Embed Size (px)
Citation preview

1
DISEÑO DE UNA CAMILLA DE ALIMENTACIÓN AUTOMÁTICA DE UN
CREMATORIO MARCA PROINDUL
JULIAN BAQUERO 20142375063
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA MECÁNICA
BOGOTÁ D.C.
2016

2
DISEÑO DE UNA CAMILLA DE ALIMENTACIÓN AUTOMÁTICA DE UN
CREMATORIO MARCA PROINDUL
JULIAN BAQUERO 20142375063
Trabajo de grado para obtener el título de Ingeniero Mecánico
Director:
Ing. Oswaldo Pastrán Beltrán
UNIVERSIDAD DISTRITAL FRANCISCO JOSÉ DE CALDAS
FACULTAD TECNOLÓGICA
INGENIERÍA MECÁNICA
BOGOTÁ D.C.
2016

3
Nota de aceptación:
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
_______________________________
Firma del presidente del jurado
_______________________________
Firma del jurado
_______________________________
Firma del jurado
Bogotá D.C, 07/04/2016

4
Contenido pág.
1. INTRODUCCIÓN ...................................................................................................................10
2. PLANTEAMIENTO DEL PROBLEMA ...............................................................................11
2.1. ESTADO DEL ARTE.........................................................................................................12
2.2. PLANTEAMIENTO DEL PROBLEMA Y DESARROLLO DE LAS
ESPECIFICACIONES ...............................................................................................................14
2.3. JUSTIFICACIÓN ...............................................................................................................15
2.4. OBJETIVOS .......................................................................................................................16
2.4.1 OBJETIVO GENERAL ........................................................................................ 16
2.4.2 OBJETIVOS ESPECÍFICOS ............................................................................... 16
3. MARCO TEÓRICO ...............................................................................................................17
3.1. CREMACIÓN .....................................................................................................................17
3.2. PARTES DE UN HORNO CREMATORIO .....................................................................18
3.2.1. Cámara de ignición ........................................................................................... 18
3.2.2. Cámara de mezcla y decantamiento ............................................................... 18
3.2.3. Enfriador de gases ............................................................................................ 19
3.2.4. Chimenea .......................................................................................................... 20
3.2.5. Distribuidor de aire .......................................................................................... 20
3.2.6 Puerta principal .................................................................................................. 21
3.2.7. Camilla alimentación ........................................................................................ 21
4. DEFINICIÓN DE LA NECESIDAD Y PLANTEAMIENTO DEL PROBLEMA ..............23
4.1. ACUMULADORES DE ENERGÍA ..................................................................................24
4.1.1. Ley de elasticidad de Hooke............................................................................ 24
4.1.2 El módulo de Young .......................................................................................... 25
4.2. SUB-PROBLEMAS DE DISEÑO ....................................................................................26
4.3. REQUERIMIENTOS DEL CLIENTE, BENCHMARKING Y ANÁLISIS QFD ...........26
4.3.1. Valoración y conclusiones .............................................................................. 30
5. DISEÑO CONCEPTUAL Y PRUEBA DE CONCEPTOS ................................................31
5.1. DESCRIPCIÓN DEL PROCESO .....................................................................................31
5.1. ANÁLISIS FUNCIONAL ...................................................................................................32
5.2. MAPEO FUNCIÓN CONCEPTO .....................................................................................34
5.2.1. Base estructural. ............................................................................................... 34
5.2.2. Camilla móvil de inyección .............................................................................. 34

5
5.2.3. Cilindro neumático. .......................................................................................... 35
5.2.5. Acumulador de energía. ................................................................................... 36
6. GENERACIÓN DETALLADA DEL PRODUCTO .............................................................38
6.1. DESARROLLO A NIVEL DE SISTEMA ........................................................................38
6.1.2. Camilla móvil de inyección. ............................................................................ 40
6.1.3. Cilindro neumático. .......................................................................................... 43
6.1.4. Rodillos de movimiento. .................................................................................. 44
6.1.5. Acumulador de energía. .................................................................................. 45
7. SIMULACIÓN Y MODELAMIENTO MATEMÁTICO........................................................47
7.1. CÁLCULOS MANUALES ...............................................................................................47
7.1.1. Cargas generadas por el peso del cuerpo ..................................................... 47
7.1.2. Cálculos cilindro neumático ............................................................................ 50
7.1.3. Selección rodillos de movimiento .................................................................. 54
7.1.4. Acumulador de energía .................................................................................... 55
7.1.5. Cálculos térmicos cilindro ............................................................................... 59
7.2. SIMULACIONES ...............................................................................................................62
7.2.1. Análisis de cargas ............................................................................................ 62
7.2.2. Resultados ......................................................................................................... 65
7.2.3. Análisis cinético y de acumulación de energía............................................. 66
7.2.4. Análisis Térmico ............................................................................................... 68
8. PRESENTACIÓN DEL MODELO FINAL ..........................................................................70
9. LISTADO Y COSTO DE MATERIALES DE FABRICACIÓN .........................................71
10. COMPARACIÓN FRENTE AL MODELO ACTUAL PROINDUL ...............................74
10.1. PESO.................................................................................................................................74
10.2. LONGITUD .................................................................................................................75
11. CONCLUSIONES ..............................................................................................................77
12. RECOMENDACIONES .....................................................................................................79
13. BIBLIOGRAFÍA .................................................................................................................80

6
Listado de Figuras
Pág.
Figura 1. Cámara de cremación ........................................................................... 18
Figura 2. Cámara de Post-combustión ................................................................. 19
Figura 3. Enfriador de gases ................................................................................ 20
Figura 4. Distribuidor de Aire ................................................................................ 21
Figura 5. Camilla de alimentación ........................................................................ 22
Figura 6. Secuencia proceso de inyección del cuerpo.......................................... 31
Figura 7. Marco superior camilla .......................................................................... 39
Figura 8. Marco inferior camilla ............................................................................ 39
Figura 9. Ensamblaje estructural camilla .............................................................. 40
Figura 10. Medidas de ataúdes estándar ............................................................. 41
Figura 11. Camilla con rodillos ............................................................................. 41
Figura 12. Empalme rodillos ................................................................................. 42
Figura 13. Medida de empalme de rodillo con camilla .......................................... 42
Figura 14. Cilindro neumático seleccionado ......................................................... 44
Figura 15. Ensamblaje rodillos móviles ................................................................ 45
Figura 16. Acumulador de energía ....................................................................... 46
Figura 17. Diagrama de cuerpo libre cargas del cuerpo ....................................... 47
Figura 18. Diagrama de cuerpo libre cargas del cuerpo simplificado y detalle de
sujeción de la camilla ........................................................................................... 48
Figura 19. Distancia requerida apertura puerta CI ................................................ 51
Figura 20. Diagrama de cuerpo libre fuerza y aceleración inyección .................... 55
Figura 21. Aplicación de fuerza ............................................................................ 62
Figura 22. Desplazamiento máximo ..................................................................... 63
Figura 23. Tensión de Von Mises ......................................................................... 64
Figura 24. Resumen resultados análisis estructural ............................................. 65
Figura 25. Simulación secuencia de inyección ..................................................... 66
Figura 26. Gráfica de desplazamiento del cuerpo en función del tiempo .............. 67
Figura 27. Gráfica de velocidad del cuerpo en función del tiempo ....................... 67
7
Figura 28. Gráfica de aceleración del cuerpo en función del tiempo .................... 68
Figura 29. Análisis térmico ................................................................................... 70
Figura 30. Isométrico y vista frontal modelo definitivo .......................................... 71
Figura 31. Conexión cilindro camilla ..................................................................... 71
Figura 32. Listado de piezas ................................................................................ 72
Figura 33. Comparativa en peso del modelo actual y el desarrollado ................... 74
Figura 34. Medidas generales camilla modelo actual ........................................... 75
Figura 35. Medidas generales camilla modelo propuesto ..................................... 76
8
Listado de Diagramas
Pág.
Diagrama 1. Proceso de cremación Proindul SAS ............................................... 17
Diagrama 2. Sub-problemas de diseño ................................................................ 26
Diagrama 3. QFD ................................................................................................. 27
Diagrama 4. Análisis Que vs Que ........................................................................ 29
Diagrama 5. Análisis funcional modelo caja negra ............................................... 32
Diagrama 6 Análisis funcional modelo caja gris ................................................... 32
Diagrama 7. Proceso de descomposición funcional ............................................. 33
Diagrama 8. Opciones de base estructural .......................................................... 34
Diagrama 9. Opciones de camilla móvil ............................................................... 35
Diagrama 10. Opciones de cilindro neumático ..................................................... 35
Diagrama 11. Opciones de ruedas o rodillos de desplazamiento ......................... 36
Diagrama 12. . Elecciones de material según funciones ...................................... 36
9
Listado de Tablas
Pág.
Tabla 1. Escala de valoración de conceptos ........................................................ 37
Tabla 2. Fuerzas del cilindro neumático según el diámetro del embolo ................ 50
Tabla 3. Variables cálculo cilindro ........................................................................ 51
Tabla 4. Coeficientes de friction ........................................................................... 54
Tabla 5. Relación fuerza con propiedades del resorte.......................................... 56
Tabla 6. Propiedades de materiales de resortes .................................................. 57
Tabla 7. Propiedades de los resortes ................................................................... 58
Tabla 8 Propiedades del material ......................................................................... 63
Tabla 9. Listado de piezas con precios ................................................................ 73

10
1. INTRODUCCIÓN
En el mundo de hoy donde se hace más difícil obtener predios para la destinación
final de los examines, existen técnicas para dar un más cómodo manejo a los
restos fúnebres, para esto a través de los años se ha usado la cremación y en
nuestros días es una técnica bastante utilizada; pero esto no quiere decir que la
tecnología que se aplica a estas técnicas sea la mejor. Se ha tenido en cuenta los
avances de la tecnología en el mundo de hoy, pero se da la problemática de que
su realización cuenta con diversos percances desde el punto de vista del diseño,
entre varios problemas se resalta uno y es el del manejo de los que acaban de
fenecer, ya que para esta acción y en la mayoría de los mecanismos que se usan
para este fin el operario entra en contacto directo dando pie a diversos
inconvenientes.
Para el caso se ha ideado la forma de que el operario esté lo más apartado en lo
posible del occiso, ya que esto puede representar algún tipo de contagio o daño
en los operarios de estos mecanismos, para ello la mejor opción en un sistema de
eyección del cuerpo por medios mecánicos controlados por un sistema de P.L.C. y
debido a esto es la opción que se ha dado de diseñar dicho mecanismo para la
empresa PROINDUL.

11
2. PLANTEAMIENTO DEL PROBLEMA
La empresa PROINDUL SAS es una organización dedicada a la fabricación de
incineradores de residuos y hornos crematorios, su amplia trayectoria de más de
30 años de experiencia le ha permitido establecerse en el mercado nacional e
internacional con importantes proyectos.
La necesidad por parte de la empresa PROINDUL SAS de automatizar la mayor
parte del proceso en las cremaciones y el evitar la interacción directa en la
alimentación del horno por parte del operario, hace necesario el realizar un cambio
o rediseño en las partes del incinerador que influyen directamente en el proceso
de inyección del cuerpo, que se adapte a los requerimientos del cliente y cumpla
con las especificaciones mínimas.
La cremación es un método funerario que tiene muchos años en la sociedad,
paulatinamente no se han desarrollado actualizaciones tecnológicas considerables
hablando específicamente en la alimentación o introducción del cuerpo, en todos
estos años este proceso ha sido manual, lo que ocasiona que el operario esté en
contacto directo con el cuerpo y además se exponga a las altas temperaturas al
momento de realizar la acción.
Es ahí donde se debe implementar un completo análisis y estudio de diseño para
así determinar alguna alternativa que pueda implantarse al horno crematorio,
cumpliendo todos los requerimientos deseados, mediante QFD, análisis físicos,
CAD, simulaciones etc.

12
Por consiguiente, en este trabajo se pretende definir que mecanismo o sistema,
que cumpla satisfactoriamente con el proceso requerido por la empresa y realizar
un diseño que pueda implementar dicha solución para así realizar una propuesta
de una alternativa viable para el proceso.
2.1. ESTADO DEL ARTE
El número de muertes alrededor del mundo está en aumento, y los dos principales
ritos o métodos funerarios que se adoptan son el entierro y la cremación, en la
mayoría de los casos la cremación se hace en hornos sin mucho avance
tecnológico, El proceso de cremación, aunque se popularizó en los últimos años,
existe en la humanidad desde el año 3000 a.C.; surge en el Norte de Europa y
Asia1. Aunque la cremación siempre ha tenido sus discrepancias con distintas
religiones por sus creencias, sigue la tendencia en preferir este método antes que
el entierro y demás técnicas, para los actos fúnebres, además de solo la
cremación debemos analizar los diferentes procesos que inciden como los
neumáticos que se han venido desarrollando desde sus inicios en la antigua
Grecia con el muelle soplador; esto nos lleva a todos los avances que ha tenido la
neumática hasta llegar al PLC2(Programmable Logic Controller), siendo uno de los
puntos más relevantes dentro del desarrollo de proyecto, estos PLC creados a
finales de la década de los sesentas para reemplazar los sistemas de control
basados en circuitos eléctricos con relés, interruptores y otros componentes
comúnmente utilizados para el control de los sistemas de lógica combinacional.
1 HISTORIA DE LA CREMACIÓN Publicada por All Crematory/Orlando, FL, USA en 1999 2 Historia orígenes autopatas http://www.unicrom.com/Art_OrigenHistoriaAutomatas.asp, consultado en febrero 2016

13
Además de todos estos adelantos se sigue teniendo una visión muy religiosa de la
muerte y su designación final, y es fácil decir que no contamos con una solución
para nosotros mismos y envés de usar tantos modos que existen para no
contaminar y llenar de cementerios no usamos la cremación como modo efectivo.
Siendo esta última la más popular en el transcurso de los años, esto debido a que
los terrenos que se asignaban para los entierros poco a poco se han ido llenando,
lo que representa un problema socio ambiental considerable.
Pese a que la cremación tiene un recorrido histórico considerable, su avance
tecnológico ha estado estancando en los últimos años, en cuanto diseño,
fabricación y operación; la empresa Proindul desea ser una organización diferente,
ya que en sus equipos manejan una actualización continua de esos factores, ya
sea en la selección de material o en la automatización de todo el proceso, con
base en esto quieren apostar o investigar, en cómo reducir la incidencia del
operario en la operación, esto lo quieren lograr mediante la alimentación
automática del horno, mediante una camilla de propulsión neumática, y todo
controlado mediante el PLC.

14
2.2. PLANTEAMIENTO DEL PROBLEMA Y DESARROLLO DE LAS
ESPECIFICACIONES
La empresa PROINDUL SAS es una organización dedicada a la fabricación de
incineradores de residuos y hornos crematorios, su amplia trayectoria de más de
30 años de experiencia le ha permitido establecerse en el mercado nacional e
internacional con importantes proyectos.
La necesidad por parte de la empresa PROINDUL SAS de automatizar la mayor
parte del proceso en las cremaciones y el evitar la interacción directa en la
alimentación del horno por parte del operario, hace necesario el realizar un cambio
o rediseño en las partes del incinerador que influyen directamente en el proceso
de inyección del cuerpo, que se adapte a los requerimientos del cliente y cumpla
con las especificaciones mínimas.
La cremación es un método funerario que tiene muchos años en la sociedad,
paulatinamente no se han desarrollado actualizaciones tecnológicas considerables
hablando específicamente en la alimentación o introducción del cuerpo, en todos
estos años esté proceso ha sido manual, lo que ocasiona que el operario esté en
contacto directo con el cuerpo y además se exponga a las altas temperaturas al
momento de realizar la acción.
Es ahí donde se debe implementar un completo análisis y estudio de diseño para
así determinar alguna alternativa que pueda implantarse al horno crematorio,
cumpliendo todos los requerimientos deseados, mediante QFD, análisis físicos,
CAD, simulaciones etc.

15
Por consiguiente, en este trabajo se pretende definir que mecanismo o sistema,
que cumpla satisfactoriamente con el proceso requerido por la empresa y realizar
un diseño que pueda implementar dicha solución para así realizar una propuesta
de una alternativa viable para el proceso.
2.3. JUSTIFICACIÓN
Al momento de realizar la alimentación del horno crematorio, el operario
encargado se expone constantemente a unas altas temperaturas, lo que puede
ocasionar afectaciones en su salud; además a esto el contacto con el cuerpo
puede llegar a producir problemas de carácter ambiental; es por esto que la
automatización en este punto del proceso se hace necesario para suplir las
condiciones anteriores y además para poder tener una operación cada vez más
controlada y un equipo más competitivo en el mercado.
Actualmente no es muy común encontrar hornos con estas condiciones, ya que el
diseño o actualizaciones en los hornos crematorios se ha estancado, no se han
encontrado innovaciones considerables, por lo que para la empresa PROINDUL
representa un mejor posicionamiento en este mercado mediante la automatización
que implementa en sus productos.
16
2.4. OBJETIVOS
2.4.1 OBJETIVO GENERAL
Diseñar un modelo adecuado de camilla de alimentación automática que se
adapte al horno crematorio marca PROINDUL.
2.4.2 OBJETIVOS ESPECÍFICOS
Realizar un diseño que permita definir los lineamientos iniciales del
producto3 (QFD, DIAGRAMA BLOQUES; ETC)
Hacer un completo análisis físico y térmico de la operación.
Realizar un modelamiento digital que permita definir las dimensiones
geométricas
Aplicar simulaciones computarizadas para corroborar la cinemática de la
alternativa seleccionada
3 Yoji Akao, Quality Function Deployment: Integrating Customer Requirements Into Product Design, Productivity Press, 1990.

17
3. MARCO TEÓRICO
3.1. CREMACIÓN
Básicamente, la cremación es la destrucción por medio del calor, en un horno
crematorio, de cadáveres, restos humanos y restos cadavéricos hasta su
reducción a cenizas. Cualquier cadáver puede ser incinerado con independencia
de la causa de la muerte, salvo los cadáveres contaminados por radiaciones o
productos radiactivos.
Diagrama 1. Proceso de cremación Proindul SAS
Fuente: Proindul SAS

18
3.2. PARTES DE UN HORNO CREMATORIO
3.2.1. Cámara de ignición
La cámara de ignición o cremación consta de un cuerpo cilíndrico en concreto
refractario con un espesor determinado, aislado con manta cerámica para
garantizar que la temperatura exterior esté dentro de la norma, en ella se
presentan 3 quemadores, 2 principales y uno suplementario, además cuenta con 2
entradas de aires para realizar todo el proceso de combustión4, tiene también una
parrilla en un concreto de alta alúmina para prevenir los ataques ácidos
producidos por el cuerpo.
Figura 1. Cámara de cremación
Fuente: Proindul SAS
3.2.2. Cámara de mezcla y decantamiento
La cámara de mezcla y decantamiento va separada de la de ignición (diseño
modular), su forma es cilíndrica, al igual que la cámara de ignición cuenta con
4 DOCUMENTACIÓN DE PRODUCCIÓN PROINDUL

19
concreto refractario y manta cerámica, posee 2 quemadores principales, su
ubicación o instalación es vertical y posee una división interna por medio de un
tabique en Concrax que permite precisamente la mezcla y decantamiento de los
gases producidos por la combustión
Figura 2. Cámara de Post-combustión
Fuente: Proindul SAS
3.2.3. Enfriador de gases
El enfriador de gases es un cuerpo cilíndrico con concreto refractario en un
espesor menor, posee dos entradas de aire graduables mediante dámper y una
entrada de aspersión de agua para realizar el enfriamiento de los gases de salida
de la cámara de mezcla y decantamiento.

20
Figura 3. Enfriador de gases
Fuente: Proindul SAS
3.2.4. Chimenea
Aquí ya se lleva a cabo la expulsión de los humos previamente tratados,
dependiendo el tipo de tiro aumenta su longitud, es aquí también donde se llevan
todos los análisis de emisiones.
3.2.5. Distribuidor de aire
Es un mecanismo que permite la distribución de los puntos de aire que presenta el
equipo en los quemadores y entradas de aire, 3 en la cámara de ignición y 3 en la
cámara de mezcla. Consta de un cuerpo metálico con salidas tubulares que se
acercan a los puntos para conectarse por medio de manguera flexible.

21
Figura 4. Distribuidor de Aire
Fuente: Proindul SAS
3.2.6 Puerta principal
La puerta principal es por donde se va a realizar la carga del horno, sus sistema
se basa en un mecanismo de apertura mediante un cilindro neumático y unas
bielas que guían el movimiento, esa trayectoria permite realizar un sello mediante
un empaque de asbesto lo que permite que no se presente fugas, que es el
principal problema de las aperturas verticales, aquí se utiliza concreto aislante que
permite que la incidencia de la temperatura sobre el operario y su entorno sea
menor.
3.2.7. Camilla alimentación
La camilla de alimentación consta de 2 partes, la base y la camilla en sí, la base
se realiza en ángulo con forma rectangular, y la camilla se realiza en canal en C
con una distribución de rodillos de manera que facilite la inyección del cuerpo, este
movimiento se realiza mediante un cilindro neumático.

22
Figura 5. Camilla de alimentación
Fuente: Proindul SAS

23
4. DEFINICIÓN DE LA NECESIDAD Y PLANTEAMIENTO DEL PROBLEMA
QUIÉN: Con respecto a la necesidad específica del cliente, la empresa que va a
realizar la fabricación y adaptación del producto PROINDUL, busca principalmente
realizar una operación automatizada que permita que la incidencia del operario en
el proceso sea cada vez menor pensando en la optimización de tiempos.
QUÉ Y PARA QUÉ: El diseño de la camilla de alimentación automática implica
una fácil adecuación al modelo de crematorio en la que será utilizado. En este
sentido, se requiere que el producto sea orientado a la armonía en la operación y
a la seguridad del operario, factores que inciden directamente en la geometría y
materiales de diseño. Como se puede observar, los problemas de diseño están
fuertemente ligados a los requerimientos del cliente, por lo que se hace necesario
un análisis de los mismos por medio de la herramienta QFD.
POR QUÉ: La alimentación de los cuerpos en los hornos crematorios a lo largo del
tiempo se ha realizado de manera manual, lo cual es poco eficiente en cuanto al
tiempo de la operación y además representa un riesgo inminente al trabajador
respecto a los peligros patológicos y de temperatura a lo cual se encuentra
expuesto, por lo cual se requiere de una notable automatización de esa parte del
proceso que mitigue los problemas anteriormente mencionados.
DÓNDE Y CUÁNDO: El producto se plantea móvil, de tal manera que no se
encuentre en una posición estática o rígida junto al horno, la misma entraría en
operación aproximadamente cada hora (promedio de tiempo de cremación de un
cuerpo).

24
4.1. ACUMULADORES DE ENERGÍA
Un acumulador de energía mecánica es un dispositivo capaz de almacenar
energía mecánica y devolverla en el momento necesario.
4.1.1. Ley de elasticidad de Hooke
En física, la ley de elasticidad de Hooke o ley de Hooke5, originalmente formulada
para casos de estiramiento longitudinal, establece que el alargamiento unitario que
experimenta un material elástico es directamente proporcional a la fuerza aplicada
sobre el mismo :
∈=δ
L=
F
AE ( 1 )
Ecuación 1. Ley de Hooke, fuente: “Elementos de Física y de Química” (N.
Cardiello); Editorial Kapeluz
Siendo el alargamiento, la longitud original, : módulo de Young, la
sección transversal de la pieza estirada. La ley se aplica a materiales elásticos
hasta un límite denominado límite elástico.
Esta ley recibe su nombre de Robert Hooke, físico británico contemporáneo
de Isaac Newton, y contribuyente prolífico de la arquitectura. Esta ley comprende
numerosas disciplinas, siendo utilizada en ingeniería y construcción, así como en
la ciencia de los materiales.
5 Elba M Sepúlveda. Ley de Elasticidad de Hooke. (s.f). Creative Commons Attribution-NonComercial-NoDerivs3.0https://sites.google.com/site/timesolar/fuerza/ley-de-hooke, consultada en febrero de 2016

25
4.1.2 El módulo de Young
El módulo de Young o módulo de elasticidad longitudinal es un parámetro que
caracteriza el comportamiento de un material elástico, según la dirección en la que
se aplica una fuerza. Este comportamiento fue observado y estudiado por el
científico inglés del siglo XIX Thomas Young, aunque el concepto fue desarrollado
en 1727 por Leonhard Euler, y los primeros experimentos que utilizaron el
concepto de módulo de Young en su forma actual fueron hechos por el científico
italiano Giordano Riccati en 1782, 25 años antes del trabajo de Young.1 El término
módulo es el diminutivo del término latino modus que significa medida.
Para un material elástico lineal e isótropo, el módulo de Young tiene el mismo
valor para una tracción que para una compresión, siendo una constante
independiente del esfuerzo siempre que no exceda de un valor máximo
denominado límite elástico, y es siempre mayor que cero: si se tracciona una
barra, aumenta de longitud.
Tanto el módulo de Young6 como el límite elástico son distintos para los diversos
materiales. El módulo de elasticidad es una constante elástica que, al igual que el
límite elástico, puede encontrarse empíricamente mediante ensayo de tracción del
material. Además de este módulo de elasticidad longitudinal, puede definirse el
módulo de elasticidad transversal de un material.
6 Deutschman, A. D., Michels, W. J., & Wilson, C. E. (1991). Diseño de máquinas. Traducción de José Armando Garza Cárdenas. Cuarta Impresión, Compañía Editorial Continental.

26
4.2. SUB-PROBLEMAS DE DISEÑO
A continuación, en el diagrama 2, se presentan los sub-problemas de diseño en
forma de contradicciones:
Diagrama 2. Sub-problemas de diseño
Fuente: Autor
4.3. REQUERIMIENTOS DEL CLIENTE, BENCHMARKING Y ANÁLISIS QFD
Por medio de la metodología del QFD (QUALITY FUNCTION DEVELOPEMENT)
podemos estudiar y valorar el producto desde el punto de vista del cliente o
consumidor, se evalúan las necesidades a partir del proceso de la inyección del
cuerpo y del usuario final que en este caso es la empresa PROINDUL y más aún
el trabajador encargado de la operación. Además a esto, el QFD nos permitirá
obtener las necesidades con mayor prioridad y encontrar las respuestas
adecuadas para dichas necesidades. Una vez se identifican las necesidades del
Soportar cargas
Contradicción Peso del sistema
Geometría flexible
Contradicción complejidad en
el diseño
altura Contradicción adaptacion al
horno
móvil Contradicción desgaste en las
conexiones
ruido Contradicción aumento de costos por accesorios

27
cliente, se agrupan las ideas con el fin de orientar el estudio hacia la más
adecuada
QUÉ vs QUÉ
Una vez se agruparon las ideas más adecuadas, las mismas se someten a estudio
comparando las ideas propuestas y ponderándolas por su relevancia, teniendo en
cuenta aquellos factores que intervienen de alguna forma, como son:
Diagrama 3. QFD
Qu
e e
l cu
erp
o e
ntre
co
mp
leta
men
te e
n la
CI
Sis
tem
a n
eu
mátic
o
Po
co
ruid
o
Qu
e s
e p
ued
a a
uto
matiz
ar
No
se c
osto
so
en
fab
rica
ció
n
Qu
e u
se m
ate
riale
s e
stá
nd
ar
Esta
bilid
ad
al d
esp
lazars
e
So
po
rte c
arg
as d
e c
uerp
o p
rom
ed
io
Pro
ce
so
cu
bie
rto
Po
ca in
cid
en
cia
del o
pera
rio
No
perm
ita d
esvia
ció
n e
n e
l cu
erp
o e
n e
l
dis
paro
Dis
eñ
o
sea
ad
ap
tab
le
a
div
ers
os
secto
res o
lug
are
s
PONDERADO
Que el cuerpo entre completamente
en la CI 1 0 0 0 0 0 1 0 0 1 0 3 7.5%
Sistema neumático 1
1 1 1 0 0 0 0 0 0 0 4 10%
Poco ruido 0 1
0 1 0 0 0 0 0 0 0 2 5%
Que se pueda automatizar 0 1 0
1 1 0 0 0 1 0 0 4 10%
No se costoso en fabricación 0 1 1 1
1 0 1 1 0 0 1 7 17.5%
Que use materiales estándar 0 0 0 1 1
1 1 0 0 0 1 5 12.5%
Estabilidad al desplazarse 0 0 0 0 0 1
0 0 1 0 0 2 5%
Soporte cargas de cuerpo promedio 1 0 0 0 1 1 0 0 0 0 1 4 10%
Proceso cubierto 0 0 0 0 1 0 0 0 1 0 0 2 5%
Poca incidencia del operario 0 0 0 1 0 0 1 0 1 0 0 3 7.5%
No permita desviación en el cuerpo
en el disparo 1 0 0 0 0 0 0 0 0 0 0 1 2.5%
Diseño sea adaptable a diversos
sectores o lugares 0 0 0 0 1 1 0 1 0 0 0 3 7.5%
Total
40 100%
Fuente: Autor
28
Como se puede observar en el diagrama 3, se concluye luego de realizar la matriz
QUE vs QUE, que el cliente tiene como prioridad los costos en la fabricación,
seguido del uso de materiales estándar en la fabricación, que soporte las cargas
promedio de un cuerpo y que utilice un sistema neumático para su operación, por
lo cual nos debemos enfocar en estos aspectos sin descuidar los demás.
QUÉ vs COMO
Una vez se logró orientar el nuevo producto, es hora de valorar la situación del
mercado, saber qué es lo que se puede ofrecer con lo que se tiene, analizar los
requisitos del cliente, además de aquellos que conllevan al diseño y la fabricación

29
Diagrama 4. Análisis Que vs Que
Function
al R
eq
uir
em
ents
RE
ALIZ
AR
S
IMU
LA
CIO
NE
S
QU
E
PE
RM
ITA
N
CO
RR
OB
OR
AR
QU
E E
L C
UE
RP
O E
NT
RA
TO
TA
LM
EN
TE
RE
ALIZ
AR
U
N
ES
TU
DIO
D
E
CA
RG
AS
, P
AR
A
AS
I S
ELE
CC
ION
AR
UN
SIS
TE
MA
NE
UM
AT
ICO
AD
EC
UA
DO
ELE
GIR
LO
S
SIS
TE
MA
S
Y
SU
S
MA
TE
RIA
LE
S
DE
T
AL
MA
NE
RA
QU
E M
INIM
ICE
EL R
UID
O
RE
ALIZ
AR
U
N
PR
OG
RA
MA
P
LC
Q
UE
S
E
PU
ED
A
INT
EG
RA
R A
L E
QU
IPO
RE
ALIZ
AR
U
NA
T
AB
LA
D
E
CO
ST
OS
Q
UE
P
ER
MIT
A
SE
LE
CC
ION
AR
L
OS
M
AT
ER
IALE
S
DE
B
AJO
V
ALO
R
Y
QU
E C
UM
PLA
N C
ON
LO
S R
EQ
UE
RIM
IEN
TO
S
ELE
GIR
MA
TE
RIA
LE
S Q
UE
SE
AN
FA
CIL
ES
DE
AD
QU
IRIR
EN
E
L
ME
RC
AD
O
LO
CA
L
Y
QU
E
CU
MP
LA
N
CO
N
LA
S
CA
RG
AS
DE
SA
RR
OLLA
R U
NA
S C
OM
PA
RA
CIO
NE
S Q
UE
MU
ES
TR
E
QU
E M
EC
AN
ISM
O U
SA
R, P
AR
A E
L M
OV
IMIE
NT
O D
E L
A
CA
MIL
LA
.
RE
ALIZ
AR
UN
ES
TU
DIO
DE
CA
RG
AS
CO
N L
OS
DA
TO
S D
E
CU
ER
PO
S P
RO
ME
DIO
PA
RA
CO
LO
MB
IA, C
ON
EL F
IN D
E
QU
E L
OS
MA
TE
RIA
LE
S C
UM
PL
AN
CO
N L
OS
RE
QU
ISIT
OS
INS
TA
LA
R
UN
A
CU
BIE
RT
A
QU
E
NO
D
EJE
V
ER
E
L
CU
ER
PO
EN
EL D
ISP
AR
O
CR
EA
R U
N P
RO
GR
AM
A P
LC
, EL C
UA
L S
EA
DE
UN
SO
LO
TO
QU
E
RE
ALIZ
AR
GU
IAS
EN
LA
CA
MIL
LA
QU
E N
O P
ER
MIT
A U
NA
DE
SV
IAC
ION
EN
EL C
UE
RP
O A
LA
HO
RA
DE
L D
ISP
AR
O
PA
RA
ME
TR
IZA
R E
L D
ISE
ÑO
TE
NIE
ND
O C
OM
O F
UN
CIO
N
PR
INC
IPA
L L
A E
ST
AT
UR
A
Customer Requirements (Explicit and Implicit)
QUE EL CUERPO ENTRE COMPLETAMENTE EN LA CAMARA DE CREMACION Θ Ο ▲ ▲ Ο Ο Θ Θ Θ ▲ Ο Θ
QUE EL SISTEMA SEA NEUMATICO Θ Θ Ο Θ Θ Ο Θ ▲ ▲ Θ ▲ ▲
QUE HAGA POCO RUIDO ▲ Ο Θ Ο Θ Ο Ο ▲ ▲ Ο Θ ▲
QUE SE PUEDA AUTOMATIZAR Ο ▲ Θ Θ Ο Θ Ο ▲ ▲ Θ ▲ ▲
QUE NO SEA TAN COSTOSO EN SU FABRICACION ▲ ▲ ▲ Θ Θ Ο Ο Ο ▲ Ο Ο ▲
QUE UTILICE MATERIALES ESTÁNDAR ▲ ▲ Θ Ο ▲ Θ ▲ ▲ ▲ Ο Ο ▲
QUE SEA ESTABLE AL DESPLAZARSE Ο Θ Ο ▲ Ο ▲ Θ Ο ▲ Θ Θ ▲
QUE PUEDA SOPORTAR LAS CARGAS DEL CUERPO PROMEDIO Θ Θ Θ ▲ Ο Ο Ο Θ Ο Ο Θ Ο
QUE EL PROCESO SEA CUBIERTO Θ ▲ ▲ ▲ Ο Ο ▲ ▲ Θ ▲ ▲ ▲
QUE HAYA POCA INCIDENCIA DEL OPERARIO ▲ ▲ Ο Θ Ο ▲ Ο ▲ Ο Θ Ο ▲
QUE NO PERMITA LA DESVIACION DEL CUERPO EN EL DISPARO Θ Θ ▲ ▲ ▲ Ο Ο Ο Ο ▲ Θ ▲
QUE DISEÑO SEA ADAPTABLE A DIVERSOS SECTORES ANIVEL Θ ▲ ▲ ▲ Ο Ο Ο Θ ▲ ▲ ▲ Θ
Technical Importance Rating 571.7 457.2 427.3 395.2 430.5 354.5 464.7 384.5 283.2 451.5 454.4 268.3
Relative Weight % 11.6 9.2 8.6 8 8.7 7.2 9.4 7.8 5.7 9.1 9.2 5.4
Fuente: Autor

30
A partir de la Diagrama 4 se conseguirá determinar el punto de partida para
satisfacer los requerimientos del cliente, mejorando o igualando a la competencia
en el mercado. Se concluye entonces que se debe enfocar el proyecto hacia que
el cuerpo entre totalmente en la cámara de ignición, debido a que es el
requerimiento de diseño que va a suplir más las necesidades del mismo, seguido
de desarrollar el mejor mecanismo de movimiento para la camilla y el estudio de la
temperatura a la cual será sometido en este caso el cilindro neumático junto con el
programa PLC y las guías de disparo. Al igual que en el anterior análisis no se
descuidaran los demás requerimientos de diseño.
4.3.1. Valoración y conclusiones
Por medio de uso del QFD, y de la Diagrama 4, se puede concluir que nuestro
producto se encuentra enfocado a unas características específicas que se rigen
por el modelo actual de horno crematorio de Proindul, por lo cual debemos
enfocarnos en los requerimientos del cliente y de diseño que se detallaron
anteriormente.
Cabe resaltar que, como el producto es novedoso y la alimentación de otros
hornos crematorios se efectúa de manera manual, un ejemplo de ello serían los
hornos TKF y VIBRACOL, por lo que no es posible realizar una comparación
respecto a la competencia.

31
5. DISEÑO CONCEPTUAL Y PRUEBA DE CONCEPTOS
5.1. DESCRIPCIÓN DEL PROCESO
El proceso de la inyección del cuerpo se describe como un proceso secuencial en
el cual, la primera parte es la colocación del cuerpo en la camilla, donde
posteriormente el operario se dirige al tablero de control y acciona el pulsador del
disparo, una vez ocurre esto la camilla entra con el cuerpo a la cámara de ignición
por medio del cilindro neumático, este llega a su final de carrera y realiza el
retroceso dejando el cuerpo en el interior de la cámara, una vez el cilindro se
encuentra en la posición inicial la compuerta se cierra y empieza el proceso de
cremación, todo el proceso se detalla en la Figura 6.
Figura 6. Secuencia proceso de inyección del cuerpo
Fuente: Autor

32
5.1. ANÁLISIS FUNCIONAL
Modelo de caja negra: El análisis funcional comienza con el diagrama de caja
negra que nos proporciona el flujo de materiales, energía e información al y desde
el producto (ver Diagrama 5)
Diagrama 5. Análisis funcional modelo caja negra
Fuente: Autor
Modelo de caja gris: el diagrama de caja gris en el Diagrama 6 muestra la
descomposición de las funciones generales, relaciones, flujos de energía,
materiales e información al interior del producto como tal.
Diagrama 6 Análisis funcional modelo caja gris
Fuente: Autor
ENERGIA ENERGIA DEL
OPERARIO ENERGIA
ELECTROMECÁNICA ENERGIA CINETICA
ENERGIA NEUMATICA
ALMACENAMIENTO DE ENERGIA
PERDIDAS DE ENERGIA
MATERIAL POSICIONAR CUERPO INYECCIÓN DEL
CUERPO CUERPO EN CAMARA
DE CREMACION
SEÑAL DETECCIÓN DE
CAMILLA EN POSICIÓN
ACTIVACIÓN DE DISPARO
SEÑAL FIN PROCESO

33
Proceso de descomposición funcional:
Diagrama 7. Proceso de descomposición funcional
Fuente: Autor
CAMILLA PARA INYECTAR CUERPO
soportar cargas
soportar peso de cuerpo y si
mismo
soportar elementos propios y auxiliares
sopórtar material camilla mas cuerpo
soportar esfuerzo axial y
termico
soportar momento de la camilla al estar dentro
de CI
soportar choque termico al entrar a CI
Dar señal de posicionamient
o
señal camilla en posicion
transmitir señal a PLC
señal de disparo
realizar señal para descarga de aire
descarga de aire
Inyectar el cuerpo en la
camara
descarga del cuerpo en CI
transformar fuerza en movimiento
dirigir el movimiento
detener el movimiento
cuerpo dentro de CI
dar señal fin proceso
detener completamente
la camilla
preparar para inicio de proceso
reubicacion de camilla

34
5.2. MAPEO FUNCIÓN CONCEPTO
Para el proceso de búsqueda y análisis de soluciones, se realizará mediante los
árboles de clasificación de conceptos, en las cuales tomaremos y descartaremos
según sea el caso de las soluciones propuestas para cada función
5.2.1. Base estructural.
Para la base estructural se tuvieron en cuenta 3 materiales para su fabricación los
cuales se detallan en la Diagrama 8, estos se escogieron por la facilidad al
adquirirlos y por la facilidad en la manufactura. El ángulo estructural y la tubería
rectangular con un arreglo o montaje básico en forma de cubo rectangular y la
tercera alternativa son dos bases de tubería rectangular en x con dos travesaños
en los extremos unidas por medio de una robusta tubería redonda.
Diagrama 8. Opciones de base estructural
Fuente: Autor
5.2.2. Camilla móvil de inyección
En cuanto a la camilla en movimiento que realizará la inyección, se tuvieron en
cuenta tres alternativas detalladas en la Diagrama 9, La primera una camilla con
bordes en lámina con dobleces y una superficie en lámina lisa, la segunda opción
Base estructura
ángulo estructural
tubería rectangular
tubería rectancular en x soportada en el centro de tuberia circular

35
es con los bordes en canal o lámina doblada y con un patrón de rodillos, y la
tercera opción bordes en lámina con dobleces con un patrón de rodillos en la cual
se colocará lámina en los espacios entre rodillos.
Diagrama 9. Opciones de camilla móvil
Fuente: Autor
5.2.3. Cilindro neumático.
Para el cilindro neumático se tuvieron en cuenta 2 alternativas, a la espera de la
carrera requerida y la fuerza necesaria, aun así se pueden tener estas alternativas
en cuanto a los empaques y el amortiguamiento.
Diagrama 10. Opciones de cilindro neumático
Fuente: Autor
Camilla móvil
borde lámina con doblez y superficie en lámina lisa
borde lámina con doblez, superficie con patrón de rodillos
borde lamina con doblez, superficie con patron de rodillos y lamina entre rodillos
Cilindro neumático
con empaques de alta temperatura y autoamortiguado
Con empaques de alta temperatura y amoritiguación manual
36
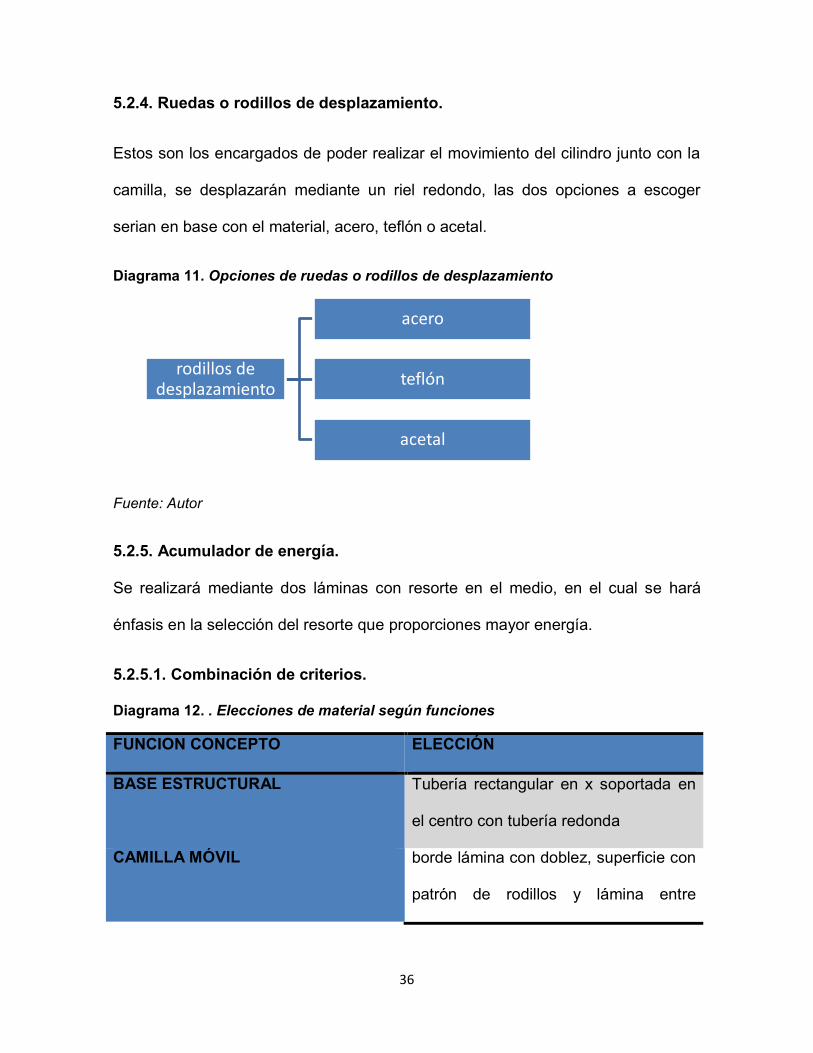
5.2.4. Ruedas o rodillos de desplazamiento.
Estos son los encargados de poder realizar el movimiento del cilindro junto con la
camilla, se desplazarán mediante un riel redondo, las dos opciones a escoger
serian en base con el material, acero, teflón o acetal.
Diagrama 11. Opciones de ruedas o rodillos de desplazamiento
Fuente: Autor
5.2.5. Acumulador de energía.
Se realizará mediante dos láminas con resorte en el medio, en el cual se hará
énfasis en la selección del resorte que proporciones mayor energía.
5.2.5.1. Combinación de criterios.
Diagrama 12. . Elecciones de material según funciones
FUNCION CONCEPTO ELECCIÓN
BASE ESTRUCTURAL Tubería rectangular en x soportada en
el centro con tubería redonda
CAMILLA MÓVIL borde lámina con doblez, superficie con
patrón de rodillos y lámina entre
rodillos de desplazamiento
acero
teflón
acetal

37
rodillos
CILINDRO NEUMÁTICO con empaques de alta temperatura y
auto amortiguado
RODILLOS DE DESPLAZAMIENTO Acetal
ACUMULADOR DE ENERGÍA Dos láminas con resorte en el medio
Fuente: Autor
5.2.5.2. Evaluación de conceptos
Los criterios seleccionados para la comparación o evaluación de conceptos
abarcan todas las cualidades que debe tener el producto desde los puntos de vista
del consumidor, fabricante, vendedor e impacto ambiental.
En el proceso de evaluación se toma un concepto como base de comparación
para el resto, en este caso se seleccionó el de la tabla 1.
La escala de valoración que se utilizó presenta el siguiente rango
Tabla 1. Escala de valoración de conceptos
Cinco (5) Muy superior
Tres(3) Mejor
Cero(0) Igual
Menos tres(-3) Peor
Menos cinco(-5) Mucho peor
Fuente: Autor

38
Para poder realizar la evaluación entre los conceptos, se desarrolló una
presentación de los mismos a la empresa PROINDUL, en los cuales ellos
evaluaron los conceptos, en donde predominaron las combinaciones, ver Tabla 1.
Con base en las evaluaciones realizadas anteriormente se evidencia un
predominio del concepto 9 por lo cual se posicionara como el concepto global
dominante, el cual está basado en las especificaciones requeridas por el cliente.
Se pretende al igual mejoras con el fin de cumplir de manera más eficiente la
mayoría de requerimientos para cumplir con un diseño óptimo.
6. GENERACIÓN DETALLADA DEL PRODUCTO
6.1. DESARROLLO A NIVEL DE SISTEMA
6.1.1. Base estructural
La base estructural se realizará a partir de tubería rectangular medida 3" (76.2mm)
x 1 1/2" (38.1mm) con un espesor de 3mm, la misma se divida en 3 partes
prácticamente, la parte superior se realizara de la misma medida de la camilla en
cuanto al ancho, el largo será el de la camilla más el espacio requerido de la
apertura de la puerta, tendrá forma de x unida en los extremos a lo ancho con
travesaños de la misma tubería, contara también con unas salientes en tubería
redonda de 1 1/2” (38.1mm) que hará la función de riel para el desplazamiento de
la camilla, todo esto se detalla en la Figura 7.

39
Figura 7. Marco superior camilla
Fuente: Autor
La parte inferior será igual que la superior, solo que no contará con los rieles de
tubería redonda, pero si se le adicionará las ruedas que permitían el movimiento
de todo el ensamblaje (ver Figura 8).
Figura 8. Marco inferior camilla
Fuente: Autor
La parte superior e inferior se unirá mediante un tramo de tubería redonda de 8”
que tendrá la longitud según la altura que requiera la camilla para entrar en la
compuerta de la cámara de ignición, este tramo de tubería se conectará mediante
una pieza auxiliar y pie de amigos que permitirá distribuir mejor las cargas (ver
Figura 9).

40
Figura 9. Ensamblaje estructural camilla
Fuente: Autor
6.1.2. Camilla móvil de inyección.
Para la camilla móvil se tuvo en cuenta su ancho y longitud mediante las medidas
de cajones estándares en la industria funeraria, pese a que por ley las
cremaciones no se pueden realizar con cajón, decidimos basar el diseño
pensando en que se realicen ocasionalmente ya que si se encuentra autorizado
por secretaria de ambiente se pueden llegar a presentar, dicho esto las medidas
de ataúdes estándar se detallan en la Figura 10:

41
Figura 10. Medidas de ataúdes estándar
Fuente: José Fidel Pérez SAS
Basándonos en la Figura 10, la camilla contará con un ancho total de 800mm y una
longitud total de 2600mm (teniendo en cuenta el acumulador de energía), se
fabricará con los bordes en lámina 2.5m dobladas en forma de canal y en la parte
superior se colocaran rodillos longitudinalmente con una distancia de 130mm entre
ejes ver Figura 11.
Figura 11. Camilla con rodillos
Fuente: Autor

42
Los rodillos se empalmarán a la camilla mediante perforaciones o punzonados
cuadrados en donde descansará el eje del rodillo ver Figura 12.
Figura 12. Empalme rodillos
Fuente: Autor
Los rodillos sobresaldrán 3mm por encima de la superficie para mejorar la
operación y entre las tangentes de los rodillos habrá lámina que permitirá una
mínima variación en la superficie con lo cual lograremos menos pérdidas en el
movimiento del cuerpo ver Figura 13.
Figura 13. Medida de empalme de rodillo con camilla
Fuente: Autor
43
6.1.3. Cilindro neumático.
Para la selección del cilindro neumático se deben tener en cuenta varios factores
de selección, mediante la evaluación de conceptos se determinó que dependeré
de la temperatura a la cual este expuesto, la carga que soportara y la carrera que
se requiere para la inyección7.
Para la temperatura se realizó un análisis (ver numeral 7.1.2) en la cual se detalla
la el cambio de temperatura que sufre el cilindro en el transcurso de la carrera,
para lo cual se seleccionó un empaque de alta temperatura que minimice este
factor.
En cuanto a la fuerza que va a soportar se tuvo en cuenta el peso propio del
cuerpo que consta de la masa multiplicada por la gravedad (ver numeral 7.1.1).
Así mismo, para la carrera requerida, se determinó mediante los cálculos
realizados en el numeral 7.1.2, en el cual se evaluó la distancia requerida para la
apertura de la puerta y lo que se requiere que el cuerpo entre.
Otro factor de incidencia será la sujeción del cilindro a la camilla (ver figura 29)
para lo cual se requiere que la base del cilindro no se restrinja el movimiento
rotacional propio del cilindro ver (Figura 14) por lo que se seleccionó un caballete
que dará libertad vertical de movimiento, y adicional a esto una rótula en la punta
del vástago que nos permitirá mayor grado de libertad en el movimiento
7JGarrigos, Actuadores Neumáticos, (s.f)
http://platea.pntic.mec.es/~jgarrigo/1bch/archivos/3eva/7_actuadores_neumaticos.pdf, consultado en febrero de 2016

44
suprimiendo cargas que se puedan presentar. Además a esto tendrá los fines de
carrera integrados lo que dará mayor versatilidad y estética al diseño ver Figura 14.
También contara con auto amortiguación, este sistema consta de la creación de
un colchón de aire al final de cada carrera en el interior del cilindro, ya que al
requerir un dispara rápido el impacto al final de la carrera puede llegar a deteriorar
la vida útil del cilindro.
Figura 14. Cilindro neumático seleccionado
Fuente: Autor
6.1.4. Rodillos de movimiento.
Mediante la selección predomino el acetal y el teflón por su bajo ruido al rozar con
el metal, pero el primero es mucho más económico en el mercado, por lo que fue
la selección para el rodillo. El mecanismo que se pensó fue sencillo, 2 rodillos con
un redondeo igual a la medida externa del tubo riel de la base de la estructura, uno
por encima y el otro por debajo para garantizar la uniformidad en todo el
movimiento.

45
Además a esto contará cada rodillo con un rodamiento en cada extremo que
facilitara el movimiento rotativo del rodillo y todo el mecanismo encapsulado en 2
platinas las cuales se atornillarán a la camilla con el fin de facilitar la calibración
del movimiento.
Los rodillos irán sujetos con un pasador pin fabricado mediante torneado de eje o
varilla lisa con el diámetro determinado en los cálculos posteriores (ver numeral
7.1.1) y en el extremo asegurará los rodillos con pasador R el cual es más fácil de
asegurar que un anillo de retención. Ver Figura 15.
Figura 15. Ensamblaje rodillos móviles
Fuente: Autor
6.1.5. Acumulador de energía.
El acumulador de energía funcionará mediante el mecanismo de resorte, este
opera mediante 2 láminas con 2 ejes al interior distribuidos a lo ancho de las
mismas; en la lámina posterior contara con un rodamiento lineal que facilitará el
movimiento evitando la fricción en caso de que fuera con un tubo o buje, en el eje

46
se ubicará el resorte, la prioridad de estudio es determinar las propiedades del
resorte8 que nos arroje mejores resultados en el disparo, lo cual se analizará más
adelante en los cálculos correspondientes.
En la parte de atrás del mecanismo en rodamiento se encapsulará mediante
tubería que nos arroje una tolerancia mínima que no permita que las bolas del
rodamiento se aprisionen pero que tampoco el rodamiento quede con un juego
que afecte el movimiento, al eje se le soldara una especie de arandela en la punta
que actué como tope en el movimiento. Ver Figura 16.
Figura 16. Acumulador de energía
Fuente: Autor
8 Artículo Técnico de Resorte de Compresión. (s.f). http://www.acxesspring.com/articulo-tecnico-de-resorte-de-compresion.html

47
7. SIMULACIÓN Y MODELAMIENTO MATEMÁTICO.
Para la simulación y el modelamiento matemático, vamos a iniciar con cálculos
manuales y diagramas de cuerpo libre, para luego ser corroborados o confirmados
mediante simulaciones.
7.1. CÁLCULOS MANUALES
7.1.1. Cargas generadas por el peso del cuerpo
El primer análisis se va a centrar por la carga misma que ejerce el cuerpo sobre la
camilla y la estructura, para esto utilizamos el peso promedio del hombre en
Latinoamérica (80Kg), junto con un factor de seguridad de N=2 lo que nos
permitirá que el diseño no quede limitado por peso, asumimos la gravedad de
9.8m/s2 dicho lo anterior el diagrama de cuerpo libre quedaría como el descrito en
la Figura 17.
Figura 17. Diagrama de cuerpo libre cargas del cuerpo
Fuente: Autor Se tomaron las cargas dividiendo el cuerpo en 2 partes, de la cintura hacia abajo y
hacia arriba, ya que el peso no se distribuye de manera uniforme, es
627.2N
m
940N
m
1200mm 800mm

48
aproximadamente 60% hacia arriba de la cintura y hacia abajo 40%9, se tomó un
cuerpo promedio de 2000 mm para sabes la distribución en cuanto a longitud, para
así dar un resultado más acertado.
Si asumimos las cargas como distribuidas con patrón rectangular y la gravedad
como 9.8 m/s nuestro diagrama quedaría:
Fuente: Autor
En las reacciones de la camilla son empotramientos, los cuales estas restringido
por la base de la camilla.
Estos se deslizan sobre Ensamblaje rodillos móviles (Figura 15) para estos rodillos
calculamos los pasadores para esta aplicación teniendo en cuenta el cuerpo que
se va a disponer.
9 Zatsiorsky, VM; Seluyanov, VN & Chugunova, LG (1990). Methods of determining mass-inertial
haracteristics of human body segments. In G.G. Chernyi & S.A. Regirer, Contemporary Problems of Biomechanics (pp.272-291). USA: CRC Press. DeLeva, P (1996). Adjustments to Zatsiorsky-Seluyanov’s segment inertia parameters. Journal of Biomechanics, v.29 (9), pp.1223-1230.
C2=752.6N C1=752N
P2 P1
Figura 18. Diagrama de cuerpo libre cargas del cuerpo simplificado y detalle de
sujeción de la camilla

49
Cargas
880mm entre P1 Y P2
520mm entre P1 y C1
1520mm de primer P1 y C2
360 mm de P2 Y C1
640 mm de PC Y C2
∑ MP1 = (−752.6 ∗ 0.520) + (P2 ∗ 0.88) − (752 ∗ 1.52) = 0
p2 = 1744.3
∑ fy = −752.6 + 1744.30 − 752 + P1 = 0
P1 = −239.7
FS = 2.50
FS =Ty
Ta→ Ta =
Ty
FS=
205 MPa
2.50= 82MPa
A =P1
2Ty=
−0.239 KN
2(82 ∗ 10−3)KN= 1.461mm
A = πr2
D = √4(1.461)
π= 0.682mm
D = 1.26mm
A =P1
2Ty=
1.744 KN
2(82 ∗ 10−3)KN= 10.6341mm
D = √4(10.634)
π= 3.6796mm

50
Para este análisis se estima un material de bajo costo y fácil obtención, como lo es
el SAE 1020 el cual cuenta con una resistencia a la fluencia de 206 MPA, con este
material se realizarán los pasadores para la camilla.
7.1.2. Cálculos cilindro neumático
Para la carga del cuerpo, debemos seleccionar un cilindro que cumpla con este
requerimiento de trabajo, el diámetro del cilindro será el primer factor que incide,
mediante la ficha técnica en la fuerza que nos proporciona, vemos que el diámetro
de 60mm queda al límite de las especificaciones (ver Tabla 2. Fuerzas del cilindro
neumático según el diámetro del embolo), por lo cual se seleccionará el 80 (ver Tabla
3).
Tabla 2. Fuerzas del cilindro neumático según el diámetro del embolo
Fuente: catálogo Cilindros normalizados DSBC, ISO 15552, FESTO
Para definir la carrera del cilindro se tuvo en cuenta dos variables que inciden
directamente en esta decisión, primero hay que definir qué porcentaje del cuerpo
en cuanto a su longitud queremos que ingrese a la cámara de ignición, por otro
lado, debemos tener en cuenta la distancia que requiere la puerta al abrir (Figura
19).

51
Figura 19. Distancia requerida apertura puerta CI
Fuente: Proindul.
Teniendo en cuenta lo anterior las variables son detalladas en la siguiente tabla:
Tabla 3. Variables cálculo cilindro
VARIABLE VALOR
PORCENTAJE INGRESO CUERPO
50% (IC)
=2000*50%=1000mm
LONGITUD REQUERIDA
APERTURA PUERTA (LC)
=490mm
CARRERA DEL CILINDRO (CC) CC=IC+LC
=1000mm+490mm=1490mm≈1500mm
Fuente: Autor
Se tomó la Carrera de 1500mm, ya que representa una medida estándar en la
fabricación de cilindros neumáticos, lo que representa optimización en los tiempos
de fabricación y ensamblaje.

52
Ya teniendo la carrera del cilindro, procedemos a calcular la velocidad requerida o
de operación para lograr la inyección del cuerpo. Para esto debemos obtener
primero el caudal de operación de aire que entra al cilindro, mediante la siguiente
ecuación:
Qn = 1.41 (π ∗ D2 ∗ L ∗ Nc ∗ (Ptrabajo + 1.013)
4 ∗ 106) (l min⁄ ) ( 2 )
Ecuación 2. Caudal cilindro neumático, fuente: Actuadores neumáticos, J. Garrigo
Qn= Caudal máximo en l/min
D = Diámetro del cilindro en mm
L = Longitud de la carrera del cilindro en mm
Nc= Número de carreras
P = presión de trabajo en bar
Reemplazando los valores,
Qn = 1.41 (π∗802∗1500∗1∗(7+1.013)
4∗106 ) (l min⁄ )
Qn = 85.18 lmin⁄
Qn = 0.00143 m3
s⁄

53
Una vez tenemos el caudal de operación, procedemos a hallar la velocidad del
cilindro mediante la siguiente Ecuación
V =Qn
S ( 3 )
Ecuación 3. Velocidad cilindro neumático, fuente: IMH demos, España
Dónde:
V= velocidad del cilindro
Qn= Caudal del aire
S= área de superficie de empuje
Reemplazando,
V =
0.00143 m3
s⁄
0.003m2= 0.476 m
s⁄
Con la velocidad procedemos a calcular el tiempo y aceleración del cilindro.
t =x
v ( 4 )
t =x
v=
1.5m
0.476ms⁄
= 3.15s
Ecuación 4. Tiempo de salida cilindro, fuente: Autor.
a =v
t ( 5 )
a =v
t=
0.476ms⁄
3.15s= 0.151 m
s2⁄
Ecuación 5. Aceleración salida del cilindro, fuente: Autor.
S
54
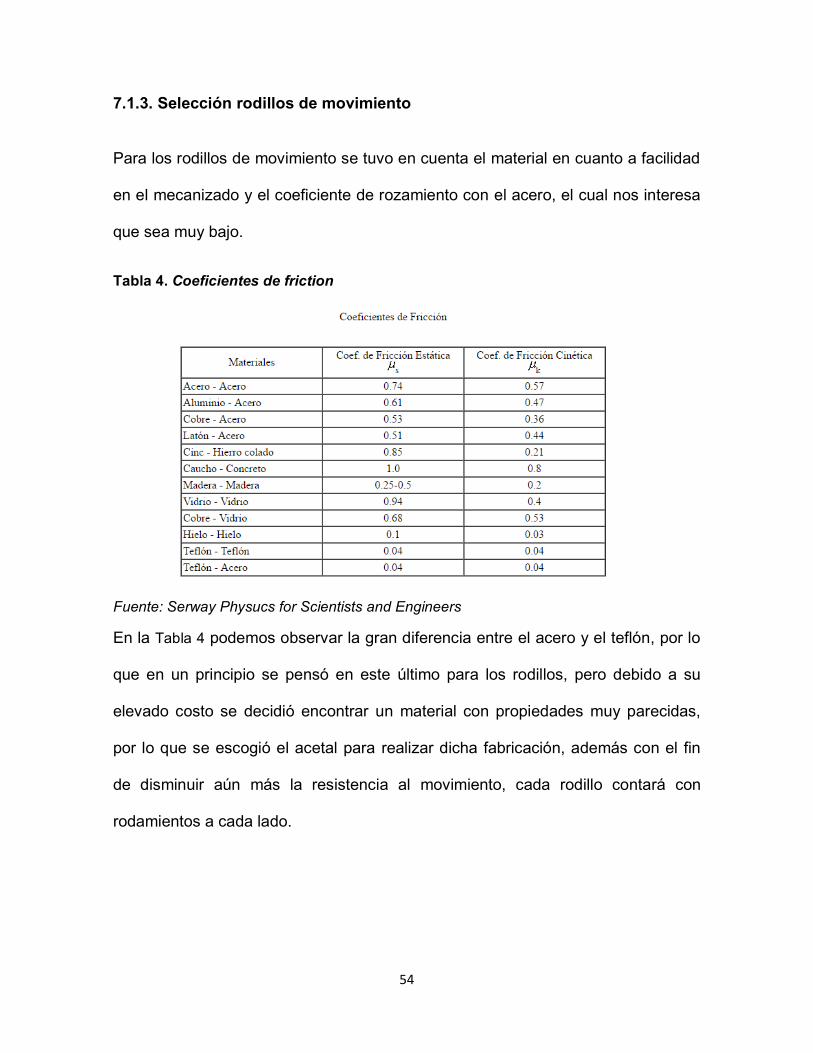
7.1.3. Selección rodillos de movimiento
Para los rodillos de movimiento se tuvo en cuenta el material en cuanto a facilidad
en el mecanizado y el coeficiente de rozamiento con el acero, el cual nos interesa
que sea muy bajo.
Tabla 4. Coeficientes de friction
Fuente: Serway Physucs for Scientists and Engineers
En la Tabla 4 podemos observar la gran diferencia entre el acero y el teflón, por lo
que en un principio se pensó en este último para los rodillos, pero debido a su
elevado costo se decidió encontrar un material con propiedades muy parecidas,
por lo que se escogió el acetal para realizar dicha fabricación, además con el fin
de disminuir aún más la resistencia al movimiento, cada rodillo contará con
rodamientos a cada lado.
55
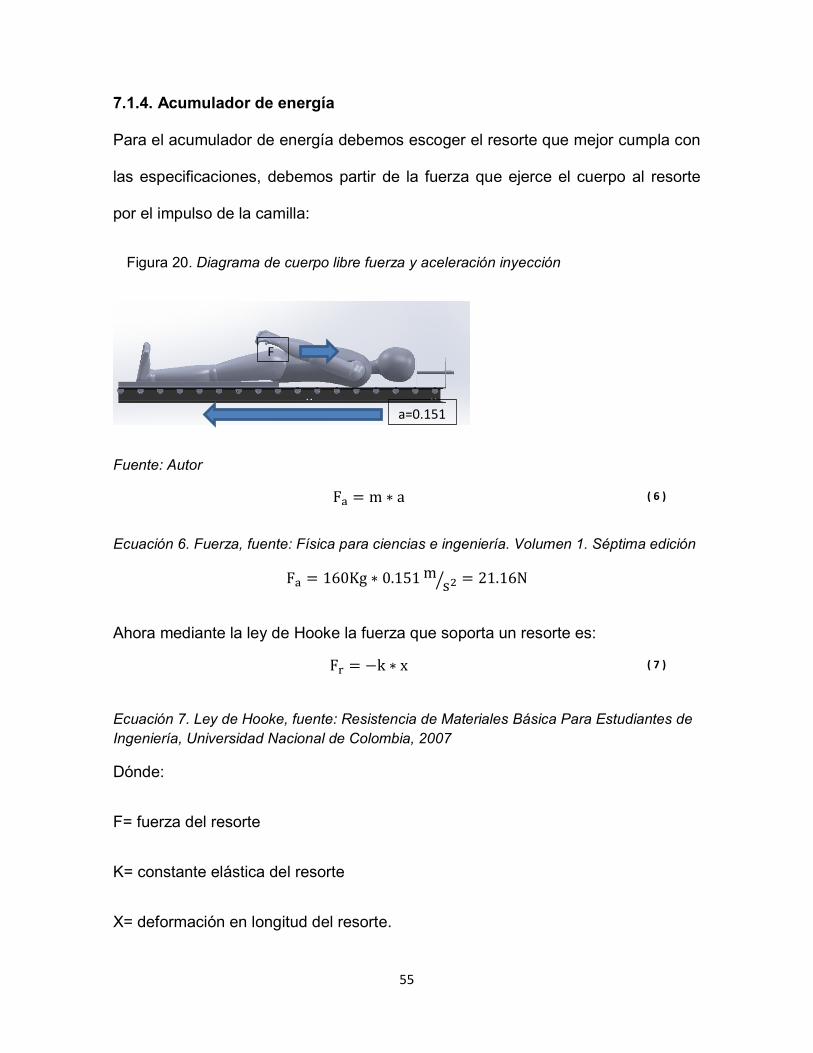
7.1.4. Acumulador de energía
Para el acumulador de energía debemos escoger el resorte que mejor cumpla con
las especificaciones, debemos partir de la fuerza que ejerce el cuerpo al resorte
por el impulso de la camilla:
Figura 20. Diagrama de cuerpo libre fuerza y aceleración inyección
Fuente: Autor
Fa = m ∗ a ( 6 )
Ecuación 6. Fuerza, fuente: Física para ciencias e ingeniería. Volumen 1. Séptima edición
Fa = 160Kg ∗ 0.151 ms2⁄ = 21.16N
Ahora mediante la ley de Hooke la fuerza que soporta un resorte es:
Fr = −k ∗ x ( 7 )
Ecuación 7. Ley de Hooke, fuente: Resistencia de Materiales Básica Para Estudiantes de
Ingeniería, Universidad Nacional de Colombia, 2007
Dónde:
F= fuerza del resorte
K= constante elástica del resorte
X= deformación en longitud del resorte.
a=0.151
F

56
Teniendo en cuenta que al comprimir el resorte mediante la fuerza que se le aplica
(Fa) la fuerza del resorte deberá ser mayor o igual a la misma, entonces al
reemplazar obtenemos,
Fr = Fa = −k ∗ x ( 8 )
Ecuación 8. Igualar fuerza aplicada con fuerza del resorte, fuente: Autor
Tabla 5. Relación fuerza con propiedades del resorte
Fuente: Acxess Spring
De acuerdo a la Tabla 5, necesitamos más fuerza por lo que podemos definir
algunas variables de entrada por medio del eje que usaremos, por ende, podemos
definir el diámetro externo como el diámetro del eje de 1” (25.4mm) más dos veces
el espesor del alambre y una tolerancia mínima, en este caso 0.1574” (4mm).
En cuando al material, en la tabla 6 podemos evidenciar los materiales más
usados en la fabricación de los resortes, como la frecuencia del disparo será cada
hora no representa un flujo alto de trabajo, por lo que usaremos el más común en
el mercado que en este caso es el acero alto carbono estirado en frío.

57
Tabla 6. Propiedades de materiales de resortes
Fuente: Universidad Carlos III de Madrid
Ya para definir las propiedades de los resortes debemos tener en cuenta la Tabla
7, donde muestra las variables a tener en cuenta en el cálculo y fabricación del
resorte.
Mediante la ecuación 8 podemos definir con anterioridad la fuerza del resorte,
ahora bien, como tenemos muchas variables definiremos desde el principio
algunas con el fin de facilitar los cálculos, lo primero es definir un diámetro de
alambre para que el diseño nos quede en función del número de espiras activas.
Ya teniendo definidos las variables anteriores, mediante diferentes catálogos de
resortes de compresión, seleccionamos uno que se ajuste a los requerimientos
establecidos. Así que entrando con el diámetro exterior, el largo y el diámetro del

58
alambre, seleccionamos del catálogo10 de resortes el C-665 que posee las
siguientes propiedades.
Tabla 7. Propiedades de los resortes
VARIABLE SÍMBOLO ECUACIÓN VALOR
diámetro del eje d´ Definido 25,4mm
tolerancia eje resorte T Definida 4mm
Diámetro del alambre del
resorte
d Definida en el catálogo 3.2 mm
Diámetro exterior del
resorte
Dext Definida en el catálogo 31.75 mm
Diámetro medio del
resorte
D D = Dext − (d) 28.55mm
Módulo de Young del
material
E TABLA 5 206843MPa
Módulo de corte del
material
ˆG TABLA 5 792897Mpa
Longitud libre Llibre Definida por la distancia
de las placas
200mm
Constante de elasticidad K Definida en el catálogo 4.04 Nmm
Número de espiras
activas Na
10,0275892 12.5
Fuente: Autor.
10 Catalogo CENTURY RESORTES; referencia técnica resortes (s.f) http://www.resortescentury.com/images/pdf/compresion.pdf. Consultado en febrero de 2016

59
7.1.5. Cálculos térmicos cilindro
El cálculo térmico se enfocó en el vástago del cilindro neumático, ya que al
retroceder puede generar daño al interior del cilindro si está a altas temperaturas.
El cargue o la inyección del cuerpo se realiza cuando la cámara de cremación se
encuentra a 400°C, por lo que el vástago pasara de temperatura ambiente (20°C)
a exponerse a la temperatura interna en la cámara con un tiempo estimado de 6
segundos, que es lo que demora el cilindro para llegar a sus dos finales de
carrera.
Se tomó el material del cilindro como acero, aunque es acero bonificado, con el fin
de facilitar la obtención de las propiedades para el cálculo.
Lo que se va a calcular es la temperatura con la que el vástago sale de la cámara
de ignición, para lo que se utiliza la ley del enfriamiento de Newton que nos dice
que la temperatura de un cuerpo cambia a una velocidad que es proporcional a la
diferencia de las temperaturas entre el medio externo y el cuerpo11.
Para empezar debemos conocer la ecuación fundamental de la ley de enfriamiento
(ecuación 9).
𝑑𝑇
𝑑𝑡= 𝐾(𝑇 − 𝑇𝑚) ( 9 )
Ecuación 9. Ley de enfriamiento de newton para aumento de temperatura (calentamiento),
fuente: https://es.scribd.com/doc/130296049/Ley-de-Newton-de-Enfriamiento-y-
Calentamiento
11 Panayotova S. An undergraduate experiment on thermal properties. Eur. J. Phys. 8 (October 1987) pp. 308-309
60
Dónde:
K= Constante de proporcionalidad
T= temperatura del cuerpo=20°C (temperatura ambiente)
Tm= temperatura del ambiente=400°C
t= tiempo.
Aplicando métodos matemáticos para despejar T, obtenemos:
𝑇 = 𝑇𝑚 + (𝑇0 − 𝑇𝑚)𝑒−𝑘𝑡
Donde 𝑇0 es la temperatura del vástago en el instante 0
Conocemos todas las variables de la temperatura requerida a excepción de k, por
lo cual se requiere de la ecuación 10.
𝐾 =𝛼𝑆
𝜌𝑉𝑐 ( 10 )
Ecuación 10. Constante de proporcionalidad, fuente:
http://www.sc.ehu.es/sbweb/fisica/estadistica/otros/enfriamiento/enfriamiento.htm
Dónde:
α= coeficiente de convección
S=área
ρ= densidad

61
V=volumen
c= calor específico acero
Ya que 𝑚 = 𝜌𝑉, determinamos la masa del vástago mediante el software
solidworks el cual nos da 4.4Kg.
Debido a la dificultad para encontrar el coeficiente, se tiene una aproximación en
función a la geometría, en este caso para una superficie cilíndrica con diámetro
conocido y ubicado en posición horizontal (asumimos la posición horizontal
aunque tenga un ángulo con la horizontal).
𝛼 = 1.32 (∆𝑇
𝐷)
0.25
( 11 )
Ecuación 11. Coeficiente de convección, fuente:
http://personales.unican.es/renedoc/Trasparencias%20WEB/Trasp%20AA/001%20Tran%
20Calor%20OK.pdf
Donde,
∆𝑇= cambio de temperatura
D= diámetro exterior vástago
Ya conociendo los datos requeridos procedemos a indicar los valores en la
ecuación 11:
𝛼 = 1.32 (400°𝐶 − 20°𝐶
0.031𝑚)
0.25
= 13.89
Reemplazando en la ecuación 10:
𝐾 = 0.000549

62
Reemplazando en la ecuación 9:
𝑇(6) = 400 + (20 − 400)𝑒−0.000549∗6 = 21.5°𝐶
Se obtiene que a los 6 segundos que es cuando aproximadamente el cuerpo
comienza a entrar el vástago alcanza a tener una temperatura de 21.5°C, la cual
no es significativa en cuanto a los empaques de alta temperatura.
7.2. SIMULACIONES
7.2.1. Análisis de cargas
Para el análisis de carga se realizó la simulación en el programa Inventor, En este
se simplificó el ensamblaje para optimizar el enmallado, la carga fue del cuerpo
(150Kg) por la gravedad (9.8m/s2), y se ubicó en los 4 apoyos de la camilla, que
en este caso son los rodillos de movimiento como se puede observar en la Figura
21.
Figura 21. Aplicación de fuerza
Fuente: Autor, Inventor
63
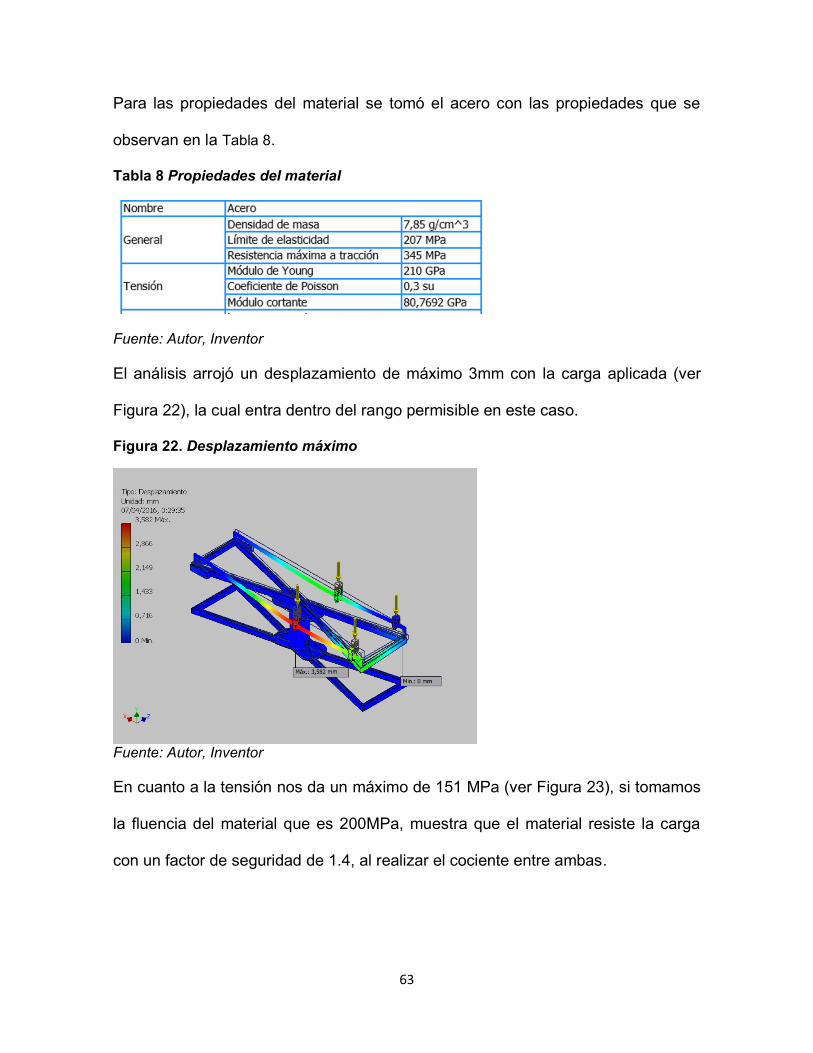
Para las propiedades del material se tomó el acero con las propiedades que se
observan en la Tabla 8.
Tabla 8 Propiedades del material
Fuente: Autor, Inventor
El análisis arrojó un desplazamiento de máximo 3mm con la carga aplicada (ver
Figura 22), la cual entra dentro del rango permisible en este caso.
Figura 22. Desplazamiento máximo
Fuente: Autor, Inventor
En cuanto a la tensión nos da un máximo de 151 MPa (ver Figura 23), si tomamos
la fluencia del material que es 200MPa, muestra que el material resiste la carga
con un factor de seguridad de 1.4, al realizar el cociente entre ambas.

64
Figura 23. Tensión de Von Mises
Fuente: Autor, Inventor

65
7.2.2. Resultados
El resumen de resultados se puede observar en la Figura 24.
Figura 24. Resumen resultado análisis estructural
Fuente: Autor, Inventor

66
7.2.3. Análisis cinético y de acumulación de energía
Para el análisis del acumulador de energía, se realizó un estudio de movimiento
en el programa Solidworks, en este se introdujeron los valores correspondientes a
la carrera del cilindro con el tiempo de recorrido calculado anteriormente, Adicional
a esto se incluyó el resorte con las propiedades descritas en la tabla 6, además de
la fuerza de fricción generada por los rodillos de movimiento descrita en la tabla 4.
Para realizar la simulación se simplificó el ensamblaje de tal manera que solo
quedara el cuerpo, la camilla y el acumulador, y para determinar el éxito o
aprobación se decidió incluir un croquis que simula la cámara de cremación para
observar que el cuerpo quedo en la posición deseada (ver figura 25)
Figura 25. Simulación secuencia de inyección
Fuente: Autor, Solidworks
67
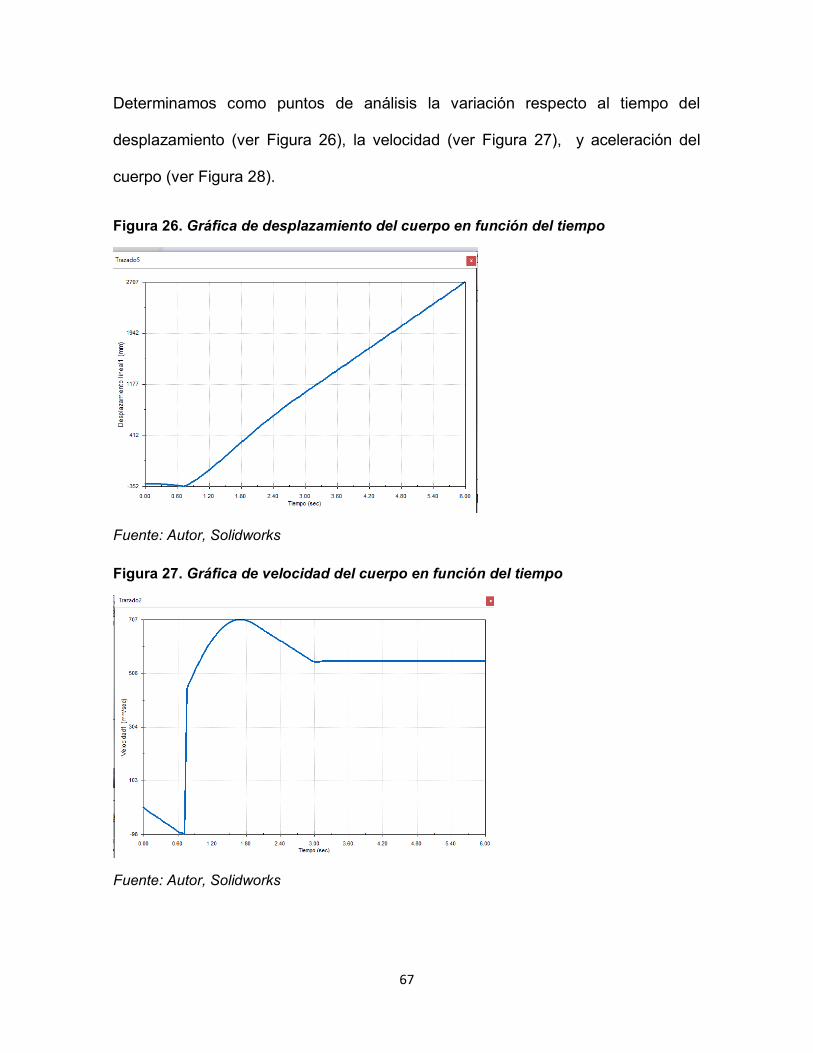
Determinamos como puntos de análisis la variación respecto al tiempo del
desplazamiento (ver Figura 26), la velocidad (ver Figura 27), y aceleración del
cuerpo (ver Figura 28).
Figura 26. Gráfica de desplazamiento del cuerpo en función del tiempo
Fuente: Autor, Solidworks
Figura 27. Gráfica de velocidad del cuerpo en función del tiempo
Fuente: Autor, Solidworks

68
Figura 28. Gráfica de aceleración del cuerpo en función del tiempo
Fuente: Autor, Solidworks
7.2.4. Análisis Térmico
El análisis térmico se realizó en el programa ANSYS Workbench, en este se
realizó un estudio térmico transitorio, ya que el objetivo es ver la variación de la
temperatura del embolo en función del tiempo.
Primero, para la geometría se seleccionó el embolo para simplificar el análisis y
porque es el único elemento que puede entrar en contacto con los empaques del
cilindro, en cuanto al material se dejó el acero estructural por simplificar la
obtención del coeficiente de convección. Posteriormente se genera un enmallado
fino, y se introducen las variables iniciales:
Temperatura inicial: 20°C (temperatura ambiente)
Configuración del análisis
o Numero de paso: 6 (ya que son 6 segundos)
o Datos de tabla: se configuran los puntos de 1seg a 6seg

69
Convección:
o Geometría: Se selecciona la geometría lisa del embolo, sin tener en
cuenta la punta ya que en esta se ubicara la rotula
o Coeficiente de convección: se utilizó el coeficiente hallado en el
numeral 7.1.5
o Temperatura del ambiente: 400°C que es la temperatura de la
cámara de ignición al momento de la inyección.
Solución:
o Temperatura: es el valor que queremos encontrar
Una vez introducidos los valores anteriores procedemos a realizar la simulación,
en el cual se observa que la máxima temperatura que se logró es 23.33°C en la
punta del vástago, pero como se dijo anteriormente que no se tendría en cuenta
por la rótula, por lo tanto la temperatura máxima es 21.911°C (ver Figura 29).

70
Figura 29. Análisis térmico
Fuente: Autor
8. PRESENTACIÓN DEL MODELO FINAL
Para el modelo definitivo se tuvieron en cuenta algunos detalles en el se colocaron pie de amigos a lo largo de los tubos de la x para así disipar un la carga que se presenta en la unión de la misma, así mismo se instalaron ángulos que funcionen como guía y no permitan que el cuerpo se desplace a lados (ver Figura 30), para la instalación del cilindro neumático, se realizará mediante una canal transversal en la parte inferior de la camilla por medio de tuerca de seguridad (ver
Figura 31).

71
Figura 30. Isométrico y vista frontal modelo definitivo
Fuente: Autor
Figura 31. Conexión cilindro camilla
Fuente: Autor
9. LISTADO Y COSTO DE MATERIALES DE FABRICACIÓN
Se realiza un listado de materiales con sus medidas y precio según cotizaciones
locales y se relacionan con su funcionalidad, cabe resaltar que para esta selección
se escogió el más económico sin sacrificar propiedades (ver Tabla 9).

72
Figura 32. Listado de piezas
Fuente: Autor
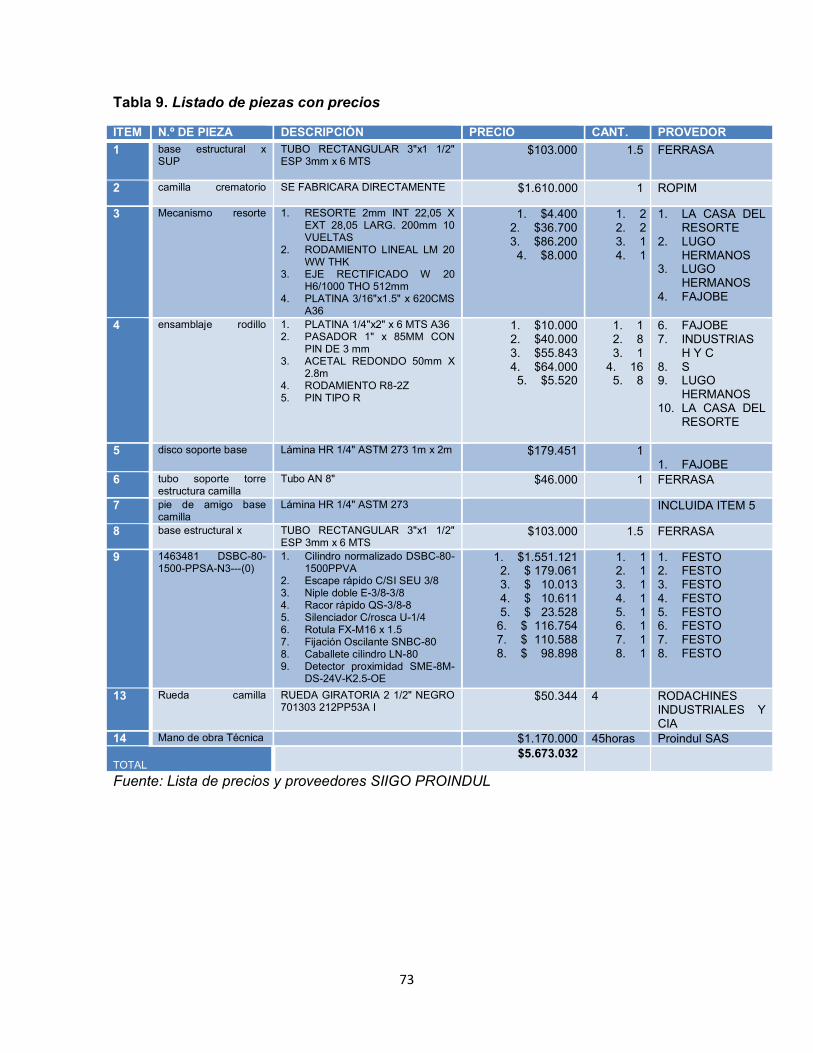
73
Tabla 9. Listado de piezas con precios
ITEM N.º DE PIEZA DESCRIPCIÓN PRECIO CANT. PROVEDOR
1 base estructural x SUP
TUBO RECTANGULAR 3"x1 1/2" ESP 3mm x 6 MTS
$103.000 1.5 FERRASA
2 camilla crematorio
SE FABRICARA DIRECTAMENTE $1.610.000 1 ROPIM
3 Mecanismo resorte
1. RESORTE 2mm INT 22,05 X EXT 28,05 LARG. 200mm 10 VUELTAS
2. RODAMIENTO LINEAL LM 20 WW THK
3. EJE RECTIFICADO W 20 H6/1000 THO 512mm
4. PLATINA 3/16"x1.5" x 620CMS A36
1. $4.400 2. $36.700 3. $86.200 4. $8.000
1. 2 2. 2 3. 1 4. 1
1. LA CASA DEL RESORTE
2. LUGO HERMANOS
3. LUGO HERMANOS
4. FAJOBE
4 ensamblaje rodillo
1. PLATINA 1/4"x2" x 6 MTS A36 2. PASADOR 1" x 85MM CON
PIN DE 3 mm 3. ACETAL REDONDO 50mm X
2.8m 4. RODAMIENTO R8-2Z 5. PIN TIPO R
1. $10.000 2. $40.000 3. $55.843 4. $64.000 5. $5.520
1. 1 2. 8 3. 1
4. 16 5. 8
6. FAJOBE 7. INDUSTRIAS
H Y C 8. S 9. LUGO
HERMANOS 10. LA CASA DEL
RESORTE
5 disco soporte base Lámina HR 1/4" ASTM 273 1m x 2m $179.451
1 1. FAJOBE
6 tubo soporte torre estructura camilla
Tubo AN 8" $46.000 1 FERRASA
7 pie de amigo base camilla
Lámina HR 1/4" ASTM 273 INCLUIDA ITEM 5
8 base estructural x TUBO RECTANGULAR 3"x1 1/2" ESP 3mm x 6 MTS
$103.000 1.5 FERRASA
9 1463481 DSBC-80- 1500-PPSA-N3---(0)
1. Cilindro normalizado DSBC-80-1500PPVA
2. Escape rápido C/SI SEU 3/8 3. Niple doble E-3/8-3/8 4. Racor rápido QS-3/8-8 5. Silenciador C/rosca U-1/4 6. Rotula FX-M16 x 1.5 7. Fijación Oscilante SNBC-80 8. Caballete cilindro LN-80 9. Detector proximidad SME-8M-
DS-24V-K2.5-OE
1. $1.551.121 2. $ 179.061 3. $ 10.013 4. $ 10.611 5. $ 23.528
6. $ 116.754 7. $ 110.588 8. $ 98.898
1. 1 2. 1 3. 1 4. 1 5. 1 6. 1 7. 1 8. 1
1. FESTO 2. FESTO 3. FESTO 4. FESTO 5. FESTO 6. FESTO 7. FESTO 8. FESTO
13 Rueda camilla
RUEDA GIRATORIA 2 1/2" NEGRO 701303 212PP53A I
$50.344 4 RODACHINES INDUSTRIALES Y CIA
14 Mano de obra Técnica $1.170.000 45horas Proindul SAS TOTAL
$5.673.032
Fuente: Lista de precios y proveedores SIIGO PROINDUL

74
10. COMPARACIÓN FRENTE AL MODELO ACTUAL PROINDUL
10.1. PESO
Como se puede observar en la Figura 33, se realizó una comparación del peso
mediante el software Solidworks en el cual se evidenció un aumento referente al
modelo actual de aproximadamente 35%, lo cual se justifica con el aumento en la
medida para poder garantizar el funcionamiento con cuerpos de hasta 2mts, la
cual no se logra con el modelo actual, además de los accesorios adicionales para
poder cumplir la función de inyección automática.
Figura 33. Comparativa en peso del modelo actual y el desarrollado
Fuente: Autor

75
10.2. LONGITUD
En cuanto a la longitud y ancho se evidencia una mejoría en una y un aumento en
otra como se puede observar en la Figura 34 que corresponde al modelo actual y
Figura 35 que es el diseño propuesto, en donde se evidencia una optimización en
el ancho de 33% y un aumento del 17% en cuanto a la longitud, el cual nos arroja
un balance muy positivo.
Figura 34. Medidas generales camilla modelo actual
Fuente: Proindul
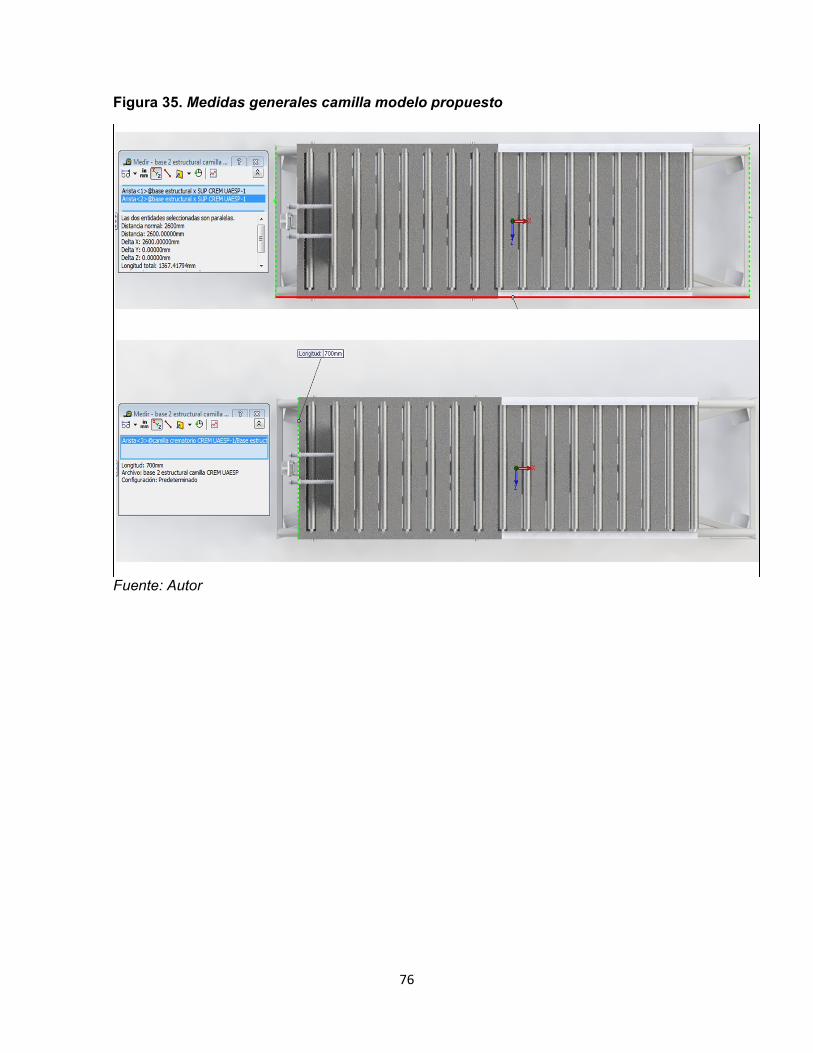
76
Figura 35. Medidas generales camilla modelo propuesto
Fuente: Autor

77
11. CONCLUSIONES
Debido a la limitación en la herramienta y maquinaria, la cama de rodillos
tendrá que fabricarse en una empresa externa a Proindul.
El diseño queda limitado por las restricciones que resultan de la adaptación
a un modelo existente, en este caso el horno crematorio.
La inyección se realizará mediante PLC, el cual lo desarrollará el
departamento de electromecánica de Proindul, que permitirá que la
secuencia lógica sea: colocación de cuerpo, apertura de puerta, inyección y
cierre de puerta. Este disparo se realizará mediante un actuador con solo
un toque.
El tiempo que el vástago del cilindro está dentro de la cámara de ignición es
muy cortó para afectar los empaques de alta temperatura que posee el
cilindro seleccionado, ya que alcanza a elevar su temperatura
aproximadamente 1.5 °C.
Para los cálculos y simulaciones computarizadas se tuvo que simplificar
bastante el modelo, de acuerdo a la capacidad tecnológica que se tenía.
La incidencia del operario en la operación se espera que sea mínima y
limitada solo al cargue del cuerpo, lo que ayudará a mitigar los riesgos
laborales asociados a temperatura y patología.
La opción de cubrir el cuerpo durante el proceso, se dejó como un
adicional, ya que al no afectar la operación no se tuvo en cuenta por un
posible aumento considerable en el costo de fabricación y un aumento en el
peso del producto.
78
Aunque la prioridad es el costo, la empresa demostró que en cuanto a la
tecnología de automatización, no escatiman en gastos, exigiendo que
dichos componentes fueran FESTO, lo que significó la búsqueda de
reducción de costos en otros materiales.

79
12. RECOMENDACIONES
Una recomendación primordial es que el cuerpo a cremar se encuentre
en el contenedor que dicta la resolución N° 5194 de 2010 –artículo 3, el
cual debe ser rígido para que permita mayor uniformidad en el
desplazamiento.
La fijación se propuso realizarla mediante un electroimán en la parte
frontal que se acople con el travesaño de la camilla, este método
quedará a evaluación de la empresa.
El tener el piso nivelado es fundamental para garantizar el buen
funcionamiento de la operación
80
13. BIBLIOGRAFÍA
Artículo Técnico de Resorte de Compresión. (s.f).
http://www.acxesspring.com/articulo-tecnico-de-resorte-de-compresion.html.
Catalogo CENTURY RESORTES; referencia técnica resortes (s.f)
http://www.resortescentury.com/images/pdf/compresion.pdf
DeLeva, P (1996). Adjustments to Zatsiorsky-Seluyanov’s segment inertia
parameters. Journal of Biomechanics, v.29 (9), pp.1223-1230.
Deutschman, A. D., Michels, W. J., & Wilson, C. E. (1991). Diseño de
máquinas. Traducción de José Armando Garza Cárdenas. Cuarta Impresión,
Compañía Editorial Continental.
Elba M Sepúlveda. Ley de Elasticidad de Hooke. (s.f). Creative Commons
Attribution-NonComercial-
NoDerivs3.0https://sites.google.com/site/timesolar/fuerza/ley-de-hooke
Festo. Standard cylinders DSBC, to ISO 15552. (2016).
https://www.festo.com/cat/en-gb_gb/data/doc_ENGB/PDF/EN/DSBC_EN.PDF
HISTORIA DE LA CREMACION HISTORIA DE LA CREMACION Publicada por
All Crematory/Orlando, FL, USA en 1999
Historia del PLC, Modicon, Modbus. (s.f). Historia orígenes autopatas
http://www.unicrom.com/Art_OrigenHistoriaAutomatas.asp
81
JGarrigos, Actuadores Neumáticos,
(s.f)http://platea.pntic.mec.es/~jgarrigo/1bch/archivos/3eva/7_actuadores_neu
maticos.pdf
Modelos CVTM CREMATORIO, Simulador PROINDUL SAS. 2016.
Documentación PROINDUL SAS.
Yoji Akao, Quality Function Deployment: Integrating Customer Requirements
Into Product Design, Productivity Press, 1990.
Zatsiorsky, VM; Seluyanov, VN & Chugunova, LG (1990). Methods of
determining mass-inertial haracteristics of human body segments. In G.G.
Chernyi & S.A. Regirer, Contemporary Problems of Biomechanics (pp.272-
291). USA: CRC Press.