Embed Size (px)
Citation preview

1
POSTLE INDUSTRIES, INC. 5500 West 164th St. • Cleveland, Ohio 44142 Fax: 216-265-9030 • Teléfono: 216-265-9000
Correo electrónico: [email protected] Sitio web: www.postle.com
15 de julio de 2016 Versión 1.0
ENTENDER LA FORMACIÓN DE GRIETAS DE ALIVIO DE ESFUERZOS EN DEPÓSITOS DE SOLDADURA DE REVESTIMIENTO ENDURECEDOR por Bob Miller. Ingeniero de Materiales
Cómo controlar la formación de grietas de alivio de esfuerzos y usarlas en su beneficio.
Descargue las hojas de
datos Glosario
a sola mención de la palabra "grieta" a veces tiene una connotación fatídica. Img. 1
Esto es cierto para las soldaduras
en general. Sin embargo, las grietas en los depósitos de revestimiento endurecedor son bastante comunes, particularmente con las aleaciones conocidas genéricamente como carburos de cromo. Por extraño que parezca, hay muchas ocasiones en las que las grietas son bienvenidas e incluso fomentadas en estas aleaciones.
Dada la multitud de aleaciones de revestimiento endurecedor disponibles, ¿por qué algunas se agrietan y otras no? ¿Por qué algunos de estos depósitos de soldadura conducen al desprendimiento? ¿Se puede controlar el agrietamiento? ¿Se puede eliminar el agrietamiento? ¿Hay aplicaciones en las que no se recomienda el agrietamiento?
Todas estas son excelentes preguntas y espero que este artículo aclare algunos de los misterios relacionados con la formación de grietas de alivio de esfuerzos.
Terminología Primero, veamos la terminología. Algunos depósitos de soldadura de revestimiento endurecedor se agrietan al enfriarse, a menudo denominados "agrietamiento de alivio de esfuerzos" (stress relief cracking), "agrietamiento restringido" (check cracking) o "agrietamiento transversal" (cross checking). Todos estos términos se refieren básicamente a las mismas grietas superficiales observadas en algunas aleaciones de revestimiento endurecedor. Los esfuerzos inducidos por la contracción del cordón de soldadura fundida llegan a ser tan altas que producen literalmente una fisura transversal que es perpendicular a la dirección del cordón de soldadura. Img. 2 Una vez que la grieta se desarrolla, los esfuerzos se reducen o alivian, de ahí el término agrietamiento de alivio
de esfuerzo. El término restringida (check) se puede considerar como una grieta cuyo progreso se restringe o se detiene en la interfaz de la zona afectada por calor (Heat Affected Zone, HAZ) del metal base y el depósito de la soldadura. Esto es muy similar a un punto de control fronterizo o una puerta donde se detiene el tráfico antes de entrar a otra zona. El agrietamiento transversal se refiere a una grieta que se forma"transversalmente" al cordón de soldadura. Se usará formación de grietas de alivio de esfuerzos a lo largo de este artículo, pero los términos agrietamiento y agrietamiento transversal se pueden sustituir a conveniencia.
¿Qué aleaciones forman grietas de alivio de esfuerzos y por qué? Por lo general, las grietas de alivio de esfuerzos se forman en aleaciones con base de hierro y carburo de cromo y, en mucha menor medida, en aleaciones con base de níquel y cobalto. Las aleaciones de carburo de
L
Img. 1
Grietas de alivio de esfuerzos
Img. 2
Agrietamiento longitudinal
Esfuerzos debido a la solidificación

2
cromo con base de hierro son bastante atractivas porque son asequibles y protegen bastante bien los metales básicos contra el desgaste por abrasión. Sin embargo, se agrietan.
Los granos de depósito de soldadura fundida se forman externamente de forma similar a las capas de la piel
de las cebollas. Img. 3 A medida que se forma cada capa, su contenido de aleación aumenta en comparación con su predecesora. Las últimas capas están enriquecidas y es aquí donde el cromo y el carbono se combinan para formar carburos de cromo. Estas últimas capas a solidificar se conocen como "límite de grano". Los límites de grano son intrínsecamente la estructura más débil en los depósitos de revestimiento endurecedor, pero se vuelven extremadamente sensibles al agrietamiento cuando se forman carburos de cromo sobre ellos durante el proceso de solidificación. Las grietas de alivio de esfuerzos se forman cuando los depósitos de soldadura se enfrían y generan suficiente esfuerzo crítico.
La Img. 4 muestra los esfuerzos de contracción en el depósito de soldadura solidificada. Tenga en cuenta que el mayor esfuerzo inducido es paralelo a la dirección del cordón, por lo que se produce una grieta que es perpendicular a la dirección del cordón. La grieta se propaga inmediatamente hacia la HAZ del metal base. El estado
de la HAZ dicta si la grieta entrará en el material de base causando desprendimiento y fallas catastróficas o si se atenuará y se detendrá. Losvalores de dureza de la HAZ blanda, usualmente por debajo de 35Rc a 40Rc, atenuarán la grieta, mientras que los valores de dureza por encima de estos serán suficientemente frágiles y permitirán que la grieta penetre en el metal base y conduzca a una falla catastrófica. Las grietas de alivio de esfuerzos generalmente se forman a una frecuencia regular que puede estar entre 3/8" y 2" (9.5 y 50.8 mm) de distancia. La frecuencia de la formación de grietas de alivio de esfuerzos es muy susceptible a una serie de variables que incluyen química, temperatura de precalentamiento, velocidades de enfriamiento, forma del cordón y perfil y dimensiones de los componentes. Echemos un vistazo a estas variables individualmente.
Química: el aumento de carbono o cromo o ambos generalmente produce más grietas de alivio de esfuerzos.
Temperaturas de precalentamiento: cuanto mayor sea la temperatura de precalentamiento, menor será la frecuencia de las agrietas de alivio de esfuerzos. Las temperaturas más altas fomentan velocidades de enfriamiento lentas, dando tiempo al depósito de la soldadura para distribuir los esfuerzos de contracción.
Forma del cordón: los cordones planos o cóncavos tienden a producir más grietas de alivio de esfuerzos, pero esto también puede depender de si el cordón de soldadura es un depósito rectilíneo o en zigzag. Los cordonesrectilíneos generalmente aumentan la frecuencia de las grietas.
Perfil del componente. Los objetos cilíndricos, al contrario de los objetos planos, generalmente producirán más grietas de alivio de esfuerzos. Los materiales de base más gruesos tienden a
producir más grietas de alivio de esfuerzos.
Pareciera entonces que la familia de carburo de cromo generalmente forma grietas de alivio de esfuerzos. ¿Significa esto también que, si se elige otra familia de carburo con base de hierro, como carburo de titanio o carburo de niobio, se encontrarán problemas de agrietamiento? No necesariamente.
Img. 5 Estas últimas aleaciones contienen elementos que forman carburos en las primeras etapas de solidificación y generalmente no se forman en los límites del grano. A veces actúan como zonas de nucleación de granos. Por lo tanto, no se forman grietas de alivio de esfuerzos Las aleaciones que contienen boro también se agrietan, pero de manera más aleatoria y por razones completamente diferentes, lo cual escapa del alcance de este artículo.
El valor de la formación de grietas de alivio de esfuerzos. La formación de grietas de alivio de esfuerzos es normal y está prevista en la familia de aleaciones de revestimiento endurecedor de carburo de cromo, pero aún muchos asumen que todas las grietas son malas noticias. Si bien esta noción tiene sentido, la realidad es que estos productos se utilizan ampliamente en muchas aplicaciones sin incidentes. Contrario a la creencia popular, la formación de grietas de alivio de esfuerzos puede ser bastante útil. Además, la frecuencia de formación y las propiedades de las grietas de
Solidificación de los granosgranos.
Formación de
carburos en la
última capa Img. 3
Granos de carburo de cromo Granos de carburo
de vanadio/titanio Img. 5
HAZPenetración
de grieta
hacia una
HAZ dura
Img. 4
esfuerzo mayor ydirección delgrano
Atenuación degrieta en una HAZ blanda
grano
3
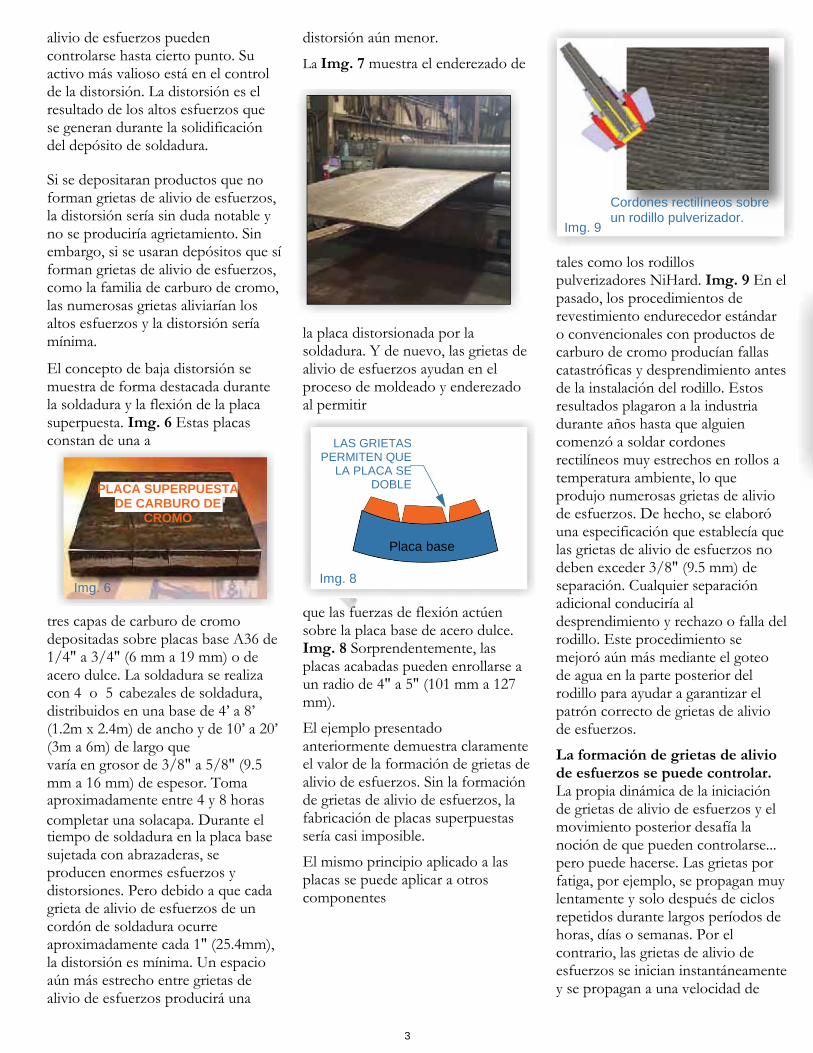
alivio de esfuerzos pueden controlarse hasta cierto punto. Su activo más valioso está en el control de la distorsión. La distorsión es el resultado de los altos esfuerzos quese generan durante la solidificación del depósito de soldadura.
Si se depositaran productos que no forman grietas de alivio de esfuerzos, la distorsión sería sin duda notable y no se produciría agrietamiento. Sin embargo, si se usaran depósitos que sí forman grietas de alivio de esfuerzos, como la familia de carburo de cromo, las numerosas grietas aliviarían los altos esfuerzos y la distorsión sería mínima.
El concepto de baja distorsión se muestra de forma destacada durante la soldadura y la flexión de la placa superpuesta. Img. 6 Estas placas constan de una a
tres capas de carburo de cromo depositadas sobre placas base A36 de 1/4" a 3/4" (6 mm a 19 mm) o de acero dulce. La soldadura se realiza con 4 o 5 cabezales de soldadura, distribuidos en una base de 4’ a 8’ (1.2m x 2.4m) de ancho y de 10’ a 20’ (3m a 6m) de largo que varía en grosor de 3/8" a 5/8" (9.5 mm a 16 mm) de espesor. Toma aproximadamente entre 4 y 8 horas
completar una solacapa. Durante eltiempo de soldadura en la placa base sujetada con abrazaderas, se producen enormes esfuerzos y distorsiones. Pero debido a que cada grieta de alivio de esfuerzos de un cordón de soldadura ocurre aproximadamente cada 1" (25.4mm), la distorsión es mínima. Un espacio aún más estrecho entre grietas de alivio de esfuerzos producirá una
distorsión aún menor.
La Img. 7 muestra el enderezado de
la placa distorsionada por la soldadura. Y de nuevo, las grietas de alivio de esfuerzos ayudan en el proceso de moldeado y enderezado al permitir
que las fuerzas de flexión actúen sobre la placa base de acero dulce. Img. 8 Sorprendentemente, las placas acabadas pueden enrollarse a un radio de 4" a 5" (101 mm a 127 mm).
El ejemplo presentado anteriormente demuestra claramente el valor de la formación de grietas de alivio de esfuerzos. Sin la formación de grietas de alivio de esfuerzos, la fabricación de placas superpuestas sería casi imposible.
El mismo principio aplicado a las placas se puede aplicar a otros componentes
tales como los rodillos pulverizadores NiHard. Img. 9 En el pasado, los procedimientos de revestimiento endurecedor estándar o convencionales con productos decarburo de cromo producían fallas catastróficas y desprendimiento antes de la instalación del rodillo. Estos resultados plagaron a la industria durante años hasta que alguien comenzó a soldar cordones rectilíneos muy estrechos en rollos a temperatura ambiente, lo que produjo numerosas grietas de alivio de esfuerzos. De hecho, se elaboró una especificación que establecía que las grietas de alivio de esfuerzos nodeben exceder 3/8" (9.5 mm) de separación. Cualquier separación adicional conduciría al desprendimiento y rechazo o falla del rodillo. Este procedimiento se mejoró aún más mediante el goteo de agua en la parte posterior del rodillo para ayudar a garantizar el patrón correcto de grietas de alivio de esfuerzos.
La formación de grietas de alivio de esfuerzos se puede controlar. La propia dinámica de la iniciación de grietas de alivio de esfuerzos y el movimiento posterior desafía la noción de que pueden controlarse... pero puede hacerse. Las grietas por fatiga, por ejemplo, se propagan muy lentamente y solo después de ciclos repetidos durante largos períodos de horas, días o semanas. Por el contrario, las grietas de alivio de esfuerzos se inician instantáneamente y se propagan a una velocidad de
PLACA SUPERPUESTA DE CARBURO DE
CROMO
Img. 6
LAS GRIETAS PERMITEN QUE
LA PLACA SE DOBLE
Placa base
Img. 8
Img. 9
Cordones rectilíneos sobre un rodillo pulverizador.

4
4,500 mph a 11,000 mph (2 a 5 kilómetros por segundo). Si bien controlar el agrietamiento a esta velocidad sería todo un desafío, controlar la zona de formación y su destino final de propagación es totalmente posible en la industria de la soldadura. De hecho, está dentro del control de las capacidades del soldador en el panel de control.
Hasta ahora se ha determinado que las grietas de alivio de esfuerzos se forman debido a esfuerzos por contracción durante el proceso de solidificación del cordón de soldadura. Además, los esfuerzos de contracción se ven muy influenciados por la disparidad en la tasa de contracción de los dos materiales involucrados: la contracción del material base y la contracción del metal de soldadura. Si se puede alterar esta disparidad, se puede alterar el esfuerzo por contracción y, a su vez, se puede alterar la frecuencia o la distancia entre las grietas de alivio de esfuerzos. Img. 10 Como resultado,
los parámetros anteriores de los procedimientos de "precalentamiento" y "enfriamiento posterior a la soldadura" controlarán las zonas formación de grietas de alivio de esfuerzos. A medida que se incrementa el precalentamiento en el material base, este se expande. Esta expansión reduce la disparidad entre la contracción del depósito de la soldadura y la contracción del material base, y por lo tanto reduce los esfuerzos de contracción. A su vez, esto disminuye el número de zonas formación de grietas de alivio de
esfuerzos.
Esto plantea la pregunta con respecto a la placa superpuesta. La placa base es bastante delgada y la acumulación de calor es inevitable. Con 4 o 5 cabezales de soldadura en funcionamiento, cada uno a unos 600 amperios, ¿por qué se forman tantas grietas de alivio de esfuerzos? La respuesta es bastante sencilla: los cordones de soldadura tienen un contorno plano que se controla variando el voltaje del arco. Voltajes más altos tienden a
producir cordones de soldadura más planos. Img. 11 Algunos fabricantes han recurrido a la aplicación de agua sobre la superficie soldada de la placa para inducir el agrietamiento. Si bien logra un mejor patrón de agrietamiento, este es un procedimiento arriesgado debido a que el hidrógeno atrapado en el agua puede conducir a la formación de grietas de hidrógeno y fallas catastróficas.
Si bien se pueden desarrollar buenos patrones de formación de grietas de alivio de esfuerzos a temperatura ambiente o en componentes más fríos, la metalurgia del metal base o la química pueden requerir precalentamiento para evitar problemas de alta dureza en la HAZ. Por ejemplo, un material base 4340 normalmente requeriría un mínimo de 400 °F (204 °C) de temperatura de precalentamiento. Esto puede ser problemático para componentes muy grandes y se deberá emplear precalentamiento localizado. Bajo circunstancias normales, un depósito tipo zigzag causaría que las grietas de alivio de esfuerzos se desarrollaran
muy lejos una de la otra, lo que podría provocar desprendimiento. Un enfoque más prudente sería aplicar cordones rectilíneos. Este tipo de cordones son más propensos a la formación de grietas de alivio de esfuerzos. Esto fue lo que resolvió el problema del rodillo pulverizador.
Una aplicación peculiar de aleaciones de carburo de cromo demuestra otro uso de las grietas de alivio de esfuerzos. Las superficies del martillo giratorio son rutinariamente endurecidas con productos de carburo de cromo. Los martillos se unen o se sujetan con abrazaderas (Img. 12) y se aplican cordones rectilíneos a
toda la longitud de los martillos agrupados. El arco de soldadura no se extingue al final de cada martillo. Cuando se completa la soldadura, el/los martillo(s) parece(n) que está(n) soldado(s) como uno solo. Sin embargo, en cada interfaz suele formarse una grieta de alivio de esfuerzos y simplemente dejar caer estos martillos en el piso es suficiente para separarlos. Esto es poco probable que suceda con un producto que no forme grietas de alivio de esfuerzos.
Precaución. El valor de la formación de grietas de alivio de esfuerzos es excelente, pero no siempre funcionan bien. En los casos en los que se reconstruye el mismo componente varias veces, es esencial comprender que la formación de grietas de alivio de esfuerzos terminará conduciendo al desprendimiento. Específicamente, cuando las reconstrucciones se aplican sobre el viejo depósito
Img. 10
Img. 11
Forma del cordón para agrietamiento múltiple
Mala
Mejor
Buena
Martillos agrupados
Martillos fracturados
Img. 12

5
desgastado que no se ha eliminado antes de una nueva capa de revestimiento endurecedor, eventualmente se producirá desprendimiento. Esto está relacionado con la metalurgia de los carburos de cromo y el movimiento interno de carbono en altas concentraciones en la zona de fusión entre el metal de soldadura y el material base. La alta concentración conduce a una zona muy fina, pero sumamente frágil, y al fracaso final. Además, los desechos de las operaciones de campo pueden alojarse en las grietas en el momento del revestimiento. Estos residuos pueden causar defectos importantes en el depósito de revestimiento endurecedor, lo que puede provocar desprendimiento.
Probablemente la aplicación más extraordinaria de la formación de grietas de alivio de esfuerzos en carburo de cromo para revestimiento endurecedor que contribuye a los problemas de campo y con tasas inusualmente altas de desprendimiento implica el hardbanding (revestimiento endurecedor) en campos petrolíferos de las conexiones de tubería de perforación conocidas como "juntas de herramienta". El producto líder de hardbanding en carburo de cromo sufrió las dos fallas indicadas anteriormente: reaplicaciones repetidas y residuos de grietas de alivio de esfuerzos. Hace tan solo cinco años este producto era el líder del mercado de hardbanding, a pesar de su bajo rendimiento. En 2009, Postle Industries introdujo Duraband® NC, un alambre resistente a la abrasión y sin formación de grietas para el campo petrolero. Hoy, Duraband es el líder mundial del mercado de hardbanding. De hecho, el fabricante del alambre de hardbanding de carburo de cromo ha retirado el producto del mercado. Duraband cambió un mercado mundial y, lo que es más importante, cambió la idea principal en lo que
respecta a los productos de formación de grietas de alivio de esfuerzos.
Los productos de formación de grietas de alivio de esfuerzos de carburo de cromo son populares y presentan muy buen desgaste, pero existen numerosas aplicaciones en las que la formación de grietas de alivio de esfuerzos no es deseable ni tolerable. Algunos han especulado que probablemente el 50% o más de las aplicaciones de revestimiento endurecedor están en esta categoría. La reconstrucción de rodillos de acero de molinos, dados de forja y vías férreas son solo algunas de las aplicaciones en las que se utilizan productos que no se agrietan. La selección de productos puede ser confusa y nuestro personal está dispuesto a ayudar de cualquier manera posible.
Resumen. La formación de grietas de alivio de esfuerzos puede incidir positivamente en muchas aplicaciones de revestimiento endurecedor con productos de carburo de cromo. Se generan esfuerzos elevados a medida que el metal de soldadura se solidifica y se enfría, lo que finalmente conduce a la formación de múltiples grietas de alivio de esfuerzos. La frecuencia con la que ocurren puede verse afectada por el precalentamiento, las velocidades de enfriamiento y la forma del cordón. Como en cualquier tipo de aplicación de revestimiento endurecedor, debe tenerse en cuenta la química y la metalurgia del metal base. Los metales base de acero dulce, acero inoxidable no magnético y manganeso son bastante receptivos para controlar el agrietamiento, mientras que los aceros de baja aleación y los hierros fundidos requieren una cuidadosa consideración de los valores de dureza de las zonas afectadas por el calor (HAZ). Las aleaciones de
carburo de cromo no deben usarse donde se produzcan impactos considerables, ya que puede producir desprendimiento. En estos casos, se debe considerar un producto que no se agriete, como Postalloy 2826, Super Edge o Ultrashred 580.
La formación de grietas de alivio de esfuerzos puede tener beneficios únicos para los depósitos de revestimiento endurecedor, pero siempre deben examinarse cuidadosamente con respecto a su dirección, profundidad y, en particular, sus implicaciones en la HAZ. Valores altos de dureza en la HAZ pueden provocar fallas catastróficas, las cuales son costosas y tienen un impacto negativo en la producción. Si tiene alguna duda, nuestro personal puede ayudar.
Bob Miller Ingeniero de Materiales Postle Industries, Inc.
Bob tiene 45 años de experiencia en la metalurgia del revestimiento endurecedor, formulaciones de alambre tubular y aplicaciones de desgaste. Es autor de 6 patentes en EE. UU. de revestimiento endurecedor, la más reciente en el campo del hardbanding. Además de escribir muchos artículos, actualmente participa como anfitrión en seminarios en línea sobre revestimiento endurecedor. Envíe un correo electrónico o póngase en contacto con él para organizar un evento para usted o su empresa.

6
APÉNDICE: AGRIETAMIENTO DE LA ZONA DE FUSIÓN
En la página 4, en el primer párrafo de la sección "Precaución", mencioné brevemente un tema que debe abordarse con más detalle, el "agrietamiento de la zona de fusión". De ahí el apéndice. Para ilustrar este tipo de agrietamiento, veamos una aplicación muy típica.
Aplicación: tenemos martillos de acero dulce (ASTM A36) a los cuales depositamos 2832 SPL, un alambre de revestimiento endurecedor de carburo de cromo de Postle Industries. De acuerdo con la hoja de datos, podemos optar por depositar dos capas como máximo, y lo hacemos, lo que nos da un depósito de aproximadamente 1/4" (6.35 mm) de espesor. Tenemos cordones rectilíneos adecuados y un buen patrón de grietas de alivio de esfuerzos en toda la superficie de depósito. Hemos hecho todo bien.
Los martillos entran en servicio, se desgastan con el tiempo y posteriormente se les aplica revestimiento endurecedor nuevamente. Los procedimientos de revestimiento endurecedor y aplicaciones subsecuentes de revestimiento endurecedor se realizan correctamente durante cuatro ciclos. Pero en el 5to ciclo, los
martillos nunca llegan al taller porque los depósitos de revestimiento endurecedor se han separado completamente del material base. Aquellos que presenciaron el agrietamiento dicen que la primera capa y el material
base no estaban unidos metalúrgicamente. Img. 1 Ellos convincentemente señalan que la superficie del A36 es una imagen especular perfecta de la parte inferior de la primera capa y tiene la misma forma que el cordón rectilíneo. Tienen razón, y encajan perfectamente. Por lo tanto, nunca estuvo unido a la base del A36. Pero espere un momento. ¿Es esta
observación la causa legítima de la falla? Un análisis adicional llega a una conclusión distinta.
Agrietamiento de la zona de fusión: me gustaría introducir un nuevo término, "Agrietamiento de la zona de fusión".
¿Qué es una zona de fusión y en qué se diferencia de una zona afectada por calor o HAZ?
Esta es una buena pregunta y la ilustración en la Img. 1 ayudará a responderla. Observe que la zona de fusión (en amarillo) es bastante delgada. El hecho es que la zona de fusión (Fusion Zone, FZ) es mucho más delgada que la que se muestra en la Img. 1. De hecho, a veces puede ser indistinguible de las otras zonas. Sin embargo, está presente, y
veremos cuán crítica puede ser para la integridad del depósito de soldadura de revestimiento endurecedor. Observe también que cada zona aparece en la superficie del metal base adyacente a la zona de soldadura (Weld Zone, WZ). Img. 2
Esta observación implica que múltiples defectos aleatorios dentro de cualquiera de las zonas en la Img. 1 posiblemente se manifestarán en la
superficie. Img. 3 Es un error pensar que, por ejemplo, el agrietamiento de
la zona de fusión o el agrietamiento de la HAZ está enterrado debajo del cordón de soldadura y no representa una amenaza incluso en depósitos desgastados. Es importante comprender que, independientemente de las transformaciones metalúrgicas que existan en la HAZ, la FZ o la WZ, siempre están presentes en la superficie del metal base. Por supuesto, si el desgaste es profundo o lo suficientemente amplio comopara eliminar estas zonas, entonces ya no afectan a la superficie del metal base. Este concepto será importante en discusiones futuras.
Ahora que sabemos que hay una FZ y que aparece predominantemente, pero no del todo, enterrada debajo de la WZ, esto plantea la pregunta;
¿Qué lo hace tan diferente y cómo conduce al agrietamiento de la FZ?
La zona de fusión es el límite entre el metal de soldadura fundido que se enfría y la sección fundida del
metal base. Hay muchas variables que afectan su estructura, pero para los fines de este documento, es simplemente una zona que es una mezcla con el metal base y el metal de soldadura cuya estructura puede
ser alterada por el calor del arco de soldadura, como veremos. Img. 4
Para comprender mejor el Agrietamiento de la zona de fusión, permítame presentarle un nuevo concepto: "difusión de carbono". El concepto de difusión de carbono establece que el carbono migrará de una mayor concentración a una menor.
Agrietamiento de la zona de fusión
Las tres zonas están, y siempre han estado, expuestas al entorno
de desgaste.
Depósito gastado
Img. 1
Img. 4
Metal base
Depósitos de carburo de cromo
FZ afectada con cada capa depositada
Img. 2
Zona de fusión
(FZ)
Zona de soldadura (Weld
Metal base Zona
afectada por calor (HAZ)
Img. 3
Img. 3
7
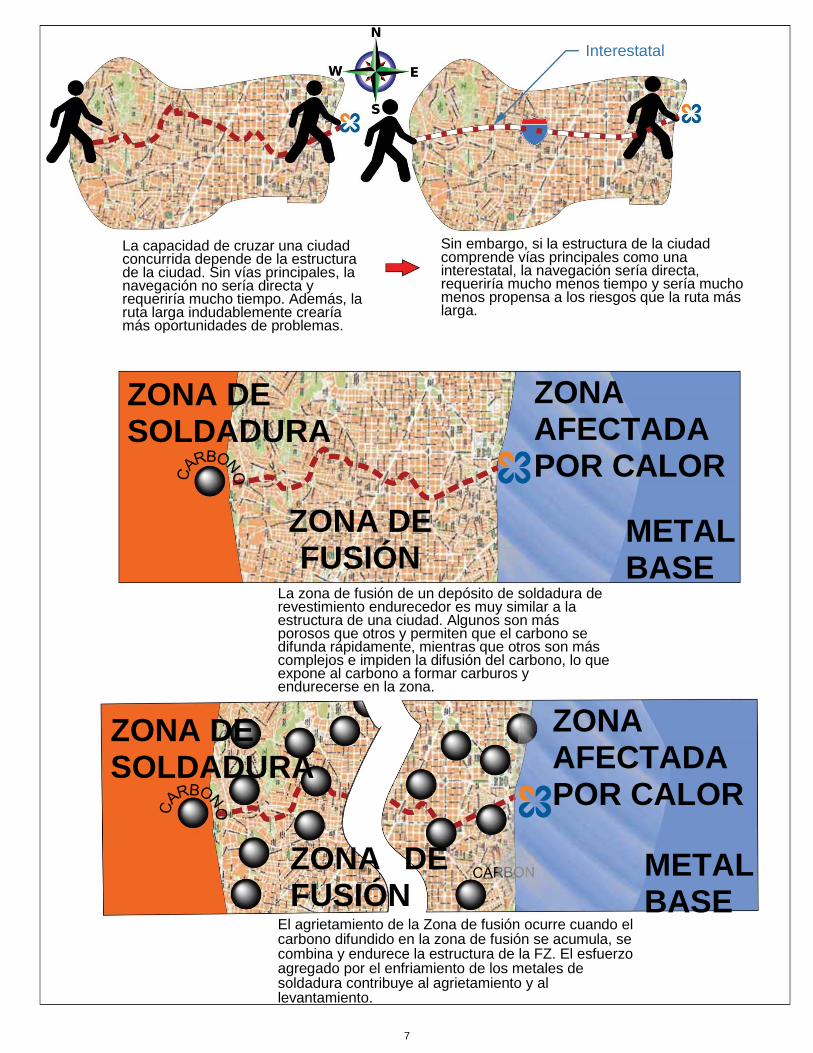
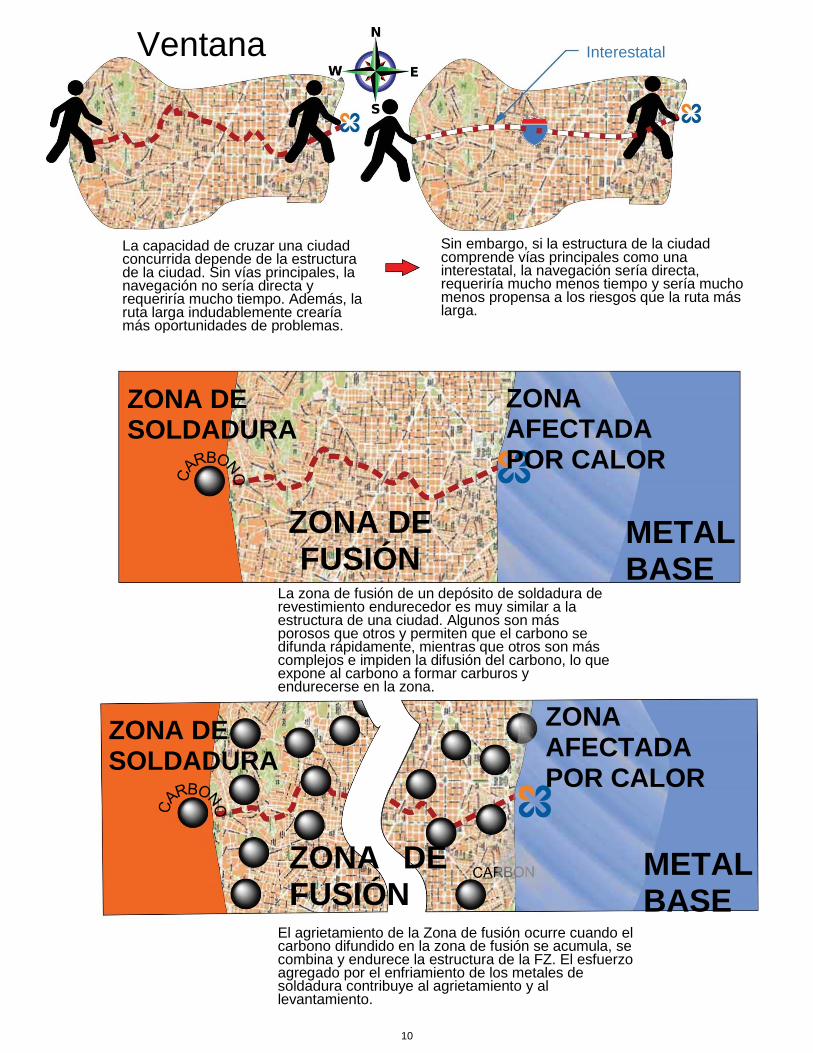
La capacidad de cruzar una ciudad concurrida depende de la estructura de la ciudad. Sin vías principales, la navegación no sería directa y requeriría mucho tiempo. Además, la ruta larga indudablemente crearía más oportunidades de problemas.
Sin embargo, si la estructura de la ciudad comprende vías principales como una interestatal, la navegación sería directa, requeriría mucho menos tiempo y sería mucho menos propensa a los riesgos que la ruta más larga.
La zona de fusión de un depósito de soldadura de revestimiento endurecedor es muy similar a la estructura de una ciudad. Algunos son más porosos que otros y permiten que el carbono se difunda rápidamente, mientras que otros son más complejos e impiden la difusión del carbono, lo que expone al carbono a formar carburos y endurecerse en la zona.
El agrietamiento de la Zona de fusión ocurre cuando el carbono difundido en la zona de fusión se acumula, se combina y endurece la estructura de la FZ. El esfuerzo agregado por el enfriamiento de los metales de soldadura contribuye al agrietamiento y al levantamiento.
Interestatal
ZONA DE SOLDADURA
ZONA AFECTADA POR CALOR
ZONA DE FUSIÓN
METAL BASE
ZONA AFECTADA POR CALOR
METAL BASE
ZONA DE SOLDADURA
ZONA DE FUSIÓN

8
Es sorprendente la frecuencia con la que usamos la palabra "crack..." (agrietamiento) en el idioma inglés.
CRACKS ME UP (ME HACE REÍR) FELL BETWEEN THE CRACKS (CAÍ
ENTRE LAS GRIETAS) BETWEEN A CRACK AND HARD SPOT
(ENTRE UNA GRIETA Y UNA ZONA DURA)
CRACK UP (PARTIRSE DE LA RISA) CRACK DOWN (TOMAR MEDIDAS
FUERTES) CRACK SHOT (TIRADOR EXPERTO)
CRACK HEAD (DROGADICTO) CRACK A SMILE (ESBOZAR UNA
SONRISA) HE’S CRACKED (ESTÁ LOCO)
CRACKED UP TO BE (REPUTACIÓN) CRACK A JOKE (HACER UN CHISTE)
SAFE CRACKER (ABRIDOR DE CAJAS FUERTES)
CRACK OF THE WHIP (OPORTUNIDAD)
Ventana emergente de crack
Bob Miller Ingeniero de
Materiales Postle Industries, Inc. Bob tiene 45 años de experiencia en metalurgia de revestimiento endurecedor, formulaciones de alambre tubular y aplicaciones de desgaste. Es autor de 6 patentes en EE. UU. de revestimiento endurecedor, la más reciente en el campo del hardbanding. Además de escribir muchos artículos, actualmente participa como anfitrión en seminarios en línea sobre revestimiento endurecedor. envíe un correo electrónico o póngase en contacto con él para organizar un evento para usted o su empresa.
Biografía de Bob Miller.
Buque clase Liberty de la Segunda Guerra Mundial
Campana de la Libertad, EE. UU.
Puente Tacoma, EE. UU.
Fractura en ala de avión de Canadair
Falla de San Andreas, California, EE. UU.
Img. 1
9
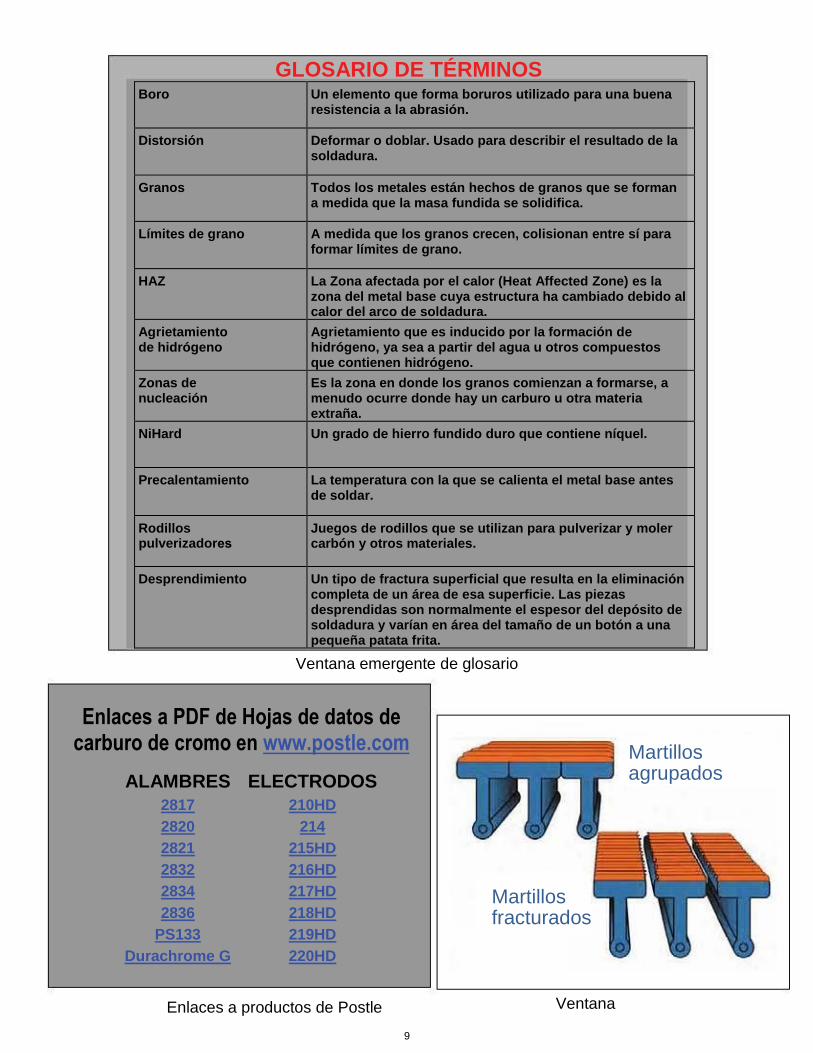
GLOSARIO DE TÉRMINOS Boro Un elemento que forma boruros utilizado para una buena
resistencia a la abrasión.
Distorsión Deformar o doblar. Usado para describir el resultado de la soldadura.
Granos Todos los metales están hechos de granos que se forman a medida que la masa fundida se solidifica.
Límites de grano A medida que los granos crecen, colisionan entre sí para formar límites de grano.
HAZ La Zona afectada por el calor (Heat Affected Zone) es la zona del metal base cuya estructura ha cambiado debido al calor del arco de soldadura.
Agrietamiento de hidrógeno
Agrietamiento que es inducido por la formación de hidrógeno, ya sea a partir del agua u otros compuestos que contienen hidrógeno.
Zonas de nucleación
Es la zona en donde los granos comienzan a formarse, a menudo ocurre donde hay un carburo u otra materia extraña.
NiHard Un grado de hierro fundido duro que contiene níquel.
Precalentamiento La temperatura con la que se calienta el metal base antes de soldar.
Rodillos pulverizadores
Juegos de rodillos que se utilizan para pulverizar y moler carbón y otros materiales.
Desprendimiento Un tipo de fractura superficial que resulta en la eliminación completa de un área de esa superficie. Las piezas desprendidas son normalmente el espesor del depósito de soldadura y varían en área del tamaño de un botón a una pequeña patata frita.
Ventana emergente de glosario
Enlaces a PDF de Hojas de datos de carburo de cromo en www.postle.com
ALAMBRES ELECTRODOS
2817 210HD
2820 214
2821 215HD
2832 216HD
2834 217HD
2836 218HD
PS133 219HD
Durachrome G 220HD
Enlaces a productos de Postle
Martillos agrupados
Ventana emergente de
Martillos fracturados
10
La capacidad de cruzar una ciudad concurrida depende de la estructura de la ciudad. Sin vías principales, la navegación no sería directa y requeriría mucho tiempo. Además, la ruta larga indudablemente crearía más oportunidades de problemas.
Sin embargo, si la estructura de la ciudad comprende vías principales como una interestatal, la navegación sería directa, requeriría mucho menos tiempo y sería mucho menos propensa a los riesgos que la ruta más larga.
La zona de fusión de un depósito de soldadura de revestimiento endurecedor es muy similar a la estructura de una ciudad. Algunos son más porosos que otros y permiten que el carbono se difunda rápidamente, mientras que otros son más complejos e impiden la difusión del carbono, lo que expone al carbono a formar carburos y endurecerse en la zona.
El agrietamiento de la Zona de fusión ocurre cuando el carbono difundido en la zona de fusión se acumula, se combina y endurece la estructura de la FZ. El esfuerzo agregado por el enfriamiento de los metales de soldadura contribuye al agrietamiento y al levantamiento.
ZONA DE SOLDADURA
ZONA AFECTADA POR CALOR
ZONA DE FUSIÓN
METAL BASE
Interestatal Ventana emergente
ZONA DE SOLDADURA
ZONA AFECTADA POR CALOR
METAL BASE
ZONA DE FUSIÓN

Glosario de términos Boro Un elemento que forma boruros utilizado para una buena
resistencia a la abrasión.
Distorsión Deformar o doblar. Usado para describir el resultado de la soldadura.
Granos Todos los metales están hechos de granos que se forman a medida que la masa fundida se solidifica.
Límites de grano A medida que los granos crecen, colisionan entre sí para formar límites de grano.
HAZ La Zona afectada por el calor (Heat Affected Zone) es la zona del metal base cuya estructura ha cambiado debido al calor del arco de soldadura.
Agrietamiento de hidrógeno
Agrietamiento que es inducido por la formación de hidrógeno, ya sea a partir del agua u otros compuestos que contienen hidrógeno.
Zonas de nucleación Es la zona en donde los granos comienzan a formarse, a menudo ocurre donde hay un carburo u otra materia extraña.
NiHard Un grado de hierro fundido duro que contiene níquel.
Precalentamiento La temperatura con la que se calienta el metal base antes de soldar.
Rodillos pulverizadores
Juegos de rodillos que se utilizan para pulverizar y moler carbón y otros materiales.
Desprendimiento Un tipo de fractura superficial que resulta en la eliminación completa de un área de esa superficie. Las piezas desprendidas son normalmente el espesor del depósito de soldadura y varían en área del tamaño de un botón a una pequeña patata frita.