Embed Size (px)
Citation preview

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA
MECÁNICA Y ELÉCTRICA
Instalación eléctrica y Mantenimiento de
un Equipo de Inyección de Poliuretano
en una Planta de Ensamble de
Autos en México
Memorias de Experiencia Profesional
Que para obtener el título de
Ingeniero Electricista
Presentan:
Flores Ramos Rogelio
Asesor:
Ing. Israel Camacho Rodríguez
Ing. Ernesto Adolfo Niño Solís
Ciudad de México, Noviembre de 2016

2
AGRADECIMIENTOS
A mi esposa. Por siempre creer en mí y servir de motivación para lograr mis metas. Gracias por tu apoyo en todo este tiempo y estar a mi lado. Te amo.
A mi hijo. Posiblemente en este momento no entiendas palabras, pero para cuando seas capaz, quiero que te des cuenta de lo que significas para mí. Tú y mama son la razón que me levanta cada día para esforzarme. Gracias por llegar a complementar nuestra vida.
A mis padres. Por todo su esfuerzo y apoyo para conseguir este logro. Gracias por ser un ejemplo para mí y forjarme como la persona que soy. Sin ustedes no lo hubiera logrado.
A mis hermanos. Por todos sus consejos y apoyo para terminar este logro, son un ejemplo para mí.
A mis asesores. Por guiarme para la culminación de este trabajo. Gracias por compartirme su sabiduría y por apoyarme en todo momento.
A Mexicannon. Por permitirme estar en su equipo y hacerme crecer profesionalmente y como persona.
3
ÍNDICE
AGRADECIMIENTOS ............................................................................................................ 2
OBJETIVO .............................................................................................................................. 6
INTRODUCCIÓN .................................................................................................................... 7
CAPITULO I. CONCEPTOS BÁSICOS DEL EQUIPO DE INYECCIÓN. ............................ 8
1.1 ¿Qué es la inyección de poliuretano? ...........................................................................9
1.2 Máquina de inyección de plástico ................................................................................10
1.2.1. El Ciclo de Inyección .............................................................................................11
1.2.2. Partes de una inyectora ........................................................................................13
1.3 Máquina de Inyección de Poliuretano .........................................................................19
1.3.1. ¿Qué es el Poliuretano? .......................................................................................19
1.3.2. Partes de una máquina de inyección de Poliuretano ........................................23
1.3.3. Aplicaciones del poliuretano .................................................................................27
CAPÍTULO II. PLANEACIÓN PARA LA INSTALACIÓN DEL EQUIPO DE INYECCIÓN.
.............................................................................................................................................. 29
2.1 Paso 1: Desembalaje ....................................................................................................30
2.2 Paso 2: Posicionamiento y fijación ..............................................................................31
2.3 Paso 3: Instalación Mecánica ......................................................................................32
2.4 Paso 4: Instalación eléctrica.........................................................................................36
2.5 Paso 5: Puesta en marcha ...........................................................................................43
CAPÍTULO III. MANTENIMIENTO DEL EQUIPO DE INYECCIÓN. .................................. 45
3.1 Mantenimiento Preventivo Total (TPM) ......................................................................47
3.2 Programa de mantenimiento preventivo .....................................................................47
CAPÍTULO IV. ESTUDIO ECONÓMICO DE LA INSTALACIÓN Y MANTENIMIENTO
DEL EQUIPO DE INYECCIÓN. ........................................................................................... 51
CAPÍTULO V. CONCLUSIONES. ....................................................................................... 54
BIBLIOGRAFÍA .................................................................................................................... 56
ANEXO A ............................................................................................................................. 57
ANEXO B ............................................................................................................................. 60
ANEXO C ............................................................................................................................. 61

4
ÍNDICE DE FIGURAS
Figura 1.1. Poliuretano ...................................................................................................................7 Figura 1.2. Poliol ..............................................................................................................................7 Figura 1.3. Isocianato .....................................................................................................................7 Figura 1.4. Máquina de inyección de plásticos. ..........................................................................8 Figura 1.5. Unidad de inyección típica. ........................................................................................8 Figura 1.6. Unidad de cierre tipo rodillera. ...................................................................................9 Figura 1.7. Control de máquina. ....................................................................................................9 Figura 1.8. Cierre del molde e inicio de la inyección ................................................................10 Figura 1.9. Inyección del material ...............................................................................................10 Figura 1.10. Aplicación de la presión de sostenimiento ...........................................................10 Figura 1.11. Plastificación del material .......................................................................................11 Figura 1.12. Enfriamiento y extracción de la pieza ...................................................................11 Figura 1.13. Unidad de plastificación ..........................................................................................12 Figura 1.14. Típica unidad de plastificación ..............................................................................12 Figura 1.15. Anillo de enfriamiento .............................................................................................13 Figura 1.16. Zonas del tornillo reciprocante ..............................................................................13 Figura 1.17. Funcionamiento de la válvula antirretorno ...........................................................14 Figura 1.18. Válvula antirretorno (check). ..................................................................................14 Figura 1.19. Barril de inyección ...................................................................................................15 Figura 1.20. Boquilla y punta de inyección. ...............................................................................16 Figura 1.21. Elaboración del poliuretano....................................................................................17 Figura 1.22. Diagrama de flujo de la inyección .........................................................................18 Figura 1.23. Maquinas en producción continua y discontinua ................................................18 Figura 1.24. Diagrama de una maquina de baja presión .........................................................19 Figura 1.25. Diagrama de una maquina de alta presión ..........................................................20 Figura 1.26. Tote de químico con agitador ................................................................................21 Figura 1.27. Grupo de tanques de químicos .............................................................................21 Figura 1.28. Filtros de alta presión..............................................................................................22 Figura 1.29. Válvulas seccionadoras ..........................................................................................22 Figura 1.30. Cabezal de inyección FPL .....................................................................................23 Figura 1.31. Inyectores .................................................................................................................23 Figura 1.32. Unidad hidráulica .....................................................................................................24 Figura 1.33. Tablero de fuerza y control ....................................................................................24 Figura 1.34. Panel View de mando a cabezales .......................................................................25 Figura 1.35. Poliuretano en la vida diaria...................................................................................26 Figura 2.1. Desembalaje de la Maquinaria ................................................................................28 Figura 2.2. Movimiento y colocación de la máquina .................................................................29 Figura 2.3. Posicionamiento de cada parte de la máquina ......................................................30 Figura 2.4. Trampas de líquido ....................................................................................................30 Figura 2.5. Colocación de tubería ...............................................................................................31 Figura 2.6. Instalación del block de válvulas .............................................................................31 Figura 2.7. Mangueras flexibles ..................................................................................................32 Figura 2.8. Calentadores ..............................................................................................................32 Figura 2.9. Tubería con aislamiento ...........................................................................................33 Figura 2.10. Interruptor termomagnético ....................................................................................34 Figura 2.11. Canaleta eléctrica ....................................................................................................35

5
Figura 2.12. Cables y mangueras para instalación eléctrica ...................................................35 Figura 2.13. Conexión de los dispositivos del tablero ..............................................................36 Figura 2.14. Conexión de los dispositivos: sensores, resistencias, etc. ................................38 Figura 2.15. Conexión estrella .....................................................................................................38 Figura 2.16. Comunicación entre HMIs ......................................................................................39 Figura 2.17. Puesta a tierra ..........................................................................................................40 Figura 2.18. Puesta a tierra de la canaleta ................................................................................41 Figura 2.19. Llenado de tanques .................................................................................................53 Figura 2.20. Encendido de tableros ............................................................................................54

6
OBJETIVO
Dar a conocer los conceptos básicos para la realización de la instalación eléctrica y mantenimiento de un equipo de inyección de poliuretano, conforme a la
normatividad vigente y requerimiento del usuario.

7
INTRODUCCIÓN
Aunque la inyección de poliuretano es un proceso muy utilizado en la actualidad
para distintas aplicaciones, no existe mucha información acerca de la maquinaria
ni de cómo se debe de instalar. Es por eso que en este trabajo se trata acerca de
los conceptos necesarios para la instalación de una máquina de inyección de
poliuretano, además de sus periodos de mantenimiento.
La mayoría de esta maquinaria proviene de países como Italia y Alemania, y por la
tanto el diseño muchas veces viene con la normatividad europea (IEC), pero ya
aquí en México se aplica la normatividad vigente para el desarrollo de la
instalación eléctrica.
El proyecto se realizó dentro de una planta de ensamble de autos en México,
durante la instalación nos encontramos con dificultades para el desarrollo de este
proyecto, al final el cliente quedo satisfecho con el resultado.

8
CAPITULO I. CONCEPTOS BÁSICOS DEL EQUIPO DE INYECCIÓN.
En este capítulo se habla acerca de los conceptos básicos de lo que es la
inyección de poliuretano, además de las diferentes máquinas que existen en el
mercado.

9
1.1 ¿Qué es la inyección de poliuretano?
El poliuretano es un plástico obtenido por la reacción de poliol e isocianato en la presencia de catalizadores y aditivos. Los Poliuretanos son los polímeros mejor conocidos para hacer espumas, pero los poliuretanos son mucho más que espumas, los poliuretanos componen una de las familias de polímeros más versátiles que existen.
Figura 1.1. Poliuretano
Dependiendo del poliol e isocianato empleado, se obtendrá una gran variedad de productos que son clasificados conforme a su estructura física en flexibles convencionales, flexibles moldeados, rígidos, elastómeros, recubrimientos y adhesivos. Estas son las familias o segmentos de productos que utilizamos también para su control en la Industria del Poliuretano.
Figura 1.2. Poliol Figura 1.3. Isocianato
Las máquinas de inyección son máquinas universales que actualmente están siendo más utilizadas por el cambio de metal a plástico. Su tarea principal consiste en la fabricación discontinua o continua de piezas a partir de masas de moldeo de
10
plástico fundido o poliuretano, con la ayuda de presiones elevadas. Actualmente las maquinas que más se utilizan en la industria son: la máquina de inyección de plástico y la máquina de inyección de poliuretano.
1.2 Máquina de inyección de plástico
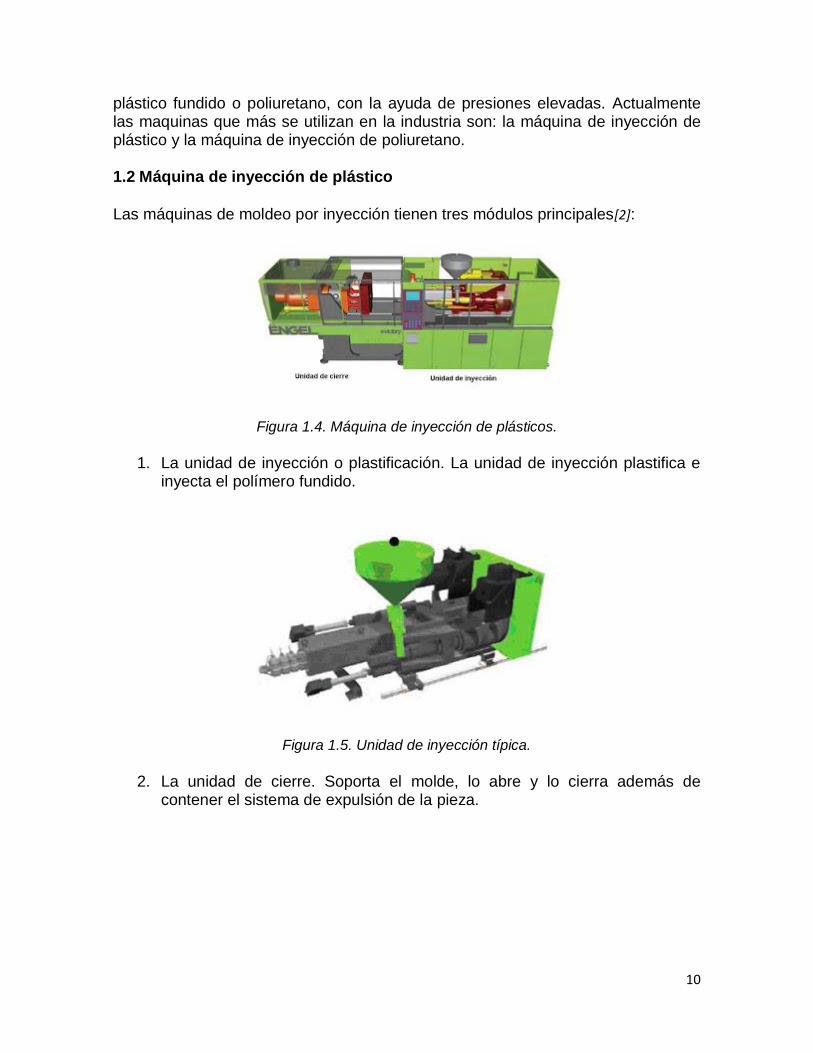
Las máquinas de moldeo por inyección tienen tres módulos principales[2]:
Figura 1.4. Máquina de inyección de plásticos.
1. La unidad de inyección o plastificación. La unidad de inyección plastifica e inyecta el polímero fundido.
Figura 1.5. Unidad de inyección típica.
2. La unidad de cierre. Soporta el molde, lo abre y lo cierra además de contener el sistema de expulsión de la pieza.

11
Figura 1.6. Unidad de cierre tipo rodillera.
3. La unidad de control. Es donde se establecen, monitorean y controlan todos los parámetros del proceso: tiempos, temperaturas, presiones y velocidades. En algunas máquinas se pueden obtener estadísticas de los parámetros de moldeo si así se desea.
Figura 1.7. Control de máquina.
Básicamente todas las máquinas de inyección están formadas por los mismos elementos. Las diferencias entre una máquina y otra radican en su tamaño, la unidad de cierre y el diseño de la unidad de plastificación.
1.2.1. El Ciclo de Inyección
El proceso de obtención de una pieza de plástico por inyección, sigue un orden de operaciones que se repite para cada una de las piezas. Este orden, conocido como ciclo de inyección, se puede dividir en las siguientes seis etapas[2]:
1. Se cierra el molde vacío, mientras se tiene lista la cantidad de material fundido para inyectar dentro del barril. El molde se cierra en tres pasos: primero con alta velocidad y baja presión, luego se disminuye la velocidad y se mantiene la baja presión hasta que las dos partes del molde hacen contacto, finalmente se aplica la presión necesaria para alcanzar la fuerza de cierre requerida.

12
Figura 1.8. Cierre del molde e inicio de la inyección
2. El tornillo inyecta el material, actuando como pistón, sin girar, forzando el material a pasar a través de la boquilla hacia las cavidades del molde con una determinada presión de inyección.
Figura 1.9. Inyección del material
3. Al terminar de inyectar el material, se mantiene el tornillo adelante aplicando una presión de sostenimiento antes de que se solidifique, con el fin de contrarrestar la contracción de la pieza durante el enfriamiento. La presión de sostenimiento, usualmente, es menor que la de inyección y se mantiene hasta que la pieza comienza a solidificarse.
Figura 1.10. Aplicación de la presión de sostenimiento
4. El tornillo gira haciendo circular los gránulos de plástico desde la tolva y plastificándolos. El material fundido es suministrado hacia la parte delantera del tornillo, donde se desarrolla una presión contra la boquilla cerrada, obligando al tornillo a retroceder hasta que se acumula el material requerido para la inyección.
13
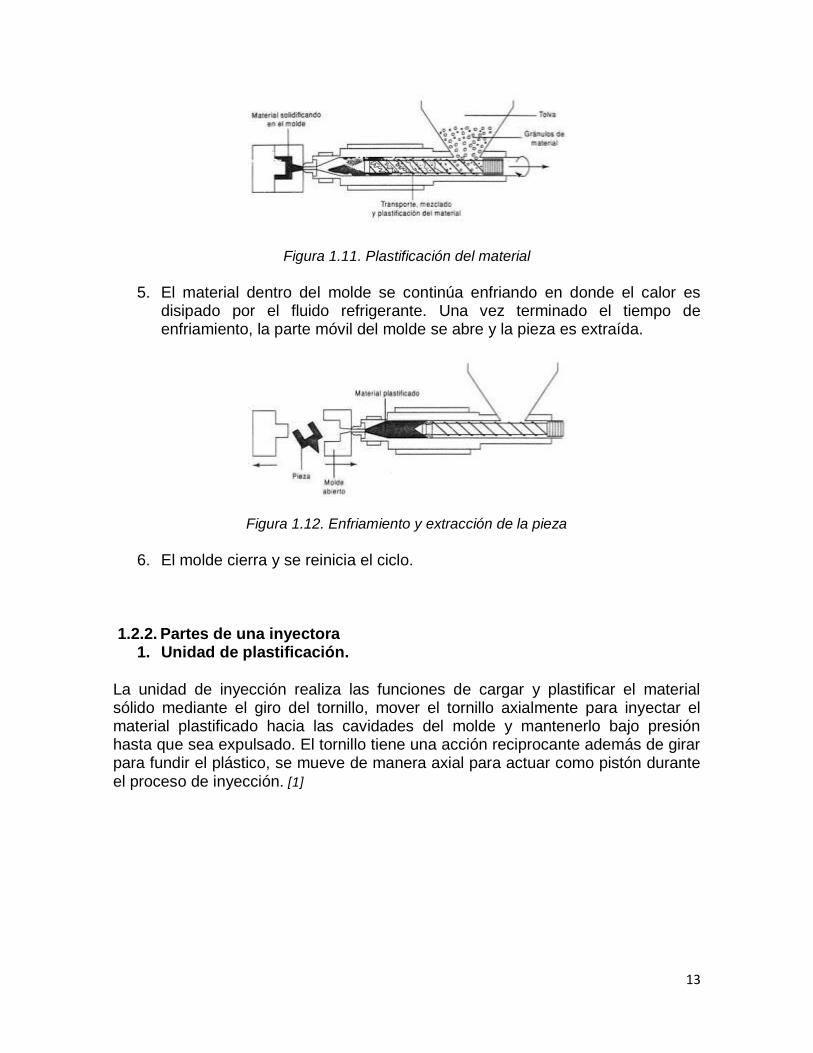
Figura 1.11. Plastificación del material
5. El material dentro del molde se continúa enfriando en donde el calor es disipado por el fluido refrigerante. Una vez terminado el tiempo de enfriamiento, la parte móvil del molde se abre y la pieza es extraída.
Figura 1.12. Enfriamiento y extracción de la pieza
6. El molde cierra y se reinicia el ciclo.
1.2.2. Partes de una inyectora 1. Unidad de plastificación.
La unidad de inyección realiza las funciones de cargar y plastificar el material sólido mediante el giro del tornillo, mover el tornillo axialmente para inyectar el material plastificado hacia las cavidades del molde y mantenerlo bajo presión hasta que sea expulsado. El tornillo tiene una acción reciprocante además de girar para fundir el plástico, se mueve de manera axial para actuar como pistón durante el proceso de inyección. [1]
14
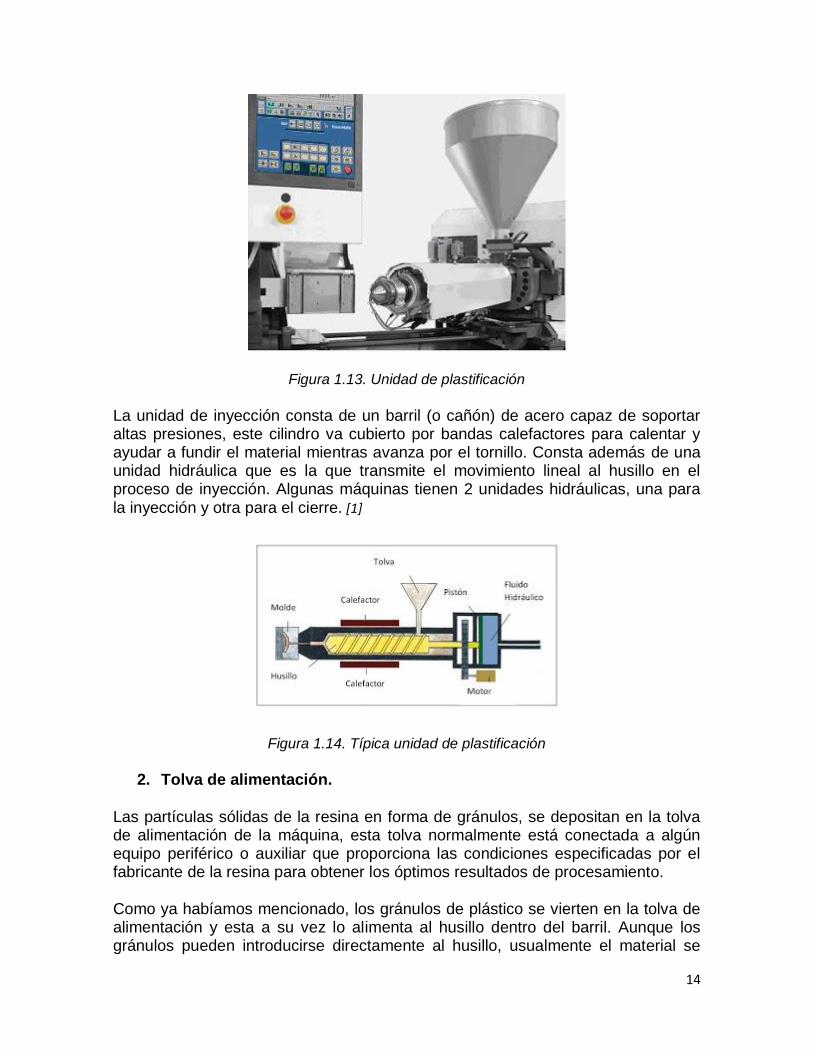
Figura 1.13. Unidad de plastificación
La unidad de inyección consta de un barril (o cañón) de acero capaz de soportar altas presiones, este cilindro va cubierto por bandas calefactores para calentar y ayudar a fundir el material mientras avanza por el tornillo. Consta además de una unidad hidráulica que es la que transmite el movimiento lineal al husillo en el proceso de inyección. Algunas máquinas tienen 2 unidades hidráulicas, una para la inyección y otra para el cierre. [1]
Figura 1.14. Típica unidad de plastificación
2. Tolva de alimentación.
Las partículas sólidas de la resina en forma de gránulos, se depositan en la tolva de alimentación de la máquina, esta tolva normalmente está conectada a algún equipo periférico o auxiliar que proporciona las condiciones especificadas por el fabricante de la resina para obtener los óptimos resultados de procesamiento.
Como ya habíamos mencionado, los gránulos de plástico se vierten en la tolva de alimentación y esta a su vez lo alimenta al husillo dentro del barril. Aunque los gránulos pueden introducirse directamente al husillo, usualmente el material se
15
alimenta por gravedad dentro de la zona de alimentación del barril. Estas tolvas son en realidad contenedores de forma cónica truncada, aunque esta geometría depende de cada fabricante de máquina. Pueden clasificarse en tolvas cortas y tolvas largas.
La garganta de alimentación de la tolva se enfría con agua para evitar que el plástico granulado se funda (aglomerándose) en la garganta de alimentación. [1]
Figura 1.15. Anillo de enfriamiento
3. Husillos.
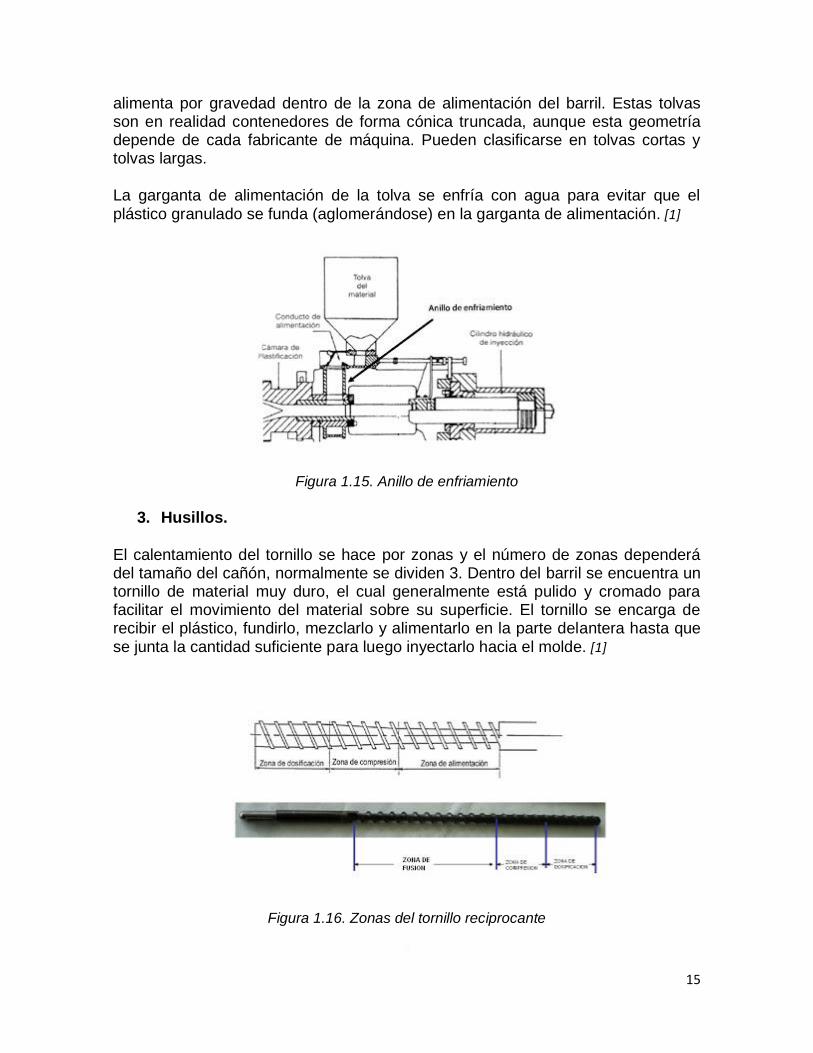
El calentamiento del tornillo se hace por zonas y el número de zonas dependerá del tamaño del cañón, normalmente se dividen 3. Dentro del barril se encuentra un tornillo de material muy duro, el cual generalmente está pulido y cromado para facilitar el movimiento del material sobre su superficie. El tornillo se encarga de recibir el plástico, fundirlo, mezclarlo y alimentarlo en la parte delantera hasta que se junta la cantidad suficiente para luego inyectarlo hacia el molde. [1]
Figura 1.16. Zonas del tornillo reciprocante

16
Una gran parte de la energía necesaria para la plastificación se debe al calor de fricción, suministrando al material por el motor del tornillo a través del giro de este. Por lo tanto, durante la etapa de alimentación se consume una gran cantidad de energía.
4. Válvulas antirretorno o puntas de husillo (válvula check).
La función de esta válvula es esencialmente dejar pasar el material libremente desde el husillo a la cámara de fundido durante el proceso de dosificación y evitar que el material fundido regrese hacia los filetes del husillo durante el proceso de inyección. Van montadas en el extremo izquierdo del husillo.
Figura 1.17. Funcionamiento de la válvula antirretorno
El correcto funcionamiento de esta válvula es esencial para tener un proceso estable, ya que si tenemos fugas de material de la cámara de dosificación hacia los filetes del husillo tendremos una variación considerable en el volumen inyectado al molde, esto por supuesto que tendrá severas repercusiones en el peso y calidad de la pieza moldeada. Es importante establecer revisiones periódicas a estas válvulas así como hacer una adecuada selección de las mismas.
Estas variaciones de volumen de dosificación se conocen como variaciones del colchón, pudiendo provocar burbujas en la pieza inyectada o hasta el llenado incompleto de material en el molde. [1]
Figura 1.18. Válvula antirretorno (check).

17
5. Barril de inyección.
El barril es un cilindro hueco de acero aleado capaz de soportar grandes presiones y temperaturas internas provocadas por la fricción de los gránulos y el husillo. Los barriles de moldeo por inyección son relativamente cortos (comparados con los barriles de extrusión). La entrada de alimentación al barril, o garganta, está cortada a través del barril y conecta con el anillo de enfriamiento de la tolva de alimentación.
Figura 1.19. Barril de inyección
El extremo de descarga del barril se cierra directamente a una tapa final o adaptador a la boquilla; la cavidad en el extremo del barril centra la tapa terminal. Como el barril ejerce una presión excesiva de 130 a 200 bar en el extremo de descarga del barril se localizan mangas de acero endurecido que se montan en el barril a través de un ajuste por interferencia térmica.
Sobre del barril de inyección van montadas las bandas calefactoras, estas tienen como función principal mantener la temperatura del fundido, es decir, compensan las pérdidas de calor, ya que del 80-90% del calor necesario para fundir los gránulos es proporcionado por la fricción del husillo, los gránulos y el barril. [1]
6. Boquilla y punta de inyección.
La boquilla es la punta de la unidad de plastificación y provee una conexión a prueba de derrames del barril al molde de inyección con una pérdida mínima de presión. La punta alinea la boquilla y el anillo de retención.

18
Figura 1.20. Boquilla y punta de inyección.
En general hay tres tipos de boquillas:
Boquilla de canales abiertos. Este es el tipo más común de diseño, ya que no se coloca ninguna válvula mecánica entre el barril y el molde. Esto permite la boquilla más corta y no se interrumpe el flujo del polímero fundido.
Boquillas con interrupción interna. Estas se mantienen cerradas mediante un resorte que puede ser interno o externo. Se abren por la presión de la inyección del plástico.
Boquillas con interrupción externa. Se operan por medios externos, ya sean pistones hidráulicos o neumáticos.
Con ambos sistemas de interrupción las boquillas son más largas que las boquillas de canal abierto, eliminan los derrames y permiten la plastificación cuando la boquilla no está en contacto con el anillo de retención. [1]
7. Unidad de cierre.
La unidad de cierre tiene las siguientes funciones:
Soporta el molde. Lo mantiene cerrado durante la inyección. Lo abre y lo cierra tan rápidamente como es posible. Produce la expulsión de la pieza. Brinda protección al cerrado del molde.
19
1.3 Máquina de Inyección de Poliuretano
1.3.1. ¿Qué es el Poliuretano?
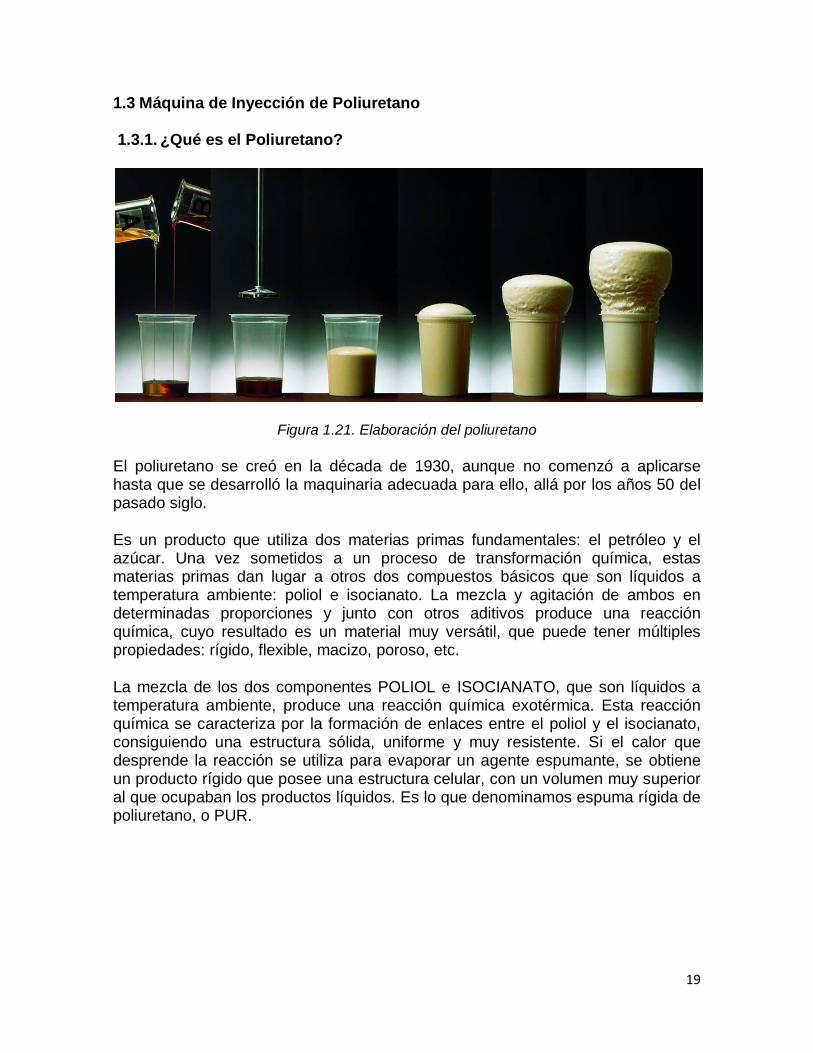
Figura 1.21. Elaboración del poliuretano
El poliuretano se creó en la década de 1930, aunque no comenzó a aplicarse hasta que se desarrolló la maquinaria adecuada para ello, allá por los años 50 del pasado siglo.
Es un producto que utiliza dos materias primas fundamentales: el petróleo y el azúcar. Una vez sometidos a un proceso de transformación química, estas materias primas dan lugar a otros dos compuestos básicos que son líquidos a temperatura ambiente: poliol e isocianato. La mezcla y agitación de ambos en determinadas proporciones y junto con otros aditivos produce una reacción química, cuyo resultado es un material muy versátil, que puede tener múltiples propiedades: rígido, flexible, macizo, poroso, etc.
La mezcla de los dos componentes POLIOL e ISOCIANATO, que son líquidos a temperatura ambiente, produce una reacción química exotérmica. Esta reacción química se caracteriza por la formación de enlaces entre el poliol y el isocianato, consiguiendo una estructura sólida, uniforme y muy resistente. Si el calor que desprende la reacción se utiliza para evaporar un agente espumante, se obtiene un producto rígido que posee una estructura celular, con un volumen muy superior al que ocupaban los productos líquidos. Es lo que denominamos espuma rígida de poliuretano, o PUR.

20
Figura 1.22. Diagrama de flujo de la inyección
Existen dos tipos de máquinas de inyección de poliuretano: a baja presión y alta presión. Y estas pueden ser para una producción discontinua o continua. [3]
Figura 1.23. Maquinas en producción continua y discontinua
21
Maquina Dosificadora de baja presión
El avance se debe a la creciente demanda del mercado de las máquinas de medición que requieren simplicidad de gestión, altos estándares técnicos y de calidad, eficiencia y fiabilidad, con la necesidad de mantener los costos bajos para producir más e implementar procesos altamente automatizados.
Su uso, sin duda ha sido reducido por el advenimiento de técnicas y equipos más modernos, sin embargo, la naturaleza específica de algunas aplicaciones (salidas bajas, pequeños volúmenes de producción) requiere características, que sólo el proceso de formación de espuma de baja presión puede ofrecer.
Por estas razones y también gracias al desarrollo de sistemas de lavado alternativos y más ecológicos a base de disolventes libres de cloruro, la tecnología de baja presión es aún hoy en día la más adecuada, competitiva y algunas veces, la única solución posible.
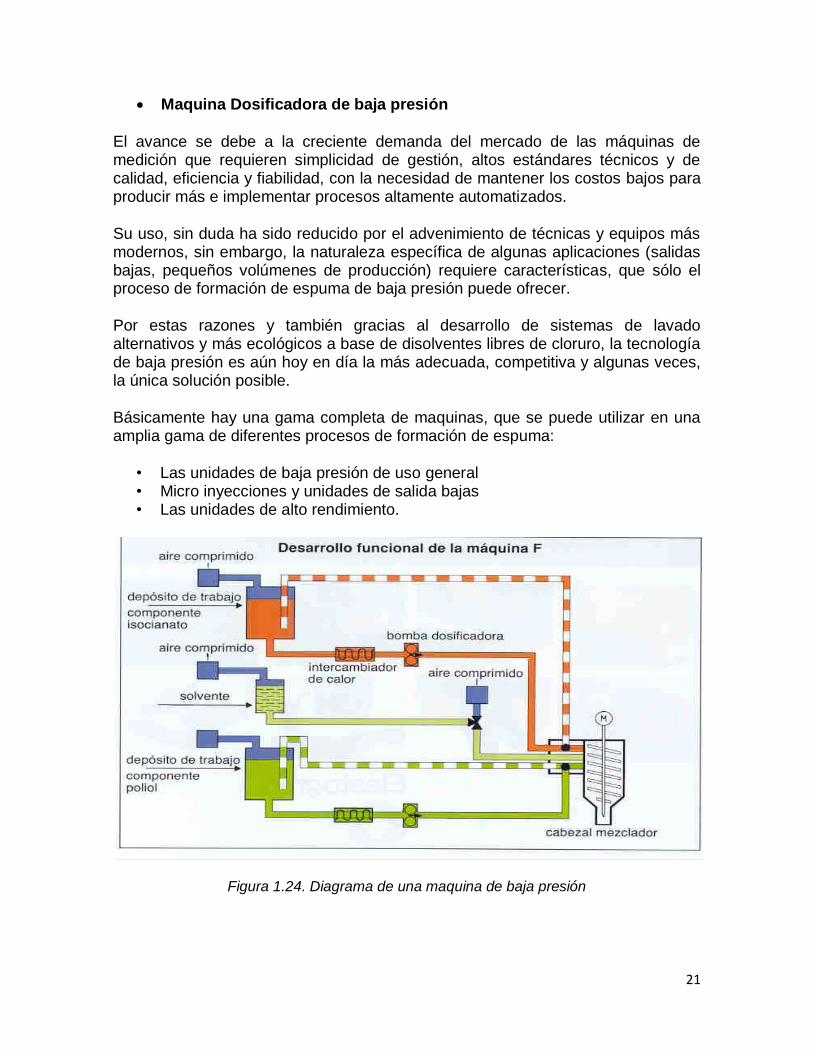
Básicamente hay una gama completa de maquinas, que se puede utilizar en una amplia gama de diferentes procesos de formación de espuma:
• Las unidades de baja presión de uso general • Micro inyecciones y unidades de salida bajas • Las unidades de alto rendimiento.
Figura 1.24. Diagrama de una maquina de baja presión

22
Maquinas Dosificadoras de alta presión
Las maquinas dosificadoras de alta presión son la solución adecuada para la más amplia variedad de aplicaciones y necesidades de los clientes con un diseño adaptado capaz de satisfacer las necesidades de producción más complejos. El uso de la tecnología de alta presión ofrece muchas e importantes ventajas:
Ya no son necesarios disolventes clorados
Mejora en las condiciones de trabajo
Salvaguardia y protección del medio ambiente mundial
Procesos de producción más eficientes
Espumas con mayor calidad y mejores propiedades físicas y mecánicas
significativo ahorro de materia prima.
Figura 1.25. Diagrama de una maquina de alta presión
23
1.3.2. Partes de una máquina de inyección de Poliuretano
Estación de almacenaje
Figura 1.26. Tote de químico con agitador
Es la primera parte de un sistema de inyección de poliuretano, es a donde llegan los químicos (Poliol e Isocianato) en estado liquito, para ser cargados en los tanques.
Grupo de depósitos
Figura 1.27. Grupo de tanques de químicos

24
Aquí es donde se depositan los químicos para ser precalentados y agitados. De la estación de almacenaje se cargan en estos depósitos por medio de una bomba de engranes.
Grupo de dosificación
Figura 1.28. Filtros de alta presión
De los tanques se envía el químico (ya caliente) a las unidades dosificadoras, aquí
se eleva la presión de 4 ± 2bar a una presión entre 100 y 200 bar, dependiendo la aplicación.
Grupo de seccionadores
Figura 1.29. Válvulas seccionadoras

25
Se elige el cabezal con el cual se va a trabajar
Cabezal de inyección
Figura 1.30. Cabezal de inyección FPL
Es donde los químicos llegan a alta presión, se mezclan y generan la espuma de poliuretano.
Inyectores
Figura 1.31. Inyectores
Básicamente son los que generan la alta presión.
Unidad Hidráulica

26
Figura 1.32. Unidad hidráulica
Controlan el pistón de limpieza y el pistón de inyección.
Cuadros Eléctricos
Figura 1.33. Tablero de fuerza y control
Módulos de control

27
Figura 1.34. Panel View de mando a cabezales
Controlan los parámetros de inyección.
1.3.3. Aplicaciones del poliuretano
El poliuretano forma parte de la vida cotidiana de todos nosotros, desde que nos levantamos hasta que nos acostamos. Las soluciones en poliuretano pueden ser tan diversas como las fórmulas posibles a partir de sus compuestos básicos. De lo cual se deduce que estamos ante un producto con un potencial extraordinario en su aplicación a los sectores más diversos de la Construcción y la Industria. Lo encontramos en el hogar; en el automóvil, los complementos de moda y el calzado; en la industria aeronáutica; en tuberías; en la medicina a través de implantes; en pinturas y barnices; cintas adhesivas, ruedas, moldes, etc. Y por supuesto en el sector de la Construcción como aislamiento térmico, acústico e impermeabilizante.
Los sistemas de poliuretano, hoy en día, son muy versátiles y permiten una gama amplísima de aplicaciones que forman parte de nuestra vida. Su uso se extiende, por ejemplo, a:
Colchones y sofás (en forma de relleno)
Automóviles (volantes, spoilers, alerones, asientos, salpicaderos, como amortiguación de vibraciones y ruidos, etc.)
Suelas del calzado (sobretodo deportivo)
Fabricación de muebles
Pinturas y barnices
Ventanas
28
Ingeniería médica (fabricación de piezas para trasplantes y ortopedias, hemofiltros, etc.)
Ingeniería aeroespacial
Industria del frio (tuberías, cámaras frigoríficas, neveras, criogenia, etc.)
Y, por supuesto, en la edificación, como aislamiento térmico, acústico e impermeabilizante.
Figura 1.35. Poliuretano en la vida diaria.

29
CAPÍTULO II. PLANEACIÓN PARA LA INSTALACIÓN DEL EQUIPO DE INYECCIÓN.
En este capítulo se encuentran las operaciones correspondientes a la fase de instalación de la máquina, desde el desembarque hasta la puesta en marcha

30
La máquina es enviada desde la casa matriz hasta las instalaciones del cliente, donde previamente se ha probado para verificar su funcionamiento y que cumpla con los requerimientos del cliente. Es aquí donde comienza la instalación.
En una planta de ensamble de autos dentro de la república mexicana se instaló una máquina de inyección de poliuretano de alta presión con 2 cabezales. A continuación, se describen las diferentes etapas de la instalación: mecánica, hidráulica, neumática y eléctrica; hasta la puesta en marcha y pruebas.
2.1 Paso 1: Desembalaje
Toda la maquinaria llega en cajas de madera, para que no sufra daños en el traslado.
Figura 2.1. Desembalaje de la Maquinaria
Para evitar fallas en las medidas de la tubería se manda, esta se manda completa y ya en planta se corta y se suelda a medida de acuerdo con el plano.

31
La maquinaria se coloca fuera de las cajas y se transporta con el equipo adecuado a el lugar donde será instalada.
Figura 2.2. Movimiento y colocación de la máquina
2.2 Paso 2: Posicionamiento y fijación Cuando todas las partes de la maquinaria están en el área donde será instalada, de acuerdo al lay out previamente aceptado por el cliente, se procede a colocar en posición cada una de las partes que componen la maquina: tanques, unidades de dosificación, tableros eléctricos, etc.

32
Figura 2.3. Posicionamiento de cada parte de la máquina Se posiciona cuidadosamente la maquina en su posición final y se controla que este nivelada. La temperatura ambiente de funcionamiento de la máquina debe estar absolutamente comprendida entre los 15 °C y los 35 °C. El uso de la máquina a temperatura fuera del campo indicado daña irreparablemente algunos componentes incorporados en la misma máquina.
Figura 2.4. Trampas de líquido
Al final del posicionamiento y nivelación de todas las partes de la maquina, se fijan al suelo o al lugar donde hayan sido montadas.
2.3 Paso 3: Instalación Mecánica Al terminar el posicionamiento y fijación de las partes de la máquina, se comienzan a cortar, soldar y posicionar toda la tubería de químicos, de aceite y de aire. Todo de acuerdo a los planos.
33
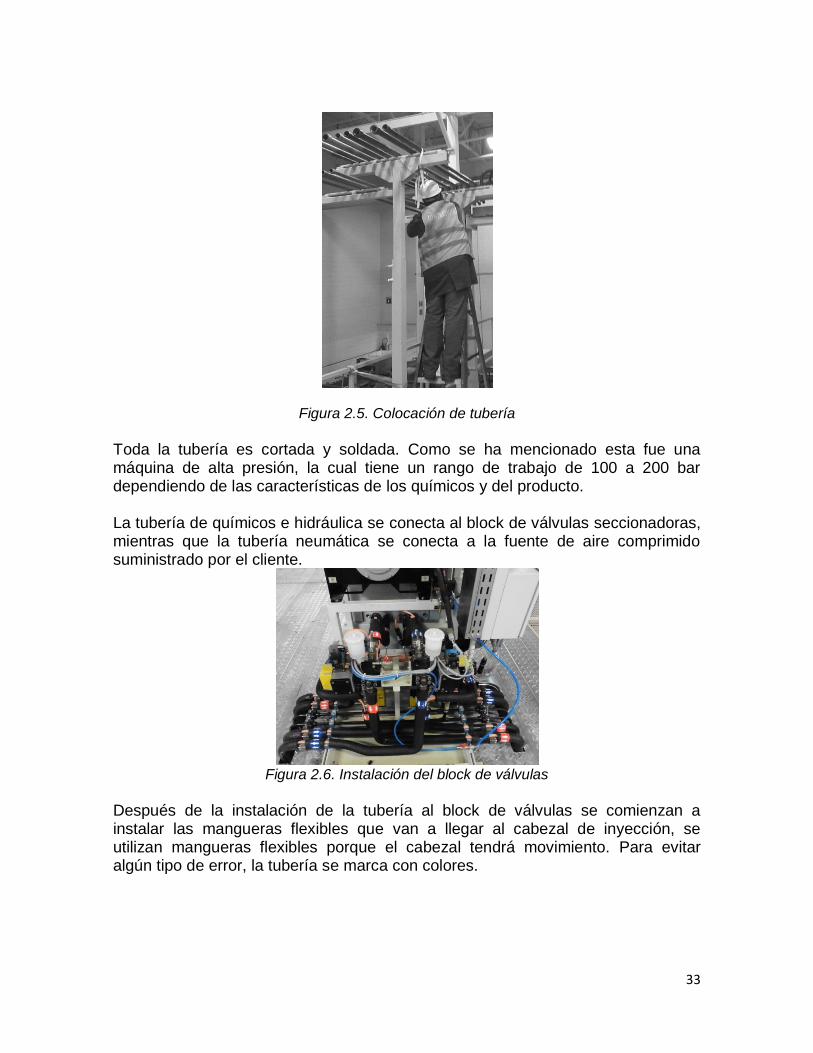
Figura 2.5. Colocación de tubería Toda la tubería es cortada y soldada. Como se ha mencionado esta fue una máquina de alta presión, la cual tiene un rango de trabajo de 100 a 200 bar dependiendo de las características de los químicos y del producto. La tubería de químicos e hidráulica se conecta al block de válvulas seccionadoras, mientras que la tubería neumática se conecta a la fuente de aire comprimido suministrado por el cliente.
Figura 2.6. Instalación del block de válvulas
Después de la instalación de la tubería al block de válvulas se comienzan a instalar las mangueras flexibles que van a llegar al cabezal de inyección, se utilizan mangueras flexibles porque el cabezal tendrá movimiento. Para evitar algún tipo de error, la tubería se marca con colores.

34
Figura 2.7. Mangueras flexibles
A la par, se conectan los termoreguladores con el chiller y con los tanques para calentar los químicos.
Figura 2.8. Calentadores
Al final se instalan los cabezales de inyección y se coloca un recubrimiento a toda la tubería para que mantenga el material caliente.

35
Figura 2.9. Tubería con aislamiento
36
2.4 Paso 4: Instalación eléctrica
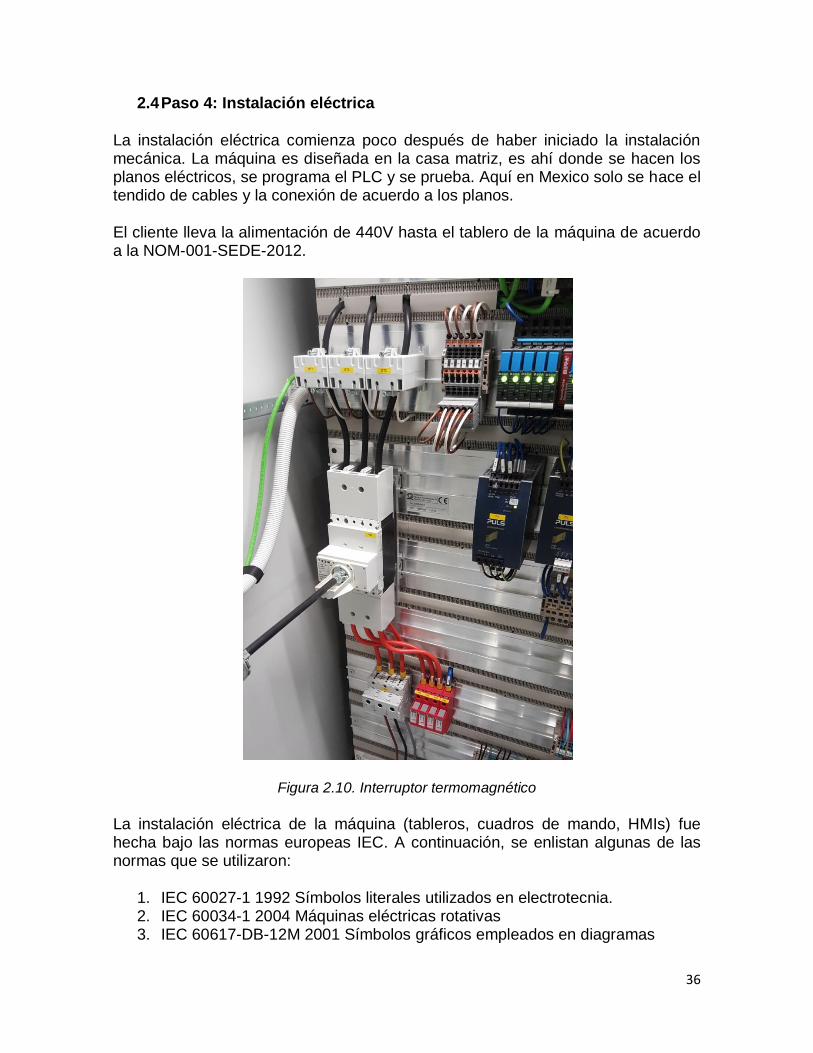
La instalación eléctrica comienza poco después de haber iniciado la instalación mecánica. La máquina es diseñada en la casa matriz, es ahí donde se hacen los planos eléctricos, se programa el PLC y se prueba. Aquí en Mexico solo se hace el tendido de cables y la conexión de acuerdo a los planos.
El cliente lleva la alimentación de 440V hasta el tablero de la máquina de acuerdo a la NOM-001-SEDE-2012.
Figura 2.10. Interruptor termomagnético
La instalación eléctrica de la máquina (tableros, cuadros de mando, HMIs) fue hecha bajo las normas europeas IEC. A continuación, se enlistan algunas de las normas que se utilizaron:
1. IEC 60027-1 1992 Símbolos literales utilizados en electrotecnia. 2. IEC 60034-1 2004 Máquinas eléctricas rotativas 3. IEC 60617-DB-12M 2001 Símbolos gráficos empleados en diagramas

37
4. IEC 60909-0 2001 Corrientes de cortocircuito en sistemas trifásicos de corriente
5. IEC 60445 1999 Principios básicos y de seguridad para la interfaz hombre-máquina, marcas e identificación.
6. IEC 60947-1 2004 Interruptores de baja tensión y de control 7. IEC 60228 2004 Conductores de cables aislados
8. IEC 60309-2 2005 Enchufes, bases de tomas de corriente y acopladores para instalaciones industriales.
9. IEC 60269-1 2005 Fusibles de baja tensión. 10. IEC 61000-1-2 2001 Compatibilidad electromagnética
Al comenzar la instalación eléctrica lo primero que se hace es que se mide y se corta la canaleta eléctrica para el tendido de cables. Esto se realiza bajo la NOM-001-SEDE-2012 en el artículo 336-10.
Figura 2.11. Canaleta eléctrica
Después se empieza a hacer el tendido de cables dentro de la canaleta, se miden y se cortan de acuerdo a la distancia, como algunas partes del cable están fuera de la canaleta, se meten dentro de mangueras para protegerlos.
Figura 2.12. Cables y mangueras para instalación eléctrica

38
Al terminar de tender todos los cables se procede a conectar todo a los tableros de control y fuerza.
Figura 2.13. Conexión de los dispositivos del tablero
Y a su vez se conectan todos los dispositivos: sensores inductivos, capacitivos, motores, panel view, sensores de temperatura PT100, bobinas de válvulas, manómetros, etc.

39

40
Figura 2.14. Conexión de los dispositivos: sensores, resistencias, etc.
La mayoría de los motores que se utilizaron trabajan a 440V, así que se les hizo una conexión Y.
Figura 2.15. Conexión estrella
Los tableros de interconectan por los cables de comunicación y de los tableros a los HMI. De acuerdo al diagrama eléctrico se conectan al PLC las entradas y salidas de señales.

41
Figura 2.16. Comunicación entre HMIs
Se efectúa la conexión de puesta a tierra en el cuadro eléctrico y se lleva la tierra directa a las partes metálicas de la máquina de acuerdo al artículo 921 de la NOM-001-SEDE-2012.

42
Figura 2.17. Puesta a tierra

43
Figura 2.18. Puesta a tierra de la canaleta
Una conexión de puesta a tierra eficaz de la instalación, es una característica fundamental por lo que respecta a la seguridad.
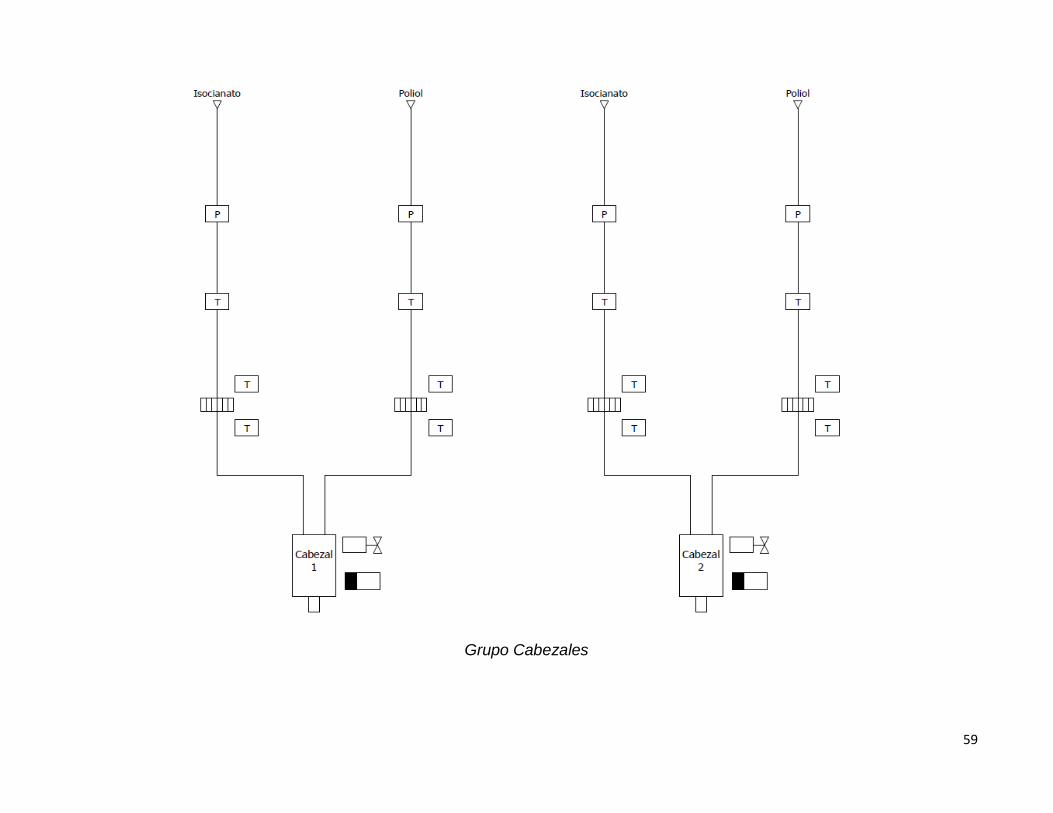
En el anexo A se puede ver el diagrama de proceso
En el anexo B se puede ver el cuadro de cargas
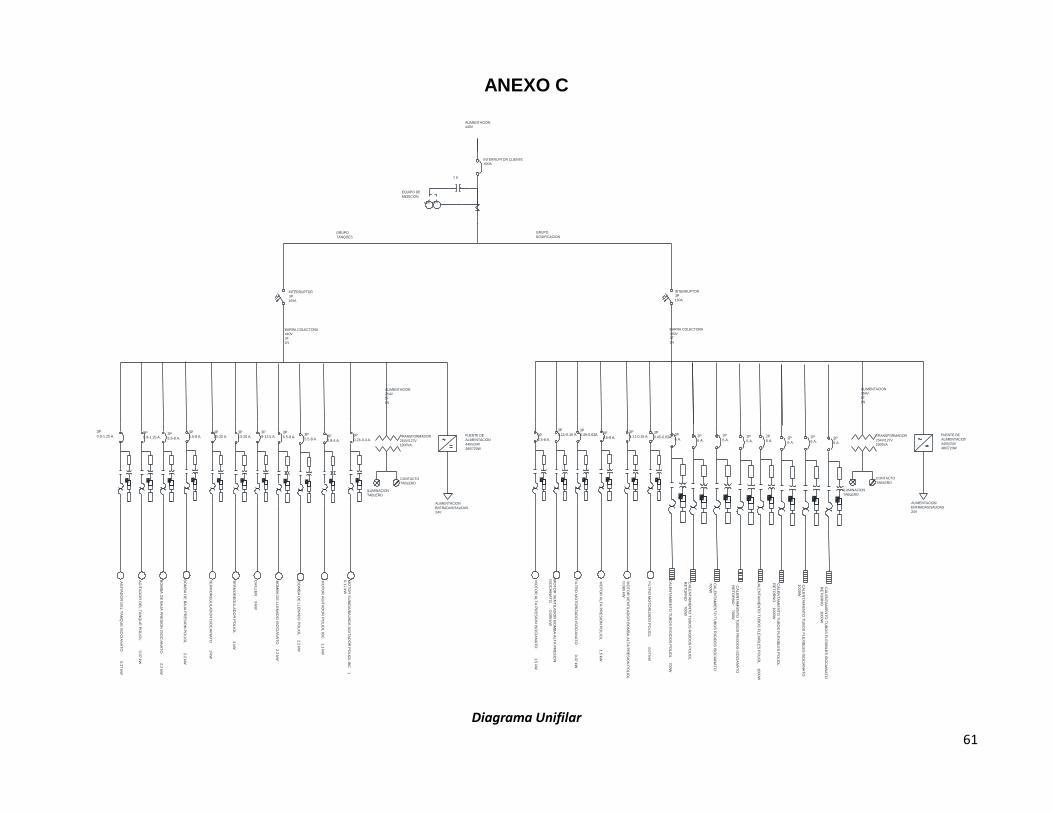
En el anexo C se puede observar el diagrama unifilar de la maquina
2.5 Paso 5: Puesta en marcha Para iniciar una puesta en marcha, se abren las válvulas de descarga de los depósitos y filtros para eliminar eventuales residuos de fluido usado para las pruebas la fábrica. Se debe de utilizar el equipo de protección personal adecuado. Todos los residuos se deben de etiquetar y eliminarse conforme a las normas locales vigentes.
El procedimiento de flushing de las tuberías del aceite hidráulico es obligatoria. Si no se realiza el procedimiento, es posible dañar el cabezal de mezclado y las válvulas hidráulicas instaladas en el circuito. Se llenan los tanques con químicos nuevos y se arrancan las bombas para dar un flushing a toda la tubería para eliminar todos los posibles residuos: soldadura, basura, químico utilizado en la prueba, etc., para que regresen a los filtros. Después se saca todo este químico y se vuelve a llenar con químico nuevo.
Figura 2.19. Llenado de tanques
Se verifica que todas las señales de entrada y se salida lleguen al PLC.

44
Figura 2.20. Encendido de tableros
Con el panel view se ajustan los parámetros de recirculación y de inyección, al comenzar la puesta en marcha, es necesario abrir los inyectores en su totalidad para que cualquier tipo de impureza se vaya a los filtros.
45
CAPÍTULO III. MANTENIMIENTO DEL EQUIPO DE INYECCIÓN.
En este capítulo se encuentran las instrucciones correspondientes a las operaciones de mantenimiento preventivo, predictivo y correctivo. El
mantenimiento preventivo requerido para los distintos dispositivos indica la frecuencia de la intervención.

46
Se define como mantenimiento a la disciplina cuya finalidad consiste en mantener
las máquinas y el equipo en un estado de operación, lo que incluye servicio,
pruebas, inspecciones, ajustes, reemplazo, reinstalación, calibración, reparación y
reconstrucción. Principalmente se basa en el desarrollo de conceptos, criterios y
técnicas requeridas para el mantenimiento, proporcionando una guía de políticas o
criterios para la toma de decisiones en la administración y aplicación de
programas de mantenimiento. [4]
Principalmente el mantenimiento se puede aplicar de 3 formas:
Preventivo
Es el mantenimiento que tiene por misión mantener un nivel de servicio
determinado en los equipos, programando las intervenciones de sus puntos
vulnerables en el momento más oportuno. Suele tener un carácter sistemático, es
decir, se interviene, aunque el equipo no haya dado ningún síntoma de tener un
problema.
Correctivo (rotura)
Es el conjunto de tareas destinadas a corregir los defectos que se van
presentando en los distintos equipos y que son comunicados al departamento de
mantenimiento por los usuarios de los mismos.
Predictivo
Es el que persigue conocer e informar permanentemente del estado y operatividad
de las instalaciones mediante el conocimiento de los valores de determinadas
variables, representativas de tal estado y operatividad. Para aplicar este
mantenimiento, es necesario identificar variables físicas (temperatura, vibración,
consumo de energía, etc.) cuya variación sea indicativa de problemas que puedan
estar apareciendo en el equipo. Es el tipo de mantenimiento más tecnológico,
pues requiere de medios técnicos avanzados, y en ocasiones, de fuertes
conocimientos matemáticos, físicos y/o técnicos.
Aunque actualmente se está utilizando otro tipo de mantenimiento, el
mantenimiento preventivo total (TPM).
TPM es una filosofía de mantenimiento cuyo objetivo es eliminar las pérdidas en
producción debidas al estado de los equipos, o en otras palabras, mantener los
equipos en disposición para producir a su capacidad máxima productos de la
calidad esperada, sin paradas no programadas. Esto supone:
Cero averías

47
Cero tiempos muertos
Cero defectos achacables a un mal estado de los equipos
Sin pérdidas de rendimiento o de capacidad productiva debidos al estado
de los equipos
Se entiende entonces perfectamente el nombre: mantenimiento productivo total, o
mantenimiento que aporta una productividad máxima o total.
Lo siguiente es un plan de mantenimiento que se recomienda al final de la
instalación, son recomendaciones que se le dan al personal que se queda a cargo
de la maquinaria. Aparte de la capacitación y entrenamiento al personal de
mantenimiento.
Este plan de mantenimiento se basa en 2 puntos claves
Elaboración del TPM para el personal operativo
Programa de mantenimiento preventivo
Este plan se da de acuerdo al tiempo de operación de la maquinaria (diario,
semanal, mensual semestral o anual) y se divide en las diferentes partes de la
máquina.
3.1 Mantenimiento Preventivo Total (TPM)
Este corre a cargo del personal operativo, ya que en su mayoría es una revisión visual rápida de los niveles y condiciones de la maquina en operación. Esta operación se realiza diariamente.
1. Limpieza del cabezal de inyección, evitar que se queden pequeños pedazos de espuma pegadas en el cabezal
2. Hacer pruebas de espuma para verificar la calidad de la mezcla. 3. Checar los parámetros de inyección, anotarlos en una tabla comparativa 4. Verificar visualmente el estado del cabezal de inyección, que no presente
golpes o fracturas 5. Una vez por semana verificar el estado de los inyectores
3.2 Programa de mantenimiento preventivo
Mantenimiento semanal
Grupo Tanques 1. Verificar el nivel de químicos en los tanques diarios 2. Verificar el nivel de químicos en los totes
48
3. Verificar el buen estado y funcionamiento de las válvulas 4. Comprobar la presencia de líquido lubricante en las cubetas de bombas
y seccionadores (Si fuera necesario, llenar las distintas cubetas en un 75% de su volumen.)
5. Verificar que no haya fugas en las bridas y/o empalmes. 6. Verificar el funcionamiento de los motores de bombas 7. Limpiar el ventilador de cada motor eléctrico para evitar que el polvo
pueda bloquear la ventilación o atasque el movimiento. 8. Realizar una limpieza general de la máquina eliminando restos de
espuma e incrustaciones que podrían, con el tiempo, comprometer el buen funcionamiento de la máquina.
9. Limpieza del tablero eléctrico
Chiller y Termorreguladores 1. Verificar el estado de las mangueras 2. Destapar y limpiar motores 3. Rellenar el nivel de aceite y agua 4. Verificar el nivel de agua del chiller y el nivel de aceite para transferencia
de calor de los termorreguladores 5. Checar la temperatura en los termorreguladores
Cabezales de inyección 1. Verificar la calidad de la mezcla (se deben de hacer varias muestras) 2. Checar el buen estado del cabezal (sin golpes o fracturas) 3. Verificar el buen estado de los sensores del cabezal 4. Verificar el estado de la botonera 5. Desmontar y limpiar los inyectores del cabezal 6. Verificar el buen estado de las botoneras de cada cabezal
Grupo alta presión 1. Comprobar el nivel del lubricante de la bomba de alta presión del
Isocianato en el depósito destinado a la lubricación y si fuera necesario completar el llenado.
2. Comprobar el nivel del lubricante de la bomba de alta presión del Poliol en el depósito destinado a la lubricación y si fuera necesario completar el llenado.
3. Comprobar el estado de motores 4. Comprobar la presencia de líquido lubricante en las cubetas de
seccionadores 5. Verificar el buen estado de sensores de seccionadores 6. Verificar que no haya fugas en las bridas y/o empalmes. 7. Checar la temperatura en tuberías 8. Limpiar el ventilador de cada motor eléctrico, para evitar que el polvo
pueda bloquear la ventilación o atasque el movimiento.

49
9. Limpieza del tablero eléctrico 10. Drenar los filtros para evitar que se tapen
Circuito Neumático
1. Drenar el agua (si es que hay) en el secador de aire (circuito neumático); ya que el contacto de agua con el isocianato puede provocar que se cristalice
2. Comprobar el nivel del aceite lubricador en las unidades neumáticas, si fuera necesario, completar el llenado.
Unidad hidráulica 1. Comprobar el nivel de aceite en la unidad hidráulica por medio del nivel
visual. 2. Limpiar el ventilador de cada motor eléctrico, para evitar que el polvo
pueda bloquear la ventilación o atasque el movimiento. 3. Rellenar el nivel de aceite
Mantenimiento mensual
Grupo Tanques
1. Reapretar las conexiones hidráulicas, verificando el torque necesario. De ser necesario sustituir la conexión.
2. Reapriete de las conexiones eléctricas 3. Limpieza del filtro del tanque 4. Verificación del buen funcionamiento de la bomba 5. Reapriete de conexiones y tornillería del agitador del poliol (y del iso si es
que lo tiene) 6. Verificación del buen funcionamiento del PT100 (en caso de estar dañado
cambiarlo)
Cabezales de inyección
1. Hacer un cambio de orings en los cabezales de mezclado. Los oring del cabezal de mezclado se deben cambiar en un promedio de cada 100.000 ciclos, según las condiciones de trabajo.
2. Comprobar que las tuberías flexibles se encuentren en perfectas condiciones las tuberías y los empalmes.
3. Verificar el buen estado de los PT100 de las tuberías flexibles.
Grupo alta presión
1. Reapretar las conexiones hidráulicas, verificando el torque necesario. De ser necesario sustituir la conexión.
2. Reapriete de las conexiones eléctricas
50
Unidad hidráulica
1. Cambiar el filtro de la unidad hidráulica del mando cabezal 2. Verificar el estado del aceite hidráulico.
Mantenimiento trimestral
Grupo Tanques
1. Comprobación de las uniones de las bombas de alta presión donde son lubricadas.
2. Sustitución de las uniones lubricadas de los seccionadores (aproximadamente cada 100.000 ciclos).
3. Comprobar las conexiones y la buena conservación de los conductores de la instalación eléctrica.
4. Realizar una prueba de ruido en los motores 5. Desmontar y limpiar en los intercambiadores de calor los residuos de caliza
utilizando agua adicionada con sosa cáustica. 6. Comprobar el estado de los coplees (entre el motor y la bomba).
Cabezales de inyección
1. El cabezal de mezclado se debe cambiar en un promedio de cada 500.000
ciclos, según las condiciones de trabajo.
Grupo alta presión
1. Comprobación de las condiciones de las distintas partes de las válvulas automáticas y manuales
2. Realizar una prueba de ruido en los motores 3. Comprobar las conexiones y la buena conservación de los conductores de
la instalación eléctrica. 4. Comprobar el apriete de las tuberías rígidas. 5. Comprobar el estado de los coplees (entre el motor y la bomba).
Unidad hidráulica
1. Comprobar las conexiones y la buena conservación de los conductores de
la instalación eléctrica. 2. Comprobación de las condiciones de las distintas partes de las válvulas
automáticas y manuales 3. Realizar una prueba de ruido en los motores 4. Hacer mantenimiento a las bombas alta presión: cambiar orings, verificar
que el sistema de lubricación se encuentre en buen estado. 6. Cambiar el aceite de la unidad hidráulica del mando cabezal. 7. Comprobar si la presión es constante en el acumulador hidroneumático de
la unidad hidráulica.
51
CAPÍTULO IV. ESTUDIO ECONÓMICO DE LA INSTALACIÓN Y MANTENIMIENTO DEL EQUIPO
DE INYECCIÓN.
En este capítulo se estima el costo de la instalación presentada en el siguiente trabajo.

52
Este estudio económico hace referencia a 3 puntos importantes de la instalación:
1. Instalación 2. Asistencia técnica 3. Planes futuros
NOTA: El costo de la máquina no se incluye en este estudio.
1. Instalación
La instalación y puesta en marcha para la maquina se estima una intervención de máximo 60 días.
Para la instalación y el correcto funcionamiento de la unidad es necesario que en la planta esté presente:
Alimentación eléctrica con voltaje de 440 V - 60 Hz.
Conexión con Aire comprimido a 6 bares
Disponibilidad de un técnico del cliente como apoyo por trabajos generales
A continuación, se describe el costo por la instalación
Para esta se necesitó el apoyo de 6 técnicos especialistas, que tuvo un costo de 250000dls ya con viáticos incluidos.
Se subcontrató una compañía para dar soporte, con esta estuvieron 7 técnicos, donde 2 fueron soldadores, 3 mecánicos y 2 eléctricos, esta compañía tuvo un costo de 70,000dls.
La renta de vehículos para posicionar la máquina y hacer el montaje de tuberías y la instalación eléctrica (montacargas, plataformas, teleférico) tuvo un costo de 5000dls.
En total la sola instalación tiene un costo de 325000dls.
NOTA: el material necesario (tubería, cables, mangueras) está dentro del precio de la maquina por lo que no se menciona en este estudio, ya que este precio fue acuerdo entre el cliente y la compañía desarrolladora.
2. Asistencia técnica
Con respeto al entrenamiento al personal operario sobre la correcta utilización y el mantenimiento de la máquina, la oferta incluye las siguientes actividades:
Explicación de los diferentes circuitos de la maquina (componentes, control de temperatura, sistemas eléctrico e hidráulico)
Instrucción sobre las operaciones de mantenimiento básico del cabezal de mezcla, filtros, bombas

53
Explicación de cómo utilizar correctamente la maquina
Esta ya está incluida en el precio de la máquina.
Ahora a lo que se refiere a asistencia técnica post instalación el costo varía dependiendo el tipo de falla y la urgencia.
Por una asistencia menor, el servicio cuesta aproximadamente 400dls, más los viáticos de transporte y comidas. (Menos de 3 horas de intervención)
Por una asistencia mayor, el servicio cuesta aproximadamente 600dls por día más gastos por viáticos (8 horas diarias de intervención).
La capacitación post instalación cuesta alrededor de 200dls la hora.
Estos precios no incluyen refacciones para la maquina
3. Planes futuros
Las máquinas de inyección de poliuretano son máquinas que no pueden fallar y que no pueden tener paros en su funcionamiento, debido a varios factores, como por ejemplo, los químicos siempre deben de estar recirculando por la tubería, además que se deben estar calentando, ya que fríos se pueden llegar a cristalizar y se puede tapar la tubería, entonces no se puede quedar apagada la maquina por más de 30min. Si hay una caída de tensión algún motor se puede apagar por un instante y eso provocaría mala mezcla de químicos, etc.
Las pérdidas por algún paro de línea en esta planta de ensamble de autos pueden llegar a ser de 2000dls por minuto por lo que la instalación de un generador eléctrico de emergencia puede ser la opción más viable de asegurar la producción de la planta.
Un generador eléctrico de emergencia puede llegar a costar, dependiendo la capacidad, aproximadamente 15000dls, por lo que la inversión puede ser redituable en menos de un mes.
54
CAPÍTULO V. CONCLUSIONES.
En este capítulo se dan algunos comentarios y puntos para futuros trabajos
55
5.1. Conclusiones
Cada vez que se instala una máquina de inyección de poliuretano es muy
gratificante, ya que siempre se puede ver nueva tecnología y nuevos dispositivos
de control eléctrico.
Eléctricamente cada máquina nueva trae consigo nuevos dispositivos para control
y fuerza, el aprendizaje es continuo. Además, al ser maquinas europeas se
aprende acerca de las normas europeas para la construcción de estas.
Al estar a cargo de un proyecto de instalación no es nada fácil ya que durante este
se presentan muchas complicaciones donde se debe de aplicar la ingeniería para
solucionarlos lo antes posible. En la parte eléctrica uno de los problemas fue que
durante el arranque de la máquina un guardamotor de un motor se votaba cada
vez que arrancaba el motor, al analizar el problema se encontró que una fase de la
alimentación del motor estaba aterrizada, se conectó correctamente y se dejó
funcionando.
Aunque cabe mencionar que, aunque la maquinaria sea europea, durante la
instalación siempre se debe de tener en cuenta la normatividad mexicana, en la
parte eléctrica la NOM-001-SEDE-2012.
5.2. Recomendaciones
Para estudiar una máquina de inyección de poliuretano no existe aún mucha
información. Es necesario que con base a la experiencia y a esta tesis cada vez se
vaya sumando más información para entender el funcionamiento.
56
BIBLIOGRAFÍA
[1] http://www.eis.uva.es/~macromol/curso07-08/inyeccion/panel_proceso.html
[2] http://tecnologiadelosplasticos.blogspot.mx/2011/06/inyeccion-de-materiales-
plasticos-i.html
[3] http://afros.it/en/
[4]http://www.fio.unam.edu.ar/Secretarias/Administrativa/conc/bibli/mantenimiento/
conceptos-basicos-mantenimiento.pdf
[5] Manual de maquina Cannon CF2: uso y mantenimiento
[6] http://cannon.it/en/
[7] Libro blanco del poliuretano inyectado.
[8] El poliuretano en la construcción: Guía de usos y aplicaciones de los Sistemas
Forma
[9] http://www.adcosgroup.com/es/files/client/1074/ftp/Injection-
systems_426446_injection-Brochure-12pg-LR_ES.pdf
[10] http://www.purmatic.es/
[11] https://prezi.com/0ewegb9vplog/inyeccion-poliuretano/

ANEXO A
Proceso tanques diarios

58
Grupo Dosificación
59
Grupo Cabezales

60
ANEXO B
CUADRO DE CARGA TRIFÁSICO
BAJA PRESION
Cto Dispositivo Potencia (kW) Voltaje(V) Corriente I(A) Protección (A)
C1 Agitador de tanque Isocianato 0.37 440 0.85 3X0.9-1.25
C2 Agitador de tanque Poliol 0.37 440 0.85 3X0.9-1.25
C3 Bomba de baja presión Isocianto 2.2 440 5 3X5.5-8
C4 Bomba de baja presión Poliol 2.2 440 5 3X5.5-8
C5 Termoregulador Isocianato 3 440 6.8 3X5.5-8
C6 Termoregulador Poliol 3 440 6.8 3X5.5-8
C7 Chiller 5 440 11 3X9-12.5
C8 Bomba de llenado Isocianato 2.2 440 5 3X5.5-8
C9 Bomba de llenado Poliol 2.2 440 5 3X5.5-8
C10 Motor Agitador Poliol 1.1 440 2.5 3X2.84-4
C11 Motor subida/bajada Poliol 0.11 440 0.25 3X0.24-0.4
ALTA PRESION
C1 Motor alta presion Isocianato 1.5 440 4.65 3X4.5-8
C2 Motor ventilador bomba de alta Isocianato 0.085 440 0.14 3X0.11-0.16
C3 Filtro Motorizado Isocianato 0.07 440 0.42 3X0.45-0.63
C4 Motor alta presion Poliol 1.5 440 4.65 3X4.5-8
C5 Motor ventilador bomba de alta Poliol 0.085 440 0.14 3X0.11-0.16
C6 Filtro Motorizado Poliol 0.07 440 0.42 3X0.45-0.63
C7 Calentamiento tubos rigidos Poliol 0.7 254 2.8 3X6
C8 Calentamiento tubos rigidos retorno Poliol 0.7 254 2.8 3X6
C9 Calentamiento tubos rigidos Isocianato 0.7 254 2.8 3X6
C10 Calentamiento tubos rigidos retorno Isocianato 0.7 254 2.8 3X6
C11 Calentamiento tubos flexibles Poliol 1 254 3.2 3X2.8-4
C12 Calentamiento tubos flexibles retorno Poliol 1 254 3.2 3X2.8-4
C13 Calentamiento tubos flexibles Isocianato 1 254 3.2 3X2.8-4
C14 Calentamiento tubos flexibles retorno Isocianato 1 254 3.2 3X2.8-4
61
ANEXO C
EQUIPO DE
MEDICION
T P
INTERRUPTOR CLIENTE400A
KWH KVA
ALIMENTACION
440V
INTERRUPTOR
3P
100A
GRUPO
TANQUES
GRUPO
DOSIFICACION
INTERRUPTOR
3P
160A
BARRA COLECTORA
440V
3F
1N
AG
ITA
DO
R D
EL
TA
NQ
UE
ISO
CIA
NA
TO
0.3
7 k
W
AG
ITA
DO
R D
EL
TA
NQ
UE
PO
LIO
L 0
.37 k
W
BO
MB
A D
E B
AJA
PR
ES
ION
ISO
CIA
NA
TO
2.2
kW
BO
MB
A D
E B
AJA
PR
ES
ION
PO
LIO
L 2
.2 k
W
TE
RM
OR
EG
UL
AD
OR
ISO
CIA
NA
TO
3 k
W
CH
ILL
ER
9 k
W
TE
RM
OR
EG
UL
AD
OR
PO
LIO
L 3
kW
BO
MB
A D
E L
LE
NA
DO
ISO
CIA
NA
TO
2.2
kW
BO
MB
A D
E L
LE
NA
DO
PO
LIO
L 2
.2 k
W
3P
2.8-4 A.
MO
TO
R A
GIT
AD
OR
PO
LIO
L IB
C 1
.1 k
W
3P
0.24-0.4 A.
MO
TO
R S
UB
IDA
/BA
JA
DA
AG
ITA
DO
R P
OLIO
L IB
C }
0.1
1 k
W
ALIMENTACION
254V1F
1N
TRANSFORMADOR
254V/127V
1900VA
ILUMINACION
TABLERO
CONTACTO
TABLERO
FUENTE DE
ALIMENTACION
440V/24V
480/720W
ALIMENTACION
ENTRADAS/SALIDAS
24V
3P
5.5-8 A.
MO
TO
R A
LT
A P
RE
SIO
N IS
OC
IAN
AT
O 1
.5 k
W
3P
0.11-0.16 A.3P
0.45-0.63A.
MO
TO
R V
EN
TIL
AD
OR
BO
MB
A A
LT
A P
RE
SIO
N
ISO
CIA
NA
TO
0.0
85 k
W
FIL
TR
O M
OT
OR
IZA
DO
ISO
CIA
NA
TO
0.0
7 k
W
2P
6 A.
CA
LE
NT
AM
IEN
TO
TU
BO
S R
IGID
OS
PO
LIO
L 7
00W
ALIMENTACION
254V
1F
1N
TRANSFORMADOR
254V/127V
1900VA
ILUMINACION
TABLERO
CONTACTO
TABLERO
FUENTE DE
ALIMENTACION
440V/24V
480/720W
ALIMENTACION
ENTRADAS/SALIDAS
24V
3P
13-20 A.
3P
0.9-1.25 A.3P
5.5-8 A.
3P
9-12.5 A.3P
5.5-8 A.
3P
13-20 A.3P0.9-1.25 A.
3P
5.5-8 A.3P
5.5-8 A.
MO
TO
R A
LT
A P
RE
SIO
N P
OL
IOL
1.5
kW
MO
TO
R V
EN
TIL
AD
OR
BO
MB
A A
LT
A P
RE
SIO
N P
OLIO
L
0.0
85 k
W
FIL
TR
O M
OT
OR
IZA
DO
PO
LIO
L 0
.07 k
W
CA
LE
NT
AM
IEN
TO
TU
BO
S R
IGID
OS
PO
LIO
L
RE
TO
RN
O 7
00W
CA
LE
NT
AM
IEN
TO
TU
BO
S R
IGID
OS
ISO
CIA
NA
TO
70
0W
CA
LE
NT
AM
IEN
TO
TU
BO
S R
IGID
OS
ISO
CIA
NA
TO
RE
TO
RN
O 7
00W
CA
LE
NT
AM
IEN
TO
TU
BO
S F
LE
XIB
LE
S P
OLIO
L 1
000W
CA
LE
NT
AM
IEN
TO
TU
BO
S F
LE
XIB
LE
S P
OLIO
L
RE
TO
RN
O 1
000W
CA
LE
NT
AM
IEN
TO
TU
BO
S F
LE
XIB
LE
S IS
OC
IAN
AT
O1
00
0W
CA
LE
NT
AM
IEN
TO
TU
BO
S F
LE
XIB
LE
S IS
OC
IAN
AT
O
RE
TO
RN
O 1
000W
3P
5.5-8 A.
3P
0.11-0.16 A.3P
0.45-0.63A. 2P
6 A.
2P
6 A.2P
6 A.
2P
6 A.2P
6 A.
2P
6 A.2P
6 A.
BARRA COLECTORA
440V3F
1N
Diagrama Unifilar





























