Embed Size (px)
Citation preview


Por. Ing. Carlos Enrique Suárez Navas
ASNT NDT Level III
INSPECCION AUTOMATIZADA DE
SOLDADURAS UTILIZANDO
TECNOLOGÍAS LIMPIAS
RESUMEN
En todo el mundo, las tecnologías de inspección a soldaduras mediante Ultrasonido
están remplazando a las radiaciones ionizantes (ensayo RX y Gammagrafía) al no
generar ningún tipo de riesgo para las personas y no contaminar el planeta.
Hoy en día, la normatividad ha evolucionado permitiendo realizar control de calidad a
soldaduras mediante tecnologías limpias como el UT. La actualización de códigos y
estándares internacionales tales como ASME B31.3, API 650, ASME SEC VIII Div.2
(CC2235-9), API 1104, DNV OS F101, ASME B31.1, etc., son prueba de esto.
Dado las dificultades que se tienen en cuanto a la correcta aplicación de los diferente
métodos, en el presente trabajo se mostrara como debe ser su implementación en:
Inspección en Pipelines, aplicación de AUT y SAUT
Inspección en plantas (piping, recipientes a presión y tanques de almacenamiento),
aplicación de SAUT
3
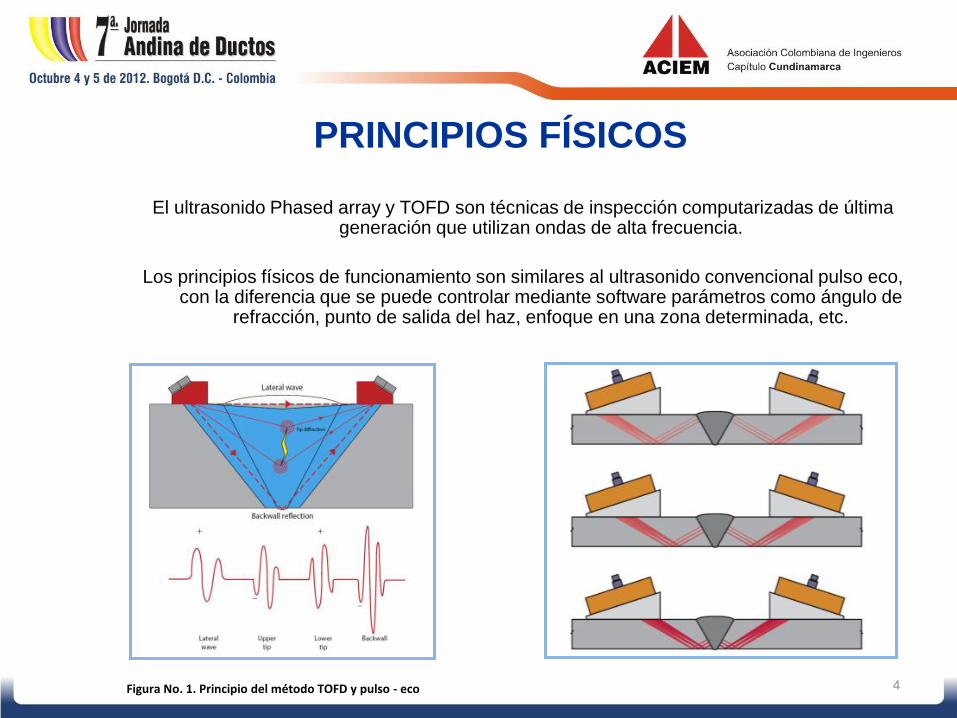
PRINCIPIOS FÍSICOS
El ultrasonido Phased array y TOFD son técnicas de inspección computarizadas de última generación que utilizan ondas de alta frecuencia.
Los principios físicos de funcionamiento son similares al ultrasonido convencional pulso eco, con la diferencia que se puede controlar mediante software parámetros como ángulo de
refracción, punto de salida del haz, enfoque en una zona determinada, etc.
4 Figura No. 1. Principio del método TOFD y pulso - eco
VENTAJAS DEL ULTRASONIDO PHASED
ARRAY / TOFD
Reemplaza a los Rayos X y Gamma por las dificultades cada vez mayores en todo el mundo para importar, exportar, manipular y legalizar fuentes radiactivas y operadores Permite realizar controles oportunos al proceso No requiere zonas de exclusión las cuales generan grandes pérdidas económicas y atrasos en producción, al tener que detener las labores en planta para la toma de placas radiográficas las cuales generan daño a las personas Alta probabilidad de detección No contamina el planeta con residuos radiactivos Permite registrar el 100% del volumen de una soldadura para análisis en diferentes vistas, por ej: S-Scan, B-Scan, D-Scan, C-Scan o TOFD.
5
INSPECCIÓN EN PIPELINES
Aplicación de AUT y SAUT
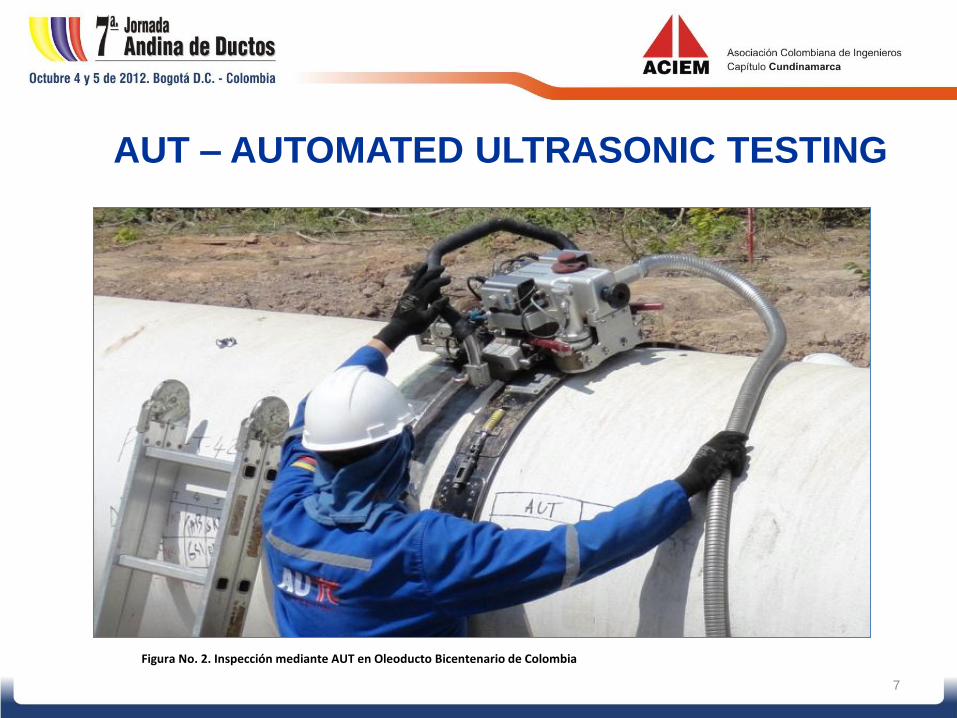
AUT – AUTOMATED ULTRASONIC TESTING
7
Figura No. 2. Inspección mediante AUT en Oleoducto Bicentenario de Colombia
8
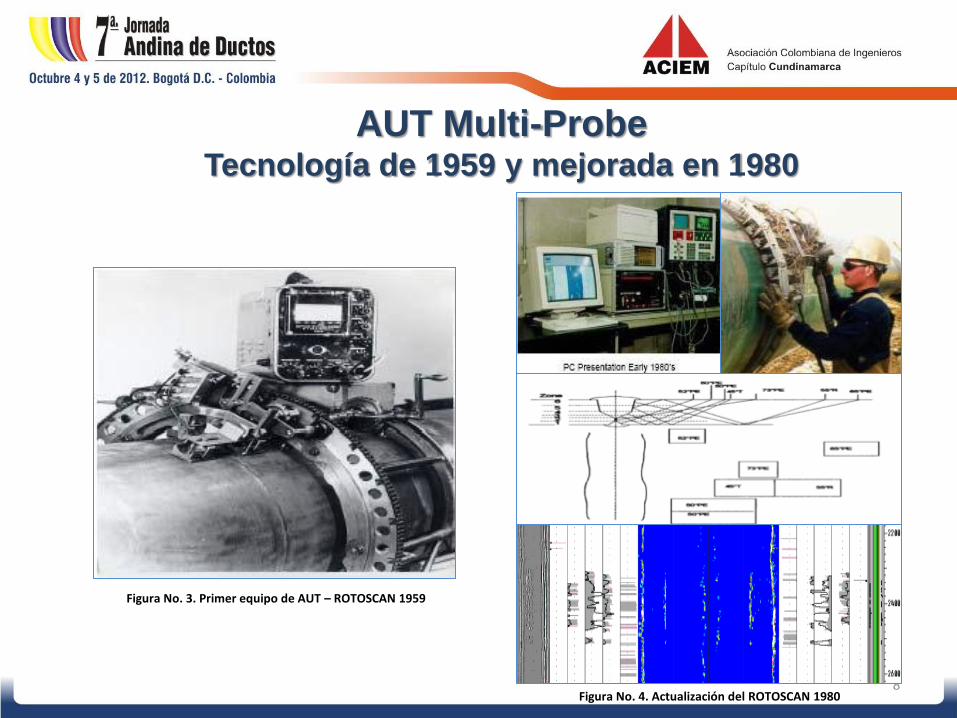
AUT Multi-Probe Tecnología de 1959 y mejorada en 1980
Figura No. 3. Primer equipo de AUT – ROTOSCAN 1959
Figura No. 4. Actualización del ROTOSCAN 1980
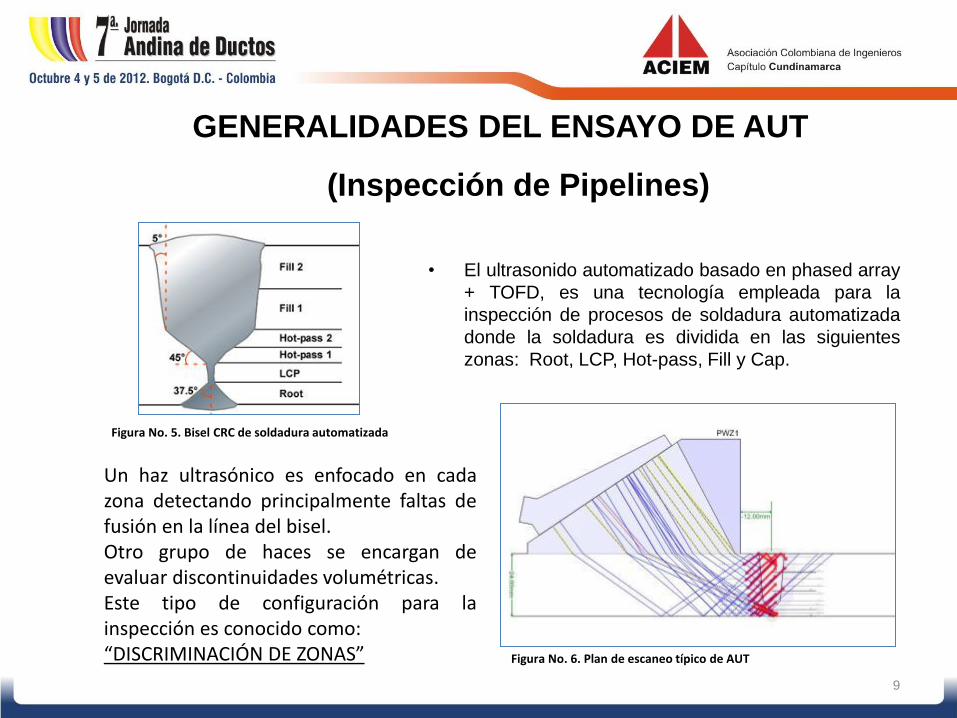
GENERALIDADES DEL ENSAYO DE AUT
(Inspección de Pipelines)
• El ultrasonido automatizado basado en phased array
+ TOFD, es una tecnología empleada para la
inspección de procesos de soldadura automatizada
donde la soldadura es dividida en las siguientes
zonas: Root, LCP, Hot-pass, Fill y Cap.
9
Un haz ultrasónico es enfocado en cada zona detectando principalmente faltas de fusión en la línea del bisel. Otro grupo de haces se encargan de evaluar discontinuidades volumétricas. Este tipo de configuración para la inspección es conocido como: “DISCRIMINACIÓN DE ZONAS”
Figura No. 5. Bisel CRC de soldadura automatizada
Figura No. 6. Plan de escaneo típico de AUT
10
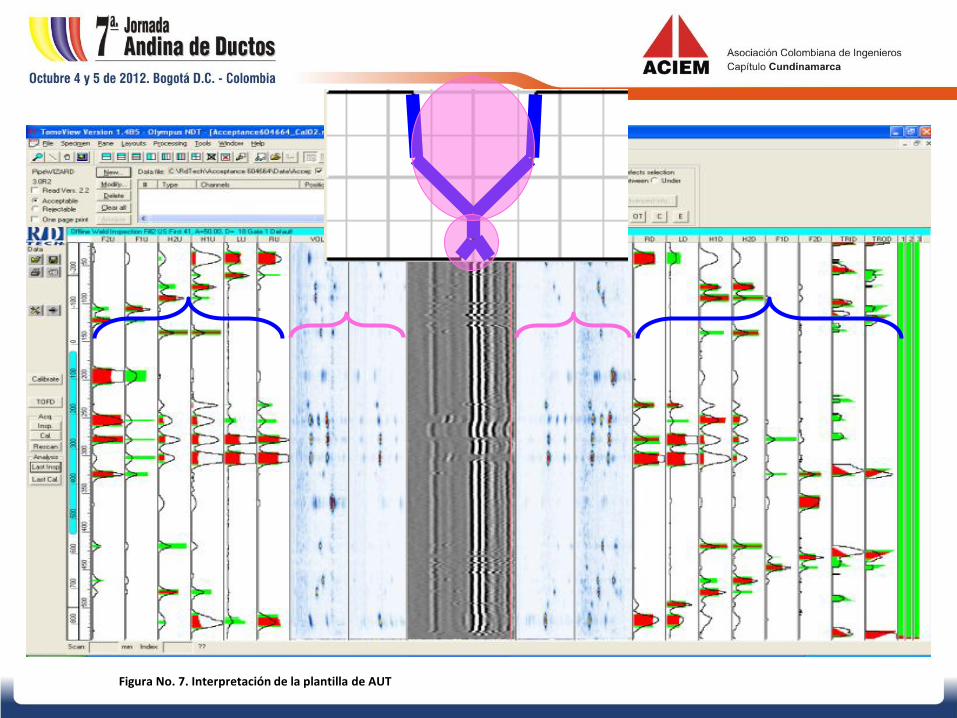
Figura No. 7. Interpretación de la plantilla de AUT
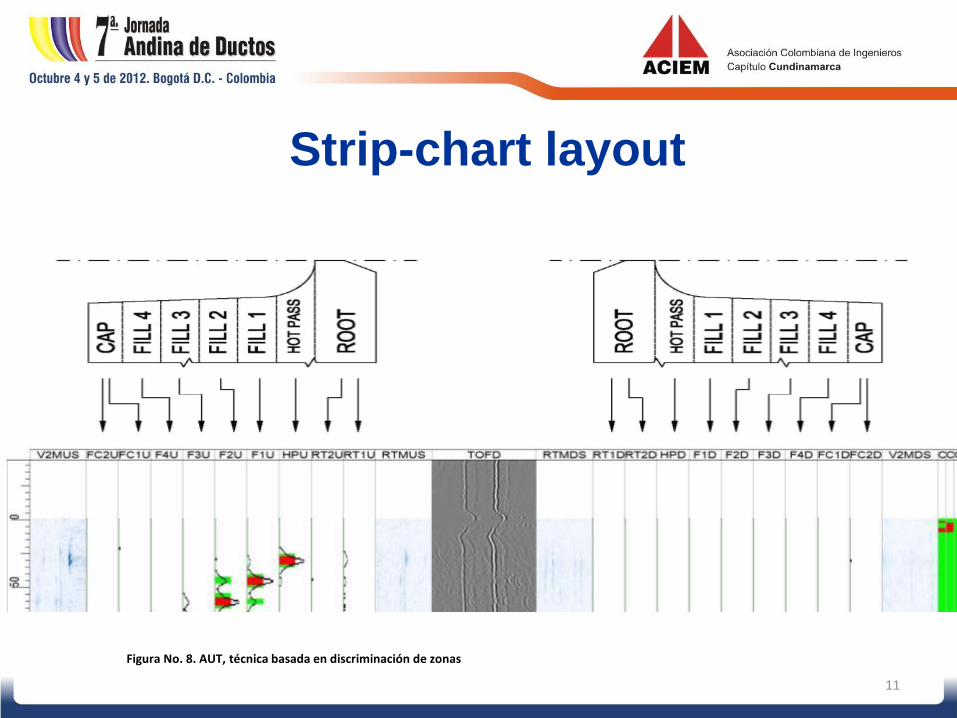
Strip-chart layout
11
Figura No. 8. AUT, técnica basada en discriminación de zonas
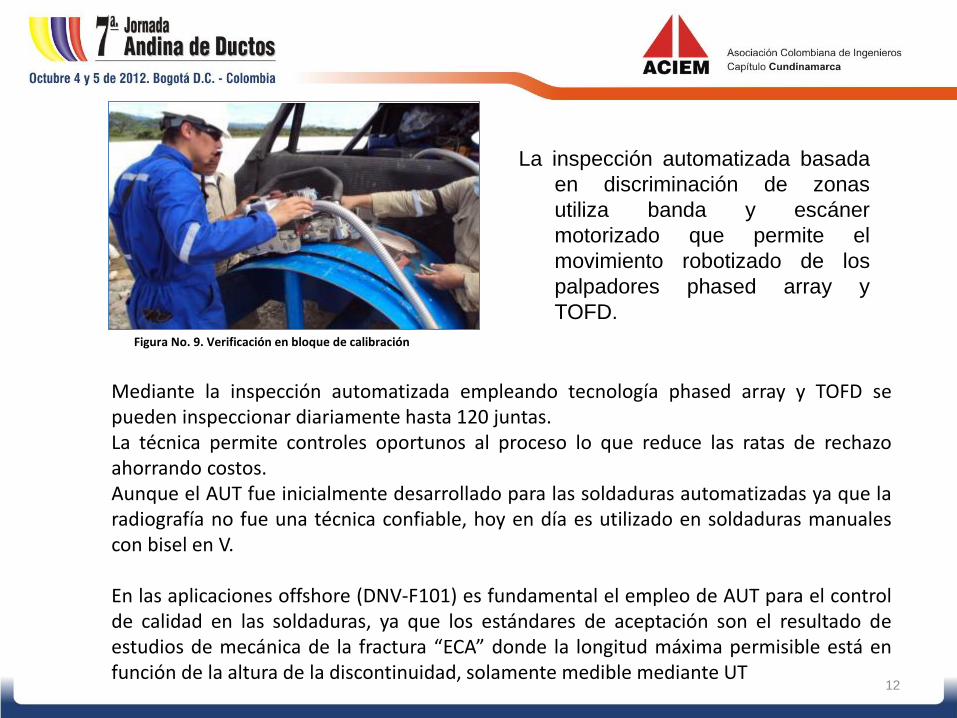
La inspección automatizada basada
en discriminación de zonas
utiliza banda y escáner
motorizado que permite el
movimiento robotizado de los
palpadores phased array y
TOFD.
12
Mediante la inspección automatizada empleando tecnología phased array y TOFD se pueden inspeccionar diariamente hasta 120 juntas. La técnica permite controles oportunos al proceso lo que reduce las ratas de rechazo ahorrando costos. Aunque el AUT fue inicialmente desarrollado para las soldaduras automatizadas ya que la radiografía no fue una técnica confiable, hoy en día es utilizado en soldaduras manuales con bisel en V. En las aplicaciones offshore (DNV-F101) es fundamental el empleo de AUT para el control de calidad en las soldaduras, ya que los estándares de aceptación son el resultado de estudios de mecánica de la fractura “ECA” donde la longitud máxima permisible está en función de la altura de la discontinuidad, solamente medible mediante UT
Figura No. 9. Verificación en bloque de calibración
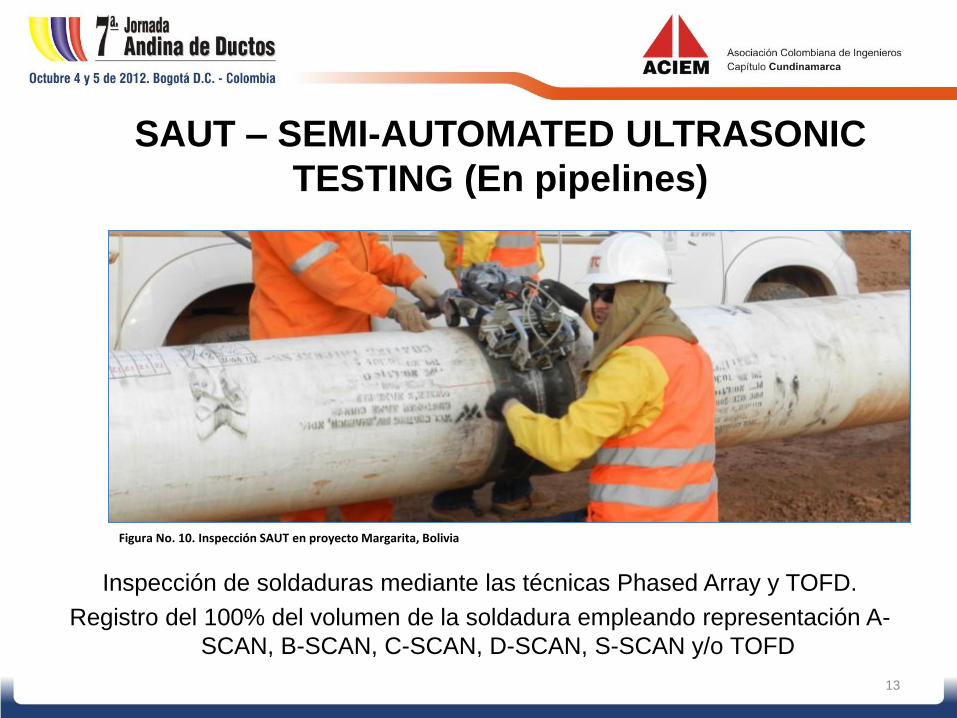
Inspección de soldaduras mediante las técnicas Phased Array y TOFD.
Registro del 100% del volumen de la soldadura empleando representación A-
SCAN, B-SCAN, C-SCAN, D-SCAN, S-SCAN y/o TOFD
13
SAUT – SEMI-AUTOMATED ULTRASONIC
TESTING (En pipelines)
Figura No. 10. Inspección SAUT en proyecto Margarita, Bolivia
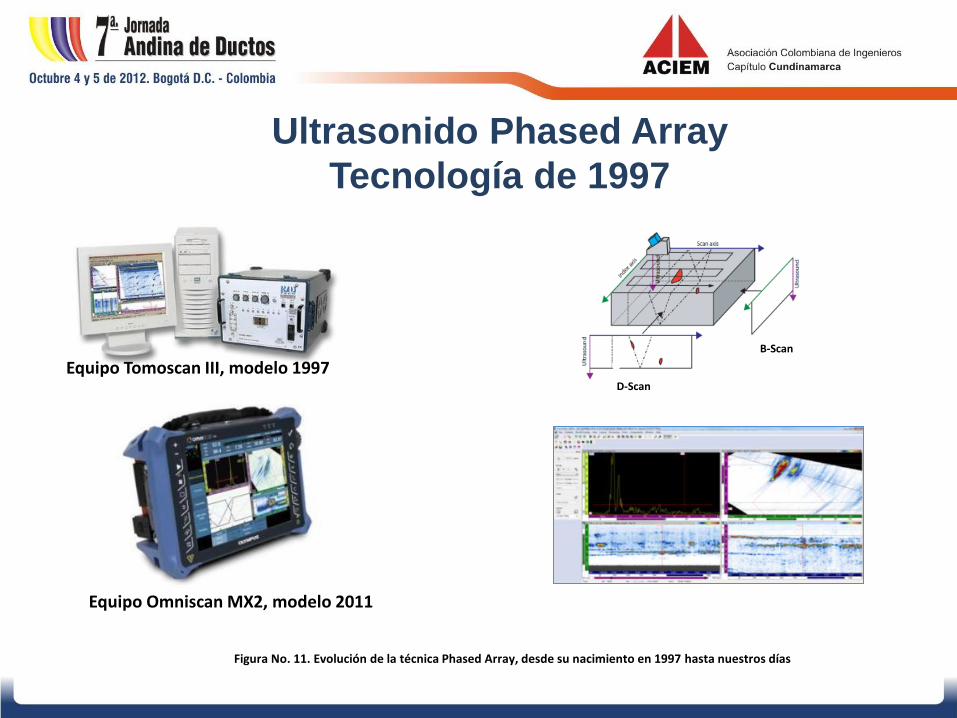
Ultrasonido Phased Array
Tecnología de 1997
Equipo Omniscan MX2, modelo 2011
Equipo Tomoscan III, modelo 1997 D-Scan
B-Scan
Figura No. 11. Evolución de la técnica Phased Array, desde su nacimiento en 1997 hasta nuestros días
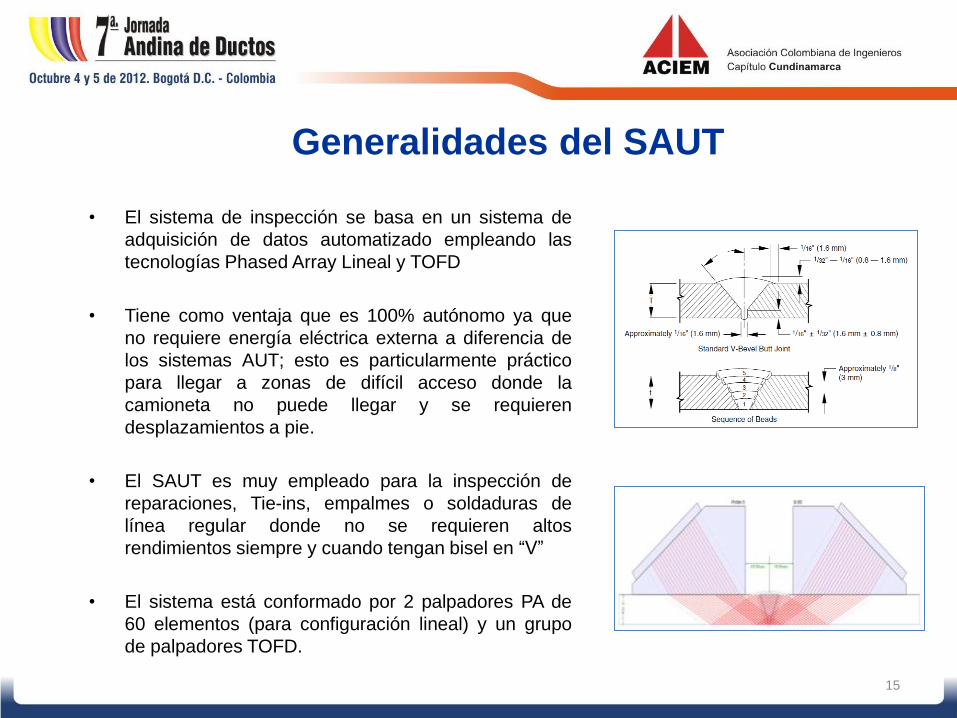
Generalidades del SAUT
• El sistema de inspección se basa en un sistema de
adquisición de datos automatizado empleando las
tecnologías Phased Array Lineal y TOFD
• Tiene como ventaja que es 100% autónomo ya que
no requiere energía eléctrica externa a diferencia de
los sistemas AUT; esto es particularmente práctico
para llegar a zonas de difícil acceso donde la
camioneta no puede llegar y se requieren
desplazamientos a pie.
• El SAUT es muy empleado para la inspección de
reparaciones, Tie-ins, empalmes o soldaduras de
línea regular donde no se requieren altos
rendimientos siempre y cuando tengan bisel en “V”
• El sistema está conformado por 2 palpadores PA de
60 elementos (para configuración lineal) y un grupo
de palpadores TOFD.
15
Informe de Inspección del SAUT
16
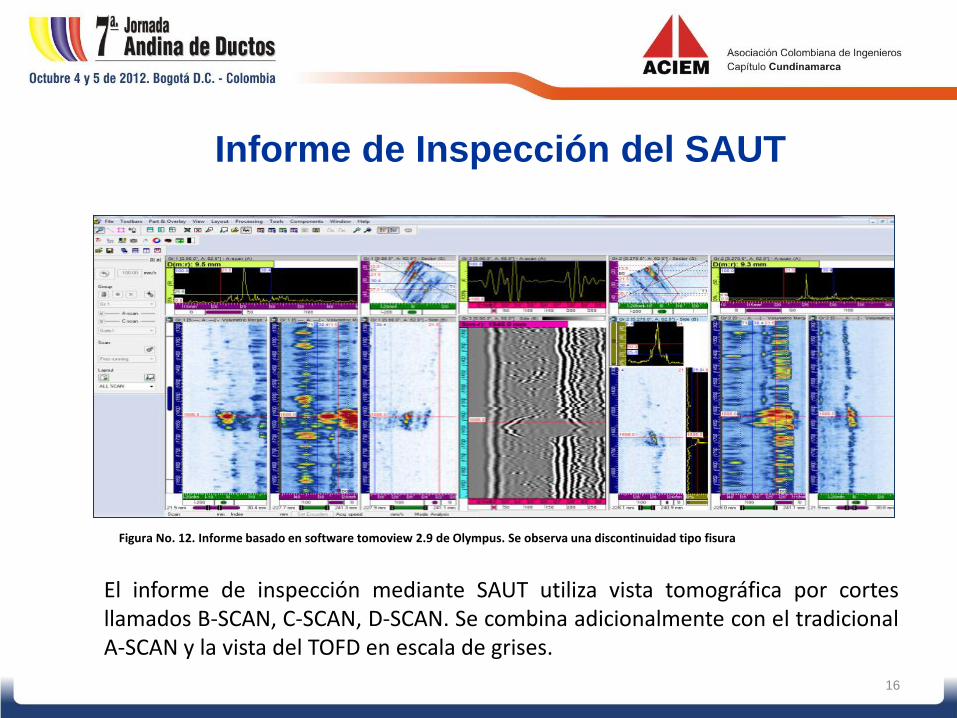
El informe de inspección mediante SAUT utiliza vista tomográfica por cortes llamados B-SCAN, C-SCAN, D-SCAN. Se combina adicionalmente con el tradicional A-SCAN y la vista del TOFD en escala de grises.
Figura No. 12. Informe basado en software tomoview 2.9 de Olympus. Se observa una discontinuidad tipo fisura
17
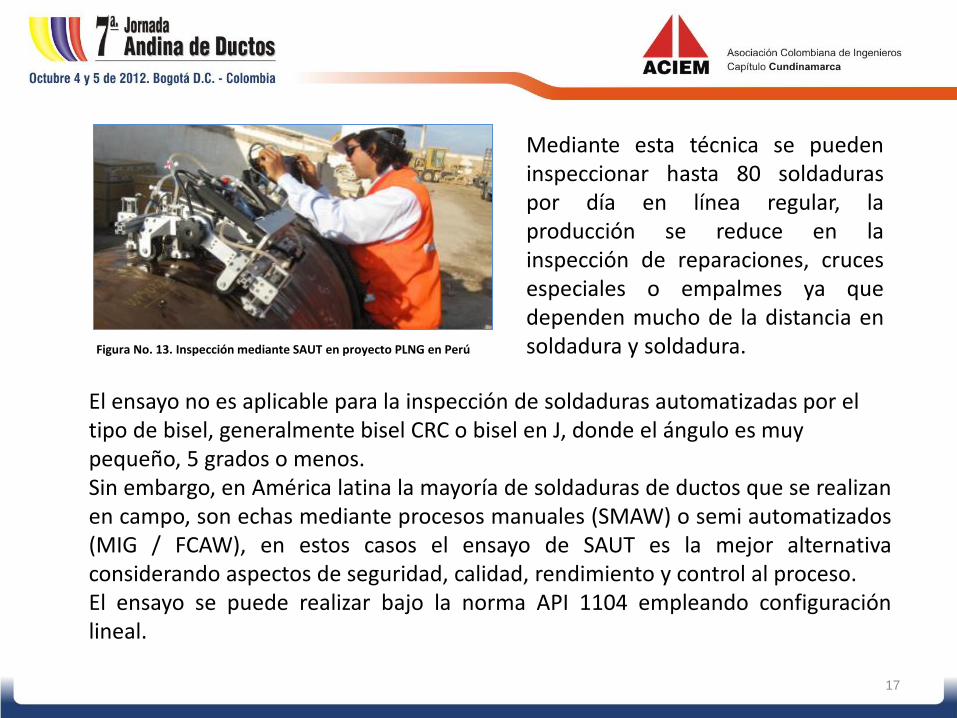
Mediante esta técnica se pueden inspeccionar hasta 80 soldaduras por día en línea regular, la producción se reduce en la inspección de reparaciones, cruces especiales o empalmes ya que dependen mucho de la distancia en soldadura y soldadura.
El ensayo no es aplicable para la inspección de soldaduras automatizadas por el tipo de bisel, generalmente bisel CRC o bisel en J, donde el ángulo es muy pequeño, 5 grados o menos. Sin embargo, en América latina la mayoría de soldaduras de ductos que se realizan en campo, son echas mediante procesos manuales (SMAW) o semi automatizados (MIG / FCAW), en estos casos el ensayo de SAUT es la mejor alternativa considerando aspectos de seguridad, calidad, rendimiento y control al proceso. El ensayo se puede realizar bajo la norma API 1104 empleando configuración lineal.
Figura No. 13. Inspección mediante SAUT en proyecto PLNG en Perú

INSPECCIÓN EN PLANTAS
Aplicación de SAUT en Inspección de Piping, recipientes a
presión y tanques de almacenamiento),
19
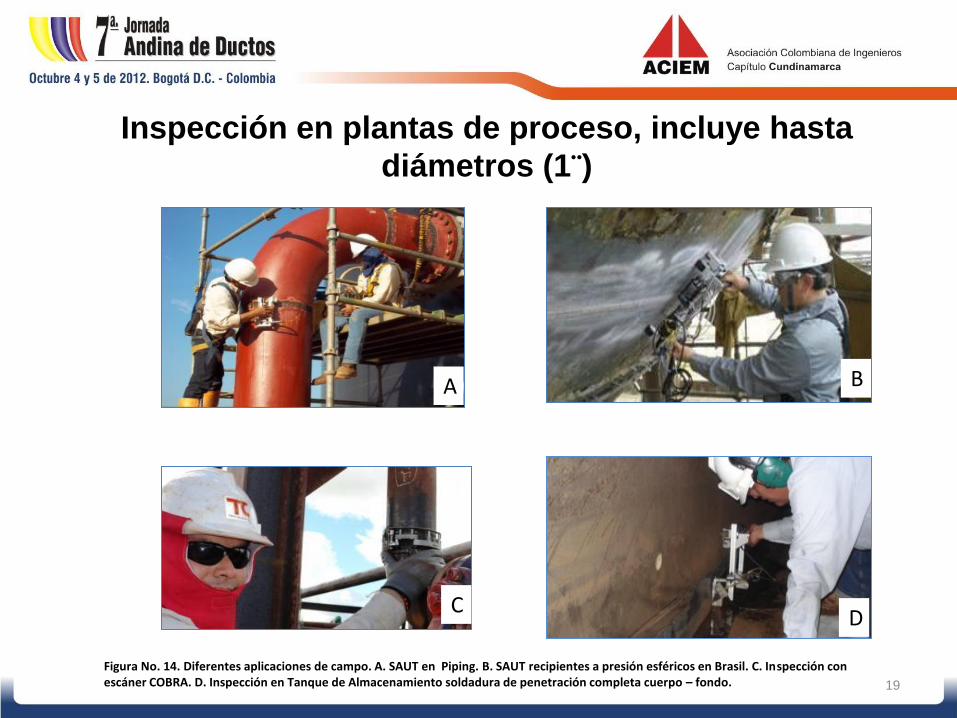
Inspección en plantas de proceso, incluye hasta
diámetros (1¨)
Figura No. 14. Diferentes aplicaciones de campo. A. SAUT en Piping. B. SAUT recipientes a presión esféricos en Brasil. C. Inspección con escáner COBRA. D. Inspección en Tanque de Almacenamiento soldadura de penetración completa cuerpo – fondo.
A B
C D
20
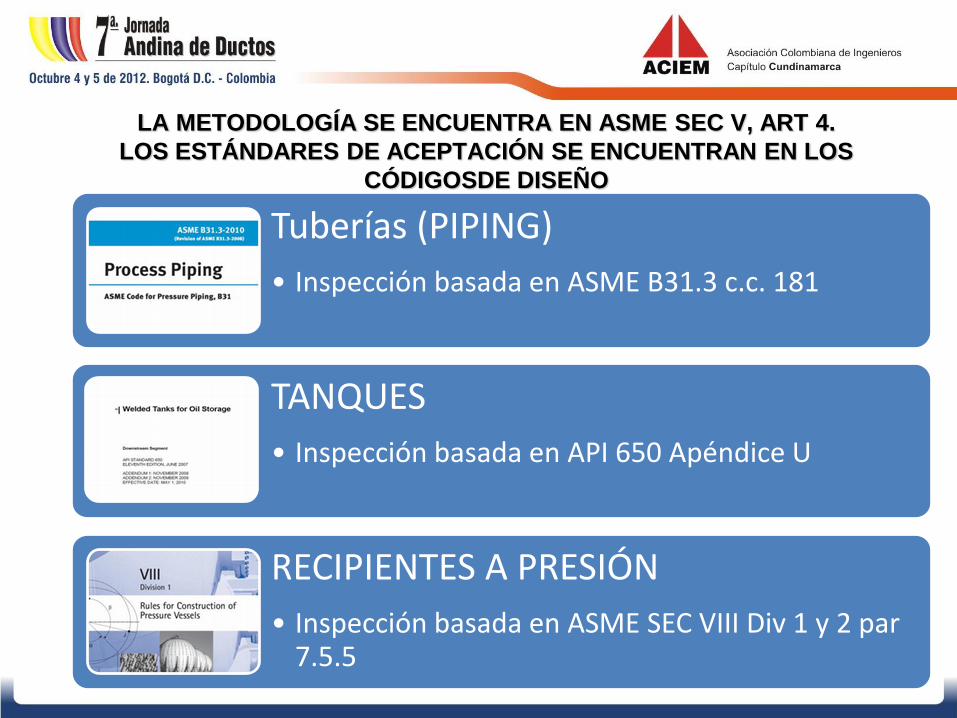
Tuberías (PIPING)
• Inspección basada en ASME B31.3 c.c. 181
TANQUES
• Inspección basada en API 650 Apéndice U
RECIPIENTES A PRESIÓN
• Inspección basada en ASME SEC VIII Div 1 y 2 par 7.5.5
LA METODOLOGÍA SE ENCUENTRA EN ASME SEC V, ART 4.
LOS ESTÁNDARES DE ACEPTACIÓN SE ENCUENTRAN EN LOS
CÓDIGOSDE DISEÑO
Técnica Phased Array
21
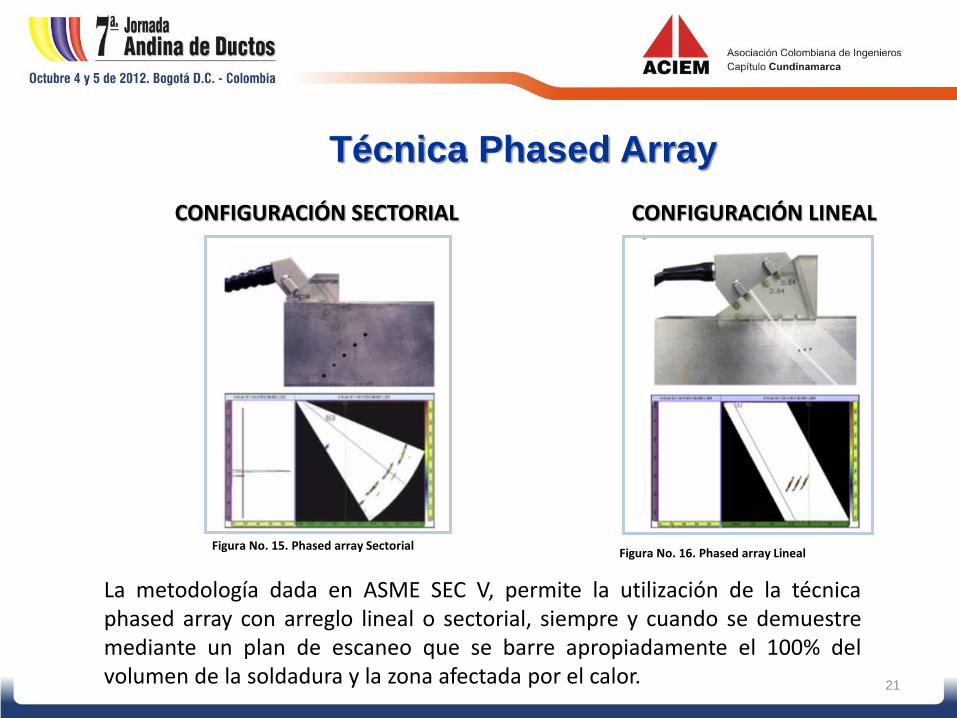
CONFIGURACIÓN LINEAL CONFIGURACIÓN SECTORIAL
La metodología dada en ASME SEC V, permite la utilización de la técnica phased array con arreglo lineal o sectorial, siempre y cuando se demuestre mediante un plan de escaneo que se barre apropiadamente el 100% del volumen de la soldadura y la zona afectada por el calor.
Figura No. 15. Phased array Sectorial Figura No. 16. Phased array Lineal
22
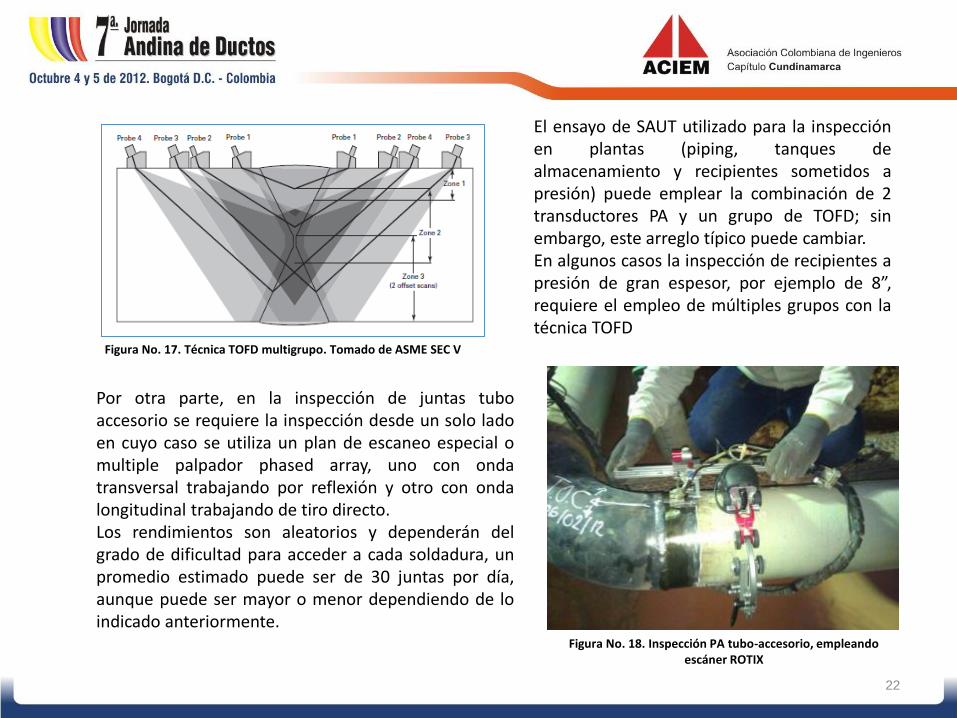
El ensayo de SAUT utilizado para la inspección en plantas (piping, tanques de almacenamiento y recipientes sometidos a presión) puede emplear la combinación de 2 transductores PA y un grupo de TOFD; sin embargo, este arreglo típico puede cambiar. En algunos casos la inspección de recipientes a presión de gran espesor, por ejemplo de 8”, requiere el empleo de múltiples grupos con la técnica TOFD
Por otra parte, en la inspección de juntas tubo accesorio se requiere la inspección desde un solo lado en cuyo caso se utiliza un plan de escaneo especial o multiple palpador phased array, uno con onda transversal trabajando por reflexión y otro con onda longitudinal trabajando de tiro directo. Los rendimientos son aleatorios y dependerán del grado de dificultad para acceder a cada soldadura, un promedio estimado puede ser de 30 juntas por día, aunque puede ser mayor o menor dependiendo de lo indicado anteriormente.
Figura No. 17. Técnica TOFD multigrupo. Tomado de ASME SEC V
Figura No. 18. Inspección PA tubo-accesorio, empleando escáner ROTIX
CONCLUSIONES
• El ensayo de ultrasonido mecanizado es aplicable en la inspección de soldaduras en oleoductos, gasoductos, tuberías de proceso, tanques de almacenamiento y recipientes a presión, ya que la normatividad vigente evolucionó para permitir el empleo de nuevas tecnologías mas amigables con el planeta.
• El ensayo de ultrasonido es aplicable a muchas configuraciones soldadas, sin embargo, no es el mismo equipo, con el mismo escáner. En cada caso existe la herramienta apropiada que permite realizar la inspección con alta confiabilidad.
• Los programas de calificación de personal han evolucionado también, la ASNT cuenta con esquema para calificación y certificación de personal en las técnicas phased array y TOFD, para la técnica AUT actualmente se emplea el esquema CSWIP que cumple con ISO 9712 y EN473, normatividad Europea.
23
Datos del Autor
Carlos Enrique Suárez Navas
ASNT NDT Level III, AUT DI CSWIP / ISO 9712/EN473
RESUMEN
• Ingeniero Mecánico con 12 años de experiencia en Ensayos No Destructivos.
• Certificado como Nivel III en los ensayos de Ultrasonido, Radiografía y Partículas Magnéticas.
• Certificado en AUT Phased Array bajo el esquema CSWIP ISO 9712 y EN473
• Director de la Unidad de Nuevas Tecnologías en Tecnicontrol S.A.
• Instructor interno. en sistemas de inspección Olympus AUT Pipewizard, AUT Focus LT y SAUT Omniscan PV-200
• Ha participado en el desarrollo de trabajos empleando tecnologías limpias como AUT y SAUT en proyectos realizados por Tecniontrol S.A. en Perú, Bolivia y Colombia.
24
Datos del Autor
Teléfono
a) Residencia: 57-1-8796057
b) Oficina: 57-1-6671444
c) Celular: 57-3142985211
Dirección del autor
a) Oficina: Autopista Norte Km 19, costado Occidental, Chía, Colombia
E-mail: [email protected]
25