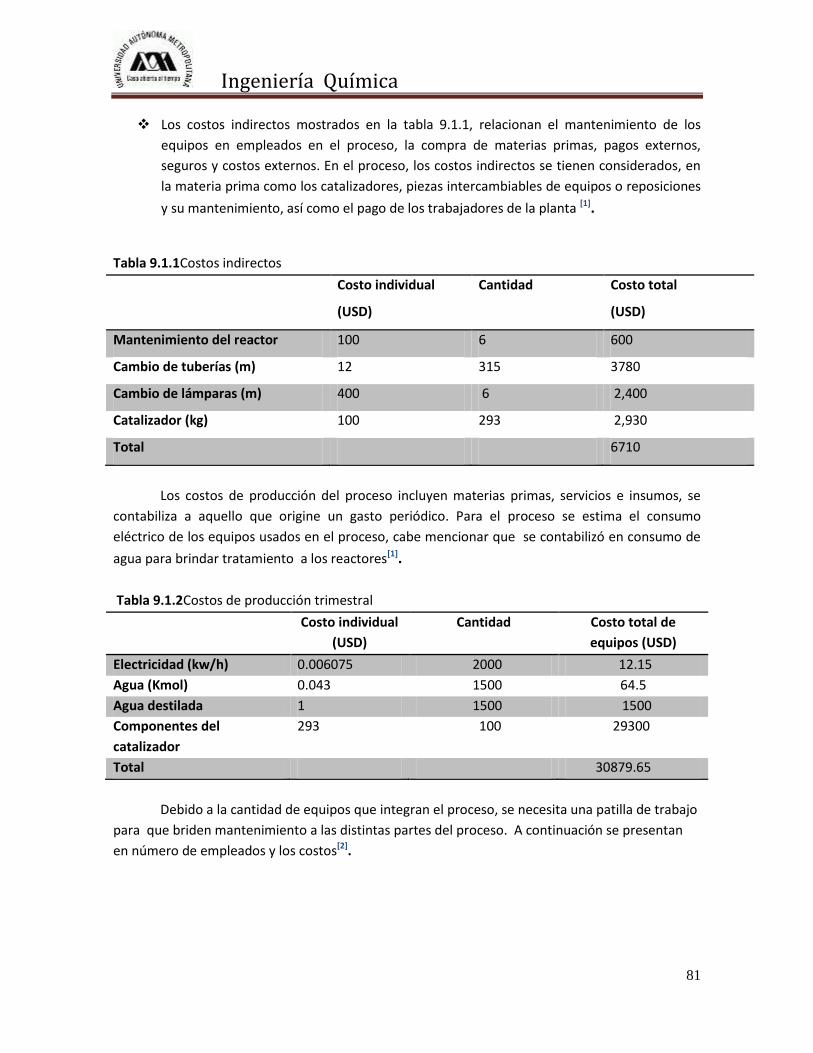
Ingeniería Química
81
Los costos indirectos mostrados en la tabla 9.1.1, relacionan el mantenimiento de los
equipos en empleados en el proceso, la compra de materias primas, pagos externos,
seguros y costos externos. En el proceso, los costos indirectos se tienen considerados, en
la materia prima como los catalizadores, piezas intercambiables de equipos o reposiciones
y su mantenimiento, así como el pago de los trabajadores de la planta [1].
Tabla 9.1.1Costos indirectos
Costo individual
(USD)
Cantidad Costo total
(USD)
Mantenimiento del reactor 100 6 600
Cambio de tuberías (m) 12 315 3780
Cambio de lámparas (m) 400 6 2,400
Catalizador (kg) 100 293 2,930
Total 6710
Los costos de producción del proceso incluyen materias primas, servicios e insumos, se
contabiliza a aquello que origine un gasto periódico. Para el proceso se estima el consumo
eléctrico de los equipos usados en el proceso, cabe mencionar que se contabilizó en consumo de
agua para brindar tratamiento a los reactores[1].
Tabla 9.1.2Costos de producción trimestral
Costo individual
(USD)
Cantidad Costo total de
equipos (USD)
Electricidad (kw/h) 0.006075 2000 12.15
Agua (Kmol) 0.043 1500 64.5
Agua destilada 1 1500 1500
Componentes del
catalizador
293 100 29300
Total 30879.65
Debido a la cantidad de equipos que integran el proceso, se necesita una patilla de trabajo
para que briden mantenimiento a las distintas partes del proceso. A continuación se presentan
en número de empleados y los costos[2].

Ingeniería Química
82
Tabla 9.1.3Costos de personal
Salario individual Cantidad Costo mensual
Supervisores 7,000 1 7,000
Obreros 5,000 5 25,000
Técnicos 6,000 2 12,000
Ingenieros químicos 12,000 2 24,000
TOTAL 68,0000
Referencias:
1. Gobierno del estado de Hidalgo
2. www.inegi.gob.mx
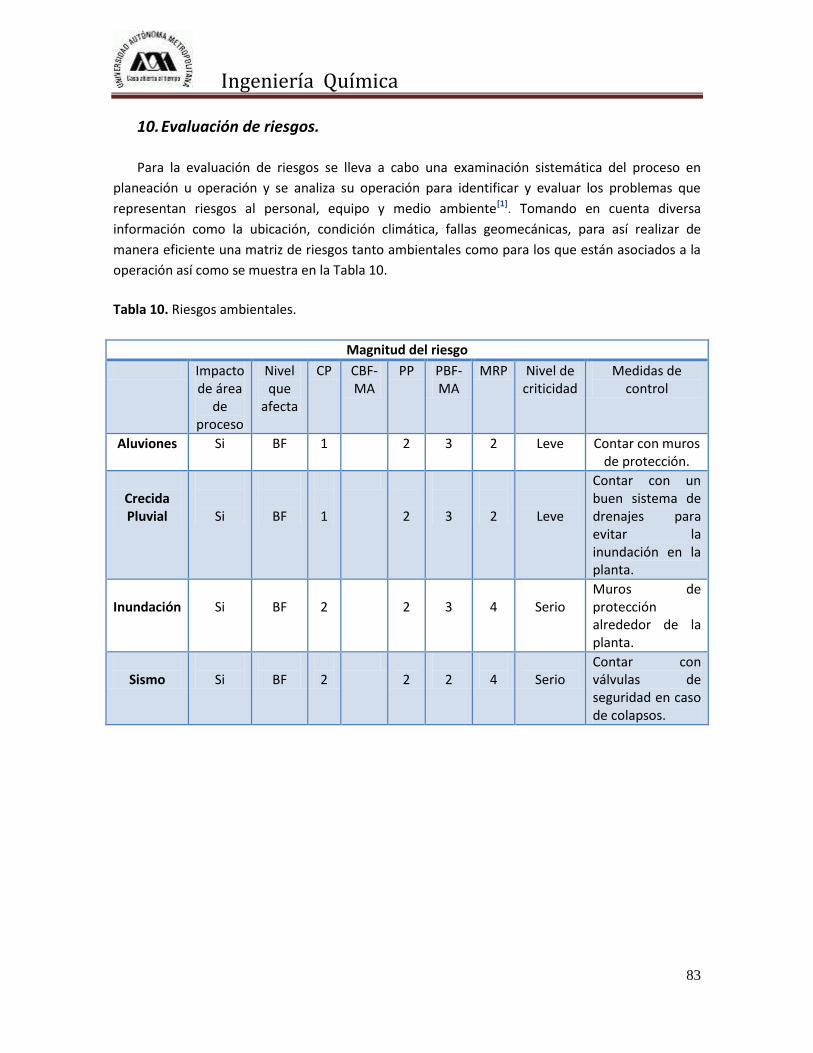
Ingeniería Química
83
10. Evaluación de riesgos.
Para la evaluación de riesgos se lleva a cabo una examinación sistemática del proceso en
planeación u operación y se analiza su operación para identificar y evaluar los problemas que
representan riesgos al personal, equipo y medio ambiente[1]. Tomando en cuenta diversa
información como la ubicación, condición climática, fallas geomecánicas, para así realizar de
manera eficiente una matriz de riesgos tanto ambientales como para los que están asociados a la
operación así como se muestra en la Tabla 10.
Tabla 10. Riesgos ambientales.
Magnitud del riesgo
Impacto de área
de proceso
Nivel que
afecta
CP CBF-MA
PP PBF-MA
MRP Nivel de criticidad
Medidas de control
Aluviones Si BF 1 2 3 2 Leve Contar con muros de protección.
Crecida Pluvial
Si
BF
1
2
3
2
Leve
Contar con un buen sistema de drenajes para evitar la inundación en la planta.
Inundación
Si
BF
2
2
3
4
Serio
Muros de protección alrededor de la planta.
Sismo
Si
BF
2
2
2
4
Serio
Contar con válvulas de seguridad en caso de colapsos.

Ingeniería Química
84
Tabla 10.1. Riesgos de la planta en operación.
Magnitud del riesgo
Impacto de área
de proceso
Nivel que
afecta
CP CBF-MA
PP PBF-MA
MRP Nivel de criticidad
Medidas de control aplicadas
Falta de agua para procesos
en la planta
Si O 1 2 2 2 Leve Tener otro posible proveedor.
Colapso estructural
Si O 1 1 1 1 Serio Sistema hidráulico contra sismos.
Producto final
contaminante
No
O
1
1
1
1
Leve
No se puede desechar, es
necesario darle un segundo
tratamiento.
Contacto con elementos agresores
que afecten a personas
Si
O
1
1
2
1
Leve
Tener siempre ropa adecuada y
accesorios para la protección del
trabajador.
Falta de presión de
aire comprimido
para un proceso
determinado
Si
O
1
2
3
2
Leve
Se cuenta con reservas para el
suministro.
Material de proveedor defectuoso
Si
O
1
2
3
2
Serio
Se necesita hacer un análisis del
producto antes de su uso.
Falta de energía eléctrica
Si
O
1
2
3
2
Serio
Contar con paneles solares o bien plantas de
energía.
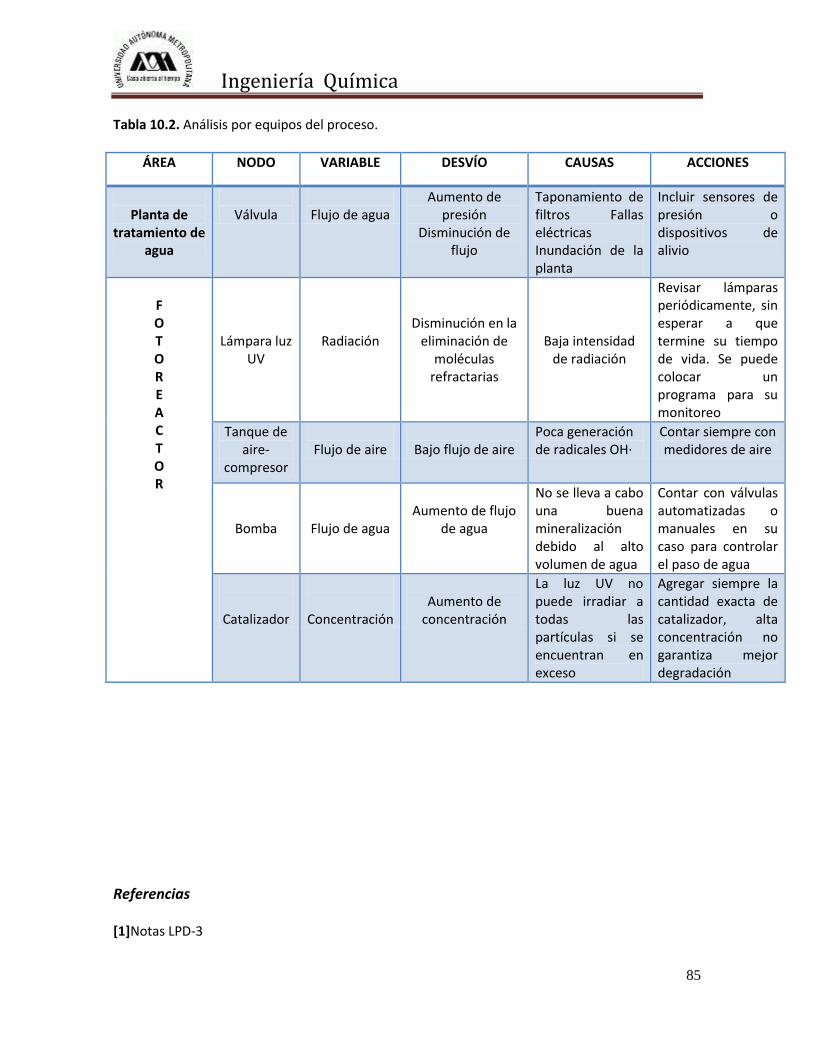
Ingeniería Química
85
Tabla 10.2. Análisis por equipos del proceso.
ÁREA NODO VARIABLE DESVÍO CAUSAS ACCIONES
Planta de
tratamiento de agua
Válvula
Flujo de agua
Aumento de presión
Disminución de flujo
Taponamiento de filtros Fallas eléctricas Inundación de la planta
Incluir sensores de presión o dispositivos de alivio
F O T O R E A C T O R
Lámpara luz UV
Radiación
Disminución en la eliminación de
moléculas refractarias
Baja intensidad de radiación
Revisar lámparas periódicamente, sin esperar a que termine su tiempo de vida. Se puede colocar un programa para su monitoreo
Tanque de aire-
compresor
Flujo de aire
Bajo flujo de aire
Poca generación de radicales OH∙
Contar siempre con medidores de aire
Bomba
Flujo de agua
Aumento de flujo
de agua
No se lleva a cabo una buena mineralización debido al alto volumen de agua
Contar con válvulas automatizadas o manuales en su caso para controlar el paso de agua
Catalizador
Concentración
Aumento de
concentración
La luz UV no puede irradiar a todas las partículas si se encuentran en exceso
Agregar siempre la cantidad exacta de catalizador, alta concentración no garantiza mejor degradación
Referencias
[1]Notas LPD-3

Ingeniería Química
86
11. Conclusiones
De acuerdo a la información recabada que se presenta en este trabajo acerca de la
contaminación ambiental originada por la descarga de contaminantes orgánicos contenidos en
efluentes residuales, provenientes de diversas industrias, se diseñó un proceso para la
fotodegradación catalíticade compuestos orgánicos refractarios, para degradar lo que los
tratamientos convencionales actuales no pueden eliminar.
Empleando el método de coprecipitación se logró sintetizar materiales tipo hidrotalcitacon un
soporte Zn2+/Al3+, dopados con un catión metal de transición, manganeso (Mn), a diferentes
concentraciones en peso; con la finalidad de modificar sus propiedades fisicoquímicas y así
mineralizar los contaminantes orgánicos como el Fenol y sus derivados en presencia de luz UV o
Luz visible. Posteriormente se realizaron una serie de ensayos experimentales para obtener las
condiciones óptimas de operación.
El método de síntesis permitió obtener semiconductores con un área superficial de 180
m2/g para el material sin dopar y 146 m2/g,para el dopado con Mn a 0.5% en peso. Como ya se ha
mencionado, la fotoactividad no es resultado de un solo parámetro como el área superficial
específica o la energía de banda prohibida. Sin embargo los resultados arrojados por la
fotocatálisis indican que a bajos contenidos de dopante la actividad fotocatalítica aumenta de
forma considerable. Las reacciones prueban que el Fenol logra degradarse a un74.52% con el
material dopado a un 0.5% en peso, a la salida del arreglo de reactores mostrado en diagrama
propuesto.Mientras que para el 4-Clorofenol también se logra un oxidación de95.7%con el
material dopado con Mn al 0.5 %, a la salida del arreglo de reactores mostrado diagrama
propuesto.
La espectroscopia infrarroja muestra que los sólidos presentan una alta hidroxilación
debido a que las reacciones de hidrólisis son favorecidas. Esta alta hidroxilación se mantiene
incluso después de que los sólidos fueron estabilizados a temperatura de 400 °C. La
espectroscopía de rayos X indica que el estado de oxidación de los precursores fue modificado,
esta reducción puede ser atribuida durante la síntesis en donde los radicales OH∙ son producidos.
La energía de banda prohibida fue disminuida en todos los materiales que presentaron mayor
concentración de agente dopante. Esta disminución es debida a la creación de centros de
recombinación (recomninación entre electrones y huecos), sin embargo cabe señalar que esta
disminución no es determinante en la fotoactividad catalítica. Una efectiva modificación de las
bandas ocurre a bajos porcentajes de dopado; por lo que estos materiales suelen ser más
fotoactivos (como ya ha sido comprobado en la fotocatálisis).
Al realizar la evaluación de reacción de los catalizadores sintetizados para la realización de
este trabajo y un catalizador comercial TiO2-P25, se obtuvo que los catalizadores utilizados en este
trabajo resultan ser sobresalientes, debido a que presentan menor formación de intermediarios y
mayor selectividad a la los compuestos mineralizados, además resultan ser prometedores, pues se
Ingeniería Química
87
ha demostrado que pueden ser utilizados para la remoción de contaminantes en medio acuoso
con lo que se abre la posibilidad para que sean empleados a niveles planta piloto o bien escala
industrial.
El estudio cinético de las moléculas fenólicas demostró que se mineralizaron mediante
dos rutas de reacción: la mineralización directa y a través de la formación de intermediarios, los
cuales son mineralizados durante el proceso de reacción. El Fenol se mineralizó parcialmente,
mientras que el 4-Clorofenol se mineralizó completamente. Las observaciones cinéticas se
ajustaron con un modelo que siguió el formalismo del tipo Langmuir-Hinshelwood-Hougen-
Watson (LHHW), considerando una sola clase de sitios activos sobre la superficie catalítica.
El modelo ajustó adecuadamente las observaciones cinéticas. Las observaciones y un
análisis de los parámetros cinéticos sugieren que la hidrotalcita promueve una mayor
mineralización de los fenoles que la TiO2 comercial. No obstante, un análisis de las velocidades de
reacción y los parámetros cinéticos mostraron que el 4-Clorofenol es una molécula que se
mineraliza directamente sin la formación de intermediarios, mientras que la molécula de Fenol al
tener un carácter más refractario no se mineraliza totalmente, siendo esta, selectiva a la
formación de intermediarios estables que no pueden ser mineralizados durante la reacción. Estos
resultados deben ser analizados con profundidad, pues pueden ser útiles para entender el
comportamiento del catalizador en un fotorreactor a escala industrial donde su diseño permitirá
concluir si la hidrotalcita es una opción para utilizarse industrialmente.
El diseño que se propuso partiendo de un fotorreactor a nivel laboratorio fue el adecuado,
al demostrar que cumple con todas las condiciones necesarias para llevarse a cabo la fotocatálisis
heterogénea, obteniendo resultados favorables en tiempo de reacción y porcentaje de remoción.
El uso de luz ultravioleta presenta mejores resultados en comparación con la luz visible, sin
embargo ya se realizan estudios de tal forma que en un futuro resulte mejor el uso de ésta; los
fotocatalizadores sintetizados por coprecipitación nos proporcionaron mayor remoción de
contaminante, comparado con el fotocatalizador comercial DP25, evaluando bajo las mismas
condiciones de operación.
El escalamiento de nivel laboratorio a nivel industrial fue posible, realizando
modificaciones al diseño y producción de los equipos para la fotocatálisis. La ausencia de este tipo
de tecnologías en las industrias, generan una dificultad para encontrar equipos o procesos
industriales que permitan llevar a cabo la Fotodegración catalítica. Sin embargo, en este trabajo,
se ha demostrado que dichas tecnologías cuentan con un potencial para los procesos ambientales
como en el caso de tratamiento de aguas residuales.

Ingeniería Química
88
12. Apéndices
Apéndice A:PROPORCIONES QUÍMICAS PARA LA SÍNTESIS DE LOS
CATALIZADOR
Cálculos para la síntesis del catalizador
Zn(NO3)2 ∙6 H2O PM: 297.49 g
Al(NO3)3 ∙9 H2O PM: 375.13 g
Mn (NO3)2 ∙ H2O PM: 178.95 g
Urea PM: 60.06 g
100 g Zn(NO3)2 ∙6 H2O
( )
Zn(NO3)2 -------- 0.336 mol 0.336 mol Zn(NO3)2 -------- 100 %
Al(NO3)3 ----------------- 0.112 mol 0.00168 Mn (NO3)2 -------- 0.5 %
(
) ( )
Tabla A. Resultados con los contenidos en moles para la preparación de las hidrotalcitas.
CATALIZADOR ZnAl-Mn 0.5%
(g)
ZnAl-JAI3
(g)
Masa (gr) Zn(NO3)2
100
100
Masa (gr) Al(NO3)3
42
42
Masa (gr) UREA
(NH2) CO (NH2)
90
90
Número de moles
Zn(NO3)2
0.336
0.336
Número de moles
Al(NO3)3
0.112
0.112
n Zn(NO3)/ n Al(NO3)
3
3
Masa Mn(NO3)2.H2O
(gr) SAL
0.3006
----
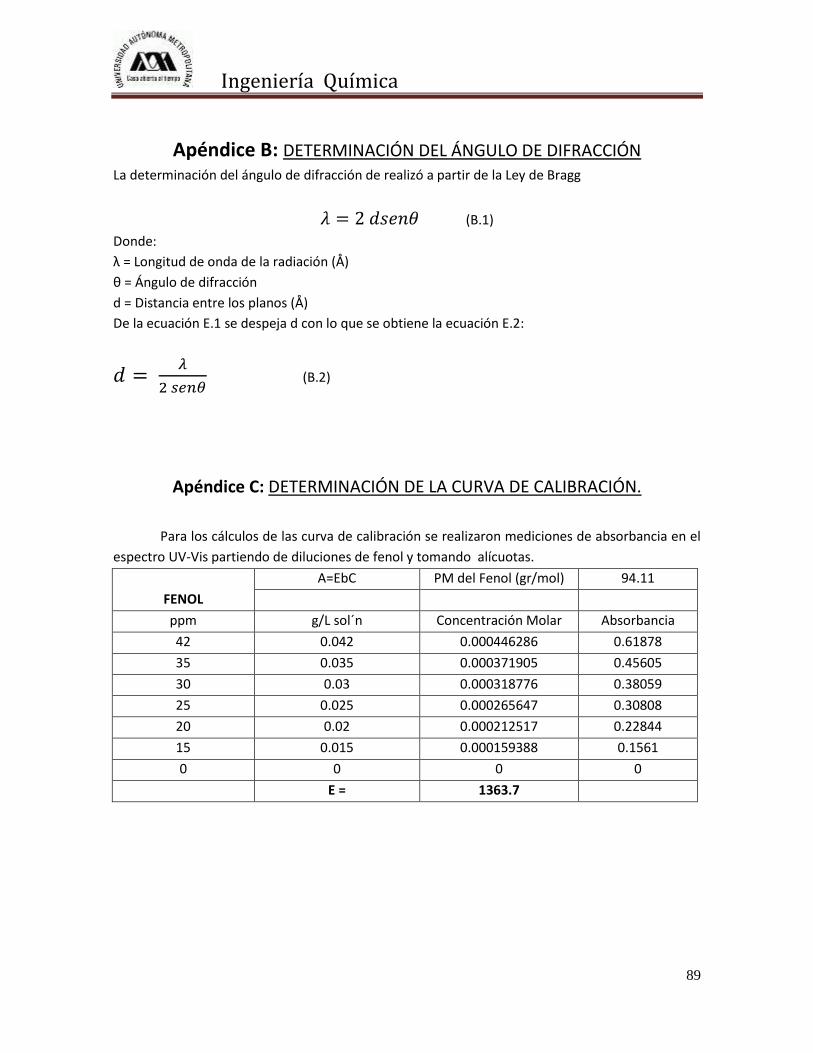
Ingeniería Química
89
Apéndice B: DETERMINACIÓN DEL ÁNGULO DE DIFRACCIÓN La determinación del ángulo de difracción de realizó a partir de la Ley de Bragg
(B.1)
Donde:
λ = Longitud de onda de la radiación (Å)
θ = Ángulo de difracción
d = Distancia entre los planos (Å)
De la ecuación E.1 se despeja d con lo que se obtiene la ecuación E.2:
(B.2)
Apéndice C: DETERMINACIÓN DE LA CURVA DE CALIBRACIÓN.
Para los cálculos de las curva de calibración se realizaron mediciones de absorbancia en el
espectro UV-Vis partiendo de diluciones de fenol y tomando alícuotas.
FENOL
A=EbC PM del Fenol (gr/mol) 94.11
ppm g/L sol´n Concentración Molar Absorbancia
42 0.042 0.000446286 0.61878
35 0.035 0.000371905 0.45605
30 0.03 0.000318776 0.38059
25 0.025 0.000265647 0.30808
20 0.02 0.000212517 0.22844
15 0.015 0.000159388 0.1561
0 0 0 0
E = 1363.7

Ingeniería Química
90
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0 0.0001 0.0002 0.0003 0.0004 0.0005
Calibracion Fenol
Absorbancia
y = -0.038838 + 1363.7x R= 0.98877
Ab
sorb
ancia
Concentracion molar (mol/L)
Las concentraciones molares se calcularon a partir de la pendiente y tomando las
absorbancias de acuerdo a la longitud de onda del fenol y el 4-clorofenol (λ=269 y λ=279
respectivamente)
ó ( )
( )
En donde la longitud de celda es igual a 1 cm. Y E = 1363.7 (pendiente de la curva)
Se calculó la concentración en función del tiempo.
FENOL
JAI-3 ZnAl-Mn0.5%
Tiempo (hr)
C/Co C/Co
1 1 1
2 0.76366226 0.856336116
3 0.60495499 0.743926745
4 0.32668097 0.544729773
5 0.18253271 0.41179699
6 0.08334506 0.287544412
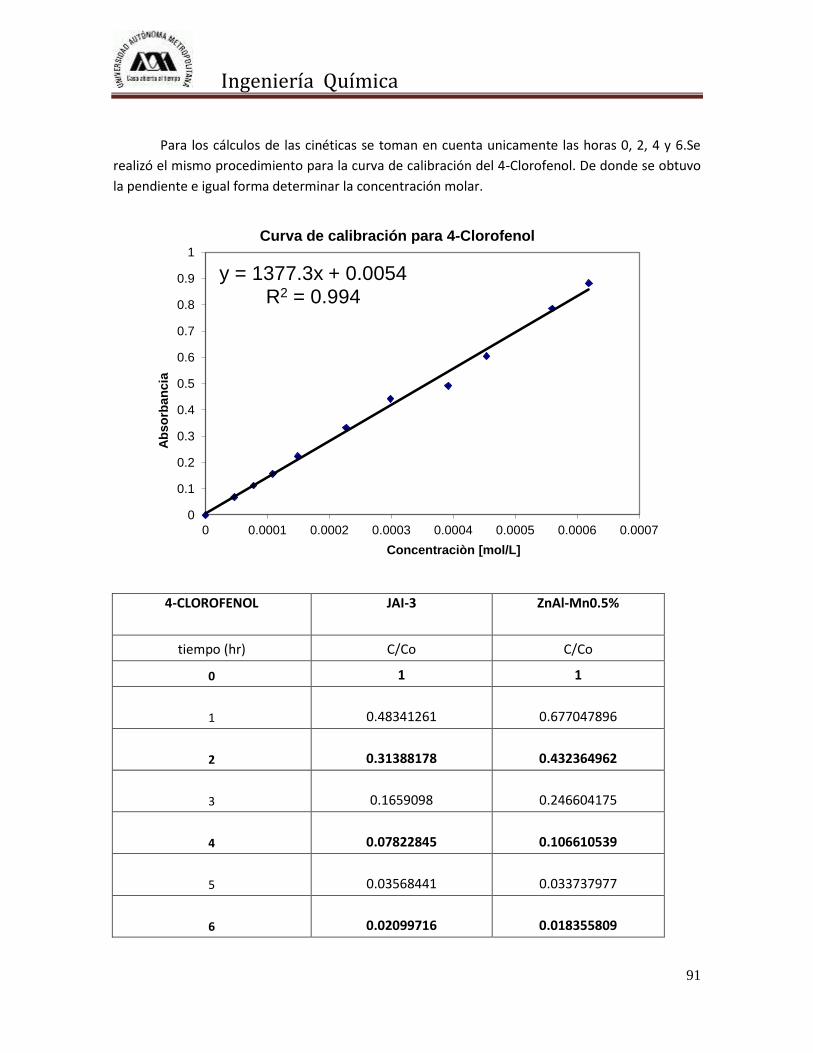
Ingeniería Química
91
Para los cálculos de las cinéticas se toman en cuenta unicamente las horas 0, 2, 4 y 6.Se
realizó el mismo procedimiento para la curva de calibración del 4-Clorofenol. De donde se obtuvo
la pendiente e igual forma determinar la concentración molar.
4-CLOROFENOL
JAI-3
ZnAl-Mn0.5%
tiempo (hr) C/Co C/Co
0 1 1
1
0.48341261 0.677047896
2
0.31388178 0.432364962
3
0.1659098 0.246604175
4
0.07822845 0.106610539
5
0.03568441 0.033737977
6
0.02099716 0.018355809
y = 1377.3x + 0.0054 R2 = 0.994
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0 0.0001 0.0002 0.0003 0.0004 0.0005 0.0006 0.0007
Ab
so
rban
cia
Concentraciòn [mol/L]
Curva de calibración para 4-Clorofenol

Ingeniería Química
92
Apéndice D:DETERMINACIÓN DEL CARBÓN ORGÁNICO TOTAL
Al momento de llevar a cabo la fotodegradación se busca llegar a la completa
mineralización de los contaminantes, sin embargo durante la reacción se tiene la formación de
intermediarios. La evidencia de la existencia de estos intermediarios se obtiene mediante
diferentes técnicas como el Carbón Orgánico Total (COT) y la Cromatografía de líquidos (HPLC).
Cabe señalar que en el presente trabajo sólo se ha llevado a cabo las mediciones en TOC, por lo
que queda abierta la posibilidad para realizar a futuro la cromatografía.
Con las mediciones en el analizador de TOC se demuestra la mineralización (parcial) de
fenol y los intermediarios. De acuerdo a extensas revisiones bibliográficas los intermediarios
encontrados comúnmente son tres compuestos aromáticos hidroxilados: la hidroquinona, catecol
y benzoquinona [7].
0 1 2 3 4 5 6
0.0
0.2
0.4
0.6
0.8
1.0
C/C
o
Tiempo (hr)
ZnAl JAI3
ZnAl-Mn0.5%
TOC
4-Clorofenol 100ppm
0 1 2 3 4 5 6
0.0
0.2
0.4
0.6
0.8
1.0C
/Co
Tiempo (hr)
ZnAl-Mn0.5%
ZnAl-JAI3-
TOC
40 PPM Fenol
Figura D (a). Degradación de 100 PPM de 4-Clorofenol Figura D (b). Degradación de 40 PPM de Fenol
De acuerdo a los resultados obtenidos presentados en las figuras D (a) se observó la
mineralización de los intermediarios llegando hasta un 85 % de degradación al cado be seis hora
de irradiación. En la fotodegradación con Fenol para la determinación del COT (figura D (b)), se
llegó hasta un 80 % de degradación después de seis horas de irradiación, dado que es una
molécula refractaria (difícil de degradar). Sin embargo con estos resultados se demuestra que las
LDH’s ZnAl-JAI3 y ZnAl-Mn 0.5% son muy eficientes para la degradación de compuestos fenólicos.
Con las concentraciones obtenidas de las mediciones del Carbón Orgánico Total se
prosiguió a realizar los balances para la determinación de la concentración de CO2 que se genera.

Ingeniería Química
93
Apéndice E:DETERMINACIÓN DE LOS PERFILES DE CONCENTRACIÓN
Tabla E (a). Resultados de perfiles de concentración para 40 ppm Fenol con ZnAl-Mn0.5%
Tiempo (min) 0 120 240 360
C, Fenol (mg/L) 40 29.756 16.468 5.732
COT (mg/L) 37.5808 26.665818 12.507454 1.068246
COT experimental
Fenol (mg/L) 30.4 22.61456 12.51568 4.35632
Parámetro de
normalización
7.1808
COT normalizado 30.4 19.485018 5.326654 0
C, intermediarios 0 0 4.753346 12.802554
X, fenol 1 0.70955962 0.332815001 0.02842531
X, intermediarios 0 0 0.126483364 0.34066742
X, CO2 0 0.29044038 0.540701635 0.63090727
Tabla E (b). Resultados de perfiles de concentración para 40 ppm Fenol con ZnAl-JAI3
Tiempo (min) 0 120 240 360
C, Fenol (mg/L) 40 21.1982 7.301308 1.255408
COT (mg/L) 31.63 27.92 19.24 10.85
COT experimental
Fenol (mg/L)
30.4 16.110632 5.54899408 0.95411008
Parámetro de
normalización
1.23
COT normalizado 31.6430336 27.9330336 19.2530336 10.8630336
C, inter mg/L 0 11.8224016 13.7040395 9.90892352
X, Fenol 1 0.50913677 0.17536227 0.03015229
X, inter 0 0.37361783 0.43308236 0.31314708
X, CO2 0 0.1172454 0.39155538 0.65670063
Tabla E (c). Resultados de perfiles de concentración para 100 ppm 4-Clorofenol con ZnAl-Mn0.5%
Tiempo (min) 0 120 240 360
C, 4ClFenol (mg/L) 100 43.23649 10.66105 1.83558
COT (mg/L) 60.58 16.42 6.98 4.71
Parámetro de
normalización
5.58

Ingeniería Química
94
COT normalizado 55 10.84 1.4 -0.87
Carbón 4ClFenol 55 23.7800695 5.8635775 1.009569
C, inter mg/L 0 0 0 0
X, 4ClFenol 1 0.4323649 0.1066105 0.0183558
X, inter 0 0 0 0
X, CO2 0 0.5676351 0.8933895 0.9816442
Tabla E (d). Resultados de perfiles de concentración para 100 ppm 4-Clorofenol con ZnAl-Mn0.5%
Tiempo (min) 0 120 240 360
C, 4ClFenol (mg/L) 100 31.38817 7.82284 2.09971
COT (mg/L) 59.26 13.6 8.09 7.533
Parámetro de
normalización
4.26
COT normalizado 55 9.34 3.83 3.273
Carbón 4ClFenol 55 17.2634935 4.302562 1.1548405
C, inter mg/L 0 0 0 2.1181595
X, 4CLFenol 1 0.3138817 0.0782284 0.0209971
X, inter 0 0 0 0.03851199
X, gas 0 0.6861183 0.9217716 0.94049091
Apéndice F: ESTIMACIÓN DE PARÁMETROS CINÉTICOS
Método de minimización Levenberg-Marquardt
El algoritmo de Levenberg-Marquardt (LM) es un algoritmo iterativo de optimización en el
que el método de iteración presenta una ligera modificación sobre el método tradicional de
Newton. Las ecuaciones normales NΔ=JT JΔ=JTε (J representa el jacobiano de la función, Δ los
incrementos de los parámetros y ε el vector de errores residuales del ajuste), son reemplazadas
por las ecuaciones normales aumentadas N’Δ=JTε, donde N’ii= (1+λ
i) N
ii y N’
ii= N
ii para i≠j. El valor
de λ es inicialmente puesto a algún valor, normalmente λ=10-3. SI el valor de Δ obtenido
resolviendo las ecuaciones aumentadas conduce a una reducción del error, entonces el
incremento es aceptado y λ es dividido por 10 para la siguiente iteración. Por otro lado si si el valor
de Δ conduce a in aumento del error, entonces λ es multiplicado por 10 y se resuelven de nuevo
las ecuaciones normales aumentadas, este proceso continúa hasta que el valor de Δ encontrado
da lugar aún decremento del error. Este proceso de resolver repetidamente las ecuaciones
normales aumentadas para diferentes valores de λ hasta encontrar un valor aceptable de Δ es lo
que constituye una iteración del algoritmo de LM.

Ingeniería Química
95
Apéndice G: DETERMINACIÓN DE LA ENERGÍA DE BANDA PROHIBIDA
Para la determinación de la Energía de Banda Prohibida (Eg) se hace uso de la ecuación F.1:
(G.1)
Donde:
: Longitud de onda [=] 1 nm = 1.00 * 10-9m
E: Energía [=] 1eV = 1.60 * 10 -19 J
v: Velocidad de la luz [=] 3x108m/s
h: Constante de Planck [=] 6.63*10 -34 J*s
Este cálculo se realizó por igual para los cuatro catalizadores empleados en este trabajo,
sin embargo aquí se presenta sólo el cálculo del ZnAl-Mn 0.5 %. Presentando en la Figura (G.1) la
determinación del Eg = 3.59 eV. En donde se gráfica (FR*hv)^1/2 (u.a) vs hv (eV). El FR se toma a
partir del espectrofotómetro Varian UV-Vis Cary-100 Scan para sólidos.
1 2 3 4 5 6 7
0
1
2
3
4
5
(FR
*hv)^
2 (
u.a
.)
E= hv (eV)
ZnAl-Mn0.5%
Figura G.1Energía de banda prohibida.
3.59 eV

Ingeniería Química
96
Apéndice H: DETERMINACIÓN DEL ÁREA SUPERFICIAL EFECTIVA
Para el catalizador ZnAl-JAI3 se tiene un =6.4869x10-5 m, sustituyendo en la ecuación I.1
se obtiene un área superficial efectiva de:
(H.1)
Para obtener el área que se tiene en 0.2 g de catalizador, cantidad utilizada para los
experimentos a nivel laboratorio, se siguió el siguiente experimento.
1. Se pesa un vial vació de 1 ml de capacidad ( )
2. Se agrega catalizador hasta 0.5 ml ( ) de su capacidad y este se comprime.
3. Se pesa el vial con el catalizador y se le resta el peso del vial vació, para obtener el peso
del catalizador en 0.5 ml ( ).
4. Se obtiene el volumen de la partícula, =
Se realiza la siguiente relación para obtener la masa de cada partícula:
Se obtiene que la masa del catalizador es:
= 1.09x10-6 gr.
Para 0.2 gr que es la cantidad que se utilizó en el laboratorio se realiza el siguiente cociente que
nos proporcionara el número de partículas ( ):
(H.2)
Por lo tanto el área superficial efectiva en 0.2 gr de catalizador es:

Ingeniería Química
97
Apéndice I: OBTENCIÓN DE VELOCIDADES DE REACCIÓN
La velocidad de reacción con base en la unidad superficie de un sólido (catalizador) se
define de la siguiente forma:
ó
(á )
Para obtener el área superficial de cada catalizador se utiliza la siguiente ecuación:
á
í
(I.1)
El diámetro promedio de la hidrotalcita ZnAl-JAI3 es 6.48x10-5 m y el de ZnAl-Mn0.5% es
6.80x10-5 m.
Nota: para ejemplificar el cálculo se realizará sólo para ZnAl-Mn0.5%, para el otro catalizador se
obtuvo de la misma forma la velocidad de reacción.
Factor de corrección de reacción para el reactor
[ ]
( )
El espacio vacío que dejan los pellets en un lecho empacado regularmente es
, por lo que el
espacio que ocupan los pellets es
( )
( )

Ingeniería Química
98
W
Factor de corrección para la reacción en la pared
[ ]
Donde:
d [=] 0.48 m
W [=] 0.001 m
L [=] 2 m
L d
πd

Ingeniería Química
99
Apéndice J: CÁLCULOS PARA LA SIMULACIÓN DEL PROCESO EN COMSOL
Figura J.1 Dimensiones de sistema.
Los siguientes parámetros son los utilizados en Comsol para poder realizar la simulación.
Fuerza en la dirección axial:
….. (J.1)
Coeficiente de dispersión:
[( )( )]
…… (J.2)
Densidad:
Viscosidad dinámica:
Concentración inicial:
Velocidad:
Velocidad de reacción homogénea y heterogénea
Cálculo para la Fuerza en la dirección axial [1].
El número de Reynolds para un sistema de tubos concéntricos se describe como sigue, este
número se necesitara para la obtención de esta fuerza.
( )
4.65E+03…. (J.3)
En la siguiente ecuación (J.4) se sustituyen valores para determinar la caída de presión para un
flujo turbulento (104< Re < 105).

Ingeniería Química
100
Δ (
) (
) …. (J.4)
Con el dato obtenido sustituimos el dato en ecuación J.1 y obtenemos Fx:
Δ
El coeficiente de dispersión se obtuvo a partir de la Figura J.2. Leyendo
y se despeja D:
Figura J.2. Correlación para la dispersión de fluidos, adaptación Levenspiel.
Obteniendo estos parámetros se sustituyen en donde el programa lo requiera, algunas
ecuaciones que resuelve Comsol para obtener perfiles de velocidad y concentración son las
siguientes:
Navier- Stokes Incomprensible
( ) [ ( ( ) )]
Convección difusión
( ) ó

Ingeniería Química
101
Apéndice K: CÁLCULO DE LA POTENCIA DE LA LAMPARA UV A NIVEL
INDUSTRIAL Tomando en cuenta las dimensiones del reactor a nivel laboratorio y la irradiación de la
lámpara en el mismo, se escalará respetando la relación longitud-diámetro. Emplearemos el
Teorema de -Buckingham.
Tabla K.1. Variables implicadas en el proceso
Variable Unidades
Diámetro de lámpara L
Diámetro de reactor L
Intensidad de la lámpara I ⁄
Altura h L
Densidad ρ ⁄
Viscosidad µ ⁄
Velocidad v ⁄
Se tienen 7 parámetros y 3 unidades fundamentales, por lo que nos resultan 4 grupos
adimensionales. Elegimos 4 variables de las 7 que son DL, DR, I, h.
Nota: se resolverá solo para un grupo adimensional, los demás se resuelven análogamente.
Comenzamos con DR constante
ρ
[
]
[
]
[
]
Se resuelve el sistema
M: a = 1
L: b = 1 ρ
ρ
t: c = -1
ρ
ρ
ρ
ρ
ρ
ρ
Teniendo el Re para tubos concéntricos (figura k.1), leemos de la grafica el valor de Fr y
despejamos la potencia (P), que sería la energía que necesita la lámpara para irradiar la misma
cantidad de luz en el reactor industrial.
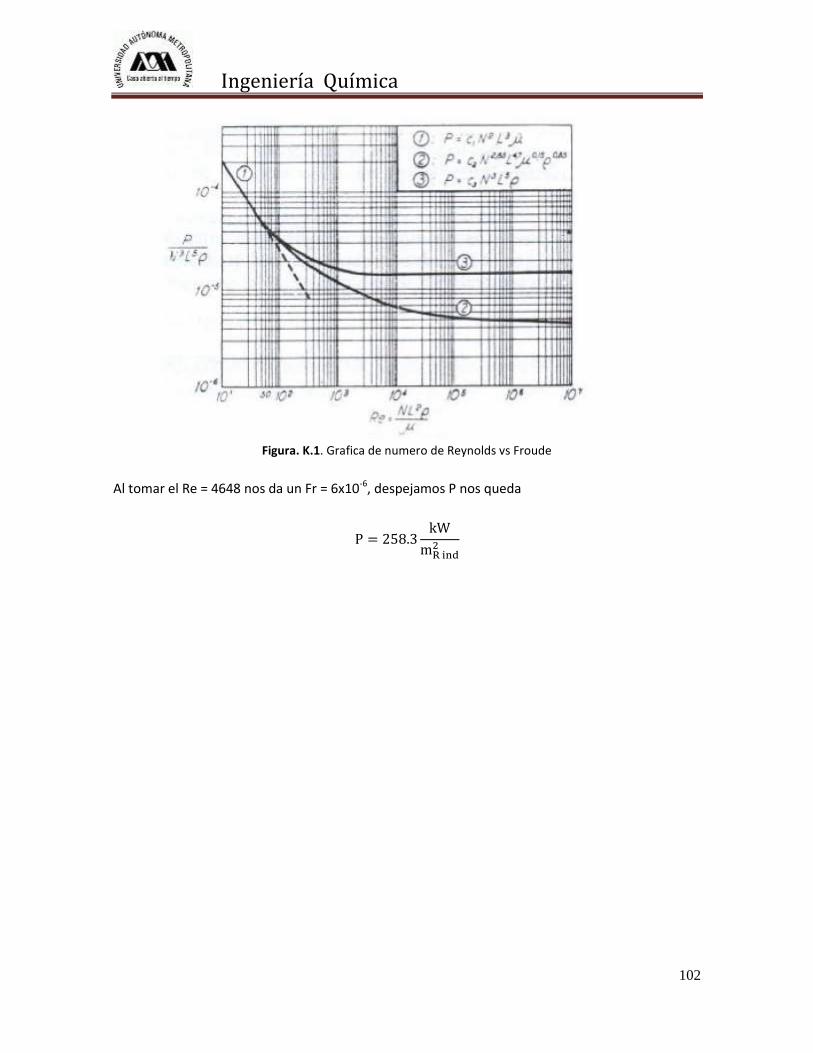
Ingeniería Química
102
Figura. K.1. Grafica de numero de Reynolds vs Froude
Al tomar el Re = 4648 nos da un Fr = 6x10-6, despejamos P nos queda
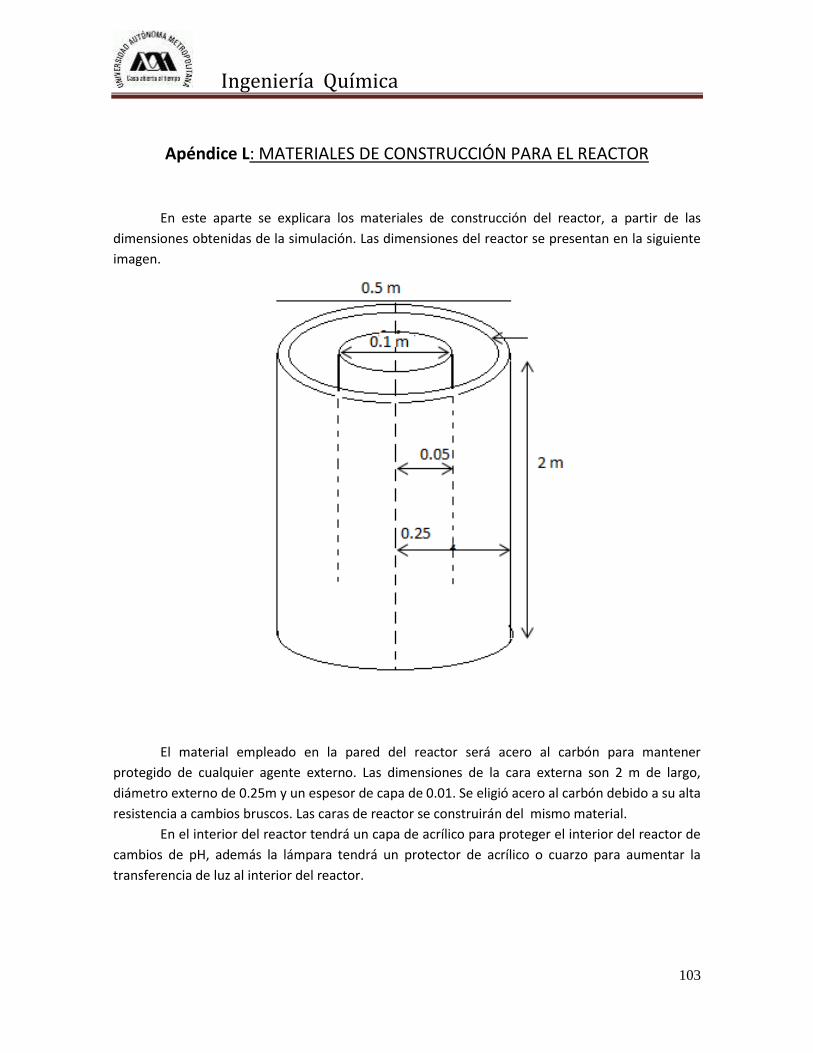
Ingeniería Química
103
Apéndice L: MATERIALES DE CONSTRUCCIÓN PARA EL REACTOR
En este aparte se explicara los materiales de construcción del reactor, a partir de las
dimensiones obtenidas de la simulación. Las dimensiones del reactor se presentan en la siguiente
imagen.
El material empleado en la pared del reactor será acero al carbón para mantener
protegido de cualquier agente externo. Las dimensiones de la cara externa son 2 m de largo,
diámetro externo de 0.25m y un espesor de capa de 0.01. Se eligió acero al carbón debido a su alta
resistencia a cambios bruscos. Las caras de reactor se construirán del mismo material.
En el interior del reactor tendrá un capa de acrílico para proteger el interior del reactor de
cambios de pH, además la lámpara tendrá un protector de acrílico o cuarzo para aumentar la
transferencia de luz al interior del reactor.