Embed Size (px)
Citation preview

INTRODUCCION
Existe un tipo de cizalla para cortar espesor de lámina hasta 3/8”, estas cizallas constan de una cuchilla fija y una móvil las cuales son simplemente unas platinas o barras rectangulares en acero 5160 que son afiladas con determinada frecuencia, se nos ha propuesto desarrollar un tratamiento térmico con el cual se obtuviera alta dureza sin fragilizar el material, debido a que el material es bastante usado industrialmente y debe soportar diferentes condiciones mecánicas.
El procedimiento tuvo como fin obtener tenacidad, resistencia mecánica, para que no se rompa bruscamente durante su trabajo ni se deforme ante los esfuerzos, estas propiedades combinadas con una alta dureza para que corte fácilmente láminas de metales comunes.
OBJETIVOS
GENERAL:
Conocer el comportamiento de las propiedades acero AISI-SAE 5160, ante los tratamientos térmicos comunes.
ESPECÍFICOS:
Determinar condiciones favorables para el temple efectivo del acero en cuestión.
Diseñar un revenido eficaz para reducir la fragilidad del material sin sacrificar la dureza necesaria.
Conocer la aplicación en la práctica de los conceptos vistos en el laboratorio de tratamientos térmicos

MARCO TEÓRICO
1. Generalidades sobre Temple de aceros:
La tendencia general es que para aun acero determinzado la dureza aumenta al aumentar la velocidad de temple. Sin embargo, para realizar una comparación sistematica del comportamiento de distintos aceros se debe tener en cuenta el enorme rango de composición de los aceros comerciales, la capacidad relativa de un acero para ser endurecido mediante el temple se denomina templabilidad. para nuestro caso se el acero tiene buena templabilidad debido a la presencia de elementos como Manganeso (0.75 – 1.0%) y mediano porcentaje de carbono (0.55 – 0.65%), con el ensayo de templabilidad de Jominy, que puede ser consultado en cualquier libro de tratamientos térmicos, se puede analizar fácilmente la respuesta que tendrá el metal que deseemos templar.1
Conocer la templabilidad de un acero nos ayuda a comprender la variación de dureza que existe entre la parte superficial, la cual entra en contacto con el medio enfriante y el centro de la pieza, debido a los gradientes de temperatura que se presentan de acuerdo a su geometría, características térmicas y por tanto diferentes velocidades de enfriamiento.
La severidad del temple H es la relación entre el coeficiente de transmisión de calor entre el medio y la pieza y la conductividad térmica del material, esta tabulada para diferentes condiciones del medio de temple, aumenta con la capacidad del medio para absorber calor del metal, en el procedimiento se usó un agua con agitación moderada lo que corresponde a H=1,2.
2. Generalidades sobre revenido:
Es un tratamiento térmico que generalmente se hace sobre microestructuras de martensita pura y combinaciones con otros microconstituyentes después del temple, para eliminar tensiones inducidas durante el proceso, scrificando dureza pero con un aumento de tenacidad; también se usa para aliviar tensiones inducidas durante conformación y maquinado.
Las tensiones que presentan las piezas después de templadas se deben a que el endurecimiento se da a diferentes velocidades debido a los gradientes de temperatura en la sección, a los cambios de volumen que suceden a la transformación de la austenita o a una combinación de los dos, los esfuerzos internos pueden ser beneficos pero a menudo en aceros con buena templabilidad pueden ser de una magnitud suficiente como para causar el agrietamiento.1

El proceso de revenido involucra variables como la temperatura, el tiempo a esa temperatura y la composición que incluye elementos aleantes y elementos residuales.1
3. Características del acero AISI –SAE 5160:
Este acero es frecuentemente usado para muelles, resortes y cizallas de corte de metales, según su curva Jominy (anexo 1) que reproduce su templabilidad se puede ver que tiene muy buena templablilidad hasta una distancia de 0,5’’, conveniente para la prueba debido a que la probeta tiene 0,4 x 0,4 x 0,8’’, otros datos de este acero son según el anexo 22:
Composición (%) Puntos críticos aproximados (ºC)C 0,55 – 0,65 Ac1 710Mn 0,75 – 1,0 Ac3 765P 0,040 máx. Ar3 715S 0,040 máx. Ar1 676Si 0,20 – 0,35 Normalizado 871Cr 0,70 – 0,90 Temple 843
Debido a la presencia de elementos aleantes como el Mn y el C el acero tiene buena templabilidad, lo que hace posible que pueda templarse en agua o aceite.
Por el 0,6 se observa en el digrama Fe-C1 del anexo 3 se pueden determinar temperaturas para el normalizado y temple de 871 y 843 respectivamente.
Otras propiedades que se modifican durante el revenido son la ductilidad que aumenta levemente, dureza y resistencia a la tensión se reducen como se observa en el anexo 23.
4. Sobre los materiales a cortar con las cizallas de acero en estudio:
Metales comunes para lamina Dureza Brinell (HB)Acero al carbono 1040 235Acero de baja aleación 230Hierro dúctil 167Cinc AC 414A 91Dural 3003 H-14 40

PROCEDIMIENTO
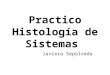
El procedimiento se describe gráficamente como se puede ver en la Fig.14:
1. Para asegurar que el acero se encuentre en condiciones originales, se realizó un normalizado del acero, llevando hasta 850ºC y se mantuvo durante 40 min.
2. Se templó desde 850ºC hasta temperatura ambiente con agua agitando moderadamente, es decir con una severidad de temple H de 1.2.
3. Se pulió la muestra en una lija Nº 80 para la medición de dureza Rowell obtenida
4. Se tomaron dos medidas de dureza en la superficie y una en el centro5. Se hizo metalografía a la pieza para observar los microcontituyentes
comprobar la presencia de martensita en toda la extensión del metal como se deseaba.
6. Debido a la máxima dureza obtenida se procedió a revenir a 350ºC durante 10 min como primera medida para no arriesgar la dureza, obteniendo resultados satisfactorios.
7. Se sacó del horno y se dejó enfriar al aire por cerca de 10 minutos8. Se tomaron medidas dureza en la superficie y en el centro.9. Se hace metalografía para comprobar la microestructura deseada y por
tanto propiedades deseadas.
Nota: Para el análisis completo de nuestro materiale en el laboratorio de caracterización de materiales fué necesario seguir lineamientos para cada paso en el procedimiento, las normas ASTM (American Society for Testing and Materials) proporcionan aquellas recomendaciones necesarias para la evaluación del material, por ejemplo, para pulido ASTM E35, toma de dureza ASTM E18 para Rowell5
Para el ataque químico: se preparó el reactivo que se usa para propósito generales en acero, revelando microestructura, contiene 2.10 mL de ácido nítrico HNO3 en 90 a 98mL de etanol o metanol, reactivo conocido como Nital, se mojó durante aproximadamente 5.0s con un secado inmediato con algodón y alcohol, evitando quemar la muestra por el ataque y que tampoco se oxidara antes de secarla

Fig. 1 (Tomado de Atlas of Isothermal Transformations) Trazado del proceso de bonificado ( temple + revenido) sobre el diagrama TTT del acero AISI-SAE 5160.
RESULTADOS Y ANALISIS DE DATOS
TEMPLE:
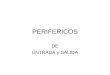
El temple se hizo en agua con el fin de obtener la pieza templada en su totalidad, se obtuvieron buenos reultados como los que se observan en la Fig. 2
Fig. 2: Micrografia de un acero 0,6% C templado desde 850ºC en agua. Se puede observar agujas de martensita en toda la pieza.
Esto concuerda con la teoría y con el diseño que se hizo del temple, porque la pieza era de dimensiones pequeñas por lo que se templaria fácilmente y más si se hizo en agua

con agitación, la dureza obtenida en la superficie fue de 62.5 HRC y en el centro 61 HRC, esto concuerda con la curva Jominy y el valor de dureza corresponde a la trasformación de más de 90% de martensita.
Bien sabido es que para aceros que se templan efectivamente, como los aleados, el proceso sin difusión de átomos de carbono lleva consigo que se quede austenita retenida entre las agujas de martensita, lo que fragiliza el material, además la martensita en sí también es frágil por lo tanto el tratamiento de revenido debio considerarse para eliminar la austenita retenida y reducir fragilidad de martensita.
REVENIDO:
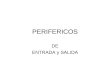
Se hizo el tratamiento térmico de revenido por encima de la temperaura Ms a 350ºC con el fin de tranformar la austenita retenida, y obtener martensita revenida, las Fig. 3 y 4 muestran la microestructura resultante:
Fig. 3 y 4 micrografias de AISI-SAE 5160 revenido a 350ºC durante 10 minutos y enfriado al aire. Se observa que no queda autenita retenida porque se ha transformado a bainita y se han suavizado las agujas de martensita por la difusion que hubo de carbono a esta temperatura, lo que se conoce como martensita revenida.
Estos procesos tiene tienen algo de difusion y por eso la auntenita retenida al calentarse tiene tiempo de transaformarse en bainita pues esta temperatura de revenido conrresponde al rango de transformacion bainítica, ademas la precipitacion de carburo epsilon hace que disminuya la sobresaturacion de carbono en la martensita.
Recordando que los tipos de materiales los cuales seran cortados con la cizalla tienen como máximo una dureza Brinell de 235 HB, y asumiendo que un valor

seguro para esta aplicación esta entre 41 HRC (401 HB) y 48 HRC (462 HB), asi sabremos que cortará efectivamente.
La dureza que se obtuvo despues del revenido fue de 44 HRC en el centro y 47 HRC en la superficie, fue un resultado bueno porque conservamos gran parte de la dureza pero se redujo la fragilidad que no convenía para la aplicación de cizallas de corte de laminas, ademas de que se encuentra dentro del rango deseado de dureza.
Otras propiedades como se mencionó anteriormente tambien se alteraron, esto se puede visualizar teóricamente en ANEXO 2.
OBSERVACIONES
El temple se hizo una vez con aceite conociendo la buena templabilidad del acero, pero no dio ningún resultado tal vez por errores en el procedimiento, pues se obtuvo una microestructura en la cual se observaba muy bajo porcentaje de martensita y una dureza por debajo de 33 HRC, tal vez porque en un principio solo se dejó 30 minutos a 840ºC lo cual no permitió la transformación austenítica, además la calidad del aceite y la eficiencia del horno pudieron influir negativamente en ese primer procedimiento.
CONCLUSIONES
El acero AISI SAE 5160 se comporta como un acero de buena tamplabilidad para piezas de menor tamaño, esto se observó porque se templó eficazmente en la práctica desarrollada.
La dureza que se obtiene al templar en agua dicho metal es uniforme en toda la pieza, debido a los elementos aleantes y el porcentaje de carbono que determinan una transformación efectiva de martensita.
Durante el revenido reducción de fragilidad se dio rápidamente, con lo cual se concluye que si se hubiese mantenido durante más tiempo dicho acero se hubieran perdido en gran cantidad características primordiales como dureza.
El acero 5160 presenta buenas respuestas a la aplicación de tratamientos térmicos para secciones pequeñas o delgadas lo cual lo hace práctico para la fabricación de las cizallas de corte de metal industrialmente.
La dureza obtenida satisface correctamente el pedido porque es cercano a 2 veces a dureza de los metales a cortar.
BIBLIOGRAFIA

1. Tecnologia del Tratamiento Térmico, Asdrubal Valencia Giraldo, Editorial Universidad de Antioquia
2. Mechanics Properities of Alloy, Republic Steel Corporation, 19613. Introduccion a la Ciencia de los Materiales para Ingeniería, James F.
Shakelford.4. Atlas isothermal Tranformations5. ASTM E3, Standard Guide for Preparation of Metallographic Specimens.
6. ASTM E18 Standard Test Methods for Rockwell Hardness of Metallic Materials.
7. Catálogo de Aceros Especiales, Forjas Alavesas, TORAL, 19728. Apuntes curso de Tratamiento Térmicos, Dra Sandra Judith García Vergara,
Univeridad Industrial de Santander, 2013
ANEXOS
1. Curva Jominy
2. Grafica Propiedades del 5160

3. Diagrama de Fases Fw-C