Embed Size (px)
Citation preview

Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
1 de 9
EB 26a_ES
Instrucciones de reparación de la válvulade bola Tipo BR 26a
Fig. 1 - Válvula de bola Tipo BR 26a con accionamiento rotativo Tipo BR 31a
0 Contenido de las instrucciones de reparación
0 Contenido de las instrucciones de reparación 1
1 Generalidades 1
2 Construcción, principio de funcionamiento y dimensiones 2
3 Montaje, puesta en marcha y mantenimiento 2
4 Montaje de la válvula de bola estándar 24.1 Preparación del montaje 24.2 Montaje de la válvula de bola Fire-Safe 24.3 Montaje de la válvula de bola estándar 44.4 Pares de apriete 6
5 Montaje de válvulas de bola especiales 65.1 Montaje de válvula de bola para altas temperaturas 6
6 Anomalías y su solución 9
7 Reparación de la válvula de bola 97.1 Cambio de la empaquetadura 97.2 Cambio de la unidad de cierre y de la bola 97.3 Otras reparaciones 9
8 Consultas al fabricante 9
1 Generalidades
Estas instrucciones sirven de ayuda para el montaje y la reparación de las válvulas de bola de la serie 26a.Se reserva el derecho de efectuar modificaciones técnicas en el marco de nuevos desarrollos en las válvulas tratadas en estas instrucciones. Las explicaciones y dibujos no corres-ponden estrictamente al suministro o pedidos de recambios.Los dibujos y gráficos no son a escala.No se realizarán ejecuciones especiales de clientes que no cumplan nuestros estándares.
Fig. 2 – Válvula de bola Fire-Safe Tipo BR 26a => Despiece ver tabla 1 en página 3
Fig. 3 – Válvula de bola estándar Tipo BR 26a => Despiece ver tabla 2 en página 5

Pfeiffer Chemie-Armaturenbau GmbH
Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
2 de 9
EB 26a_ES
Nota:En válvulas para oxígeno no se puede utilizar esta grasa. Para válvulas exentas de aceite y grasas, y en especial para aplicaciones con oxígeno, se debe utilizar un lubricante apropiado.
Nota:Para el montaje se debe observar la posición de colocación de las partes individuales como se repre-senta en los despieces.
4.2 Montaje de la válvula de bola Fire-Safe4.2.1 Montaje del cuerpo principal
El montaje se empieza por el cuerpo principal (1).Colocar el cuerpo principal con la brida hacia abajo en una superficie de trabajo plana y limpia, de forma que la parte interna de la válvula quede fácilmente accesible.
Colocar la arandela de presión revestida (13) en el cuerpo principal (1). Tomar la posición de colocación de la arandela de presión de la figura 4.Presionar la junta (9a) sobre la arandela de presión.
Empujar el casquillo guía (7) por el eje (5) con un ligero movi-miento giratorio. Aplicar un poco de grasa en el eje (5) e introducirlo desde dentro junto con el casquillo guía (7) a través del conducto del eje en el cuerpo principal (1) .
Nota:Prestar atención a no dañar la superficie de cierre del eje (5).Prestar atención a colocar el casquillo guía (7) con el eje (5) en la posición correcta en el orificio del cuerpo principal (1) sin dañarlos.
Girar el eje (5) hasta que su lado plano forme un ángulo recto con la superficie de trabajo.A continuación, aplicar un poco de spray de silicona en la bola (4) e introducirla cuidadosamente.
Colocar el anillo de PTFE (10) y el anillo de carbón-grafito (10a) en las ranuras correspondientes en el cuerpo principal (1).
4.2.2 Montaje del cuerpo lateral
Colocar la junta (9b) en el cuerpo lateral (2).Colocar el cuerpo lateral (2) con la junta (9b) previamente montada, en el cuerpo principal (1) y presionarlos cuidadosa-mente.
La cesión de estas instrucciones a terceros sólo se puede hacer con el consentimiento por escrito de Pfeiffer Chemie-Armaturenbau GmbH.Toda la documentación está protegida por derechos de autor. No se permite el fomento, reproducción, difusión y comunica-ción total o parcial de los contenidos de esta documentación, sin autorización escrita.
El equipo debe ser desmontado únicamente por personal especializado que esté familiarizado con el montaje, puesta en marcha y funciona-miento del equipo.
En estas instrucciones de montaje y reparación se con-sidera personal especializado a aquellas personas que debido a su formación técnica y experiencia, así como al conocimiento de las normas vigentes, pueden calificar los trabajos encomendados y reconocer los posibles peligros.
2 Construcción, principio de funcionamiento y dimensiones
La construcción, el principio de funcionamiento, las dimensio-nes y otros datos técnicos se encuentran en la Hoja técnica< TB 26a >.
3 Montaje, puesta en marcha y mantenimiento
Las instrucciones para el montaje, puesta en marcha y man-tenimiento se encuentran en las Instrucciones de servicio< BA 26a-01 > para válvulas de bola automatizadas, o< BA 26a-02 > para válvulas de bola manuales.
4 Montaje de la válvula de bola estándar4.1 Preparación del montaje
Antes de montar la válvula de bola es necesario preparar todas las piezas, para ello se deben limpiar cuidadosamente y colocar encima de un soporte blando (tapete de goma o similar).
Poner atención a las partes de material sintético y de grafito que casi siempre son muy blandas y sensibles, en especial las superficies de cierre que no se deben dañar.
Atención:Para prevenir una soldadura en frío de los tornillos del cuerpo, el fabricante utiliza una grasa de altas prestaciones (Gleitmo 805 marca Fuchs o Molykote 1000).

Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
3 de 9
EB 26a_ES
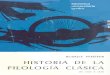
Pos. Denominación Material1 Cuerpo principal variable2 Cuerpo lateral variable4 Bola 1.4408 / 1.45715 Eje 1.45716 Brida del prensaestopas 1.45717 Casquillo guía PTFE con vidrio8 Anillo PTFE con carbón9 Unidad de cierre TFM
10 Anillo PTFE10a Anillo carbón-grafito11 Conjunto arandelas presión 1.8159 / Delta Tone12 Empaquetadura anillos V PTFE / 1.430513 Arandela de presión 1.4404 / PTFE14 Tornillos A2-7015 Tornillo A2-7016 Anillo carbón-grafito17 Casquillo 1.4571
Tabla 1 – Despiece
Fig. 4 - Despiece de la váluvla de bola Fire-Safe Tipo BR 26a

Pfeiffer Chemie-Armaturenbau GmbH
Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
4 de 9
EB 26a_ES
En la ejecución con asiento sin resorte:Introducir la junta (9a) en el cuerpo principal.
Sólo para la ejecución con asiento con resorteColocar la arandela de presión revestida (13) en el cuerpo principal (1). Tomar la posición de colocación de la arandela de presión de la figura 5.Presionar la junta (9a) sobre la arandela de presión.
Continuación del montaje para todas las ejecuciones:Empujar el casquillo guía (7) por el eje (5) con un ligero movi-miento giratorio.Aplicar un poco de grasa en el eje (5) e introducirlo desde dentro junto con el casquillo guía (7) a través del conducto del eje en el cuerpo principal (1).
Nota:Prestar atención a no dañar la superficie de cierre del eje (5).Prestar atención a colocar el casquillo guía (7) con el eje (5) en la posición correcta en el orificio del cuerpo principal (1) sin dañarlos
Girar el eje (5) hasta que su lado plano forme un ángulo recto con la superficie de trabajo.A continuación, aplicar un poco de spray de silicona en la bola (4) e introducirla cuidadosamente.
Colocar el anillo de PTFE (10) y el anillo de carbón-grafito (10a) en las ranuras correspondientes en el cuerpo principal (1).
4.3.2 Montaje del cuerpo lateral
Colocar la junta (9b) en el cuerpo lateral (2).Colocar el cuerpo lateral (2) con la junta (9b) previamente montada, en el cuerpo principal (1) y presionarlos cuidadosa-mente.
4.3.3 Montajefinaldelaválvuladebola
Girar el cuerpo lateral (2) hasta que coincidan los taladros de ambas partes del cuerpo (1 y 2).
Engrasar ligeramente los tornillos (14) y atornillar ambas par-tes del cuerpo apretando los tornillos de forma entrecruzada y uniforme.
Nota:Tener en cuenta los pares de apriete indicados en la tabla 3 del capítulo 4.4 según el paso nominal.
Empujar la empaquetadura de anillos en V (12) por el eje (5) montado mediante un ligero movimiento rotativo y colocarla en el asiento de la empaquetadura del cuerpo principal (1). Tener en cuenta la figura 5 para el orden de colocación de los anillos en V.
4.2.3 Montajefinaldelaválvuladebola
Girar el cuerpo lateral (2) hasta que coincidan los taladros de ambas partes del cuerpo (1 y 2).
Engrasar ligeramente los tornillos (14) y atornillar ambas par-tes del cuerpo apretando los tornillos de forma entrecruzada y uniforme.
Nota:Tener en cuenta los pares de apriete indicados en la tabla 3 del capítulo 4.4 según el paso nominal.
Empujar la empaquetadura de anillos en V (12) por el eje (5) montado mediante un ligero movimiento rotativo y colocarla en el asiento de la empaquetadura del cuerpo principal (1). Tener en cuenta la figura 4 para el orden de colocación de los anillos en V.
Colocar el conjunto de arandelas de presión (11) encima de la empaquetadura. Tener en cuenta la figura 4 para el orden de colocación de las arandelas.
Presionar el anillo de carbón - grafito (16) en el casquillo (17).
Empujar el casquillo (17) con el anillo de carbón-grafito (16) por el eje (5), hasta que apoyen sobre las arandelas de presión.
Empujar cuidadosamente el anillo de carbón-grafito (8) por el eje hasta el casquillo (17).
A continuación colocar la brida del prensaestopas (6) por el eje encima del cuerpo y centrarla con ayuda de los tornillos cilíndricos (15) previamente engrasados. Apretar los tornillos de forma entrecruzada y uniforme.
Nota:Antes de realizar las pruebas de estanqueidad es necesario abrir y cerrar algunas veces la válvula, para que la bola se centre en las juntas y se consiga un cierre óptimo.
Así se concluye el montaje de la válvula de bola.
4.3 Montaje de la válvula de bola estándar4.3.1 Montaje del cuerpo principal
El montaje se empieza por el cuerpo principal (1).Colocar el cuerpo principal con la brida hacia abajo en una superficie de trabajo plana y limpia, de forma que la parte interna de la válvula quede fácilmente accesible.

Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
5 de 9
EB 26a_ES
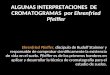
Pos. Denominación Material1 Cuerpo principal variable2 Cuerpo lateral variable4 Bola 1.44085 Eje 1.45716 Brida del prensaestopas 1.45717 Casquillo guía PTFE con vidrio8 Casquillo guía PTFE con carbón9 Unidad de cierre TFM
10 Anillo PTFE10a Anillo carbón-grafito11 Conjunto arandelas presión 1.8159 / Delta Tone12 Empaquetadura anillos V PTFE / 1.430513 Arandela de presión 1.4404 / PTFE14 Tornillo A2-7015 Tornillo A2-70
Tabla 2 – Despiece
Fig. 5 - Despiece de la válvula de bola estándar Tipo BR 26a

Pfeiffer Chemie-Armaturenbau GmbH
Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
6 de 9
EB 26a_ES
Colocar el conjunto de arandelas a presión (11) encima de la empaquetadura. Tener en cuenta la figura 5 para el orden de colocación de las arandelas.
Presionar el casquillo guía (8) en la brida de la empaqueta-dura (6).A continuación, colocar la brida del prensaestopas (6) por el eje encima del cuerpo y centrarla con ayuda de tornillos cilíndricos (15) previamente engrasados. Apretar los tornillos de forma entrecruzada y uniforme.
Nota:Antes de realizar las pruebas de estanqueidad es necesario abrir y cerrar algunas veces la válvula, para que la bola se centre en las juntas y se consiga un cierre óptimo.
Así se concluye el montaje de la válvula de bola.
4.4 Pares de apriete
Los tornillos de unión de las dos mitades del cuerpo se deberán apretar de forma entrecruzada y uniforme, teniendo en cuenta los pares de apriete indicados en la tabla siguiente:
DNMitades del cuerpo Prensaestopas
canti-dad tornillos par de
aprietecanti-dad tornillos par de
apriete15 4 M8x20 22 Nm 4 M4x10 5 Nm25 4 M10x20 49 Nm 4 M6x8 6 Nm40 5 M10x25 49 Nm 3 M8x12 14 Nm50 7 M10x25 49 Nm 3 M8x12 14 Nm
80 6 M16x30 / M16x40 105 Nm 4 M10x16 30 Nm
100 8 M16x30 / M16x40 105 Nm 4 M10x16 30 Nm
Tabla 3 – Pares de apriete
5 Montaje de válvulas de bola especiales 5.1 Montaje de válvula de bola para altas temperaturas (ejecución con unidad de cierre metálico “HSB”)
5.1.1 Preparación del montaje
Antes de montar la válvula de bola es necesario preparar todas las piezas, para ello se deben limpiar cuidadosamente y colocar encima de un soporte blando (tapete de goma o similar).Poner especial atención a las partes de cierre que casi siem-pre son muy blandas y sensibles, en especial las superficies de cierre que no se deben dañar.
Fig. 6 – Válvula de bola para altas temperaturas Tipo BR 26a => Despiece ver tabla 4, fig. 7
Atención:Para prevenir una soldadura en frío de los tornillos del cuerpo, el fabricante utiliza una grasa de altas prestaciones apropiada para altas temperaturas (Molykote 1000).
Atención:Estas válvulas no se pueden utilizar para aplicacio-nes con oxígeno.
Nota:Para el montaje se debe observar la posición de colocación de las partes individuales como se repre-senta en el despiece (figura 7).
Atención:Las juntas de grafito son muy sensibles y necesitan ser tratadas muy cuidadosamente. En otro caso no se puede garantizar un cierre óptimo.No es necesario engrasar el cierre del asiento, ya que conduce a un mal comportamiento de opera-ción. El anillo de asiento y la bola forman un con-junto, y sólo se pueden montar como una unidad. No está permitido montar un anillo de asiento que haya sido lapeado para otra bola. No está permitido realizar el lapeado autónomamente. El anillo de asiento para la ejecución DN 15 está cargado con un resorte y cierra en ambos lados de la bola con un único anillo de grafito.

Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
7 de 9
EB 26a_ES
Pos. Denominación Material1 Cuerpo principal 1.45712 Cuerpo lateral 1.4571l4 Bola 1.4408 / HSB35 Eje 1.45426 Brida del prensaestopas 1.45717 Casquillo guía 1.4571 / HSB78 Anillo carbón-grafito9 Anillo de asiento 1.4571 / HSB3
10 Anillo carbón-grafito10a Anillo carbón-grafito11 Conj. arandelas presión Inconel 71812 Empaquetadura grafito-Inconel13 Arandela de presión Inconel 71814 Espárrago A2-7014a Tuerca A2-7015 Tornillo A2-7016 Anillo carbón-grafito17 Casquillo 1.457118 Anillo carbón-grafito19 Anillo de presión 1.457120 Anillo de presión 1.4571
Tabla 4 – Despiece
Fig. 7 - Despiece de la válvula de bola para altas temperaturas Tipo BR 26a

Pfeiffer Chemie-Armaturenbau GmbH
Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
8 de 9
EB 26a_ES
5.1.2 Montaje del cuerpo principal
El montaje se empieza por el cuerpo principal (1).Colocar la arandela de presión (13) en el cuerpo principal (1). Tomar la posición de colocación de la arandela de presión de la figura 7.
Colocar el anillo de presión (19) encima de la arandela de presión.El anillo de presión se coloca de forma que la cámara con la marca “T“ apoye en la arandela de presión.Presionar cuidadosamente el anillo de grafito (18) en la cá-mara del anillo de asiento (9).
Introducir cuidadosamente el anillo de asiento (9) equipado con el anillo de grafito (18) en el cuerpo principal, aseguran-do que el anillo de grafito (18) con 2 anillos de presión (20) apoye sobre el anillo de presión (19).
5.1.3 Montaje del cuerpo lateral
El cuerpo lateral (2) se monta igual como se ha descrito anteriormente.
5.1.4 Montajefinaldelaválvuladebola
Desplazar el casquillo (7) por el eje (5), hasta que el collar del casquillo apoye en el collar del eje (5).A continuación introducir el eje (5) con el casquillo (7) en el cuerpo principal (1).
La cabeza plana del eje (5) debe quedar apuntando hacia la misma dirección de paso del cuerpo principal (1).Colocar cuidadosamente la bola (4) mediante un movimiento de inclinación en el cuerpo principal (1).La cabeza plana del eje (5) debe encajar correctamente en el encaje de la bola.
Introducir el anillo de grafito (10) en la cámara de la división del cuerpo.A continuación, colocar el cuerpo lateral (2) previamente montado cuidadosamente y con un ligero movimiento girato-rio en el cuerpo principal (1).
Comprobar si existe una ranura uniforme en todo el perímetro de la división del cuerpo entre ambas partes del cuerpo.Girar el cuerpo lateral (2) hasta que coincidan los taladros de ambas partes del cuerpo (1 y 2).
Engrasar ligeramente los tornillos (14) y las tuercas (14a) y atornillar ambas partes del cuerpo (1 y 2) apretando los torni-llos de forma entrecruzada y uniforme.
Empujar la empaquetadura de grafito (12) por el eje (5) mon-tado mediante un ligero movimiento rotativo y colocarla en el asiento de la empaquetadura del cuerpo principal (1).
Los anillos de la empaquetadura se tienen que colocar y presionar individualmente.Colocar la herramienta en el prensaestopas y apretar cada una de las tuercas uniformemente. Aplicar el par de apriete especificado en la tabla 5 por cada anillo introducido utili-zando una llave dinamométrica. Después de presionar cada anillo es necesario mover el eje entre cuatro y seis veces para que el anillo se pueda asentar y se cree una capa fina de grafito en la superficie del eje.
Paso nominal Par de apriete Disposición de las aran-
delas de presiónDN 15 11 Nm 2GS / 2WSDN 25 24 Nm 2GS / 2WSDN 40 32 Nm 2GS / 2WSDN 50 38 Nm 3GS / 2WSDN 80 48 Nm 2GS / 2WSDN 100 55 Nm 2GS / 2WS
Tabla 5 – Pares de apriete para cada tuerca
Nota:Explicación de la disposición de las arandelas de presión
GS = disposición paralela en la misma dirección de las aran-delas de presiónWS = disposición paralela en dirección contraria de las aran-delas de presión
Ejemplo:3GS / 2WS significa que de 6 arandelas de presión, se forman dos conjuntos de 3 arandelas de presión paralelas cada uno, que se sitúan en dirección opuesta entre ellos.
Colocar el anillo de carbón-grafito (8) en el paso de la empa-quetadura (6). Fijarlo en su lugar con el casquillo (17).
Poner el anillo de grafito (16) encima del collar del cuerpo principal (1). Fijar la empaquetadura (6) previamente mon-tada como antes en el cuerpo principal (1) mediante los tornillos (15).
Nota:Se recomienda limpiar con un trapo no tejido el eje (5) en el lugar donde apoya el anillo de grafito (5) y aplicar grasa para altas temperaturas. De esta forma se mejora la propiedad deslizante.
Comprobar que todas las partes se mueven libremente du-rante y después del montaje.
Para conseguir pares de accionamiento óptimos y una buena característica de cierre, es necesario presurizar la válvula por ambos lados utilizando agua, según la siguiente tabla.

Pfeiffer Chemie-Armaturenbau GmbH • Telefon: 02152 2005-0 • Telefax: 02152 1580 • E-Mail: [email protected] • Internet: www.pfeiffer-armaturen.com
9 de 9
EB 26a_ESSereservaelderechodemodificarejecucionesyespecificacionesEdición Agosto 2014
PD
F=10
5
5.1.5 Valoresdepresurizacióndelosanillosdegrafito en los anillos de asiento
Paso nominal Valores de presiónDN 15 a DN 50 => 40 bar en ambos lados/aguaDN 65 a DN 80 => 25 bar en ambos lados/agua
DN 100 => 16 bar en ambos lados/aguaTabla 6 - Valores de presión
Así se concluye el montaje de la válvula de bola.
6 Anomalías y su solución
La resolución de anomalías se describe en el capítulo 7 de las instrucciones de servicio< BA 26a-01 > para válvulas de bola automatizadas, o < BA 26a-02 > para válvulas de control manuales.
7 Reparación de la válvula de bola7.1 Cambio de la empaquetadura
Cuando la válvula fuga por el prensaestopas, pueden estar defectuosos los anillos de la empaquetadura (12). Se reco-mienda comprobar el estado de la empaquetadura.
Para desmontar la empaquetadura se deberá desmontar la válvula siguiendo el orden inverso al procedimiento de mon-taje descrito en el capítulo correspondiente. Comprobar los anillos de la empaquetadura y en caso de duda cambiarlos.
7.2 Cambio de la unidad de cierre y de la bola
Cuando se detecta una fuga en el paso de la válvula de bola, pueden estar defectuosos el conjunto de anillos de cierre y la bola (4). Se recomienda comprobar el estado de todas estas piezas.
Para desmontar las juntas y la bola se deberá desmontar la válvula siguiendo el orden inverso al procedimiento de mon-taje descrito en el capítulo correspondiente. Comprobar las juntas, la bola y demás partes de cierre y en caso de duda cambiarlas.
7.3 Otras reparaciones
En caso de daños mayores, se recomienda encargar la repa-ración de la válvula a la fábrica Pfeiffer.
8 Consultas al fabricante(en caso de consulta facilitar los siguientes datos)
1. Número de pedido (grabado en el cuerpo de la válvula de bola)
2. Tipo, número de serie, paso nominal y ejecución de la válvula de bola.
3. Presión y temperatura del medio.
4. Caudal en m³/h.
5. Esquema de montaje.