Embed Size (px)
Citation preview

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
“DISEÑO DE UN TREN DE LAMINACIÓN EN FRÍO PARA PRODUCIR PERFILES ESTRUCTURALES DE 4 x 4 EQUAL LEG
ANGLE DE MATERIAL ASTM A 36 GALVANIZADO CALIBRE 10
T E S I S P R O F E S I O N A L
QUE PARA OBTENER EL TÍ TULO DE
INGENIERO MECÁNICO
PRESENTAN: GÓMEZ SÁNCHEZ UBINIO CHAYAN TRINIDAD CRUZ ANGEL EDUARDO
ASESORES ING . JOSE CARLOS LEON FRANCO
M. en C. RICARDO SÁNCHEZ M.
México D.F. Mayo de 200 8
UNIDAD PROFESIONAL AZCAPOTZALCO
“


INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
AGRADECIMIENTOS AETC
A mis padres, Clara y Arístides que me han apoyado incondicionalmente durante toda mi
vida y me han dado la libertad de elegir mi camino, que me han inculcado todos los
valores para ser el hombre que ahora soy.
Al Instituto Politécnico Nacional, a la Escuela Superior de Ingeniería Mecánica y Eléctrica,
a sus profesores, porque gracias a todos ellos en su conjunto tengo los conocimientos
necesarios para desempeñarme profesionalmente y porque soy politécnico por
convicción y no por circunstancias.
A mis hermanos Carlos y Fernando, de quienes he aprendido muchas cosas de la vida y
me han brindado su apoyo.
A mis amigos Chayan, Alonso, Manuel, que me han ofrecido su amistad y apoyado en
diferentes situaciones y que sé, puedo contar con ellos. También a todas aquellas
personas que he conocido a lo largo de mi vida porque he aprendido algo de ellos.
A nuestros asesores Ing. José Carlos León Franco y M. en C. Ricardo Sánchez M. que nos
dedicaron sus conocimientos para el desarrollo de esta tesis.
GRACIAS.
Angel Eduardo Trinidad Cruz

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
AGRADECIMIENTOS UCGS
Agradezco al Instituto Politécnico Nacional, que a lo largo de los años ha creado a los
ingenieros de mayor prestigio a nivel nacional, que nos proporciona el orgullo de saber
que somos parte de esta gran institución, y sobre todo, por formarnos como profesionistas
y brindarnos la templanza de ser los futuros ingenieros del país.
A nuestra querida Escuela Superior de Ingeniería Mecánica y Eléctrica (ESIME), que
proporciono sus instalaciones, servicios y a los mejores ingenieros y maestros que nos
impartieron las diferentes materias, que además, depositaron sus conocimientos en todos
y cada uno de nosotros y que hoy nos ven realizados.
Agradezco con todo mi corazón a mis padres, que con grandes esfuerzos me brindaron
los estudios, me heredaron la gama más excelsa de valores que un individuo puede
recibir, la inteligencia, el conocimiento, la sabiduría y la ética, los cuales, forjaron mi
carácter y personalidad.
Mis hermanos, Angel, Myria, Erika, Juan, que sin duda alguna han confiado en mí, que han
compartido gran parte de sus experiencias y que de cierta forma, me han guiado
facilitándome el camino de la vida mil gracias.
Agradezco en especial a Cristina Fuentes Medrano, quien ha sido un soporte y apoyo en
mis éxitos y fracasos, por dejarme compartir parte de mi vida a su lado y demostrarme que
los sueños son alcanzables con base a la perseverancia y convicción, gracias Amor.
A mi querida abuelita “Miluchita” quien me enseño las bondades de la naturaleza y que
con su infinita sabiduría me dio la mejor de las lecciones… superarme para ser mejor día a
día. Con todo mi amor y en el cielo donde te encuentras te agradezco infinitamente.
Mis amigos entrañables Angel, Alonso, Manuel, Jaime, que han convivido a lo largo de la
carrera sus modos y estilos que a cada uno de ellos le caracteriza, los estimo y aprecio
como personas y como profesionales.
Agradezco a nuestros asesores que depositaron en nosotros sus conocimientos, su tiempo
y su confianza para poder llevar acabo esta tesis, mi más sincero respeto y admiración al
ingeniero José Carlos León Franco y al Maestro en Ciencias, Ricardo Sánchez M.
Gómez Sánchez Ubinio Chayan

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
ÍNDICE
III
IV
V
1
2
3
7
9
10
16
24
25
25
26
27
28
28
30
33
34
37
42
46
48
483.4.1- Bandas……………………………………………………………………………..
3.4.- Transmisiones de potencia………………………………………………………
3.3.2.- Tipos de cojinetes……………………………………………………………….
3.3.- Cojinetes…………………………………………………………………………….
3.1.- Herramientas de doblado……………………………………………………….
3.2.- Ejes y flechas………………………………………………………………………..
PLANTEAMIENTO DEL PROBLEMA…………………………………………..
OBJETIVOS………………………………………………………………………
JUSTIFICACIÓN……………………………………………………………….
CAPÍTULO I: ANTECEDENTES HISTORICOS………………………………..
CAPÍTULO II: PROCESOS DE LAMINACIÓN………………………………
SEGUNDA PARTE: MARCO TEORICO
CAPÍTULO III:ELEMENTOS DE LA MÁQUINA………………………………
3.1.1.- Definiciones…………….……………………………………………………….
3.1.2.- Tipos de cilindros para doblado………………….…………………………
PRIMERA PARTE: MARCO METODOLÓGICO
1.1.- Generalidades……………………………………………………………………..
1.1.1.- Características de los procesos de formado de láminas metálicas…..
1.2.- Historia de la laminación…………………………………………………………
2.1.- Tipos y procesos de laminación…………………………………………………
2.2.- Trenes para laminación………………………………………………………….
3.3.3.- Secuencia de selección para cojinetes…….………..………………….
3.3.4.- Consideraciones para la colocación de cojinetes………………………..
3.2.1.- Definiciones y aplicaciones…………………………………………………….
3.2.2.- Diseño de flechas……………………………………………………………….
3.2.3.- Deducción de la ecuación del código ASME…………………………….
3.3.1.- Definiciones y nomenclatura…………………………………………………….

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
50
51
52
52
53
53
53
53
54
54
55
56
58
59
59
60
67
67
68
79
82
82
83
101
102
103
121
121
121
123
123
162
3.5.1.- Pernos y tornillos………………………………………………………………….
3.5.2.- Soldadura………………………………………………………………….………
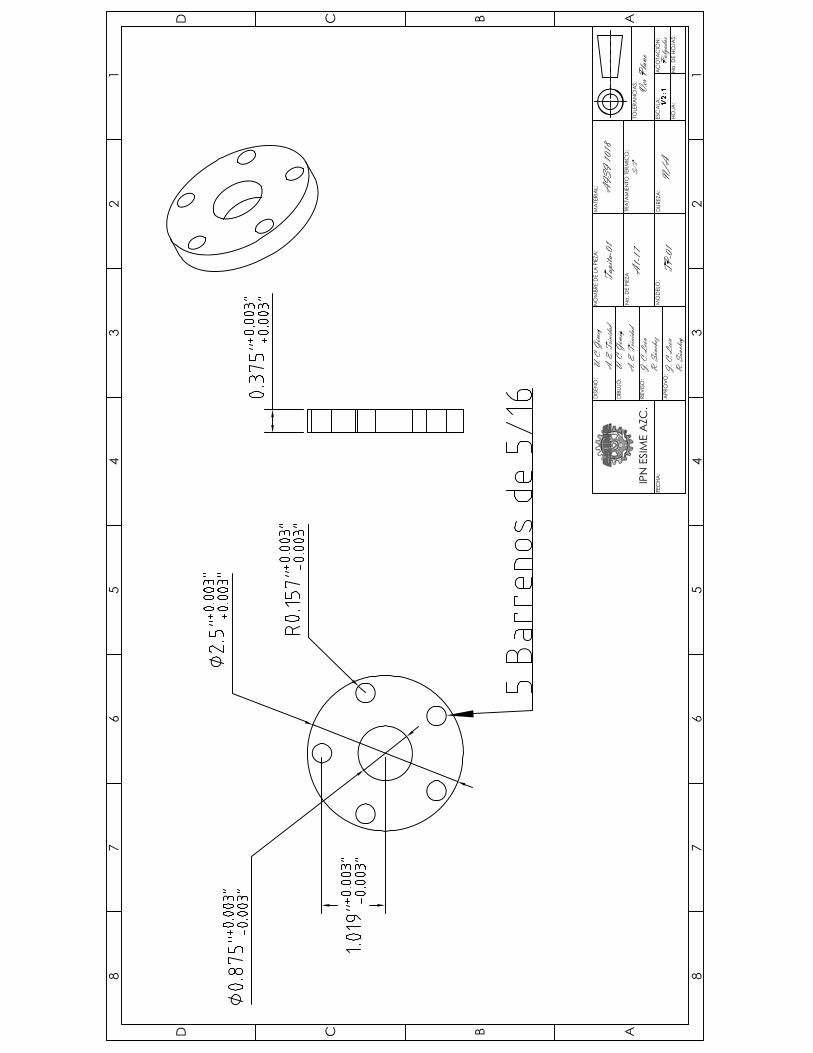
4.1.- Selección y desarrollo del perfil estructural…………………………………..
4.1.1.-Selección del perfil estructural………………………………………………..
4.1.2.-Desarrollo del perfil estructural………………………………………………..
4.2.- Diseño de la herramienta de doblado (Rodillos)……………………………
4.2.1.-Funciones y parámetros de diseño………………………………………...…
4.2.2.-Secuencia de diseño para la herramienta de doblado………………...
4.3.1.- Funciones y parámetros de diseño…………………………………………..
4.3.2.- Secuencia de diseño para la flecha…………………………………………
4.4.- Selección de cojinetes……………………………………………………………
4.4.1.- Funciones y parámetros de diseño………………………………………….
4.6.- Diseño final de flechas de transmisión…………………………………………
3.4.2.- Engranes………………………………………………………………………….
3.4.3.- Cadenas………………………………………………………………………….
3.4.4.- Comparación entre trasnmiciones de cadena y engranes……………
3.4.5.- Comparación entre transmiciones de cadena y bandas………………
3.4.4.1.- Ventajas de las cadenas…………………………………….……………
3.4.4.2.- Ventajas de los engranes…………………………………...……………
3.5.- Elementos de sujeción……………………………………………………………
3.6.- Análisis estructural………………………………………………………………...
CAPÍTULO IV: DISEÑO DEL TREN DE LAMINACIÓN EN FRÍO………………….
TERCERA PARTE: METODOLOGÍA
4.4.2.- Secuencia de diseño para los cojinetes…………………………………….
4.5.- Selección y diseño de transmisión de potencia……………………………..
4.5.1.- Tipos de elementos para transmitir potencia……………………………..
4.5.2.- Selección del tipo de transmisión……………………………………………
4.5.3.- Funciones y parámetros de diseño………………………………………….
4.5.4.- Secuencia de diseño para la transmisión de potencia………………….
4.2.3.-Selección del material para herramienta de doblado……………….....
4.3.- Propuesta para flechas de transmisión……………………………………….
3.4.5.1.- Ventajas de las cadenas………………………………...…………………
3.4.5.2.- Ventajas de las correas……………………………………..…………...…

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
162
196
201
202
210
214
217
221
222
223
224
226
227
228
4.7.- Diseño de tornillos de potencia…………………………………………………
4.6.1.- Secuancia de diseño para la flecha……………………………………..
5.1.- Costos de producción……………………………………………………………
5.2.- Depreciación...………………………………………………………………….
4.8.1- Diseño de la tapa……………………………………….…………………..…..
4.8.2- Diseño de la porta bridas superior………………………………...………..
4.8.3- Diseño de los postes………………….……………………………...………..
4.9.1- Diseño de postes para la mesa de trabajo……….………………………
BIBLIOGRAFÍAS……………………………………………………………………….
ANEXOS…………………………………………………………………………………
CAPITULO V: ANÁLISIS ECONÓMICO…………………………………………..
CONCLUSIONES……………………………………………………………………..
4.9.- Diseño de la mesa de trabajo…………………………………………………..
4.8.- Diseño de soportes………………………………………………………………..

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
III
PLANTEAMIENTO DEL PROBLEMA
La información referente a los trenes de laminación, en la actualidad es demasiada
limitada, por lo cual, nos enfocamos a desarrollar dicha información basándonos en el
desarrollo del diseño de una manera sumamente sencilla de entender comprender y
aplicar.
La necesidad de las industrias manufactureras, de aumentar su producción a un menor
costo esta siempre presente en cualquier proyecto de diseño.
Por este motivo se realizará la siguiente propuesta de tren de laminación tratando de
reducir al máximo la cantidad de material necesaria para su elaboración utilizando
medidas estándar y así poder reducir los costos de material y manufactura del mismo.
Se comenzará el diseño definiendo el tipo de perfil que se va a producir para de ahí seguir
con el diseño de los rodillos, ejes, selección de rodamientos, transmisión, diseño de
soportes, selección de moto-reductor y diseño de la mesa de trabajo.
Con esto se pretende realizar una propuesta factible en cuanto a resistencia y
funcionalidad.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
IV
OBJETIVO GENERAL
Desarrollar un método lógico dentro del proceso de diseño para un tren de laminación en
frío, enfocándose en el análisis y síntesis del diseño mecánico, haciendo énfasis en que la
metodología sea lo suficientemente clara y sencilla, con el fin de que cualquier persona
que se encuentre en el área de ingeniería lo entienda, comprenda e interprete.
OBJETIVOS PARTICULARES
Generar información suficientemente detallada y sencilla, referente a un tren de
laminación en frío para perfiles de lámina delgada.
Implementar un método simple en el proceso de diseño del tren de laminación,
con bases analíticas que justifiquen dicho proceso.
Poner en práctica los conocimientos adquiridos a lo largo de la carrera, como:
estática, dinámica, resistencia de materiales, proyecto mecánico, ciencia de los
materiales, dibujo mecánico, etc. orientándolos al desarrollo de la máquina.
Demostrar la importancia de un tren de laminación en frío dentro de cualquier
área de la industria (Transporte, aeronáutica, construcción, etc.)
Proponer el diseño de un tren de laminación en frío que optimice el proceso en la
generación de perfiles de lámina delgada.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
V
JUSTIFICACIÓN
Un ingeniero mecánico es la persona encargada de aprovechar y trasformar la
energía existente en la naturaleza (mecánica, eléctrica, hidráulica, térmica, eólica, etc.),
en cualquier tipo de energía útil, con el fin de proporcionar un beneficio común o
colectivo. Esta tarea esta ligada al desarrollo de diseños y prototipos de todo tipo de
máquinas y sus componentes, los cuales, a través de sus elementos, realizan la conversión
de energía mecánica a cualquier otro tipo de energía o viceversa, haciendo que de ellas,
se obtenga un buen rendimiento y una buena eficiencia.
La temática que se presenta esta enfocada al diseño de un tren de laminación. La
creciente industria del transporte y de construcción cada día demanda mayor
producción en menor tiempo con menor costo, esta es la tendencia de toda industria hoy
en día; de modo tal que nuestra tarea es satisfacer las necesidades del cliente.
Se espera obtener una maquina que cumpla con todos los requisitos del proceso de
diseño, que sea segura, confiable, competitiva, eficiente y que satisfaga las necesidades
del cliente apagándose a las normas y códigos vigentes de calidad.
En el proyecto se desarrollara una máquina relativamente sencilla que pretende
explicar de una manera simple el proceso de producción de perfiles estructurales de
lamina delgada, así como también, dar a conocer los servicios dentro de la industria,
donde y como se utilizan.
El proyecto aportara a la comunidad estudiantil un procedimiento de cómo lograr
conjugar los conocimientos adquiridos a lo largo de la carrera y enfocarlos para
desarrollar un proyecto o un prototipo de manera confiable y segura. Teniendo en cuenta
materias como: estática, dinámica, mecánica de materiales, ciencia de los materiales,
procesos de manufactura, termodinámica, diseño, dibujo, eléctrica, etc.
Para la comunidad científica se brindaran investigaciones que profundicen, amplíen y
mejoren la eficiencia y seguridad de la maquina, procurando que con ello existan
modificaciones en los componentes de la maquina, en los materiales que la constituyen o
en los diseños anteriores.
Con el apoyo del software Autodesk Mechanical Desktop 2008, se agilizara el proceso
de diseño en base a las normas de dibujo vigentes, lo cual hace aun más atractivo el
diseño para cualquier tipo de empresa.
Este trabajo tiene como meta a corto plazo, simular una producción del perfil
estructural de pared delgada, así como también, presentar el diseño del tren de
laminación concluido. A mediano plazo, la meta es realizar un prototipo físico a escala del
tren de laminación que, de manera palpable, realice la producción del perfil estructural
de pared delgada. Una vez logrado lo anterior, a largo plazo, el objetivo es introducirlo al
mercado realizando una producción en masa.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
1
CAPÍTULO I
ANTECEDENTES HISTORICOS
1.1.- Generalidades
1.1.1.-Caracteristicas de los procesos de formado de
laminas metálicas
1.2.- Historia de la laminación

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
2
1.1.- Generalidades
La utilización de los productos fabricados con procesos de formado de laminas metálicas
son usados comúnmente por cualquier tipo de persona; por ejemplo, en escritorios,
archiveros, carrocerías de automóviles, fuselaje de aviones y las latas de las bebidas. El
conformado de lamina data de 5000 a. C., cuando se fabricaban utensilios domésticos y
joyería por repujado y estampado de oro, plata y cobre.
Fig. 1-1 Esquema de los procesos de formado de laminas metálicas.
Las piezas fabricadas por procesos de formado de laminas son mas ventajosos en
comparación con un procesos de forjado o fundición por su poco peso y forma versátil.
Debido a su bajo costo y buenas características generales de resistencia y facilidad de
conformado, el acero al bajo carbono es el metal en forma de lamina que se usa mas
frecuentemente. Para aplicaciones de mayor precisión y exigencia de requerimientos
como en aviones y naves espaciales, los materiales laminados normales son el aluminio y
el titanio.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
3
1.1.1.-Características de los procesos de formado de laminas metálicas
Formado por laminación
Es utilizado para formar piezas largas con perfiles transversales complicados; buen
acabado superficial; grandes tazas de producción altos costos de las herramientas.
Formado por extensión
Para piezas grandes con contorno superficial; adecuado para pequeñas producciones;
altos costos de mano de obra; los costos de herramientas y equipo dependen del tamaño
e la pieza.
Fig. 1-2 Esquema de un proceso de formado por extensión, pueden fabricar las cubiertas de los aviones
Embutido
En piezas superficiales o profundas con formas relativamente simples; grandes
producciones; altos costos de herramientas y equipo.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
4
Fig. 1-3 Proceso de embutido para una lata de aluminio
Estampado
Incluye una diversidad de operaciones, como punzonado, recorte de piezas en blanco,
realzado, doblado bridado y acuñado; formas simples o complicadas, con grandes
producciones; los costos de herramientas y equipo pueden ser altos, pero los costos de
mano de obra son bajos.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
5
Fig. 1-4 Proceso de estampado
Formado con hule
Embutido y realzado de formas simples o complicadas; la superficie de la lamina se
protege con membranas de hule; flexibilidad de operación; bajos costos de herramientas.
Fig. 1-5 Formado de hule
Rechazado
Utilizado en piezas grandes o pequeñas, con simetría axial (axisimetría); buen acabado
superficial; bajos costos de herramienta, pero los costos de mano de obra pueden ser
altos, a menos que se automaticen las operaciones.
Fig. 1-6 Rechazado

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
6
Formado superplástico
Para formas complicadas, gran detalle y tolerancias estrechas; los tiempos de formación
son largos y por ello la rapidez de producción es baja. Piezas no adecuadas para uso en
alta temperatura.
Fig. 1-7 Estructuras fabricadas con liga por difusión y formado superplástico.
Repujado
Contornos superficiales en laminas grandes; flexibilidad de operación; los costos del
equipo pueden ser altos; el proceso también se usa para enderezar piezas.
Formado por explosión
Utilizado en laminas muy grandes con formas relativamente complicadas, aunque por lo
general axisimétricas; bajos costos de herramienta, pero altos costos de mano de obra;
adecuado para pequeñas producciones; grandes tiempos de ciclo.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
7
Fig. 1-8 (a) Esquema del proceso de formado por explosión. (b) Ilustración del método confinado para abombar
tubos con explosivo.
Formado por impulso magnético
Operaciones de formado superficial, abombado y realzado con laminas de resistencia
relativamente baja; muy adecuado pera formas tubulares; grandes tazas de producción;
requiere herramientas especiales.
1.2.- Historia de la laminación
El formado por laminación (Roll Forming) es un proceso de movimiento progresivo para
doblar tiras planas de metal en frío en varios pasos y al final obtener el perfil deseado.
Henry Court introdujo el formado del acero utilizando la tecnología del rolado en 1783. Su
primer molino de laminación tenía rodillos acanalados para producir barras de acero más
rápido y más económico que los antiguos métodos de martillado.
La mesa de trefilaje fue una de las precursoras de las maquinas de rolado actuales.
Originalmente, los tramos de metal eran jalados hacia un troquel el cual les daba la forma
deseada. Tiempo después estos troqueles fueron reemplazados por rodillos los cuales
deformaban el metal progresivamente. La primera generación de maquinas de formado
por laminación modernas fueron construidas comercialmente a principios de 1921.
Inicialmente, estos fueron usados para darle forma a tramos que habían sido cortados de
una hoja de metal. Posteriormente se utilizo un rollo de material y este llego a ser más
popular y prontamente aprovechado en la década de los 30’s y los 40’s, el formado por
rolado evoluciono en el proceso que conocemos hoy en día, un proceso con una alta
producción continua con rodillos motrices los cuales hacen que el rollo de material fluya
hacia los troqueles o conformadores.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
8
Fig. 1-9 Mesa de trefilaje.
Armaduras para puertas y ventanas, tuberías para radiadores de automóviles, cortes
decorativos y soportes para techo fueron algunos de los productos que se comenzaron a
fabricar con el formado por laminación en la década de los 40’s. Con equipo mejorado,
formidables avances en materia prima, y un mejor entendimiento de la tecnología del
rolado hay ayudado a que este proceso sea usado para producir componentes para
diversas aplicaciones, por ejemplo: equipo para la industria aero-espacial.
Tendencias Actuales
El diseño asistido por computadora es utilizado para generar lo que se conoce como
diagramas de flor que es la representación de cómo debe fluir el material a través de los
rodillos. Con estos dibujos a su vez se utilizan sistemas CAD/CAM para producir las
herramientas de formado.
El Control Lógico Programable (PLC) y los Microprocesadores esta siendo utilizados para
ayudar al control del proceso en las líneas de formado por laminación, con ayuda de
sensores un solo control puede monitorear las condiciones en múltiples líneas de rolado.
Los avances en las técnicas de soldadura han aumentado la capacidad del formado por
rolado las formas pueden ser abiertas o cerradas. Las formas cerradas son unidas
mecánicamente en sus vértices y una soldadura de arco eléctrico cierra la unión.
Mejoras en el intercambio de las herramientas y los troqueles ha permitido procesar cortes
de menor tamaño mas económica y rápidamente.
Fig. 1-10 Tren de laminación en frió para perfiles

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
9
CAPÍTULO II
PROCESOS DE LAMINACIÓN
2.1.- Tipos y procesos de laminación
2.2.- Trenes para laminación

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
10
2.1.- Tipos y procesos de laminación
El laminado es el proceso de reducir el espesor (o modificar la sección transversal) de una
pieza larga mediante fuerzas de compresión aplicadas a través de un juego de rodillos; el
proceso es similar al aplastado de la masa con un rodillo de amasara fin de reducir el
espesor. La laminación, que representa aproximadamente el 90% de todos los metales
producidos usando procesos de metalurgia, fue desarrollada por primera vez a finales del
año 1500. La operación básica es el laminado plano o laminado simple, donde los
productos laminados son la placa plana y la hoja.
Fig. 2-1 Esquema de varios procesos de laminado plano y de forma.
Laminado plano
En la figura 2.1a se muestra una ilustración esquemática del proceso de laminado plano.
Una tira de espesor ho entre el espacio de laminación donde un par de rodillos en rotación
la reduce a un espesor hf, cada uno de los rodillos movido a través de su propia flecha por
motores eléctricos. La velocidad superficial de los rodillos es Vr. La velocidad de la tira se
incrementa de su valor de entrada Vo a través del espacio de laminación, de la misma
manera que el fluido se ve obligado a moverse más rápido al pasar por un canal
convergente.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
11
Fig. 2-2 (a) Ilustración esquemática del proceso de laminado plano. (b) Fuerzas de fricción que actúan sobre las
superficies de la tira. (c) La fuerza de laminado, F, y el par de torsión que actúa sobre los rodillos. El ancho w de la
tira por lo general aumenta durante el laminado.
La velocidad de la tira es máxima a la salida del espacio de laminación; la identificamos
como Vf. Dado que la velocidad superficial del rodillo es constante, existe un
deslizamiento relativo entre el rodillo y la tira a lo largo del arco de contacto en el espacio
de laminación, L.
En un punto a lo largo del tramo de contacto, conocido como el punto neutro o punto de
no deslizamiento, la velocidad de la tira es la misma que en el rodillo. A la izquierda de
este punto, el rodillo se mueve más rápido que la tira; a la derecha del mismo, la tira se
mueve con mayor velocidad que el rodillo. Por tanto, las fuerzas de fricción que se
oponen al movimiento actúan sobre la tira según se muestra en la figura 2.2b.
Molinos para laminación
Se construyen varios tipos de molinos y equipos para laminación; utilizan varios arreglos de
rodillos. Aunque el equipo para el laminado en caliente y en frío es esencialmente el
mismo, existen diferencias en el material de los rodillos, los parámetros del proceso, los
lubricantes y los sistemas de enfriamiento.
Fig. 2-3 Ilustración esquemática de varias disposiciones de rodillos; (a) de dos rodillos, (b) de tres rodillos; (c) de
cuatro rodillos; (d) molino de laminación de conjunto (Sendzimir).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
12
El diseño, construcción y operación de los molinos de laminación, requiere de inversiones
de consideración: los molinos altamente automatizados producen placas y hojas de alta
calidad y estrictas tolerancias en elevados volúmenes de producción y aun bajo costo por
unidad de peso, particularmente cuando están integradas a la colada continua.
El ancho de los productos laminados puede tener un rango de hasta 5 m (200 pulg.) y un
espesor de solo 0.0025 mm (0.0001 pulg.). Las velocidades de laminación van hasta 25 m/s
(aproximadamente una milla por minuto) para el laminado en frío, o incluso más en
instalaciones muy automatizadas y controladas por computadora.
Laminado de forma
Además de la laminación plana, se pueden producir varias formas mediante el laminado
de forma. Pasando la materia prima a través de un juego de rodillos especialmente
diseñados (figura 2.4), se laminan formas estructurales rectas y largas, como barra solida
(de varias secciones transversales), canales, vigas en I y rieles de ferrocarril. Dado que la
sección transversal del material se va a reducir de una manera no uniforme, el diseño de
una serie de rodillos (diseño de pasos de rodillos) requiere de considerable experiencia, a
fin de evitar defectos externos e internos, mantener las tolerancias dimensionales y reducir
el desgaste de los rodillos.
Fig. 2-4 Esquema de un proceso de laminado de forma.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
13
Laminado en anillo
En el proceso de laminado en anillo, un anillo grueso se expande a un anillo de gran
diámetro con una sección transversal reducida. El anillo se coloca entre los dos rodillos,
uno de los cuales es impulsado (figura 2.5a), y su espesor se va reduciendo al ir acercando
los rodillos uno al otro conforme giran. Dado que el volumen del anillo se conserva
constante durante la deformación, la reducción en espesor se compensa con un
incremento en el diámetro del anillo.
Fig. 2-5 (a) Ilustración esquemática de una operación de laminado de anillo. La reducción en espesor da como
resultado un incremento en el diámetro de la pieza. (b) ejemplos de secciones transversales que se pueden
formar mediante el laminado de anillo.
El proceso de laminado en anillo se puede efectuar a temperatura ambiente o a
temperaturas elevadas, dependiendo del tamaño, la resistencia y ductilidad del material
de la pieza de trabajo. En comparación con otros procesos de manufactura capaces de
fabricar la misma pieza, las ventajas de este proceso son un corto tiempo de producción,
ahorros en material, estrictas tolerancias dimensionales y un flujo favorable del grano en el
producto.
Laminado de roscas
El proceso de laminado de roscas es un proceso de formado en frio en el cual se forman
roscas rectas o cónicas en varillas redondas, al pasar estas entre dados para dar forma.
Las roscas se forman sobre la varilla o sobre el alambre en cada carrera de un par de
dados planos reciprocantes (figura 2.6a). Los productos típicos son los tornillos, los pernos y
piezas similares roscadas. Dependiendo del diseño del dado, el diámetro principal de una
rosca laminada puede ser o no ser mayor que una rosca maquinada (figura 2.6a), esto es,

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
14
la misma que el diámetro de la varilla en bruto. En cualquier caso, se mantiene el volumen
constante, ya que no hay remoción de material.
Fig. 2-6 Procesos de laminados de roscas; (a) y (c) dados planos reciprocantes
El proceso es capaz de generar formas similares, como ranuras y varias formas de
engrane, en otras superficies sin perdida de material, y se pueden utilizar en la producción
de casi todos los sujetadores roscados a elevadas tasas de producción, con un muy buen
acabado superficial y el proceso induce sobre la superficie de la pieza esfuerzos residuales
a la compresión, mejorando por tanto la vida bajo condiciones de fatiga.
Perforado rotativo de tubos
Es un proceso de trabajo en caliente para la manufactura de tubos y tuberías largas, sin
costura de pared gruesa (figura 2.7). Se basa en el principio que cuando se somete una
barra redonda a fuerzas radiales a la compresión, se desarrollan esfuerzos a la tensión en
el centro de la misma. Cuando posteriormente esta barra se someta a esfuerzos cíclicos a
la compresión (figura 2.7b), se empieza a formar una cavidad en el centro de la barra.
Este fenómeno puede ser demostrado utilizando un tramo pedacito de goma de borrar
redonda, haciéndola rodar hacia adelante y hacia atrás sobre una superficie dura, como
se ilustra en la figura 2.7b.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
15
Fig. 2-7 Formación de la cavidad en una barra redonda solida y su uso en el proceso de perforación rotativa de
tubos para la fabricación de tubo y tubería sin costura (La laminación Manneseman se desarrolló en los años
1880).
Laminadoras o molinos integrados
Se trata de grandes instalaciones que involucran las actividades totales desde la
producción del metal caliente en un alto horno (figura 2.8) al vaciado y laminado de
productos terminados listos para su embarque al cliente.
Fig. 2-8 Esquema de una mini laminadora.
Minilaminadoras
En una mini laminadora, se funde el material de desperdicio o chatarra en hornos de arco
eléctrico, se hacen coladas continuas y se laminan directamente en líneas específicas de
productos. Cada mini laminadora produce esencialmente un tipo de producto laminado
(varilla, barra o secciones estructurales como ángulo) a partir de básicamente un tipo de
metal o aleación. La chatarra, que se obtiene localmente a fin de reducir costos de

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
16
transporte, esta por lo general formada por maquinaria, automóviles y equipo agrícola
viejos.
Las mini laminadoras tienen las ventajas económicas de operaciones óptimas de baja
inversión para cada tipo de metal y línea de productos, así como bajos costos de mano
de obra y de energía. Los productos están por lo general orientados a los mercados del
área geográfica de la laminadora. Por ejemplo, una mini laminadora del norte de Estados
Unidos, suministra el 95% de la varilla de acero domestico (para concreto reforzado) que
se utiliza en esa región
2.2.- Trenes para formado por laminación
Existen varios tipos de trenes para laminación los cuales son utilizados para diferentes
necesidades:
Dedicados
Tienen las siguientes características:
a) Pasos con transmisión de engranes en la parte superior e inferior
b) La distancia entra centros de los ejes no cambia.
c) Reductores de velocidad del tipo gusano utilizados en la transmisión inferior.
d) Pasos removibles.
e) Bastidor para trabajo pesado.
Aplicaciones: Este tipo de trenes para laminación son construidos para productos
específicos.
Fig. 2-9 Esquema de un tren de laminación dedicado.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
17
Con caja reductora de velocidad constante
Características:
a) Acoplado con reductor de velocidad constante para todos los pasos.
b) Pasos removibles.
c) Bastidor para trabajo pesado
Aplicaciones: Construidos a la medida (pueden ser usados para productos con el mismo
diámetro de rodillos). Es un poco mas barato que un tren dedicado. Los dientes de los
engranes de la transmisión están endurecidos. Son convenientes para montajes de rodillos
con pasos angulados.
Fig. 2-10 Esquema de un tren de laminación con caja reductora de velocidad constante.
En cantiliver
Características:
a) Acoplado con reductor de velocidad constante para todos los pasos.
b) La longitud de los ejes en cantiliver varía entre 5 y 6 pulgadas.
c) Fácil cambio de la herramienta, mantenimiento y alineación.
d) Bastidor rígido para trabajo pesado.
Aplicaciones: Cuando se requiere cambiar la herramienta constantemente, el alineado y
el armado son fáciles y rápidos.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
18
Fig. 2-11 Esquema de un tren de laminación en cantiliver.
De sección
Características:
a) Los pasos se pueden desconectar de la transmisión de manera rápida.
b) Diseño de los pasos estándar.
c) Transmisión reductora de velocidad continua de tipo gusano.
d) Base rígida para trabajo pesado con pernos para las secciones de montaje. El
bastidor esta construido para acomodar varios números de secciones las cuales
dependen del los pasos que requiera el perfil para su formado.
e) La sección de una placa consiste en 4 pasos.
Aplicaciones: Los trenes de laminación de sección son desarrollados para ahorrar tiempo
y dinero en el cambio de herramientas, el armado, la alineación, etc. Las herramientas
para un determinado perfil son alineadas y armadas en un grupo de secciones (2, 3, 4
secciones). Con los acoplamientos rápidos las secciones de un perfil son cambiadas
fácilmente.
Fig. 2-12 Esquema de un tren de laminación de sección.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
19
De Engranes en el cabezal
Características:
a) Posibilidad para acomodar diferentes tamaños de herramientas (diámetros) y
distancias entre centros.
b) Sobre los soportes engranan un reductor de velocidad por medio de
acoplamientos.
c) Reductores de velocidad de tipo gusano proporcionan la potencia.
d) Soportes externos en la configuración estándar.
Aplicaciones:
Diseñados y construidos sobre todo como un molino de formado por laminación con
capacidad para formar diferentes perfiles cuando los diámetros de la herramientas son
variables.
Fig. 2-13 Esquema de un tren de laminación de engranes en el cabezal.
Dúplex
a. Molino de laminación dúplex con ejes en cantiliver.
Cabezales ajustables hacia la línea centros

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
20
Fig. 2-14 Esquema de un tren de laminación dúplex.
Aplicación: Cuando ambos lados del perfil son simétricos incluyendo cualquier
perforación hacia la línea de centros. La línea de centros del molino de laminación es un
dato conocido. La cercanía o el alejamiento de los cabezales acomodan el perfil con
distintos espesores. Utilizados con láminas continuas.
Un cabezal estacionario y el otro con eje transmisor de potencia.
Aplicación: Cuando se usa la tecnología del pre cortado del metal. La alineación de las
hojas se realiza con respecto al cabezal estacionario. La línea de centros la proporciona
la alineación del eje del cabezal estacionario. El acercamiento o el alejamiento de los
cabezales dependen de la longitud del perfil a realizar el cual puede ser mayor a 48
pulgadas. Aplicados a la creación de marcos para puertas.
b. Molino de laminación Dúplex con ejes deslizantes
Un cabezal se encuentra estacionario y el otro cabezal es ajustable con el eje transmisor
de potencia deslizante.
Fig. 2-15 Esquema de un tren de laminación dúplex de ejes deslizantes.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
21
Aplicaciones: Se usan los molinos de laminación dúplex con ejes deslizantes superiores e
inferiores los cuales son aplicables cuando los ejes en cantiliver sobrepasan los límites de
deflexión aceptados. En este tipo de diseño la rigidez del eje permite soportar cualquier
ancho de perfil sin causar deflexión en el eje cuando la línea de doblado del perfil esta
muy alejada de los rodamientos.
Doble Dúplex
Un molino de laminación doble dúplex consta de dos ejes dúplex en cantiliver, los
cabezales de transmisión son ajustables hacia la línea de centros.
Aplicaciones: Línea de formado para refuerzos estructurales. Requerimientos de los
refuerzos: borde ½ pulgada, pierna de 1.5 a 4 pulgadas y alma de 4 a 12 pulgadas. El
primer molino dúplex forma el borde del refuerzo. El segundo dúplex forma la pierna.
Comúnmente utilizados para perfiles estructurales y bandejas para cableado.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
22
Fig. 2-16 Esquema de un tren de laminación doble dúplex.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
23
Tren de laminación de doble cubierta
Dos trenes de laminación son acomodados en una base en común elevados a diferentes
alturas.
Características:
a) Base en común.
b) Transmisión en común.
c) Alturas diferentes de las líneas de paso.
Aplicaciones: Dos perfiles similares son formados simultáneamente, por ejemplo lamina
corrugada.
Tren de laminación ultra delgado
Características:
a) Los ejes van de los 5/8 a los ¾.
b) La altura entre centros de los ejes se puede ajustar finamente.
c) Transmisión de engranes continua.
Fig. 2-17 Esquema de un tren de laminación ultra delgado.
Los trenes de laminación arriba mencionados son los tipos más generales, pero hay otros
tipos de trenes para laminación en el mercado diseñados para distintos tipos de proceso.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
24
CAPÍTULO III
ELEMENTOS DE LA MÁQUINA
3.1.- Herramientas de doblado
3.1.1.- Definiciones
3.1.2.- Tipos de cilindros para doblado
3.2.- Ejes y flechas
3.2.1.- Definiciones y aplicaciones
3.2.2.- Diseño de flechas
3.2.3.- Deducción de la ecuación del código ASME
3.3.- Cojinetes
3.3.1.- Definiciones y aplicaciones
3.3.2.- Tipos de cojinetes
3.3.3.- Secuencia de diseño para cojinetes
3.3.4.- Consideraciones para colocar cojinetes
3.4.- Transmisiones de potencia
3.4.1.- Bandas
3.4.2.- Engranes
3.4.3.- Cadenas
3.4.4.- Comparación entre transmisiones de cadena y
engranes
3.4.5.- Comparación entre transmisiones de cadena y
bandas
3.5.- Elementos de sujeción
3.5.1.- Pernos y tornillos
3.5.2.- Soldadura
3.6.- Análisis estructural

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
25
3.1.- Herramientas de doblado
Las herramientas de doblado, en los trenes de laminación, son uno de los elementos
principales en el diseño de estos. En este tema y a lo largo de todo este capitulo, se
visualizaran los principales elementos que componen a un tren de laminación.
3.1.1.- Definiciones
El doblado es una de las operaciones más comunes de formado. El doblado no solo se
usa para formar bridas, uniones y corrugados, sino también para impartir rigidez a la pieza,
aumentando su momento de inercia.
En la figura 3-1 se presenta la terminología para el doblado. En el doblado, las fibras
externas del material se encuentran en tensión, mientras que las interiores están en
compresión. A causa de la relación de Possion, el ancho de la pieza (longitud de doblado
L) en la región externa es menor, y en la interna es mayor, que el ancho original.
Fig. 3-1 Terminología para el doblado
Como se ve en la figura 3-1, la holgura o tolerancia en el doblado es la longitud del eje
neutro en el doblez, y se usa para determinar la longitud de la pieza bruta con que se
fabrica una pieza doblada. La posición del eje neutro depende del radio y del ángulo de
doblez. Una ecuación aproximada de la holgura de doblado, Lb, es la numero 1.
𝐿𝑏 = 𝛼 𝑅 + 𝑘𝑡 − − − 1

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
26
Donde
α = Ángulo de doblez [rad]
R = Radio de doblez
t = Espesor de la lámina
k = Constante de proporcionalidad
Para el caso ideal, el eje neutro se encuentra en el centro del espesor de lámina; k = 0.5,
pero en la practica los valores suelen ser de 0.33 cuando R<2t y de 0.5 cuando R>2t.
3.1.2.- Tipos de cilindros para doblado
La parte media del cilindro o rodillo, la cual esta en contacto con el metal laminado, se
denomina la “tabla”. En ambos extremos de la tabla se encuentran los cuellos, que se
apoyan en los cojinetes. Las partes externas del cilindro para conectar en ellas un
acoplamiento a una alargadera, tienen la forma de trébol, o son planas o cilíndricas (ver
figura 3-2).
Fig. 3-2 Esquema de un cilindro de laminación
Las tablas de los cilindros para laminar productos planos son cilíndricas o con una ligera
convexidad con objeto de compensar la flexión durante la laminación.
Para la laminación de perfiles las tablas se fabrican con canales como se muestra en la
figura 3-3.
Fig. 3-3 Cilindros con canales

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
27
Una de las propiedades principales de un cilindro es la dureza de la superficie de trabajo
del mismo. A continuación se presentan los tipos en base a su dureza.
Cilindros blandos
Su dureza esta entre 150 a 250 Brinell, se emplean en laminadores primarios, en cajas
desbastadoras de laminadores de perfiles grandes y laminadores intermedios y
laminadores de punzonar.
Los materiales característicos de este tipo de cilindros con los cuales se fabrican son
fundición, acero al carbono forjado y con cargas pequeñas, fundición gris.
Cilindros semiduros
Su dureza se encuentra entre 250 a 400 Brinell, se emplean en cajas desbastadoras de
laminadores de carriles y perfiles, en laminadores de perfiles de todas clases y laminadores
de productos planos, en las cajas acabadoras de laminadores de perfiles grandes e
intermedios.
Los materiales empleados para su fabricación son de fundición semiendurecida, acero
moldeado y acero forjado.
Cilindros duros
El rango de dureza se encuentra entre 400 y 600 Brinell, se usan en cajas acabadoras de
laminadores de bandas, chapa fina, carriles y perfiles, perfiles grandes, medianos y ligeros,
así como también en cajas cuarto para los cilindros de apoyo.
Los materiales son el hierro fundido en coquilla, acero especial y cilindros fabricados con
aleaciones de gran dureza.
Cilindros extraduros
Las durezas están entre los límites de 600 a 800 Brinell, se emplean en trenes de laminación
en frío.
El material con que regularmente se fabrican es de acero al cromo forjado, y en cilindros
pequeños carburo de tungsteno y otras aleaciones con durezas mayores que 100 Shore.
3.2.- Ejes y flechas
Dentro de los elementos para transmitir potencia las flechas o arboles, son un elemento
primordial, los ejes y las flechas las encontramos en la mayoría de las máquinas por ser de
gran utilidad en el funcionamiento de alguna máquina en específico.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
28
Este elemento, en particular, lo podemos encontrar desde los electrodomésticos, hasta
grandes maquinarias en la industria.
3.2.1.- Definiciones y aplicaciones
Primero es necesario entender los conceptos claves para poder definir el funcionamiento
de cualquier elemento de máquina, en este punto nos enfocaremos a definir entre un eje
y una flecha.
Eje
Un eje, hablando mecánicamente, es un elemento que sirve como soporte para
elementos rotatorios, sin que estos transmitan un momento torsor para generar potencia;
es decir, no transmiten potencia, solo movimiento rotatorio.
Flecha o árbol
Una flecha, hablando mecánicamente, es un elemento giratorio, que a diferencia de un
eje, transmite o recibe potencia de los elementos montados sobre el.
Existen diversas aplicaciones tanto para los ejes como para flechas, entre las cuales están
bombas centrifugas, ventiladores, transmiciones para automóviles, turbomaquinaria
térmica e hidráulica etc.
3.2.2.- Diseño de flechas
El diseño es una de las herramientas más empleadas en ingeniería mecánica para
describir, de manera clara, cualquier tipo de elemento que compone a una máquina. Es
una tarea que engloba una serie de pasos o sucesos que se deben de desarrollar para
poder evaluar y tomar decisiones, esto implica que el ingeniero tenga una amplia gama
de capacidades y conocimientos como son:
Dibujo técnico
Propiedades de los materiales
Manufactura de los materiales
Estática, Dinámica, resistencia de los materiales y mecanismos
Facilidad de palabra y redacción técnica
Mecánica de fluidos, Termodinámica y transferencia de calor
Maquinas térmicas, maquinas hidráulicas, maquinas eléctricas
Creatividad y solución de problemas.
El proceso de diseño lo podemos generalizar de una forma simple como se presenta en la
figura 3-4.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
29
Fig. 3-4 Secuencia del proceso de diseño
Una vez que se tiene la idea generalizada de cómo se lleva a cabo el proceso de diseño,
el la secuencia para diseñar una flecha es el que a continuación se presenta.
1. Determinar que elementos soportará la flecha, su diseño a si como también su
posicionamiento a lo largo de la flecha. Los elementos pueden ser: engranes,
catarinas, poleas, cojinetes etc.
2. Determinar la velocidad de giro de la flecha.
3. Determinar la potencia o el par torsional el cual debe transmitir la flecha.
4. Proponer la forma general de los detalles geométricos para la flecha, esto incluye
la forma de posición axial en que se mantendrá cada elemento montado sobre la
flecha, y la forma en la cual se transmitan las fuerzas y por ende, la potencia en
cada elemento.
5. Plantear el problema de forma clara, delimitada y con los datos necesarios para su
análisis, esto incluye el flujo de potencia a lo largo de la flecha, el lugar de colocar
los elementos.
6. Determinar la magnitud del par tosional que se desarrollará en cada punto de la
flecha, basado en el flujo de potencia.
DEFINIR ESPECIFICACION
ES
• Identificar los requisistos del cliete.
• Definir las funciones del dispositivo.
• Indicar los requisistos del diseño.
• Definir los criterios de evaluación.
CREAR LOS CONCEPTOS DE DISEÑO
• Proponer varios conceptos de diseño alternativo.
• Evaluar cada alternativa propuesta.
• Validar cada alternativa de acuerdo con cada criterio
de evaluación.
TOMA DE DECISIONES
• Seleccionar el concepto de diseño óptimo.
DISEÑO DETALLADO
• Contemplar el diseño a detalle del concepto
seleccionado.
DISEÑO

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
30
7. Análisis de las fuerzas que actúan en la flecha, tanto en dirección radial, axial y
tangencial.
8. Descomposición de fuerzas en un plano rectangular, es decir verticales y
horizontales.
9. Calculo de las reacciones en cada plano, sea X-Y o X-Z.
10. General diagramas y ecuaciones en función longitudinal de fuerza cortante y
momento flexionante para cada plano en donde se encuentren las fuerzas.
11. Selección del material de la flecha, especificando su condición (tipo de
tratamiento térmico), se recomienda una buena ductilidad y un porcentaje de
elongación mayor al 12 %. Con base en esto, se determinan las propiedades
mecánicas, como resistencia última, resistencia a la fluencia, numero de dureza
Brinell.
12. Determinar el esfuerzo de diseño adecuado, teniendo en cuenta la forma de
aplicar la carga.
13. Evaluar y determinar los puntos críticos donde podría presentarse la falla de la
flecha, tomando como base la ecuación bajo el código ASME.
14. Normalizar las dimensiones de la flecha, teniendo como base estándares ya
establecidos comercialmente.
15. Realizar análisis de deflexión por flexión y deflexión por torsión, si se encuentra
dentro de los criterios establecidos, el diseño es satisfactorio y cumplirá la función a
la que esta siendo solicitado.
3.2.3.- Deducción de la ecuación del código ASME
La ecuación del código ASME es una de las ecuaciones establecidas en la norma ANSI B
106.IM 1985, para el diseño de ejes y flechas. Esta ecuación esta basada en que el
esfuerzo cortante por flexión en la flecha o eje, es repetido e invertido y que el esfuerzo
cortante ocasionado por la torsión es casi uniforme.
En la figura 3-5 se presenta el diagrama que explica el párrafo anterior, en esta figura se
presenta una grafica, en donde el je vertical es la relación del esfuerzo flexionante
invertido, entre la resistencia a la fatiga del material, por otro lado, el eje horizontal
presenta la relación del esfuerzo cortante torsional entre la resistencia a la cedencia por
cortante del material. Los puntos marcados con el valor de uno, indican la falla inminente
en flexión como en torsión pura.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
31
Fig. 3.5 Diagrama base para el diseño de flechas y ejes
Dentro de la figura 3-2, se puede observar que la curva que se describe forma una
parábola, por lo cual, la ecuación (2), nos indica la forma de evaluarla.
𝜍
𝑆´𝑛
2
+ 𝜏
𝑆𝑦𝑠
2
= 1 − − − (2)
Donde
σ = Esfuerzo flexionante
S´n = Resistencia a la fatiga del material bajo condiciones reales
τ = Esfuerzo cortante por torsión
SYs = Resistencia a la cedencia por cortante
Para que la ecuación (2) quede en parámetros de diseño, se le agrega el factor de
seguridad “N” a ambos términos del lado izquierdo, además en el primer término del lado
izquierdo agregaremos un factor de concentración de esfuerzos “kt”, esto da como
resultado la ecuación (3).
𝑘𝑡 ∙ 𝑁 ∙ 𝜍
𝑆´𝑛
2
+ 𝑁 ∙ 𝜏
𝑆𝑦𝑠
2
= 1 − −− (3)
Partiendo de la ecuación (3), solo se sustituyen las variables correspondientes para llegar a
una ecuación generalizada.
Zona Segura
Zona de Falla
Zona Segura
Zona de Falla

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
32
El esfuerzo a la flexión esta dado por la ecuación (4)
𝜍 =𝑀 ∙ 𝑐
𝐼− − − (4)
Donde
M = Momento flexionante
c = Fibra más alejada de la sección partiendo del eje neutro
I = Momento de inercia de la sección
Sabemos que para una sección transversal circular y sólida, la variable “c” y la variable
“I”, están dadas por las ecuaciones 5 y 6 respectivamente.
𝑐 =𝐷
2− −− (5)
𝐼 =𝜋 ∙ 𝐷4
64− − − (6)
Sustituyendo en la ecuación (4) las ecuaciones (5) y (6), formamos una nueva ecuación
(7).
𝜍 =32 ∙ 𝑀
𝜋 ∙ 𝐷3−− − (7)
El esfuerzo cortante por torsión, esta dado por la ecuación (8), representada de la
siguiente forma.
𝜏 =𝑇 ∙ 𝜌
𝐽− − − (8)
Donde
T = Momento torsionante
ρ = Radio
J = Momento polar de inercia
Tanto la variable a “ρ” como la variable “J” se pueden evaluar con las ecuaciones (9) y
(10) respectivamente, para una sección transversal circular y sólida, a continuación se
presentan dichas ecuaciones.
𝜌 =𝐷
2− − − (9)
𝐽 =𝜋 ∙ 𝐷4
32−− − (10)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
33
Sustituyendo en la ecuación (8) las ecuaciones (9) y (10), formamos una nueva ecuación
(11).
𝜏 =16 ∙ 𝑇
𝜋 ∙ 𝐷3− −− (11)
Para evaluar la resistencia a la cedencia en cortante emplearemos la ecuación (12).
𝑆𝑦𝑠 =𝑆𝑦
3− −− (12)
Ahora, tomando como base las ecuaciones (7), (11) y (12), y sustituyéndolas en la
ecuación (3), encontraremos la ecuación (13).
32 ∙ 𝑘𝑡 ∙ 𝑁 ∙ 𝑀
𝜋 ∙ 𝐷3 ∙ 𝑆´𝑛
2
+ 16 ∙ 3 ∙ 𝑁 ∙ 𝑇
𝜋 ∙ 𝐷3 ∙ 𝑆𝑦
2
= 1 − − − (13)
Evaluando y simplificando los términos del lado izquierdo de la ecuación (13).
32 ∙ 𝑁
𝜋 ∙ 𝐷3
2
𝑘𝑡 ∙ 𝑀
𝑆´𝑛
2
+ 3
2
2
𝑇
𝑆𝑦
2
= 1
Sacando raíz cuadrada para ambos lados de la ecuación, encontraremos la ecuación
(14) que da pauta a la ecuación bajo código ASME.
32 ∙ 𝑁
𝜋 ∙ 𝐷3
𝑘𝑡 ∙ 𝑀
𝑆´𝑛
2
+3
4 𝑇
𝑆𝑦
2
12
= 1 −− − (14)
Despejando el diámetro “D”, encontraremos la ecuación bajo código ASME, ecuación
(15).
𝐷 = 32 ∙ 𝑁
𝜋
𝑘𝑡 ∙ 𝑀
𝑆´𝑛
2
+3
4 𝑇
𝑆𝑦
2
12
13
− − − (15)
3.3.- Cojinetes
Los cojinetes son un tipo de elementos básicos en cualquier maquina, generalmente este
tipo de elementos solo se selecciona de los catálogos de fabricantes, puesto que el
diseño, como ya se menciono, es una tarea que implica mucho trabajo. Es por ello que
solo se presentara en este apartado, la secuencia para selección de cojinetes, tomando
como base algunos parámetros de diseño que los fabricantes emplean.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
34
La función principal de este tipo de elementos es reducir la fricción entre dos superficies
en contacto, y por ende, el incremento de temperatura entre dichas superficies.
La disposición de los cojinetes no solo se compone de un número determinado de
cojinetes, sino que también incluye los componentes asociados con ellos, entre ellos, los
ejes o flechas y los soportes.
El diseño de una disposición de cojinetes exige la selección de un tipo adecuado de
cojinete y la determinación de su tamaño adecuado, también es importante considerar el
tipo y cantidad de lubricante, ajuste y juego interno del rodamiento. Cada decisión
individual influye en el rendimiento, la fiabilidad y la economía de la disposición de los
rodamientos.
3.3.1.- Definiciones y nomenclatura
Existen tres formas de poder identificar este tipo de elemento, que a continuación se
definen para su mejor comprensión dentro de ingeniería.
Cojinete
Elemento de una máquina en el que se apoya una flecha o un eje.
Chumacera
Pieza de metal o madera, con una muesca en que descansa y gira cualquier eje de
máquina.
Rodamiento
Cojinete formado por dos cilindros concéntricos, entre los que se intercala una corona de
bolas o de rodillos que pueden girar libremente.
Nomenclatura
Es importante saber el nombre de los elementos que componen a un cojinete, en este
caso tomaremos al cojinete en si como el sistema y el conjunto que lo componen serán los
elementos, de esta forma, se presenta en la figura 3-6 las partes que componen a un
cojinete.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
35
Fig. 3-6 Partes y disposiciones de los cojinetes
Donde
1. Rodamiento de rodillos cilíndricos
2. Rodamiento de bolas con cuatro
puntos de contacto
3. Soporte
4. Eje o flecha
5. Tope, escalón o resalte de flecha
o eje
6. Diámetro de flecha o eje
7. Placa de fijación
8. Obturación radial del eje o flecha
9. Anillo distanciador
10. Diámetro del agujero del soporte
11. Agujero del soporte
12. Tapa del soporte
13. Anillo elástico
Para dar una explicación mas concreta, en la figura 3-7, se presentan las partes o
nomenclatura básicas de un cojinete.
Fig. 3-7 Nomenclatura de los cojinetes
PISTA EXTERIOR
PISTA INTERIOR
RETEN O JAULA
ELEMENTO RODANTE

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
37
3.3.2.- Tipos de cojinetes
Los cojinetes pueden clasificarse como se muestras en la figura 3-8, la cual muestra los
tipos de cojinetes.
Fig. 3-8 Clasificación de los cojinetes
En nuestro caso, solo nos enfocaremos a los cojinetes de contacto de rodadura, a
continuación se presentara una explicación de cada uno de estos tipos de cojinetes, pero
primero identificaremos las partes de los cojinetes radiales y axiales en las figuras 3-9 y 3-10,
respectivamente.
Fig. 3-9 Cojinetes de contacto de rodadura radiales
De la figura 3.9 tenemos que:
1. Aro interior
2. Aro exterior
3. Elemento rodante
4. Jaula
COJINETES
Contacto de Rodadura
Axiales
Bolas Rodillos
Radiales
Bolas Rodillos
Superficie Plana
LubricaciónLubricación
hidrodinámicaHidrostáticos

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
38
5. Carcasa
6. Diámetro exterior del aro exterior
7. Agujero del aro interior
8. Diámetro del reborde del aro
interior
9. Diámetro del reborde del aro
exterior
10. Ranura para anillo elástico
11. Anillo elástico
12. Cara lateral del aro exterior
13. Ranura de anclaje para la
obturación
14. Camino de rodadura del aro
exterior
15. Canino de rodadura del aro
interior
16. Ranura de obturación
17. Cara lateral del aro interior
18. Chaflán
19. Diámetro medio del rodamiento
20. Anchura total del rodamiento
21. Pestaña guía
22. Pestaña de retención
23. Ángulo de contacto
Fig. 3-10 Cojinetes de contacto de rodadura axiales
De la figura 3-10 tenemos lo siguiente.
1. Arandela de eje
2. Conjunto de elementos rodantes y jaula
3. Arandela de alojamiento
4. Arandela de alojamiento con superficie de asiento esférica
5. Arandela de apoyo del asiento
Rodamientos de una hilera de bolas y ranura profunda
A veces se llama rodamiento “canrad” (ver figura 3-11), la pista interior entra en el eje casi
siempre con presión en el asiento del rodamiento, con un ajuste de interferencia
pequeña, con el fin de asegurar que gire con el eje. Los elementos rodantes, ruedan con
una ranura profunda, tanto en la pista interior como en la pista exterior. Se mantienen las
1
2
3
4
1
5
1
2
3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
39
distancias entre las bolas con los retenes o jaulas. Este tipo de rodamientos esta diseñado
especialmente para carga radiales, pero, la profundidad en la ranura, permite soportar
cargas de empuje o axiales de una manera considerable.
Fig. 3-11 Rodamiento de una hilera de bolas y ranura profunda
Rodamiento con doble hilera de bolas y ranura profunda
Tiene las mismas características que el rodamiento de una sola hilera, solo que en este tipo
de rodamientos, al aumentarle una hilera más (ver figura 3-12), ocasiona que exista una
mayor capacidad de carga radial debida al aumento de elementos rodantes. De esta
manera, se pueden soportar cargas de mayor capacidad en el mismo espacio, o
determinada carga puede ser soportada en un espacio menor. El aumento en lo ancho
de este tipo de cojinetes suele afectar la capacidad de des alineamiento.
Fig. 3-12 Rodamiento con doble hilera de bolas y ranura profunda
Rodamiento de bolas con contacto angular
Un lado de cada pista, en un rodamiento de contacto angular, es más alto, para permitir
la adaptación a mayores cargas de empuje en comparación con los rodamientos
normales con una hilera de bolas y ranura profunda, los rodamientos suelen tener ángulos
de 15° a 40°, en la figura 3-13, se presenta un ejemplo de este tipo de rodamiento.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
40
Fig. 3-13 Rodamiento de bolas de contacto angular
Rodamiento de rodillos cilíndrico
Este tipo de rodamientos obedece al mismo diseño que los rodamientos de bolas, solo
que en este caso en vez de tener elementos rodantes esféricos, se tienen elementos
rodantes cilíndricos (ver figura 3-14), este tipo en particular, ofrece una mayor capacidad
de carga radial. El patrón de contacto entre un rodillo y su pista, es teóricamente, de
forma rectangular a medida que los miembros se deforman bajo la carga. Los valores
resultantes de esfuerzo de contacto son menores que en los rodamientos de bola del
mismo tamaño, lo cual permite que los rodamientos más pequeños puedan soportar
determinada carga o que un rodamiento de determinado tamaño soporte una carga
mayor. La capacidad de carga axial es mala, no se recomienda en aplicaciones donde
existan cargas axiales, además, ya que los rodillos tienen anchos grandes, como
consecuencia tienen poca capacidad de adaptarse a los realineamientos angulares.
Fig. 3-14 Rodamiento de rodillos cilíndricos
Rodamientos de agujas
Este tipo de rodamientos, son en realidad rodamientos de rodillos, pero con un diámetro
menor. Requieren un espacio radial menor, lo cual, facilita la adaptación en cualquier
equipo o componente, pero, al igual que los rodamientos a rodillos, siguen el mismo
patrón de características en las capacidades de carga (ver figura 3-15).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
41
Fig. 3-15 Rodamientos de agujas
Rodamientos de rodillos esféricos
El rodamiento de rodillos esféricos es una forma de cojinete auto alienable (ver figura 3-
16), llamado así porque existe una rotación real de la pista exterior en relación con los
rodillos y con la pista interior, cuando existen des alineamientos angulares, esto causa una
excelente calificación de capacidad de des alineamiento, y al mismo tiempo se
conservan, en forma virtual, las mismas calificaciones por la capacidad de carga radial.
Fig.3-16 Rodamientos de rodillos esféricos
Rodamientos de rodillos cónicos
Este tipo de rodamientos están diseñados para tomar cargas apreciables axiales y
también cargas radiales. Frecuentemente son usados en vehículos, equipos móviles y en
maquinaria pesada, en la figura 3-17 se presenta un ejemplo de estos rodamientos.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
42
Fig. 3-17 Rodamientos de rodillos cónicos
Cojinetes axiales
Al igual que los cojinetes del tipo radial, los cojinetes de tipo axial también tienen diversos
elementos rodantes, como bolas y rodillos, la única diferencia es que este tipo de
cojinetes son de uso exclusivo para cargas axiales o de empuje. La gran mayoría de este
tipo de rodamientos pueden soportar poca o ningún tipo de carga radial, por lo cual su
diseño y selección se basa en las cargas de empuje y de la duración de diseño, en la
figura 3-18, se presentan algunos ejemplos de este tipo de cojinetes.
Fig. 3-18 Cojinetes axiales a) bolas, b) rodillos cónicos; c) rodillos; d) agujas.
3.3.3.- Secuencia de selección para cojinetes
a) Calcular la carga de diseño “Pd” en el cojinete, también conocida como carga
equivalente. Esta carga se calcula con la ecuación (16)
𝑃𝑑 = 𝑉 ∙ 𝑋 ∙ 𝑅 + 𝑌 ∙ 𝑇 − − − 16
Donde:
Pd= Carga de diseño [Lb]
V= Factor por rotación
X= Factor radial
Y= Factor de empuje
T= Carga de empuje aplicada [Lb]
R= Carga radial aplicada [Lb]
a) b) c) d)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
43
b) Selección tentativa del tipo de cojinete en base a la figura 3-19.
Fig. 3-19Guia para la selección de los cojinetes de bolas o de rodillos
c) Seleccionar el tipo de soporte y verificar la compatibilidad con los cojinetes
seleccionados.
d) Obtener la duración de diseño “Ld” en horas con base a la ecuación (17).
𝐿𝑑 = 𝐿 ∙ 𝑛 ∙ 60 − −− (17)
Donde
Ld= Duración de diseño [mdr]
Lh= Duración nominal de diseño [hr]
n = Velocidad angular [rpm]
e) Calcular la capacidad requerida “Cr” (ecuación No. 18) y comparar con la
capacidad real “C”, la del fabricante.
𝐶𝑟 = 𝑃𝑑 𝐿𝑑𝐿10
1𝑘
− −− (18)
Donde
L10= Duración nominal (1mdr)
Cr= Capacidad de carga dinámica requerida [N]
Pd= Carga de diseño [N]
k= 3 (Bolas)
k= 10/3 (Rodillos) coeficiente de rodamiento

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
44
f) Realizar la selección final.
g) Determinar las condiciones de montaje, tal como el diámetro del asiento de
montaje y la tolerancia en el eje o flecha, diámetro de barreno de la caja y
tolerancia, medios para localizar el rodamiento en dirección axial, y necesidades
especiales como sellos o blindajes.
A manera empírica, se pueden emplear las tablas 3-1 y 3-2 que brindan una ayuda para
dar una aproximación y un juicio para seleccionar un cojinete.
Tipo de rodamiento
Capacidad
de carga
radial
Capacidad
de carga
axial
Capacidad
de des
alineamiento
Una hilera de bolas con ranura profunda Buena Regular Regular
Doble hilera de bolas con ranura profunda Excelente Buena Regular
Contacto angular Buena Excelente Mala
Rodillos cilíndricos Excelente Mala Regular
Agujas Excelente Mala Mala
Rodillos esféricos Excelente Regular a
buena Excelente
Rodillos cónicos Excelente Excelente Mala Tabla 3-1 Comparación de cojinetes para la selección

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
45
Tabla 3-2 Selección en base a las características de cada tipo de cojinete

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
46
3.3.4.- Consideraciones para colocar cojinetes
Cada tipo de cojinete presenta propiedades características que dependen de su diseño
y que lo hace más o menos adecuado para una aplicación determinada.
En muchos casos, cuando se selecciona un tipo de rodamiento tienen que considerarse
diversos tipos de factores, razón por la cual no es posible dar un método de selección de
los rodamientos concreto, pero si se pude dar algunas consideraciones que ayuden al
ingeniero a seleccionar un rodamiento, entre ellos se encuentran.
1. Lubricación
2. Instalación
3. Precarga
4. Rigidez
5. Cargas variables
6. Sellado
7. Tolerancias
Lubricación
La lubricación presenta las siguientes funciones en la aplicación de un rodamiento como
son.
a) Proporcionar una película de baja fricción entre los elementos rodantes y la pista
del rodamiento, y en los puntos de contactos con las jaulas, superficies de guía y
retenes.
b) Proteger los componentes del cojinete contra la corrosión.
c) Ayudar a disipar el calor de la unidad con rodamiento.
d) Alejar el calor de la unidad con rodamiento
e) Ayudar a expulsar los contaminantes y la humedad del rodamiento
Instalación
La mayoría de los cojinetes se deben de instalar con un ajuste de interferencia ligero,
entre el barreno del rodamiento y el eje o flecha, para evitar la posibilidad de que la pista
interior del rodamiento gire con respecto al eje o flecha. Esa condición causaría desgaste
no uniforme y falla rápida de los elementos del rodamiento. Para instalar el rodamiento se
requieren aplicar fuerzas bastante grandes, en sentido axial. Se debe de tener cuidado
para no dañar el rodamiento durante la instalación. La fuerza de instalación debe
aplicarse en forma directa a la parte interior del cojinete.
Si se aplicara la fuerza a través de la pista exterior, la carga sería transferida a la pista
interior, pasando por los elementos rodantes. Debido a la pequeña área de contacto, es
probable que esa transferencia de cargas cause grandes esfuerzos en algún elemento y

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
47
que rebasen su capacidad de carga estática. Se causaría brinelado, junto con el ruido y
el desgaste acelerado que se manifiesta esta condición.
Precargado
Algunos rodamientos son fabricados con holguras internas que deben asimilarse en
determinada dirección, para asegurar que el funcionamiento sea satisfactorio. En esos
casos, se debe precargar, por lo general en dirección axial. En los ejes horizontales suelen
usarse resortes, y se permite el ajuste axial de la deflexión del resorte, algunas veces para
ajustar la cantidad de precarga. Cuando el espacio es limitado, es preferible usar
arandelas Belleville, porque producen grandes fuerzas con pequeñas deflexiones. Para
ajustar la deflexión real y el Precargado obtenidos, se pueden usar calzas. En ejes
verticales, el peso del conjunto mismo del eje podrá bastar para proporcionar la precarga
requerida.
Rigidez del rodamiento
La rigidez es la deflexión que determinado rodamiento sufre al soportar determinada
carga. En general la más importante es la rigidez radial, ya que esta afecta el
comportamiento dinámico del sistema giratorio del eje. La velocidad crítica y el modo de
vibración son funciones de la rigidez del rodamiento. En general, mientras menor rigidez
(rodillo suave), la velocidad crítica del conjunto del eje será menor. La rigidez se mide en
las unidades usadas en los resortes, como las libras por pulgadas o newton por milímetros.
Cargas variables
Las relaciones entre carga y duración que se han empleado hasta ahora suponen que la
carga es razonablemente constante, en magnitud y dirección. Si la carga varia mucho, se
puede usar una carga promedio efectiva para determinar la duración esperada del
rodamiento. También las cargas oscilantes requieren un análisis especial, porque sólo son
pocos los elementos rodantes que comparten la carga.
Sellado
Cuando el rodamiento va a funcionar en ambientes sucios o húmedos, suelen emplearse
blindajes especiales. Se pueden colocar en uno o en ambos lados de los elementos
rodantes. Los blindajes suelen ser metálicos, y se fijan a la pista estacionaria, pero no
tocan la pista rodante. Los sellos son fabricados con materiales elastómeros, y no tocan la
pista rotatoria. Los rodamientos equipados con sellos y blindajes se pre cargan con grasa
en la fabrica, y a veces se le denomina de lubricado permanente. Aunque es probable
que esos rodamientos proporcionen muchos años de servicio satisfactorio, las condiciones
extremas pueden producir una degradación en las propiedades lubricantes de la grasa.
La presencia de sellos aumenta también la fricción en un rodamiento. El sellado puede ser
a fuera del rodamiento, en la caja o en la interface eje/caja.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
48
Tolerancias
En la industria de los rodamientos se reconocen varias clases distintas de tolerancias, para
adaptarse a las necesidades de una gran variedad de equipos que usan con contacto
de rodadura. En general, y naturalmente, todos los rodamientos son elementos de
máquina de precisión, el intervalo general de tolerancias es del orden de unas cuantas
diezmilésimas de pulgada. Las clases estándar de tolerancia las define la ABEC y se
mencionan a continuación.
ABEC 1: Rodamientos normales radiales, de bolas y rodillos
ABEC 3: Rodamientos de bolas de semiprecisión, para instrumentos
ABEC 5: Rodamientos de bolas y de rodillos de semiprecisión
ABEC 5P: Rodamientos de bolas de precisión para instrumentos
ABEC 7: Rodamientos radiales de bolas, de alta precisión
ABEC 7P: Rodamientos de bolas de alta precisión, para instrumentos
En la mayoría de las aplicaciones en maquinaria se usarían las tolerancias ABEC 1, cuyos
datos suelen aparecer en los catálogos. Los husillos de máquinas herramientas, que
requieren tener funcionamiento altamente uniforme y exacto, usarían las clases ABEC 5 o
ABEC 7.
3.4.- Transmisiones de potencia
Las cadenas, engranes y bandas se usan para la transmisión de potencia entre ejes que
rotan y no están directamente acoplados.
3.4.1.- Bandas
La transmisión por bandas consiste en una correa flexible sin fin, que conecta dos ruedas o
poleas. La transmisión de potencia en estas transmisiones depende de la fricción entre la
superficie de la correa y la polea (ver figura 19).
Fig. 3-19 Ejemplo de una transmisión por banda
POLEA
MOTRIZ
POLEA
MOTORA
CORREAS
FLEXIBLES

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
49
Para la construcción de bandas también se utilizan materiales tales como caucho, acero
y lona impregnada de caucho, en la figura 3-20, se presenta la composición de las
bandas en su sección transversal.
Fig. 3-20 Composición de las poleas en su sección transversal
Las poleas para bandas planas son fabricadas en hierro fundido, acero, madera o
materiales sintéticos, en la figura 3-21 se muestran algunos ejemplos de poleas para
bandas. La superficie de la polea es lisa y usualmente convexa para evitar que la banda
se salga de la polea.
Fig. 3-21 Algunos tipos de poleas
En las transmisiones por bandas en V, estas tienen una sección trapezoidal y operan sobre
poleas canaladas en forma de V (figura 3-22). Estas bandas son fabricadas con cuerdas o
cables impregnados y cubiertos con caucho u otros compuestos orgánicos.
Fig. 3-22 Polea y banda en “V”
Banda en V
Polea en V

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
50
El recubrimiento se forma o moldea para producir la sección requerida (figura 3-23). Las
bandas en V se fabrican generalmente como bandas sin fin, aun cuando también se
suministran de terminales abiertos y eslabonadas.
Fig. 3-23 Secciones para bandas en “V” industriales
En el caso de las bandas en V, la fricción para la transmisión de la fuerza impulsora se
aumenta por acción de acuñamiento de la banda dentro de la ranura de la polea. Las
transmisiones de bandas en V utilizan una o varias bandas, de acuerdo con la potencia
que se va a transmitir (ver figura 3-24).
Fig. 3-24 Ejemplo de una transmisión con banda múltiple
Otro tipo de bandas, tienen dientes de poca profundidad en su cara interior. A su vez la
polea tiene dientes, en engranan con los de la banda.
3.4.2.- Engranes
Una transmisión simple de engranajes consta de una rueda motriz con dientes que
engranan con otra similar (ver figura 3-25). Los dientes son diseñados para garantizar la
rotación angular uniforme del eje impulsado durante el engranaje. Existen engranajes
simplemente fresados y otros terminados con precisión.
Fig. 3-25 Ejemplo de una aplicación de engranes

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
51
Los engranajes rectos que se utilizan para transmitir rotación entre ejes paralelos, tienen sus
dientes sobre la superficie cilíndrica de la rueda. Un par de engranajes rectos operan
como si se tratara de dos superficies cilíndricas llamadas superficies primitivas, las cuales se
modifican para formar los dientes. Los dientes evitan el deslizamiento entre estas
superficies primitivas y mantienen así una relación de velocidad constante entre la rueda
impulsora e impulsada.
El engranaje helicoidal es una forma modificada de engranaje recto, en el cual las caras
de los dientes son fresadas en forma de espirales. Cuando dos hélices de orientación
opuesta de giro se forman sobre una misma rueda, el engranaje así conformado se
denomina de espina ó espinazo de pescado, en la figura 3-26 se presenta una variedad
de engranes.
Fig. 3-26 Diferentes tipos de engranes
3.4.3.- Cadenas
Una transmisión de cadena se compone de una cadena sin fin, cuyos eslabones
engranan con ruedas dentadas, unidas a los ejes de los mecanismos impulsores e
impulsados por medio de cuñas (ver figura 3-27).
Fig. 3-27 Ejemplo de una transmisión por cadena

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
52
Las cadenas de precisión como las cadenas de rodillos y las cadenas silenciosas, están
hechas con partes terminadas bajo tolerancias muy estrictas. Estas engranan con los
dientes de las ruedas dentadas, que a su vez son fabricadas bajo normas igualmente
precisas, generando así una operación suave y eficiente. En los casos en que no se
requieran cadenas de precisión, se dispone de una gran variedad de cadenas fabricadas
con eslabones de acero forjado o fundidos, ver figura 3-28.
Fig. 3-28 Tipos de cadenas a) Articulada; b) Escalonada; c) Rodillos; d) Bolas
Cadena de rodillos. La única característica principal de la cadena de rodillo es la libertad
de articulación de sus uniones durante el engranaje con la rueda dentada. Esto se lleva a
cabo mediante la articulación de los pasadores dentro de los bujes, mientras los rodillos
giran sobre la superficie exterior de los bujes, eliminando así el roce entre los rodillos y los
dientes de la rueda.
Cadenas silenciosas. De comparable libertad de articulación en uno de sus eslabones
durante el engranaje con las ruedas dentadas. Cuando estas cadenas se enrollan sobre
la rueda dentada, sus eslabones simultáneamente engranan ambas caras de los dientes.
3.4.4.- Comparación entre transmisiones de cadena y engranes
3.4.4.1.- Ventajas de las cadenas
La distancia entre centros de ejes para transmisiones de cadena prácticamente no tiene
restricciones, mientras que los engranajes deben tener la distancia entre centros de tal
manera que sus superficies primitivas sean tangentes. Esta ventaja generalmente da como
resultado diseños más sencillos, prácticos y menos costosos.
Las cadenas se instalan con facilidad. Aunque todos los medios de transmisión requieren
instalaciones adecuadas, las tolerancias para las de cadena no son tan restringidas como
la de engranes; por consiguiente el ahorro en tiempo de instalación es un punto
importante en el programa para poner en marcha un equipo.
La facilidad de instalación inherente a las cadenas, es una ventaja definitiva cuando
posteriormente se presenten cambios en el diseño, tales como cambio en la relación de
velocidades, capacidad o distancia entre centros.
La elasticidad propia de las cadenas en tensión, adicionada por el efecto amortiguador
del lubricante en las articulaciones numerosas de la cadena, genera una mayor
capacidad para absorber impactos, que la que es posible en el contacto lubricado metal
a metal de uno o dos dientes de una transmisión de engranajes.
a) b) c)
d)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
53
En trenes de engranajes, hay una acción combinada de rotación y deslizamiento entre las
superficies de los dientes, generan únicamente una acción de rotación. El desgaste
también es reducido teniendo en cuenta que la cadena está distribuida simultáneamente
sobre varios dientes de las ruedas dentadas, en contraste con la concentración de carga
en uno o dos dientes de los engranes en acción.
3.4.4.2.- Ventajas de los Engranes
Cuando la limitación de espacio demanda la menor distancia entre el centro de los ejes,
es generalmente preferible un transmisión por medio de engranajes, a una de cadena.
La máxima relación de velocidad para la operación satisfactoria de una transmisión de
engranajes generalmente mayor que la de una de cadenas. Los engranajes pueden ser
operados a velocidades rotatorias más altas que las cadenas.
Cuando se necesitan combinaciones de alta velocidad con alta potencia, se considera
en general mas practico la utilización de engranajes. A velocidades y cargas medias,
ambos tipos de transmisiones se pueden usar, siendo más ventajosas las transmisiones de
engranajes por razones de compacidad.
3.4.5.- Comparación entre transmisiones de cadena y banda.
3.4.5.1.- Ventajas de las Cadenas
Las transmisiones de cadena no se deslizan o sufren el escurrimiento plástico de las
transmisiones por banda. Como resultado las cadenas mantienen positivamente las
relaciones de velocidad entre el eje impulsor y el impulsado además son más eficientes,
ya que no hay perdidas de potencia por deslizamiento.
Una transmisión de cadena no requiere tensión en el lado flojo de la cadena, por tanto
impone menos carga en los cojinetes de los ejes que las transmisiones por bandas. Esta
disminución de la carga reduce el mantenimiento de los cojinetes, lo mismo que las
perdidas por fricción, que en ellos se originan.
Las transmisiones de cadena son más compactas que las de bandas, son más fáciles de
instalar, el arco mínimo de contacto es menor en las cadenas que en las bandas, para
aplicaciones con sincronización son preferibles las cadenas, las cadenas no sufren
alteración con el pasar de los años, como tampoco son afectadas por el sol, aceites o
grasas. Pueden operar además a más altas temperaturas, requieren ajustes poco
frecuentes.
3.4.5.2.- Ventajas de las Correas.
Puesto que no existe el contacto de metal con metal entre las bandas y las poleas, estas
no necesitan lubricación. Generalmente las transmisiones por bandas operan más
silenciosamente que las de cadena.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
54
Las bandas planas se pueden utilizar cuando la distancia entre centros es
extremadamente larga, para lo cual sería impráctico el uso de cadenas.
En conclusión ningún tipo de transmisión es ideal para todas las condiciones de servicio
por lo cual se observa lo siguiente:
En un caso general la potencia rotatoria es suministrada por un motor eléctrico con una
gran velocidad de giro y un par torsional muy pequeño que es inadecuado para la
aplicación final, tomando en cuenta que para determinada transmisión de potencia el
par torsional aumenta en proporción a la reducción de velocidad.
La alta velocidad del motor hace que las transmisiones por banda sean casi ideales para
la primera etapa de reducción. Sin embargo, si la transmisión requiere relaciones de
reducción muy grandes, son preferibles los reductores de engranes, por que físicamente
pueden hacer reducciones en un espacio bastante pequeño. Pese a que los reductores
engranados solo se consiguen en relaciones de reducción discretas, con frecuencia se
debe reducir su salida para cumplir los requisitos de la maquina. En la condición de baja
velocidad y gran par de torsión, las transmisiones con cadenas son adecuadas.
3.5.- Elementos de sujeción
Los dispositivos de sujeción son importantes en la construcción de productos
manufacturados, en las maquinas y dispositivos empleados en los procesos de
manufactura y en la construcción de todos los tipos de edificaciones. Los dispositivos de
sujeción se utilizan tanto en el reloj más pequeño como en el trasatlántico más grande.
Un sujetador es cualquier objeto que se use para conectar o juntar dos o más
componentes. Existen dos clases básicas de sujetadores: permanentes y desmontables.
Los remaches y las soldaduras son sujetadores permanentes. Los pernos, tornillos
espárragos, tuercas, pasadores, anillos y chavetas son sujetadores desmontables.
3.5.1.- Pernos y Tornillos
Un perno es un sujetador con rosca, diseñado para pasar por orificios en los miembros
unidos, y asegurarse al apretar una tuerca desde el extremo opuesto a la cabeza del
perno (ver figura 3-29).
Fig. 3-29 Esquema de un perno

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
55
Un tornillo es un sujetador con rosca, diseñado para introducirse en uno de los orificios de
los elementos que se va a unir, y también en un orificio con rosca en el elemento
acoplado (ver figura 3-30).
Fig. 3-30 Esquema de un tornillo
Los tornillos de máquina, a los cuales también se les conoce como tornillos de cabeza, son
sujetadores de precisión con cuerpos rectos con rosca que giran en orificios machuelados.
Un tipo frecuente de de tornillo de maquina es llamado Allen, el cual tiene cabeza con
una caja hexagonal para introducir una herramienta especial. También se consiguen con
facilidad los estilos de cabeza plana para avellanar y producir una superficie al ras, o de
cabeza de botón, para tener un perfil bajo, así como tornillos de escalón, que dan una
superficie de carga de precisión, para localización o pivoteo, en la figura 3-31 se muestran
los tornillos típicos para maquinaria.
Fig. 3-31 Tornillos de máquina
3.5.2.- Soldadura
En el diseño de uniones soldadas es necesario considerar la forma de aplicar la carga
sobre la junta, los materiales en la soldadura y en los elementos que se van a unir, y la
geometría de la junta misma. La carga puede estar uniformemente distribuida sobre la
soldadura, de tal modo que todas sus partes tenga el miso esfuerzo, o bien se puede
aplicar excéntricamente.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
56
Los materiales del cordón y de los elementos originales determinan los esfuerzos
admisibles.
El tipo de junta se refiere a la relación entre las partes unidas como se ve en la figura 3-32.
Fig. 3-32 Tipos de juntas para soldadura
La figura 3-33 muestra varios tipos de soldaduras, cuyos nombres provienen de la
geometría de las orillas de las partes que se van a unir. Se observa a demás la
preparación requerida en las orillas, en espacial cuando las placas son gruesas, para
permitir que la varilla de soldadura entre a la junta y forme un cordón continuo de
soldadura.
Fig. 3-33 Tipos de soldaduras
3.6.- Análisis estructural
El diseño de bastidores y estructuras de maquinas es un arte, en gran medida, porque
deben acomodarse las partes de la maquina. Con frecuencia, se encuentran
restricciones de espacio para colocar los soportes, y que no interfieren con el
funcionamiento de la maquina, o para que permitan el acceso para el ensamble o el
mantenimiento.
Pero naturalmente se deben cumplir requisitos técnicos y de la estructura misma. Algunos
de los parámetros más importantes son los siguientes:

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
57
1. Resistencia
2. Rigidez
3. Aspecto
4. Costo de fabricación
5. Resistencia a la corrosión
6. Peso
7. Tamaño
8. Reducción de ruido
9. Limitación de vibración
10. Duración
A continuación se resumen los factores que deben ser considerados al comenzar un
proyecto de diseño de un bastidor:
Fuerzas ejercidas por los componentes de la maquina, a través de los puntos de
montaje de los cojinetes, pivotes, ménsulas y patas de otros elementos de
maquinas.
Forma de soportar el bastidor mismo.
Precisión del sistema: deflexión admisible de los componentes.
Ambiente donde trabajará la unidad.
Cantidad de producción e instalaciones disponibles.
Disponibilidad de métodos analíticos, como el análisis computarizado de esfuerzos,
la experiencia con productos similares y el análisis experimental de esfuerzos.
Relación con otras maquinas y muros, entre otros.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
58
CAPÍTULO IV
DISEÑO DEL TREN DE LAMINACIÓN EN FRÍO
4.1.- Selección y desarrollo del perfil estructural
4.1.1.-Selección del perfil estructural
4.1.2.-Desarrollo del perfil estructural
4.2.- Diseño de la herramienta de doblado (Rodillos)
4.2.1.-Funciones y parámetros de diseño
4.2.2.-Secuencia de diseño para la herramienta de doblado
4.2.3.-Selección del material para herramienta de doblado
4.3.- Propuesta para flechas de transmisión
4.3.1.- Funciones y parámetros de diseño
4.3.2.- Secuencia de diseño para la flecha
4.4.- Selección de cojinetes
4.4.1.- Funciones y parámetros de diseño
4.4.2.- Secuencia de diseño para los cojinetes
4.5.- Selección y diseño de transmisión de potencia
4.5.1.- Tipos de elementos para transmitir potencia
4.5.2.- Selección del tipo de transmisión
4.5.3.- Funciones y parámetros de diseño
4.5.4.- Secuencia de diseño para la transmisión de potencia
4.6.- Diseño final de flechas de transmisión
4.6.1.- Secuencia de diseño para la flecha
4.7.- Diseño de tornillos de potencia
4.8.- Diseño de soportes
4.8.1.- Diseño de la tapa
4.8.2.- Diseño de la porta bridas superior
4.8.3.- Diseño de los postes
4.9.- Diseño de la mesa de trabajo
4.9.1- Diseño de los postes para la mesa de trabajo
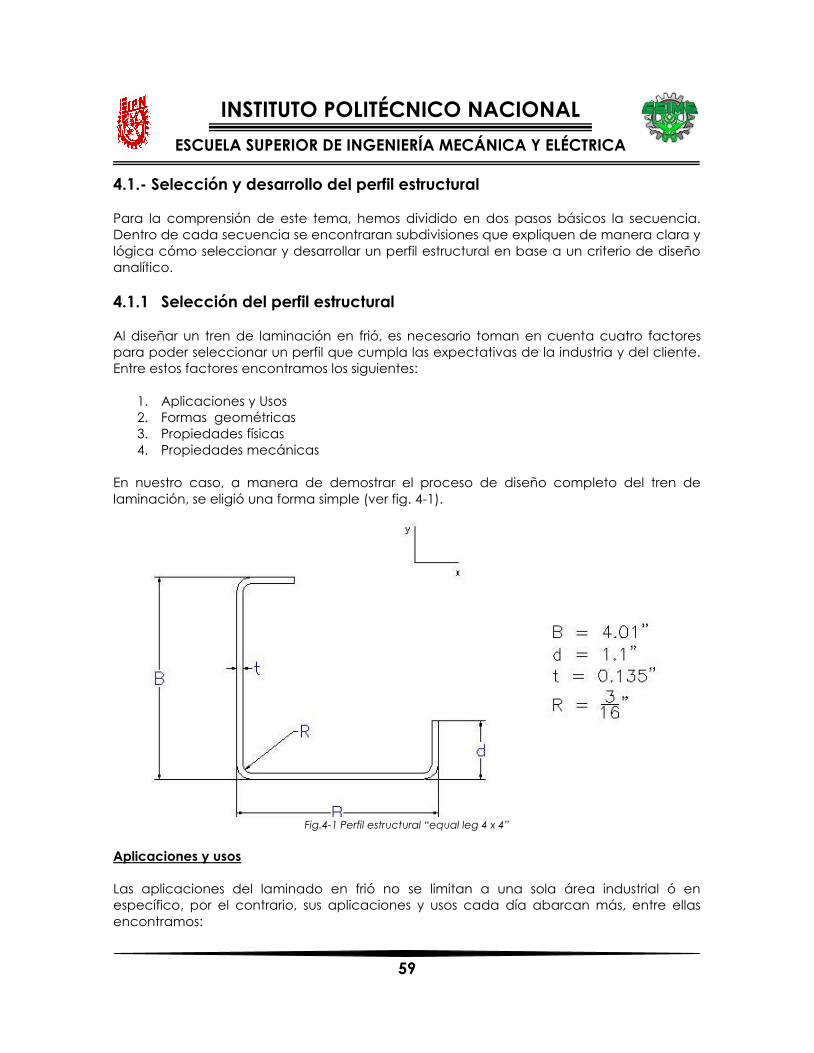
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
59
4.1.- Selección y desarrollo del perfil estructural
Para la comprensión de este tema, hemos dividido en dos pasos básicos la secuencia.
Dentro de cada secuencia se encontraran subdivisiones que expliquen de manera clara y
lógica cómo seleccionar y desarrollar un perfil estructural en base a un criterio de diseño
analítico.
4.1.1 Selección del perfil estructural
Al diseñar un tren de laminación en frió, es necesario toman en cuenta cuatro factores
para poder seleccionar un perfil que cumpla las expectativas de la industria y del cliente.
Entre estos factores encontramos los siguientes:
1. Aplicaciones y Usos
2. Formas geométricas
3. Propiedades físicas
4. Propiedades mecánicas
En nuestro caso, a manera de demostrar el proceso de diseño completo del tren de
laminación, se eligió una forma simple (ver fig. 4-1).
Fig.4-1 Perfil estructural “equal leg 4 x 4”
Aplicaciones y usos
Las aplicaciones del laminado en frió no se limitan a una sola área industrial ó en
específico, por el contrario, sus aplicaciones y usos cada día abarcan más, entre ellas
encontramos:

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
60
Transporte
Agricultura
Aviación aeroespacial
Electrodomésticos
Productos para construcción
Puentes y autopistas
Calefacción, aire acondicionado y refrigeración
Hogar, oficina
Formas geométricas
La forma geométrica no es otra cosa más que las dimensiones de la sección transversal
del perfil estructural en su forma final para el uso específico.
Propiedades mecánicas
Cuando hablamos de las propiedades mecánicas, nos referimos a las características con
las que el material cuenta. Dentro de estas características las principales son: dureza,
resistencia, ductilidad, tenacidad.
Propiedades físicas
Las propiedades físicas se refieren a las características con los que cuenta el material
desde una perspectiva científica, como son: conductividad térmica y eléctrica, grado de
dilatación.
4.1.2 Desarrollo del perfil estructural
Para el desarrollo del perfil estructural es necesario tener en cuenta dos pasos
fundamentales que son:
1. Ancho total de lamina
2. Pasos del doblado del material
Estos dos pasos dan la pauta para poder predecir la forma de las herramientas de
doblado (Rodillos), por lo cual son de vital importancia dentro del proceso de diseño del
tren de laminación. En este punto, recae la esencia del diseño y nos da la pauta para el
diseño de los elementos que componen la maquina en conjunto.
Ancho Total de Lámina
Un método para poder predecir el ancho total de la lámina se basa en dos secuencias:
1. La primera es aquella basada en el eje neutro.
2. La segunda consiste en obtener la longitud de los arcos.
3. Calculo del ancho total de la lámina

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
61
Primer secuencia
Este procedimiento consiste en obtener el eje neutro del perfil estructural, ya que este eje
neutro, teóricamente, no sufrirá alargamiento ni deformación alguna al momento de ser
sometido a los dobleces.
Formula para el eje neutro:
)1(
r
dA
ARn
Donde:
A=Área de la sección transversal del perfil estructura
dA= Diferencial de área
r= Radio de dobles
Observando la fig. 4-2, tenemos que:
Fig. 4-2 Representación del eje neutro
El área de la sección transversal es:
baA
Y puesto que “b” esta en función del radio, entonces:
dradA

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
62
Resolviendo la integral de la ecuación (1) desde “RI” hasta “RE”
)2(ln
lnln
lnlnln
I
E
IE
IE
R
R
R
R
R
R
R
Ra
RRa
RaRara
r
dra
r
dA
E
I
E
I
E
I
Sustituyendo el resultado de (2) en (1)
)3(
ln
lnln
I
E
n
I
E
I
E
n
R
R
bR
R
Ra
ab
R
Ra
AR
La ecuación (3) proporciona la forma para obtener el radio neutro, con base a las
dimensiones de la sección transversal las acoplaremos a dicha ecuación.
intRR
inRR
intb
E
I
3225.0135.01875.0
1875.0
135.0
Sustituyendo los valores numéricos en la ecuación (1)
inR
inR
n
n
4125.0
248.0
1875.0
3225.0ln
135.0
Segunda secuencia
Consiste en contar el numero de dobleces que sufrirá la lámina para obtener el perfil
deseado y verificar el ángulo al cual se encuentran dichos dobleces.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
63
Formula para convertir un radio en una longitud lineal
)4( rs
Donde:
s= Dimensión lineal
θ= Ángulo del dobles [rad]
r= Radio del dobles
Para un solo dobles, con los datos que contamos:
inRr
rad
n 25.0
2º90
Sustituyendo los valores en la ecuación (4)
ins
Rs n
393.0
2
25.0
2
Para nuestro caso el perfil cuenta con tres dobleces de 90º, por lo tanto la longitud total
ocasionada por los dobleces es:
ins
ss
T
T
178.1
393.033
Tercera secuencia
Una vez desarrolladas las dos secuencias anteriores la tercera consiste en calcular los
elementos rectos, sumar la longitud ocasionada por los dobleces y por ultimo, calcular el
ancho total de la lámina.
Para el cálculo de los elementos rectos observar la fig. 4-3, teniendo en cuenta las
siguientes ecuaciones (5).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
64
Fig. 4-3 Elementos rectos del perfil estructural
n
n
Rt
dd
RtBB
2
2
-----(5)
Donde:
B´= Elemento recto en el eje neutro (Largo)
d`=Elemento recto en el eje neutro (Corto)
Los valores para nuestro perfil son:
inR
ind
int
inB
n 25.0
1.1
135.0
01.4
Sustituyendo los valores en las ecuaciones (5)
ind
d
inB
B
7825.0
25.02
135.01.1
375.3
25.02135.001.4

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
65
Parta el ancho total de la lámina aplicaremos la siguiente ecuación:
)6(22
22
TT
TC
R
CRT
sdBA
sE
dBE
EEA
Donde:
AT= Ancho total de lamina
ΣER= Suma de elementos rectos
ΣEC= Suma de elementos curvos
Sustituyendo los valores de los elementos rectos y curvos en el resultado de la ecuación (6)
inA
inA
A
T
T
T
2195.9
493.9
178.1)7825.0(2375.32
Observar fig. 4-4
AT
Fig. 4-4 Ancho total de lámina
Pasos del doblado del material
A continuación se presentara la secuencia del doblado del material (Lamina) para
obtener el perfil. Este punto es esencial para el diseño de la herramienta de doblado
(rodillos).
Primera etapa
Consiste en la entrada del material de trabajo (Materia prima) al primer par de rodillos, los
cuales tienen la función de centrar el material de trabajo para dar uniformidad durante el
proceso de doblado, Ver fig. 4-4.
Segunda etapa
Es la etapa en donde comienza los primeros dobleces del material de trabajo; Esta etapa
comprende el par de rodillos a 30º, 60º y 90º que realizan el doblez en las esquinas ver fig.
4-5.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
66
Figura 4-5 Segunda etapa de doblado
Tercera etapa: Comprende la última etapa del formado del perfil, en esta etapa se realiza
el doblez mayor, el cual comprende los pares de rodillos a 15º, 30º y 45º respectivamente,
ver fig. 4-6.
Figura 4-6 Tercer etapa de doblado

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
67
Las etapas descritas es un método sencillo de entender el proceso de doblado de la
máquina. Los incrementos del ángulo en los rodillos son debido a que si realizamos un
doblez demasiado brusco, el material tiende a que su microestructura se altere,
ocasionando posibles fisuras, y en el peor de los casos la fractura del material.
El desarrollo del doblado quedaría de la siguiente forma ver fig. 4-7.
Fig. 4-7 Desarrollo del doblado
4.2.- Diseño de la herramienta de doblado (Rodillos)
La herramienta de doblado es el elemento clave para llevar a cabo el diseño del tren de
laminación en frío, sin ella simplemente no funcionaria el tren.
De manera sencilla presentamos un criterio de cómo poder diseñar, y dibujar el rodillo de
laminación, así como también, la selección del tipo de material para dicho rodillo.
4.2.1.- Funciones y parámetros de diseño
Funciones
Proporcionar la forma deseada al material de trabajo bajo el criterio de
deformación plástica.
Proporcionar una alineación longitudinal al material de trabajo conforme éste se
desplace a través de las herramientas de doblado.
Mantener una velocidad constante en el proceso de formado.
Transmitir la carga suficiente y necesaria al material de trabajo para obtener la
forma deseada.
Conservar un alto rendimiento y larga vida útil.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
68
Parámetros de diseño
Las dimensiones deben ser lo mas compactas posibles, basadas en las etapas del
doblado, no mayores a 10.5 In en el punto de contacto y no mayores a 13.250 In
para los rodillos inferiores (hembra).
El material de la herramienta de doblado tiene que elegirse entre los tipos M, L, O y
D.
La velocidad lineal de formado debe encontrarse entre los límites de 50 a 120
(FPM)
Se pretende que la maquina cuente con un total de siete etapas de doblado, es
decir, 14 rodillos para obtener la forma del perfil.
La potencia para realizar el perfil se encuentra en función del espesor, por lo cual
se necesitan entre 20 y 22 HP.
Las condiciones ambientales y de trabajo son moderadas, es decir, partículas
sólidas, temperatura ambiente, impacto ligero.
El costo de maquinado de las herramientas de doblado debe ser moderado y
justificado.
4.2.2.- Secuencia de diseño para la herramienta de doblado
a) Calcular o proponer un diámetro para el barreno donde ingresara la flecha.
b) A partir del diámetro del barreno para la flecha, seleccionar la cuña o chaveta
correspondiente para poder realizar el cuñero a través del barreno para el eje.
c) Tomando como base el cuñero, aumentar de ½ a ¾ de pulgada para crear el
mamelón o cubo (opcional).
d) Analizar los dibujos de los pasos de doblado del material e identificar la dimensión
vertical más grande.
e) Una vez identificado, dibujar la herramienta de doblado superior (macho), de
forma tal que no exista interferencia entre el material de trabajo y la herramienta
de doblado.
f) Teniendo como base el diámetro del rodillo superior, el rodillo inferior deberá tener
el mismo diámetro en el punto de paso del material de trabajo.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
69
g) Dibujar los rodillos restantes en base a los pasos de doblado del material, pero
teniendo en cuenta que el diámetro de contacto entre rodillos y material de
trabajo deberá mantenerse.
Diámetro para el barreno de la flecha
Partiremos de la idea básica de resistencia de los materiales, tomando en cuenta solo un
rodillo con su respectiva flecha. Puesto que el rodillo y la flecha se encuentran en
rotación, el esfuerzo que se presentará será cortante en torsión.
716
2
32
2
32
3
4
4
D
T
D
TD
D
DJ
J
T
Donde:
τ= Esfuerzo cortante [Psi]
T= Momento torsionante [Lb.In]
D= Diámetro de flecha [In]
Para obtener el momento torsionante, recurrimos a la ecuación de potencia mecánica
de la siguiente manera:
60
2
nf
f
s
ftIbTP
rFT
rFP
rv
vFt
dF
t
UP

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
70
)8(16500
550
1
60
60
2
nTP
s
ftIb
HP
s
ftIbnTP
n
Despejando de la ecuación (8) a “T”
963025
16500
n
PT
n
PT
Donde:
T= Momento torsionante [Lb.In]
P= Potencia [HP]
n= Velocidad angular [rpm]
Para obtener la potencia, es necesario recurrir a la grafica PT contra t (ver figura 4-8
grafica de PT contra t). Esta grafica nos indica que la potencia total necesaria para
conformar el perfil, se encuentra en función del espesor del material de trabajo (t= 0.135
In).
Fig. 4-8 Grafica de potencia total contra espesor de lámina

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
71
Puesto que son siete etapas para realizar el perfil y cada etapa tiene dos rodillos de
formado, tenemos la ecuación (10).
14
72
)10(2
R
R
ER
N
N
NN
Donde:
NR= Número de rodillos
NE= Número de etapas
Una vez analizada la grafica en base al espesor, ésta indica que la potencia total
requerida se encuentra alrededor de 20HP, entonces, la potencia necesaria demandada
por cada rodillo será en base a la ecuación (11):
11R
T
N
PP
Donde:
P= Potencia para un solo rodillo [HP]
PT= Potencia total para el tren de laminación [HP]
Para nuestro caso
PT= 20 [HP]
NR= 14
Sustituyendo los valores en la ecuación (11) obtendremos la potencia necesaria para un
solo rodillo.
HPP
HPP
5.1
428.114
20
La ultima de las variables para poder calcular el momento torsionante de la ecuación (9),
es la velocidad angular “n”. Para este punto, partiremos de los parámetros de diseño de la
herramienta de doblado, tomaremos la mitad de la velocidad lineal máxima vMAX, y un
diámetro de rodillo DR= 10 In, este diámetro (supuesto) corresponde al punto de contacto
entre rodillo y material de trabajo.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
72
Para la velocidad angular “n”
s
Inv
sft
Inftv
vv MAX
12
60
min1
1
12
min60
2
120
2
Pero sabemos que la velocidad tangencial esta en función de la velocidad angular “ω” y
del radio “r”, por lo tanto, si deducimos la ecuación de la velocidad tangencial en función
de la velocidad angular en rpm “n”, encontraremos la ecuación (12) que nos será muy útil
después.
1260
2
60
2
nDv
Dr
nf
f
rv
Despejando “n” en la ecuación (12) y sustituyendo los valores de “v” y “D” obtenemos:
rpmn
rpmn
D
vn
R
23
918.2210
1260
60
Ahora podemos calcular el momento torsionante aplicando la ecuación (9) y sustituyendo
los valores obtenidos anteriormente.
InLbT
InLbT
4110
3261.411023
5.163025

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
73
Regresando a la ecuación (7), podemos definir de manera empírica el esfuerzo cortante
en base a la tabla 4-1.
Esfuerzo cortante
empírico
Tipo de aplicación
τ= 4000 Psi Ejes o flechas principales
τ= 6000 Psi Ejes o flechas de soporte
τ= 8500 Psi Ejes o flechas cortas y pequeñas
Tabla 4-1 Esfuerzo cortante y tipo de aplicación
Para nuestro caso, “τ” la escogimos suponiendo que es una flecha principal. De la
ecuación (7), despejaremos el diámetro y sustituiremos los valores de momento
torsionante “T” y esfuerzo cortante “τ”
T= 4241 [Lb.In]
τ = 4000 [Psi]
InD
InD
TD
2
754.14000
424116
16
3
3
NOTA: El diámetro de la flecha se verificara mas tarde, hasta este momento es solo una
propuesta para diseñar la herramienta de doblado.
Puesto que el diámetro de la flecha es el mismo que el diámetro barrenado en la
herramienta de doblado, podemos continuar la secuencia de diseño sin ningún
problema.
Selección de cuña y cuñero
En esta parte seleccionaremos una cuña rectangular con el fin de minimizar al máximo las
dimensiones del rodillo.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
74
En la tabla 4-2 se muestran los valores para poder seleccionar la cuña.
Tamaño nominal del eje o flecha Tamaño nominal de la cuña
Altura H
Más de Hasta (inclusive) Ancho W Cuadrada Rectangular
5/16 7/16 3/32 3/32
7/16 9/16 1/8 1/8 3/32
9/16 7/8 3/16 3/16 1/8
7/8 1 ¼ ¼ ¼ 3/16
1 ¼ 1 3/8 5/16 5/16 ¼
1 3/8 1 ¾ 3/8 3/8 ¼
1 ¾ 2 ¼ ½ ½ 3/8
2 ¼ 2 ¾ 5/8 5/8 7/16
2 ¾ 3 ¼ ¾ ¾ ½
3 ¼ 3 ¾ 7/8 7/8 5/8
3 ¾ 4 ½ 1 1 ¾
4 ½ 5 ½ 1 ¼ 1 ¼ 7/8
5 ½ 6 ½ 1 ½ 1 ½ 1
6 ½ 7 ½ 1 ¾ 1 ¾ 1 ½
7 ½ 9 2 2 1 ½
9 11 2 ½ 2 ½ 1 ¾
11 13 3 3 2
13 15 3 ½ 3 ½ 2 ½
15 18 4 3
18 22 5 3 ½
22 26 6 4 Tabla 4-2 Tamaño de la cuña en función de la flecha (no se recomiendan las zonas sombreadas)
Como se pude observar en la figura 4-9, para nuestra flecha de 2 pulgadas de diámetro,
la cuña tiene las siguientes dimensiones:
Fig. 4-9 Representación de la cuña
W= ½ In
H= 3/8 In
De forma representativa podemos observar en la figura 4-10, como seria el arreglo para la
flecha y el barreno de la misma en el rodillo.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
75
Fig. 4-10 Arreglo de cuña para flecha y cubo
Para efectos de cálculo, el cual se presentara en el tema 4.6, las ecuaciones son las
siguientes:
CH
YDT
WDDY
2
2
21
2
Cubo o mamelón
Puesto que el objetivo es reducir al máximo las dimensiones del diámetro, no aplicaremos
a la herramienta de doblado un cubo, simplemente aumentaremos ¼ de pulgada a partir
del cuñero con el fin de evitar la interferencia entre cuña y material de trabajo.
Dimensión vertical mayor
Esta dimensión es obtenida de los pasos del doblado del material. Como es de esperarse,
en la tercera etapa y en el último paso de los dobleces, se presenta la dimensión vertical
mayor, ver figura 4-11.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
76
Fig. 4-11 Dimensión vertical mayor
Secuencia de dibujo de la herramienta de doblado superior
La secuencia es la siguiente ver figura 4-12:
Partiendo del diámetro de barreno de la flecha propuesta, dibujar la profundidad
del cuñero sobre el mismo.
A continuación aumentar ¼ de pulgada con el fin de evitar la interferencia entre
cuña y material de trabajo.
En base a los pasos de doblado del material, aumentar la dimensión vertical
mayor.
En cuanto al ancho del rodillo macho, verificar el dibujo de los pasos de doblado y
escoger una dimensión menor para que no exista interferencia
Por ultimo, hay que tener en cuenta que las dimensiones deben de ser
normalizadas, con el fin de disminuirle costo de manufactura.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
77
Fig.4-12 Herramienta de doblado superior (Macho)
Donde:
D= Diámetro del barreno de la flecha
D´= Diámetro imaginario auxiliar
H/2= Profundidad del cuñero
dV= Dimensión vertical mayor
ARM= Ancho de rodillo macho
DRM= Diámetro de rodillo macho
H´= Altura de trabajo
RI= Radio interior

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
78
Secuencia de dibujo de la herramienta de doblado inferior
La secuencia es parecida a la descrita antes, ver figura 4-13
Teniendo como base el DRM, se deberá mantener con el fin de conservar la misma
velocidad lineal.
Al observar el ancho de rodillo macho, como regla practica, aumentaremos ¼ de
pulgada en ambos lados mas ½ pulgada para evitar rayado en el acabado
superficial del perfil, además un pequeño chaflán de 1/8 X 45º.
Fig.4-13 Herramienta de doblado inferior (Hembra)
Donde:
D= Diámetro del barreno de la flecha
H/2= Profundidad del cuñero
ARH= Ancho de rodillo hembra
DRH= Diámetro de rodillo hembra

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
79
Herramientas de doblado restantes
El procedimiento de diseño y dibujo de las herramientas de doblados restantes es similar al
descrito en los puntos anteriores.
Para los dibujos restantes tomaremos en cuenta las siguientes advertencias:
No debe existir interferencia entre el material de trabajo y la herramienta de
doblado.
Mantener el punto de contacto entre el material de trabajo y herramienta de
doblado en todas las etapas de los pasos de doblado, con el fin de conservar la
misma velocidad lineal.
Las dimensiones deben de ser lo mas normalizadas posibles para disminuir los
costos de manufactura.
NOTA: Observar los dibujos en los anexos correspondientes.
4.2.3.-Selección del material para herramienta de doblado
Basado en la designación de la AISI de aceros para herramienta, los mas convenientes
para la herramienta de doblado son los tipos M, L, O y D (ver tabla 4-3 materiales para
herramientas). A continuación se dará una explicación general de porque estos tipo de
materiales podrían ser óptimos para la aplicación que estamos requiriendo.
GRUPO SIMBOLO Y TIPO
Templados en agua W
Resistentes al impacto S
Trabajo en frío
O Temple en aceite
A Mediana aleación y templable en aire
D Alto carbono alto cromo
Trabajo en caliente H H1-H19, incluso, base cromo; H20-H39, incluso, base tungsteno;
H40-H59, incluso, base molibdeno.
Alta velocidad T Base tungsteno
M Base molibdeno
Moldes P Aceros para moldes P1-P19, incluso, bajo carbono; P20-P39,
incluso, otros tipos.
Propósitos específicos L Baja aleación
F Carbono - tungsteno Tabla 4-3 Materiales para herramientas
Proceso de selección
Con base a las funciones y parámetros de diseño, es prácticamente responsabilidad del
diseñador seleccionar el material más adecuado para la herramienta.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
80
En este punto dividiremos en tres pasos la selección:
1. Selección basado en la aplicación
2. Selección basada en las propiedades mecánicas
3. Selección basada en la maquinabilidad
Selección basada en la aplicación
Puesto que el proceso de laminación esta considerado como un trabajo en frío, eso nos
hace pensar que los materiales podrían ser cualquiera con los símbolos:
D
A TRABAJO EN FRÍO
O
Por otro lado, el tipo de aplicación se puede considerar como especial, esto nos arrojaría
una nueva selección de materiales con los símbolos:
L
USOS ESPECIALES
F
Si preferimos la elección en base al uso típico de altas velocidades, entonces el material
estará en base a las aleaciones de molibdeno M.
Selección basada en las propiedades mecánicas
Como un segundo paso en la selección, hay que tomar en cuenta las propiedades
mecánicas de cada material (ver tabla 4-4).
PROPIEDAD MECÁNICA MATERIAL 1-Optima; 2-Muy buena; 3-Buena;
4-Regular; 5-Deficiente D A O L F M
Dureza 1 1 2 3 5 4
Ductilidad 1 1 2 3 5 3
Tenacidad 5 4 4 2 5 5
Resistencia al Desgaste 1 2 3 3 3 2
Maquinabilidad 5 4 3 4 4 4 Tabla 4-4 Propiedades mecánicas de materiales para herramienta
Selección basada en la maquinabilidad
Este tipo de selección, proporciona una idea de que tan fácil es la producción de la pieza
basada en los aceros templados en agua (W), los cuales presentan la mejor
maquinabilidad en cuanto a materiales para herramienta (ver tabla 4-5).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
81
Acero para
Herramienta
Clasificación de la
Maquinabilidad
W 100
O 90
A 85
D 40 – 50
L 90
F 75
M 45 – 60
Tabla 4-5 Maquinabilidad de materiales para herramienta
Selección final
Teniendo en cuenta los tres tipos de selección, procedemos, en base a nuestro criterio, a
una selección final, la cual cumplirá las necesidades de la manera más óptima.
Para nuestro caso el mejor material para la herramienta de doblado fue el “L6”, con las
siguientes características (ver tabla 4-6):
Propiedades Descripción
Dureza HRC 62 – 45
Endurecimiento 1475 – 1550 ºF
Medio de Temple Aceite
Revenido 350º F – 1000ºF
Tenacidad Muy buena
Resistencia al desgaste Buena
Maquinabilidad Regular
Resistencia a la descarburización Buena
Templabilidad Media
Ductilidad Regular
Seguridad en el endurecimiento Buena Tabla 4-6 Características del material elegido
La resistencia última se obtiene en base a la dureza, con la siguiente ecuación.
𝑆𝑢 = 0.5𝐻𝐵 − − − (13)
Donde:
Su= Resistencia ultima
HB=Dureza Brinell
Como tenemos una dureza Rockwell C entre 62 – 45 obtenemos un promedio de 53.5, lo
cual equivale a una dureza Brinell HB = 534 (Ver anexo 02). Sustituyendo los valores en la
ecuación (13)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
82
𝑆𝑢 = 0.5 534 𝑆𝑢 = 267 𝐾𝑠𝑖
Este valor es el valor teórico, en realidad el material tiene una resistencia última de 274 Ksi,
el cual es un valor basado en experimentos y ensayos.
4.3.- Propuesta para flechas de transmisión
Como ya se menciono en el capitulo anterior, una flecha es un elemento de máquina
que transmite potencia. Partiendo de esa idea en mente, desarrollaremos el tema de la
manera más sencilla y práctica posible. Tomando como base la ecuación del código
ASME.
4.3.1.- Funciones y parámetros de diseño
Funciones
Transmitir la potencia necesaria para generar el movimiento rotacional de la
herramienta de doblado.
Soportar cargas combinadas (axial, flexión y torsión)
Soportar elementos auxiliares como rodamientos, la herramienta de doblado, los
elementos de transmisión (engranes y cuñas)
Parámetros
Mantener una velocidad angular constante, dependiendo del diámetro del rodillo,
entre 20 y 25 rpm.
La potencia a transmitir deberá de ser de 1.5 a 3 HP.
El material a elegir deberá ser el más comercial, entre un AISI 1040 o un AISI 4140.
Las condiciones de trabajo son de normales a media, ya que no existe impacto ni
vibración.
El diámetro se calculara y diseñara bajo el código ASME, de forma tal, que sea
menor o igual a 3 pulgadas.
El costo de maquinado debe de ser justificado y moderado.
Se pretende que la flecha funcione 8 horas, diarias 5 días de la semana, con una
vida útil de 10 a 15 años.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
83
4.3.2.- Secuencia de diseño para la flecha
a) Realizar un bosquejo de la flecha que indique los elementos montados sobre ella.
b) Obtener un diagrama de cuerpo libre, el cual muestre las fuerzas que actúan en la
flecha.
c) Calcular la magnitud de cada una de las fuerzas que intervienen en la flecha y
descomponerlas, si es necesario, en componentes cartesianos x, y, z.
d) Proponer la longitud de la flecha por deducción.
e) Calcular el efecto de las cargas sobre la flecha y calcular el diámetro mínimo bajo
código ASME.
f) Dimensionar la flecha con medidas preferidas en los diámetros para disminuir
costos.
g) Verificar el diseño por rigidez; es decir, deflexión por flexión y por torsión.
Bosquejo de flecha
A continuación presentamos un bosquejo preliminar de la flecha, la cual es solo una
ilustración para tener una idea clara de los elementos que soportara la flecha, ver figura
4-14.
Fig. 4-14 Bosquejo de la flecha para transmitir potencia

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
84
Diagrama de cuerpo libre
El diagrama de cuerpo libre es una herramienta muy utilizada en la ingeniería mecánica,
puesto que nos permite visualizar y analizar, de forma simple, todas las fuerzas que se
encuentran actuando en cualquier elemento de maquina, ver figura 4-14.
Fig. 4-15 Diagrama de cuerpo libre para la flecha
Donde:
AY= Reacción en el punto A ocasionada por el rodamiento en la dirección Y [Lb]
AZ= Reacción en el punto A ocasionada por el rodamiento en la dirección Z [Lb]
BY= Reacción en el punto B ocasionada por el rodamiento en la dirección Y [Lb]
BZ= Reacción en el punto B ocasionada por el rodamiento en la dirección Z [Lb]
Fr= Fuerza de fricción ocasionada por el torque [Lb]
N= Fuerza normal [Lb]
WR= Peso del rodillo [Lb]
T= Torque [Lb-In]
El criterio para elegir la dirección de las flechas para las fuerzas N, Fr y WR, fue basado en
los pasos del doblado del material, para la primera etapa ya que es allí donde el rodillo
inferior presenta el mayor volumen y por lo tanto el mayor peso, ver figura 4-16.
Para las reacciones en los puntos “A” y “B”, las direcciones de flechas son supuestas en las
direcciones positivas de los ejes cartesianos X, Y, Z; esto indica que al momento de
calcularlas, si los valores son positivos la suposición es correcta, pero si el signo es negativo
esto revela que la dirección de la flecha es contraria a la supuesta.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
85
Fig. 4-16 Criterio para la dirección de fuerzas
Donde:
ω= Velocidad angular
v= Velocidad lineal
Magnitud de las fuerzas
Peso del rodillo “WR”
𝑊𝑅 = 𝛾 ∙ 𝑉 − − − 14
Donde:
γ= Peso especifico [Lb/In3]
V= Volumen del rodillo más grande [In3]
Para nuestro caso tenemos los siguientes valores.
γ= 490 [Lb/ft3]= 0.2836 [Lb/In3]
V= 807 [In3]
Sustituyendo estos valores en la ecuación (13) obtendremos el peso del rodillo
𝑊𝑅 = 0.2836 807 = 228.8652 𝐼𝑏
𝑊𝑅 ≈ 230 𝐼𝑏
Fuerza de fricción “Fr”
𝐹𝑟 = 𝜇𝑘 ∙ 𝑁 − − − (15)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
86
Esta fuerza se deduce del momento torsional necesario para general el movimiento en el
rodillo, recordando el valor del momento tosionante de la ecuación (9), y teniendo en
mente el concepto de momento, escribimos la ecuación (16).
𝑀 = 𝐹 ∙ 𝑑
∴ 𝑇 = 𝐹𝑟 ∙𝐷𝑅2− − − (16)
Despejando de la ecuación (16) la fuerza de fricción, y sustituyendo en esta los valores
que a continuación se muestran.
T= 4241 [Lb.In]
DR= 10 [In]
𝐹𝑟 =2 ∙ 𝑇
𝐷𝑅=
2 4110
10
𝐹𝑅 = 822 𝐼𝑏
Fuerza normal “N”
La fuerza normal se calcula en base a la ecuación (15), de ella despejamos N y µk lo
obtenemos de tablas para acero contra acero (ver tabla 4-7)
Material 1 Material 2
Coeficiente de Fricción Metodo de
ensayo SECO LUBRICADO
Estático Dinámico Estático Dinámico
Acero (Mild) Acero(Mild) 0,74 0,57 0,10-0,20
Acero (Mild) Acero(Mild) - 0,62 FOR
Acero(Hard) Acero (Hard) 0,78 0,42 0,05 -0,11 0,082-,12 Tabla 4-7 Coeficientes de fricción
FOR = Flat against rotating Cylinder (Cilindro rotacional con placa plana)
Los valores para µk= 0.15, es un valor promedio obtenido de la tabla 4-7.
𝑁 =𝐹𝑟𝜇𝑘
=822
0.15
𝑁 = 5480 𝐿𝑏

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
87
Carga vertical en la flecha “P”
En la figura 4-16 tanto la fuerza normal como el peso del rodillo actúan de forma colineal,
lo cual indica que podemos simplificar estas dos fuerzas en una sola si sumamos las fuerzas
con respecto al eje “Y”.
𝐹𝑌 = 0; 𝑁 −𝑊𝑅 = 0
∴ 𝑃 = 𝑊𝑅 − 𝑁 = 230 − 5480 𝐿𝑏
𝑃 = −5250 𝐿𝑏
El signo negativo indica que la carga “P” actúa en dirección “Y” negativa.
Longitud de la flecha (Propuesta)
Esta longitud propuesta esta basada en un método deductivo, es decir, partimos de la
longitud de rodillo mas largo, al cual se le adiciono una pulgada de cada lado para
montar los rodamientos (ver figura 4-17).
De esta forma en la fig. 4-17 tenemos lo siguiente:
LF= Longitud de la flecha (supuesta) [In]
LR= Longitud del rodillo mas largo [In]
a= Distancia media [In]
Las ecuaciones deductivas son las siguientes.
𝐿𝐹 = 𝐿𝑅 + 2 − − − (17)
𝑎 =𝐿𝐹2−− − (18)
Para nuestro calculo, el rodillo más largo es que se presenta en la parte inferior de la
primera etapa de los pasos de doblado del material.
LR= 10.5 In
Sustituyendo en la ecuación (17) el valor de “LR” asumimos que:
𝐿𝐹 = 10.5 + 2
𝐿𝐹 = 12.5 𝐼𝑛
Y para la distancia media “a”
𝑎12.5
2= 6.25 𝐼𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
88
Fig. 4-17 Longitud propuesta para la flecha
Diámetro mínimo bajo código ASME
El cálculo de ejes y flechas bajo código ASME proporciona un método confiable y seguro,
ya que involucra las propiedades mecánicas del material, de la pieza así como diferentes
coeficientes que pueden modificar la geometría de la pieza.
La secuencia es sencilla y se muestra a continuación:
1. Calculo de reacciones
2. Representación correcta del diagrama de cuerpo libre para la flecha
3. Calculo y representación de cortante y momento flexionante
4. Momento total
5. Material para la flecha
6. Aplicar ecuación del código ASME
Calculo de reacciones
En base a la fig. 4-17, realizando sumatoria de momentos en los puntos “A” y “B”,
encontraremos las reacciones correspondientes.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
89
Reacciones en “Y”
𝑀𝑍𝐴 = 0; 𝐵𝑦 ∙ 𝐿𝐹 − 𝑃 ∙ 𝑎 = 0
𝐵𝑌 =𝑃 ∙ 𝑎
𝐿𝐹=𝑃 ∙ 𝑎
2 ∙ 𝑎
𝐵𝑌 =𝑃
2
𝑀𝑍𝐵 = 0; 𝐴𝑦 ∙ 𝐿𝐹 + 𝑃 ∙ 𝑎 = 0
𝐴𝑌 =𝑃 ∙ 𝑎
𝐿𝐹=𝑃 ∙ 𝑎
2 ∙ 𝑎
𝐴𝑌 =𝑃
2
∴ 𝐴𝑌 = 𝐵𝑌 =𝑃
2− − − (19)
Reacciones en “Z”
𝑀𝑋𝐴 = 0; −𝐵𝑍 ∙ 𝐿𝐹 − 𝐹𝑟 ∙ 𝑎 = 0
𝐵𝑍 = −𝐹𝑟 ∙ 𝑎
𝐿𝐹= −
𝐹𝑟 ∙ 𝑎
2 ∙ 𝑎
𝐵𝑍 = −𝐹𝑟2
𝑀𝑋𝐵 = 0; 𝐴𝑍 ∙ 𝐿𝐹 + 𝐹𝑟 ∙ 𝑎 = 0
𝐴𝑍 = −𝐹𝑟 ∙ 𝑎
𝐿𝐹= −
𝐹𝑟 ∙ 𝑎
2 ∙ 𝑎
𝐴𝑍 = −𝐹𝑟2
∴ 𝐴𝑍 = 𝐵𝑍 = −𝐹𝑟2− − − (20)
Sustituyendo los valores antes calculados de la carga vertical “P” y la fuerza de Fricción
“Fr”, en las ecuaciones (19) y (20), respectivamente, obtendremos las reacciones que
provocarán los rodamientos.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
90
𝐴𝑌 = 𝐵𝑌 =5250
2
𝐴𝑌 = 𝐵𝑌 = 2625 𝐿𝑏
𝐴𝑍 = 𝐵𝑍 = −822
2
𝐴𝑍 = 𝐵𝑍 = −411 𝐿𝑏
Cabe señalar que los resultados con signos negativos indican la dirección opuesta de la
fuerza que se supuso en el diagrama de cuerpo libre.
Representación correcta del diagrama de cuerpo libre para la flecha
Una vez que se han calculado las reacciones, podemos determinar de manera segura, la
dirección en la cual dichas fuerzas actuaran. En seguida se presenta el diagrama de
cuerpo libre corregido en la fig. 4-18.
Fig. 4-18 Diagrama de cuerpo libre corregida

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
91
Calculo y representación de cortante y momento flexionante
Plano X – Y (ver fig. 4-19)
Fig. 4-19 Diagrama de cortante y momento flexionante X - Y
Donde:
MZ max= Es el momento flexionante máximo con respecto al eje “Z” [Lb-In]
𝑀𝑍𝑚𝑎𝑥
= 𝐴𝑌 ∙ 𝑎 = 𝐵𝑌 ∙ 𝑎
𝑀𝑧𝑚𝑎𝑥
= 2635 6.25
𝑀𝑧𝑚𝑎𝑥
= 16406.25 𝐿𝑏. 𝐼𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
92
Plano X - Z (ver fig. 4-20)
Fig. 4-20 Diagrama de cortante y momento flexionante X - Z
Donde:
MY max= Es el momento flexionante máximo con respecto al eje “Y” [Lb-In]
𝑀𝑌𝑚𝑎𝑥
= 𝐴𝑍 ∙ 𝑎 = 𝐵𝑍 ∙ 𝑎

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
93
𝑀𝑌𝑚𝑎𝑥= −411 6.25
𝑀𝑌𝑚𝑎𝑥
= −2568.75 𝐿𝑏. 𝐼𝑛
Momento total resultante
A continuación presentamos una tabla que muestra los momentos máximos en los puntos
A, B y C, así como también, el torque a través de la flecha, (ver tabla 4-8).
La ecuación para el momento total flexionante es:
𝑀𝑇 = 𝑀𝑌𝑚𝑎𝑥
2+ 𝑀𝑍𝑚𝑎𝑥
2
12
− −− (21)
𝑀𝑇 = 16406.25 2 + −2568.75 2 1
2 = 16606.13 𝐿𝑏. 𝐼𝑛
𝑀𝑇 ≈ 16606.15 𝐿𝑏. 𝐼𝑛
Sustituyendo los valores de los momentos flexionantes máximos en “Z” e “Y” en la
ecuación (21) encontraremos el momento total.
Punto 𝑴𝒁𝒎𝒂𝒙 𝑴𝒀𝒎𝒂𝒙
𝑴𝑻 T
A 0 0 0 0
B 0 0 0 4110
C 16406.25 -2568.75 16606.15 4110 Tabla 4-8 Momento total flexionante y torque
Como puede observarse en la tabla 4-8, el punto critico en la flecha es el “C”, por lo tanto
analizaremos y calcularemos el diámetro mínimo de la flecha con respecto a dicho punto.
Material para la flecha
Para seleccionar un material adecuado en la flecha, hay que tener en cuenta alas
características mecánicas de cada material en base a su contenido de carbono. En la
tabla 4-9 se presenta una variedad de materiales adecuados para las flechas o ejes.
Acero AISI Propiedades Mecánicas
1020 – 1050 Tenacidad y resistencia
40XX
Alta resistencia
41XX
43XX
46XX
48XX
61XX Dureza y resistencia Tabla 4-9 Materiales para flechas

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
94
Puesto que la aplicación a la cual estará sometida la flecha, se eligió un acero AISI 4140
OQT (templado e inmerso en aceite). Sus propiedades mecánicas son:
SU= 270 Ksi
SY= 241 Ksi
Sn= 0.5 SU Ksi
HB= 534
Maquinado
Ecuación bajo código ASME
Para calcular el diámetro aplicaremos la siguiente ecuación.
𝐷= 32 ∙ 𝑁
𝜋 𝑘𝑡 ∙ 𝑀𝑇
𝑆′𝑛
2
+3
4 𝑇
𝑆𝑦
2
12
13
− − − 22
Donde:
N= Factor de seguridad
kt= Coeficiente teórico de concentración de esfuerzo
MT= Momento total [Lb-In]
S`n= Resistencia a la fatiga real [Ksi]
T= Momento torsionante [Lb-In]
SY = Resistencia a la cedencia [Ksi]
De las variables que se encuentran en la ecuación (22), solo tres faltan por definir, el factor
de seguridad, el coeficiente teórico de concentración de esfuerzos y la resistencia a la
fatiga real. A continuación los definiremos para después aplicar la ecuación (22).
La resistencia a la fatiga real, se calcula con una serie de factores que intervienen en la
flecha y con la resistencia a la fatiga del material.
𝑆𝑛` = 𝑆𝑛 ∙ 𝐶𝐹 ∙ 𝐶𝑆𝑡 ∙ 𝐶𝑇 ∙ 𝐶𝑅 ∙ 𝐶𝑆 − −− (23)
Donde:
CF= Factor de acabado superficial
CSt= Factor de tipo de esfuerzo
CT= Factor de temperatura
CR= Factor de confiabilidad
CS= Factor de tamaño
Para la resistencia a la fatiga del material
𝑆𝑛 = 0.5 270 = 135 𝐾𝑠𝑖

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
95
Para el factor por acabado superficial CF
𝐶𝐹 = 𝑎 ∙ 𝑆𝑈
𝑏 − − − (24)
Donde “a” y “b” son factores preestablecidos en base al acabado superficial que se
necesite en la flecha (ver tabla 4-10)
Acabado superficial a
b ksi MPa
Esmerilado 1.34 1.58 -0.086
Maquinado 2.61 4.45 -0.265
Laminado enfrío 2.67 4.45 -0.719
Laminado en caliente 14.5 56.1 -0.719
Como sale de forja 39.8 271 -0.995 Tabla 4-10 Factores de condición superficial
a= 2.61 Ksi
b= -0.265
Ahora sustituyendo en la ecuación (24) el valor de “a” y de “b”
𝐶𝐹 = 2.61 270 −0.265 = 0.61
Para el factor por tipo de esfuerzo CSt
𝐶𝑆𝑡 = 1 (𝐹𝑙𝑒𝑥𝑖𝑜𝑛𝑎𝑛𝑡𝑒)
Para el factor por temperatura CT, puesto que las condiciones de trabajo de la flecha se
encuentran a temperatura ambiente.
𝐶𝑇 = 1 (𝐴𝑚𝑏𝑖𝑒𝑛𝑡𝑒)
Para el factor de confiabilidad CR
𝐶𝑅 = 0.814 (99%)
Para el factor de tamaño CS
𝐶𝑆 = 𝐷
0.3 −0.11
𝐶𝑆 = 2
0.3 −0.11
𝐶𝑆 = 0.810

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
96
Sustituyendo los factores en la ecuación (23) para calcular la resistencia ala fatiga real.
𝑆𝑛` = 135 0.61 0.814 0.810 = 54.297 𝐾𝑠𝑖
𝑆𝑛` ≈ 54.3 𝐾𝑠𝑖
El coeficiente teórico de concentración de esfuerzos en el punto “C”, esta dado por el
tipo de cuña que se utilizara para transmitir la potencia a la herramienta de doblado. Para
nuestro caso elegimos una cuña de tipo patin, esta restricción axil ocasiona en la flecha
un factor de concentración de esfuerzo igual a dos, por lo tanto.
𝑘𝑡 = 2 (𝑝𝑎𝑡𝑖𝑛)
Por ultimo, el factor de seguridad “N” se delimita en cuanto a la aplicación del elemento
de maquina, una buena practica para maquinaria en general es elegir entre 2 hasta 2.5.
Para fines demostrativos, dejaremos la ecuación (22) en función de este factor para
después elegir el valor más óptimo en base a los presentados en el párrafo anterior.
Sustituyendo los valores encontrados anteriormente en la ecuación (22)
𝐷 = 32 ∙ 𝑁
𝜋
2(16.61)
54.3
2
+3
4
4.11
241
2
12
13
Simplificando y dejando en función del factor de seguridad “N”
𝐷 = 6.233 ∙ 𝑁 1
3
Presentamos a continuación la tabla 4-11 con los valores del diámetro en función del
factor de seguridad “N”.
Factor de
seguridad “N”
Diámetro mínimo
requerido “D” en [In]
1.00 1.840
1.25 1.983
1.50 2.107
1.75 2.218
2.00 2.319
2.25 2.412
2.50 2.498 Tabla 4-11 Diámetros mínimos requeridos

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
97
Dimensiones de los diámetros de la flecha
Tomando un factor de seguridad de 2.5 para elementos de maquina bajo carga
dinámica, tenemos un diámetro mínimo de 2.498 In.
Al dimensionar cualquier elemento de maquina, es recomendable elegir dimensiones
estándar, las cuales disminuirán los costos de manufactura de manera significativa. En el
anexo 03 se muestran los valores preferidos.
Para el caso de la flecha, el valor ideal en el punto “C”, seria:
𝐷𝐶 = 2.5 𝐼𝑛 = 21
2 𝐼𝑛
Diseño por rigidez
El diseño por rigidez permite comprobar si la flecha no fallara por flexión o por torsión, es
por ello que existen dos tipos de diseño por rigidez que son:
1. Deflexión por flexión
2. Deflexión por torsión
Deflexión por flexión
En la fig. 4-21 se muestra de manera esquemática como se flexionaría la flecha en caso
de que no soportara la flexión.
La ecuación (25) muestra la forma de obtener la flexión máxima en el punto de la flecha
crítico, es decir en el punto “C”:
𝑦𝑚𝑎𝑥 = −𝑃𝑇 ∙ 𝐿
3
48 ∙ 𝐸 ∙ 𝐼− − − 25
Donde:
PT= Carga total aplicada en el punto critico de la flecha [Lb]
L= LF= Longitud total de la flecha [In]
E= Modulo de elasticidad [psi]
I= Momento de inercia [In4]

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
98
Fig. 4-21 Deflexión por flexión
𝑃𝑇 = 𝑃2 + 𝐹𝑟2
12 − −− (26)
Sustituyendo los valores de “P” y “Fr” en la ecuación (26) para obtener la carga total en
la flecha.
𝑃𝑇 = 5250 2 + 822 2 1
2 = 5313.961 𝐿𝑏
𝑃𝑇 ≈ 5315 𝐿𝑏
Para el momento de inercia “I”, puesto que la sección transversal de la flecha es circular
podemos escribir la siguiente ecuación.
𝐼 =𝜋 ∙ 𝐷4
64− − − (27)
En la ecuación (27) la variable “D” se refiere a la que ya se estableció con las dimensiones
normalizadas; es decir 2.5 In. Por lo tanto.
𝐼 =𝜋 2.5 4
64= 1.918 𝐼𝑛4
Sustituyendo los valores en la ecuación (25), teniendo en cuenta que el modulo de
elasticidad del acero “E” es igual a 30 x 106 psi, podemos calcular el valor máximo de
deflexión ocasionado por flexión que la flecha puede soportar. El signo negativo indica
que la concavidad de la curva de flexión es hacia abajo, es decir, en dirección “Y”
negativa.
𝑦𝑚𝑎𝑥 = −5315 12.5 3
48 30 × 106 1.918 = −3.759 × 10−3 𝐼𝑛
𝑦𝑚𝑎𝑥 ≈ −3.760 × 10−3 𝐼𝑛
Para comprobar que nuestra flecha no excede el valor máximo de deflexión por flexión,
tomaremos los siguientes valores empíricos para elementos de maquina con precisión que
se muestran en la ecuación (28).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
99
𝑦𝑝𝑒𝑟 = 0.00001 𝑎 0.0005 𝐼𝑛
𝐼𝑛 𝑑𝑒 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑 𝑑𝑒 𝑓𝑙𝑒𝑐𝑎− − − (28)
La ecuación (28) indica que tendremos dos posibles valores, uno máximo y uno mínimo,
que delimitaran la deflexión por flexión de la flecha.
𝑦𝑝𝑒𝑟1 = 0.00001 12.5 = 0.125 × 10−3𝐼𝑛
𝑦𝑝𝑒𝑟 2 = 0.0005 12.5 = 6.25 × 10−3𝐼𝑛
Para todo caso y como regla para asegurar el diseño, presentamos a continuación la
ecuación (29) que determinara si la flecha cumple por deflexión flexionante.
𝑦𝑝𝑒𝑟 1 ≤ 𝑦𝑚𝑎𝑥 ≤ 𝑦𝑝𝑒𝑟 2 − − − (29)
Comparando los valores obtenidos anteriormente en la ecuación (28) tenemos que:
0.125 × 10−3 < 3.760 × 10−3 < 6.250 × 10−3
Esto indica que el diseño por rigidez provocado por la flexión se encuentra dentro de los
parámetros aceptables.
Deflexión por torsión
En la figura 4-22 se muestra la distribución del par torsor a lo largo de la flecha, es
importante saber de que forma se transmite el momento torsionante puesto que sabremos
en que forma fallara la flecha en caso de torsión excesiva.
Fig. 4-22 Distribución del par torsor
TE
Ts Distribución de esfuerzos

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
100
Donde:
TE= Torque de entrada
TS= Torque de salida
La ecuación (30) nos ayudara a determinar el ángulo de torsión en una flecha o eje.
𝜃 =𝑇 ∙ 𝐿
𝐺 ∙ 𝐽− − − (30)
Donde:
Θ= Angulo de torsión [rad]
T= Momento torsionante
G= Modulo de elasticidad en cortante
J= Momento polar de inercia
Para nuestro caso, el torque que entra en la flecha es el mismo que saldrá en un punto
especifico, por lo tanto tendremos la siguiente convención.
𝑇𝐸 = 𝑇𝑆 = 𝑇 = 4110 𝐿𝑏. 𝐼𝑛
Como se observa en la figura 4-22 el torque solo se transmite del punto “B” al punto “C”, lo
cual implica solo analizar ese tramo de la flecha.
𝐿 = 𝐿𝐵𝐶 =𝐿𝐹2
= 𝑎 = 6.25 𝐼𝑛
Para el momento polar de inercia “J” la ecuación (31) indica de qué forma se obtiene.
𝐽 =𝜋 ∙ 𝐷4
32= 2 ∙ 𝐼 − − − (31)
𝐽 = 2 1.918 = 3.836 𝐼𝑛4
Sustituyendo los valores en la ecuación (30) y teniendo en cuenta que el modulo de
elasticidad en cortante para el acero “G” es igual a 11.5 x 106 psi tenemos que:
𝜃𝐵𝐶 =4110 6.25
11.5 × 106 3.836 = 5.823 × 10−4𝑟𝑎𝑑
𝜃𝐵𝐶 = 5.823 × 10−4𝑟𝑎𝑑 180°
𝜋 𝑟𝑎𝑑
𝜃𝐵𝐶 = 0.033°
El valor obtenido de la ecuación (30) nos indica la máxima torsión permisible en la flecha,
para comprobar que nos encontramos dentro de los límites de torsión, tomaremos los

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
101
siguientes valores empíricos permisibles en base a la ecuación (32), para partes de
maquinaria en general.
𝜃𝑝𝑒𝑟 = 0.001° 𝑎 0.01°𝐺𝑟𝑎𝑑𝑜𝑠
𝐼𝑛 𝑑𝑒 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑− − − (32)
La ecuación (32) indica que tendremos dos posibles valores, uno máximo y uno mínimo,
que delimitaran la deflexión por torsión de la flecha.
𝜃𝑝𝑒𝑟 1 = 0.001° 6.25 = 6.25 × 10−3 𝐼𝑛
𝜃𝑝𝑒𝑟 2 = 0.01° 6.25 = 0.0625 𝐼𝑛
Para todo caso y como regla para asegurar el diseño, presentamos a continuación la
ecuación (33) que determinara si la flecha cumple por deflexión torsionante.
𝜃𝑝𝑒𝑟 1 ≤ 𝜃𝐵𝐶 ≤ 𝜃𝑝𝑒𝑟 2 −− − (33)
Comparando los valores obtenidos anteriormente en la ecuación (32) tenemos que:
6.25° × 10−3 < 0.033° < 0.0625°
Esto indica que el diseño por rigidez provocado por la torsión se encuentra dentro de los
parámetros aceptables.
Hasta este momento el desarrollo del diseño ha cumplido pero, recordemos que esto ha
nacido de teorías y supuestos.
En el siguiente tema “selección de rodamientos” verificaremos nuevamente algunos de
los puntos hechos en este tema, con el fin de determinar por completo la longitud de la
flecha y las dimensiones correspondientes a la misma.
4.4.- Selección de cojinetes
Los cojinetes son elementos de maquina que proporcionan soporte a la flecha o eje,
permiten el movimiento rotatorio suave y sin exceso de fricción.
En este tema seleccionaremos los cojinetes que mejor cumplan y satisfagan las
necesidades de la maquina, con el fin de brindar una mayor vida útil.
En la figura 4-23 se presenta la nomenclatura de un cojinete, la cual muestra de manera
general las partes principales de un cojinete.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
102
Fig. 4-23 Nomenclatura de los cojinetes
4.3.1.- Funciones y parámetros de diseño
Funciones
Reducir las perdidas de potencia ocasionadas por la fricción.
Soportar y ubicar a la flecha de forma segura.
Permitir el movimiento relativo entre dos elementos de maquina flecha y cojinete.
Parámetros
Seleccionar el cojinete en base a la serie estándar (100, 200, 300 o 400)
Utilizar un material de AISI 52100
La duración de diseño en horas para maquinas industriales en general es de 20,000
a 30,000 hr.
El diámetro mínimo en la pista interior debe tener como mínimo 1 pulgada.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
103
4.4.2.- Secuencia de diseño para los cojinetes
h) Calcular la carga de diseño “Pd” en el cojinete.
i) Selección tentativa del tipo de cojinete en base a la figura 4-24.
j) Seleccionar el tipo de soporte y verificar la compatibilidad con los cojinetes
seleccionados.
k) Obtener la duración de diseño “Ld” en horas.
l) Calcular la capacidad requerida “Cr” y comparar con la capacidad real “C”
m) Realizar la selección final.
n) Modificar la flecha en base a las nuevas dimensiones de longitud.
Carga de diseño “Pd”
A continuación se presenta la ecuación (34), que determina el valor de la carga de
diseño.
𝑃𝑑 = 𝑉 ∙ 𝑋 ∙ 𝑅 + 𝑌 ∙ 𝑇 − − − 34
Donde:
Pd= Carga de diseño [Lb]
V= Factor por rotación
X= Factor radial
Y= Factor de empuje
T= Carga de empuje aplicada [Lb]
R= Carga radial aplicada [Lb]
NOTA: Puesto que para nuestro diseño no existe alguna fuerza axial, es lógico pensar que
no existirá un factor de empuje “Y”, (lo cual indica que “x” puede tener un valor
equivalente a la unidad), ni tampoco carga de empuje aplicada “T”, por lo tanto la
ecuación (34) se reduce a:
𝑃𝑑 = 𝑉 ∙ 𝑋 ∙ 𝑅
En donde V=1, ya que solo girara la pista interior del cojinete, el factor radial “x”, lo
dejaremos por el momento hasta haber seleccionado el tipo de cojinete y la carga radial
aplicada “R” esta dada por la ecuación (35) que a continuación se muestra.
𝑅 = 𝐹𝑟12 + 𝐹𝑟2
2 1
2 − − − (35)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
104
Donde
Fr= Carga radial [Lb]
Fr1= AY= 2625 Lb
Fr2= AZ= 411 Lb
Sustituyendo los valores en la ecuación (35).
𝑅 = 26252 + 4112 1
2 = 2656.981 𝐿𝑏
𝑅 ≈ 2660 𝐿𝑏
Por lo tanto la carga de diseño será:
𝑃𝑑 = 2660 𝐿𝑏
Tipo de cojinete
Para poder seleccionar un tipo de cojinete cuando no se tiene experiencia suficiente, o
simplemente para asegurar la selección, se recurre a las graficas de los fabricantes.
En este caso nos auxiliamos de la figura 4-24, en donde, una vez conocida la carga radial
aplicada y la velocidad de operación, simplemente se proyecta horizontalmente y
verticalmente líneas hasta que se intercepten. El punto en donde se intercepten (punto
de operación), quedara dentro de las tres zonas que contienen el tipo de cojinetes de
rodadura empleados en la industria (ver fig.4-24).
Fig. 4-24 Guía para la selección de cojinetes de bolas o de rodillos

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
105
Como puede observarse en la figura 4-24, el punto de operación se encuentra en la zona
de cojinetes del tipo de bolas y de rodillos; esto quiere decir que nuestro diseño permite el
uso de cualquiera de estos dos tipos de cojinetes.
A continuación presentamos la tabla 4-12, que nos permite incrementar más nuestro
criterio a la hora de la selección.
Tipo de
Cojinete
Característica
Bolas
Aptos para velocidades altas
Cargas más ligeras
Menos costosos
Tienen contacto puntual
Rodillos
Aptos para velocidades bajas
Cargas más elevadas
Mas costosos
Tienen contacto lineal Tabla 4-12 Características de los cojinetes
Tipo de soporte
Para poder seleccionar un tipo de soporte, es necesario primero, elegir una marca de
fabricantes de cojinetes. En nuestro caso elegimos la marca “SKF”, la cual nos
proporcionara los datos técnicos del soporte y de los cojinetes.
La secuencia para la selección del tipo de soporte y de los cojinetes se describe en 6
pasos simples.
1. Cambiar las unidades del diámetro mínimo crítico de la flecha a milímetros.
2. Realizar una entalla para deducir el diámetro aproximado para montar los
cojinetes.
3. Seleccionar el soporte para cojinete, en base a los diámetros de montaje y al
catalogo de soportes.
4. Verificar la compatibilidad del soporte con los posibles modelos de cojinetes
existentes en el catalogo.
5. Obtener los datos técnicos de los cojinetes.
Conversión de unidades
𝐷 = 2.5 𝐼𝑛 24.5 𝑚𝑚
1 𝐼𝑛 = 63.5 𝑚𝑚
Entalla y diámetros para montar cojinetes.
La entalla no es otra cosa más que un empalme realizado alrededor de la periferia de la
sección transversal de la flecha y/o eje, la cual crea un escalonamiento longitudinal en
dicha flecha. En la práctica de diseño, frecuentemente se elige un radio de 1/8¨, típico

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
106
para realizar el empalme. A continuación se presenta la figura 4-25 como un esquema
ilustrativo de las dimensiones para nuestra flecha.
Fig. 4-25 Esquema de dimensiones para la flecha
Para los diámetros “DA” y “DB”, que son los diámetros para el montaje de los cojinetes, se
calculan con la ecuación (36).
𝐷𝐴 = 𝐷𝐵 = 𝐷𝐶 − 2𝑅 − − − (36)
Sustituyendo los valores en la ecuación (36), y realizando la conversión de unidades a
milímetros, obtendremos un valor tentativo para los diámetros internos de los cojinetes.
𝐷𝐴 = 𝐷𝐵 = 2.5 − 2(0.125) = 2.25 𝐼𝑛𝑚
𝐷𝐴 = 𝐷𝐵 = 2.25 𝐼𝑛 25.4 𝑚𝑚
1 𝐼𝑛 = 57.15 𝑚𝑚𝑚
Selección de soporte para cojinete
El soporte para los cojinetes se elije en base al los diámetros obtenidos en la flecha para
el montaje de dichos cojinetes, teniendo en cuenta que a la hora de realizar el montaje
de los cojinetes, tiene que existir un ajuste con interferencia para asegurar el movimiento
relativo entre flecha y cojinete.
En nuestro caso hemos elegido un soporte con un diámetro de acoplamiento “da” igual a
55 mm.
Compatibilidad de soporte con cojinetes
Para un 𝑑𝑎 = 55 𝑚𝑚, los modelos compatibles son
1212 EK (Bolas)
2212 EK (Bolas)
22212 EK (Rodillos)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
107
Datos técnicos de los cojinetes
En la tabla 4-13 presentamos los datos técnicos de cada modelo de cojinete, para mayor
información checar el anexo 04, en el cual se muestran algunos otros datos técnicos que
proporciona el fabricante.
Modelo d1 (mm) C (N) e Y1 Y2
1212 EK 55 31200 0.19 3.3 5.1
2212 EK 55 48800 0.24 2.6 4.1
22212 Ek 55 140000 0.24 2.8 4.2 Tabla 4-13 Datos técnicos de los cojinetes compatibles
Duración de diseño “Ld”
La duración de diseño es un parámetro de vida útil que tendrá el cojinete al estar en
funcionamiento, existen varias formulas relativas a dicho termino, pero la ecuación (37) es
la más usada en la industria, a continuación se presenta.
𝐿𝑑 = 𝐿 ∙ 𝑛 ∙ 60 − −− (37)
Donde
Ld= Duración de diseño [mdr]
Lh= Duración nominal de diseño [hr]
n = Velocidad angular [rpm]
La duración nominal es aquella que los fabricantes plantean en base a la aplicación a la
cual estén destinados los cojinetes. Para tener una idea de cómo elegir la duración
nominal, presentamos, en seguida, la tabla 4-14.
Aplicación
Duración
nominal de
diseño Lh (hr)
Electrodomésticos 1000 – 2000
Motores de aviación 1000 – 4000
Automotores 1500 - 5000
Equipo agrícola 3000 – 6000
Elevadores, ventiladores industriales, transmisiones de usos múltiples 8000 – 15000
Motores eléctricos, sopladores industriales, máquinas industriales en
general 20000 – 30000
Bombas y compresores 40000 – 60000
Equipo critico en funcionamiento las 24 hr. 100000 – 200000 Tabla 4-14 Duración nominal en base a la aplicación

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
108
El tipo de maquina que estamos diseñando se encuent5ra dentro de la aplicación para
maquinaría industrial en general, por lo cual los valores para sustituir en la ecuación (37)
son:
Lh= 20000 a 30000 hr (Maquinaria industrial en general)
Lh= 25000 hr (propuesta)
n= 23 rpm (Velocidad de la flecha)
El valor calculado de la duración de diseño es:
𝐿𝑑 = 25000 23 60 = 34.5 × 106 𝑟𝑒𝑣
𝐿𝑑 = 34.5 𝑚𝑑𝑟
Capacidad de carga dinámica requerida “Cr”
La capacidad de carga dinámica requerida no es otra cosa más que la carga con la
cual operan los rodamientos para alcanzar una vida o duración nominal de un millón de
revoluciones (1 mdr).
Existe una ecuación que involucra la carga y la duración, esta ecuación (38) es la base
para obtener la carga o la vida útil que los fabricantes plasman en sus catálogos.
𝐿2
𝐿1
= 𝑃1
𝑃2
𝑘
− − − (38)
Donde
L2=Ld
L1=L10= Duración nominal (1mdr)
P1=Cr= Capacidad de carga dinámica requerida [N]
P2=Pd= Carga de diseño [N]
k= 3 (Bolas)
k= 10/3 (Rodillos) coeficiente de rodamiento
Si despejamos a “P1” de la ecuación (38), y modificamos las variables anteriormente
establecidas, podremos calcular la capacidad de carga dinámica requerida, que se
presenta como la ecuación (39).
𝐿2
𝐿1
1𝑘
=𝑃1
𝑃2
𝑃1 = 𝑃2 𝐿2
𝐿1
1𝑘
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
109
𝐶𝑟 = 𝑃𝑑 𝐿𝑑𝐿10
1𝑘
− −− (39)
La ecuación (39) nos permitirá determinar la capacidad de carga dinámica de los
rodamientos de bolas y de rodillos, en cada modelo seleccionado anteriormente. Para
efecto de cálculos.
Pd= 2660 Lb
Ld= 34.5 x 106 rev
L10= 106 rev
Cojinete de bolas
Para los cojinetes de bolas, la capacidad dinámica requerida se obtiene con la ecuación
(39), utilizando el factor k =3 y los valores numéricos antes mostrados, por lo tanto, para
nuestro análisis comparativo tendremos.
𝐶𝑟 = 2660 34.5 × 106
106
13
= 8659.404 𝐿𝑏
𝐶𝑟 = 8659.404 𝐿𝑏 4.448 𝑁
1 𝐿𝑏 = 38517.029 𝑁
𝐶𝑟 ≈ 38520 𝑁
Cojinete de rodillos
Para los cojinetes de rodillos, la capacidad dinámica requerida se obtiene de la misma
forma que para los cojinetes de bolas pero con el factor k = 10/3, por lo tanto, para
nuestro análisis comparativo tendremos.
𝐶𝑟 = 2660 34.5 × 106
106
310
= 7695.332 𝐿𝑏
𝐶𝑟 = 7695.332 𝐿𝑏 4.448 𝑁
1 𝐿𝑏 = 34228.837 𝑁
𝐶𝑟 ≈ 34230 𝑁
Análisis comparativo
El análisis comparativo lo enfocamos a la capacidad de carga dinámica, tanto la
requerida “Cr” como la real del catalogo “C”.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
110
Para todo caso la ecuación (40) debe de cumplirse.
𝐶𝑟 ≤ 𝐶 −− − (40)
Rodamientos de bolas
Se presenta a continuación la tabla 4-15, que es una tabla comparativa entre
capacidades dinámicas de los rodamientos.
Modelo Cr (N) C (N) Cr ≤ C
1212 EK 38520 31200 Cr > C (Satisfactorio)
2212 Ek 38520 48800 Cr < C (No satisfactorio) Tabla 4-15 Tabla comparativa de cojinetes de bola
Rodamientos de rodillos
El procedimiento para aprobar o descartar los rodamientos, es idéntico al mostrado en la
tabla 4-15, para el caso de rodamientos de rodillos, presentamos la tabla 4-16.
Modelo Cr (N) C (N) Cr ≤ C
22212 EK 34230 140000 Cr > C (Satisfactorio) Tabla 4-16 Tabla comparativa de cojinetes de rodillos
Selección final de cojinetes
Puesto que dos de los cojinetes cumplen satisfactoriamente con las necesidades, tenemos
la opción de seleccionar cualquiera, ya sea de bolas o de rodillos. Esto forma parte de las
decisiones que el diseñador tiene que tomar, teniendo en cuenta los costos, el montaje, el
mantenimiento, pero sobre todo la capacidad de carga.
En seguida mostramos la tabla 4-17, que indica los datos técnicos de la selección final de
cojinetes.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
111
Tipo de soporte de brida Extremo de
flecha Flecha pasante
Designaciones 722512 DA 722512 DB
Rodamientos 2212 EK 2212 EK
Manguito de fijación H 312 H 312
Anillo de fijación y arandela espaciadora IZW 90 X 100
Tira de fieltro FS 260 FS 260
Tornillo de tapa M6 X 18
Diámetro interno de cojinete “da” 55 mm 55 mm
Dimensiones importantes (soportes):
AA
AB
Ba
Bb
D1
77 mm
23 mm
19 mm
142 mm
82 mm
23 mm
18 mm
142 mm
Dimensiones importantes (cojinetes):
d1
D
B
B1
B2
55 mm
110 mm
28 mm
47 mm
12.5 mm
55 mm
110 mm
28 mm
47 mm
12.5 mm
Tabla 4-17 Datos técnicos de selección de cojinete
Modificación de la flecha
En base a los datos técnicos proporcionados en el catálogo de fabricantes (SKF),
podemos delimitar las dimensiones longitudinales de la flecha y los diámetros de montaje
en la flecha (ver figura 4-25).
Fig. 4-25 Esquema de dimensiones para la flecha (Repetida) Las longitudes
Longitud inicial “L1”
𝐿1 = 𝐵𝑎 + 𝐵 + 𝐵2 + 𝑎 − − − (41)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
112
La ecuación (41) nos proporciona la longitud inicial de la flecha, en donde el término “a”
es una constante para dar cavidad al bastidor y al soporte de brida, su valor es de 1/2
pulgada = 12.7 mm.
Los valores para evaluar la ecuación (41) son los que a continuación se muestran.
Ba= 23 mm
B= 28 mm
B2= 12.5 mm
a= 1/2 In = 12.7 mm
Sustituyendo en la ecuación (41)
𝐿1 = 23 + 28 + 12.5 + 12.7 = 76.2 𝑚𝑚
𝐿1 = 76.2 𝑚𝑚 1 𝐼𝑛
25.4 𝑚𝑚 = 3 𝐼𝑛
𝐿1 = 3 𝐼𝑛
Dentro de esta longitud se practica el “chaflan” característico en las flechas, el cual tiene
un valor típico de 1/8 in
Segunda longitud “L2”
𝐿2 = 𝐴𝑅𝐻 + 𝑎´ − −− (42)
El termino “ARH” se refiere al ancho de la herramienta de doblado (rodillo hembra), el cual
corresponde al la primer etapa de los pasos de doblado del material ya que es el más
ancho de todos, y “a´” que es otra constante definida con un valor de 1pulgada, ahora
es usada como una extensión de la flecha para poder realizar el cuñero.
Para nuestro diseño:
ARH= 10.5 In
Por lo tanto al evaluar la ecuación (42) tenemos:
𝐿2 = 10.5 + 1 = 11.5 𝐼𝑛
Tercer longitud “L3”
𝐿3 = 𝐴𝐵 + 𝑎 − − − (43)
Al igual que en la ecuación (41), la constante “a” es la misma. Los valores para nuestro
caso son los siguientes.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
113
AB= 82 mm
a= 1/2 In = 12.7 mm
Sustituyendo los valores en la ecuación (43), encontramos el valor de la tercera longitud
de la flecha.
𝐿3 = 82 + 12.7 = 94.7 𝑚𝑚
𝐿3 = 94.7 𝑚𝑚 1 𝐼𝑛
25.4 𝑚𝑚 = 3.728 𝐼𝑛
𝐿3 ≈ 3.75 𝐼𝑛
Cuarta longitud “L4”
𝐿4 = 2.5 𝐼𝑛 (𝑇𝑒𝑛𝑡𝑎𝑡𝑖𝑣𝑜)
NOTA: La cuarta longitud es un valor tentativo, el cual se verificará una vez que se realice
el análisis de transmisión de potencia.
Longitud total de la flecha “LTF”
La longitud total de la flecha esta dada por la suma de las longitudes que se calcularon
con anterioridad, la ecuación (44) muestra como se evalúa.
𝐿𝑇𝐹 = 𝐿1 + 𝐿2 + 𝐿3 + 𝐿4 − −− 44
Modificación de la flecha
Para llevar una secuencia lógica y congruente, tomaremos como base los pasos
señalados en la “secuencia de diseño para la flecha”, mostrada en el tema 4.3.2,
eliminando los incisos a y c, con el fin de verificar el diámetro mínimo bajo código ASME.
Es importante remarcar que, hasta este momento en nuestro análisis de la flecha, no
hemos considerando la cuarta longitud “L4”, ya que no contamos con el tipo de elemento
para transmitir potencia, por lo cual, para la modificación de la flecha, tomaremos la
distancia de centro a centro de cojinetes, que se plasma en la ecuación (45).
𝐶𝑅 = 2 ∙ 𝑎 − − − 45
Donde
a= Distancia media del segmento de flecha [In]

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
114
Diagrama de cuerpo libre
Recordando, el diagrama de cuerpo libre es una herramienta dentro de la ingeniería que
nos ayuda a visualizar las cargas que actúan en un cuerpo rígido, de una manera fácil y
simple.
A continuación presentamos, en la figura 4-26, el diagrama de cuerpo libre en el cual se
muestran las cargas, reacciones y acotaciones necesarias para modificar la flecha.
Fig. 4-26 Diagrama de cuerpo libre para modificar la flecha
Longitud de la flecha (Distancia de centro a centro de cojinetes)
Recordando la ecuación (45), para efectos de cálculos, la distancia media del segmento
de flecha “a” se calcula con la ecuación (46).
𝑎 =𝐿2
2+ 𝐵𝑎 +
𝐵
2+ 𝑎 − − − (46)
Los valores que presenta la ecuación (46) son tomados del catalogo de fabricantes, salvo
por la constante “a”, la cual fue definida con anterioridad por un valor igual a 1/2
pulgada (12.7 mm). Es importante no confundir el valor de las letras “a”, una es de la
longitud de la flecha y la otra es la constante ya definida.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
115
Para nuestro diseño, los valores son.
L2= 11.5 In
Ba=23 mm = 0.91 In
B= 28 mm = 1.10 In
a = 1/2 In
Sustituyendo los valores en la ecuación (46) y posteriormente sustituyendo el valor de “a”
en la ecuación (45), obtendremos la longitud de la flecha para poder verificar si el diseño
es correcto.
𝑎 =11.5
2+ 0.91 +
1.10
2+ 0.5 = 7.71 𝐼𝑛
Aplicando la ecuación (45) obtenemos la distancia de centro a centro de cojinetes.
𝐶𝑅 = 2 7.71 = 15.42 𝐼𝑛
Con dichos valores podemos continuar con el proceso de verificación y corrección de la
flecha.
Diámetro mínimo bajo código ASME
La secuencia es idéntica a la que se presento con anterioridad en el tema 4.3.2 inciso “e”,
para evitar el trabajo repetitivo, eliminamos los puntos que no varían, como el 1, 2 y 5
1. Calculo de reacciones
2. Representación correcta del diagrama de cuerpo libre para la flecha
3. Calculo y representación de cortante y momento flexionante
4. Momento total
5. Material para la flecha
6. Aplicar ecuación del código ASME
Calculo y representación de cortante y momento flexionante
Plano X – Y (ver figura 4-19)
MZ max= Es el momento flexionante máximo con respecto al eje “Z”
𝑀𝑍𝑚𝑎𝑥
= 𝐴𝑌 ∙ 𝑎 = 𝐵𝑌 ∙ 𝑎
𝑀𝑧𝑚𝑎𝑥
= 2635 7.71
𝑀𝑧𝑚𝑎𝑥
= 20315.85 𝐿𝑏. 𝐼𝑛
Plano X - Z (ver figura 4-20)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
116
Donde:
MY max= Es el momento flexionante máximo con respecto al eje “Y”
𝑀𝑌𝑚𝑎𝑥
= 𝐴𝑍 ∙ 𝑎 = 𝐵𝑍 ∙ 𝑎
𝑀𝑌𝑚𝑎𝑥
= −411 7.71
𝑀𝑌𝑚𝑎𝑥
= −3168.81 𝐿𝑏. 𝐼𝑛
Momento total resultante
Repetiremos la tabla 4-8, la cual muestra los momentos máximos en los puntos A, B y C, así
como también, el torque a través de la flecha.
La ecuación para el momento total flexionante es:
𝑀𝑇 = 𝑀𝑍𝑚𝑎𝑥
2+ 𝑀𝑌𝑚𝑎𝑥
2
12
− −− (21)
𝑀𝑇 = 20315.85 2 + −3168.81 2 1
2 = 20561.496 𝐿𝑏. 𝐼𝑛
𝑀𝑇 ≈ 20565𝐿𝑏. 𝐼𝑛
Sustituyendo los valores de los momentos flexionantes máximos en “Z” e “Y” en la
ecuación (21) encontraremos el momento total.
Punto 𝑴𝒁𝒎𝒂𝒙 𝑴𝒀𝒎𝒂𝒙
𝑴𝑻 T
A 0 0 0 0
B 0 0 0 4110
C 20315.85 -3168.81 20565 4110 Tabla 4-8 Momento total flexionante y torque
Como puede observarse en la tabla 4-8, el punto critico en la flecha sigue siendo el “C”.
Ecuación bajo código ASME
Aplicaremos la ecuación (22).
𝐷 = 32 ∙ 𝑁
𝜋 𝑘𝑡 ∙ 𝑀𝑇
𝑆′𝑛
2
+3
4 𝑇
𝑆𝑦
2
12
13
− − − 22
Donde:
N= Factor de seguridad
kt= 2
MT= 20565 Psi

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
117
S`n= 54.3 Ksi
T= 4110 Psi
SY = 241 Ksi
Dejaremos la ecuación (22) en función de este factor de seguridad para después elegir el
valor más óptimo en base a los valores adecuados para maquinaria en general (2 hasta
2.5).
Sustituyendo en la ecuación (22)
𝐷 = 32 ∙ 𝑁
𝜋
2(20.565)
54.3
2
+3
4
4.11
241
2
12
13
Simplificando
𝐷 = 7.717 ∙ 𝑁 1
3
Presentamos a continuación la tabla 4-11 con los valores del diámetro en función del
factor de seguridad “N”.
Factor de
seguridad “N”
Diámetro mínimo
requerido “D” en [In]
1.00 1.976
1.25 2.129
1.50 2.262
1.75 2.381
2.00 2.490
2.25 2.589
2.50 2.682 Tabla 4-11 Diámetros mínimos requeridos
Dimensiones de los diámetros de la flecha
Tomaremos un factor de seguridad de 2 para conservar las dimensiones de las
herramientas de doblado, esto no afecta en gran medida, puesto que se encuentra
dentro de los valores para maquinaria en general.
Para el caso de la flecha, el valor ideal en el punto “C”, sigue siendo:
𝐷𝐶 = 2.5 𝐼𝑛 = 21
2 𝐼𝑛
Diseño por rigidez
El diseño por rigidez permite comprobar si la flecha no fallara por flexión o por torsión.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
118
Deflexión por flexión
En la fig. 4-21 se mostró, de manera esquemática, como se flexionaría la flecha en caso
de que no soportara la flexión.
Utilizaremos la ecuación (25) para determinar la deflexión.
𝑦𝑚𝑎𝑥 = −𝑃𝑇 ∙ 𝐿
3
48 ∙ 𝐸 ∙ 𝐼− − − 25
Donde:
PT= 5315 Ib
L= CR= 15.42 In
E= 30 x 106 Psi
I= 1.918 In4
Fig. 4-21(Repetida) Deflexión por flexión
Sustituyendo los valores en la ecuación (25), podemos calcular el valor máximo de
deflexión ocasionado por flexión que la flecha puede soportar. El signo negativo indica
que la concavidad de la curva de flexión es hacia abajo, es decir, en dirección “Y”
negativa.
𝑦𝑚𝑎𝑥 = −5315 15.42 3
48 30 × 106 1.918 = −7.056 × 10−3 𝐼𝑛
𝑦𝑚𝑎𝑥 ≈ −7.1 × 10−3 𝐼𝑛
Para comprobar que nuestra flecha no excede el valor máximo de deflexión por flexión,
tomaremos los siguientes valores empíricos para elementos de maquina con precisión.
𝑦𝑝𝑒𝑟 = 0.00001 𝑎 0.0005 𝐼𝑛
𝐼𝑛 𝑑𝑒 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑 𝑑𝑒 𝑓𝑙𝑒𝑐𝑎− − − (28)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
119
La ecuación (28) indica que tendremos dos posibles valores, uno máximo y uno mínimo,
que delimitaran la deflexión por flexión de la flecha.
𝑦𝑝𝑒𝑟 1 = 0.00001 15.42 = 0.1542 × 10−3𝐼𝑛
𝑦𝑝𝑒𝑟 2 = 0.0005 15.42 = 7.71 × 10−3𝐼𝑛
Para todo caso y como regla para asegurar el diseño, aplicamos la ecuación (29) que
determinara si la flecha cumple por deflexión flexionante.
𝑦𝑝𝑒𝑟 1 ≤ 𝑦𝑚𝑎𝑥 ≤ 𝑦𝑝𝑒𝑟 2 − − − (29)
Comparando los valores obtenidos anteriormente en la ecuación (29) tenemos que:
0.1542 × 10−3 < 7.1 × 10−3 < 7.71 × 10−3
Esto indica que el diseño por rigidez provocado por la flexión se encuentra dentro de los
parámetros aceptables.
Deflexión por torsión
En la figura 4-22 se muestra la distribución del par torsor a lo largo de la flecha.
Fig. 4-22 Distribución del par torsor (Repetida)
Donde:
TE= Torque de entrada
TS= Torque de salida
TE
Ts Distribución de esfuerzos

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
120
Aplicando la ecuación (30) para calcular el ángulo de torsión máximo en la flecha y
verificar los valores.
𝜃 =𝑇 ∙ 𝐿
𝐺 ∙ 𝐽− − − (30)
Donde:
θ= Angulo de torsión [rad]
T= 4110 Psi
G= 11.5 x106 Psi
J= 3.836 In4
Para nuestro caso, el torque que entra en la flecha es el mismo que saldrá en un punto
especifico, por lo tanto tendremos la siguiente convención.
𝑇𝐸 = 𝑇𝑆 = 𝑇 = 4110 𝐿𝑏. 𝐼𝑛
Como se observa en la figura 4-22 el torque solo se transmite del punto “B” al punto “C”, lo
cual implica solo analizar ese tramo de la flecha.
𝐿 = 𝐿𝐵𝐶 =𝐶𝑅2
= 𝑎 = 7.71 𝐼𝑛
Sustituyendo los valores en la ecuación (30) tenemos que:
𝜃𝐵𝐶 =4110 7.71
11.5 × 106 3.836 = 5.823 × 10−4𝑟𝑎𝑑
𝜃𝐵𝐶 = 7.183 × 10−4𝑟𝑎𝑑 180°
𝜋 𝑟𝑎𝑑
𝜃𝐵𝐶 = 0.041°
El valor obtenido de la ecuación (30) nos indica la máxima torsión permisible en la flecha,
para comprobar que nos encontramos dentro de los límites de torsión, tomaremos los
siguientes valores empíricos permisibles en base a la ecuación (32), para partes de
maquinaria en general.
𝜃𝑝𝑒𝑟 = 0.001° 𝑎 0.01°𝐺𝑟𝑎𝑑𝑜𝑠
𝐼𝑛 𝑑𝑒 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑− − − (32)
La ecuación (32) indica que tendremos dos posibles valores, uno máximo y uno mínimo,
que delimitaran la deflexión por torsion de la flecha.
𝜃𝑝𝑒𝑟 1 = 0.001° 7.71 = 7.71° × 10−3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
121
𝜃𝑝𝑒𝑟 2 = 0.01° 7.71 = 0.0771°
Para todo caso y como regla para asegurar el diseño, aplicamos la ecuación (32) que
determinara si la flecha cumple por deflexión torsionante.
𝜃𝑝𝑒𝑟 1 ≤ 𝜃𝐵𝐶 ≤ 𝜃𝑝𝑒𝑟 2 −− − (32)
Comparando los valores obtenidos anteriormente en la ecuación (32) tenemos que:
7.71° × 10−3 < 0.041° < 0.0771°
Esto indica que el diseño por rigidez provocado por la torsión se encuentra dentro de los
parámetros aceptables.
4.5.- Selección y diseño de transmisión de potencia
Para comprender mejor este tema, se presenta a continuación una explicación
generalizada de los tipos de transmisiones existentes en el mercado, con el fin de tener
una idea y sobretodo un buen criterio a la hora de seleccionar alguno de estos tipos de
elementos para transmitir potencia.
4.5.1.- Tipos de Elementos Para Transmitir Potencia
Existen varios elementos de maquina que pueden trasmitir potencia, pero los más
elementales son tres tipos:
Engranes
Poleas
Catarinas
Cada elemento cuenta con características propias que los distingue uno de otros y de
cierta manera, cumplen alaguna función especifica. En seguida, se listan las
características de cada uno de estos elementos.
4.5.2.- Selección del Tipo de Transmisión
Tipos de elementos para transmitir potencia.
Engranes.
Poleas.
Catarinas

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
122
Características.
Engranes.
1. Especiales para diseños que requieren ahorro de espacio.
2. Larga y eficiente vida útil.
3. Disposición del eje en distintas direcciones con respecto a otro.
4. Relaciones de reducción elevadas.
5. Costo de manufactura alto.
Poleas.
1. Para velocidades de rotación relativamente altas.
2. Trabajo silencioso.
3. Especiales para relaciones de reducción medianas.
4. Especiales para diseño de transmisiones largas.
5. Costo moderado de elementos y montaje.
Catarinas.
1. Para condiciones de velocidad baja y gran par de torsión.
2. Resistentes a grandes fuerzas.
3. Costo moderado.
4. Instalación y mantenimiento sencillo.
5. Aptas para condiciones ambientales severas.
Selección
Para nuestro caso, el diseño y las necesidades demandan un ahorro de espacio y una
gran relación de reducción por lo cual nuestra mejor opción de elemento para transmitir
potencia son los engranes.
Tipos.
Dentro de los engranes existe una variedad de tipos entre los cuales tenemos:
Rectos.
Helicoidales.
Cónicos.
Conjunto de tornillos sin fin y corona.
Nuestra mejor opción son los engranes de tipo recto ya que su maquinado es mas
sencillo en comparación con los otros tipos además de ser mas baratos.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
123
4.5.3.- Funciones y parámetros de diseño
Funciones
Transmitir una potencia del moto - reductor al eje del motor.
Reducir velocidad angular y aumentar el par.
Parámetros de Diseño
La distancia entre centros para as ruedas motrices debe ser 𝐶 = 10.135 𝑖𝑛.
El ángulo de presión 𝜑 = 20°.
El número de dientes para el piñón debe ser mayor o igual a 18 𝑁𝑝 ≥ 18 para evitar
interferencia.
La potencia de salida en el moto – reductor, debe ser de 3 HP.
Las condiciones de trabajo son catalogadas de simples a moderadas.
La velocidad de salida en el eje motor debe de estar en el rango de 60 rpm a 70
rpm.
El costo debe ser moderado.
4.5.4.- Secuencia de Diseño para la Transmisión de Potencia
1. Cinemática
a) Seleccionar un moto – reductor de algún fabricante.
b) Arreglo de la transmisión.
c) Calculo de las propiedades cinéticas y geométricas del piñón y la rueda.
d) Secuencia de dibujo para los dientes del piñón y rueda (planos).
2. Cinética
a) Diseño por resistencia (Ecuación de Lewis)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
124
b) Diseño por desgaste (Ecuación de Bukinham)
Selección del moto – reductor
Para elegir un moto - reductor del catalogo del fabricante, es necesario proponer un diámetro para el piñón con el fin de obtener una velocidad angular “𝑛𝑝", así como definir
el paso diametral “Pd” interactuando de la siguiente manera y con las formulas que a
continuación se muestran.
Para el paso diametral “Pd” la ecuación (47) muestra como se obtiene.
𝑃𝑑 = 𝑁𝐺 𝐷𝐺
= 𝑁𝑝
𝐷𝑝− − − (47)
De la ecuación (12) despejando la velocidad angular (para el Piñón) tenemos:
𝑛𝑝 = 60 ∙ 𝑣
π ∙ 𝐷𝑝
La secuencia es la que a continuación se presenta:
1. Mantener un número de dientes 𝑁𝑝 ≥ 18, basado en los parámetros de diseño.
2. Probar con cada uno de los pasos diametrales normalizados para calcular el
diámetro del piñón 𝐷𝑝 .
3. Calcular 𝑛𝑝 en base a 𝐷𝑝 .
4. Aproximar 𝑛𝑝 a los existentes en el catalogo del proveedor.
5. Con dicha velocidad angular 𝑛𝑝 , re calcular el 𝐷𝑝 y normalizarlo.
6. Verificar que el número de dientes 𝑁𝑝 se encuentra dentro de lo que se plantea
en los parámetros de diseño manteniendo el 𝑃𝑑 de la secuencia 2. y el
𝐷𝑝 calculado.
7. Si el numero de dientes se encuentra dentro del parámetro, la selección es
aceptable, de lo contrario repetir la secuencia con un nuevo 𝑃𝑑 .

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
125
Primera iteración
𝑃𝑑 = 2, 𝑁𝑝 = 18.
𝐷𝑝 = 𝑁𝐺 𝐷𝐺
= 𝑁𝑝
𝐷𝑝
𝐷𝑝 = 𝑁𝑝
𝐷𝑝=
18
2= 9 𝑖𝑛
𝑛𝑝 = 60𝑣
π 𝐷𝑝=
60 12
9𝜋= 25.5 𝑟𝑝𝑚
Normalizando.
𝑛𝑝 = 31 𝑟𝑝𝑚
Re calculando 𝐷𝑝 en base a 𝑛𝑝 .
𝑛𝑝 = 60𝑣
π 𝑛𝑝=
60 12
31𝜋= 7.39 𝑟𝑝𝑚
Normalizando.
𝐷𝑝 = 7.5 𝑖𝑛
Numero de dientes 𝑁𝑝 .
𝑁𝑝 = 𝑃𝑑𝐷𝑝 = 2 7.5 = 15 𝑖𝑛
Segunda iteración
𝑃𝑑 =𝑁𝑝
𝐷𝑝=
18
7.5= 2.4
Normalizando.
𝑃𝑑 = 2.5
Diámetro del piñón en base a 𝑃𝑑 .
𝐷𝑝 =𝑁𝑝
𝑃𝑑=
18
2.5= 7.2 𝑖𝑛 = 7 𝑖𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
126
Velocidad angular 𝑛𝑝
𝑛𝑝 =60𝑣
𝜋𝐷𝑝=
60 12
7𝜋= 32.74 𝑟𝑝𝑚
Normalizando
𝑛𝑝 = 37 𝑟𝑝𝑚
Re calculando 𝐷𝑝 en base a 𝑛𝑝 .
𝐷𝑝 =60𝑣
𝜋𝑛𝑝=
60 12
37𝜋= 6.19 𝑖𝑛
Normalizando. 𝑛𝑝 = 6 𝑖𝑛
Numero de dientes 𝑁𝑝 .
𝑁𝑝 = 𝑃𝑑𝐷𝑝 = 2.5 6 = 15
Tercera iteración
𝑃𝑑 =𝑁𝑝
𝐷𝑝=
18
6= 3 𝑖𝑛
𝐷𝑝 en base a 𝑃𝑑 .
𝐷𝑝 =𝑁𝑝
𝑃𝑑=
18
3= 6 𝑖𝑛
Velocidad angular 𝑛𝑝 .
𝑛𝑝 =60𝑣
𝜋𝐷𝑝=
60 12
6𝜋= 38.2 𝑟𝑝𝑚
Normalizando.
𝑛𝑝 = 46 𝑟𝑝𝑚
Re calculando 𝐷𝑝 en base a 𝑛𝑝 .
𝐷𝑝 =60𝑣
𝜋𝑛𝑝=
60 12
46𝜋= 4.98 𝑖𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
127
Normalizando.
𝐷𝑝 = 5 𝑖𝑛
Numero de dientes 𝑁𝑝 .
𝑁𝑝 = 𝑃𝑑𝐷𝑝 = 3 5 = 15
Cuarta iteración
𝑃𝑑 =𝑁𝑝
𝐷𝑝=
18
5= 3.6 𝑖𝑛
Normalizando.
𝑃𝑑 = 4 𝑖𝑛
𝐷𝑝 en base a 𝑃𝑑 .
𝐷𝑝 =𝑁𝑝
𝑃𝑑=
18
4= 4.5 𝑖𝑛
Velocidad angular 𝑛𝑝 .
𝑛𝑝 =60𝑣
𝜋𝐷𝑝=
60 12
4.5𝜋= 50.93 𝑟𝑝𝑚
Normalizando.
𝑛𝑝 = 56 𝑟𝑝𝑚
Re calculando 𝐷𝑝 en base a 𝑛𝑝 .
𝐷𝑝 =60𝑣
𝜋𝑛𝑝=
60 12
56𝜋= 4.09 𝑖𝑛
Normalizando.
𝐷𝑝 = 4 𝑖𝑛
Numero de dientes 𝑁𝑝 .
𝑁𝑝 = 𝑃𝑑𝐷𝑝 = 4 4 = 16

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
128
Quinta iteración.
𝑃𝑑 =𝑁𝑝
𝐷𝑝=
18
4= 4.5 𝑖𝑛
Normalizando.
𝑃𝑑 = 5 𝑖𝑛
𝐷𝑝 en base a 𝑃𝑑 .
𝐷𝑝 =𝑁𝑝
𝑃𝑑=
18
5= 3.6 𝑖𝑛
Normalizando.
𝐷𝑝 = 3.75 𝑖𝑛
Velocidad angular 𝑛𝑝 .
𝑛𝑝 =60𝑣
𝜋𝐷𝑝=
60 12
3.75𝜋= 61.11 𝑟𝑝𝑚
Normalizando.
𝑛𝑝 = 71 𝑟𝑝𝑚
Re calculando 𝐷𝑝 en base a 𝑛𝑝 .
𝐷𝑝 =60𝑣
𝜋𝑛𝑝=
60 12
71𝜋= 3.23 𝑖𝑛
Normalizando.
𝐷𝑝 = 3.25 𝑖𝑛
Numero de dientes 𝑁𝑝 .
𝑁𝑝 = 𝑃𝑑𝐷𝑝 = 5 3.25 = 16.25
Sexta iteración.
𝑃𝑑 =𝑁𝑝
𝐷𝑝=
18
3.25= 5.54 𝑖𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
129
Normalizando.
𝑃𝑑 = 6 𝑖𝑛
𝐷𝑝 en base a 𝑃𝑑 .
𝐷𝑝 =𝑁𝑝
𝑃𝑑=
18
6= 3 𝑖𝑛
Velocidad angular 𝑛𝑝 .
𝑛𝑝 =60𝑣
𝜋𝐷𝑝=
60 12
3𝜋= 76.39 𝑟𝑝𝑚
Normalizando.
𝑛𝑝 = 86 𝑟𝑝𝑚
Re calculando 𝐷𝑝 en base a 𝑛𝑝 .
𝐷𝑝 =60𝑣
𝜋𝑛𝑝=
60 12
86𝜋= 2.66 𝑖𝑛
Normalizando.
𝐷𝑝 = 2.75 𝑖𝑛
Numero de dientes 𝑁𝑝 .
𝑁𝑝 = 𝑃𝑑𝐷𝑝 = 6 2.75 = 16.5
Séptima iteración
𝑃𝑑 =𝑁𝑝
𝐷𝑝=
18
2.75= 6.55 𝑖𝑛
Normalizando.
𝑃𝑑 = 8 𝑖𝑛
𝐷𝑝 en base a 𝑃𝑑 .
𝐷𝑝 =𝑁𝑝
𝑃𝑑=
18
8= 2.25 𝑖𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
130
Velocidad angular 𝑛𝑝 .
𝑛𝑝 =60𝑣
𝜋𝐷𝑝=
60 12
2.25𝜋= 101.86 𝑟𝑝𝑚
Normalizando.
𝑛𝑝 = 102 𝑟𝑝𝑚
Re calculando 𝐷𝑝 en base a 𝑛𝑝 .
𝐷𝑝 =60𝑣
𝜋𝑛𝑝=
60 12
102𝜋= 2.25 𝑖𝑛
Numero de dientes 𝑁𝑝 .
𝑁𝑝 = 𝑃𝑑𝐷𝑝 = 8 2.25 = 18
𝑃𝑑 =𝑁𝑝
𝐷𝑝=
18
2.25= 8 𝑖𝑛
Podemos de esta forma asegurar que el paso diametral 𝑃𝑑 es 8, y tentativamente decir
que el moto-reductor entregará una potencia de 3HP a una velocidad de 102 rpm y un
diámetro de salida de 38 mm.
Con los datos tentativos del moto reductor y en base a la experiencia de los fabricantes
de engranes, podemos definir el diámetro de paso del piñón tomando como referencia la
siguiente recomendación.
𝐷𝑝 = 1.625 ∙ 𝐷𝑚𝑟 − − − (48)
Donde:
Dmr= Diámetro del eje del moto-reductor
Por lo tanto:
𝐷𝑝 = 1.625 38 = 61.75 𝑚𝑚 1 𝐼𝑛
25.4 𝑚𝑚
𝐷𝑝 = 2.431 𝐼𝑛 ≈ 2.5 𝐼𝑛
Ahora tendremos que verificar que este diámetro alcanza a cubrir la velocidad del moto-
reductor, de lo contrario, habrá que seleccionar uno nuevo.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
131
Numero de dientes 𝑁𝑝 .
𝑁𝑝 = 𝑃𝑑𝐷𝑝 = 8 2.5 = 20
Velocidad angular 𝑛𝑝
𝑛𝑝 =60𝑣
𝜋𝐷𝑝=
60 12
2.5𝜋= 91.673 𝑟𝑝𝑚
Normalizando.
𝑛𝑝 = 102 𝑟𝑝𝑚
Como se puede apreciar, las revoluciones se encuentran dentro de las que el moto
reductor ofrece, por lo tanto, ahora podemos afirmar que el diámetro del piñón es de 2.5
In, y el paso diametral 𝑃𝑑es 8.
La selección final del moto-reductor se muestra en la tabla 4-18.
Marca TOR
Tipo UABM de 2 Trenes
Relación de reducción 16.83 : 1
Caja 246
Velocidad angular mínima (rpm) 102
Motor Armazón 182T
Número de polos 4
Código 0200-138A-MI
Par nominal (N.m) 206.8 N.m
Voltaje 440 V
Amperaje 4.3 A Tabla 4-18 Datos técnicos del moto reductor
Con estos datos, podemos definir la velocidad lineal real con la cual trabajara nuestra
máquina. En el anexo 05, se presentan las dimensiones de los moto-reductores, para fines
de diseño.
De la ecuación (12) tenemos lo siguiente.
𝑣 =𝜋 ∙ 𝐷𝑝 ∙ 𝑛𝑝
60=𝜋 2.5 (102)
60= 3.352
𝐼𝑛
𝑠
𝑣 = 3.352 𝐼𝑛
𝑠
1 𝑓𝑡
12 𝐼𝑛
60 𝑠
1 𝑚𝑖𝑛 = 66.76
𝑓𝑡
𝑚𝑖𝑛
𝑣 = 66.76 𝑓𝑡
𝑚𝑖𝑛≈ 67
𝑓𝑡
𝑚𝑖𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
132
𝑣 ≈ 67 𝑓𝑡
𝑚𝑖𝑛= 13.4
𝐼𝑛
𝑠
Arreglo de la Transmisión
Ahora que ya contamos con las características de diseño necesarias para bosquejar el
arreglo de la transmisión, podremos dibujarlas para posteriormente realizar el análisis
dinámico y el arreglo final de la flecha. Comenzaremos calculando el diámetro de la
rueda (Engrane motor), y posteriormente se mostrara el arreglo de la transmisión.
Para el diámetro de la rueda 𝐷𝐺 (ver figura 4-27) tenemos que por la geometría de los
rodillos la ecuación (49) calcula la distancia entre centros de los rodillos.
𝐶 =𝐷𝑅2
+𝐷𝑅2
+ 𝑡 = 𝐷𝑅 + 𝑡 − − − (49)
Fig. 4.27 Determinación del diámetro de la rueda
Dado que los engranes para transmisión en los rodillos se encuentran en contacto, el
diámetro de paso es igual a al distancia entre centros de los rodillos más el espesor de
lámina, que coincide con la distancia entre centros que se estableció en los parámetros
de diseño.
𝐷𝐺 = 𝐷𝑅 + 𝑡 = 10 + 0.135 = 10.135 = 𝐶
Por lo tanto:
Numero de dientes 𝑁𝐺 .
𝑁𝐺 = 𝑃𝑑𝐷𝐺 = 8 10.135 = 81.08

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
133
Normalizado
𝑁𝐺 = 81
Una vez contando con los diámetros de paso del piñón y de la rueda, procedemos a
realizar el arreglo del sistema de transmisión, ver figura 4-28.
Fig. 4-28 Arreglo de elementos de transmisión
Donde
C1= Distancia entre centros de engranes “E” y “G”
C2= Distancia entre centros de engranes “E” y “P”
Y1= Distancia de la mesa de trabajo al centro del engrane motriz (rueda)
Y2 = Distancia de la mesa de trabajo al centro del engrane motor (piñón)
Y3 = Distancia vertical de centro a centro de engranes “E” y “P”
DP = Diámetro de paso del piñón
DG = Diámetro de paso de la rueda “E” y “F”
nP = Velocidad angular del piñón en rpm
nE = nG = Velocidad angular de las ruedas “E” y “G” en rpm
α = Angulo de inclinación del piñón con respecto a la rueda

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
134
Posteriormente se evaluaran estas variables cuando se realice el diseño final de la flecha
de transmisión en el tema 4-6.
Cálculo de las propiedades cinéticas y geométricas del piñón y la rueda
Ya contamos con suficiente información para poder realizar los cálculos correspondientes
a la cinética y la geometría de los elementos de transmisión de potencia (Rueda y piñón
engrane), que a continuación se presentan.
Datos
𝑁𝐺 = 81
𝑁𝑃 = 20
𝐷𝐺 = 10.135 𝐼𝑛
𝐷𝑃 = 2.5 𝐼𝑛
𝑛𝑃 = 102 𝑟𝑝𝑚
𝑃𝑑 = 8
Velocidad angular de la rueda
Puesto que la velocidad angular varía con el radio de cualquier circunferencia, la
velocidad lineal entre la rueda y el piñón es la misma, que ambos están en contacto, por
lo tanto:
𝑣𝑃 = 𝑣𝐺
𝐷𝑃 ∙ 𝑛𝑝 = 𝐷𝐺 ∙ 𝑛𝐺 − − − (50)
Despejando nG de la ecuación (50).
𝑛𝐺 =𝐷𝑃 ∙ 𝑛𝑃𝐷𝐺
=2.5 102
10.135
𝑛𝐺 = 25.16 𝑟𝑝𝑚
Propiedades geométricas para el piñón y la rueda
Addendum “a”
Es la distancia radial desde el círculo de paso hasta el exterior del diente, se expresa
mediante la ecuación (51).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
135
𝑎 =1
𝑃𝑑− − − (51)
Sustituyendo el valor del paso diametral anteriormente calculado.
𝑎 =1
8= 0.125 𝐼𝑛
Dedendum “b”
Es la distancia radial desde el círculo de paso hasta el fondo del espacio del diente, se
expresa con la ecuación (52).
𝑏 =1.25
𝑃𝑑− − − (52)
Sustituyendo el valor del paso diametral.
𝑏 =1.25
8= 0.15625 𝐼𝑛
Holgura o claro “c”
Es la distancia radial desde el exterior del diente hasta el fondo del hueco entre dientes
del engrane opuesto, Cuando el diete es totalmente engranado, obedece a la ecuación
(53), que se muestra a continuación.
𝑐 = 𝑏 − 𝑎 =0.25
𝑃𝑑− − − (53)
Sustituyendo el valor del paso diametral.
𝑐 =0.25
8= 0.03125 𝐼𝑛
Altura total “ht”
Es conocida, también, como profundidad total, y es la distancia radial exterior, se expresa
mediante la ecuación (54).
𝑡 = 𝑎 + 𝑏 =2.25
𝑃𝑑− − − (54)
Sustituyendo el valor del paso diametral.
𝑡 =2.25
8= 0.28125 𝐼𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
136
Altura de Trabajo “hk”
Es llamada comúnmente como profundidad de trabajo, y se define como la distancia
radial que un diente de engrane se introduce en el espacio entre dientes del engrane
correspondiente, se enuncia con la ecuación (55).
𝑡 = 𝑎 + 𝑎 = 2𝑎 =2
𝑃𝑑− − − (55)
Sustituyendo el valor del paso diametral.
𝑡 =2
8= 0.25 𝐼𝑛
Espesor de diente “t”
Es la longitud del arco, medida en el circulo de paso, de un lado de un diente a l otro. A
veces es conocido como espesor circular, y su valor teórico es la mitad del paso circular,
ver ecuación (56).
𝑡 =𝑝
2=
𝜋
2 ∙ 𝑃𝑑− −− (56)
Sustituyendo el valor del paso diametral.
𝑡 =𝜋
2(8)= 0.1963 𝐼𝑛
Radio del filete “rf”
Es el arco que une el perfil de involuta del diente con la raíz del espacio entre dientes, su
valor esta expresado en la ecuación (57).
𝑟𝑓 =0.3
𝑃𝑑− −− (57)
Sustituyendo el valor del paso diametral.
𝑟𝑓 =0.3
8= 0.0375 𝐼𝑛
NOTA: Las propiedades geométricas que de describieron anteriormente, son aplicables
para dientes de involuta de 20º, profundidad total y paso grueso.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
137
Ancho de cara “F”
También es llamada como longitud del diente o ancho del flanco. Es el ancho del diente,
medido en dirección paralela al eje del diente. Para engranes de transmisión en
maquinaria en general se aplica ala ecuación (58), con el fin de asegurar un buen diseño
y funcionamiento.
8
𝑃𝑑≤ 𝐹 ≤
16
𝑃𝑑−− − (58)
El valor nominal del ancho de cara esta dado por la ecuación (59).
𝐹 =12
𝑃𝑑−− − (59)
Sustituyendo el valor del paso diametral.
𝐹 =12
8= 1.5 𝐼𝑛
Distancia entre centros “C2”
Es la distancia del centro del piñón hasta el centro de la rueda, teóricamente se expresa
con la ecuación (60).
𝐶2 =𝐷𝐺 + 𝐷𝑃
2− − − (60)
Sustituyendo los valores de los diámetros de paso del piñón y de la rueda en la ecuación
(60).
𝐶2 =10.135 + 2.5
2= 6.3175 𝐼𝑛
Diámetro exterior de la rueda “𝐷𝑂𝐺”
Es el diámetro del circulo que encierra el exterior de los dientes del engrane, se expresa
mediante la ecuación (61)
𝐷𝑂𝐺 = 𝐷𝐺 + 2𝑎 =𝑁𝐺𝑃𝑑
+2
𝑃𝑑=𝑁𝐺 + 2
𝑃𝑑−− − 61
Sustituyendo el valor del paso diametral y el numero de dientes de la rueda en la
ecuación (61).
𝐷𝑂𝐺 =81 + 2
8= 10.375 𝐼𝑛

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
138
Diámetro exterior del piñón “𝐷𝑂𝑃 ”
Se expresa de igual manera que el diámetro exterior de la rueda, solo cambia el
subíndice.
𝐷𝑂𝑃 =𝑁𝑃 + 2
𝑃𝑑− − − 61
Sustituyendo el valor del paso diametral y el numero de dientes del piñón en la ecuación
(61).
𝐷𝑂𝑃 =20 + 2
8= 2.75 𝐼𝑛
Diámetro de raíz de la rueda “𝐷𝑅𝐺”
También se llama diámetro de fondo, y es el diámetro del círculo que contiene el fondo
del espacio del diente, que es la circunferencia de raíz o circulo de raíz, esta dada por la
ecuación (43). 𝐷𝑅𝐺 = 𝐷𝐺 − 2𝑏 − − − 62
Sustituyendo el valor del diámetro de paso y del dedendum en la ecuación (62).
𝐷𝑅𝐺 = 10.135 − 2 0.15625 = 9.8225 𝐼𝑛
Diámetro de raíz del piñón “𝐷𝑅𝑃”
Al igual que el diámetro de raíz de la rueda se expresa con la misma ecuación solo
cambiándole el subíndice.
𝐷𝑅𝑃 = 𝐷𝑃 − 2𝑏 − − − 62
Sustituyendo el valor del diámetro de paso y del dedendum en la ecuación (62).
𝐷𝑅𝑃 = 2.5 − 2 0.15625 = 2.1875 𝐼𝑛
Diámetro base de la rueda “𝐷𝑏𝐺”
Es el diámetro en el cual se genera la involuta y por consiguiente, donde e presenta el
contacto entre los dientes, se interpreta por la ecuación (63).
𝐷𝑏𝐺 = 𝐷𝐺𝑐𝑜𝑠𝜑 − − − (63)
Sustituyendo el valor del diámetro de paso y el ángulo de presión ø en la ecuación (63)
tenemos para la rueda.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
139
𝐷𝑏𝐺 = 10.135 𝑐𝑜𝑠20° = 9.5238 𝐼𝑛
Diámetro base del piñón “𝐷𝑏𝑃”
Se obtiene de la misma manera que el diámetro base de la rueda, solo hay que cambiar
el subíndice en la ecuación (63).
𝐷𝑏𝑃 = 𝐷𝑃𝑐𝑜𝑠𝜑 − − − (63)
Sustituyendo el valor del diámetro de paso y el ángulo de presión ø en la ecuación (63)
tenemos, para el piñón.
𝐷𝑏𝑃 = 2.5 𝑐𝑜𝑠20° = 2.3492 𝐼𝑛
Espesor cordal de la rueda “𝑡𝑐𝐺”
Es el espesor del diente o de un espacio, medido sobre la circunferencia del diámetro de
paso, su valor teórico esta expresado en la ecuación (64)
𝑡𝑐𝐺 = 𝐷𝐺𝑠𝑒𝑛 90°
𝑁𝐺 − − − (64)
Sustituyendo el valor del diámetro de paso y número de dientes en la ecuación (64)
tenemos, para la rueda.
𝑡𝑐𝐺 = 10.135 𝑠𝑒𝑛 90°
81 = 0.1965 𝐼𝑛
Espesor cordal del piñón “𝑡𝑐𝑃”
Se obtiene de la misma manera que el espesor cordal de la rueda, solo hay que cambiar
el subíndice en la ecuación (64).
𝑡𝑐𝑃 = 𝐷𝑃𝑠𝑒𝑛 90°
𝑁𝑃 − − − (64)
Sustituyendo el valor del diámetro de paso y número de dientes en la ecuación (64)
tenemos, para el piñón.
𝑡𝑐𝐺 = 2.5 𝑠𝑒𝑛 90°
20 = 0.1962 𝐼𝑛
A continuación se presenta un dibujo, el cual esquematiza la mayoría de las
características geométricas que hasta ahora se han descrito (ver figura 4-29).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
140
Fig. 4-29 Características geométricas y nomenclatura de los engranes.
Relación de contacto “mf”
Es aquella que indica el número promedio de dientes en contacto durante la transmisión
de potencia, la ecuación para calcular dicha relación es la (65).
𝑚𝑓 = 𝑅𝑜𝑃
2 − 𝑅𝑏𝑃2 + 𝑅𝑜𝐺
2 − 𝑅𝑏𝐺2 − 𝐶 𝑠𝑒𝑛𝜑
𝑝 cos𝜑≥ 1.2 − − − (65)
Donde:
𝑅𝑜𝑃2 = Radio exterior del piñón = 1.375 In
𝑅𝑜𝐺2 = Radio exterior de la rueda = 5.1875 In
𝑅𝑏𝑃2 = Radio del circulo base del piñón = 1.1746 In
𝑅𝑏𝐺2 = Radio del circulo base de la rueda = 4.7619 In
p = paso diametral = 0.3927 In
C = Distancia entre centros = 6.3175 In
Sustituyendo los valores en la ecuación (65).
𝑚𝑓 = 1.3752 − 1.17462 + 5.18752 − 4.76192 − 6.3175 𝑠𝑒𝑛20°
0.3927 cos 20°= 1.6581
1.6581 > 1.2 𝑂𝐾

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
141
Secuencia de dibujo para los dientes del piñón y rueda
El saber dibujar y diseñar dentro de la ingeniería es uno de los requisitos básicos para
poder entenderla, el ingeniero mecánico tiene que contar con esta cualidad o habilidad
de poder interpretar los dibujos y planos, así como también, generarlos en base a un
diseño previo.
La secuencia que a continuación se presenta para dibujar los dientes de engranes, se
enfoca al método empleado por el señor “Hey” con el software “Autodesk Mechanical
desktop 2008”, el cual es uno de los métodos mas precisos para generar la involuta de los
dientes de los engranes.
1. Abrir el software “Autodesk Mechanical desktop 2008” en sistema ingles (imperial),
con el tipo de archivo “drawing (dwg)”
2. Con el comando “circle (c)”, generar el diámetro de paso “D” ya sea el del piñón
o bien, el de la rueda.
3. Trazar una línea vertical con el comando “line (l)” del centro del diámetro de paso
a 90°, de manera indefinida.
4. Como ya conocemos el espesor del diente “t” practicamos un “offset (o)” a un
lado (izquierdo o derecho) partiendo de la línea vertical realizada en el paso 3, a
una distancia igual a la mitad del espesor del diente.
5. A continuación, trazamos una línea del centro del diámetro hasta interceptar el
punto que se creo al realizar la línea vertical del punto 4, esta línea la
denominaremos “r”.
6. De la línea creada en el punto 5, practicamos un desplazamiento con el
comando “offset” a una distancia igual a x = 1.125 p (donde “p” es el paso
circular 𝑝 = 𝜋 ∙ 𝐷𝑁 ) para crear una línea de referencia.
7. Partiendo del punto de intersección de la línea “r” con la periferia del diámetro de
paso, generamos una línea que toque la línea hecha en el paso 6, esta línea tiene
que ser perpendicular a “r” y tangente a la circunferencia. La manera mas
sencilla es realizar un “copy (mm)” de la línea “r”, posteriormente con el comando
“rótate (ro)” se selecciona una pinte para girar la línea “r” a 90°, ahora con el
comando “move (m)” se selecciona nuevamente un extremo de la línea “r” para
posicionarla en el punto de intersección creado en el punto 5, por ultimo con el
comando “trim (tr)” se selecciona la línea de referencia, después clik derecho
para seleccionar el lado que sobrepase a dicha línea de referencia, hemos
creado la línea “q”.
8. Con la nueva línea “q” se practica un desplazamiento hacia arriba para
encontrar el punto “c” con un valor igual a “x” y un desplazamiento hacia abajo
para encontrar el punto “d” con un valor igual a 𝑦 = 𝐷3 si es necesario ajustar las
distancia con el comando “trim (tr)”.
9. Partiendo del centro hasta el punto “d” se crea una línea que se extiende
indefinidamente, la manera de realizarlo es crear una línea con el comando “line
(l)” del centro del diámetro de paso hasta hacer contacto con el punto “d”,
después hacer una línea alejada para practicar una extensión con el comando
“extend (ex)”, de la línea creada del centro a “d”, a esa línea la llamaremos “s”.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
142
10. A partir de la línea “q” creada en el punto 7, realizaremos dos desplazamientos
con el comando “offset (o)” a una distancia igual a 𝑧 = 𝑥8 =
1.125 ∙ 𝑝8 tanto
hacia arriba como hacia abajo, con el propósito de encontrar los puntos “e”
(punto superior) y “e1” (punto inferior).
11. Hecho el punto “e” (punto superior) se realiza una extensión con el comando
“extend (ex)” hasta interceptar la línea “s”, que fue generada en el punto 9.
12. Para el punto “e1” se realiza una extención hacia el lado opuesto, es decir, con el
mismo valor, la forma de realizarlo es con el comando “mirror (mi)”
13. Una vez creadas estas líneas, los puntos donde terminan servirán como centros
para trazar la involuta del diente. Los radios se realizan con el comando “circle
(c)”, siendo el centro de estos los puntos donde terminan las líneas creadas en los
puntos 11 y 12, hasta hacer contacto con el punto donde comienza la línea “r”.
14. Eliminar líneas que se encuentren de más con el comando “trim (tr)” o en su
defecto con el comando “erase (e)”.
15. Teniendo la curva involuta completamente libre y manteniendo la primer línea
vertical, se trazan los diámetros, el de raíz “DR” y el exterior “DO”, luego se procede
a realizar un “mirror (mi)” de la curva involuta, seleccionándola y posteriormente
posicionando el primer punto en el punto que intercepte la línea vertical con la
periferia del diámetro exterior, y el segundo punto en donde la misma línea
intercepta la periferia del diámetro de raíz.
16. Se realiza eliminan líneas de más con el comando “trim (tr)” o con el comando
“erase (e)” para dejar el perfil del diente unido al diámetro de raíz y proceder a
crear un perfil parametrico.
17. Ahora, con el comando “amprofile” se seleccionan todo el perfil del diente y el
diámetro de raíz, con el fin de convertir el perfil en parametrico.
18. Lo que procede es restringirlo ya sea geométricamente o dimensionalmente, en
nuestro caso habrá más restricciones geométricas que dimencionales.
19. Una vez restringido el perfil, se procede a extruir el engrane con el mismo valor
calculado para el ancho de cara “F”. Esto se lleva a cabo con el comando
“amextrude”.
20. Teniendo extruido el engrane, se procede a hacer un radio conocido como
chaflan o radio de filete “rf” (calculado anteriormente) en las partes donde se
intercepta la involuta con el diámetro de raíz, este radio tiene la función de
eliminar interferencia y reducir la concentración de esfuerzos. Esto se realiza con el
comando “amfillet”.
21. Para el finalizar los dientes del engrane, se procede a hacer un arreglo polar de los
dientes conjuntamente con los radios o chaflanes realizados. Este arreglo se realiza
con el comando “ampattern” seleccionando la involuta y posteriormente los
chaflanes, a continuación se desplegara una ventana que solicitara el eje de
rotación y el número de dientes.
Hasta este punto el diseño del engrane debe de tener el siguiente aspecto como se
muestra en la figura 4-30.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
143
Fig. 4-30 dibujo y diseño del engrane
Cuando se determine el diseño por resistencia y el diseño por desgaste, se hará una
continuación a la secuencia del dibujo, en especial de la rueda, la cual lleva ciertos
arreglos para ahorrar material y en general para hacerla funcional y eficiente.
Diseño por resistencia
El diseño por resistencia esta basado en la ecuación de Lewis, a continuación
presentamos una secuencia de diseño para facilitar la selección de materiales.
1. Seleccionar un tipo de material tanto para el piñón y la rueda, para obtener el
esfuerzo permisible “So”.
2. Seleccionar el factor de Lewis “Y” tanto para el Piñón como para la rueda.
3. Determinar el elemento más débil basado en el criterio de
𝑆𝑜 ∙ 𝑌 𝐺 ≥ 𝑆𝑜 ∙ 𝑌 𝑃 − − − (66)
4. Sustituir los valores en la ecuación de Lewis, que a continuación se presenta,
tomando como factor de concentración de esfuerzo “kf” igual a 1.7.
𝑊𝑆 =𝑆𝑜 ∙ 𝐹 ∙ 𝑌
𝑘𝑓 ∙ 𝑃𝑑− − − (67)
Donde:
WS = Carga que puede soportar el diente [Lb]
So = Es fuerzo permisible para el material de el engrane [psi]
F = Ancho de cara [In]
kf = Factor de concentración de esfuerzos (1.47 ≤ kf ≤ 1.7)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
144
Pd = Paso diametral
5. Calcular la carga dinámica “Wd” para engranes tallados comercialmente
(v<2000 fpm)
6. Comprobar el diseño por resistencia en base al criterio de WS > Wd
7. De no cumplirse el paso 6, es necesario repetir los pasos 1,3, 4 y 6.
Primer iteración
Tipo de material (ver tabla 4-19)
Elemento Material S0 [psi]
Piñón SAE 1050 OQT 35000
Rueda SAE 1045 30000 Tabla 4-19 Tipo de material
Factor de Lewis (ver tabla 4-20)
Elemento Número de dientes N Factor de Lewis
Piñón 20 0.320
Rueda 81 0.436 Tabla 4-20 Factor de Lewis
Elemento más débil (ver tabla 4-21)
Características Piñón Rueda
Material SAE 1050 OQT SAE 1045
Esfuerzo permisible “S0” 35000 30000
Numero de dientes “N” 20 81
Factor de Lewis 0.320 0.436
S0 Y [psi] 11200 13080 Tabla 4-21 Elemento más débil
Según el criterio de diseño (ecuación 66)
𝑆𝑜 ∙ 𝑌 𝐺 ≥ 𝑆𝑜 ∙ 𝑌 𝑃 − − − (66)
Observando la tabla 4-21 podemos constatar que
13080 > 11200 𝑂𝐾
Esto indica que el elemento más débil es el Piñón, por lo cual nuestro análisis de diseño
por resistencia, se enfocara en él.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
145
Ecuación de Lewis
Aplicando la ecuación (67)
𝑊𝑆 =𝑆𝑜 ∙ 𝐹 ∙ 𝑌
𝑘𝑓 ∙ 𝑃𝑑=
35000 1.5 (0.32)
1.7(8)
𝑊𝑆 = 1235.294 𝐼𝑏
𝑊𝑆 ≈ 1250 𝐼𝑏
Carga dinámica “Wd”
Para un cálculo tentativo de la carga dinámica, se puede aplicar la ecuación (68)
teniendo en cuenta que el engrane será tallado comercialmente.
𝑊𝑑 =600 + 𝑣
600∙ 𝑊𝑡 − − − (68)
Donde
Wd = Carga dinámica
v =Velocidad lineal
Wt = Fuerza tangencial
La fuerza tangencial se calcula mediante la ecuación (69), que a continuación se
presenta.
𝑊𝑡 =33000 ∙ 𝑃
𝑣− − − (69)
Sabemos que la potencia que el moto-reductor es de 3 HP, y que la velocidad lineal que
se trasmite a la flecha es de 67 ft/min, por lo tanto, podemos sustituir estos valores en la
ecuación (69) y obtener el resultado de la fuerza tangencial.
𝑊𝑡 =33000(3)
67= 1477.612 𝐼𝑏
Ahora sustituiremos el valor de la fuerza tangencial en la ecuación (68), por lo tanto, la
carga dinámica es:
𝑊𝑑 =600 + 67
600(1477.612)
𝑊𝑑 = 1642.612 𝐼𝑏
𝑊𝑑 ≈ 1650 𝐼𝑏

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
146
Comprobación del diseño por resistencia
Según el criterio de diseño (ecuación 70)
𝑊𝑆 > 𝑊𝑑 − − − (70)
Para nuestro caso tenemos que:
1250 < 1650
El diseño no cumple con el criterio y por lo tanto, tenemos que interactuar nuevamente.
Segunda iteración
Tipo de material (ver tabla 4-19)
Elemento Material S0 [psi]
Piñón SAE 2345 OQT 50000
Rueda SAE 3115 OQT 37000 Tabla 4-19 Tipo de material
Elemento más débil (ver tabla 4-21)
Características Piñón Rueda
Material SAE 2345 OQT SAE 3115 OQT
Esfuerzo permisible “S0” 50000 37000
Numero de dientes “N” 20 81
Factor de Lewis 0.320 0.436
S0 Y [psi] 16000 16132 Tabla 4-21 Elemento más débil
Según el criterio de diseño de la ecuación (66)
𝑆𝑜 ∙ 𝑌 𝐺 ≥ 𝑆𝑜 ∙ 𝑌 𝑃 − − − (66)
Observando la tabla 4-21 podemos constatar que
16132 > 16000 𝑂𝐾
Esto indica que el elemento más débil es el Piñón, por lo cual nuestro análisis de diseño
por resistencia, se enfocara en él.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
147
Ecuación de Lewis
Aplicando la ecuación (67)
𝑊𝑆 =𝑆𝑜 ∙ 𝐹 ∙ 𝑌
𝑘𝑓 ∙ 𝑃𝑑=
50000 1.5 (0.32)
1.7(8)
𝑊𝑆 = 1764.706 𝐼𝑏
𝑊𝑆 ≈ 1770 𝐼𝑏
Comprobación del diseño por resistencia
Según el criterio de diseño (ecuación 70)
𝑊𝑆 > 𝑊𝑑 − − − (70)
Para nuestro caso tenemos que:
1770 > 1650 𝑂𝐾
El diseño cumple con el criterio y por lo tanto es satisfactorio por resistencia.
Una de las técnicas empleadas por la AGMA consiste en usar la ecuación de Lewis
modificada, para determinar el tipo de material con el que se elaboraran los engranes,
este método es basado en la flexión de los dientes y es parecido al diseño por resistencia.
La secuencia de diseño para llevar acabo la selección del material es la siguiente.
1. Calcular la fuerza tangencial Wt (ver ecuación 69).
2. Seleccionar el valor del factor geométrico “J”, tanto del piñón como de la rueda
3. Calcular los diversos factores que forman parte de la ecuación de Lewis
modificada (Ver ecuación 71).
𝑆𝑡 =𝑊𝑡 ∙ 𝑃𝑑𝐹 ∙ 𝐽
∙ 𝐾𝑂 ∙ 𝐾𝑠 ∙ 𝐾𝑚 ∙ 𝐾𝐵 ∙ 𝐾𝑣 − − − (71)
4. Seleccionar el material adecuado en base al criterio de la ecuación (72) 𝑆𝑡 < 𝑆𝑎𝑡 − − − (72)
Fuerza tangencial “Wt”
Anteriormente se ha calculado la fuerza tangencial con la ecuación (69), por lo cual solo
pondremos su valor calculado.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
148
𝑊𝑡 =33000(3)
67= 1477.612 𝐼𝑏
Factor geométrico “J”
El factor geométrico no es mas que una relación entre el factor de Lewis “Y”, y el factor
teórico de concentración de esfuerzos “Kt”.
Para obtener los valores de “J”, es necesario conocer dos variables dentro de la
geometría del arreglo para transmitir potencia, es decir, conociendo el número de dientes
del piñón y el número de dientes de la rueda, el factor geométrico puede obtenerse de la
figura 4-31.
Fig. 4.31 factor geométrico “J”
Los valores encontrados en la figura 4-31 para los valores del factor geométrico “J” son:
JP= 0.325
JG= 0.425

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
149
Factor de sobrecarga “K0”
Se consideran 3 características básicas para seleccionar el tipo de carga, la cual da
pauta para poder seleccionar el factor de sobrecarga (ver tabla 4-21).
Maquina Impulsada
Fuente de potencia Uniforme Choque ligero Choque
moderado
Choque
pesado
Uniforme 1.00 1.25 1.50 1.75
Choque ligero 1.20 1.40 1.75 2.25
Choque moderado 1.30 1.70 2.00 2.75 Tabla 4-21 Factores de sobrecarga Ko
Puesto que nuestro diseño del tren de laminación implica un funcionamiento uniforme
debido a la velocidad constante, se eligió, en base a la tabla 4-21, el factor de
sobrecarga igual a uno.
KO= 1 (trabajo uniforme)
Factor de tamaño “Ks”
Según la AGMA, para la mayoría de las transmisiones por engranes se considera un valor
igual a uno para pasos diametrales iguales o mayores a 5.
Ks= 1
Factor de distribución de carga “Km”
Para obtener el factor de distribución de carga se empleara la ecuación (73), la cual
involucra variables de diseño del engrane.
𝐾𝑚 = 1 + 𝐶𝑝𝑓 + 𝐶𝑚𝑎 − − − (73)
Donde
Cpf= Factor de proporción del piñón.
Cma= Factor por alineamiento de engranado.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
150
Fig. 4-32 Factor de proporción y alineamiento
Tanto el factor de proporción como el de alineamiento, se obtienen de la figura 4-32.
Los valores obtenidos de la figura 4-32 para los factores tanto de proporción como de
alineamiento son:
Cpf basado en 𝐹
𝐷𝑝=
1.5
2.5= 0.6
𝐶𝑝𝑓 =𝐹−0.025
10 ∙ 𝐷𝐺= 1.5 −0.025
10(2.5)
𝐶𝑝𝑓 = 0.04
Cma para unidades comerciales se emplea la siguiente ecuación.
𝐶𝑚𝑎 = 0.127 + 0.0158𝐹 − 1093 × 10−4 ∙ 𝐹2
𝐶𝑚𝑎 = 0.127 + 0.0158(1.5) − 1093 × 10−4 ∙ 1.52
𝐶𝑚𝑎 = 0.151

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
151
Factor de espesor de orilla “KB”
Este factor es aquel que nos indica cuanto debe de tener de espesor de orilla para
ahorrar material en la rueda o el piñón en caso de que estos tengan un diámetro de paso
muy grande.
Para uso común en ingeniería, el factor de espesor de orilla es igual a uno, esto asegura
que el diente no falle cuando se encuentra en uso.
𝐾𝐵 = 1
Factor dinámico “Kv”
Este factor esta expresado por la ecuación (74)
𝐾𝑣 = 𝐴 + 𝑣𝑡
12
𝐴
𝐵
−− − (74)
Donde A y B están dadas por las siguientes ecuaciones:
𝐵 = 12 − 𝑄𝑉
4
23
− − − (75)
𝐴 = 50 + 56 1 − 𝐵 − −− (76)
En donde el término “QV” indica el número de calidad del engrane, que para maquinaria
en general es igual a 6, por lo tanto al evaluar la ecuación (75) de “B”, tenemos:
𝐵 = 12 − 6
4
23
= 0.826
Para A encontramos que el valor de la ecuación (76) es el siguiente.
𝐴 = 50 + 56 1 − 0.826 = 59.773
Una vez teniendo los valores correspondientes de “A” y de “B”, podemos evaluar el factor
dinámico.
𝐾𝑣 = 59.773 + 67
12
59.773
0.826
= 1.112

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
152
Número de esfuerzo flexionante “St”(Ecuación de Lewis modificada)
Ahora que ya se han evaluado los diversos términos que componen la ecuación de Lewis
modificada (ver ecuación No. 71), podemos calcularla y obtener un valor teórico tanto
para el piñón como para la rueda.
Piñón
𝑆𝑡𝑃 =1500 8
1.5 0.325 1.19 1.112 = 32565.977 𝑝𝑠𝑖
Rueda
𝑆𝑡𝐺 = 𝑆𝑡𝑃𝐽𝑃𝐽𝐺
= 325665.977 0.325
0.425 = 24903.394 𝑝𝑠𝑖
Selección del material
Para la selección del material para los elementos de transmisión de potencia,
emplearemos el criterio mencionado en el punto 4 con la ecuación (72).
𝑆𝑡 < 𝑆´𝑎𝑡 − − − (72)
Donde “S´at” esta definida por la ecuación (77)
𝑆´𝑎𝑡 =𝑆𝑎𝑡 ∙ 𝑌𝑁
𝑆𝐹 ∙ 𝐾𝑅−− − (77)
Si sustituimos el valor de la ecuación (77) en el criterio que marcamos en el punto 4 con la
ecuación (72), y despejamos el valor de “Sat”, podremos seleccionar el material
adecuado para el piñón y para la rueda.
𝑆𝑡 <𝑆𝑎𝑡 ∙ 𝑌𝑁
𝑆𝐹 ∙ 𝐾𝑅
Despejando “Sat”
𝑆𝐹 ∙ 𝐾𝑅 ∙ 𝑆𝑡
𝑌𝑁< 𝑆𝑎𝑡
Donde
SF = Factor de seguridad
KR= Factor de confiabilidad
YN = Factor de ciclos de esfuerzo

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
153
Factor de ciclos de esfuerzo
Este factor es obtenido de la figura 4-33, que muestra el factor de ciclos de esfuerzo. Para
la práctica general en ingeniería, se emplea la ecuación (78)
Fig. 4-33 Factor de ciclos de esfuerzo
𝑌𝑁 = 1.3558 ∙ 𝑁𝐶
−0.0178 − − − (78)
Donde NC es el número de ciclos del elemento de transmisión de potencia y se calcula de
forma similar como cuando se seleccionaron los cojinetes de la flecha, la ecuación es la
siguiente. 𝑁𝐶 = 60 ∙ 𝐿 ∙ 𝑛 ∙ 𝑞 − − − (79)
Donde
L = Vida de diseño en horas
n = Velocidad angular del engrane [rpm]
q = Numero de aplicaciones de carga por revolución
Para nuestro caso, los valores de los términos de la ecuación (79), que emplearán tanto
para el piñón como para la rueda son:
L = 25000 hr (maquinara en industrial en general)
nP = 102 rpm
nG = 25.16 rpm
qP = 1
qG = 2
SF = 1.25 (Uso común en ingeniería)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
154
Calculando la ecuación (79) para el piñón y para la rueda, tenemos los siguientes valores.
Piñón
𝑁𝐶𝑃 = 60 25000 102 1 = 1.53 × 108𝐶𝑖𝑐𝑙𝑜𝑠
Rueda
𝑁𝐶𝐺 = 60 25000 25.16 1 = 7.548 × 107𝐶𝑖𝑐𝑙𝑜𝑠
Evaluando la ecuación (78) para los dos elementos de transmisión (piñón y rueda)
Piñón
𝑌𝑁𝑃 = 1.3558 1.53 × 108 −0.0178 = 0.9694
Rueda
𝑌𝑁𝐺 = 1.3558 7.548 × 107 −0.0178 = 0.9817
Con los términos evaluados, podemos emplear el criterio y evaluar para la selección de
materiales.
Piñón
𝑆𝐹 ∙ 𝐾𝑅 ∙ 𝑆𝑡𝑃
𝑌𝑁𝑃< 𝑆𝑎𝑡𝑃
1.25 1 (32565.977)
0.9494< 𝑆𝑎𝑡𝑃
41992.440 𝑝𝑠𝑖 < 𝑆𝑎𝑡𝑃
Rueda
𝑆𝐹 ∙ 𝐾𝑅 ∙ 𝑆𝑡𝐺
𝑌𝑁𝐺< 𝑆𝑎𝑡𝐺
1.25 1 (24903.394)
0.9817< 𝑆𝑎𝑡𝐺
31709.523 𝑝𝑠𝑖 < 𝑆𝑎𝑡𝐺

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
155
Con estos valores y teniendo en cuenta la figura 4-34
Fig. 4-34 Numero de esfuerzo flexionante admisible
El empleo de la grafica para poder seleccionar un material es el siguiente.
1. Con base al número de esfuerzo flexionante calculado “St”, identificar, en el eje de
las ordenadas (Y) el valor más próximo a este numero.
2. Trazar una línea perpendicular al eje ordenado, hasta interceptar la línea del
número de esfuerzo flexionante admisible “Sat”
3. Tomando dicho punto de intersección, trazar una línea vertical tomar como base
la dureza Brinell aproximada, la cual se encuentra en eje de las abscisas (X).
4. Seleccionar un material tomando en cuenta su dureza y a la ecuación que marca
la línea que se intercepto en la figura 4-34.
Una vez hecha la secuencia que se describió arriba, los resultados obtenidos y el material
seleccionado para la rueda y para el piñón es:
Rueda
HBT = 250 (Tomado de la fig. 4-34)
Material: AISI 1040 OQT 400
HBR = 262

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
156
Empleando la ecuación (80) tomado de la figura 4-34.
𝑆𝑎𝑡𝐺 = 77.3 ∙ 𝐻𝐵 + 12800 −− − (80)
𝑆𝑎𝑡𝐺 = 77.3 262 + 12800
𝑆𝑎𝑡𝐺 = 33052.600 𝑝𝑠𝑖
Evaluando el valor contra el criterio desarrollado, tenemos que el material es aceptable
para la aplicación a la cual esta destinada.
31709.523 𝑝𝑠𝑖 < 33052.600𝑝𝑠𝑖 − − − 𝑂𝑘
Piñón
Sat = 55 Ksi
Material: AISI 4620 SOQT 450 (cementado)
HRC = 59
Esfuerzo en el núcleo es igual a 155 Ksi.
Hasta este punto los materiales para los elementos cumplen sin ningún problema, pero
ahora hace falta evaluar y seleccionar estos materiales por diseño al desgaste que
muchos en ingeniería lo conocemos, también, por resistencia a la picadura.
Diseño por desgaste
El diseño por desgaste es un punto crítico en la selección del material, ya que aquí es
donde la transmisión puede llegar a fallar, puesto que el diente del engrane puede
comenzar a fallar por picadura que posteriormente puede llegar a la ruptura del mismo.
La AGMA tiene un método analítico para realizar el cálculo para la selección de los
materiales en base al esfuerzo de contacto.
La secuencia de diseño para seleccionar el material con el criterio de resistencia a la
picadura es el siguiente.
1. Calcular el número de esfuerzo de contacto con la ecuación (81)
𝑆𝐶 = 𝐶𝑃 𝑊𝑡 ∙ 𝑘0 ∙ 𝐾𝑆 ∙ 𝐾𝑚 ∙ 𝐾𝑣
𝐹 ∙ 𝐷𝑃 ∙ 𝐼
12
− − − (81)
2. Conociendo el valor del esfuerzo de contacto se puede aplicar el criterio para la
selección de material el cual se muestra a continuación en la ecuación (82).
𝑆𝑐 < 𝑆´𝑎𝑐 −− − (82)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
157
3. Una vez evaluado el criterio anterior, se procede a seleccionar el material y
corroborar contra los materiales seleccionados en el diseño por resistencia.
Numero de esfuerzo de contacto
Este numero de esfuerzo de contacto se calcula con la ecuación (81), en esta ecuación
intervienen factores parecidos a los mostrados en el numero de esfuerzo flexionante, los
cuales, para uso del diseño serán iguales.
𝑆𝐶 = 𝐶𝑃 𝑊𝑡 ∙ 𝑘0 ∙ 𝐾𝑆 ∙ 𝐾𝑚 ∙ 𝐾𝑣
𝐹 ∙ 𝐷𝑃 ∙ 𝐼
12
− − − (81)
Donde
CP = Coeficiente elástico
Wt = Fuerza tangencial [Lb]
S0 = Factor de sobrecarga
KS = Factor de tamaño
Km = Factor de distribución de carga
Kv = Factor dinámico
DP = Diámetro de Piñón
F = Ancho de cara [In]
I = Factor de geometría para la picadura
La variable correspondiente al factor de geometría para la picadura, se evalúa en base a
la figura 4-35, que a continuación se presenta.
Fig. 4-35 Factor de geometría “I”

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
158
Para nuestro análisis tenemos los siguientes datos.
CP = 2300 (Engranes de acero)
Wt = 1500 Ib
K0 = 1 (Carga uniforme)
KS = 1
Km = 1.19
Kv = 1.112
F = 1.5
DP = 2.5
I = 0.112
Sustituyendo los valores en la ecuación (81) para obtener el numero de esfuerzo de
contacto.
𝑆𝑐 = 2300 1500 1.19 1.112
1.5 2.5 0.112
12
= 158115.591 𝑝𝑠𝑖
Criterio de selección de material
Para seleccionar el material se aplica el criterio de la ecuación (82), establecido en el
punto 2.
𝑆𝑐 < 𝑆´𝑎𝑐 −− − (82)
Donde “S´ac” esta definida por la ecuación (83)
𝑆´𝑎𝑐 =𝑆𝑎𝑐 ∙ 𝑍𝑁 ∙ 𝐶𝐻𝑆𝐹 ∙ 𝐾𝑅
− − − (83)
Si sustituimos el valor de la ecuación (83) en el criterio de la ecuación (82) y despejamos el
valor de “Sac”, podremos seleccionar el material adecuado para el piñón y para la rueda.
𝑆𝑐 <𝑆𝑎𝑐 ∙ 𝑍𝑁 ∙ 𝐶𝐻𝑆𝐹 ∙ 𝐾𝑅
Despejando “Sac”
𝑆𝐹 ∙ 𝐾𝑅 ∙ 𝑆𝑐𝑍𝑁 ∙ 𝐶𝐻
< 𝑆𝑎𝑐
Donde
SF = Factor de seguridad
KR = Factor de confiabilidad
ZN = Factor de resistencia a la picadura por número de ciclos de esfuerzo
CH = Factor de relación de durezas

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
159
Para nuestro caso, los valores determinados son:
SF = 1 (No hay más incertidumbre de la que ya interviene en los coeficientes)
KR = 1 (0.99 de confiabilidad)
Factor de resistencia a la picadura por numero de ciclos de esfuerzo
Este factor esta dado por la ecuación (84) y se emplea tanto para el piñón como para la
rueda (ver figura 4-36).
Fig. 4-36 Factor de resistencia a la picadura por ciclos de esfuerzo
De la figura 4-36 se tomó la ecuación (84), la cual la evaluaremos de la siguiente manera.
𝑍𝑁 = 1.4488 ∙ 𝑁−0.023 −− − (84)
Piñón
𝑍𝑁𝑃 = 1.4488 1.53 × 108 −0.023 = 0.939
Rueda
𝑍𝑁𝑃 = 1.4488 7.548 × 108 −0.023 = 0.939

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
160
Aplicando la ecuación (82) desarrollada, tanto para el piñón como para la rueda,
podemos evaluar y decidir que tipo de material cumple con las necesidades de trabajo.
Piñón
𝑆𝐹 ∙ 𝐾𝑅 ∙ 𝑆𝑐𝑍𝑁 ∙ 𝐶𝐻
< 𝑆𝑎𝑐𝑃
1 1 (158115.59)
0.939(1)< 𝑆𝑎𝑐𝑃
168387.211 𝑝𝑠𝑖 < 𝑆𝑎𝑐𝑃
Rueda
𝑆𝐹 ∙ 𝐾𝑅 ∙ 𝑆𝑐𝑍𝑁 ∙ 𝐶𝐻
< 𝑆𝑎𝑐𝐺
1 1 (158115.59)
0.955(1)< 𝑆𝑎𝑐𝐺
165566.064 𝑝𝑠𝑖 < 𝑆𝑎𝑐𝐺
Selección de materiales
Piñón
Sac = 180 ksi (grado 1)
Material AISI 4620 SOQT 450 (Cementado)
HRC = 59 = 653 HB
Esto indica que el criterio Sc < Sac esta bien para el piñón y cumple satisfactoriamente para
la función destinada.
Rueda
Seleccionando en base al grado 2
Material AISI 4140 OQT 900 °F
HB = 388 𝑆𝑎𝑐 = 349 ∙ 𝐻𝐵 + 34300 = 349 388 + 34300
𝑆𝑎𝑐 = 169712 𝑝𝑠𝑖
Este valor calculado indica que el criterio Sc < Sac para el caso de la rueda cumple con la
función.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
161
Secuencia de dibujo para componentes adicionales del piñón y rueda
Anteriormente se realizo una descripción de cómo poder dibujar la curva involuta de los
dientes para engranes con el programa Autodesk Mechanical Desktop. En este punto
hablaremos de arreglos que se practican en el diseño de estos elementos con el objetivo
de hacerlos lo mas eficientes posibles, estos arreglos incluyen los que a continuación se
muestran.
1. Numero de brazos o rayos
2. El cubo o el mamelón (diámetro y longitud)
3. El cuñero o chavetero (ancho, largo y longitud)
4. Espesor de orilla
Número de brazos o rayos
Para realizar los brazos de la rueda se emplea la ecuación (85) que se presenta a
continuación.
𝐵 = 𝑘 25.4
𝑃𝑑∙ 𝑁
12
− −− (85)
Donde
B = Número de brazos del engrane
k = Constante de proporcionalidad (3/16)
Pd = Paso diametral [In]
N = Numero de dientes del engrane
Aplicando la ecuación (85) con los valores ya conocidos.
𝐵 =3
16
25.4
8 (81)
12
= 3.007
𝐵 ≈ 3 𝑏𝑟𝑎𝑧𝑜𝑠
Esto quiere decir que la rueda tendrá 3 brazos para soportar los dientes, esto con el fin de
ahorrar espacio y peso a la rueda.
El cubo o mamelón
El cubo o mamelón es una extensión que ayuda a los elementos que transmiten potencia
como por ejemplo poleas, volantes o engranes, a tener mayor rigidez. Para calcularlo
existen 3 ecuaciones basadas en la experiencia un que define su diámetro y dos para la
longitud. 𝐷𝑀 = 1.5 ∙ 𝐷 − − − (86)
Para la longitud del mamelón se emplean las siguientes ecuaciones aceptables.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
162
𝑙𝑀 = 𝐷 −− − (87)
𝑙𝑚 = 𝐹 + 1.025 ∙ 𝑃𝑑 − − − (87)
Cuñero o chavetero
Para realizar o maquinar el cuñero se emplea la tabla 4-2 que muestra el tamaño de la
cuña en función del diámetro de la flecha.
Espesor de orilla “tr”
El espesor de orilla esta definido por una relación basada en un factor que se empleo
cuando se selecciono el material del engrane y por la altura total del diente, la ecuación
(88) muestra como se calcula (ver figura 4-37).
𝑡𝑅 = 𝐾𝐵 ∙ 𝑡 −− − (88)
Fig. 4-37 Espesor de orilla
4.6.- Diseño final de flechas de transmisión
Las funciones y los parámetros de diseño son los mismos que los presentados en el tema
“Propuesta para flecha” modificando algunos pasos en la secuencia de diseño.
4.6.1.- Secuencia de diseño para la flecha
a) Arreglo general del conjunto de los elementos que intervienen en la máquina (Eje,
engranes, cojinetes, moto-reductor)
b) Diagrama de cuerpo libre de las fuerzas que interactúan en la flecha.
c) Análisis de las fuerzas que intervienen en los elementos de transmisión de potencia
(engranes y flecha).
d) Calculo de la longitud real de la flecha, tomando en cuenta las longitudes de los
soportes de brida, los cojinetes y el bastidor.
e) Calculo de las reacciones y análisis de fuerzas cortantes y momentos flexionantes.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
163
f) Aplicación de la ecuación del código AGMA para determinar los diámetros
mínimos requeridos.
g) Seleccionar los diámetros con dimensiones preferidas.
h) Comprobar el diseño en base a la rigidez.
i) Calculo y selección de elementos restantes (cuñas y cuñeros)
Arreglo general del conjunto de elementos de la máquina
En el siguiente arreglo se pretende mostrar la disposición de los elementos que intervienen
en la transmisión de potencia, esto viéndolo desde un punto de vista como un
subconjunto de la máquina en si. En este bosquejo (ver fig 4-28), se muestran los elementos
de transmisión de potencia, cómo es su cinemática así como también se muestran todas
las variables que nos ayudaran a determinar la cinética de estos elementos para realizar
el estudio final de la flecha.
Fig. 4-28 Arreglo de elementos de transmisión (repetida)
Donde
C1= Distancia entre centros de engranes “E” y “G”
C2= Distancia entre centros de engranes “E” y “P”
Y1= Distancia de la mesa de trabajo al centro del engrane motriz (rueda)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
164
Y2 = Distancia de la mesa de trabajo al centro del engrane motor (piñón). Ver anexo 05
dimensiones “H”.
Y3 = Distancia vertical de centro a centro de engranes “E” y “P”
DP = Diámetro de paso del piñón
DG = Diámetro de paso de la rueda “E” y “F”
nP = Velocidad angular del piñón en rpm
nE = nG = Velocidad angular de las ruedas “E” y “G” en rpm
α = Angulo de inclinación del piñón con respecto a la rueda
La distancia entre centros “C1” ya se ha calculado (ver ecuación No. 49) cuando se toco
el punto referente al arreglo de la transmisión, este tiene el valor siguiente.
𝐶 = 𝐶1 =𝐷𝑅2
+𝐷𝑅2
+ 𝑡 = 𝐷𝑅 + 𝑡 = 10 + 0.135
𝐶 = 𝐶1 = 10.135 𝐼𝑛
Para el calculo de la distancia entre centros para los engranes motor y motriz, “P” y “E”
respectivamente se emplea la ecuación (89) que se muestra en seguida.
𝐶2 =𝐷𝐺2
+𝐷𝑃2− − − (89)
Sustituyendo los valores obtenidos con anterioridad en la ecuación (89) tenemos.
𝐶2 =10.135
2+
2.5
2= 6.3175 5 𝐼𝑛
Los valores Y1 y Y2 se obtuvieron del diseño de los bastidores y del manual de moto-
reductores que se presenta en el anexo 05, estas dos dimensiones nos dan el valor
numérico de Y3, al observar la figura 4-28 por simple inspección se deduce la siguiente
ecuación (90).
𝑌3 = 𝑌1 − 𝑌2 −− − (90)
𝑌3 = 6.7 − 6.3 = 0.4 𝐼𝑛
Tanto la velocidad angular de la rueda como del piñón ya se han definido con
anterioridad, aquí solo mostraremos los valores que se han calculado.
𝑛𝑃 = 102 𝑟𝑝𝑚
𝑛𝐺 = 25.16 𝑟𝑝𝑚
Para el caso del ángulo de inclinación del piñón con respecto a la rueda, por simple
trigonometría obtenemos el ángulo “α”.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
165
AZ
𝛼 = sin−1𝑌3
𝐶2
= sin−10.4
6.3175= 3.63°
Diagrama de cuerpo libre de las fuerzas que interactúan en la flecha
Teniendo las herramientas necesaria para el análisis, procedemos a identificar las cargas
que intervienen en la flecha. Para ello nos auxiliaremos de la figura 4-38.
En esta figura se indican las cargas así como también las longitudes “b” y “c”, las cuales se
encuentran dimensionadas desde el centro del elemento (cojinete, herramienta de
doblado o engrane) donde, se supone, actúa la carga.
Fig. 4-38 Fuerzas que interactúan en la Flecha
Análisis de fuerzas en la flecha
Para el análisis de fuerzas, solo hace falta analizar los elementos de transmisión de
potencia, es decir, los engranes. Esto lo haremos con la ayuda de las figuras 4-28, 4-38 y la
figura 4-39, que se muestra a continuación.
P
AY
BY
BZ
ΣFZ
ΣFY
Fr
b
b
c
A
C
B
E
Y
Z X

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
166
Fig. 4-39 Diagrama de cuerpo libre de engranes
En el diagrama de cuerpo libre de la figura 4-38 se muestran las fuerzas que actúan sobre
el engrane generadas por el piñón “P” y la rueda “G”.
Donde
WrG = Fuerza radial que ejerce el engrane “G” sobre el engrane “E” [Lb]
WtG = Fuerza tangencial que ejerce el engrane “G” sobre el engrane “E” [Lb]
WrP = Fuerza radial que ejerce el engrane “P” sobre el engrane “E” [Lb]
WtP = Fuerza tangencial que ejerce el engrane “P” sobre el engrane “E” [Lb]
WG = Peso propio del engrane “E” [Lb]
En el análisis de estas fuerzas es necesario plantear el problema, de forma tal que se
identifiquen la velocidad angular de los elementos de transmisión y el flujo de potencia a
través de la flecha, a continuación plantearemos el problema para el análisis.
Planteamiento del problema
El engrane “G” recibe 3 HP del piñón “P” a una velocidad angular 𝑛𝑝 = 102 𝑟𝑝𝑚 en donde
el mismo engrane “E” entrega 1.5 HP de potencia al engrane “G” con una velocidad
angular de 𝑛𝐺 = 25 𝑟𝑝𝑚. Tanto el engrane motor “P” como el motriz “E” tienen un ángulo
de presión φ = 20°, los diámetros de paso son de DP = 2.5 In para el piñón y DG = 10.135 In
para la rueda y el numero de dientes para el piñón es NP = 20 y para la rueda NG =81.
Ahora procedemos al calculo de las fuerzas que se muestran en el punto “E” de la figura
4-38 y basándonos en el diagrama de cuerpo libre de la figura 4-39.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
167
Fuerzas que el engrane motor “P” ejerce sobre el engrane motriz “E”
Para calcular las fuerzas que el piñón ejerce sobre la rueda comenzaremos por calcular la
fuerza tangencial “Wt” en función del torque (ecuación No. 91) y del diámetro de paso, y
luego calcular la fuerza radial.
𝑊𝑡 =2𝑇
𝐷− − − (91)
Aplicando la ecuación (9) para el torque.
𝑇𝑃 =63025𝑃
𝑛𝑃=
63025(3)
102= 1853.68 𝐿𝑏. 𝐼𝑛
Sustituyendo el valor del torque “T” y del diámetro de paso del piñón “DP” en la ecuación
(91) obtendremos el valor de la fuerza tangencial.
𝑊𝑡𝑃 =2(1853.68)
2.5= 1482.94 𝐿𝑏
𝑊𝑡𝑃 ≈ 1500 𝐿𝑏
Para el cálculo de la fuerza radial empleamos la ecuación (92) que a continuación se
muestra.
𝑊𝑟 = 𝑊𝑡 tan𝜑 − − − (92)
𝑊𝑟𝑃 = 1500 tan 20° = 545.95 𝐿𝑏
𝑊𝑟𝑃 ≈ 550 𝐿𝑏
Fuerzas que el engrane motriz “G” ejerce sobre el engrane motriz “E”
El procedimiento para el calculo de las fuerzas que el engrane motriz “G” ejerce sobre el
engrane “E” (ver figura 4-38) es idéntico al mostrado en el punto anterior, es decir se
aplican las mismas ecuaciones.
Aplicando la ecuación (9) para el torque.
𝑇𝐺 =63025𝑃
𝑛𝐺=
63025(1.5)
25.16= 3757.45 𝐿𝑏. 𝐼𝑛
𝑇𝐺 ≈ 3760 𝐿𝑏. 𝐼𝑛
Sustituyendo el valor del torque “T” y del diámetro de paso de la rueda “DG” en la
ecuación (91) obtendremos el valor de la fuerza tangencial.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
168
𝑊𝑡𝐺=
2(3760)
10.135= 741.98 𝐿𝑏
𝑊𝑡𝑃 ≈ 742 𝐿𝑏
Para el cálculo de la fuerza radial empleamos la ecuación (92) que a continuación se
muestra.
𝑊𝑟𝐺 = 742 tan 20° = 269.33 𝐿𝑏
𝑊𝑟𝐺
≈ 270 𝐿𝑏
Ahora que conocemos el valor del torque, es necesario re calcular los valores tanto de la
fuerza de fricción “Fr” como de la fuerza normal y de la carga “P”, ver figura 4-38.
Aplicando la ecuación (16) y despejando la fuerza de fricción, con el fin de dejarla en
función del torque, tenemos lo siguiente.
∴ 𝑇 = 𝐹𝑟 ∙𝐷𝑅2− − − (16)
𝐹𝑟 =2 ∙ 𝑇
𝐷𝑅
Tomando los valores del torque y del diámetro del rodillo.
T= 3760 [Lb.In]
DR= 10 [In]
𝐹𝑟 =2 3760
10
𝐹𝑅 = 752 𝐼𝑏
Ahora, aplicando la ecuación (15) y despejando la fuerza normal y recordando que el
valor del coeficiente de fricción dinámico “μK” es igual a 0.155, podremos obtener la
nueva magnitud de la fuerza normal.
𝐹𝑟 = 𝜇𝑘 ∙ 𝑁 − − − (15)
Despejando N y sustituyendo los valores.
𝑁 =𝐹𝑟𝜇𝑘
=752
0.15
𝑁 = 4851.61 𝐿𝑏

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
169
Recordando que la fuerza P esta dada por:
𝑃 = 𝑊𝑅 − 𝑁 = 225.04 − 4851.61 = 4626.57 𝐿𝑏
𝑃 ≈ 4650 𝐿𝑏
Sumatoria de fuerzas en los ejes “X” y “Z”
Tomando como base la figura 4-39 que muestra el diagrama de cuerpo libre de los
elementos de transmisión, podemos calcular las fuerzas resultantes que actuaran en el
engrane motor (rueda “E”).
Para la sumatoria de fuerzas en el eje “Z” empleamos la siguiente ecuación de estática.
𝐹𝑧 = 0;
−𝑊𝑡𝐺 + 𝑊𝑟𝑃 cos𝛼 + 𝑊𝑡𝑃 sin𝛼 = 0
𝐹𝑧 = −742 + 550 cos 3.63° + 1500 sin 3.63° = −92.134 𝐿𝑏
𝐹𝑧 ≈ −100 𝐿𝑏
Para la sumatoria de fuerzas en el eje “Y” empleamos la siguiente ecuación.
𝐹𝑦 = 0;
−𝑊𝑟𝐺 + 𝑊𝑟𝑃 sin𝛼 −𝑊𝑡𝑃 cos𝛼 −𝑊𝐺 = 0
En donde, para el calculo del peso propio del engrane motor “E”, es necesario conocer su
volumen “V” y el peso especifico del acero “γ”, aplicando la ecuación (14) para la rueda.
𝑊𝐺 = 𝛾 ∙ 𝑉 − − − (14)
El volumen de la rueda es V = 51.4164 In3 (obtenido del software Mechanical Desktop
2008) y el peso especifico del acero es γ= 490 [Lb/ft3]= 0.2836 [Lb/In3]. Sustituyendo en la
ecuación (14) tenemos.
𝑊𝐺 = 51.4164 0.2836 = 14.582 𝐿𝑏
𝑊𝐺 ≈ 15 𝐿𝑏
Sustituyendo las fuerzas en la ecuación de sumatorias de fuerzas en el eje “Y”.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
170
AZ
𝐹𝑦 = −270 + 550 sin 3.63° − 1500 cos 3.63° − 15 = −1747.17 𝐿𝑏
𝐹𝑦 ≈ −1750 𝐿𝑏
Los signos negativos calculados indican que las suposiciones hechas en la figura 4-36
actuarán en los ejes negativos correspondientes.
En seguida se muestra nuevamente la figura 4-38 donde se muestra el diagrama de
cuerpo libre de la flecha corregido en el punto “E”.
Fig. 4-38 Fuerzas que interactúan en la Flecha (corregidas)
Longitud real de la flecha
Una vez teniendo todos los elementos que soportara la flecha, se procede a
dimensionarla (ver figura 4-38 y 4-40).
P
AY
BY
BZ
ΣFZ
ΣFY
Fr
b
b
c
A
C
B
E
Y
Z X

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
171
Fig. 4-40 Longitudes que componen a la flecha
Tomando como referencia la figura 4-40, cabe señalar que las dimensiones que a
continuación se muestran, están basadas en dimensiones ya establecidas por los
cojinetes seleccionados, la herramienta de doblado y el engrane motor (rueda), lo único
que se hizo fue deducir una ecuación que brindara un valor numérico para las longitudes
de la flecha en cada sección donde se encuentra un escalonamiento.
Longitud inicial “L1”
Se emplea la ecuación (41), con los datos obtenidos del cojinete 2212 EK del catalogo SKF
(ver tabal 4-13).
𝐿1 = 𝐵𝑎 + 𝐵 + 𝐵2 + 𝑎 − − − (41)
Donde “a” es un factor de distancia establecido para que en el bastidor no exista
interferencia con la flecha, o para que exista una distancia mayor en la longitud que
soportara a la herramienta de doblado, su valor es de una pulgada 1 In = 25.4 mm.
Sustituyendo en la ecuación (38)
𝐿1 = 23 + 28 + 12.5 + 25.4 = 88.9 𝑚𝑚
𝐿1 ≈ 3.5 𝐼𝑛
L1
L2
L3
L4
Y
X Z

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
172
Segunda longitud “L2”
Para la segunda longitud se emplea la ecuación (42), donde ARH es el ancho del rodillo
hembra de los pasos de doblado de la primera etapa, su valor es de 10.5 In.
𝐿2 = 𝐴𝑅𝐻 + 𝑎 − − − (42)
Sustituyendo los valores en la ecuación (39), tenemos.
𝐿2 = 10.5 + 1 = 11.5 𝐼𝑛
Tercera longitud “L3”
Para el calculo de esta longitud se utiliza la ecuación (43), esta incluye un valor de los
datos obtenidos del cojinete 2212 EK del catalogo SKF (ver tabal 4-13).
𝐿3 = 𝐴𝐵 + 𝑎 − − − (43)
Sustituyendo los valores en la ecuación (43) y normalizándolos tenemos.
𝐿3 = 82 + 25.4 = 107.4 𝑚𝑚
𝐿3 = 4.228 𝐼𝑛 ≈ 4.25 𝐼𝑛
Cuarta longitud “L4”
El cálculo de la cuarta longitud se obtiene de la geometría de la rueda, en especial de l a
longitud del mamelón “lm”, más una constante “a´” que establecemos como extensión de
la flecha, su valor es de 1 ¾ de pulgada, la ecuación (93) muestra como obtenerla.
𝐿4 = 𝑙𝑚 + 𝑎´ = 𝐹 + 0.025 ∙ 𝑃𝑑 + 𝑎´ − −− (93)
Sustituyendo los valores donde “F” es el ancho de diente y “Pd” es el paso diametral,
encontramos el valor de “L4”.
𝐿4 = 1.5 + 0.025 8 + 1.75 = 3.45 𝐼𝑛
𝐿4 ≈ 3.5 𝐼𝑛
Longitud total de la flecha
Anteriormente ya se había establecido una ecuación que determinara la longitud total de
la flecha, ahora que ya conocemos las longitudes por segmento, podremos aplicarla (ver
ecuación No. 44)
𝐿𝑇𝐹 = 𝐿1 + 𝐿2 + 𝐿3 + 𝐿4 − −− 44

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
173
𝐿𝑇𝐹 = 3.5 + 11.5 + 4.25 + 3.5 = 22.75 𝐼𝑛
Longitud “b”
Ahora, para la longitud “b”, la cual se toma del centro del cojinete “A” al centro de la
herramienta de doblado “C”, se emplea la ecuación (46) cambiando el término del lado
izquierdo por “b”, recordando que el valor de “a” sigue siendo de 1 pulgada (25.4 mm).
𝑏 =𝐿2
2+ 𝐵𝑎 +
𝐵
2+ 𝑎 − − − (46)
𝑏 =292.1
2+ 23 +
28
2+ 25.4 = 208.45 𝑚𝑚
𝑏 = 8.2067 𝐼𝑛
Longitud “c”
Para el calculo de la longitud “c”, la cual se dimensiona desde el centro del cojinete
hasta el centro del elemento que transmite la potencia (rueda), la ecuación (94) muestra
de que manera obtenerla.
𝑐 =𝐵
2+ 𝐵2 + 𝐴𝐵 − 𝐵𝑎 − 𝐵 − 𝐵2 +
𝐿4
2
Simplificando
𝑐 = 𝐴𝐵 −𝐵
2− 𝐵𝑎 +
𝐿4
2− − − (94)
Sustituyendo los valores en base a la tabla 4-13 y con la longitud “L4” ya calculada
tenemos que:
𝑐 = 82 −28
2− 23 +
88.9
2= 89.45 𝑚𝑚
𝑐 = 3.5217 𝐼𝑛
Calculo de reacciones, cortantes y momentos flexionanates
Reacción en “Z”
𝑀𝑌𝐴 = 0;
−𝐹𝑟𝑏 − 2𝐵𝑧𝑏 + 𝐹𝑧(2𝑏 + 𝑐) = 0

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
174
𝐵𝑧 =−𝐹𝑟𝑎 + 𝐹𝑧 2𝑏 + 𝑐
2𝑏
𝐵𝑧 = −752 8.2067 + 100 2 8.2067 + 3.5217
2 8.2067
𝐵𝑧 = −254.5438 𝐿𝑏
Reacción en “Y”
𝑀𝑍𝐴 = 0;
−𝑃𝑏 + 2𝐵𝑦𝑏 − 𝐹𝑦(2𝑏 + 𝑐) = 0
𝐵𝑦 =𝑃𝑏 + 𝐹𝑦 2𝑏 + 𝑐
2𝑏
𝐵𝑦 = 4650 8.2067 + 1750 2 8.2067 + 3.5217
2 8.2067
𝐵𝑦 = 4450.4844 𝐿𝑏
Reacción en “Z”
𝑀𝑌𝐵 = 0;
𝐹𝑟𝑏 + 2𝐴𝑧𝑏 + 𝐹𝑧𝑐 = 0
𝐴𝑧 =−𝐹𝑟𝑏 − 𝐹𝑧𝑐
2𝑏
𝐴𝑧 =−752 8.2067 − 100 3.5217
2 8.2067
𝐴𝑧 = −397.4563 𝐿𝑏
Reacción en “Y”
𝑀𝑍𝐵 = 0;
𝑃𝑏 − 2𝐴𝑦𝑏 − 𝐹𝑦𝑐 = 0
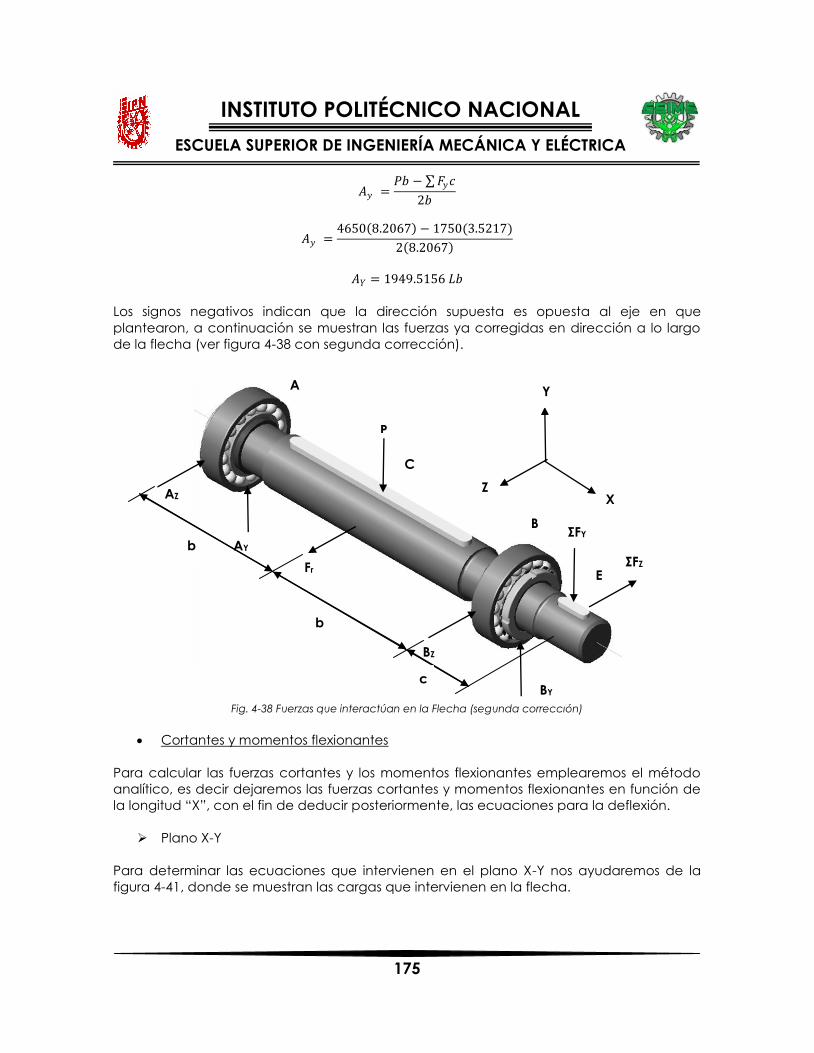
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
175
AZ
𝐴𝑦 =𝑃𝑏 − 𝐹𝑦𝑐
2𝑏
𝐴𝑦 =4650 8.2067 − 1750(3.5217)
2 8.2067
𝐴𝑌 = 1949.5156 𝐿𝑏
Los signos negativos indican que la dirección supuesta es opuesta al eje en que
plantearon, a continuación se muestran las fuerzas ya corregidas en dirección a lo largo
de la flecha (ver figura 4-38 con segunda corrección).
Fig. 4-38 Fuerzas que interactúan en la Flecha (segunda corrección)
Cortantes y momentos flexionantes
Para calcular las fuerzas cortantes y los momentos flexionantes emplearemos el método
analítico, es decir dejaremos las fuerzas cortantes y momentos flexionantes en función de
la longitud “X”, con el fin de deducir posteriormente, las ecuaciones para la deflexión.
Plano X-Y
Para determinar las ecuaciones que intervienen en el plano X-Y nos ayudaremos de la
figura 4-41, donde se muestran las cargas que intervienen en la flecha.
P
AY
BY
BZ
ΣFZ
ΣFY
Fr
b
b
c
A
C
B
E
Y
Z X

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
176
Fig. 4-41 Cargas que actúan en la flecha plano X-Y
Para el segmento de Flecha A-C la condición es:
0 ≤ 𝑥 ≤ 𝑏
Cortante
𝐹𝑌 = 0;
𝐴𝑌 − 𝑉 = 0
𝑉 = 𝐴𝑌 −− − (94)
Momento flexionante
𝑀𝑍 = 0;
𝑀 − 𝐴𝑌 ∙ 𝑥 = 0
𝑀 = 𝐴𝑌 ∙ 𝑥 − − − (95)
Evaluando
Si x = 0
𝑉 = 𝐴𝑌 = 1949.5156 𝐿𝑏
𝑀 = 𝐴𝑌 0 = 0
Si x = b
𝑉 = 𝐴𝑌 = 1949.5156 𝐿𝑏

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
177
𝑀 = 𝐴𝑌 ∙ 𝑏 = 1949.5156 8.2067 𝑀 = 15999.0897 𝐿𝑏. 𝐼𝑛
Para el segmento de Flecha A-B la condición es:
𝑏 ≤ 𝑥 ≤ 2𝑏
Cortante
𝐹𝑌 = 0;
𝐴𝑌 − 𝑉 − 𝑃 = 0
𝑉 = 𝐴𝑌 − 𝑃 − − − (96)
Momento flexionante
𝑀𝑍 = 0;
𝑀 + 𝑃(𝑥 − 𝑏) − 𝐴𝑌 ∙ 𝑥 = 0
𝑀 = −𝑃 𝑥 − 𝑏 + 𝐴𝑌 ∙ 𝑥 − − − (97)
Evaluando
Si x = b
𝑉 = 𝐴𝑌 − 𝑃 = 1949.5156 − 4650
𝑉 = −2700.4844
𝑀 = −𝑃 𝑏 − 𝑏 + 𝐴𝑌 ∙ 𝑏
𝑀 = 𝐴𝑌 ∙ 𝑏 = 1949.5156 8.2067
𝑀 = 15999.0897 𝐿𝑏. 𝐼𝑛
Si x = 2b
𝑉 = 𝐴𝑌 − 𝑃 = 1949.5156 − 4650
𝑉 = −2700.4844
𝑀 = −𝑃 2𝑏 − 𝑏 + 2𝐴𝑌 ∙ 𝑏
𝑀 = −𝑃 ∙ 𝑏 + 2𝐴𝑌 ∙ 𝑏 = −4650 8.2067 + 2(1949.5156) 8.2067

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
178
𝑀 = −6162.9757 𝐿𝑏. 𝐼𝑛
Para el segmento de Flecha A-E la condición es:
2𝑏 ≤ 𝑥 ≤ (2𝑏 + 𝑐)
Cortante
𝐹𝑌 = 0;
𝐴𝑌 − 𝑉 − 𝑃 + 𝐵𝑌 = 0
𝑉 = 𝐴𝑌 − 𝑃 + 𝐵𝑌 − −− (98)
Momento flexionante
𝑀𝑍 = 0;
𝑀 −𝐵𝑌(𝑥 − 2𝑏) + 𝑃(𝑥 − 𝑏) − 𝐴𝑌 ∙ 𝑥 = 0
𝑀 = 𝐵𝑌(𝑥 − 2𝑏)−𝑃 𝑥 − 𝑏 + 𝐴𝑌 ∙ 𝑥 − − − (99)
Evaluando
Si x = 2b
𝑉 = 𝐴𝑌 − 𝑃 + 𝐵𝑌 = 1949.5156 − 4650 + 4450.4844
𝑉 = 1750 𝐿𝑏
𝑀 = 𝐵𝑌(2𝑏 − 2𝑏) − 𝑃 2𝑏 − 𝑏 + 2𝐴𝑌 ∙ 𝑏
𝑀 = −𝑃 ∙ 𝑏 + 2𝐴𝑌 ∙ 𝑏 = −4650 8.2067 + 2(1949.5156) 8.2067
𝑀 = −6162.9757 𝐿𝑏. 𝐼𝑛
Si x = (2b+c)
𝑉 = 𝐴𝑌 − 𝑃 + 𝐵𝑌 = 1949.5156 − 4650 + 4450.4844
𝑉 = 1750 𝐿𝑏
𝑀 = 𝐵𝑌 2𝑏 + 𝑐 − 2𝑏 − 𝑃 2𝑏 + 𝑐 − 𝑏 + 𝐴𝑌(2𝑏 + 𝑐)
𝑀 = 𝐵𝑌 ∙ 𝑐 − 𝑃 𝑏 + 𝑐 + 𝐴𝑌 2𝑏 + 𝑐

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
179
𝑀 = 4450.4844 3.5217 − 4650 8.2067 + 3.5217 + 1949.5156 2 8.2067 + 3.5217
𝑀 = 0
A continuación se presentan los diagramas de fuerza cortante y momento flexionante
para el plano X-Y. Estos diagramas nos ayudarán a identificar el momento máximo en el
eje “Z” a lo largo de la flecha, nos apoyaremos de la figura 4-42.
Fig. 4-42 Cortante y momento flexionante para plano X-Y
AY BY
P ΣFy
X
Y
A
C
B
E

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
180
Plano X-Y
Para determinar las ecuaciones que intervienen en el plano X-Z nos ayudaremos de la
figura 4-43, donde se muestran las cargas que intervienen en la flecha.
Fig. 4-43 Cargas que actúan en la flecha plano X-Z
Para el segmento de Flecha A-C la condición es:
0 ≤ 𝑥 ≤ 𝑏
Cortante
𝐹𝑍 = 0;
−𝐴𝑍 + 𝑉 = 0
𝑉 = 𝐴𝑍 − − − (100)
Momento flexionante
𝑀𝑌 = 0;
𝑀 − 𝐴𝑍 ∙ 𝑥 = 0
𝑀 = 𝐴𝑍 ∙ 𝑥 − − − (101)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
181
Evaluando
Si x = 0
𝑉 = 𝐴𝑍 = 397.4563 𝐿𝑏
𝑀 = 𝐴𝑍 0 = 0
Si x = b
𝑉 = 𝐴𝑍 = 397.4563 𝐿𝑏
𝑀 = 𝐴𝑍 ∙ 𝑏 = 397.4563 8.2067
𝑀 = 3261.8046 𝐿𝑏. 𝐼𝑛
Para el segmento de Flecha A-B la condición es:
𝑏 ≤ 𝑥 ≤ 2𝑏
Cortante
𝐹𝑍 = 0;
−𝐴𝑍 + 𝐹𝑟 + 𝑉 = 0
𝑉 = 𝐴𝑍 − 𝐹𝑟 − − − (102)
Momento flexionante
𝑀𝑌 = 0;
𝑀 + 𝐹𝑟(𝑥 − 𝑏) − 𝐴𝑍 ∙ 𝑥 = 0
𝑀 = −𝐹𝑟 𝑥 − 𝑏 + 𝐴𝑍 ∙ 𝑥 − − − (103)
Evaluando
Si x = b
𝑉 = 𝐴𝑍 − 𝐹𝑟 = 397.4563 − 752
𝑉 = −354.5437 𝐿𝑏
𝑀 = −𝐹𝑟 𝑏 − 𝑏 + 𝐴𝑍 ∙ 𝑏

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
182
𝑀 = 𝐴𝑧 ∙ 𝑏 = 397.4563 8.2067
𝑀 = 3261.8046 𝐿𝑏. 𝐼𝑛
Si x = 2b
𝑉 = 𝐴𝑍 − 𝐹𝑟 = 397.4563 − 752
𝑉 = −354.5437 𝐿𝑏
𝑀 = −𝐹𝑟 2𝑏 − 𝑏 + 2𝐴𝑍 ∙ 𝑏
𝑀 = −𝐹𝑟 ∙ 𝑏 + 2𝐴𝑍 ∙ 𝑏 = −752 8.2067 + 2(397.4563) 8.2067
𝑀 = 352.1708 𝐿𝑏. 𝐼𝑛
Para el segmento de Flecha A-E la condición es:
2𝑏 ≤ 𝑥 ≤ (2𝑏 + 𝑐)
Cortante
𝐹𝑍 = 0;
−𝐴𝑍 + 𝐹𝑟 + 𝑉 − 𝐵𝑍 = 0
𝑉 = 𝐴𝑍 − 𝐹𝑟 + 𝐵𝑍 − − − (104)
Momento flexionante
𝑀𝑌 = 0;
𝑀 − 𝐵𝑍(𝑥 − 2𝑏) + 𝐹𝑟(𝑥 − 𝑏) − 𝐴𝑍 ∙ 𝑥 = 0
𝑀 = 𝐵𝑍(𝑥 − 2𝑏)−𝐹𝑟 𝑥 − 𝑏 + 𝐴𝑍 ∙ 𝑥 − − − (105)
Evaluando
Si x = 2b
𝑉 = 𝐴𝑍 − 𝐹𝑟 + 𝐵𝑍 = 397.4563 − 752 + 254.5438
𝑉 = −100 𝐿𝑏
𝑀 = 𝐵𝑍(2𝑏 − 2𝑏) − 𝐹𝑟 2𝑏 − 𝑏 + 2𝐴𝑍 ∙ 𝑏

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
183
𝑀 = −𝐹𝑟 ∙ 𝑏 + 2𝐴𝑍 ∙ 𝑏 = −752 8.2067 + 2(397.4563) 8.2067
𝑀 = 352.1708 𝐿𝑏. 𝐼𝑛
Si x = (2b+c)
𝑉 = 𝐴𝑍 − 𝐹𝑟 + 𝐵𝑍 = 397.4563 − 752 + 254.5438
𝑉 = −100 𝐿𝑏
𝑀 = 𝐵𝑍 2𝑏 + 𝑐 − 2𝑏 − 𝐹𝑟 2𝑏 + 𝑐 − 𝑏 + 𝐴𝑍(2𝑏 + 𝑐)
𝑀 = 𝐵𝑍 ∙ 𝑐 − 𝐹𝑟 𝑏 + 𝑐 + 𝐴𝑍 2𝑏 + 𝑐
𝑀 = 254.5438 3.5217 − 752 8.2067 + 3.5217 + 397.4563 2 8.2067 + 3.5217
𝑀 = 0
A continuación se presentan los diagramas de fuerza cortante y momento flexionante
para el plano X-Z. Estos diagramas nos ayudarán a identificar el momento máximo en el
eje “Y” a lo largo de la flecha, nos apoyaremos de la figura 4-44.
AZ BZ ΣFZ
Fr
A B
C
Z
X E

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
184
Fig. 4-44 Cortante y momento flexionante para plano X-Z
Momento total resultante
Repetiremos la tabla 4-8, la cual muestra los momentos máximos en los puntos A, B y C, así
como también, el torque a través de la flecha.
La ecuación para el momento total flexionante en cada punto es:
𝑀𝑇 = 𝑀𝑍𝑚𝑎𝑥
2+ 𝑀𝑌𝑚𝑎𝑥
2
12
− −− (21)
Para el punto “B”
𝑀𝑇𝐵 = −6162.9757 2 + 352.1708 2 1
2 = 6173.0295 𝐿𝑏. 𝐼𝑛
𝑀𝑇 ≈ 6200 𝐿𝑏. 𝐼𝑛
Para el punto “C”
𝑀𝑇𝐶 = 15999.0897 2 + 3261.8046 2 1
2 = 16328.2039 𝐿𝑏. 𝐼𝑛
𝑀𝑇 ≈ 16350 𝐿𝑏. 𝐼𝑛
Sustituyendo los valores de los momentos flexionantes máximos de cada punto en “Z” e
“Y” en la ecuación (21) encontraremos el momento total.
Punto 𝑴𝒁𝒎𝒂𝒙 𝑴𝒀𝒎𝒂𝒙
𝑴𝑻 T
A 0 0 0 0
B -6162.9757 352.1708 6200 3760
C 15999.0897 3261.8046 16350 3760
E 0 0 0 3760 Tabla 4-8 Momento total flexionante y torque
Como puede observarse en la tabla 4-8, el punto critico en la flecha sigue siendo el “C”.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
185
Ecuación bajo código ASME
Aplicaremos la ecuación (22) primero para el punto crítico y después para cada uno de
los puntos marcados en la flecha.
𝐷 = 32 ∙ 𝑁
𝜋 𝑘𝑡 ∙ 𝑀𝑇
𝑆′𝑛
2
+3
4 𝑇
𝑆𝑦
2
12
13
− − − 22
Para el punto “C” (herramienta de doblado)
N= Factor de seguridad
kt= 2
MT= 16350 Psi
S`n= 53 Ksi
T= 3760 psi
SY = 241 Ksi
Para el diseño por de resistencia a la fatiga real “S´n”, se tendrá que modificar un factor
debido a la modificación del diámetro.
Factor de tamaño CS
𝐶𝑆 = 𝐷
0.3 −0.11
𝐶𝑆 = 2.5
0.3 −0.11
𝐶𝑆 = 0.792
Sustituyendo los factores en la ecuación (23) para calcular la resistencia ala fatiga real.
𝑆𝑛` = 135 0.61 0.814 0.792 = 53.09 𝐾𝑠𝑖
𝑆𝑛` ≈ 53 𝐾𝑠𝑖
Dejaremos la ecuación (22) en función del factor de seguridad para después elegir el
valor más óptimo en base a los valores adecuados para maquinaria en general (2 hasta
2.5).
Sustituyendo en la ecuación (22)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
186
𝐷𝐶 = 32 ∙ 𝑁
𝜋
2(16.35)
53
2
+3
4
3.76
241
2
12
13
Simplificando
𝐷𝐶 = 6.286 ∙ 𝑁 1
3
Presentamos a continuación la tabla 4-11 con los valores del diámetro en función del
factor de seguridad “N”.
Factor de
seguridad “N”
Diámetro mínimo
requerido “D” en [In]
1.00 1.846
1.25 1.988
1.50 2.113
1.75 2.224
2.00 2.325
2.25 2.418
2.50 2.505 Tabla 4-11 Diámetros mínimos requeridos
Para el punto “B” (Cojinete)
N= Factor de seguridad
kt= 2
MT= 6200 Psi
S`n= 54 Ksi
T= 3760 psi
SY = 241 Ksi
Para el diseño por de resistencia a la fatiga real “S´n”, se tendrá que modificar un factor
debido al diámetro de la pista interior de los cojinetes.
Factor de tamaño CS
𝐶𝑆 = 𝐷
0.3 −0.11
𝐶𝑆 = 2.1654
0.3 −0.11
𝐶𝑆 = 0.805

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
187
Sustituyendo los factores en la ecuación (23) para calcular la resistencia ala fatiga real.
𝑆𝑛` = 135 0.61 0.814 0.805 = 53.962 𝐾𝑠𝑖
𝑆𝑛` ≈ 54 𝐾𝑠𝑖
Dejaremos la ecuación (22) en función del factor de seguridad para después elegir el
valor más óptimo en base a los valores adecuados para maquinaria en general (2 hasta
2.5).
Sustituyendo en la ecuación (22)
𝐷𝐵 = 32 ∙ 𝑁
𝜋
2(6.2)
54
2
+3
4
3.76
241
2
12
13
Simplificando
𝐷𝐵 = 2.343 ∙ 𝑁 1
3
Presentamos a continuación la tabla 4-11 con los valores del diámetro en función del
factor de seguridad “N”.
Factor de
seguridad “N”
Diámetro mínimo
requerido “D” en [In]
1.00 1.328
1.25 1.431
1.50 1.520
1.75 1.601
2.00 1.673
2.25 1.740
2.50 1.803 Tabla 4-11 Diámetros mínimos requeridos
Como puede observarse en la tabla 4-11, el diámetro mínimo requerido por los cojinetes
es 1.8 In, esto indica que la selección del cojinete ha sido efectiva, no fallara por
resistencia.
Para el punto “E” (Engrane)
N= Factor de seguridad
kt= 2
MT= 0 Psi
T= 3760 psi
SY = 241 Ksi

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
188
Dejaremos la ecuación (22) en función del factor de seguridad para después elegir el
valor más óptimo en base a los valores adecuados para maquinaria en general (2 hasta
2.5).
Sustituyendo en la ecuación (22)
𝐷𝐸 = 32 ∙ 𝑁
𝜋
2(0)
54
2
+3
4
3.76
241
2
12
13
Simplificando
𝐷𝐸 = 0.138 ∙ 𝑁 1
3
Presentamos a continuación la tabla 4-11 con los valores del diámetro en función del
factor de seguridad “N”.
Factor de
seguridad “N”
Diámetro mínimo
requerido “D” en [In]
1.00 0.516
1.25 0.556
1.50 0.591
1.75 0.622
2.00 0.651
2.25 0.677
2.50 0.700 Tabla 4-11 Diámetros mínimos requeridos
Diámetros normalizados
Los diámetros normalizados tienen la función de realizar y mecanizar la flecha en
estándares de dimensiones, ver anexo 03, esto se practica con el fin de reducir los costos y
hacer más funcionales los elementos. Para el caso de nuestra flecha, las dimensiones se
muestran en la tabla 4-23 que muestra los diámetros normalizados.
Punto Diámetro mínimo requerido Diámetro normalizado
A 1.800 In 2.1653 In(55 mm)
B 1.800 In 2.1653 In(55 mm)
C 2.418 In 2.500 In
E 0.700 In 2.000 In Tabla 4-23 Diámetros Normalizados
Diseño por Rigidez
Ahora que sabemos la verdadera configuración de la flecha, podemos evaluar el diseño
por rigidez y de esta forma, determinar la deflexión por flexión y la deflexión por torsión.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
189
Deflexión por flexión
En este punto se tiene que determinar la ecuación de deflexión ocasionada por la flexión,
no podemos utilizar la ecuación (25) ya que la configuración de la flecha es distinta. Para
este caso emplearemos el método de doble integración para encontrar una ecuación
particular para nuestro diseño.
La ecuación por doble integración en su forma general es la siguiente.
𝑑2𝑦
𝑑𝑥2=
𝑀
𝐸 ∙ 𝐼
Desarrollando la ecuación anterior para encontrar el ángulo de flexión “θ” y el
desplazamiento o la deflexión “y”, tenemos las siguientes ecuaciones que serán útiles para
determinar dichos desplazamientos.
𝐸 ∙ 𝐼𝑑2𝑦
𝑑𝑥2= 𝑀
Para el ángulo de flexión tenemos
𝐸 ∙ 𝐼𝑑𝑦
𝑑𝑥= 𝐸 ∙ 𝐼 ∙ 𝜃 = 𝑀 ∙ 𝑑𝑥
Para la deflexión tenemos
𝐸 ∙ 𝐼 ∙ 𝑦 = 𝑀 ∙ 𝑑𝑥
Evaluando la ecuación para el plano X-Y
De 0 ≤ x ≤ b
Para el ángulo.
𝐸 ∙ 𝐼 ∙ 𝜃 = 𝐴𝑦 ∙ 𝑥 𝑑𝑥
𝐸 ∙ 𝐼 ∙ 𝜃 =𝐴𝑦 ∙ 𝑥
2
2+ 𝐶1 −− − (106)
Para la deflexión.
𝐸 ∙ 𝐼 ∙ 𝑦 = 𝐴𝑦 ∙ 𝑥 𝑑𝑥
𝐸 ∙ 𝐼 ∙ 𝑦 = 𝐴𝑦 ∙ 𝑥
2
2+ 𝐶1 𝑑𝑥

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
190
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑥
3
6+ 𝐶1 ∙ 𝑥 + 𝐶2 − − − (107)
De b ≤ x ≤ 2b
Para el ángulo.
𝐸 ∙ 𝐼 ∙ 𝜃 = 𝐴𝑦 ∙ 𝑥 − 𝑃(𝑥 − 𝑏) 𝑑𝑥
𝐸 ∙ 𝐼 ∙ 𝜃 =𝐴𝑦 ∙ 𝑥
2
2−𝑃 ∙ 𝑥2
2+ 𝑃 ∙ 𝑏 ∙ 𝑥 + 𝐶3 − − − (108)
Para la deflexión.
𝐸 ∙ 𝐼 ∙ 𝑦 = 𝐴𝑦 ∙ 𝑥 − 𝑃(𝑥 − 𝑏) 𝑑𝑥
𝐸 ∙ 𝐼 ∙ 𝑦 = 𝐴𝑦 ∙ 𝑥
2
2−𝑃 ∙ 𝑥2
2+ 𝑃 ∙ 𝑏 ∙ 𝑥 + 𝐶3 𝑑𝑥
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑥
3
6−𝑃 ∙ 𝑥3
6+𝑃 ∙ 𝑏 ∙ 𝑥2
2+ 𝐶3 ∙ 𝑥 + 𝐶4 −− − (109)
De 2b ≤ x ≤ (2b+c)
Para el ángulo.
𝐸 ∙ 𝐼 ∙ 𝜃 = 𝐴𝑦 ∙ 𝑥 − 𝑃 𝑥 − 𝑏 + 𝐵𝑦(𝑥 − 2𝑏) 𝑑𝑥
𝐸 ∙ 𝐼 ∙ 𝜃 =𝐴𝑦 ∙ 𝑥
2
2−𝑃 ∙ 𝑥2
2+ 𝑃 ∙ 𝑏 ∙ 𝑥 +
𝐵𝑦 ∙ 𝑥2
2− 2𝐵𝑦 ∙ 𝑏 ∙ 𝑥 + 𝐶5 − − − (110)
Para la deflexión.
𝐸 ∙ 𝐼 ∙ 𝑦 = 𝐴𝑦 ∙ 𝑥 − 𝑃 𝑥 − 𝑏 + 𝐵𝑦(𝑥 − 2𝑏) 𝑑𝑥
𝐸 ∙ 𝐼 ∙ 𝑦 = 𝐴𝑦 ∙ 𝑥
2
2−𝑃 ∙ 𝑥2
2+ 𝑃 ∙ 𝑏 ∙ 𝑥 +
𝐵𝑦 ∙ 𝑥2
2− 2𝐵𝑦 ∙ 𝑏 ∙ 𝑥 + 𝐶5 𝑑𝑥
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑥
3
6−𝑃 ∙ 𝑥3
6+𝑃 ∙ 𝑏 ∙ 𝑥2
2+𝐵𝑦 ∙ 𝑥
3
6−
2𝐵𝑦 ∙ 𝑏 ∙ 𝑥2
2+ 𝐶5 ∙ 𝑥 + 𝐶6 − − − (111)
Ahora que conocemos las ecuaciones de flexión es necesario evaluar las constantes de
integración, para lo cual debemos de establecer condiciones de frontera y de

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
191
continuidad. En la tabla 4-24 establecemos las condiciones necesarias para evaluar las
constantes.
Condiciones para evaluar constantes
Condición Valor de “x” Deflexión “y” [in] Ángulo de flexión “θ”
0 ≤ x ≤ b x = 0 y1 = 0 θ1 = máxima
x = b y1 = máxima θ1 = 0
b ≤ x ≤ 2b x = b y2 = máxima θ2 = 0
x = 2b y2 = 0 θ2 = máxima
2b ≤ x ≤ (2b+c) x = 2b y3 = 0 θ3 = máxima
x = (2b+c) y3 = máxima θ3 = 0
Continuidad x = b y1 = y2 = ymax θ1 = θ2 = 0
x = 2b y2 = y3 = 0 θ2 = θ3 = θmax Tabla 4-24 Condiciones para evaluar constantes de integración
De la primer condición cuando x = 0 la deflexión es y1 = 0, y la ecuación (107), arroja el
valor de la segunda constante de integración C2.
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑥
3
6+ 𝐶1 ∙ 𝑥 + 𝐶2
0 = 0 + 0 + 𝐶2
𝐶2 = 0
De la primer condición cuando x = b el ángulo de flexión θ1 = 0, y la ecuación (106), arroja
el valor de la primer constante de integración C1.
𝐸 ∙ 𝐼 ∙ 𝜃 =𝐴𝑦 ∙ 𝑥
2
2+ 𝐶1
0 =𝐴𝑦 ∙ 𝑏
2
2+ 𝐶1
𝐶1 = −𝐴𝑦 ∙ 𝑏
2
2
De la segunda condición cuando x = b el ángulo de flexión θ2 = 0, y la ecuación (108),
arroja el valor de la tercer constante de integración C3.
𝐸 ∙ 𝐼 ∙ 𝜃 =𝐴𝑦 ∙ 𝑥
2
2−𝑃 ∙ 𝑥2
2+ 𝑃 ∙ 𝑏 ∙ 𝑥 + 𝐶3
0 =𝐴𝑦 ∙ 𝑏
2
2−𝑃 ∙ 𝑏2
2+ 𝑃 ∙ 𝑏 ∙ 𝑏 + 𝐶3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
192
𝐶3 = −𝐴𝑦 ∙ 𝑏
2
2−𝑃 ∙ 𝑏2
2
De la segunda condición cuando x = 2b la deflexión es y2 = 0, y la ecuación (109), arroja el
valor de la cuarta constante de integración C4.
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑥
3
6−𝑃 ∙ 𝑥3
6+𝑃 ∙ 𝑏 ∙ 𝑥2
2+ 𝐶3 ∙ 𝑥 + 𝐶4
0 =𝐴𝑦 ∙ 2𝑏
3
6−𝑃 ∙ 2𝑏 3
6+𝑃 ∙ 𝑏 ∙ 2𝑏 2
2+ 𝐶3 ∙ 2𝑏 + 𝐶4
0 =𝐴𝑦 ∙ 2𝑏
3
6−𝑃 ∙ 2𝑏 3
6+𝑃 ∙ 𝑏 ∙ 2𝑏 2
2+ −
𝐴𝑦 ∙ 𝑏2
2−𝑃 ∙ 𝑏2
2 ∙ 2𝑏 + 𝐶4
𝐶4 = −𝐴𝑦 ∙ 𝑏
3
3+𝑃 ∙ 𝑏3
3
De la condición de continuidad cuando x = 2b, los ángulos de flexión θ2 = θ3 = θmax, y si
igualamos las ecuaciones (108) y (110), obtendremos el valor de la quinta constante de
integración C5.
𝐴𝑦 ∙ 𝑥
2
2−𝑃 ∙ 𝑥2
2+ 𝑃 ∙ 𝑏 ∙ 𝑥 + 𝐶3 =
𝐴𝑦 ∙ 𝑥2
2−𝑃 ∙ 𝑥2
2+ 𝑃 ∙ 𝑏 ∙ 𝑥 +
𝐵𝑦 ∙ 𝑥2
2− 2𝐵𝑦 ∙ 𝑏 ∙ 𝑥 + 𝐶5
0 − 0 + 0 + 𝐶3 = 0 − 0 + 0 +𝐵𝑦 ∙ 𝑥
2
2− 2𝐵𝑦 ∙ 𝑏 ∙ 𝑥 + 𝐶5
−𝐴𝑦 ∙ 𝑏
2
2−𝑃 ∙ 𝑏2
2=𝐵𝑦 ∙ 2𝑏
2
2− 2𝐵𝑦 ∙ 𝑏 ∙ 𝑏 + 𝐶5
𝐶5 = 2𝐵𝑦 ∙ 𝑏2 −
𝐴𝑦 ∙ 𝑏2
2−𝑃 ∙ 𝑏2
2
Por último, de la tercer condición cuando x = 2b la deflexión es y3 = 0, y la ecuación (111),
nos proporcionará el valor de la sexta constante de integración.
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑥
3
6−𝑃 ∙ 𝑥3
6+𝑃 ∙ 𝑏 ∙ 𝑥2
2+𝐵𝑦 ∙ 𝑥
3
6−
2𝐵𝑦 ∙ 𝑏 ∙ 𝑥2
2+ 𝐶5 ∙ 𝑥 + 𝐶6
0 =𝐴𝑦 ∙ 2𝑏
3
6−𝑃 ∙ 2𝑏 3
6+𝑃 ∙ 𝑏 ∙ 2𝑏 2
2+𝐵𝑦 ∙ 2𝑏
3
6−
2𝐵𝑦 ∙ 𝑏 ∙ 2𝑏 2
2+ 𝐶5 ∙ 2𝑏 + 𝐶6
0 =4 ∙ 𝐴𝑦 ∙ 𝑏
3
3+
2 ∙ 𝑃 ∙ 𝑏3
3−
8 ∙ 𝐵𝑦 ∙ 𝑏3
3+ 2𝑏 ∙ 𝐶5 + 𝐶6

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
193
0 =4 ∙ 𝐴𝑦 ∙ 𝑏
3
3+
2 ∙ 𝑃 ∙ 𝑏3
3−
8 ∙ 𝐵𝑦 ∙ 𝑏3
3+ 2𝑏 2𝐵𝑦 ∙ 𝑏
2 −𝐴𝑦 ∙ 𝑏
2
2−𝑃 ∙ 𝑏2
2 + 𝐶6
0 =4 ∙ 𝐴𝑦 ∙ 𝑏
3
3+
2 ∙ 𝑃 ∙ 𝑏3
3−
8 ∙ 𝐵𝑦 ∙ 𝑏3
3+ 4𝐵𝑦 ∙ 𝑏
3 − 𝐴𝑦 ∙ 𝑏3 − 𝑃 ∙ 𝑏3 + 𝐶6
𝐶6 =𝐴𝑦 ∙ 𝑏
3
3−𝑃 ∙ 𝑏3
3+
4 ∙ 𝐵𝑦 ∙ 𝑏3
3
Ahora que tenemos evaluadas las constantes de integración, podremos determinar la
deflexión máxima en la flecha.
Cabe hacer mención que en este punto solo evaluaremos el plano X- Y, pues es en este
plano donde se presenta el mayor esfuerzo flexionante, y si analizamos el diagrama de
momento flexionante de la figura 4-42, nos daremos cuenta de que existen dos
deflexiones máximas tanto cuando x = b como cuando x = (2b+c). La deflexión crítica se
encuentra cuando x = b pues es en el punto “c” donde el momento de flexión es máximo.
Tomando como base a la tabla 4-24, y la condición de continuidad cuando x = b tanto y1
como y2 son máximos, por lo tanto evaluaremos las ecuaciones (107) y (109) con sus
respectivas constantes de integración.
Para 0 ≤ x ≤ b si x = b
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑥
3
6+ 𝐶1 ∙ 𝑥 + 𝐶2
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑏
3
6−𝐴𝑦 ∙ 𝑏
2
2∙ 𝑏 + 0
𝑦1𝑚𝑎𝑥 = −𝐴𝑦 ∙ 𝑏
3
3 ∙ 𝐸 ∙ 𝐼− − − (112)
Para b ≤ x ≤ 2b si x = b
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑥
3
6−𝑃 ∙ 𝑥3
6+𝑃 ∙ 𝑏 ∙ 𝑥2
2+ 𝐶3 ∙ 𝑥 + 𝐶4
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑏
3
6−𝑃 ∙ 𝑏3
6+𝑃 ∙ 𝑏 ∙ 𝑏2
2+ −
𝐴𝑦 ∙ 𝑏2
2−𝑃 ∙ 𝑏2
2 ∙ 𝑏 −
𝐴𝑦 ∙ 𝑏3
3+𝑃 ∙ 𝑏3
3
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦 ∙ 𝑏
3
6−𝑃 ∙ 𝑏3
6+𝑃 ∙ 𝑏3
2−𝐴𝑦 ∙ 𝑏
3
2−𝑃 ∙ 𝑏3
2−𝐴𝑦 ∙ 𝑏
3
3+𝑃 ∙ 𝑏3
3
𝐸 ∙ 𝐼 ∙ 𝑦 =𝐴𝑦∙ 𝑏
3
6−𝑃 ∙ 𝑏3
6+ 0 −
𝐴𝑦 ∙ 𝑏3
2− 0 −
𝐴𝑦 ∙ 𝑏3
3+𝑃 ∙ 𝑏3
3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
194
𝑦2𝑚𝑎𝑥 =𝑏3 −4 ∙ 𝐴𝑦 + 𝑃
6 ∙ 𝐸 ∙ 𝐼− − − (113)
Los valores para evaluar las ecuaciones (112) y (113) son los que a continuación se
presentan.
b = 8.2067 In
Ay = 1949.5156 Lb
P = 4650 Lb
E = 30 x 106 psi
I = 1.918 In4
𝑦1𝑚𝑎𝑥 = −1949.5156 8.2067 3
3 30 × 106 1.918
𝑦1𝑚𝑎𝑥 = −6.2423 × 10−3 𝐼𝑛
𝑦2𝑚𝑎𝑥 =8.20673 −4 × 1949.5156 + 4650
6 30 × 106 1.918
𝑦2𝑚𝑎𝑥 = −5.0414 × 10−3
Aplicando la ecuación (28) para comprobar que el valor calculado no excede la
deflexión por flexión.
𝑦𝑝𝑒𝑟 = 0.00001 𝑎 0.0005 𝐼𝑛
𝐼𝑛 𝑑𝑒 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑 𝑑𝑒 𝑓𝑙𝑒𝑐𝑎− − − (28)
La ecuación (28) indica que tendremos dos posibles valores, uno máximo y uno mínimo,
que delimitaran la deflexión por flexión de la flecha. Puesto que la longitud total de la
flecha (en los puntos de montaje de los elementos) es 19.9351 In.
𝑦𝑝𝑒𝑟 1 = 0.00001 19.9351 = 0.1994 × 10−3𝐼𝑛
𝑦𝑝𝑒𝑟 2 = 0.0005 15.42 = 9.968 × 10−3𝐼𝑛
Para todo caso y como regla para asegurar el diseño, aplicamos la ecuación (29) que
determinara si la flecha cumple por deflexión flexionante.
𝑦𝑝𝑒𝑟 1 ≤ 𝑦𝑚𝑎𝑥 ≤ 𝑦𝑝𝑒𝑟 2 − − − (29)
Comparando los valores obtenidos anteriormente en la ecuación (29) tenemos que:
0.1994 × 10−3 < 6.2423 × 10−3 < 9.968 × 10−3

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
195
Esto indica que el diseño por rigidez provocado por la flexión se encuentra dentro de los
parámetros aceptables.
Deflexión por torsión
En la figura 4-22 se muestra la distribución del par torsor a lo largo de la flecha.
Fig. 4-22 Distribución del par torsor (Repetida)
Donde:
TE= Torque de entrada
TS= Torque de salida
Aplicando la ecuación (30) para calcular el ángulo de torsión máximo en la flecha y
verificar los valores.
𝜃 =𝑇 ∙ 𝐿
𝐺 ∙ 𝐽− − − (30)
Donde:
θ= Angulo de torsión [rad]
T= 3760 Psi
G= 11.5 x106 Psi
J= 3.836 In4
Para nuestro caso, el torque que entra en la flecha es el mismo que saldrá en un punto
especifico, por lo tanto tendremos la siguiente convención.
𝑇𝐸 = 𝑇𝑆 = 𝑇𝐺 = 3760 𝐿𝑏. 𝐼𝑛
Como se observa en la figura 4-22 el torque solo se transmite del punto “E” al punto “C”, lo
cual implica solo analizar ese tramo de la flecha.
TE
Ts Distribución de esfuerzos

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
196
𝐿 = 𝐿𝐸𝐶 = 𝑏 + 𝑐
𝐿𝐸𝐶 = 8.2067 + 3.5217 = 11.7284 𝐼𝑛
Sustituyendo los valores en la ecuación (30) tenemos que:
𝜃𝐸𝐶 =3760 11.7284
11.5 × 106 3.836 = 9.9966 × 10−4𝑟𝑎𝑑
𝜃𝐸𝐶 = 9.9966 × 10−4𝑟𝑎𝑑 180°
𝜋 𝑟𝑎𝑑
𝜃𝐸𝐶 = 0.057°
El valor obtenido de la ecuación (30) nos indica la máxima torsión permisible en la flecha,
para comprobar que nos encontramos dentro de los límites de torsión, tomaremos los
siguientes valores empíricos permisibles en base a la ecuación (32), para partes de
maquinaria en general.
𝜃𝑝𝑒𝑟 = 0.001° 𝑎 0.01°𝐺𝑟𝑎𝑑𝑜𝑠
𝐼𝑛 𝑑𝑒 𝑙𝑜𝑛𝑔𝑖𝑡𝑢𝑑− − − (32)
La ecuación (32) indica que tendremos dos posibles valores, uno máximo y uno mínimo,
que delimitaran la deflexión por torsion de la flecha.
𝜃𝑝𝑒𝑟 1 = 0.001° 11.7284 = 11.7284° × 10−3
𝜃𝑝𝑒𝑟 2 = 0.01° 11.7284 = 0.1173°
Para todo caso y como regla para asegurar el diseño, aplicamos la ecuación (32) que
determinara si la flecha cumple por deflexión torsionante.
𝜃𝑝𝑒𝑟 1 ≤ 𝜃𝐵𝐶 ≤ 𝜃𝑝𝑒𝑟 2 −− − (32)
Comparando los valores obtenidos anteriormente en la ecuación (32) tenemos que:
11.73° × 10−3 < 0.057° < 0.1173°
Esto indica que el diseño por rigidez provocado por la torsión se encuentra dentro de los
parámetros aceptables.
4.7.- Diseño de Tornillos de Potencia
Las funciones principales de un tornillo de potencia son:
Mover componentes en línea recta en forma vertical u horizontal.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
197
Convertir un movimiento rotatorio a lineal.
Los tipos principales de rosca son:
Cuadrada
Trapezoidal
ACME
Para nuestro tren de laminación se seleccionará un tornillo con rosca ACME debido a que
la carga no es muy grande y el usillo permanecerá la mayor parte del tiempo estático.
No hay que olvidarnos que los tornillos de potencia fallan por cortante en dirección axial.
Una vez que ya hemos obtenido las reacciones que actúan en los rodamientos, vamos a
calcular nuestro tornillo de potencia.
Agregando el peso de la porta bridas al valor de las reacciones tendremos la fuerza total
que actuará sobre el tornillo. Para el peso de la porta bridas, emplearemos la ecuación
(114).
𝑞 = 𝑣 ∙ 𝛾 − − − (114)
𝑞 = 110𝑖𝑛3 × 0.283𝐿𝑏
𝑖𝑛3
𝑞 = 31.13𝑙𝑏
Donde:
q = peso del porta brida.
V= volumen del porta brida.
γ = peso especifico del acero.
Se calcula la fuerza que va a levantar el tornillo con la ecuación (115).
𝐹 = 𝐵𝑦 + 𝑞 − − − (115)
𝐹 = 4450.484𝑙𝑏 + 31.13𝑙𝑏
𝐹 = 4481.614𝑙𝑏 ≈ 4500𝑙𝑏
Proponiendo para el material del tornillo un AISI 1018 estirado en frio con las siguientes
características mecánicas:
𝑆𝑢 = 55𝐾𝑠𝑖 𝑆𝑦 = 30𝐾𝑠𝑖 𝑆𝑦𝑠 = 15𝐾𝑠𝑖

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
198
Y un esfuerzo de diseño para el tornillo de:
𝜍𝑑 = 18𝑘𝑠𝑖
𝜏𝑑 =𝜍𝑑2
=18𝑘𝑠𝑖
2= 9𝑘𝑠𝑖
Se calcula el área a tensión del tornillo con la ecuación (116).
𝐴𝑡 =𝐹
𝜍𝑑− −− (116)
Donde
At = Área a tensión del tornillo
F = Fuerza que soportará el tornillo
σd = Esfuerzo de diseño para el tornillo
Sustituyendo los valores en la ecuación (116), tenemos el área a tensión.
𝐴𝑡 =4500𝑙𝑏
18000𝑙𝑏𝑖𝑛2
= 0.250𝑖𝑛2
Una vez evaluada el área, podemos seleccionar el tipo de tornillo apropiado para la
función deseada, ver tabla 4-25 que se muestra a continuación.
Diámetro
mayor
nominal
“D” (In)
Roscas
por
pulgada,
“n”
Paso
p =1/n (In)
Diámetro
menor
mínimo,
“Dr” (In)
Diámetro
mínimo de
paso “Dp”
(In)
Área del
esfuerzo
en tensión
“At” (In2)
Área del
esfuerzo
cortante,
“As” (In2)
¼ 16 0.0625 0.1618 0.2043 0.02632 0.3355
5/16 14 0.0714 0.2140 0.2614 0.04438 0.4344
3/8 12 0.0833 0.2632 0.3161 0.06589 0.5276
7/16 12 0.0833 0.3253 0.3783 0.09720 0.6396
½ 10 0.1000 0.3594 0.4306 0.1225 0.7298
5/8 8 0.1250 0.4570 0.5408 0.1955 0.9180
¾ 6 0.1667 0.5371 0.6424 0.2732 1.084
7/8 6 0.1667 0.6615 0.7663 0.4003 1.313
1 5 0.2000 0.7509 0.8726 0.5175 1.493
1 1/8 5 0.2000 0.8753 0.9967 0.6881 1.722
1 ¼ 5 0.2000 0.9998 1.1210 0.8831 1.952
1 3/8 4 0.2500 1.0719 1.2188 1.030 2.110
1 ½ 4 0.2500 1.1975 1.3429 1.266 2.341
1 ¾ 4 0.2500 1.4456 1.5916 1.811 2.803
2 4 0.2500 1.6948 1.8402 2.454 3.262
2 ¼ 3 0.3333 1.8572 2.0450 2.982 3.610

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
199
2 ½ 3 0.3333 2.1065 2.2939 3.802 4.075
2 ¾ 3 0.3333 2.3558 2.5427 4.711 4.538
3 2 0.5000 2.4326 2.7044 5.181 4.757
3 ½ 2 0.5000 2.9314 3.2026 7.388 5.700
4 2 0.5000 3.4302 3.7008 9.985 6.640
4 ½ 2 0.5000 3.9291 4.1991 12.972 7.577
5 2 0.5000 4.4281 4.6973 16.351 8.511 Tabla 4-25 Diámetros preferidos para roscas ACME
De la tabla se ven los siguientes valores:
𝐷 = 34 𝑖𝑛 𝐷𝑝 = 0.6424𝑖𝑛
𝑛 = 6 𝐴𝑡 = 0.2732𝑖𝑛2 𝑝 = 0.1667𝑖𝑛 𝐴𝑠 = 1.084𝑖𝑛2 𝐷𝑟 = 0.5371𝑖𝑛
Para esta rosca, cada pulgada de longitud de una tuerca suministraría 1.084 in2 de área
de esfuerzo cortante en sus roscas. Entonces el área requerida para el cortante se calcula
con la ecuación (117), y el valor es:
𝐴𝑠 =𝐹
𝜏𝑑− − − (117)
Donde:
As = Área en cortante
F = Fuerza a Cargar
d = Esfuerzo cortante de diseño
𝐴𝑠 =4500𝑙𝑏
9000𝑙𝑏𝑖𝑛2
= 0.5𝑖𝑛
Entonces la longitud mínima del yugo sería
= 𝐴𝑠 1𝑖𝑛
𝐴𝑠 = 0.5
1
1.084 = 0.4612𝑖𝑛
≈ 0.5𝑖𝑛
El ángulo de avance (recordando que 𝐿 = 𝑝 = 1𝑛 = 1
6 = 0.1667𝑝𝑢𝑙𝑔) es
𝜆 = 𝑡𝑔−1 𝐿
𝜋𝐷𝑝 = 𝑡𝑔−1
0.1667
𝜋 × 0.6424 = 4.72°
El par torsional necesario para subir la carga se puede calcular del siguiente diagrama de
cuerpo libre que se muestra en la figura 4-45:
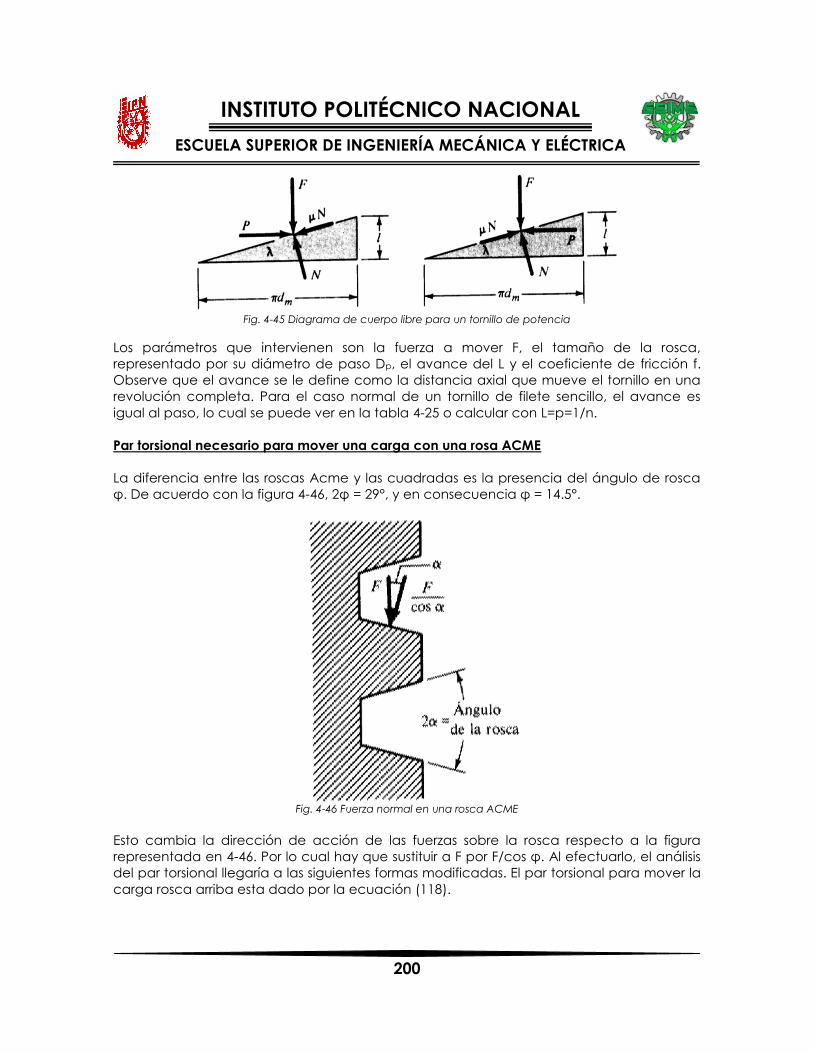
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
200
Fig. 4-45 Diagrama de cuerpo libre para un tornillo de potencia
Los parámetros que intervienen son la fuerza a mover F, el tamaño de la rosca,
representado por su diámetro de paso Dp, el avance del L y el coeficiente de fricción f.
Observe que el avance se le define como la distancia axial que mueve el tornillo en una
revolución completa. Para el caso normal de un tornillo de filete sencillo, el avance es
igual al paso, lo cual se puede ver en la tabla 4-25 o calcular con L=p=1/n.
Par torsional necesario para mover una carga con una rosa ACME
La diferencia entre las roscas Acme y las cuadradas es la presencia del ángulo de rosca
φ. De acuerdo con la figura 4-46, 2φ = 29°, y en consecuencia φ = 14.5°.
Fig. 4-46 Fuerza normal en una rosca ACME
Esto cambia la dirección de acción de las fuerzas sobre la rosca respecto a la figura
representada en 4-46. Por lo cual hay que sustituir a F por F/cos φ. Al efectuarlo, el análisis
del par torsional llegaría a las siguientes formas modificadas. El par torsional para mover la
carga rosca arriba esta dado por la ecuación (118).

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
201
𝑇𝑢 =𝐹𝐷𝑝
2 𝐶𝑜𝑠𝜑𝑡𝑎𝑛𝜆 + 𝑓
𝑐𝑜𝑠𝜑 − 𝑓𝑡𝑎𝑛𝜆 − − − (118)
Y el par torsional para mover la rosca abajo se calcula con la ecuación (119).
𝑇𝑑 =𝐹𝐷𝑝
2 𝑓 − 𝐶𝑜𝑠𝜑𝑡𝑎𝑛𝜆
𝑐𝑜𝑠𝜑 + 𝑓𝑡𝑎𝑛𝜆 − − − (119)
Sustituyendo las ecuaciones anteriores podemos obtener el par torsional necesario para
nuestro tornillo
𝑐𝑜𝑠𝜑 = 𝑐𝑜𝑠14.5 = 0.968
𝑡𝑎𝑛𝜆 = 𝑡𝑎𝑛4.72 = 0.0825
𝑇𝑢 =4500 0.6424
2 0.968 × 0.0825 + 0.15
0.968 − 0.15 × 0.0825
𝑇𝑢 = 347.667𝑙𝑏 ∙ 𝑖𝑛
𝑇𝑑 =4500 0.6424
2 0.15 − 0.968 × 0.0825
0.968 + 0.15 × 0.0825
𝑇𝑑 = 103.409𝑙𝑏 ∙ 𝑖𝑛
La eficiencia del tornillo se calcula con la ecuación (120)
𝑒 =𝐹𝐿
2𝜋𝑇𝑢− −− (120)
𝑒 =4500 × 0.1667
2𝜋 × 347.667= 0.343
𝑒 = 34.3%
4.8.- Diseño de Soportes
Después de haber realizado el diseño del tornillo de potencia haremos el diseño de los
soportes con los cuales sostendremos a los porta rodamientos, la flecha superior y los
rodillos machos.
Dividiremos el diseño en tres partes, que son:
Diseño de la tapa
Diseño de los porta bridas

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
202
Diseño de las columnas
4.8.1.- Diseño de la tapa
La carga que soportará la tapa es la misma que soportará el tornillo con lo cual se sugiere
el diseño que se muestra en el anexo TP-02.
Se considera en este caso una viga doblemente empotrada con carga puntual
representada en la figura 4-47, que muestra el diagrama de cuerpo libre.
Fig. 4-47 Diagrama de cuerpo libre de la tapa
Se calculan las reacciones, los momentos y se realiza el diagrama de cortantes y de
momentos flexionantes.
𝑅𝐴 = 𝑅𝐵 =𝑃
2=
4500
2= 2250𝑙𝑏
𝑀𝐴 = 𝑀𝐵 =𝑃𝐿
8=
4500 17.875
8= 10054.6875𝑙𝑏. 𝑖𝑛
La deflexión máxima se calcula con la ecuación (121):
=−𝑃𝐿3
192𝐸𝐼− − − (121)
Pero para aplicar esta ecuación tenemos un inconveniente, que el momento de inercia
es variable dependiendo de la distancia con respecto a cualquiera de los extremos, por lo
tanto se evaluarán distintos puntos en la viga a los cuales se le obtendrá su momento de

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
203
inercia y su centroide para lo cual la deflexión en un punto determinado esta dado por la
ecuación (122).
=−𝑃𝑥2
48𝐸𝐼 3𝐿 − 4𝑥 − − − (122)
Y al final se realizará la suma de las deflexiones parciales en cada punto evaluado, el
centroide se calculará con el primer momento del área antes de utilizar el teorema de los
ejes paralelos para la determinación del momento de inercia de los siguientes puntos.
Para x=0.8484 in (ver figura 4-48).
Fig. 4-48 Diagrama de cuerpo libre de la tapa para x = 0.8484 In
Se tiene la siguiente sección transversal (ver figura 4-49).
Fig. 4-49 Sección transversal de la tapa a x = 0.8484 In
Como es una sección muy común podemos obtener el momento de inercia con la
ecuación (123), para una sección rectangular.
𝐼 =𝑏3
12− − − (123)
𝐼 =2 0.750 3
12= 0.703𝑖𝑛4
Entonces la deflexión en ese punto se calcula con la ecuación (122), de la siguiente
manera.
=−𝑃𝑥2
48𝐸𝐼 3𝐿 − 4𝑥

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
204
0.8 =−4500 0.8484 2
48 30 × 106 0.0703 3 17.875 − 4 0.8484
0.8 = 0.0016"
Para x = 4.6585 (ver figura 4-50).
Fig. 4-50 Diagrama de cuerpo libre de la tapa para x = 4.6585 In
Se tiene la siguiente sección transversal (ver figura 4-51).
Fig. 4-51 Sección transversal de la tapa para x = 4.6585
𝑦 = 𝑥 ′𝑠𝑒𝑛15
𝑥 ′ = 3.8101
𝑦 = 3.8101𝑠𝑒𝑛 15 = 0.9861"

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
205
Sección A [in2] 𝒚 , in 𝒚 𝑨,𝒎𝒎𝟑
1
2
1.5
0.9861
0
0.868
0
0.8559
𝐴 = 2.4861 𝑦 𝐴 = 0.8559
𝑌 𝐴 = 𝑦 𝐴 − − − (124)
Para encontrar el centoide en la dirección “Y”, emplearemos la ecuación (125).
𝑌 = 𝑦 𝐴
𝐴− − − (125)
𝑌 =0.8559
2.4861= 0.3442𝑖𝑛
Utilizando el teorema de ejes paralelos (ecuación No. 126)
𝐼𝑥1
= 𝐼1 + 𝐴𝑌2 −− − (126)
𝐼𝑥1
= 0.0703 + 1.5 0.344 2 = 0.248𝑖𝑛4
𝐼𝑥2
= 𝐼2 + 𝐴𝑟2
𝐼𝑥2=
1 0.9861 3
12+ 0.9861 0.5238 2
𝐼𝑥2
= 0.0799 + .2705 = 0.350𝑖𝑛4
𝐼𝑥 = 𝐼𝑥1
+ 𝐼𝑥2= 0.248 + .350 = 0.598𝑖𝑛4
4.6 =−4500 4.6585 2
48 30 × 106 0.598 3 17.875 − 4 4.6585
4.6 = 0.0039"
Para x = 7.9375 (ver figura 4-52)
Fig. 4-52 Diagrama de cuerpo libre de la tapa a x = 7.9375 In

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
206
Se tiene la siguiente sección transversal (ver figura 4-53).
Fig. 4-53 Sección transversal de la tapa para x = 7.9375 In
𝑦 = 𝑥 ′𝑠𝑒𝑛15
𝑥 ′ = 7.0891
𝑦 = 7.0891𝑠𝑒𝑛 15 = 1.8347"
Sección A [in2] 𝒚 , in 𝒚 𝑨,𝒎𝒎𝟑
1
2
1.5
1.8347
0
1.2923
0
2.358
𝐴 = 3.3347 𝑦 𝐴 = 2.358
𝑌 𝐴 = 𝑦 𝐴
∴ 𝑌 = 𝑦 𝐴
𝐴=
2.358
3.3347= 0.7071𝑖𝑛
Utilizando el teorema de ejes paralelos
𝐼𝑥1
= 𝐼1 + 𝐴𝑌2
𝐼𝑥1
= 0.0703 + 1.5 0.7071 2 = 0.8202𝑖𝑛4
𝐼𝑥2
= 𝐼2 + 𝐴𝑟2
𝐼𝑥2=
1 1.8347 3
12+ 1.8347 0.5238 2 = 1.1429𝑖𝑛4

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
207
𝐼𝑥 = 𝐼𝑥1+ 𝐼𝑥2
= 0.8202 + 1.1429 = 1.9631𝑖𝑛4
7.9 =−4500 7.9375 2
48 30 × 106 1.9631 3 17.875 − 4 7.9375
7.9 = 0.0022"
Para x = 8.9375 (ver figura 4-54)
Fig. 4-54 Diagrama de cuerpo libre de la tapa para x = 8.9375 In
Se tiene la siguiente sección transversal (ver figura 4-55).
Fig. 4-55 Sección transversal de la tapa para x = 8.9375 In
𝐼 =𝑏3
12−𝑏3
12=
2 2.75 3
12−
0.75 2.75 3
12= 2.1663𝑖𝑛4
8.9 =−4500 8.9375 2
48 30 × 106 2.1663 3 17.875 − 4 8.9375
8.9 = 0.0020"

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
208
La suma de las deflexiones parciales nos da
𝛿𝑇 = 𝛿0.8 + 𝛿4.6 + 𝛿7.9 + 𝛿8.9
𝛿𝑇 = 0.0016 + 0.0039 + 0.0022 + 0.0020 = 0.0097𝑖𝑛
Para un elemento de máquina en general se tiene una deflexión admisible de 0.0005 a
0.003 pulg/pulg de longitud.
Para una longitud de viga de 17.875” se tiene un rango de:
0.0005 × 17.875 = 0.0089"
A 0.003 × 17.875 = 0.0536"
Por lo tanto la deflexión total esta dentro del rango y la sección transversal pasa por
rigidez.
Como la tapa es una figura compuesta se utilizará soldadura para unir las placas, en el
diagrama de cuerpo libre se observan las fuerzas que actúan y la posición de la soldadura
para este caso consideraremos al esfuerzo en tensión igual al de cortante, es una práctica
un poco conservadora pero según la experiencia de los diseñadores da buenos
resultados.
Fig. 4-56 Diagrama de cuerpo libre de la tapa para soldadura.
Para una longitud del cordón de 14.1782 pulgadas y un factor de seguridad de 2 se tiene
un esfuerzo cortante de (ecuación 127):
𝐹𝑑 = 2𝐹 = 2 × 4500 = 9000𝑙𝑏 − − − (127)
𝜏 = 2𝐹𝑑𝑙
= 2 9000
0.250 × 14.1782= 3590.843 𝑙𝑏 𝑖𝑛2 − − − (128)
𝜏 ≅ 3.6𝑘𝑠𝑖

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
209
Proponiendo una soldadura con número de electrodo E60xx se tienen los siguientes
esfuerzos (Ver tabla 4-26).
Tabla 4-26. Propiedades mínimas del metal de aporte
𝑆𝑢 = 62𝑘𝑠𝑖
𝑆𝑦 = 50 𝑘𝑠𝑖
Con un esfuerzo permisible en el metal de aporte (Tabla 4-27) critico en cortante para una
soldadura de tope o filete igual a 0.30Su.
Tabla 4-27. Esfuerzos permisibles por el código AISC para metal de aporte
𝜏𝑝𝑒𝑟𝑚 = 0.30𝑆𝑢 = 0.30 × 62 = 18.6𝑘𝑠𝑖
∴ 𝜏𝑝𝑒𝑟𝑚 > 𝜏

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
210
Por lo tanto la soldadura en esa sección pasa por cortante. Ahora evaluaremos el punto
donde está el cubo.
Fig. 4-57 Diagrama de cuerpo libre del cubo de la tapa para soldadura.
Para una longitud de cordón de 3.89 pulgadas para los dos lados del cubo y un factor de
seguridad de 2 se tiene un esfuerzo cortante de:
𝐹𝑑 = 2𝐹 = 2 × 4500 = 9000𝑙𝑏
𝜏 = 2𝐹𝑑𝑙
= 2 9000
0.250 × 3.89= 13087.838 𝑙𝑏 𝑖𝑛2
𝜏 ≅ 13.1𝑘𝑠𝑖
Utilizando la misma soldadura de electrodo E60xx tenemos un esfuerzo permisible igual a:
𝜏𝑝𝑒𝑟𝑚 = 18.6𝑘𝑠𝑖
∴ 𝜏𝑝𝑒𝑟𝑚 > 𝜏
Por lo tanto la soldadura en esa sección pasa por cortante.
4.8.2.- Diseño de la porta bridas superior.
Considerando nuevamente la carga de 4500 lb para el diseño propuesto de la porta
bridas superior (ver plano PBS-01), y evaluando las uniones soldadas con esta carga,
tenemos en siguiente diagrama de cuerpo libre para la parte inferior de la porta bridas,
Con una longitud del cordón de soldadura de 15.375 pulgadas y un factor de seguridad
de 2.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
211
Fig. 4-58 Diagrama de cuerpo libre de la porta brida superior en la parte inferior.
𝐹𝑑 = 2𝐹 = 2 × 4500 = 9000𝑙𝑏
𝜏 = 2𝐹𝑑𝑙
= 2 9000
0.250 × 15.375= 3311.329 𝑙𝑏 𝑖𝑛2
𝜏 ≅ 3.5𝑘𝑠𝑖
Utilizando la misma soldadura de electrodo E60xx tenemos un esfuerzo permisible igual a:
𝜏𝑝𝑒𝑟𝑚 = 18.6𝑘𝑠𝑖
∴ 𝜏𝑝𝑒𝑟𝑚 > 𝜏
Por lo tanto la soldadura en esa sección pasa por cortante.
Evaluando ahora la parte superior tenemos una longitud del cordón de 5.8756 pulgadas
para el siguiente diagrama de cuerpo libre el esfuerzo será de:
Fig. 4-59 Diagrama de cuerpo libre de la porta brida superior en la parte superior.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
212
𝐹𝑑 = 2𝐹 = 2 × 4500 = 9000𝑙𝑏
𝜏 = 2𝐹𝑑𝑙
= 2 9000
0.250 × 5.8756= 8664.934 𝑙𝑏 𝑖𝑛2
𝜏 ≅ 8.7𝑘𝑠𝑖
Utilizando la misma soldadura de electrodo E60xx tenemos un esfuerzo permisible igual a:
𝜏𝑝𝑒𝑟𝑚 = 18.6𝑘𝑠𝑖
∴ 𝜏𝑝𝑒𝑟𝑚 > 𝜏
Por lo tanto la soldadura en esa sección pasa por cortante.
Analizando el cubo de la porta bridas se tiene el siguiente diagrama de cuerpo libre:
Fig. 4-60 Diagrama de cuerpo libre de la porta brida superior en la parte del cubo.
Con una longitud de cordón de soldadura de 4 pulgadas.
𝐹𝑑 = 2𝐹 = 2 × 4500 = 9000𝑙𝑏
𝜏 = 2𝐹𝑑𝑙
= 2 9000
0.250 × 4= 12727.922 𝑙𝑏 𝑖𝑛2
𝜏 ≅ 13𝑘𝑠𝑖
Utilizando la misma soldadura de electrodo E60xx tenemos un esfuerzo permisible igual a:
𝜏𝑝𝑒𝑟𝑚 = 18.6𝑘𝑠𝑖
∴ 𝜏𝑝𝑒𝑟𝑚 > 𝜏
Por lo tanto la soldadura en esa sección pasa por cortante.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
213
Como la porta brida se sujeta al tornillo de potencia por medio de un cubo con tapa (ver
despiece) se seleccionarán los tornillos que resistan el esfuerzo a tensión de la carga
dada.
Para obtener la fuerza de sujeción de 9000 lb entre las dos partes de las maquinas, se
propuso un conjunto de cinco tronillos. La carga se comparte por igual entre los cinco
tornillos. Se especificaran los pernos adecuados, con el grado del material, si a cada uno
lo sometemos a esfuerzos del 75% de su resistencia de prueba y también calcularemos el
par torsional de apriete requerido.
La carga en cada tornillo debe ser de 1800 lb, se propone un tornillo de acero grado 2,
con resistencia de prueba de 55 ksi, entonces el esfuerzo permisible es:
𝜍𝑎 = 0.75 55000𝑝𝑠𝑖 = 41250𝑝𝑠𝑖 − − − (129)
El área necesaria al esfuerzo de tensión, para el perno, es entonces
𝐴𝑡 =𝑐𝑎𝑟𝑔𝑎
𝜍𝑎=
1800𝑙𝑏
41250𝑝𝑠𝑖= 0.044𝑖𝑛2 − − − (130)
En la tabla 4-28 se observa que la rosca 5/16-18 UNC tiene el área necesaria de esfuerzo a
la tensión. El par torsional de apriete necesario será:
𝑇 = 𝐾𝐷𝑃 = 0.15 0.3125𝑖𝑛 1800𝑙𝑏 = 84.375𝑙𝑏 ∙ 𝑖𝑛 − − − (131)
Tabla 4-28. Tamaños de rosca y áreas de esfuerzo a tensión

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
214
Tabla 4-28. Tamaños de rosca y áreas de esfuerzo a tensión (continuación)
4.8.3.- Diseño de postes
Para el diseño de los postes se considera la carga obtenida en las reacciones de la viga y
para la sección propuesta se tendrá que obtener el centroide del área y el momento de
Inercia de la sección para poder calcular la relación de esbeltez, determinar de qué tipo
de columna se trata, después la carga crítica y el pandeo que tenga la columna.
Calculando el primer momento del área
Fig. 4-61 Sección transversal del poste.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
215
Sección A [in2] 𝒚 , in 𝒚 𝑨,𝒎𝒎𝟑
1
2
2
2(0.375)
0.5
1.25
1
0.9375
𝐴 = 2.75 𝑦 𝐴 = 1.9374
𝑌 𝐴 = 𝑦 𝐴
∴ 𝑌 = 𝑦 𝐴
𝐴=
1.9374
2.750= 0.7043𝑖𝑛
Utilizando el teorema de ejes paralelos
𝐼𝑥1
= 𝐼1 + 𝐴𝑟2
𝐼𝑥1=
2 1 3
12+ 2 0.2043 2 = 2501𝑖𝑛4
𝐼𝑥2
= 𝐼2 + 𝐴𝑟2
𝐼𝑥2= 2
0.75 0.5 3
12 + 2 0.375 0.5447 2 = 0.2381𝑖𝑛4
𝐼𝑥 = 𝐼𝑥1
+ 𝐼𝑥2= 0.2501 + 0.2381 = 0.488𝑖𝑛4
Y el área es:
𝐴 = 𝑏 − 𝑏11 = 2 × 1.5 − 0.5 × 0.5 = 2.75𝑖𝑛2
Ahora podemos calcular el radio de giro
𝑟 = 𝐼
𝐴=
0.488
2.75= 0.421𝑖𝑛 − − − (132)
Relación de esbeltez, considerando la columna empotrada – libre con un factor K=2.
𝐾𝐿
𝑟𝑚𝑖𝑛=
2 30
0.421= 142.518 − − − (133)
Relación de esbeltez de transición
𝐶𝑐 = 2𝜋𝐸
𝑆𝑦− − − (134)

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
216
Utilizando un acero AISI 1018 estirado en frio con Sy = 54 ksi y E = 30X106 psi.
𝐶𝑐 = 2𝜋 30 × 106𝑝𝑠𝑖
54000𝑝𝑠𝑖= 104.72
Como
𝐾𝐿
𝑟> 𝐶𝑐
La columna es larga y con carga excéntrica, por eso utilizaremos la ecuación (135) de la
secante para determinar el pandeo y el esfuerzo admisible, con un factor de seguridad N
= 3.
𝜍𝐿2
=𝑁𝑃
𝐴 1 +
𝑒𝑐
𝑟2sec
𝐾𝐿
2𝑟 𝑁𝑃
𝐴𝐸 − − − (135)
𝜍𝐿2
= 3 2250
2.75 1 +
0.7959 0.0457
0.4212sec
2 30
2 0.421
3 2250
2.75 30 × 106
𝜍𝐿
2 = 2958.288𝑝𝑠𝑖 ≈ 3000𝑝𝑠𝑖
Por lo tanto el material es el adecuado para soportar la carga, y la deflexión será:
𝑦𝑚𝑎𝑥 = 𝑒 sec 𝐾𝐿
2𝑟 𝑃
𝐴𝐸 − 1 − − − (136)
𝑦𝑚𝑎𝑥 = 0.0457 sec 2 30
2 0.421
2250
2.75 30 × 106 − 1
𝑦𝑚𝑎𝑥 = 9.63 × 10−7𝑖𝑛
Para un elemento de máquina en general se tiene una deflexión admisible de 0.0005 a
0.003 pulg/pulg de longitud.
Para una longitud de columna de 30” se tiene un rango de:
0.0005 × 30 = 0.015"
A 0.003 × 30 = 0.09"

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
217
Por lo tanto la deflexión total esta dentro del rango y la sección transversal pasa por
rigidez.
4.9.- Diseño de la Mesa de Trabajo
Para el diseño de los soportes de la mesa de trabajo hay que obtener los pesos de cada
elemento y sumarle las reacciones (tabla 4-29).
Elemento Volumen in3
Poste
Porta brida inferior
Porta brida superior
Tornillo de Potencia
Tapa
Tapa del Tornillo
Eje
Rueda
254.3632
70.0759
113.8198
3.4154
47.0564
0.09
94.156
51.156
𝑉 = 634.3931
Tabla 4-29 Volumenes de cada elemento
Multiplicando el volumen por el peso especifico del acero = 0.282 lb/in3
𝑃′′ = 𝑉 × 𝛾 = 634.3931 × 0.282 = 178.898𝑙𝑏
A este valor hay que multiplicarlo por dos porque son dos elementos de cada uno que
lleva cada paso
𝑃′ = 178.898𝑙𝑏 × 2 = 367.797𝑙𝑏
Suponiendo que todos los pasos cargan los rodillos más pesados tenemos:
Elemento Volumen in3
Rodillo Macho
Rodillo Hembra
Piñón
783.4384
698.0444
5.5315
𝑉 = 1487.0143
Multiplicando el volumen por el peso especifico del acero = 0.282 lb/in3
𝑊 = 𝑉 × 𝛾 = 1487.0143 × 0.282 = 419.338𝑙𝑏
Y la masa del moto reductor de 55 kg tiene un peso de 539.55N
𝑊𝑚𝑜𝑡 = 539.55𝑁 1𝑙𝑏
4.448𝑁 = 121.31𝑙𝑏

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
218
Realizando la suma de los pesos y las fuerzas
𝐹 = 𝑃′ + 𝑊 + 𝑊𝑚𝑜𝑡
2 + 𝐹
𝐹 = 357.797 + 419.338 + 121.301
2 + 4500 = 4949.218
Multiplicando este valor por los 7 pasos
𝑊7 = 4949.218 × 7 = 34644.526𝑙𝑏
Sumándole a este valor el peso de la cama
𝑊𝑐𝑎𝑚𝑎 = 𝑉 × 𝛾 = 6400 × 0.282 = 1804.8𝑙𝑏
𝑊𝑇 = 𝑊𝑐𝑎𝑚𝑎 + 𝑊7 = 34644.526 + 1804.8 = 36449.326𝑙𝑏
Utilizando un factor de diseño de 1.5
𝑊𝑑 = 36449.326 × 1.5 = 54673.989𝑙𝑏
Dividiendo la carga entre la longitud total de la cama, tenemos:
𝑞 =𝑊𝑑
𝑙=
54673.989
160= 341.71 𝑙𝑏 𝑖𝑛 ≈ 350 𝑙𝑏 𝑖𝑛
Fig. 4-62 Diagrama de cuerpo libre, cortante y momento flexionante de la cama.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
219
Proponiendo una distancia entre apoyos L = 40 in.
Reacciones
𝑅𝐴 = 𝑅𝐸 = 0.393𝑞𝐿 = 0.393 350 40 = 5502𝑙𝑏
𝑅𝐵 = 𝑅𝐷 = 1.143𝑞𝐿 = 1.143 350 40 = 16002𝑙𝑏
𝑅𝐶 = 0.928𝑞𝐿 = 0.928 350 40 = 12992𝑙𝑏
Fuerzas Cortantes
𝑉𝐴 = 𝑅𝐴 = 5502𝑙𝑏
−𝑉𝐵 = −0.607𝑞𝐿 = −0.607 350 40 = −8498𝑙𝑏
+𝑉𝐵 = +0.536𝑞𝐿 = +0.536 350 40 = +7504𝑙𝑏
−𝑉𝐶 = −0.464𝑞𝐿 = −0.464 350 40 = −6496𝑙𝑏
+𝑉𝐶 = +0.464𝑞𝐿 = +0.464 350 40 = +6496𝑙𝑏
−𝑉𝐷 = −0.536𝑞𝐿 = −0.536 350 40 = −7504𝑙𝑏
+𝑉𝐷 = +0.607𝑞𝐿 = +0.607 350 40 = +8498𝑙𝑏
−𝑉𝐸 = −𝑅𝐸 = −5502𝑙𝑏
Momentos
𝑀𝐵 = 𝑀𝐷 = −0.1071𝑞𝐿2 = 𝑀𝑚𝑎𝑥 = −0.1071 350 40 2 = −59976𝑙𝑏 ∙ 𝑖𝑛
𝑀𝐹 = 𝑀𝐼 = 0.0772𝑞𝐿2 = 0.0772 350 40 2 = 43232𝑙𝑏 ∙ 𝑖𝑛
𝑀𝐶 = −0.0714𝑞𝐿2 = −0.0714 350 40 2 = −39984𝑙𝑏 ∙ 𝑖𝑛
𝑀𝐺 = 𝑀𝐻 = 0.0364𝑞𝐿2 = 0.0364 350 40 2 = 20384𝑙𝑏 ∙ 𝑖𝑛
Utilizando un perfil estructural PTR de 6 X 6 X ½ con I = 50.5 (Tabla 4-28) de material ASTM
A36 y un SU =58 ksi y SY = 36 ksi con E = 30 x 106, calcularemos la flecha máxima
𝑦 =−𝑞𝐿4
185𝐸𝐼=
−350 40 4
185 30 × 106 50.5 = 0.003𝑖𝑛
Para un elemento de máquina de precisión moderada se tiene una deflexión admisible
de 0.00001 a 0.0005 pulg/pulg de longitud.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
220
Para una longitud de viga de 40” se tiene un rango de:
0.00001 × 40 = 0.0004"
A 0.0005 × 40 = 0.02"
Por lo tanto la deflexión total esta dentro del rango y la sección transversal pasa por
rigidez.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
221
4.9.1.- Diseño de postes para la mesa de trabajo
Para el diseño de los postes se considera la carga obtenida en las reacciones de la viga y
proponiendo el siguiente perfil tenemos:
Perfil estructural TS2.5X1.5X0.1875 con ry=0.5650, I = 0.4050in4, A = 1.270in2 de material A53
tipo E grado B con SU = 60 ksi y SY = 35 ksi.
Relación de esbeltez, considerando la columna empotrada – empotrada con un factor
K=0.5.
𝐾𝐿
𝑟𝑚𝑖𝑛=
0.5 40
0.5650= 35.398
Relación de esbeltez de transición
𝐶𝑐 = 2𝜋𝐸
𝑆𝑦
Utilizando un acero AISI 1018 estirado en frio con Sy = 54 ksi y E = 30X106 psi.
𝐶𝑐 = 2𝜋 30 × 106𝑝𝑠𝑖
35000𝑝𝑠𝑖= 127.888
Como
𝐾𝐿
𝑟< 𝐶𝑐
La columna es intermedia y con carga concéntrica, por eso utilizaremos la formula de J. B.
Johnson para determinar la carga critica.
𝑃𝑐𝑟 = 𝐴𝑆𝑦 1 −𝑆𝑦 𝐾𝐿 𝑟 2
4𝜋2𝐸 − − − (137)
𝑃𝑐𝑟 = 1.27 35000 1 −35000 35.398 2
4𝜋2 30 × 106 = 42.8𝑘𝑠𝑖
Como la carga máxima en la columna es de 16 ksi y la carga critica es mucho mayor el
perfil pasa por carga.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
222
CAPÍTULO V
ANÁLISIS ECONÓMICO
5.1.- Costos de producción
5.2.- Depreciación
5.2.1.- Definiciones

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
223
5.1.- Costos de producción
Para que un producto tenga éxito en su venta, el costo debe de competir con el de los
productos semejantes. El costo total de un producto consiste en varias categorías, como
el costo del material, de herramientas, costos fijos y costos de mano de obra directa e
indirecta.
Los métodos de procedimientos contables pueden ser complicados y la selección
depende de la empresa y de su tipo de operaciones. Los procesos técnicos y operativos
de los factores de costo son difíciles, tardados y no siempre son exactos ni viables.
Las tendencias recientes en los sistemas de costeo incluyen las siguientes consideraciones:
Beneficios intangibles de mejoramientos de calidad y reducción de inventarios.
Costos de ciclo de vida.
Uso de maquinas.
El costo de compra en comparación con el de rentar la maquinaria.
Los riesgos financieros de implementar la automatización y las nuevas tecnologías
disponibles.
El costo de las herramientas es fuertemente influenciado por el proceso de producción
que se seleccione, un ejemplo, esta en operaciones de maquinado, las herramientas de
carburo son mas costosos que las de el acero para alta velocidad pero su vida útil es
mayor.
Sin embargo, los altos costos de las herramientas podrían justificarse por el alto volumen
de producción de un solo artículo, también es importante tomar en cuenta su
obsolescencia por cambios en le producto y su alta duración.
La empresa debe de solventar todos esos costos independientemente de si se hace el
producto o no, teniendo en cuenta que los costos fijos como la energía eléctrica,
combustibles, impuestos sobre la propiedad, renta y seguros no son sensibles al volumen
de producción.
Para propósitos de cálculos, el adjetivo “directo” indica la relación de estos elementos del
costo con el producto que se está fabricando. Los materiales directos son las materias
primas que físicamente se convierten en parte del producto terminado. La mano de obra
directa representa el costo de los servicios de los empleados que trabajan directamente
con el producto mismo. Tanto la materia prima y mano de obra directa, suelen describirse
como costos primos.
Los gastos generales de fabricación incluyen todos los costos relacionados con la
producción de fábrica a excepción de materias primas o mano de obra directa. Se
pueden distinguir tres categorías de gastos generales de fabricación.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
224
Materiales indirectos
Mano de obra indirecta
Gastos generales de fabrica
La combinación de la mano de obra directa y los gastos generales de fabricación, se
conocen como “costos de conversión”, o “costos de procesamiento”, ya que estos son los
costos de procesar las materias primas en productos terminados.
5.2.- Depreciación
En general las compañías recuperan su inversión de capital en activos tangibles (equipo,
vehículos, edificaciones y maquinaría) mediante la depreciación. El proceso de depreciar
un activo, explica la perdida del valor del activo debido a la edad, uso y obsolencia
durante su vida útil. Aunque un activo puede estar en excelente condición de trabajo, el
hecho de que valga menos a través del tiempo se considera en los estudios de
evaluación económica.
5.2.1.- Definiciones
Depreciación es la reducción en el valor de un activo. Los modelos de depreciación
utilizan reglas, tasas y formulas aprobadas por el gobierno para representar el valor actual
de los libros de la compañía. El monto de la depreciación, D1, calculado de ordinario de
forma anual, no refleja necesariamente el patrón del uso real del activo durante su
posesión.
Costo inicial, o base no ajustada, es el costo instalado del activo que incluye en el precio
de compra, las comisiones de entrega de instalación y otros costos directos depreciables
en los cuales se incurre a fin de preparar el activo para su uso. El termino base no ajustada
o simplemente base, y el símbolo B se utilizan cuando el activo es nuevo; se emplea el
termino base ajustada cuando se ha cargado alguna depreciación.
El valor en libros representa la inversión restante, no depreciada en los libros después de
que el monto total de cargos de depreciación a la fecha han sido restados de la base. En
general, el valor en libros, VLt, se determina al final de cada año, lo cual es consistente
con la habitual convención de final de año.
El periodo de recuperación es la vida depreciable, n, del activo en años para fines de
depreciación (y del impuesto sobre la renta). Este valor puede ser diferente de la vida
productiva estimada debido a que las leyes gubernamentales regulan las leyes de
recuperación y depreciación permisibles.
El valor de mercado es la cantidad estimada posible si un activo fuera vendido en el
mercado abierto. Debido a la estructura de las leyes de depreciación, el valor en libros y
el valor de mercado pueden ser sustancialmente diferentes. Por ejemplo, el valor de
mercado de un edificio comercial tiende a aumentar, pero el valor en libros se reducirá a
medida que se consideren los cargos de representación. Sin embargo, una computadora

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
225
puede tener un valor de mercado mucho mas bajo que su valor en libros debido a la
tecnología cambiante.
La tasa de depreciación o tasa de recuperación es la fracción del costo inicial que se
elimina por depreciación cada año. Esta tasa, dt, puede ser la misma cada año del
periodo de recuperación. Una tasa de depreciación si referencia al año se identifica por
la letra d.
El valor de salvamento es el valor estimado de intercambio o de mercado al final de la
vida útil del activo. El valor salvamento, VS, expresado como una cantidad en pesos
estimada o como porcentaje del costo inicial, puede ser positivo, cero, o negativo debido
a los costos de desmantelamiento y de remoción.
La propiedad personal, uno de los tipos de propiedad para los cuales se permite la
depreciación, está constituido por las posesiones tangibles de una corporación,
productoras de ingresos, utilizadas para hacer negocios. Se incluye la mayor parte de la
propiedad industrial manufacturera y de servicio: vehículos, equipo de manufactura,
mecanismos de manejo de materiales, computadores, conmutadores, muebles de
oficina, equipo de proceso de refinación y mucho más.
La propiedad real incluye la finca raíz y las mejoras a ésta y tipos similares de propiedad,
por ejemplo, edificios de oficinas, estructuras de manufactura, bodegas, apartamentos y
otras estructuras. La tierra en si se considera propiedad real, pero no es depreciable.
La convención de medio año supone que se empieza a hacer uso de los activos o se
dispone de ellos a mitad de año, sin importar cuándo ocurren realmente tales eventos
durante el año. Otras convenciones son la mitad de mes y la mitad de trimestre.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
226
CONCLUSIONES
A lo largo del desarrollo de la tesis nos percatamos de la importancia que implica el
proceso de diseño en ingeniería. Este es un proceso interactivo y eslabonado, en donde, si
una de las fases del mismo no es planteada, desarrollada y completada de una manera
integra, el siguiente paso es prácticamente imposible de realizar.
También le dimos el enfoque a los conocimientos adquiridos a lo largo de la carrera, los
planteamos de forma tal que nos sirvieran de herramientas para poder completar el
diseño de una manera segura y confiable.
Por otro lado, un tren de laminación es una maquina-herramienta muy compleja, que sin
duda alguna, puso a prueba nuestras capacidades y conocimientos. Es importante
mencionar que en este trabajo solo aportamos información referente a los elementos
principales que componen a la máquina en conjunto, pero cada uno de estos elementos,
durante su diseño y desarrollo, aporta la secuencia lógica y la información necesaria para
poder comenzar a diseñar dichos elementos.
También es importante mencionar que diseñar no se trata únicamente de dibujar, si no
también de sustentar las dimensiones de los elementos con los cálculos correspondientes y
tratar de ahorrar la mayor cantidad de material posible pero sin sacrificar seguridad y
funcionalidad, además de que se tiene que tener una visión a futuro para dejar los
espacios suficientes para futuras maniobras de mantenimiento del equipo.
La idea de diseñar y llevar a cabo físicamente el tren de laminación es una tarea enorme
pero no imposible, que si llega a desarrollarse brinda la utilidad necesaria para amortizar
la inversión del desarrollo. El proceso de laminación es complejo y seguirá siendo utilizando
por muchos años más dentro de áreas de construcción, aeronáutica, automotriz etc., por
lo cual el diseño del tren de laminación es una buena inversión para desarrollar.

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
227
BIBLIOGRAFÍAS
ROBERT L. MOTT
“Diseño de Elementos de
Maquinas’’
PRENTICE HALL
Cuarta Edición
México 2006
Paginas: 944
JOSEPH E. SHIGLEY
“Diseño en Ingeniería
Mecánica”
MC-GRAW HILL
Sexta Edición
México 2002
Paginas: 1158
C. H. JENSEN
“Dibujo y Diseño de
Ingeniería”
MC-GRAW HILL
Primer Edición
México 1986
Paginas: 760
JAMES M. GERE
“Mecánica de
Materiales”
THOMSON LEARNING
Quinta Edición
México 2002
Paginas: 926
BEER & JHONSTON
“Mecánica de
Materiales”
MC-GRAW HILL
Sexta Edición
México 2002
Paginas: 1081
R. C. HIBBELER
“Ingeniería Mecánica
Estática’’
PEARSON EDUCACION
Séptima Edición
México 1995
Paginas: 624
R. C. HIBBELER
“Ingeniería Mecánica
Dinámica’’
PEARSON EDUCACION
Séptima Edición
México 1995
EUGENEA. AVALLONE
“Manual del Ingeniero
Mecánico”
MC-GRAW HILL
Novena Edición
México 1995
Tomo I
SIDNEY H. AVNER
“Introducción a la
Metalurgia Física’’
MC-GRAW HILL
Segunda Edición
México 1995
Paginas: 695
SEROPE KALPAKJIAN
“Manufactura, Ingeniería
y Tecnología”
PRENTICE HALL
Cuarta Edición
México 2002
Paginas: 1176
A. I. TSELIKOV
“Trenes de Laminación”
URMO
Primer Edición
España 1970
Paginas: 464
BAKER JACOBSEN
”Contabilidad de Costos:
Un Enfoque
Administrativo y de
Gerencia’’
MC-GRAW HILL
Primer Edición
México 1970
Paginas: 734
LELAND T. BLANK
ANTONY J. TARQUIN
“Ingeniería Económica’’
MC-GRAW HILL
Cuarta Edición
Colombia 1999
Paginas: 724
MANUAL DEL USUARIO
“Mechanical Desktop
2008”
AUTODESK
Paginas: 756
GRUPO SKF
“Catalogo General SKF”
SKF
Paginas: 976

INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA
228
ANEXOS
1.- A1-01
2.- A1-02
3.- A1-03
4.- A1-04
5.- A1-05
6.- A1-06
7.- A1-07
8.- A1-08
9.- A1-09
10.- A1-10
11.- A1-11
12.- A1-12
13.- A1-13
14.- A1-14
15.-A1-15
16.- A1-16
17.- A1-17
18.- A1-18
19.- A1-19
20.- A1-20
21.- A1-21
22.- A1-22
23.- A1-23
24.- A1-24
25.- A1-25