Embed Size (px)
Citation preview

SEPT
IEM
BR
E20
08•
Nº
6M
OLD
PRES
S


1
ISCAR, Donde la Innovación Nunca se Detiene
ISCAR IBERICA SA, subsidiaria de ISCAR LTD con se-de en Israel, está presente en España desde 1989. Suactividad se centra en la comercialización, fabrica-ción y asistencia técnica de las herramientas de cor-te para la industria metalúrgica, siendo uno de losprincipales fabricantes de herramientas de preci-sión.
En ISCAR es habitual liderar las soluciones indus-triales innovativas.
En este sentido, ISCAR ofrece ahora un nuevoconcepto en el mecanizado denominado LINEA 3PSUMO-TEC para una mayor productividad. 3P es:Premium Productivity Products para una mayorProductividad, mejor Rentabilidad y mayor Ren-
dimiento –Productivity, Profitability and Perfor-mance–.
Iscar presenta este avance tecnológico de las nuevasherramientas ISCAR en un revolucionario conceptoen el mecanizado denominado LINEA 3P SUMO parauna mayor productividad.
Lo más destacado en la introducción del producto 3Pes la tecnología SUMO TEC que se caracteriza por unanueva serie de calidades Premium de carbonitruro detitanio que cubren los desafíos del mecanizado con-temporáneo de las industrias del corte de metal.
Las futuras series de calidades de metal duro sobre-pasarán el rendimiento en el mecanizado con nue-vos logros en aplicaciones de taladrado, fresado, tor-neado y rasurado.
Por su amable y desinteresada co-laboración en la redacción de estenúmero, agradecemos sus infor-maciones, realización de reporta-jes y redacción de artículos a susautores.
MOLD PRESS se publica seis vecesal año: Febrero, Abril, Junio, Sep-tiembre, Octubre y Diciembre.
Los autores son los únicos res-ponsables de las opiniones y con-ceptos por ellos emitidos.
Queda prohibida la reproduccióntotal o parcial de cualquier texto oartículo publicado en MOLD PRESSsin previo acuerdo con la revista.
Editorial 2Noticias 4Nuevas plaquitas ISCAR • Metromeet lanza la convocatoria de ponencias para 2009 • CRC MARKERPAINT • Unidadde compensación AGE-Z • Tecnología avanzada en ASCAMM • Nuevo catálogo de WNT • Técnicos de mecanizado deWNT Ibérica • 17 Congreso de Máquinas-Herramienta • Problemas y propuestas de solución para el lavado y desen-grase de piezas industriales • EADS elige a PTC • Hexagon adquiere una compañía de software líder • Jornadas Téc-nicas del CEP en EQUIPLAST.
Artículos
• El proyecto CENIT de la Máquina-Herramienta celebró su Asamblea Anual - Por AFM 13• TEY reafirma sus medios tecnológicos y productivos 14• Mecanizado de 5 ejes con TopSolid’Cam 16• Cooperación BAZUS - PASO 18• La Fundación ASCAMM invertirá 40 millones de euros en I+D+i 20• PX - Acceso KVM compacto y remoto a su ordenador o servidor 22• ROMOCUT, el primer asistente de modelado NC móvil, limpio y silencioso - Por Hexagon Metrology 24• TECNALIA convoca su IV Premio de Periodismo, dotado con 15.000 euros 25• Las Microtécnicas - Por Xavier Ardanuy Navajo 26• CLEANBLAST. Limpieza por proyección de hielo seco - Por Air Liquide 28• Portaherramientas de precisión en el campo de velocidades elevadas - Por Schunk Intec 29• Troqueles y Moldes de Galicia, S.A. (TROMOSA) - Por Siemens PLM Solutions 33• PROVEEDORES 37Guía de compras 46Indice de Anunciantes 48
Sumario • SEPTIEMBRE 2008 - Nº 6
Nue
stra
Port
ada
Director: Antonio Pérez de CaminoPublicidad: Ana TocinoAdministración y Suscripciones: Carolina Abuin
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-4431 - Depósito legal: M-53064-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. Ruiz • Impresión: VILLENA
Colaborador:Manuel A.
Martínez Baena

Información / Septiembre 2008
2
PRESENCIA EN FERIASEn unos momentos como los actuales, todos tenemos que po-ner nuestro granito de arena y empujar más fuerte que nuncael carro de la Industria. Por este motivo vamos a aumentarnuestra presencia en las Ferias que se celebran antes del finaldel año.
Con el próximo número de octubre vamos a estar presentescon stand en varias de las Ferias más importantes a nivel eu-ropeo:
EQUIPLAST y EUROSURFAS en Barcelona, MIDEST en París,…
Son eventos fuertes e importantes en nuestro sector y por dichomotivo queremos distribuir la revista, que tanto noticias, comoartículos, como anunciantes, tengan repercusión en estos even-tos.
Reserve ya su publicidad en este Nº especial, tel. 917817776 o [email protected].
En este número que ahora tiene en sus manos encontrará enpáginas finales las compañías proveedoras de productos, ma-quinaria o servicios para la fabricación de Moldes. No están to-dos, pero sí la mayoría. Por problemas de recepción, de tiempoo de comunicación, alguno falta y desde aquí pedimos discul-pas.
Antonio Pérez de Camino
Editorial


Nuevas plaquitasISCARISCAR ha combinado tres ideasde éxito probado en sus nuevasplaquitas HELIDO/FEEDMILL pa-ra fresado de desbaste a gran a-vance y mecanizado de cavida-des en la industria de moldes ymatrices.
Las plaquitas H600 WXCU 08disponen de filos de corte heli-coidales para una entrada suaveen el material, ángulos de inci-dencia de 17º para reducir losesfuerzos laterales y el trata-miento superficial SUMO TECpara una mayor duración del fi-lo de corte.
Las nuevas plaquitas HELIDO/FE-EDMILL H600 WXCU 08…trigona-les de doble cara y con 6 filos decorte combinan la resistencia deHELIDO con la geometría espe-cial de FEEDMILL para facilitar elfresado a muy elevados índicesde avances hasta 3.5 mm/dientepara una rápida extracción demetal.
Las nuevas plaquitas están rec-tificadas periféricamente. Lasfuerzas de corte resultantes es-tán dirigidas axialmente haciael husillo. Este diseño propor-ciona una gran estabilidad ypermite un mecanizado a eleva-dos avances incluso con largosvoladizos. Además, la nuevaplaquita monta en un asiento
inclinado en cola de milano queproporciona una fijación muyfirme.
Las nuevas plaquitas están dispo-nibles en las calidades extra-du-raderas SUMO TEC y una ampliagama de ángulos de desprendi-miento adecuados para una am-plia gama de materiales y aplica-ciones.
Las fresas FF FWX..-08 estándisponibles en diámetros de 50a 125 mm. Disponen de orificiosde refrigeración y se pueden uti-lizar para planeado, fresado enrampa, plongeé e interpolaciónhelicoidal con excelentes resul-tados y duración de la herra-mienta.
Info 1
Metromeet lanzala convocatoriade ponenciaspara 2009La V edición de la ConferenciaInternacional sobre MetrologíaIndustrial Dimensional (Metro-meet), que tendrá lugar los días26 y 27 de marzo de 2009 en elPalacio de Congresos y de la Mú-sica de Bilbao, lanza la convoca-toria de ponencias, una invita-ción a profesionales y expertosdel sector a compartir sus expe-riencias y conocimientos.
En la próxima edición de Metro-meet, conferencia organizadapor la Asociación Innovalia, sedarán a conocer las nuevas so-luciones para la industria me-trológica: robótica para la me-trología, sistemas de mediciónóptica, sistemas de calibraciónpara la medición del metal o elnuevo sistema híbrido, entre o-tros.
Al igual que en ediciones ante-riores, las conferencias se dividi-rán en keynotes y tutoriales, ycontará con una presentaciónespecial de 45 minutos de dura-ción.
Metromeet está enfocado direc-tamente a la industria aeronáu-tica, energética, aeroespacial, e-nergética y automovilística, ycuenta con participantes de to-da Europa, Estados Unidos y Ca-nadá.
Info 2
CRCMARKERPAINTCRC Markerpaint es una pinturaespecialmente formulada paralas labores de señalización ymarcaje. Sus resinas especialesfavorecen la adherencia del pro-ducto a cualquier tipo de sustra-to (asfalto, piedra, tierra, cemen-to, etc.) aunque la superficie estéhúmeda o fría.
Sus pigmentos, de una alta fluo-rescencia, y la formulación úni-ca de este producto le hacemantener la misma fluorescen-cia en fondos claros y en fondososcuros. CRC Markerpaint nocontiene disolventes nocivos niirritantes.
Como ventajas caben destacar:secado rápido, acabado másfluorescente, resistente a bajastemperaturas (hasta -35 ºC),mayor rendimiento, sin disol-ventes clorados ni aromáticos,no nocivo ni irritante. Tixotrópi-co. No gotea en superficies ver-ticales. Válvula 360º para aplicaren cualquier posición.
Disponible en una amplia gamade colores.
CRC Markerpaint posee un nue-vo tapón protector más cómodo
Noticias / Septiembre 2008
4

COGER ANUNCIODE LA
CONTRAPORTADA4 DE MOLDES
ABRIL

de utilizar, con protec-tor de doble cuerpo pa-ra proteger el acciona-miento accidental en eltransponerte.
Aplicaciones: Señaliza-ción en construcción deobras públicas (carrete-ras, autovías, autopis-tas, etc), instalacionesde luz, agua, gas, telefo-nía, minería, obra civil,etc.
Además CRC posee o-tras pinturas especialespara el trazado de líne-as (CRC Striping Paint)y pintura para trazadoy señalización vertical(Tracing Paint).
Info 3
Unidadde compensaciónAGE-ZLa nueva unidad de compensa-ción de ejes AGE-Z de SCHUNKINTEC, solucionará los proble-mas de desviaciones en la ma-nipulación de piezas, las cualesson la causa de frecuentes coli-siones y paradas del robot quecausan pérdidas innecesariasde tiempo productivo.
Gracias a su diseño compacto ypeso reducido, compensa desa-lineaciones entre piezas quehan de montarse automática-mente. Minimiza el montaje ylas fuerzas de insercción nece-sarias. Reduce el peligro de po-sible agarrotamiento de las pie-zas y compensa los errores deposición en dirección lateral enlos ángulos de giro y de ejes in-cluido el eje ‘Z’. La unidad corri-ge hasta 8mm. de desviación yofrece la posibilidad de agregar
detectores de proximidad parasu control.
La carcasa exterior es de una al-ta resistencia debido a que estácompuesta de una aleación dealuminio anodizado. La unidadAGE-Z es totalmente flexible.Los rodamientos internos sumi-nistran una alta capacidad de a-guante ante fuerzas de torsión yhan sido diseñados optimizan-do el espacio de la unidad.
Info 4
Tecnologíaavanzadaen ASCAMMMás de 20 profesionales de lossectores más exigentes de la in-dustria se dieron cita el martes15 de Julio en las instalacionesdel Centro Tecnológico Ascammen Barcelona. Su objetivo, cono-cer los últimos avances tecnoló-gicos en metrología 3D portátilde FARO y las máquinas de me-dición por coordenadas (CMM)de ZEISS.
Los productos presentados porFARO fueron: Gage, el brazo Quan-tum, ScanArm y Laser Tracker.
Una vez más destacó el brazo
portátil más avanzado del mer-cado, el FaroArm Quantum, de2.4 metros de diámetro de me-dición con una precisión de0.0007" (0.018 mm).
Igor Corres, especialista de Faro-Arm realizó inspecciones de pie-zas con contacto y después al a-coplar la cámara digital al brazoQuantum digitalizó algunas pie-zas de estampación, presentan-do así el ScanArm para medicio-nes sin contacto.
En cuanto al Laser Tracker deFARO, Juan Luis Cantalejo, inge-niero de aplicaciones, demostróa los participantes el funciona-miento del sistema midiendo lasala en pocos minutos, lo quecausó una gran sensación.
ZEISS presentó su máquina fijapara mediciones en taller Dura-max y su tomógrafo axial indus-trial Metrotom.
Según Jordi Blanco, representan-te de ZEISS: “La jornada técnicaha concentrado a profesionalesmuy cualificados con mucho in-terés en nuevas tecnologías”.
Según Pilar Blanc, Directora Re-laciones Externas de Ascamm:“Estamos muy satisfechos de có-mo se ha desarrollado la jornaday nos encantaría repetirla en elfuturo”. “El Centro Tecnológicode la Fundación Ascamm, con susede central en el Parc Tecnolò-gic del Vallès (Barcelona), es ellugar ideal para demostración denuevas tecnologías”, comenta I-gor Corres de FARO.
Info 5
Nuevo catálogode WNTEl día 1 de Julio de 2008 WNTlanzó su nuevo catálogo. Desdeel centro logístico que WNT tie-
Noticias / Septiembre 2008
6


ne en la ciudad alemana deKempten, se distribiurán másde 60.000 ejemplares de formapersonalizada y concreta a laspequeñas y medianas empresasdedicadas al mecanizado en to-da europa, todo ello en 11 idio-mas diferentes.
El catálogo posee 45.000 referen-cias de herramientas especiali-zadas en el arranque de virutacon alta calidad de fabricacióneuropea, gran especialización enherramientas para el arranquede viruta y la experiencia que a-portan los 20 años de WNT.
Con este catálogo, WNT se dife-rencia claramente en el merca-do por tener el compendio másamplio y especializado en he-rramientas para el mecanizadopor control numérico, "un librode consulta imprescindible entodo taller de mecanizado quequiera ganar en competitividad"- según palabras del Director dela filial española.
En el mercado español, para WNTIbérica supone el primer catálogode distribución personalizada alos responsables de mecanizadoque ya han venido utilizando la e-dición anterior, "la acogida delsistema WNT, plasmada por uncatálogo que contiene todo lo que
nuestros clientes necesitan en unúnico manual ha sido increible yha superado las expectativas másoptimistas; de lo único que losclientes suelen quejar es del pesodel librito" -argumenta FreddyCorrales, Técnico de Mecanizadode WNT Ibérica.
Info 6
Técnicosde mecanizadode WNT IbéricaEn la empresa del siglo XXI el ac-tivo más importante son las per-sonas. Esta frase que últimamen-te leemos en varios textos quehablan sobre el mundo empresa-rial que nos está tocando vivir,contiene mucho significado y enel GRUPO CERATIZIT se están re-alizando grandes esfuerzos porcambiar la estructura y los proce-sos para tener cada vez más encuenta la importancia de la ges-tión de un buen equipo humano.
En la filial española pertenecientea dicho grupo, WNT Ibérica, sonvarias las iniciativas que se se es-tán adoptando para gestionar eseactivo tan importante del que ha-blan los expertos. Ahora bien, to-do se basa en atraer y retener a losmejores profesionales, con unabuena actitud y en dar una forma-ción continuada y adaptada a lasnecesidades individuales.
El programa base de capacitaciónde los Técnicos de Mecanizado deWNT, liderado por el Grupo CE-RATIZIT, es sin duda la actividadmás importante realizada por elmomento y para ello, el equipode Técnicos de Mecanizado deWNT Ibérica se traslada cada seismeses a la Academia que el Gru-po tiene en Reutte (Austria).
En la foto se puede apreciar todoel equipo de Técnicos de Mecani-
zado de WNT Ibérica en el últimoviaje de formación, un equipo re-novado, joven y con una actitudinmejorable para apoyar a losclientes. De izquierda a derecha:Marcos Reina, Imanol Ibarbia, Fer-nando García, Teo Polo, HeliodoroEscolano, Freddy Corrales, RamiroBengochea, Iker Pardo, Pedro Ur-bieta, Rafael Pérez, Javier Fernán-dez y José María Fernández.
Info 7
17 Congresode Máquinas-HerramientaEl 17 Congreso de Máquinas-He-rramienta y Tecnologías de Fa-bricación se celebrará en el Pala-cio Miramar de San Sebastián losdías 15, 16 y 17 de Octubre de2008. Con un enfoque orientadoa la innovación en proceso y pre-cisión, esta renovada edición delCongreso difundirá el conoci-miento de la tecnología que seencuentra alrededor de la fabri-cación y mostrará las tendenciasque los nuevos sistemas de pro-ducción han trasladado al mer-cado. Máquinas más precisas einteligentes para piezas más exi-gentes, medios de producciónmás polivalentes para alcanzarmayores productividades, así co-mo nuevos estilos de gestión pa-ra conseguir grupos de éxito.
Esta 17ª edición del Congreso va acontar con una nueva estructura,con la que se busca una mayorparticipación de las empresas, a
Noticias / Septiembre 2008
8


lo largo de los tresdías de duracióndel mismo. Lassesiones matina-les girarán en tor-no a una ponen-cia especial (keynote) de aproxi-mación a dos te-mas: Precisión,que contará conla intervencióndel Director deI+D de la empresajaponesa YasdaPrecision Tools
K.K. y Procesos, en la que partici-pará el Director de Ingeniería deGamesa Eólica.
Por las tardes se celebrarán me-sas redondas sobre el trabajodesarrollado por las líneas delproyecto CENIT “eEe – Tecnolo-gías avanzadas para los equiposy procesos de fabricación de2015”: línea 1 “Eco-máquina”, lí-nea 2 “Máquina Inteligente”, lí-nea 3 “Procesos y Multifuncio-nalidad” y línea 4 “Precisión yProductividad”, en las que los lí-deres de esas tecnologías comu-nicarán y coordinarán los desa-rrollos que vienen realizando eneste proyecto. En las sesionesvespertinas, representantes delas empresas Cie Automotive,Uribesalgo, Fasa Renault e ITP,expondrán sus necesidades yexperiencias relacionadas conestas tecnologías.
Por otra parte, la tercera jornadadel Congreso estará dedicada alanálisis de las tendencias, delos nuevos modelos de negocioy de las estrategias de creci-miento sostenible que han con-ducido a grupos empresarialescomo Acciona, Grupo Antolín,M.Torres o Construcciones Me-cánicas José Lazpiur a su actualposición de liderazgo en susrespectivos mercados.
Info 8
Problemasy propuestasde soluciónpara el lavadoy desengrasede piezasindustrialesTodavía más del 50% de los sis-temas empleados en la indus-tria convencional para limpiarlos diversos componentes desus fabricados, utilizan métodosmanuales que suelen ser sucios,engorrosos, contaminantes ymuy costosos.
Actualmente BAUTERMIC fabri-ca toda una serie de LavadorasIndustriales Multifunción dise-ñadas, para limpiar automática-mente todo tipo de piezas dedecoletaje, mecanizadas sim-ples o complejas y cargadas conaltos niveles de impurezas, pol-vo, grasa, aceite, viruta, etc…
EADS elige a PTCPTC anuncia que ha sido la em-presa seleccionada por EADS paraarmonizar las soluciones PLMempresariales en todas las divi-siones de negocio de EADS, comoparte de su iniciativa PHENIX. P-HENIX es un programa interde-partamental de EADS y una ini-ciativa estratégica global lanzadaen 2007 para conseguir armonizarlos procesos, herramientas y mé-todos PLM empresariales entre lasdistintas unidades de negocio.
Noticias / Septiembre 2008
10
Estas máquinas están diseñadaspara poder trabajar manualmen-te para la limpieza de pequeñasseries o bien automáticamentepara grandes producciones, ase-gurando unos acabados de má-xima calidad para todo tipo depiezas.
Info 9
EADS está haciendo grandes a-vances en la armonización de suentorno y, gracias a ello, consegui-rá mejorar la comunicación entresus divisiones, agilizar el lanza-miento comercial de sus produc-tos y mejorar la calidad global deestos. La solución Windchill® dePTC proporcionará a EADS un sis-tema único que funcionará comola columna vertebral PLM de laempresa para el desarrollo de pro-ductos. De este modo, EADS lan-zará el producto PHENIXCHANGE,que se desarrollará sobre la basede Windchill, como solución PLMempresarial común para los pro-gramas futuros de todas las divi-siones de EADS.
La selección de un proveedor úni-co para la gestión de datos com-pleja es un hito importante parael programa interdepartamentalPHENIX de EADS, y representa unpaso importante hacia la armoni-zación de los procesos, herra-mientas y métodos PLM entre lasunidades operativas de EADS.
Info 10


Hexagonadquiereuna compañíade software líderHexagon AB ha anunciado la fir-ma de un contrato para adquirirtodas las acciones en circulaciónde la empresa Messtechnik Wetz-lar GmbH. La compañía formaráparte de Hexagon Metrology, elgrupo de medición más grandedel mundo, que integra marcasindustriales líder como Brown &Sharpe, CE Johansson, CogniTens,DEA, Leitz, Leica Geosystems, S-heffield, ROMER, PC-DMIS y TESA.
Las operaciones de MTWZ nosufrirán ningún cambio y se se-guirán realizan bajo el nombrede Messtechnik Wetzlar GmbH.El software QUINDOS se centraparticularmente en aplicacio-nes de mecanismo de transmi-sión. Además, MTWZ presentasoluciones para proyectos claveen el campo de la metrología.
Hexagon Metrology utiliza QUIN-DOS junto con las máquinas demedición por coordenadas de al-ta precisión de Leitz que hasta a-hora ha sido el socio más impor-tante de MTWZ. “La adquisiciónde MTWZ muestra nuestra im-plicación en el segmento de soft-wares para controlar la calidadde piezas complejas. El softwarede MTWZ, QUINDOS7, comple-menta PC-DMIS, el software deHexagon, y por tanto, nuestra o-ferta en este campo también se
ve complementada”, dice Ola Ro-llén, Presidente y Director gene-ral de Hexagon AB.
La compañía ha experimentadoun crecimiento muy saludableen los últimos años y se esperaque siga creciendo en el futuro.MTWZ está totalmente consoli-dada desde el 1 de julio de 2008.
Info 11
JornadasTécnicas del CEPen EQUIPLASTDentro del Certamen EXPOQUI-MIA-EQUIPLAST-COMPOSITECH,este año el Centro Español dePlásticos y Fira de Barcelona orga-nizan tres importantes jornadaspara el sector de los plásticos:
1. 19as Jornadas Internacionalesde Materiales Compuestos,elacontecimiento más relevan-te y de mayor tradición en Es-paña sobre los Composites yPlásticos Reforzados, que paraesta edición contará con lapresencia de importantes em-presas que darán a conocerlas novedades de este sector.
Días 22 y 23 de octubre 2008 -Sala 2-33 Auditorio, Fira deBarcelona – Recinto Gran Vía,Salón EXPOQUIMIA / COMPO-SITECH.
2. Jornada Internacional sobrePlásticos Biodegradables,cu-yo objetivo para esta ocasiónserá dar a conocer aplicacio-nes y posibilidades de losplásticos biodegradables enun mercado que demandaproductos respetuosos con elmedio ambiente pero que ig-nora gran parte de sus usos,propiedades y procesos detransformación.
Día 21 de octubre 2008 - Sala2-1, Fira de Barcelona – Recin-to Gran Vía, Salón EQUIPLAST.
3. Jornada Internacional sobreInnovaciones Técnicas en In-yección de Piezas de Plástico,donde expertos internaciona-les mostrarán las innovacio-nes recientes de este sector enáreas como materiales, proce-sos y automatismos.
Día 22 de octubre 2008 - Sala2-11, Fira de Barcelona – Re-cinto Gran Vía, Salón EQUI-PLAST.
Info 12
Noticias / Septiembre 2008
12
Próximo número
EQUIPLASTBarcelona
MIDESTParís

Septiembre 2008 / Información
13
La Asamblea Anual del proyecto Cenit de laMáquina-Herramienta, “eEe- Tecnologías a-vanzadas para los equipos y procesos de fa-
bricación de 2015”, se celebró en Fatronik contan-do con la presencia de más de 60 representantestécnicos de los socios del proyecto: empresas fabri-cantes, organismos de investigación y universida-des. Organizada conjuntamente por INVEMA, uni-dad tecnológica de AFM, y por Fatronik, durante laAsamblea, los líderes de las cuatro líneas de traba-jo del proyecto repasaron los avances que se hanproducido hasta el momento, entre los que desta-can 15 demostradores y bancos de ensayos, 2 soli-citudes de patentes, 11 publicaciones en medioscientífico-técnicos y 11 proyectos.
En la línea 1, dedicada a la Eco-Máquina, desde Ni-colás Correa, destacaron como logros más signifi-cativos la reducción del consumo energético de lasprensas (máquinas de elevado consumo energéti-co) en un 30% y la del consumo de tolueno (presen-te en pinturas y disolventes) en un 72%, junto a lautilización de materiales innovadores en las piezasmóviles de las máquinas, que han permitido susti-tuir las piezas de fundición tradicionales por espu-mas metálicas, más ecológicas y que proporcionanmejores prestaciones dinámicas.
Por su parte, el representante de Fagor Automa-tion, empresa líder de la segunda línea, habló decómo se diseñan máquinas cada vez más “inteli-gentes”, que son capaces de responder a la voz deloperario, que se pueden manejar desde una PDA ocuyo manual de instrucciones y mantenimiento sepuede proyectar en las gafas del operario.
La tercera de las líneas del proyecto, la dedicada anuevos procesos, tal como presentaron desde Et-xe-tar, ha logrado avances reseñables en la im-plantación de máquinas que utilicen el láser o losultrasonidos en sustitución o como complementode los procesos convencionales, así como en el de-sarrollo de tecnologías que evitan la utilización degrandes cantidades de lubricantes, como el meca-nizado en seco.
Finalmente, en la línea 4, cuyo objeto es la mejorade la precisión y de la productividad, el responsa-ble de Danobat, explicó como han conseguido re-ducir los errores que se producen en la máquinadebido a las deformaciones térmicas, a las vibra-ciones o a los movimientos de masas.
Con un presupuesto cercano a los 30 millones deeuros, financiado por el Centro para el DesarrolloTecnológico Industrial (CDTI), y una duración de 4años, de los cuales han transcurrido ya los dos pri-meros, se trata del mayor proyecto de investigaciónllevado a cabo jamás por el sector. Participan en él,un total de 20 empresas fabricantes de Máquinas-Herramienta, que representan más del 60% de laproducción del sector y 16 organismos de investiga-ción, que investigan para conseguir que las máqui-nas del futuro sean más ecológicas, más inteligen-tes, más eficientes y más precisas. Liderado porcuatro de las empresas más significativas del sector,como son Danobat, Etxe-tar, Fagor Automation yNicolás Correa, la finalidad de este proyecto Cenit essituar a la Máquina-Herramienta española en unaposición estratégica en el mercado mundial en 2015.
El proyecto CÉNITde la Máquina-Herramientacelebró su Asamblea AnualPPoorr AAFFMM

Información / Septiembre 2008
14
Industrias TEY, compañía con actividad en elsector de tratamientos térmicos de aceros alea-dos para utillajes y componentes, acometerá a
lo largo de este año un proceso de inversión en susinstalaciones de Atxondo que le permitirá reafir-mar sus medios tecnológicos y de producción.
TEY incrementará así su capacidad de nitruracióncon la puesta en marcha de un segundo horno denitruración, con una tecnología innovadora de altaproducción y diversas aplicaciones en sectores in-dustriales, que dedicará fundamentalmente a laautomoción y la aeronáutica.
El nuevo horno de nitruración tendrácapacidad para acometer procesos re-petitivos y consigue doblar la actual ca-pacidad de la compañía para proporcio-nar una mejor atención al cliente.
Esta línea se completará con una ins-talación de oxidación a la nitruración,una operación complementaria que a-cometerá los procesos de pos-oxida-ción aumentando la resistencia de laspiezas anteriormente tratadas. Segúnmuestran los ensayos realizados hastala fecha, con este proceso, las piezasnitruradas obtienen una resistencia enniebla salina de los componentes muysuperior a los actuales, lo que permiteque el resultado sea óptimo.
Asimismo, TEY incorporará en 2008 unnuevo horno de vacío encaminado enexclusiva al sector de aeronáutica. Elobjetivo en este caso es resultar más o-perativo y lograr una mayor agilidadde servicio y competitividad. El equipose sumará a su actual parque de hor-nos, compuesto por una decena dehornos de vacío.
TEY reafirma sus mediostecnológicos y productivos

transformación de los componentes para optimi-zar la resistencia mecánica y su rendimiento, In-dustrias TEY trabaja en la actividad de tratamien-tos térmicos de aceros aleados para herramientasy utillajes de forja, estampación y fundición. Lacompañía templa troqueles, estampas, matrices yherramientas con destino a empresas europeas yamericanas del sector de automoción.
Dentro de su actividad de asesoramiento técnico,desde la cual aconseja sobre la utilización del ace-ro más apropiado y la mecanización o el trata-miento térmico más indicados, dispone de una he-rramienta de gran utilidad, un Manual Técnicoactualizado y demandado tanto por las universida-des politécnicas como por los profesionales delsector, que pueden encontrar en su sexta ediciónlas distintas marcas de los aceros y sus equivalen-cias más aproximadas, así como algunas experien-cias metalúrgicas derivadas de la investigación y lapráctica.
La compañía reforzará igualmente el departamen-to de calidad, con la incorporación de nuevos mi-crodurómetros y durómetros con distintas posibili-dades tanto portables como estáticas.
Industrias TEY está homologada por empresas delsector aeroespacial, tanto a nivel nacional comointernacional, en procesos de tratamientos térmi-cos de aceros aleados para componentes de aero-náutica. Cuenta con la certificación EN 9100, espe-cífica del sector aeroespacial, otorgada por laentidad internacional TUV Rheinland y la certifica-ción Nadcap de PRI, específica para tratamientosespeciales de este sector. Entre sus acreditacionesaeroespaciales se encuentran asimismo las deIAQG, Aecma y Atecma.
Asimismo, está integrada en HEGAN, el Cluster deAeronáutica y Espacio del País Vasco, y dispone dehomologaciones para importantes compañías delautomóvil, tanto europeas como americanas. Ade-más del sector aeronáutico, para el que aporta la
Septiembre 2008 / Información

Información / Septiembre 2008
16
Uno de los puntos fuertes de TopSolid’Cam,solución distribuida en España por Tecno-cim, es la capacidad para gestionar todos
los procesos de mecanizado, convirtiéndola en laúnica solución CAM del mercado capaz de mecani-zar todo tipo de piezas, ofreciendo en cada mo-mento el proceso de mecanizado más adecuado.TopSolid’Cam es capaz de gestionar operacionesde torneado, fresado en 2 ejes, fresado en 3 ejes,fresados en 4 y 5 ejes continuos, torneados en 4 y 5ejes continuos, sincronización y simulación com-pleja.
Un número creciente de empresas están realizan-do piezas que requieren del mecanizado en 5 ejes –5 ejes posicionales y 5 ejes con-tinuo. TopSolid’Cam proporcio-na una solución perfecta paratodas las estrategias de 5 ejes.Missler Software ha venido pro-porcionando soluciones en 5 e-jes desde que empezó a desa-rrollar su solución CAM y ahoraofrece una de las soluciones de5 ejes más completas del mer-cado. A continuación se deta-llan algunas de las funcionesincluidas en TopSolid’Cam parael mecanizado de 5 ejes :
• Simulación y cinemática com-pleta de la máquina – TopSo-lid’Cam ofrece, a la hora deprogramar mecanizados, unasimulación interna, integrada
y realística. Dicha simulación es única entre lasdistintas soluciones CAM y permite que el opera-rio pueda ver exactamente que está sucediendoen máquina (y no sólo lo que está ocurriendo conla herramienta).
• Gestión de colisiones – Gracias a sus completasopciones de simulación, TopSolid’Cam permitegestionar las colisiones de todo el entorno de lamáquina (máquina, herramientas, pieza, exce-dente, elementos de fijación, …).
• Edición y gestión de los movimientos inter-ope-ración – para asegurar que todas las operacionesde 5 ejes transcurren de un modo suave.
Mecanizado de 5 ejescon TopSolid’Cam

ta. Este desarrollo será tendrá una importanciasignificativa en la industria aeroespacial (espe-cialmente en la utilización de materiales compo-site) donde el desgaste de las herramientas com-porta implicaciones financieras importantes.
• Transformación de mecanizados en 3 ejes a me-canizados en 5 ejes – Esta opción permite la utili-zación de herramientas más cortas, consiguien-do mejores condiciones de corte, reducción devibraciones y una reducción significativa en lostiempos de mecanizado.
• Desarrollo de post-procesadores – Tanto MisslerSoftware como Tecnocim disponen de un equipodedicado en exclusiva al desarrollo de postproce-sadores, dicho equipo trabaja estrechamente confabricantes de máquina-herramienta para ase-gurar la generación de post-procesadores de al-tas prestaciones, esenciales para los mecaniza-dos de 5 ejes complejos.
• Taladro 5 ejes – TopSolid’Cam permite realizar,con un solo click, múltiples taladros con orienta-ciones dispares.
• Mecanizado Swarf – Este método de mecanizadolimita el número de pasadas de mecanizado gra-cias a tener en cuenta la longitud de corte de laherramienta en lugar de su extremidad, logran-do que los mecanizados posteriores sean máslimpios y rápidos.
• Deslizamiento 5 ejes – En este método de meca-nizado la herramienta nunca corta por la punta,donde la velocidad de corte es peor. Se eliminanproblemas de accesibilidad de ciertas áreas de lapieza.
• Contorneado 5 ejes – Actualmente Missler Soft-ware está trabajando en un nuevo proceso quepermita la creación de trayectorias sinosoidales,estas minimizarán el desgaste de la herramien-
Septiembre 2008 / Información
17

Información / Septiembre 2008
18
La compañía BAZUS, S.A. en su clara a-puesta por la calidad y el servicio ha al-canzado recientemente un acuerdo de
cooperación y colaboración con el fabricante a-lemán “PASO Präzisionmaschinenbau GmbH”,principal fabricante alemán de fresadoras dealta velocidad y grabadoras de ultra precisión.
“PASO” fue fundada en Alemania concentran-do sus esfuerzos desde un principio en la in-novación y desarrollo de la tecnología de altavelocidad (HSC) y de la ingeniería mecánicade precisión.
El rango de productos PASO incluye Grabado-ras CNC de alta precisión, fresadoras de altavelocidad (HSC) de 3 y 5 ejes con tecnología demotores lineales o mediante husillos a bolasrectificados.
Los cabezales son capaces de trabajar desde25.000 hasta 120.000 RPM. El conjunto ofreceuna gran rigidez de máquina, alcanzando unaprecisión de posicionamiento de ±4m y unarepetibilidad de ±2µ (VDI 3441) lo que convier-te las máquinas PASO en la elección ideal nosólo para moldistas y grabadores, sino tam-bién para procesos de fresado complejo (relo-jería, armamento, etc.) y en todos aquellosprocesos de producción en donde sea necesa-rio trabajar con aceleraciones 2g y velocida-des de avance de 30 m/min.
Con el acuerdo de cooperación alcanzado conBAZUS se multiplican los esfuerzos para lo-
Cooperación BAZUS – PASO
Grabadora CNCde alta velocidad.Ref. P600 (PASOCompact 600).

grar los desafíos de alta precisión y mayor calidadde los productos PASO-BAZUS, combinando es-fuerzos y Know-How en la tecnología del movi-miento lineal de alta precisión.
Ejemplos de aplicaciones típicas de P600.
Próximo número
EQUIPLASTBarcelona
MIDESTParís
Septiembre 2008 / Información

Información / Septiembre 2008
20
La Fundación ASCAMM, centro de referenciainternacional en tecnologías de diseño y pro-ducción aplicadas a diversos sectores pro-
ductivos, invertirá un total de 40 millones de eurosen I+D+i, a lo lardo de los próximos cuatro años, talcomo se contempla en su Plan Estratégico 2008-2011.
Se trata de la inversión más importante previstapor la Fundación ASCAMM en I+D+i, desde suconstitución en 1987 y pone de manifiesto su claravoluntad de potenciar y fortalecer todas las activi-dades relacionadas con la investigación al serviciode las empresas.
Sólo en el último ejercicio, desde el Centro Tecnoló-gico de la Fundación ASCAMM, con sede en el ParcTecnològic del Vallès (Cerdanyola) y miembro fun-
dador de la FEDIT (Federación Española de Entida-des de Innovación y Tecnología) y reconocida por laGeneralitat como Centro Tecnológico acreditado, sedesarrollaron un centenar de proyectos de I+D+i, di-rigidos a diversos sectores industriales, con la parti-cipación de más de 200 empresas, la mayoría de e-llas Pequeñas y Medianas Empresas (PIMES).
La inversión acumulada a lo largo de estos años enmateria de investigación ha sido de 19 millones deeuros. Los ingresos registrados el año pasado se si-tuaron en 7,3 millones de euros.
Entre sus objetivos prioritarios destaca el de gene-rar tecnología propia, conjuntamente con empre-sas de su entorno, para su correspondiente aplica-ción en diversos sectores y ámbitos productivos.
Incremento de plantilla
En el Plan Estratégico 2008-2011, se contemplatambién un importante incremento de la plantillahasta llegar a las 250 personas, lo que significa casiduplicar la cifra actual que se sitúa en el entornodel centenar.
La mayoría de las nuevas incorporaciones seráningenieros industriales, investigadores, informáti-cos, doctores científicos-técnicos y expertos y es-pecialistas, altamente cualificados en diversas dis-ciplinas técnicas.
También se potenciaran las actividades en el cam-po de la innovación estratégica y se continuaránfortaleciendo las relaciones entre la Administra-
La Fundación ASCAMM invertirá40 millones de euros en I+D+i

sector salud y biotecnológico, y Plastiasite, rela-cionada con aplicaciones TIC.
Recientemente, la Fundación ASCAMM, que tam-bién es miembro fundador de la Fundación OPTI(Observatorio de Prospectiva Tecnológica Indus-trial) y de la ASERM (Asociación Española de RapidManufacturing), ha patentado un nuevo sistemaque permite crear prototipos en tres dimensiones apartir de la aplicación de vibraciones ultrasónicas.
Asimismo, en el curso de los últimos meses hapuesto en funcionamiento, la primera comunidadvirtual para empresas manufactureras y empren-dedoras (proyecto MAPROPO).
ción, Universidades, Empresas y Centros Tecnoló-gicos, en beneficio de la competitividad del sectorempresarial.
El Presidente de la Fundación ASCAMM, Antoni Pe-ñarroya, ha manifestado al respecto que “si quere-mos mejorar la competitividad de nuestro tejido in-dustrial hemos de continuar haciendo, desde todoslos ámbitos, los esfuerzos necesarios para incremen-tar las actividades en el campo de la investigación”.
De hecho y debido precisamente al trabajo realiza-do a lo largo de estos años, la Fundación ASCAMMha llegado a ocupar la primera posición en Catalu-ña y la sexta entre los centros tecnológicos de Es-paña, en cuanto al volumen de proyectos de inves-tigación con soporte comunitario (6º y 7º ProgramaMarco de la Unión Europea).
Las actuales instalaciones del Centro Tecnológicode la Fundación ASCAMM, ocupan una superficiede 6.000 metros cuadrados y disponen de los últi-mos avances en materia tecnológica.
Tecnología propia
En su nuevo Plan Estratégico se quiere potenciar lageneración de tecnología propia, con la colabora-ción de las empresas, como un elemento clave decompetitividad empresarial.
En este sentido, a lo largo de los próximos cuatro a-ños se intensificará esta estrategia que, hasta elmomento, ha permitido conseguir importantes re-sultados:
• 6 patentes propias (2 conjuntas con empresas).
• 12 nuevos productos de base tecnológica paraempresas.
• 3 empresas de Base Tecnológica: Neos Surgery yHexascreen, orientadas a aplicaciones para el
Septiembre 2008 / Información
21

Información / Septiembre 2008
22
STI lanza al mercado español una de las últi-mas novedades a nivel mundial en acceso re-moto KVM vía IP. Con PX, el acceso remoto a
su ordenador o la administración de sus servidoreses mucho más sencillo y seguro. Este dispositivo deúltima tecnología permite, en la versión PX USB, latransferencia de archivos desde su puesto remoto alordenador o servidor, donde quiera que esté. Idealpara pequeñas y grandes empresas, centros de da-tos, bancos, etc., donde el manejo de datos de formasegura y sin contratiempos, sea decisivo para unfuncionamiento eficiente y competitivo.
Características
• Elección de PS / 2, USB o Serial.• Dispositivo compacto de un solo puerto.• Tecnología Virtual Media para la administración
remota.• Apoyo absoluto de ratón para una mejor usabili-
dad remota.• Acceso IP en el nivel de la BIOS.• Rentables y fácilmente escalable.• Funciona con Sistema KVM.net.• Ideal para servidores de amplia distribución.• Alimentación a través de Ethernet y opción de
fuente de alimentaciónexterna.
Acceso completoa su ordenador –en cualquier momentoy en cualquier lugar
PX es un dispositivo de al-to rendimiento para el ac-ceso y control KVM remo-to vía IP a nivel de la BIOSde su ordenador o servi-dor, desde cualquier lugar.Compacto y económico,PX viene con cifrado de se-guridad de datos SSL de128 bits, y es igualmenteadaptable a pequeñas em-presas, aplicaciones de so-porte remoto, y a centros
PX - Acceso KVM compactoy remoto a su ordenadoro servidor

Administración centralizada escalable
El puerto simple del PX resuelve fácilmenteel problema de acceso a un servidor blo-queado en un centro de datos. Con variosdispositivos PX conectados, múltiples u-suarios remotos pueden controlar múlti-ples servidores, al mismo tiempo.
Se pueden ir agregando dispositivos PX adi-cionales conforme vaya creciendo el centrode datos, y todos pueden ser administradosdesde el sistema global KVM.net de gestiónde servidores centralizado. La combinaciónde KVM.net y PX es ideal para servidores deempresas que operan en varios sitios, comolaboratorios de ensayos, campus universi-tarios, oficinas y empresas ubicadas en va-rios pisos. El rack montable del PX también
utiliza alimentación a través de tecnología Ether-net (PoE) para una mayor eficiencia.
de datos de grandes Empresas. Cualquiera sea sucircunstancia, dondequiera que esté su ordenador,PX le da un acceso y control completo y seguro.
Tecnología Virtual Media para cadadispositivo PX
La tecnología Virtual Media de la versión PX USBpermite a un usuario remoto, mover archivos des-de una memoria USB o de una unidad de CD-ROMa los servidores que pueden estar en cualquier par-te del mundo. Con PX usted ya no tiene que estarpresente físicamente en cada servidor para recu-perar o instalar aplicaciones de software o instalarparches del sistema operativo. PX multiplica la efi-cacia y el alcance de cada técnico o administradorde pequeñas empresas, brindándole un control to-tal e inmediato de su ordenador o servidor, dondequiera que esté.
Asistencia remota completa para tareas críticas
Px es una herramienta indispensable para el apoyoa distancia de tareas críticas de ordenadores y dis-positivos – en donde cada instante de inactividadpuede ser crítico para mantener el servicio. PX lepermite acceder de forma remota a la BIOS del or-denador, y diagnosticar con precisión e incluso a-rreglar fallos del sistema, ahorrando tiempo y di-nero. PX es ideal para aplicaciones de mercado endonde las tareas críticas se ejecutan en un solo or-denador/servidor, tales como aplicaciones médi-cas, de telecomunicaciones, de seguridad, softwa-re de servicios y de banca y finanzas.
Septiembre 2008 / Información
23

Información / Septiembre 2008
24
Pensado especialmente para esti-lizar y diseñar piezas de la in-dustria automovilística, ROMO-
CUT es una herramienta de modeladoNC creada por ROMER Francia (fabri-cante líder de la industria de brazosmóviles).
Lleva una tecnología inteligente idealpara los diseñadores que tienen quecrear sus propios modelos en untiempo récord.
Es un asistente de modelado móvilque permite moldear materiales blan-dos (poliéster, resinas, etc.) para mo-dificar y corregir algunas piezas delmodelo en un momento y un lugarprecisos.
Es fácil de instalar y de hacer funcio-nar. Ahorra una importante cantidadde tiempo para el diseñador, ya quepuede modificar el modelo en tiemporeal en el taller.
Es la primera herramienta de modelado limpia ysilenciosa que los diseñadores han estado espe-rando durante mucho tiempo.
No genera polvo durante los procesos de modeladogracias a un sistema de aspiración integrado (efi-cacia total con el poliéster).
Tiene un nivel de contaminación acústica muy re-
ducido durante los procesos, <80db para respetarel ambiente y las condiciones de trabajo de los di-señadores.
ROMOCUT no requiere ningún cambio en las insta-laciones, lo cual representa un ahorro en el presu-puesto y no presenta restricciones. Como no nece-sita cimentación, la instalación es rápida ysencilla.
ROMOCUT, el primer asistentede modelado NC móvil, limpioy silenciosoPPoorr HHeexxaaggoonn MMeettrroollooggyy
Septiembre 2008 / Información
25
TECNALIA –Corporación Tecnológica forma-da por Azti, European Software Institute (E-SI), Fatronik, Inasmet, Labein, Neiker y Ro-
botiker– ha convocado su IV Premio de Periodismo,bajo el lema “Innovar es construir el Futuro”, conuna dotación económica total de 15.000 euros.
El objetivo de este galardón es incentivar el trabajode los profesionales de los medios de comunica-ción (prensa, radio, televisión e internet) que pro-muevan y divulguen el conocimiento de la investi-gación, la innovación y el desarrollo tecnológicoentre la opinión pública.
El premio está dirigido a los profesionales de la co-municación que hayan publicado, emitido o difun-dido trabajos periodísticos firmados con su propionombre o seudónimo, realizados de forma indivi-dual o en equipo y en cualquier modalidad perio-dística, incluyendo trabajos escritos y los emitidosen radio, en televisión y en Internet.
Los trabajos presentados deben abordar temáticasrelacionadas con nuevas tecnologías para el pro-greso, el bienestar y la sostenibilidad; competitivi-dad, tecnología y redes de cooperación; y ejemplosde innovación en procesos y/o productos.
La dotación económica total del Premio está dividi-da en tres categorías. Así, el primer premio estarádotado con 9.000 euros, mientras que se fallarándos accésits, de 3.000 euros cada uno.
El Jurado del Premio, presidido por José Ángel Sán-chez Asiaín, Presidente de la Fundación COTEC, es-tá compuesto por personas de reconocido prestigio
en el mundo de la investi-gación e innovación tec-nológica y de los mediosde comunicación.
El fallo del Premio, quecuenta con el patrociniode las empresas Financie-ra y Minera (CementosRezola), Fundiciones delEstanda, Iberdrola e Inge-team Corporación, estáprevisto para antes del día31 de octubre de 2008 y suentrega se realizará en unacto posterior que se or-ganizará con tal fin.
TECNALIA es consciente que el ámbito de la inno-vación requiere la cooperación y coordinación dela ciencia, la investigación, la difusión y aplicaciónen empresas de todo tipo, y la difusión al mayornúmero de personas y agentes sociales a través delos medios de comunicación.
TECNALIA, –Corporación Tecnológica integradapor Azti, ESI, Fatronik, Inasmet, Labein, Neiker yRobotiker– nació en 2001 con el principal objetivode contribuir al desarrollo del entorno económico ysocial a través del uso y fomento de la InnovaciónTecnológica, mediante al desarrollo y la difusiónde la Investigación. El tejido empresarial es uno delos principales destinatarios de los servicios y pro-ductos tecnológicos de TECNALIA, que cuenta conuna cartera de 3.500 clientes.
TECNALIA convocasu IV Premio de Periodismo,dotado con 15.000 euros
Información / Septiembre 2008
26
El micromundo, un reto y un universo de posi-bilidades, donde los conceptos tradicionalesde la ingeniería y el mecanizado se ven am-
pliados y las características habituales de los ma-teriales tienen que ser redefinidas. Un mundo don-de el condado Francés de Franche-Comte ocupa unlugar significativo.
Actualmente, el Franche-Comte es la región nume-ro uno en porcentaje industrial en Francia, así co-mo también en relojería y en óptica, ocupando unsegundo lugar en estampación y un tercero en tra-tamientos superficiales.Dentro de la microtecnolo-gía, el F-C realiza un 1% de las transacciones mun-diales y tiene su mercado principalmente dentrodel mundo del automóvil (un 36%), como tambiénen la medicina y en lo militar.
Dentro del mercado sobresaturado europeo, Fran-che-Comte ha sabido evolucionar hacia este “micro-mundo” sabiendo transformar sus conocimientosdentro del mundo de la relojería hacia el futuro de latecnología y del automóvil, donde la eliminación depesos y el ahorro de energía toman una importanciaprimordial, convirtiéndose en una de las regionespioneras en el mundo de la miniaturización.
Para que se hagan una idea de la importancia de es-tas tecnologías en la actualidad, ahora mismo acualquiera de nosotros se nos haría difícil vivir sinestas tecnologías, tan presentes en relojes, ordena-dores, teléfonos móviles, vehículos y un larga listade elementos que nos facilitan nuestro quehacerdiario.
Todo esto le ha hecho convertirse en el principalbaluarte galo desde que fuera acreditada por el Es-tado francés en 2005 como el Área Tecnológica demayor calidad destinado a las Microtécnicas. Com-puesto por 406 empresas que emplean a 12.000personas y con posibilidades de formación de 1.100personas al año desde el CAP al ingeniero, en losdiferentes emplazamientos dispuestos (universi-dad del Franche-Compte, universidad de tecnolo-gía de Belfort-Montbéliard, Escuela nacional supe-rior de mecánicas y microtécnicas, Institutosuperior de ingenieros) y cuatro centros tecnológi-cos dedicados al I+D+i en microtecnologías (Femto,UTBM, ENSMM y la Universidad del Franche-Com-te).
Además de todo lo anterior comentado, su capitalBesançon es la sede del Salón Internacional de lasMicrotécnicas, llamado MICRONORA, donde se re-únen los principales profesionales de las microtec-nologías, en una superficie total de 25.000 m2, don-de el 37% de las visitas son extranjeros (de unvolumen total de 15.000 visitantes).
Esta insfraestuctura, además de la alta experienciaobtenida durantes años, ha hecho que empresasdel renombre de ABB, Alcatel, Alstom, Delphi,Mitshubishi, NOKIA hayan decidido trabajar con-juntamente en esta región Francesa. Un síntomade la buena salud tanto económica como tecnoló-gica que nos podemos encontrar en ella.
Dentro de estas microtecnologías, el sector delmolde tiene el gran reto de incorporar éstas dentrode la habitualidad de su producción. Dimensiones
Las MicrotécnicasPPoorr XXaavviieerr AArrddaannuuyy NNaavvaajjoo
de micras para piezas y con la necesidad de dar al-tas prestaciones en uso al que están destinados,por poner un ejemplo, hace muchos años que to-dos los mecanismos en el marcador de velocidaddel panel de los automóviles son fabricados en elF-C, con unos requerimientos, como es de imagi-nar, nada banales.
Para llegar a realizar los requisitos especiales tantoen tolerancias como en dimensiones, la maquina-ria del F-C para fabricación de moldes dista muchode las características generales de éste.
Desde centros de micromecanizado, Corte por e-lectroerosión con hilo de micras, Robots capacesde manipular nanopiezas, Salas blancas para la fa-bricación en silicio y muchos otros avances en losque han invertido tanto en maquinaria como enconocimientos.
Por lo tanto, no está de más decir que nos encon-tramos ante unos de los regiones más avanzadastecnológicamente en Europa, y uno de los focos denegocio industrial más grande de Francia.
Todo un mundo lleno de posibilidades por descu-brir, en una situación geográfica envidiable, ya quese encuentra situada en el centro de Europa, a unpaso de nuestras fronteras.
AVANCE PROGRAMACIÓN CURSOS 3ER CUATRIMESTRE 2008Programación cursos organizados por Centro Especial de Plásticos
✒ COLORACIÓN Y TINCIÓN DE MATERIALES PLÁSTICOS(15, 16 y 17 de septiembre, 15 horas, 3 mañanas)http://www.cep-inform.es/esp/cursos/Coloracion.pdf
✒ PINTADO DE PIEZAS DE PLÁSTICO(22 y 23 de septiembre, Intensivo 16 horas) http://www.cep-inform.es/esp/cursos/Pintado.pdf
✒ ADITIVACIÓN Y FORMULACIÓN DEL PVC(29 y 30 de septiembre, 10 horas, 2 mañanas)http://www.cep-inform.es/esp/cursos/AditivacionPVC.pdf
✒ RECICLAJE DE PLÁSTICOS(29 y 30 de septiembre, 1 y 2 de octubre, 12 horas)http://www.cep-inform.es/esp/cursos/Reciclaje.pdf
✒ GESTIÓN DE LA CALIDAD TOTAL(6 de octubre, Intensivo 8 horas)http://www.cep-inform.es/esp/cursos/GestionCalidad.pdf
✒ INTRODUCCIÓN AL LEAN MANUFACTURING (8 de octubre, Intensivo 8 horas)http://www.cep-inform.es/esp/cursos/LeanManufacturing.pdf
✒ INICIACIÓN A LOS PLÁSTICOS MATERIALES Y PROCESOS (13, 14 y 15 de octubre, Intensivo 20 horas)http://www.cep-inform.es/esp/cursos/Iniciacion.pdf
✒ EXTRUSIÓN DE PLÁSTICOS(27, 28 y 29 de octubre, Intensivo 20 horas)http://www.cep-inform.es/esp/cursos/Extrusion.pdf
De interés para los responsables de:FORMACIÓN / RRHH, PRODUCCIÓN, PROYECTOS / OFICINA TÉCNICA, CALIDAD
El coste de estos Cursos es fiscalmente deducible para su Empresahttp://www.cep-inform.es/esp/cursos/3cuatrimestre.pdf
SEPTIEMBRE-OCTUBRE 2008
Septiembre 2008 / Información

Información / Septiembre 2008
28
¿Qué es CLEANBLAST?
Es un proceso de limpieza no abrasivo que me-diante la proyección de partículas de hielo seco(CO2 sólido) a velocidad supersónica elimina la su-ciedad existente en las superficies sin generar resi-duos adicionales.
Ventajas
• Reducción de costes, se reducen tiempos muer-tos al ser una limpieza in-situ (no es necesariodesmontar equipos).
• Conservación de las instalaciones, al ser un lim-pieza no abrasiva, las instalaciones no sufrendesgaste.
• Sin residuos adicionales, ya que los pellets trasel impacto se subliman.
• Ecológico, sin aditivos químicos de difícil elimi-nación.
• Rapidez y versatilidad, equipos móviles que per-miten acceder a cualquier lugar y con variedad deaccesorios para conseguir una limpieza óptima.
Procedimiento de limpieza de triple acción
• Por choque térmico (1), los pellets son partículasde CO2 a –78 ºC que al impactar contra la super-ficie crea una capa de frío que facilita la fragili-zación de los agentes contaminantes.
• Por acción mecánica (2), el fuerte impacto de lospellets sobre la superficie fragiliza la capa conta-minante lo que provoca su desprendimiento dela superficie a tratar.
• Por expansión del CO2 (3), tras el impacto los pe-llets pasan de estado sólido a estado gaseosoformando una película que por la propia expan-sión el CO2 hace que la suciedad se desprendade la superficie a tratar.
Ejemplos de aplicaciones
• Sector automóvil (limpieza de equipos, de he-rramientas, moldes de recauchutado, residuosde pintura, ...).
• Gomas y plásticos (limpieza de moldes de inyec-ción, moldes de fibra de vidrio, desbarbado decomponentes, ...).
• Fundiciones (moldes de fundición, ...).
CLEANBLAST. Limpiezapor proyección de hielo secoPPoorr AAiirr LLiiqquuiiddee

Septiembre 2008 / Información
29
El fresado de altas velocidades obtiene cadavez más campos de aplicación, tanto en el á-rea de la matriceria y fabricación de herra-
mientas, como también en las grandes fabricacio-nes en serie.
Las ventajas económicas son, en compañía de unamayor calidad, la merma de tiempos de recorridopor reducción de los tiempos principales y el aho-rro de pasos intermedios, como pueden ser, el afi-lado, el erosionado o retoques manuales. Determi-nados materiales, como pueden ser Grafito o bienAcero templado, únicamente pueden ser mecani-zados con velocidades elevadísimas con la calidadexigida y con una geometría determinada.
La situación económica en el sector de la construc-ción de maquinaria, exige estas acciones para el a-seguramiento de su competitividad, para lo cualcuenta también con el aumento de la productividaden la mecanización. Ante esta perspectiva, el fresa-do-HSC, o también denominado Fresado-HPC (HighPerformance Cutting- para tener contemplados to-dos los parámetros estratégicos) obtiene cada vezmás importancia en las técnicas de mecanizado.
El desarrollo de métodos de mecanizado de alta ve-locidad, surgió inicialmente motivado por la reduc-ción de tiempos de producción, como resultado deunos volúmenes elevados de tiempos. A su vez sedemostró que, en contra del mecanizado de fresa-do convencional, también se obtenía una reduc-ción de las fuerzas de mecanizado, acompañadode una mejora en la calidad superficial y una ma-yor precisión de la pieza.
En este caso las velocidades de avance y de corteen el fresado-HSC, se veían incrementadas en unfactor comprendido entre el 5 y 10. A parte de lamejora de la calidad superficial, también se obtie-ne una notable reducción de los tiempos principa-les, en los procesos intensivos de la mecanización.Los campos de aplicación de la tecnología-HSC, se
Portaherramientas de precisiónen el campo de velocidadeselevadasPPoorr SScchhuunnkk IInntteecc
Información / Septiembre 2008
30
• Fallos de concentricidad de la herramienta,
• Fallos de sujeción por las tolerancias de los por-taherramientas,
• Efectos derivados de las velocidades, como pue-de ser el doblado de la herramienta, como conse-cuencia del desequilibrio de fuerza,
• Oscilaciones del sistema “Máquina”, como resul-tado de fuerzas desequilibradas,
• Pérdida de sujeción del sistema del Portaherra-mientas, supeditada por las revoluciones.
Simplemente una mejora en la concentricidad delgiro en el fresado-HSC, supondría un potencial pa-ra el incremento de la precisión del mecanizado, ypor lo tanto la aplicación de procesos-HSC, por e-jemplo: mediante la reducción de defectos y reto-ques.
La empresa Schunk GmbH & Co. KG de Lauffen amNeckar, como fabricante y líder del sector en la co-mercialización de sistemas de precisión de suje-ción, puede valorar objetivamente los sistemas e-xistentes en el mercado para su utilización. Estepotencial de valoración, puede ser únicamente o-fertado por un fabricante como SCHUNK, que fa-brica y comercializa todos los sistemas. De estaforma se garantiza que no exista un “asesoramien-to ciego”, sino que se permita una valoración obje-tiva del sistema de sujeción más óptimo, conformea las exigencias del cliente.
Diferencias respecto a la mecanizaciónconvencional
Nuevas estrategias de mecanizado pueden y debenser aplicadas, por ejemplo: en el desbaste previo sepuede permitir un mayor acercamiento en el perfilde la pieza, consiguiendo así, una notable reduccióndel tiempo de los retoques manuales, los cualesconllevarían a una mayor dilatación de los tiemposglobales, permitiendo de este modo su reducción.
Las mayores velocidades de corte modifican elcomportamiento de arranque de viruta en la pieza.La velocidad de arranque de viruta es en el acero a-prox. 0,2....1,0m/s y en el aluminio, aprox.2...10m/s.
De esta forma y debido al elevado vc, al no existirun corte anticipado, con el HSC se corta directa-mente. Para no permitir fuerzas de corte elevadas,se deben disponer de filos de corte muy afilados,como pueden ser las cuchillas utilizadas en el sec-tor de la madera, las cuales se están utilizando
encuentran principalmente donde existen exigen-cias elevadas respecto al arranque de viruta y unaalta calidad superficial, o sea, especialmente en elcampo de la matricería y fabricación de herra-mientas, o bien el mecanizado voluminoso de alu-minio del sector aeronáutico.
Prevalece para la correcta selección de la herra-mienta: para mecanizados de superficies, normal-mente fresas de bola, los cuales ofrecen una eleva-dísima calidad superficial en avances pequeños(contemplados en centésimas de milímetro). Encontra, para el desbaste, se utilizan preferente-mente herramientas con radio, en su mayoría heli-coidales.
También se contempla la correcta selección de losmateriales de corte; con distintas finuras de mate-rial duro, en función del material, mayoritaria-mente con recubrimiento. A su vez, también se haavanzado bastante en las aplicaciones CBN y PKD,especialmente en los campos del desarrollo de ma-teriales de corte y técnicas de maquinaria.
Para mejorar la capacidad del fresado-HSC, se debetener en cuenta otro aspecto muy importante, lamejora del sistema completo: el Eje, el Portaherra-mientas y la Herramienta. No se debe tener encuenta únicamente la herramienta, sino todo enconjunto dentro del sistema anteriormente citado.Algunos de los puntos son:

desde hace mucho tiempo con revoluciones dehasta 40.000 min-1. Las superficies en la mecaniza-ción convencional son perfiladas/allanadas por elcorte de la parte libre de la cuchilla, unas décimasde milímetro, detrás del corte.
Con el mecanizado -HSC el corte es directo y la ru-gosidad de la superficie de la pieza dependerásiempre de la calidad del afilado. Debido a las ma-yores velocidades de corte, los accionamientos delas máquinas deben contemplar una mayor capa-cidad. Los tiempos de aceleramiento y de frenadason reducidos al máximo.
En los cambios frecuentes de fresa, los tiemposChip-to-Chip son reducidos a través de la utiliza-ción de Portaherramientas rápidos en los almace-nes de herramientas. También en el campo delsoftware para la máquina y su concepción, el me-canizado-HSC, conlleva a la realización de cambiosnotables, los cuales debido a su complejidad notrataremos aquí.
Definición del Portaherramientas en vistaa las exigencias con HPC
Debemos manifestar una especial atención a losPortaherramientas como elemento de calidad deunión importante, entre el eje de la máquina y laherramienta de corte.
El cambio visual más significativo en el mecaniza-do-HSC, respecto al mecanizado convencional, sonlas elevadas revoluciones. Por esto, una de las ma-yores exigencias a los Portaherramientas es la se-guridad de sujeción en elevadas revoluciones, asícomo la simetría de rotación unida a la calidad deexcentricidad para la eliminación de vibraciones.Esto justifica el por qué los Portas deben manifes-tar una precisión de concentricidad de giro entor-no a los 0,003 mm.
En contra de lo habitualmente exigido, par de giromáximo de la herramienta en el porta, se anteponela experiencia, que para el mecanizado-HSC me-diante el incremento de la velocidad de corte, lasfuerzas de corte son notablemente inferiores a lasobtenidas en el mecanizado convencional.
Es muy bonito si éstas por ejemplo se utilizan en lafijación por adhesión de calor, pero no siempre esnecesario. Para garantizar una elevada dinámicade los accionamientos lineales, es deseable que launidad del eje con el Portaherramientas dispongadel menor peso posible.
Visión sobre distintos sistemas de sujeción
Los sistemas especiales de Portaherramientas dela empresa SCHUNK pueden y son utilizados en a-plicaciones específicas. El portaherramientas másuniversal de su tipo, es el Hidráulico TENDO. Unsistema de principio funcional totalmente distinto,respecto a los sistemas de sujeción actuales. A tra-vés de una guía de sujeción (Tornillo de sujeción,Émbolo, Junta) se transmite una homogénea pre-sión interna, la cual fija a través de un “casquilloextensible” completamente la herramienta. Me-diante este sistema de sujeción se garantizan ele-vadas concentricidades y repetitibilidades de ≤0,003 mm.
Debido al alojamiento de las herramientas en unacámara circular hidráulica, la pinza hidráulica ma-nifiesta unas excelentes propiedades de amorti-guación. El resultado son elevadas clases de rugo-sidades superficiales en las piezas, así como unanotable mejora de los tiempos de mecanizado, yaque se evitan las posibles micro rupturas del filo dela cuchilla ocasionadas por vibraciones, en espe-cial en metal duro y herramientas-PKD. Otras ven-tajas son: libre de mantenimiento, la escasa posibi-lidad de acumulación de suciedades, sistemaestanco, sujeción segura y simple.
El sistema más apropiado para la mecanizacióncon HSC, es la técnica de sujeción-TRIBOS, la suje-ción de la herramienta se realiza exclusivamente através de las fuerzas de contracción del material.Una ventaja principal de esta tecnología de suje-ción, son los extremadamente finos perfiles. Nin-gún otro sistema de sujeción con una concentrici-dad de ≤ 0,003 mm, tiene un perfil tan fino.
Septiembre 2008 / Información
31

El producto de dicho proceso deadhesión es una herramienta casihomogénea con muchas ventajas.Las ventajas principales de la ad-hesión térmica son, con indepen-dencia de la buena precisión de gi-ro concéntrico de ≤ 0,003 mm, y laelevada transmisión de los mo-mentos de giro, la relativa fina ycompacta forma constructiva deestos Portaherramientas.
En los campos de mediana aplica-ción, estos Portaherramientas deadhesión por calor, son un buensistema de sujeción. Únicamentecuando se presenten exigencias es-peciales, como pueden ser: amorti-guación de vibraciones, interrup-ción del perfil mínimo o elevadaresistencia radial, entonces uno delos anteriores sistemas ofrecerá u-
na mejor aplicabilidad.
Resumen
¿Qué sistema es el más adecuado? Esto natural-mente debe ser considerado especialmente, en fun-ción de la aplicación de mecanizado.
Los conocimientos de las propiedades estáticas ydinámicas del Portaherramientas, son fundamen-tales para la correcta selección y aplicación en ca-da caso, así como la determinación de los correctosparámetros del mecanizado.
Una comparación de los distintos sistemas de su-jeción, suele ser problemático debido a la diversi-dad de los métodos de trabajo, formas constructi-vas y dimensiones de los Portaherramientas.
La valoración debería ser realizada siempre tenien-do en cuenta el caso de aplicación y su problemáti-ca. Un Portaherramientas rígido pero largo, no sir-ve si éste colisiona con la pieza, o sólo se puedeutilizar en una posición inadecuada. Por otro lado,en caso de que exista espacio suficiente, la selec-ción de un Portaherramientas rígido, siempre serála mejor. Para disponer de una mayor garantía a lahora de adquirir nuevos sistemas de sujeción, S-CHUNK ofrece un servicio específico para la deter-minación del sistema de sujeción más óptimo. Ca-da Portaherramientas puede ser, en función de suaplicación, probado en su propia empresa y má-quina.
En la segunda variante de sistema TRIBOS-R (R=rí-gido= reforzado) debe recalcarse la elevada resis-tencia radial y la buena amortiguación de vibracio-nes.
La elevada precisión del giro concéntrico, así comola precisión de repetitividad, se encuentran en am-bas variantes en ≤ 0,003 mm y garantizan un cam-bio seguro de herramienta en el proceso. Debido alas deformaciones, las cuales se mantienen dentrodel límite de elasticidad del material de sujeción,la vida útil no tiene límites.
No se produce un cambio en la textura. También larapidez del cambio de herramienta, menos de 20segundos, es un factor de ventaja considerable. Es-pecialmente, los ligeros Portapinzas-TRIBOS-S,también en conjunto con los prolongadores finos,son óptimamente adecuados para las elevadas re-voluciones y velocidades dentro de la mecaniza-ción-HSC.
Para el tercer sistema, la técnica de adhesión porcalor, basada en el principio del calentamiento yenfriamiento del Portapinzas mediante la técnicade inducción. Una bobina inductiva ubicada alrede-dor del Portapinzas a calentar, calienta justamenteel punto, donde se va a colocar la herramienta. Me-diante el posterior enfriamiento con aire o bien a-daptadores refrigerados, el diámetro de pinza seadhiere al diámetro del mango de la herramienta ygenera una sujeción envoltora con elevados mo-mentos de giro.
32
Información / Septiembre 2008

Septiembre 2008 / Información
33
Retos de negocio
Trabajar con un sistema que permitiera la fabrica-ción de moldes complejos con una alta carga de in-geniería. Diseñar un molde con alta precisión enpoco tiempo. Contar con una herramienta en 3Dcon el CAM integrado.
Claves para el éxito
La utilización de una herramienta que combina u-nas capacidades potentes con una amplia flexibili-dad. El desarrollo continuo de aplicaciones a partirdel conocimiento de la herramienta. Tener clarolos objetivos de la empresa y los aspectos que pue-de cubrir con la herramienta utilizada.
Resultados
TROMOSA es capaz de fabricar moldes con unacomplejidad que anteriormente hubiera sido im-posible. La herramienta la permite realizar la inge-niería de un molde desde cero. Reducción en sustiempos de fabricación gracias a la precisión en eldiseño.
NX ha permitido a TROMOSA diseñar moldesque en el pasado parecían imposibles
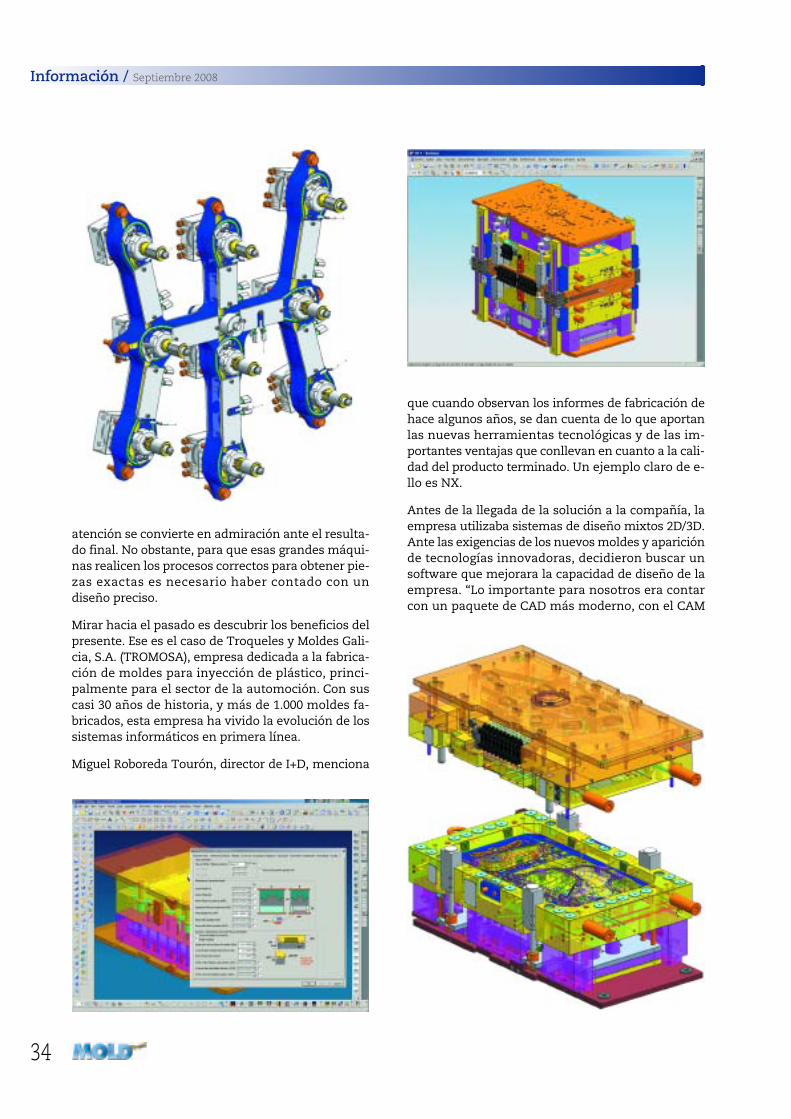
Cuando cualquier persona entra en una nave indus-trial, lo primero que llama su atención son las gran-des máquinas y los procesos que estas llevan a ca-bo. Y si se trata de fabricar grandes piezas, la
Troqueles y Moldes de Galicia, S.A.(TROMOSA)PPoorr SSiieemmeennss PPLLMM SSoolluuttiioonnss
Información / Septiembre 2008
34
que cuando observan los informes de fabricación dehace algunos años, se dan cuenta de lo que aportanlas nuevas herramientas tecnológicas y de las im-portantes ventajas que conllevan en cuanto a la cali-dad del producto terminado. Un ejemplo claro de e-llo es NX.
Antes de la llegada de la solución a la compañía, laempresa utilizaba sistemas de diseño mixtos 2D/3D.Ante las exigencias de los nuevos moldes y apariciónde tecnologías innovadoras, decidieron buscar unsoftware que mejorara la capacidad de diseño de laempresa. “Lo importante para nosotros era contarcon un paquete de CAD más moderno, con el CAM
atención se convierte en admiración ante el resulta-do final. No obstante, para que esas grandes máqui-nas realicen los procesos correctos para obtener pie-zas exactas es necesario haber contado con undiseño preciso.
Mirar hacia el pasado es descubrir los beneficios delpresente. Ese es el caso de Troqueles y Moldes Gali-cia, S.A. (TROMOSA), empresa dedicada a la fabrica-ción de moldes para inyección de plástico, princi-palmente para el sector de la automoción. Con suscasi 30 años de historia, y más de 1.000 moldes fa-bricados, esta empresa ha vivido la evolución de lossistemas informáticos en primera línea.
Miguel Roboreda Tourón, director de I+D, menciona

integrado, y que además nos permitiera desarrollaraplicaciones para poder adaptarlo a nuestras necesi-dades específicas”, asegura Reboreda.
La elección de NX
NX llegó a esta compañía en 1998. Una de las princi-pales cualidades que los responsables de la empre-sa descubrieron en NX fueron su modelador híbrido,su capacidad para trabajar en modo concurrente, laautomatización del paso a 2D, el CAM integrado y laposibilidad de personalizar la aplicación medianteprogramación.
Esta última característica era vital para una em-presa que cuenta con un departamento de I+D alque están dedicadas tres personas, lo cual habla deun interés importante por sacar el máximo prove-cho a la solución.
Con NX puesto en marcha, TROMOSA decidió a-provechar sus características para optimizar elmétodo de trabajo, y reducir los tiempos de diseñode los modelos.
“Trabajamos con el concepto de diseño concurren-te; de tal modo que suelen trabajar varias personassimultáneamente sobre el mismo molde. El procesode diseño lo comenzamos con la elaboración de un
anteproyecto, que realizamos parte en 2D y parte en3D, para después completar el diseño por completoen 3D. Durante ambas fases, empleamos las más de40 aplicaciones desarrolladas con UG/Open y Know-ledge Fusion sobre NX”, explica Reboreda.
Añade que la empresa, buscando una mayor efi-ciencia, ha especializado a sus diseñadores (en laactualidad cuenta con 14), en cada una de las tare-as propias del diseño: anteproyectos, superficies,montajes, elaboración de planos y mecanizado,aunque dada la naturaleza de la solución, la fron-tera entre cada tarea es bastante difusa.
A medida que avanza la fase de diseño, TROMOSApasa los componentes que se van completando amecanizado. Emplean tanto el CAM de NX como elde otros paquetes, tratando de sacar lo mejor de ca-da uno de ellos. Con el fin de reducir los tiempos defabricación, se realizan la mayor parte de las tareasde CAM, (incluyendo el taladrado y el mecanizadode cajeras, que habitualmente se programaban a piede máquina), reduciendo con ello la necesidad degenerar planos detallados para el taller.
Finalmente todo se va al departamento de fabrica-ción.
Septiembre 2008 / Información
35

los errores de producción. Otra ventaja a destacar yque permite a TROMOSA una continuidad en susprocesos de trabajo, se refiere directamente a cuan-do necesitan subcontratar trabajos a otros moldis-tas, los cuales, por lo general, también utilizan NXpara diseñar las piezas. Evitando así complejas tra-ducciones de un sistema a otro.
Reboreda considera que la aceptación de la herra-mienta se debe principalmente a la facilidad de u-so y a las posibilidades que ofrece. Pero sobre todotiene muy clara una idea: “En cuanto a diseño, NXes uno de los mejores productos del mercado”.
Un presente bueno y un futuro mejor
Las capacidades obtenidas por a través de NX y suinterés por desarrollar nuevas aplicaciones, le hallevado a desarrollar proyectos de I+D en coopera-ción con el Departamento de Electrónica y Compu-tación de la Universidad de Santiago de Composte-la, para automatizar el diseño de los moldes sobreNX.
En cuanto a clientes, actualmente TROMOSA cuen-ta en su cartera con algunas de las más importan-tes distribuidoras de piezas de automoción de lasque destacan Visteon, Faurecia, CEFA y Grupo An-tolín, entre otras.
Lo anterior demuestra que TROMOSA ha conse-guido posicionarse en un buen lugar dentro delmercado, sin embargo la empresa no permaneceestática, sino que intenta desarrollarse cada día.Por ahora el primer objetivo es la actualización aNX 5, para lo cual acaban de actualizar todo elhardware de la oficina técnica. Todo esto con elfin de obtener el máximo rendimiento de la solu-ción.
Reboreda afirma que gracias a la tecnología con laque cuentan puede diseñar moldes en 3D que nocualquier empresa puede realizar. Lo que implicaque los potencialesclientes se sientanmás atraídos porsus servicios.
Atrás quedaron lostiempos de listadosenormes de infor-mes de taller con e-rrores de producción.Hoy son mínimos ytienden a cero…
Formación Constante
Reboreda es contundente: “La curva de formaciónla seguimos experimentando. Consideramos muyimportante el destinar recursos a explorar las posi-bilidades de NX, a analizar las mejoras de cadanueva versión, buscando siempre el modo de ha-cer el trabajo de la manera más rápida y eficaz, yhaciendo llegar todo esto a los diseñadores con unplan de formación continua”. Hasta el día de hoyTROMOSA sigue desarrollando nuevas aplicacio-nes y mejorando las existentes.
Su experiencia ha sido vital para alcanzar sus obje-tivos. Cuando NX llegó a la empresa, y tras un pe-riodo inicial de formación, se realizó una transi-ción, comenzando un nuevo proyecto con NX ydejando atrás el antiguo sistema de diseño. Rebo-reda comenta que, como era de esperarse, los pri-meros moldes diseñados con NX llevaron un pocomás de tiempo, hasta que se adaptaron al sistemapor completo, tras lo cual comenzaron a disfrutarplenamente de las cualidades de NX.
Diseño al alza, tiempos de fabricacióna la baja
Para la compañía es importante contar con una he-rramienta que le dé confianza, pues de la mismamanera puede encarar nuevos proyectos.
Lo mejor de todo, indica Reboreda, es que durante eldiseño de cada molde suelen “descubrir” opcionesque permiten realizar ciertas tareas de otro modo,obteniendo mayores posibilidades y acortando lostiempos de diseño. Si bien es cierto que éstos se hanreducido, son todavía bastante largos, aunque y co-mo efecto de esta precisión en el diseño, se han re-ducido notablemente los tiempos de fabricación y
36
Información / Septiembre 2008

Septiembre 2008 / Información
37
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
s
AA HIDRÁULICAS, S.A. Barcelona Aplicaciones hidráulicas y electroneumá-ticas.
AALBERTS INDUSTRIES Barcelona Tratamientos térmicos.PARTICIPATION
ABB Barcelona ✔
ABGAM - GRUPO SEGULA Álava ✔ ✔ ✔ Servicios de ingeniería. Formación espe-TECHNOLOGIES, S.A. cializada.
ABRASIVOS Y Barcelona Equipos de chorreado en seco para la lim-MAQUINARIA, S.A. pieza y texturizado de moldes, chorreado
en húmedo vaqua, granalla plástica, co-rindones.
ACERI, S.A. Barcelona ✔ ✔ Software para el diseño de esquemas eléctricos.
ACEROS Y SERVICIOS Valencia ✔INTEGRADOS, S.A.
AGIE CHARMILLES Barcelona ✔ ✔
AGME Guipúzcoa ✔ Prensas hidráulicas, prensas rodillera, prensas cremallera, prensas percusión, prensas pneumáticas, remachadoras ra-diales, centros de remachado flexible.
ALCAN INTERNACIONAL Barcelona ✔
AMARI METALS Barcelona ✔IBERICA, SLU
AMPCO METAL Barcelona Aleaciones especiales de cobre: BroncesAMPCO® y aleaciones de alta conductivi-dad AMPCOLOY®.
ANINGAS, S.A. Barcelona Calderas vapor y aceite térmico.
APLITEC, S.L. Vizcaya Hornos para tratamientos térmicos y ter-moquímicos.
ASIDEK Madrid ✔ ✔ ✔
ASSYSTEM IBERIA Valencia ✔ ✔ Ingeniería de diseño y análisis.
ATERA MANUFACTURERS Guipúzcoa ✔GROUP
AUTODESK Barcelona ✔ ✔
AVANTEK Madrid ✔ ✔ ✔
AUTOFORM Barcelona ✔ENGINEERING, S.L.
BAUTERMIC Barcelona Lavadoras industriales, hornos.

Información / Septiembre 2008
38
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
sBÖHLER UDDEHOLM Barcelona ✔ Aleaciones de Ni, titanio, aceros duplex yIBERICA, S.A. super-duplex, circonio y aleaciones Co.
BOSCH REXROTH Guipúzcoa ✔ ✔ ✔ Sistemas de guiado, neumática.
CADTECH Madrid ✔ ✔ ✔ Configuración, management.
CALZADOS PAREDES Alicante Calzado de seguridad.
CASTOLIN IBERICA, S.A. Madrid Equipos y consumibles de soldadura.
CELEN QUIMICA Lleida ✔ Productos especiales para el manteni-miento de moldes y matrices.
CESAR SOFTWARE. S.L. Guipúzcoa Software de comunicaciones de controles numéricos para transmisión de programasde mecanizado, por Wi-Fi- o por cable.
CHEVRON ESPAÑA, S.A. Madrid ✔ Refrigerantes e inhibidores de corrosión.
CIMATECH Barcelona ✔ ✔
CIMWORKS, S.L. Barcelona ✔ PDM, diseño moldes, diseño matrices pro-gresivas, generación manuales técnicos.
CONIEX Barcelona Granalladoras, lavadoras.
CRC INDUSTRIES Segovia ✔IBERIA SLU
CROMOVA ACEROS Y Navarra ✔TRATAMIENTOS, S.L.
CUMSA Barcelona ✔ Normalizados técnicos para moldes.
DANOBAT Guipúzcoa ✔
DAUNERT MÁQUINAS- Barcelona ✔ ✔ ✔ Normalizados. Cambios automatizados HERRAMIENTAS, S.A. de moldes en máquinas de inyectar. Cam-
bios automáticos de troqueles en prensas.
DELCAM ESPAÑA Asturias ✔ Servicios de ingeniería.
DELPINOX CENTRO Córdoba ✔ ✔ ✔ ✔ ✔ ✔ ✔ Fibra de carbono. Mobiliario urbano. KitsDISTRIBUIDOR CNC para máquina-herramienta.
DESARROLLOS Barcelona ✔ ✔ ✔ ✔INFORMÁTICOS Y DE MECANIZADOS (SANEC)
DELTACAD, S.L. Madrid ✔ ✔ ✔
DÖRRENBERG TRATAM. Navarra Tratamientos térmicos en vacío. Nitrura-TÉRMICOS ción por plasma.
DTC TECNOLOGÍA Guipúzcoa ✔ Sistemas magnéticos electropermanentespara el amarre super rápido de moldes.
EHAFF Guipúzcoa ✔ ✔
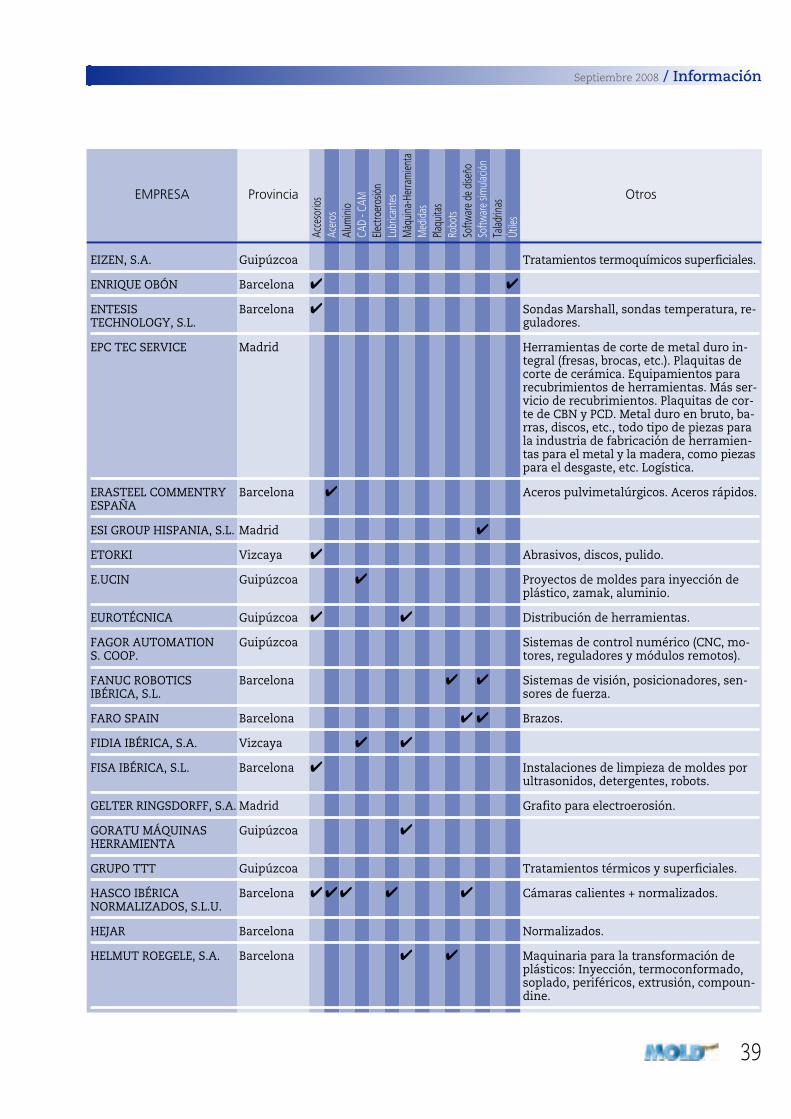
Septiembre 2008 / Información
39
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
s
EIZEN, S.A. Guipúzcoa Tratamientos termoquímicos superficiales.
ENRIQUE OBÓN Barcelona ✔ ✔
ENTESIS Barcelona ✔ Sondas Marshall, sondas temperatura, re-TECHNOLOGY, S.L. guladores.
EPC TEC SERVICE Madrid Herramientas de corte de metal duro in-tegral (fresas, brocas, etc.). Plaquitas de corte de cerámica. Equipamientos para recubrimientos de herramientas. Más ser-vicio de recubrimientos. Plaquitas de cor-te de CBN y PCD. Metal duro en bruto, ba-rras, discos, etc., todo tipo de piezas para la industria de fabricación de herramien-tas para el metal y la madera, como piezaspara el desgaste, etc. Logística.
ERASTEEL COMMENTRY Barcelona ✔ Aceros pulvimetalúrgicos. Aceros rápidos.ESPAÑA
ESI GROUP HISPANIA, S.L. Madrid ✔
ETORKI Vizcaya ✔ Abrasivos, discos, pulido.
E.UCIN Guipúzcoa ✔ Proyectos de moldes para inyección deplástico, zamak, aluminio.
EUROTÉCNICA Guipúzcoa ✔ ✔ Distribución de herramientas.
FAGOR AUTOMATION Guipúzcoa Sistemas de control numérico (CNC, mo-S. COOP. tores, reguladores y módulos remotos).
FANUC ROBOTICS Barcelona ✔ ✔ Sistemas de visión, posicionadores, sen-IBÉRICA, S.L. sores de fuerza.
FARO SPAIN Barcelona ✔ ✔ Brazos.
FIDIA IBÉRICA, S.A. Vizcaya ✔ ✔
FISA IBÉRICA, S.L. Barcelona ✔ Instalaciones de limpieza de moldes porultrasonidos, detergentes, robots.
GELTER RINGSDORFF, S.A. Madrid Grafito para electroerosión.
GORATU MÁQUINAS Guipúzcoa ✔HERRAMIENTA
GRUPO TTT Guipúzcoa Tratamientos térmicos y superficiales.
HASCO IBÉRICA Barcelona ✔ ✔ ✔ ✔ ✔ Cámaras calientes + normalizados.NORMALIZADOS, S.L.U.
HEJAR Barcelona Normalizados.
HELMUT ROEGELE, S.A. Barcelona ✔ ✔ Maquinaria para la transformación de plásticos: Inyección, termoconformado, soplado, periféricos, extrusión, compoun-dine.

Información / Septiembre 2008
40
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
sHERCAINSA Guadalajara ✔ Herramientas y accesorios.
HERCOIN, S.L. Vizcaya ✔ ✔ ✔ ✔ ✔ Metrología, fresas integrales y de plaquitas.
HERRAMIENTAS ✔ ✔METABO, S.A.
HEXAGON Barcelona ✔ Medición tridimensional por coordena-METROLOGY, S.A. das, softwares de medición, y ofrece todo
tipo de servicios en el ámbito de la medi-ción tridimensional (calibración de má-quinas, cursos de formación, manteni-miento de máquinas, retrofits, etc.).
IGE + XAO IBÉRICA Madrid ✔ ✔ Software CAD eléctrico.
IMCAR Barcelona ✔ ✔ Herramientas de corte.
IMPORTMETAL, S.A. Vizcaya ✔ ✔ ✔ ✔
INDUSTRIAS TEY, S.L. Vizcaya Tratamientos térmicos.
IMESAZA Álava Tratamientos térmicos.
INEO PROTOTIPOS, S.L. Barcelona Prototipado rápido. Fabricación de útiles,piezas de plástico en serie corta o piezasúnicas, piezas de aluminio.
INGECIBER, S.A. Madrid ✔ ✔ Consultoría técnica, formación, desarro-llos personalizados, soporte técnico.
INGENIERÍA DE Barcelona ✔ Cabinas robotizadas de corte y máquinasAPLICACIONES, S.A. especiales.(IDASA)
INNOVA Barcelona ✔ Cámara caliente y normalizado técnicoCOMPONENTS, S.L. de moldes.
INNOVALIA METROLOGY Vizcaya ✔ ✔ ✔
INSER ROBÓTICA, S.A. Vizcaya ✔
INSTRUMENTOS Barcelona Instrumentos de medición. Registro deTESTO, S.A. temperatura.
INTERMAHER - MÁQUINA Álava ✔ Cabinas robotizadas de corte y máquinasHERRAMIENTA MAZAK especiales.
IRAUPEN ITU, S.L. Guipúzcoa ✔ ✔ ✔ Herramientas para bruñido, mandrinadoy escariado.
ISCAR IBÉRICA, S.A. Barcelona Herramientas de metal duro, de fijaciónmecánica, de acero rápido, etc.
JSI, S.A. Madrid Taller multimarca, especializado en la reparación de cabezales de alta velocidad (centros de mecanizado, rectificado inte-rior y fresadoras).

Septiembre 2008 / Información
41
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
s
KALMIA, S.A. - MÁQUINAS Vizcaya ✔ Biseladoras, lapeadoras, tornos, refrenta-Y EQUIPOS INDUSTRIALES doras, expanders, lijadoras, llaves dina-
mométricas, llaves hidráulicas, equilibra-dores, equipos de expansionado, bancos de prueba de válvulas…
KENCI, S.A. Barcelona ✔ ✔ ✔ ✔ ✔ ✔ Herramientas de corte.
KUKA ROBOTS Barcelona ✔ ✔ Instalaciones llave en mano.IBÉRICA, S.A.
LAGUN MACHINERY Álava ✔
LAND INSTRUMENTS INT. Madrid ✔
LARAUDOGOITIA Vizcaya ✔ ✔ ✔ Automatización de procesos medianteMAQUINARIA manipulación robotizada con sistemas deINDUSTRIAL, S.L. visión artificial, desmazarotado y rebaba-
do de piezas, simulación y programación 3D off line, gravity casting, perforado de moldes, manipulación e inserción de ma-chería, etc… Corte y deformación de tubo y chapa, lasertubo, soluciones de marca-do y trazabilidad, líneas de estampación de latón y aluminio, etc.
LAYFIL, S.L. Vizcaya Fabricante de: Mangas filtrantes, cartu-chos y jaulas para filtros de captación depolvo y gases.
LEAN MACHINERY, S.L. Álava ✔
MAB INDUSTRIAL, S.L.U. Barcelona ✔ ✔ Equipos y accesorios para el acabado de superficies: Lapeadoras con abrasivo, la-peadoras con diamante, limadoras, amo-ladoras, limas cerámicas, de acero, de diamante, muelas y puntas abrasivas, pasta de diamante, etc.
MANN + HUMMEL Zaragoza Filtros para máquinas de electroerosión.IBÉRICA, S.A.
MAQUINARIA CME, S.A. Guipúzcoa ✔
MCP IBERIA Madrid Prototipado rápido.
MECANIZADO Barcelona ✔Y RECTIFICADOTECNOLÓGICO(MECALOGIC)
MECANIZADOS HUESCA Huesca ✔ ✔ ✔ ✔
MECANIZADOS Alicante ✔ ✔ ✔ Equipos de ensayo.INDUSTRIALES CANO, S.L.U.
METALOGRÁFICA Zaragoza Tratamientos térmicos.DE ARAGÓN - METASA

Información / Septiembre 2008
42
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
sMETALOGRÁFICA Valencia Tratamientos térmicos.DE LEVANTE
METROLOGÍA SARIKI, S.A. Guipúzcoa Sistemas de medición (MMC, láser tracker,visión, rugosímetros, perfilómetros, siste-mas láser, brazos portables…).
MICROSOLDADURA SST Barcelona Máquinas de soldadura = Soldadura láser,por resistencia, por punto, inverters media frecuencia.
MIKRON Barcelona ✔
MILACRON IBÉRICA Alava ✔ Herramientas de corte.
MORKAIKO Guipúzcoa ✔
NATIONAL Madrid ✔ ✔ ✔ Hardware y software de adquisición de da-INSTRUMENTS tos, controladores de automatización pro-
gramables (PACs), visión artificial, control de movimiento, LabView.
NEDERMAN IBÉRICA, S.A. Madrid Sistemas de extracción de alto y bajo va-cío. Brazos de extracción, filtros y aspira-dores. Enrolladores.
NIVAC Álava Tratamientos térmicos.
NORMAMOL Zaragoza Normalizados.
OERLIKON BALZERS-ELAY Guipúzcoa Recubrimientos PVD Balinit®.COATING, S.A.
OLIPES, S.L. Madrid ✔ ✔ Grasas para expulsores, aceites de elec-troerosión, anticorrosivos, desengrasan-tes, pasta lavamanos.
ONA Vizcaya ✔
ORPI, S.L. Zaragoza ✔ ✔ ✔ ✔ ✔
PANTUR, S.L. Barcelona ✔ Prototipos rápidos en 3D. Piezas de preci-sión cortadas por láser o grabado químico.
PASCUAL CUBELES, S.A. Barcelona ✔ Herramientas de corte de precisión y ac-cesorios para: Rectificado y utillaje en metal duro, desbarbado, fresado, roscado,calibrado, taladrado, metrología, mandri-nado, moletado, sistemas de sujeción pa-ra tornos, escariado, sistemas de sujeción.
PÉREZ CAMPS Barcelona ✔ Pantógrafos, fresadoras, sistemas láser CO2 y Nd: YAG.
PETRONAS LUBRICANTS Barcelona ✔ ✔SPAIN, S.L.U.

Septiembre 2008 / Información
43
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
s
PFERD - RUGEBERG Álava Abrasivos, discos.
PLUSDUR, S.L. Barcelona ✔ Punzones y casquillos en metal duro.
PRISMACIN-EFFORT, S.L. Barcelona ✔ Software de diseño Solid Edge de SiemensPLM Software.
PTC Madrid ✔ ✔
QUANTECH ATZ, S.A. Barcelona ✔ Software de simulación de procesos defundición, consultoría y software a medida.
RENISHAW Barcelona ✔ Metrología dimensional. Sondas para má-IBÉRICA, S.A.U. quina-herramienta y máquinas de medi-
ción de coordenadas. Dispositivos de cali-bración de máquinas.
RMS Barcelona Sistemas de fabricación directa por sinte-rizado láser.
ROLLED ALLOYS Vizcaya ✔ Suministro de aceros aleados termoresis-tentes destinados al sector de tratamien-tos térmicos y fabricantes de hornos in-dustriales.
SAGA ACEROS Valencia ✔ ✔ Aceros para herramientas –moldes–, ace-ESPECIALES, S.L. ros para la construcción, aceros al carbono,
etc.
SAFEWORK, SOLUCIONES Barcelona ✔ Dispositivos y soluciones de seguridadINTEGRALES DE en máquinas.SEGURIDAD, S.L.
SAINT GOBAIN Madrid Abrasivos, granalla de vidrio.CERÁMICAS IND.
S.A. METALOGRÁFICA Barcelona Tratamientos térmicos.
SANDVIK ESPAÑOLA - Madrid ✔COROMANT
SCHUNK IBÉRICA Madrid Grafito.
SCHUNK INTEC, S.L. Barcelona ✔ Sistemas de sujeción para máquina-he-rramienta. Accesorios y componentes de sujeción para automatización y robótica.
SELTER, S.A. Girona ✔
SESCOI IBERIA, S.L. Barcelona ✔ ERP - Gestión industrial de proyectos (moldes). Gestión de proyectos. Planifica-ción de producción a capacidad finita.
SHUTON Álava ✔ Produce y comercializa husillos a bolas.
SIAISA Madrid ✔ ✔
SIDASA Barcelona ✔ ✔ Desengrasantes, fosfatantes, etc.

Información / Septiembre 2008
44
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
sSIEMENS Madrid ✔ ✔ Controles.
SIEMENS PLM Barcelona ✔ ✔ ✔ Software de fabricación digital y softwareSOFTWARE de gestión documental. Comercializa so-
luciones para todo el ciclo de vida del pro-ducto.
SILICON GRAPHICS, S.A. Madrid Equipos informáticos.
SISTEMAS DE Álava Equipos de depuración de aguas residua-PRODUCCIÓN LIMPIA, S.L. les. Equipos limpieza en seco de moldes.
Decapado neutro de óxido de hierro.
SOFTWARE TECNIC Barcelona ✔TECNOCIM, S.L.
SOLDAMOL, S.L. Barcelona Soldadura de precisión para moldes, ma-trices y piezas mecánicas.
SOLIDWORKS Barcelona ✔ ✔
SOLUCIONES KRIADO Guipúzcoa ✔ Reparación herramientas de corte.HOLKE, S.L.
SOLUCIONES Cantabria Acceso remoto vía IP. Extensores. GestiónTALLER DE MODELOS Y ✔ Construcción de todo tipo de modelos, ca-TROQUELES GRUPO jas de machos y utillajes para la industriaLEADING ENTERPRISES de la fundición.
TECNOLÓGICAS de alimentación y consolas de control.INTEGRADAS, S.L.
SORALUCE S. COOP. Guipúzcoa ✔ Fresadoras universales de mesa fija, fre-sadoras de columna móvil sobre mesa fi-ja, centro de fresado de columna móvil.
SOTOMETAL 2005, S.L. Madrid ✔
STAHLMOL - GRUPO Barcelona ✔ ✔ ✔ Bronce, latón, placas aislantes, cobreveri-LUGAND ACIERS cio, acero poroso (laporax).ESPAÑA
STÄUBLI ESPAÑOLA, S.A. Barcelona ✔
SUMINISTROS ARRALBE Guipúzcoa ✔ ✔ Herramienta integral metal duro, abrasivos.
TÉCNICAS DE Barcelona Tratamientos de superficies.SUPERFICIES CATALUNYA, S.L.
TECNOSPIRO MACHINE Barcelona ✔ Roscadoras de brazo articulado. Roscamat.TOOL, S.L.
TECNO DISSENY Barcelona Prototipado rápido.
TECNO TEMPRANOVA Navarra Tratamientos térmicos y superficiales.NAVARRA
TESA TECHNOLOGY Vizcaya ✔IBÉRICA

Septiembre 2008 / Información
45
EMPRESA Provincia Otros
Acer
osAl
umin
ioCA
D - C
AMEle
ctro
eros
ión
Lubr
icant
esM
áqui
na-H
erra
mien
taM
edid
asPla
quita
sRo
bots
Softw
are
de d
iseño
Softw
are
simul
ació
nTa
ladrin
asÚt
iles
Acce
sorio
s
TEXTURIZADOS VENTURA Barcelona Texturizado de moldes.
TRATAMIENTOS Barcelona Tratamiento térmico de moldes y matrices.TÉRMICOS BADÍA, S.A.
TRATAMIENTOS Murcia Líneas de vacío: Temple, revenidos, nitru-TÉRMICOS ración, nitrocarburación, estabilizados,ESPECIALES, S.L. recocidos y normalizados.
Líneas de atmósfera controlada: Templesen aceite, revenidos, cementación, carbo-nitruración, recocidos y normalizados.
TRIDIM Madrid Prototipado rápido.
USINOR INDUSTEEL Barcelona ✔
VACUPRES, S.L. Navarra ✔ ✔ Marcas: Mannesmann Demag, Morrisflex.
VERKOL, S.A. Navarra ✔
VULKAN INOX GmbH Alemania Granalla de acero inoxidable.
WALTER TOOLS Barcelona ✔ ✔IBÉRICA, S.A.U.
WD-40 COMPANY, LTD. Madrid ✔ Marcas: WD-40 y 3 en uno.
WHEELABRATOR GROUP Barcelona ✔ Venta de maquinaria para tratamiento de superficies (granalladoras, chorreadoras, acabado por vibración) que engloba la lim-pieza de moldes.
WNT IBÉRICA Madrid ✔ ✔ Herramientas de corte.HERRAMIENTASDE PRECISIÓN, S.L.
M.P.E. - MAQUINARIA DE Barcelona ✔PRODUCCIÓN EUROPEA
Próximo número
EQUIPLASTBarcelona
MIDESTParís

46
Joven de 32 años de Hondarribia(GUIPÚZCOA) con experiencia
en ventas, busca trabajode COMERCIAL en el País Vasco,
en el sector metalúrgico.
Disponibilidad total para viajar.
Interesados contactar:[email protected]
EMPLEO

C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC¥ Laboratorio de ensayo de materiales : an�lisis qu�micos, ensayos mec�nicos, metalo-
gr�ficos de materiales met�licos y sus uniones soldadas.¥ Soluci�n a problemas relacionados con fallos y roturas de piezas o componentes me-
t�licos en producci�n o servicio : calidad de suministro, transformaci�n, conformado,tratamientos t�rmico, termoqu�mico, galv�nico, uniones soldadas etc.
¥ Puesta a punto de equipos autom�ticos de soldadura y rob�tica, y temple superficialpor inducci�n de aceros.
¥ Cursos de fundici�n inyectada de aluminio y zamak con pr�ctica real de trabajo en laempresa.
Tel.: 917 817 776
Fax. 917 817 126
Suscripción anual 20086 números90 euros
Suscripción anual 20086 números90 euros
47
Información / Septiembre 2008
48
ABRASIVOS Y MAQUINARIA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47AMPCO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15BAUTERMIC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23CRC . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19EQUIPLAST . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 2EUROSURFAS 2008 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9HEIDENHAIN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3INDUSTRIAS TEY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4ISCAR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . PORTADALIBRO TRATAMIENTOS TÉRMICOS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11METALOGRÁFICA DE LEVANTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17MIDEST 2008 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7MOLDES J. MORALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47REVISTAS TÉCNICAS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 3S.A. METALOGRÁFICA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 47SUMINISTROS ARRALBE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21TALLER DE MODELOS Y TROQUELES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46TRATAMIENTOS TÉRMICOS ESPECIALES . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
OCTUBRENº especial EQUIPLAST (Feria de Barcelona). Plaquitas. Alta velocidad. Electroerosión, taladrinas,
calidad, medidas, estereolitografía. Aluminio.
Próximo número
INDICE de ANUNCIANTES