Embed Size (px)
Citation preview
LÍNEA NOMINATIVA A DISTRIBUIR S8021000. CENTROS TECNOLÓGICOS DE LA COMUNIDAD VALENCIANA
INSTITUTO TECNOLÓGICO DEL EMBALAJE, TRANSPORTE Y LOGÍSTICA ITENE
TÍTULO DEL PROYECTO:
Desarrollo de materiales compuestos avanzados para aplicaciones de envase y embalaje. PLASNANO II.
ENTREGABLE E3.2:
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales
Nivel de difusión Público
Autores Jose Alonso, Cristina Ripolles, Maria Jorda, Miriam
Gallur, Nuria Butchosa
Entidad Responsable ITENE
Fecha de entrega 31/12/2016
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
2 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
Índice
1 Objetivos ................................................................................................................... 5
2 Desarrollo de envases celulósicos recubiertos con PLA reforzado y su caracterización .................................................................................................................. 5
2.1 Procesado por recubrimiento. Introducción. .................................................... 5
2.1.1 Métodos autodosificantes .......................................................................... 5
2.1.2 Métodos de predosificado ......................................................................... 7
2.1.3 Proceso de obtención de recubrimiento por esprayado ......................... 10
2.1.4 Caracterización de los recubrimientos ..................................................... 11
2.2 Procesado por extrusión. Introducción ........................................................... 12
2.2.1 Materiales empleados .............................................................................. 12
2.2.2 Descripción de equipamiento de procesado de composites ................... 13
2.3 Procesado de materiales en recubrimiento/film. ............................................ 15
2.3.1 Consideraciones generales. ...................................................................... 15
2.3.2 Procesado ................................................................................................. 15
2.3.3 Defectos en los materiales ....................................................................... 16
3 Caracterización del comportamiento del recubrimiento empleado como barrera frente a la migración de aceites minerales. ................................................................... 17
3.1 Desarrollo del sistema de permeación del hexano. ........................................ 17
3.2 Materiales utilizados para estimar la capacidad barrera del material. ........... 19
3.3 Resultados preliminares para estimar la capacidad barrera al hexano. ......... 20
4 Conclusiones. .......................................................................................................... 22
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
3 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
Índice de figuras
Figura 1. Método de recubrimiento por inmersión. ........................................................ 6
Figura 2. Configuraciones básicas de aplicadores por rodillo. ......................................... 6
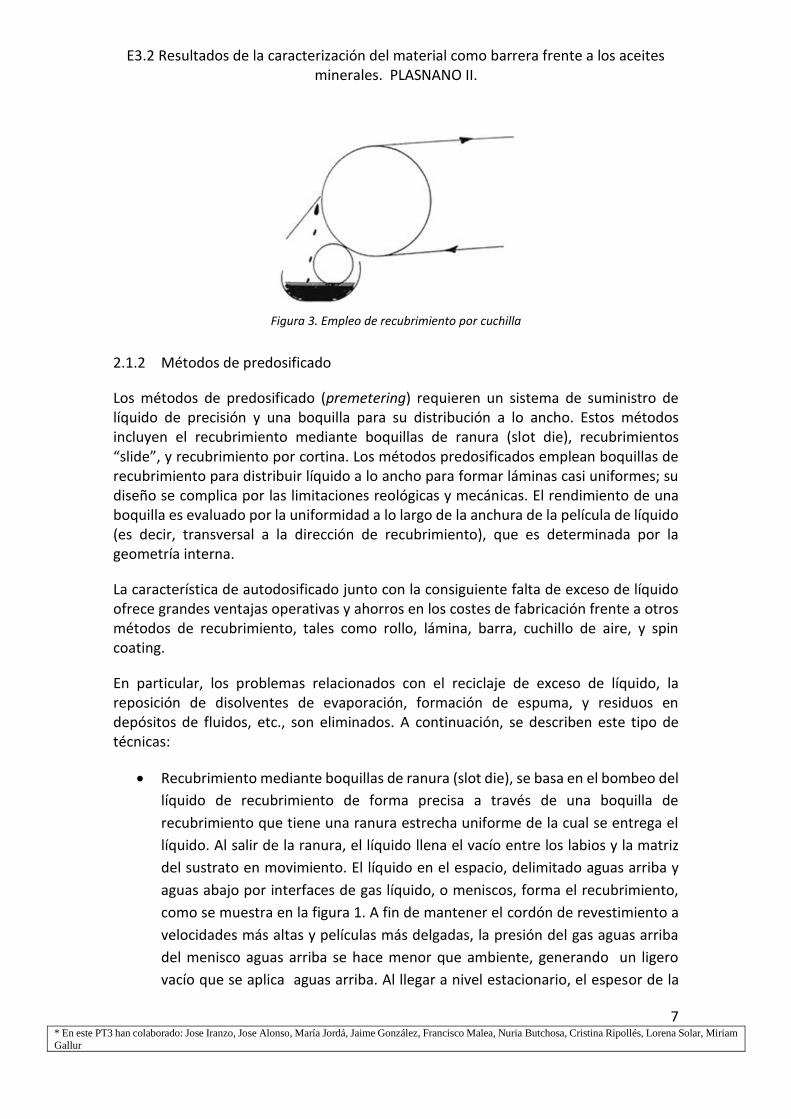
Figura 3. Empleo de recubrimiento por cuchilla .............................................................. 7
Figura 4. Esquema de aplicación en slot die. ................................................................... 8
Figura 5. Recubrimiento cortina. ...................................................................................... 9
Figura 6. Soporte de fijación para el esprayado. ............................................................ 10
Figura 7. Valores obtenidos de brillo según las muestras. ............................................. 12
Figura 8. Proceso de compounding a escala piloto. ....................................................... 14
Figura 9. Celda de permeabilidad modelo BYK-Gardner PERM Cup. ............................. 18
Figura 10. Tarro de vidrio de 31 mL (TO-043) y tapa metálica Cap-Twist (Juvasa). ....... 18
Figura 11. Sistema ciego o control de pérdidas en tarro de cristal. ............................... 19
Figura 12. Sistema de permeabilidad al hexano en tarro de cristal con film de PLA. .... 19
Figura 13. Representación gráfica de la pérdida de hexano a lo largo del tiempo en sistemas control.............................................................................................................. 20
Figura 14. Representación gráfica de la pérdida de hexano a lo largo del tiempo en tres sistemas con film de PLA a diferentes micrajes (Espesor 1 > Espesor2 > Espesor 3). ..... 21
Figura 15. Evolución de la pérdida de hexano a lo largo del tiempo en film de PLA a diferentes micrajes y sistemas control de aluminio. ...................................................... 21
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
4 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
Índice de tablas
Tabla 1. Valores aproximados de procesado en técnicas de recubrimiento. .................. 9
Tabla 2. Resultados tras la evaluación de propiedades. ................................................ 12
Tabla 3. Perfil de temperaturas del husillo (Izquierda: alimentación, derecha, salida de máquina). ........................................................................................................................ 14
Tabla 4. Condiciones de procesado en COPERION ZSK26 MC. ....................................... 14
Tabla 5. Respuesta de procesado en COPERION ZSK26 MC. .......................................... 14
Tabla 6. Problemas observados durante el procesado de los materiales y acciones realizadas. ....................................................................................................................... 16
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
5 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
1 Objetivos
El objetivo del presente entregable será recopilar un informe de resultados en relación a la evaluación de las propiedades barrera del recubrimiento a la migración de los aceites minerales. Para su consecución, será necesario en un primer lugar, la caracterización del material a través del desarrollo de envases celulósicos recubiertos con PLA reforzado y su posterior desarrollo, para una vez alcanzado, poder caracterizar su comportamiento como barrera frente a la migración de los aceites minerales.
2 Desarrollo de envases celulósicos recubiertos con PLA reforzado y su caracterización
2.1 Procesado por recubrimiento. Introducción.
Los procesos de recubrimiento se pueden clasificar como autodosificantes o predosificados (self o premetered). En autodosificantes, las propiedades del líquido, velocidad del sustrato y la geometría se combinan para determinar el espesor de la película aplicada. Los auto-dosificadantes incluyen inmersión, rodillo, y aplicadores de cuchilla. En los procesos de recubrimiento predosificados, el ajuste directo de la velocidad de flujo determina el espesor de la película recubierta con independencia de estos parámetros.
2.1.1 Métodos autodosificantes
• Recubrimiento por inmersión. Muchos factores contribuyen a determinar el
estado final de un recubrimiento obtenido por inmersión. Mediante el control
de la funcionalización de la superficie del sustrato inicial, el tiempo de inmersión,
la velocidad de retirada, el número de ciclos de inmersión, la composición del
recubrimiento, la concentración y temperatura, el número de soluciones en cada
secuencia de inmersión y la humedad ambiente, se pueden obtener una gran
variedad de estructuras y espesores. La técnica de recubrimiento por inmersión
puede dar lugar a películas uniformes y de alta calidad, incluso en las formas
voluminosas y complejas.
La técnica de revestimiento por inmersión se utiliza para la fabricación de
películas delgadas por auto-ensamblado y la técnica sol-gel. El auto-ensamblaje
puede dar espesores de película de una monocapa. La técnica sol-gel crea
películas con espesores incrementados, controlados con precisión, siendo
determinados principalmente por la velocidad de deposición y viscosidad del
recubrimiento.
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
6 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
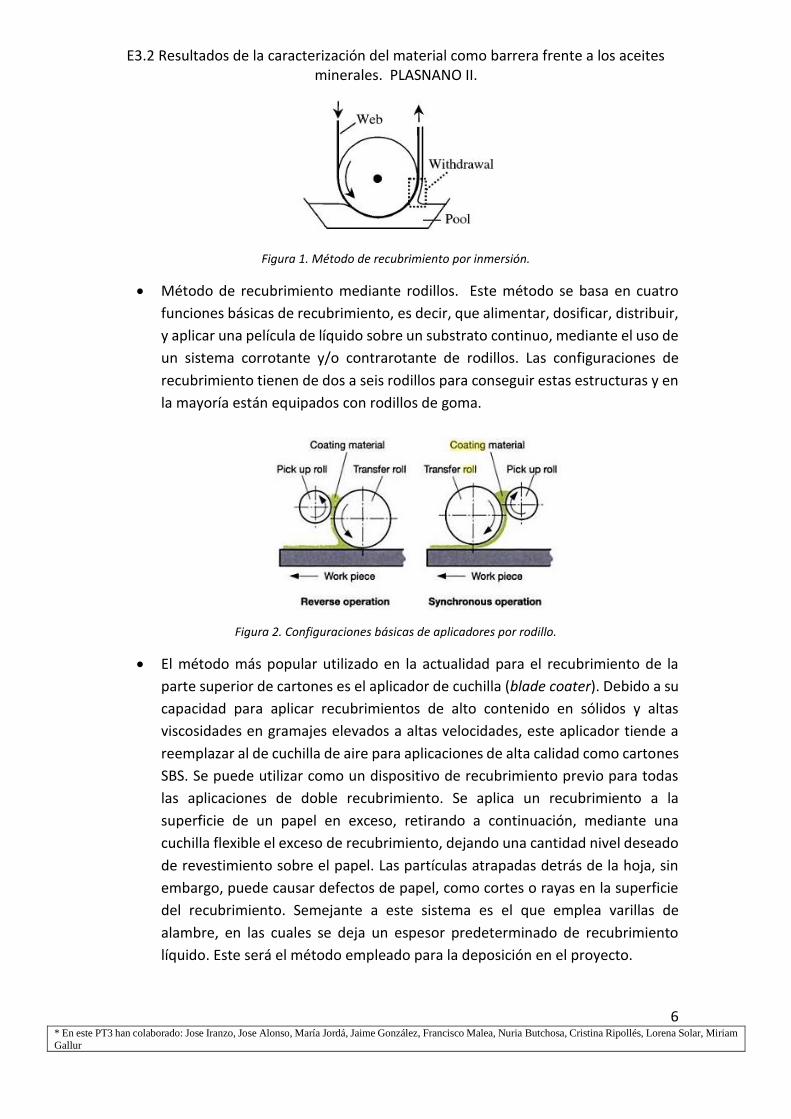
Figura 1. Método de recubrimiento por inmersión.
• Método de recubrimiento mediante rodillos. Este método se basa en cuatro
funciones básicas de recubrimiento, es decir, que alimentar, dosificar, distribuir,
y aplicar una película de líquido sobre un substrato continuo, mediante el uso de
un sistema corrotante y/o contrarotante de rodillos. Las configuraciones de
recubrimiento tienen de dos a seis rodillos para conseguir estas estructuras y en
la mayoría están equipados con rodillos de goma.
Figura 2. Configuraciones básicas de aplicadores por rodillo.
• El método más popular utilizado en la actualidad para el recubrimiento de la
parte superior de cartones es el aplicador de cuchilla (blade coater). Debido a su
capacidad para aplicar recubrimientos de alto contenido en sólidos y altas
viscosidades en gramajes elevados a altas velocidades, este aplicador tiende a
reemplazar al de cuchilla de aire para aplicaciones de alta calidad como cartones
SBS. Se puede utilizar como un dispositivo de recubrimiento previo para todas
las aplicaciones de doble recubrimiento. Se aplica un recubrimiento a la
superficie de un papel en exceso, retirando a continuación, mediante una
cuchilla flexible el exceso de recubrimiento, dejando una cantidad nivel deseado
de revestimiento sobre el papel. Las partículas atrapadas detrás de la hoja, sin
embargo, puede causar defectos de papel, como cortes o rayas en la superficie
del recubrimiento. Semejante a este sistema es el que emplea varillas de
alambre, en las cuales se deja un espesor predeterminado de recubrimiento
líquido. Este será el método empleado para la deposición en el proyecto.
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
7 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
Figura 3. Empleo de recubrimiento por cuchilla
2.1.2 Métodos de predosificado
Los métodos de predosificado (premetering) requieren un sistema de suministro de líquido de precisión y una boquilla para su distribución a lo ancho. Estos métodos incluyen el recubrimiento mediante boquillas de ranura (slot die), recubrimientos “slide”, y recubrimiento por cortina. Los métodos predosificados emplean boquillas de recubrimiento para distribuir líquido a lo ancho para formar láminas casi uniformes; su diseño se complica por las limitaciones reológicas y mecánicas. El rendimiento de una boquilla es evaluado por la uniformidad a lo largo de la anchura de la película de líquido (es decir, transversal a la dirección de recubrimiento), que es determinada por la geometría interna.
La característica de autodosificado junto con la consiguiente falta de exceso de líquido ofrece grandes ventajas operativas y ahorros en los costes de fabricación frente a otros métodos de recubrimiento, tales como rollo, lámina, barra, cuchillo de aire, y spin coating.
En particular, los problemas relacionados con el reciclaje de exceso de líquido, la reposición de disolventes de evaporación, formación de espuma, y residuos en depósitos de fluidos, etc., son eliminados. A continuación, se describen este tipo de técnicas:
• Recubrimiento mediante boquillas de ranura (slot die), se basa en el bombeo del
líquido de recubrimiento de forma precisa a través de una boquilla de
recubrimiento que tiene una ranura estrecha uniforme de la cual se entrega el
líquido. Al salir de la ranura, el líquido llena el vacío entre los labios y la matriz
del sustrato en movimiento. El líquido en el espacio, delimitado aguas arriba y
aguas abajo por interfaces de gas líquido, o meniscos, forma el recubrimiento,
como se muestra en la figura 1. A fin de mantener el cordón de revestimiento a
velocidades más altas y películas más delgadas, la presión del gas aguas arriba
del menisco aguas arriba se hace menor que ambiente, generando un ligero
vacío que se aplica aguas arriba. Al llegar a nivel estacionario, el espesor de la
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
8 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
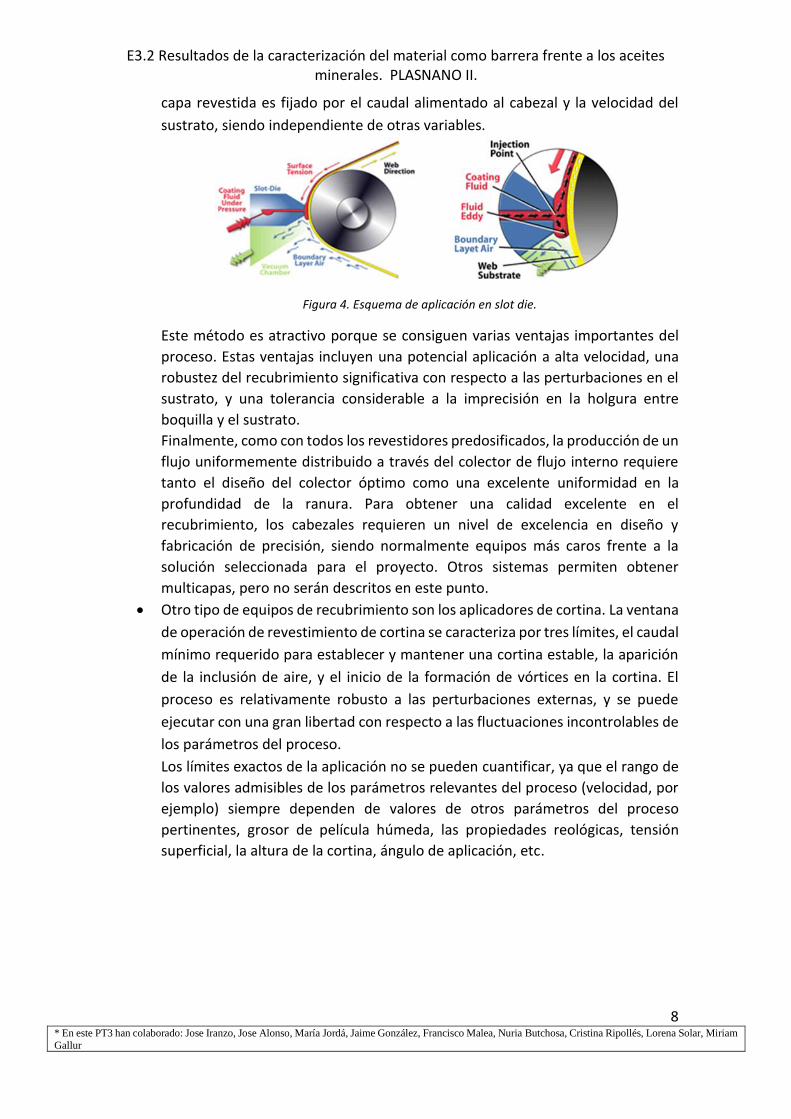
capa revestida es fijado por el caudal alimentado al cabezal y la velocidad del
sustrato, siendo independiente de otras variables.
Figura 4. Esquema de aplicación en slot die.
Este método es atractivo porque se consiguen varias ventajas importantes del
proceso. Estas ventajas incluyen una potencial aplicación a alta velocidad, una
robustez del recubrimiento significativa con respecto a las perturbaciones en el
sustrato, y una tolerancia considerable a la imprecisión en la holgura entre
boquilla y el sustrato.
Finalmente, como con todos los revestidores predosificados, la producción de un
flujo uniformemente distribuido a través del colector de flujo interno requiere
tanto el diseño del colector óptimo como una excelente uniformidad en la
profundidad de la ranura. Para obtener una calidad excelente en el
recubrimiento, los cabezales requieren un nivel de excelencia en diseño y
fabricación de precisión, siendo normalmente equipos más caros frente a la
solución seleccionada para el proyecto. Otros sistemas permiten obtener
multicapas, pero no serán descritos en este punto.
• Otro tipo de equipos de recubrimiento son los aplicadores de cortina. La ventana
de operación de revestimiento de cortina se caracteriza por tres límites, el caudal
mínimo requerido para establecer y mantener una cortina estable, la aparición
de la inclusión de aire, y el inicio de la formación de vórtices en la cortina. El
proceso es relativamente robusto a las perturbaciones externas, y se puede
ejecutar con una gran libertad con respecto a las fluctuaciones incontrolables de
los parámetros del proceso.
Los límites exactos de la aplicación no se pueden cuantificar, ya que el rango de
los valores admisibles de los parámetros relevantes del proceso (velocidad, por
ejemplo) siempre dependen de valores de otros parámetros del proceso
pertinentes, grosor de película húmeda, las propiedades reológicas, tensión
superficial, la altura de la cortina, ángulo de aplicación, etc.
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
9 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
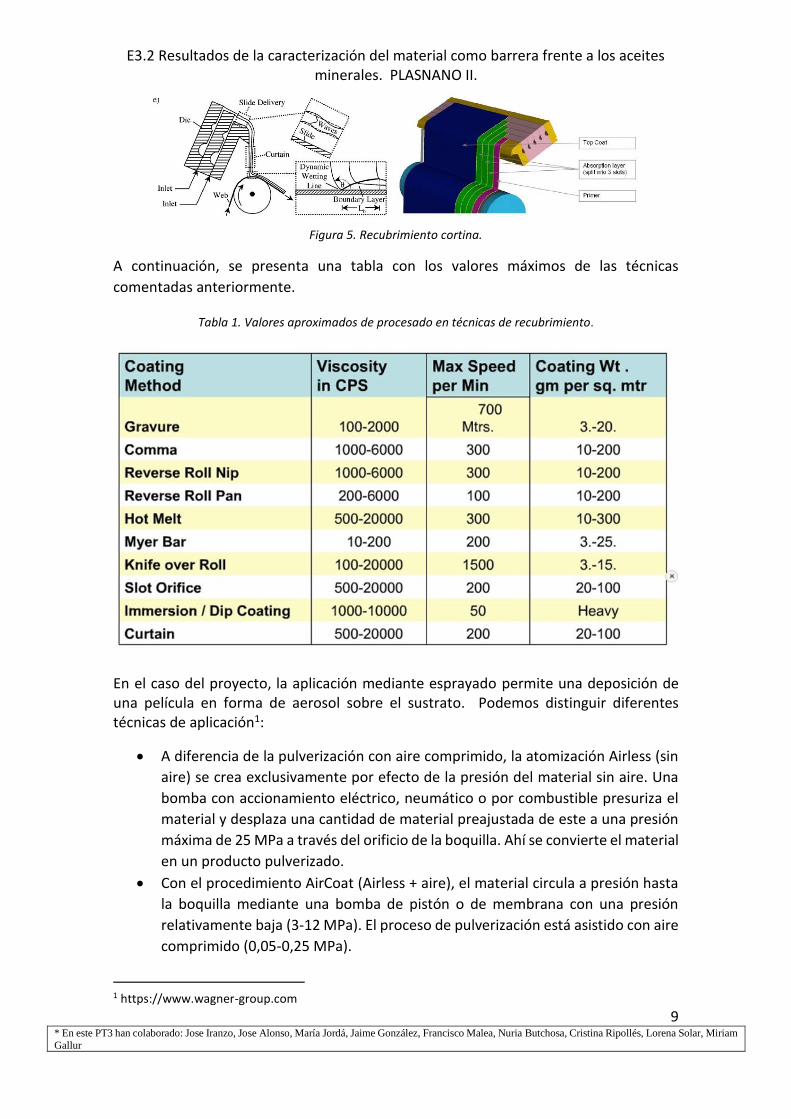
Figura 5. Recubrimiento cortina.
A continuación, se presenta una tabla con los valores máximos de las técnicas
comentadas anteriormente.
Tabla 1. Valores aproximados de procesado en técnicas de recubrimiento.
En el caso del proyecto, la aplicación mediante esprayado permite una deposición de una película en forma de aerosol sobre el sustrato. Podemos distinguir diferentes técnicas de aplicación1:
• A diferencia de la pulverización con aire comprimido, la atomización Airless (sin
aire) se crea exclusivamente por efecto de la presión del material sin aire. Una
bomba con accionamiento eléctrico, neumático o por combustible presuriza el
material y desplaza una cantidad de material preajustada de este a una presión
máxima de 25 MPa a través del orificio de la boquilla. Ahí se convierte el material
en un producto pulverizado.
• Con el procedimiento AirCoat (Airless + aire), el material circula a presión hasta
la boquilla mediante una bomba de pistón o de membrana con una presión
relativamente baja (3-12 MPa). El proceso de pulverización está asistido con aire
comprimido (0,05-0,25 MPa).
1 https://www.wagner-group.com
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
10 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
• FineSpray es una técnica de pulverización accionada por aire a presión. En esta
técnica, el material se mezcla al salir a través de la boquilla anular con el aire que
fluye en la boquilla. De este modo, el material se atomiza en gotas minúsculas,
lo cual da como resultado un sistema de pulverización de gran homogeneidad.
En el siguiente apartado se indican los parámetros empleados para la aplicación del recubrimiento.
2.1.3 Proceso de obtención de recubrimiento por esprayado
Se empleó un papel kraft blanqueado para la realización de los ensayos. La preparación de las disoluciones de PLA empleó un grado de Natureworks comercial. Para ello se disolvió el pellet en acetato de etilo hasta alcanzar la concentración deseada a temperatura ambiente.
La dispersión de las arcillas se realizó en acetato de etilo. A continuación, se procedió a la mezcla con la disolución de PLA en tres concentraciones diferentes de carga en relación a peso de PLA. El procedimiento de recubrimientos por esprayado seguido ha sido el siguiente:
1. Se han preparado las disoluciones de polímero aditivado con las arcillas o aditivos
correspondientes. En un estadio inicial se ha utilizado una placa calefactora hasta
alcanzar las Tª adecuadas.
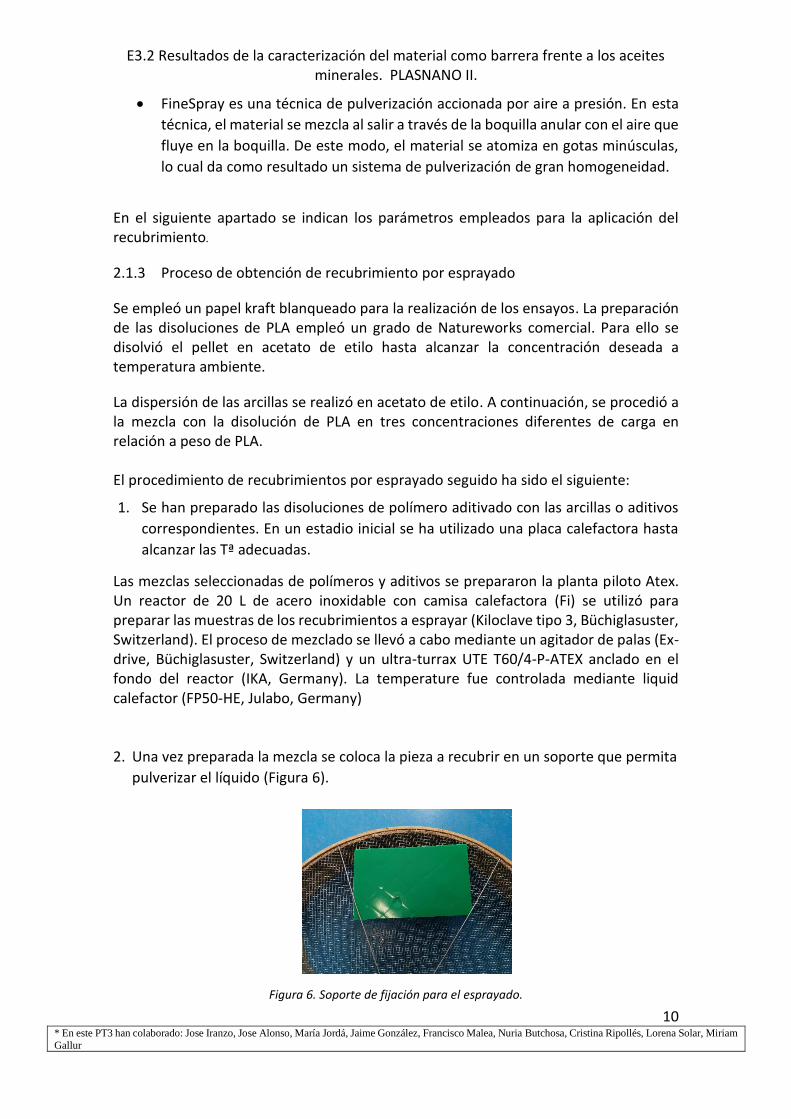
Las mezclas seleccionadas de polímeros y aditivos se prepararon la planta piloto Atex. Un reactor de 20 L de acero inoxidable con camisa calefactora (Fi) se utilizó para preparar las muestras de los recubrimientos a esprayar (Kiloclave tipo 3, Büchiglasuster, Switzerland). El proceso de mezclado se llevó a cabo mediante un agitador de palas (Ex-drive, Büchiglasuster, Switzerland) y un ultra-turrax UTE T60/4-P-ATEX anclado en el fondo del reactor (IKA, Germany). La temperature fue controlada mediante liquid calefactor (FP50-HE, Julabo, Germany) 2. Una vez preparada la mezcla se coloca la pieza a recubrir en un soporte que permita
pulverizar el líquido (Figura 6).
Figura 6. Soporte de fijación para el esprayado.
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
11 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
3. Para esprayar el recubrimiento sobre los distintos papeles se utiliza una pistola de
HVLP con copa de gravedad, y un manómetro pare medir la presión de salida del
líquido.
4. Se llena la copa de la pistola con polímero aditivado, y tras regular el manómetro
para alcanzar una presión necesaria se pulveriza sobre la probeta). Se realizan
diversas pasadas sobre cada pieza de manera continua, dependiendo de los
espesores que se quieran obtener.
5. Realizamos el ensayo a 3 probetas distintas por cada líquido empleado.
6. Una vez realizado el ensayo sobre cada pieza, evaluamos si se produce algún
desprendimiento del coating o algún cambio significativo.
7. Por último, realizamos un test de adherencia basándonos en la Norma ISO
2409:2013.
Para la obtención de los papeles recubierto se han llevado a cabo distintos diseños de experimentos.
2.1.4 Caracterización de los recubrimientos
Los recubrimientos fueron caracterizados mediante las siguientes técnicas:
a) Espesores y gramajes según la Norma según UNE EN ISO 536:13 (gr/m2).
b) Porosidad, determinada mediante un equipo Bendtsen siguiendo la norma ISO
8791-2:2013. Se realizaron diez medidas de cada muestra, presentándose datos
con promedio y desviación estándar.
c) Absorción de agua basada en el método Cobb-60 (Acquati Giuseppe). Las medidas
fueron por triplicado siguiendo la ISO 535:2014.
d) Ángulo de contacto (OCA 15EC, DataPhysics) empleando agua como agente de
medida. Las medidas se realizaron mediante captura de imágenes con un tiempo
de un minuto, realizándose por duplicado.
e) Brillo mediante un espectofotómetro (UltraScan PRO, HunterLab), realizándose 10
medidas para cada muestra
Con respecto al espesor y gramaje se han evaluado todas las muestras puesto que estos resultados son críticos a la hora de establecer la barrera a los aceites minerales.
Respecto a la porosidad, generalmente todas las muestras mostraron grandes variaciones, indicando que la aplicación del recubrimiento no mejora la superficie de la forma esperada. Esto puede ser debido a la técnica de aplicación empleada y a la formulación base.
Otro factor que puede generar este problema puede ser los aglomerados de las partículas. Los resultados de absorción de Cobb y ángulo de contacto diferencian el efecto del recubrimiento, mostrando una disminución del ángulo de contacto de 96 a 70 °C. Sin embargo, establecer una relación entre carga de arcilla y su efecto en Cobb/ángulo de contacto es difícil, dado que a estos niveles de recubrimiento la morfología superficial es complicada.
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
12 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
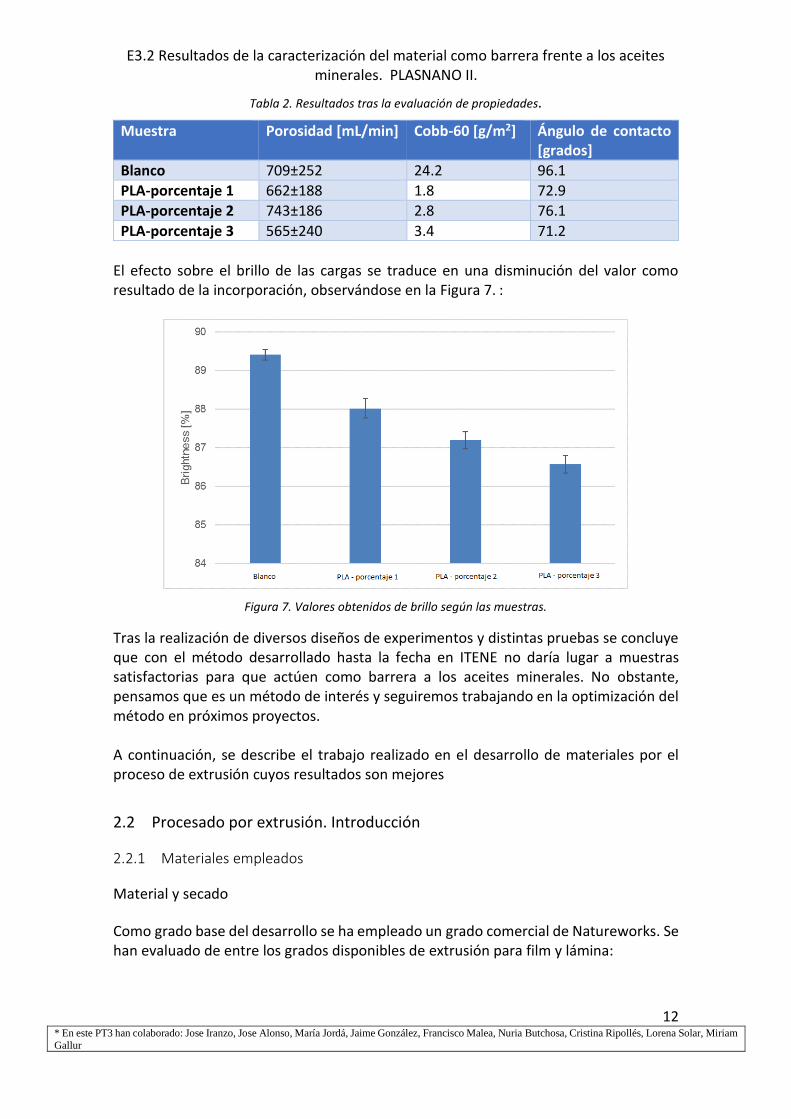
Tabla 2. Resultados tras la evaluación de propiedades.
Muestra Porosidad [mL/min] Cobb-60 [g/m2] Ángulo de contacto [grados]
Blanco 709±252 24.2 96.1
PLA-porcentaje 1 662±188 1.8 72.9
PLA-porcentaje 2 743±186 2.8 76.1
PLA-porcentaje 3 565±240 3.4 71.2
El efecto sobre el brillo de las cargas se traduce en una disminución del valor como resultado de la incorporación, observándose en la Figura 7. :
Figura 7. Valores obtenidos de brillo según las muestras.
Tras la realización de diversos diseños de experimentos y distintas pruebas se concluye que con el método desarrollado hasta la fecha en ITENE no daría lugar a muestras satisfactorias para que actúen como barrera a los aceites minerales. No obstante, pensamos que es un método de interés y seguiremos trabajando en la optimización del método en próximos proyectos. A continuación, se describe el trabajo realizado en el desarrollo de materiales por el proceso de extrusión cuyos resultados son mejores
2.2 Procesado por extrusión. Introducción
2.2.1 Materiales empleados
Material y secado
Como grado base del desarrollo se ha empleado un grado comercial de Natureworks. Se han evaluado de entre los grados disponibles de extrusión para film y lámina:
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
13 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
Natureworks no dispone de un grado específico para extrusión recubrimiento, por lo que se optó por la evaluación de un grado estándar, que pudiera ser procesado en forma de film.
Los materiales a procesar se acondicionaron previamente al procesado en la máquina, como se ha indicado en otros informes de este proyecto. Todos los materiales se han secado en caso necesario hasta los límites aconsejados en las hojas de especificaciones técnicas o en su defecto a los límites establecidos para procesar de forma adecuada el ácido poliláctico. Para el secado de pellets se han empleado dos deshumidificadores industriales: Mann Hummel TF40 eco HT y Whittmann ES 40 Drymax
Para el proceso se empleó una temperatura constante, hasta establecer mediante valoración por Karl Fisher un contenido de humedad en el plástico que prevenga la degradación del material durante el procesado.
Arcilla y secado
Los aditivos han sido secados en caso necesario empleando una estufa de vacío, con el fin de eliminar la máxima humedad posible. El contenido final de humedad se determinó mediante análisis termogravimétrico (TGA), observándose un contenido promedio de 1-2% (m/m) en los materiales evaluados.
Papel: para la realización de ensayos se optó por la utilización de papeles kraft de bajo gramaje, permitiendo evaluar un comportamiento para papeles destinados a la formación de estructuras de cartón ondulado. 2.2.2 Descripción de equipamiento de procesado de composites
Procesado de compuestos mediante extrusora
Se han procesado compuestos basados en el grado comercial seleccionado de PLA con arcillas con tamaño de partícula y grado de modificación óptimos a partir de las pruebas anteriores. Estos materiales se han procesado mediante una extrusora doble husillo co-rotativa Coperion ZSK 26Mc (Stuttgart, Alemania), con un diámetro de husillos de 26 mm y una relación longitud-diámetro (L/D) de 40 (la longitud es 40 veces el diámetro del husillo). La extrusora de doble husillo está equipada con un dosificador gravimétrico principal para polímero en granza DDW-MST FW40 (Brabender, Duisburg, Alemania), y un puerto de dosificación de sólidos DDW MD2 DSR 28-10).
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
14 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
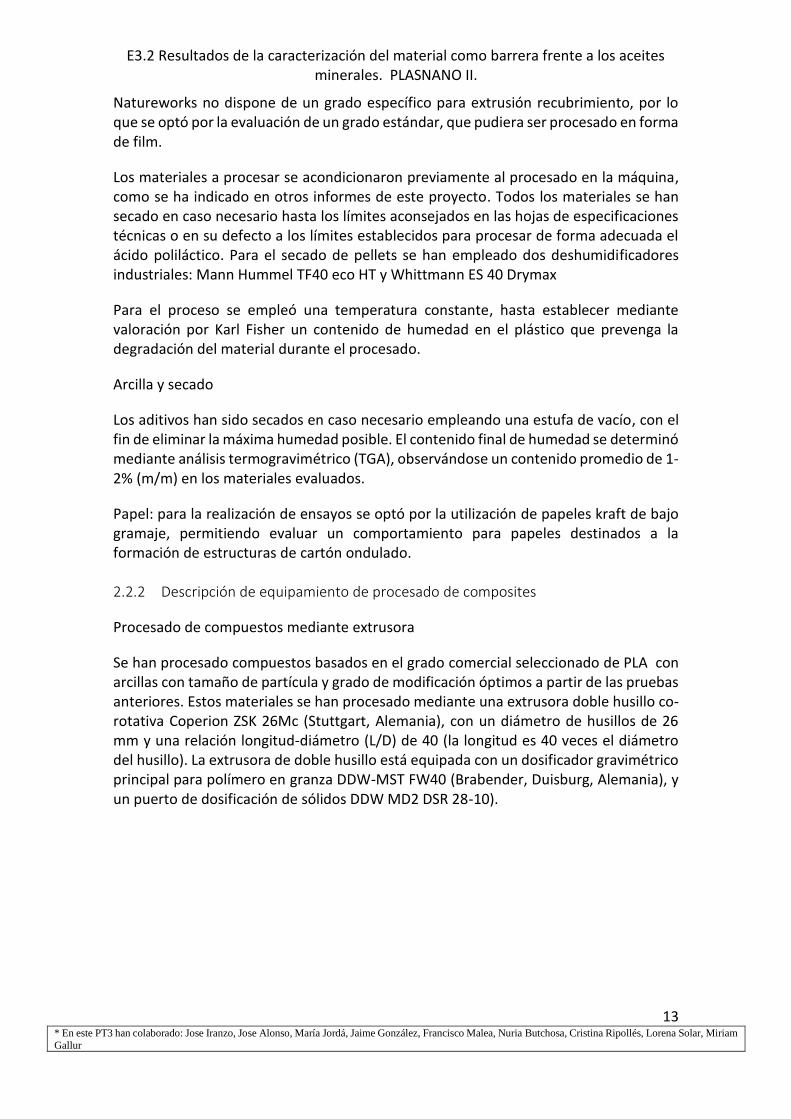
Figura 8. Proceso de compounding a escala piloto.
El procesado se realizó empleando una configuración de husillos optimizada en ensayos previos.
El perfil de temperaturas del husillo y las condiciones de procesado que se emplearon se muestran en la ¡Error! No se encuentra el origen de la referencia. y ¡Error! No se encuentra el origen de la referencia..
Tabla 3. Perfil de temperaturas del husillo (Izquierda: alimentación, derecha, salida de máquina).
Zona 1 Zona 10
200 170
Se observaron oscilaciones menores a 2-3 °C en las distintas zonas durante el procesado de las muestras, resultado de las zonas de cizalla del material y efecto de diferencias en la concentración de las muestras.
Tabla 4. Condiciones de procesado en COPERION ZSK26 MC.
Velocidad extrusión (rpm)
Alimentador lateral (rpm)
350 300
Se constató mediante el análisis del tamaño de partícula que la distribución promedio D90 era superior a 100 micras, por lo que se procedió a la molienda y tamizado
Tabla 5. Respuesta de procesado en COPERION ZSK26 MC.
Concentración de arcilla modificada
Par de torsión (%) Energía específica (kWh/kg)
Temperatura de masa (ºC)
Concentración 4 58-61 0.289 178
Tras el procesado del compuesto (concentración 4 de arcilla), se debe secar y cristalizar el material. El proceso de cristalización implica una agitación constante del material para prevenir la agregación o pegado entre los pellets procesados al pasar de un estado amorfo a cristalino. Para el proceso se empleó una temperatura constante, hasta
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
15 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
establecer mediante valoración por Karl Fisher un contenido de humedad en el plástico que prevenga la degradación del material durante el procesado.
2.3 Procesado de materiales en recubrimiento/film.
2.3.1 Consideraciones generales.
El proceso de extrusión recubrimiento puede resumirse en una serie de pasos:
• Fundido del material mediante una extrusora y aplicación a través de una
boquilla plana.
• Deposición del material fundido sobre una superficie (papel), a una velocidad
predeterminada, viniendo alimentada de una bobina de papel.
• Recogida del material recubierto en forma de bobina para su posterior
conversión.
Dentro de este proceso, cabe destacar una serie de consideraciones a evaluar para incrementar el resultado.
• Precalentamiento del sustrato antes de la aplicación del fundido. Este proceso
permite que la superficie sea más receptiva al sustrato fundido, eliminando
humedad. Debe controlarse este paso, al afectar a las propiedades mecánicas
del papel. Se han realizado pruebas previas en este punto, pero se ha decidido
no aplicar este tipo de pretratamiento.
• Las velocidades de línea (papel) elevadas, permiten obtener bajos espesores, sin
embargo, deben considerarse para ello propiedades propias del material. Estas
son la viscosidad/reología, temperatura, y la elongación del material en fundido,
entre otras.
Por tanto, se debe abordar el proceso de ajuste de materiales y procesado desde distintas vías, con el fin de obtener las mejores propiedades posibles.
2.3.2 Procesado Para el procesado de los materiales se ha empleado una extrusora monohusillo con un cabezal de espesor ajustable. El procesado de los materiales implicó el ajuste de las temperaturas de procesado, velocidades de husillo y control de la unidad de calandra. Las pruebas se llevan a cabo con el equipo adquirido Anzust Stand alone extruder 30/32 D with film die accessories (BRABENDER GmbH&Co). En los ensayos se planteó alimentación directa sin secado previo, partiendo de material seco envasado en sacos de alta barrera, que serían abiertos según necesidad de alimentación. La alimentación es directa a través de tolva. Durante los ensayos, se han ido modificando las temperaturas de proceso con el fin de intentar maximizar las propiedades. En una parte inicial, se ajustaron las condiciones de proceso empleando el material para obtener films, de forma previa a la obtención de materiales recubiertos con PLA y arcilla modificada. De esta forma se comprueba que
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
16 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
no existen problemas de fluidez con el material de forma previa al proceso de extrusión-recubrimiento.
2.3.3 Defectos en los materiales
Durante los ensayos se observaron una serie de defectos, evaluándose adicionalmente el potencial efecto de otros en los materiales.
• Huecos en la capa aplicada. Pueden ser causados por componentes volátiles en
el fundido o en el sustrato. El empleo de temperaturas elevadas puede conllevar
la degradación del material, como se ha indicado anteriormente.
Adicionalmente, en el caso de materiales que incorporan cargas o aditivos, estos
pueden verse afectados también.
• Estrechamiento del fundido (neck in). Cuando el fundido sale del cabezal y es
estirado por el papel o la calandra, se observa un estrechamiento en los bordes
debido a la diferencia de velocidades entre el fundido y la superficie. Cuanto
menor sea la distancia entre la salida y la superficie, se observa menor
disminución de anchura. Sin embargo, debe obtenerse un equilibrio entre
distancia debido a que la distancia de contacto es muy importante en el proceso
de adhesión entre polímero y papel.
• Diferencia de espesores: si no existe una buena limpieza en la boquilla, pueden
acumularse restos de materiales que afecten la distribución de espesores. Otros
factores que pueden afectar la distribución es un mal funcionamiento de los
elementos calefactores de la boquilla.
Durante el procesado de los materiales desarrollados se han constatado una serie de problemas de adhesión y comportamiento de los mismos.
Tabla 6. Problemas observados durante el procesado de los materiales y acciones realizadas.
Problema observado Acciones correctoras
Problemas de adhesión entre el sustrato y el polímero.
Tratamiento corona al papel de forma previa a la aplicación (offline). Sin embargo, el tratamiento no ha incrementado significativamente la adhesión del mismo (evaluado cualitativamente en el proceso de extrusión).
Variación de la distancia de contacto entre cabezal y superficie. La variación de la distancia (rango de 3-10 cm), no se trasladó en un incremento en la adhesión.
Modificación de temperaturas de proceso, el incremento de la temperatura no mejoró el comportamiento, ya que conllevó una degradación del material.
Dado que la adhesión del material es crítica para la aplicación objetivo, la realización de ensayos intentando incrementar el comportamiento sin resultados positivos conllevó al
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
17 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
final un replanteamiento del proyecto. Internamente se decidió desestimar la continuación de ensayos tras los resultados.
3 Caracterización del comportamiento del recubrimiento empleado como barrera frente a la migración de aceites minerales.
A falta de comprobar el mejor modo de recubrimiento para el PLA (apartado 3.1.) para el desarrollo del material barrera a los aceites minerales, se tuvo que validar si dicho material era capaz de frenar la migración de dichos compuestos y qué espesor era el más adecuado antes de ser procesado junto con el material celulósico. Para tal fin, se tuvo que poner a punto un método que determinase el grado de permeabilidad del material desarrollado a los aceites minerales. Para su consecución, se escogió una sustancia modelo de los aceites minerales como es el hexano.
La selección del hexano se hizo en base a su mayor volatilidad frente al resto de aceites minerales debido a su bajo peso molecular, por lo que era el candidato idóneo para confirmar la idoneidad de la barrera a corto plazo.
Para evaluar la capacidad del material como barrera a los aceites en primer lugar, se tuvo que diseñar un sistema que emulase una celda de permeabilidad a dicho compuesto, en la cual se incorporase una cantidad conocida de hexano y en la que, a continuación, se debía registrar la pérdida de peso del sistema a lo largo del tiempo debido a la evaporación del hexano y a su permeación a través del material de ensayo. Dicho sistema debía ser impermeable a la evaporación del hexano, siendo únicamente estanca la zona donde quedase depositado el hexano.
Finalmente, se realizaron las curvas correspondientes a la pérdida de hexano con el tiempo a través de ese material de envase.
3.1 Desarrollo del sistema de permeación del hexano.
Para desarrollar un sistema de permeación adecuado, nos basamos en las celdas metálicas diseñadas para cuantificar la permeación al vapor de agua y al oxígeno BYK-Gardner PERM Cup (Figura 13) con acreditación ASTM D 1653 e ISO 7783-2.
Estas celdas se depositan en un ambiente controlado de temperatura y humedad relativa y son utilizadas para determinar la velocidad de transmisión del vapor a través del recubrimiento y se cuantifica la pérdida de peso o ganancia del contenido de la copa durante un período determinado.

E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
18 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
Figura 9. Celda de permeabilidad modelo BYK-Gardner PERM Cup.
Con el fin de emular dichas celdas, las pruebas se realizaron en tarros de vidrio con tapa metálica Caps-Twist con cierre tipo Twist-Off (Figura 10). Estos tarros son usados con frecuencia para conservar todas las propiedades de los alimentos y al ser de vidrio, material más saludable para preservar cualquier producto, son impermeables a los gases.
Figura 10. Tarro de vidrio de 31 mL (TO-043) y tapa metálica Cap-Twist (Juvasa).
Para el desarrollo de la celda, se recortaron secciones de la tapa metálica de un área conocida de 3,5 cm2, y a continuación, se limaron los laterales a fin de que no pudieran cortar más tarde el film que se depositase en la cara interna.
Los materiales a evaluar su capacidad barrera se recortaron utilizando un troquel de área 12,6 cm2, y se pegaron a la cara interna de la tapa con ayuda de una cinta adhesiva de aluminio de enmascarar, para evitar las posibles pérdidas a través de las oberturas. Las tapas fueron enmascaradas, además, con esta cinta adhesiva por la cara externa, con el fin de minimizar las pérdidas. Finalmente, 10 mL de hexano fueron depositados en el interior del tarro de cristal y a continuación, se cerró con su tapa correspondiente y se anotó el peso del sistema cerrado y se contempló como peso inicial a tiempo cero.
Siguiendo este modelo, dos sistemas fueron evaluados:
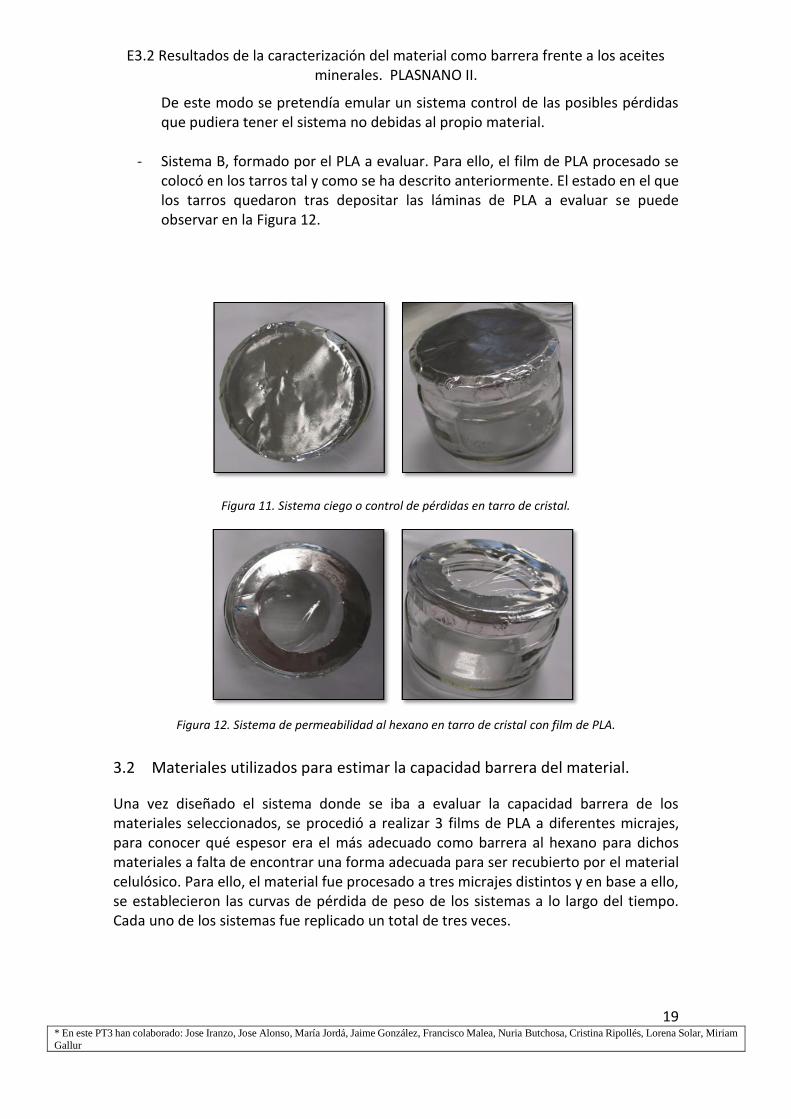
- Sistema A o ciego (Figura 11), se realizó utilizando el procedimiento descrito anteriormente, pero en lugar de depositar un material o film de PLA, se colocó recubriendo toda la zona recortada de la tapa una cinta adhesiva de aluminio.
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
19 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
De este modo se pretendía emular un sistema control de las posibles pérdidas que pudiera tener el sistema no debidas al propio material.
- Sistema B, formado por el PLA a evaluar. Para ello, el film de PLA procesado se colocó en los tarros tal y como se ha descrito anteriormente. El estado en el que los tarros quedaron tras depositar las láminas de PLA a evaluar se puede observar en la Figura 12.
Figura 11. Sistema ciego o control de pérdidas en tarro de cristal.
Figura 12. Sistema de permeabilidad al hexano en tarro de cristal con film de PLA.
3.2 Materiales utilizados para estimar la capacidad barrera del material.
Una vez diseñado el sistema donde se iba a evaluar la capacidad barrera de los materiales seleccionados, se procedió a realizar 3 films de PLA a diferentes micrajes, para conocer qué espesor era el más adecuado como barrera al hexano para dichos materiales a falta de encontrar una forma adecuada para ser recubierto por el material celulósico. Para ello, el material fue procesado a tres micrajes distintos y en base a ello, se establecieron las curvas de pérdida de peso de los sistemas a lo largo del tiempo. Cada uno de los sistemas fue replicado un total de tres veces.
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
20 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
3.3 Resultados preliminares para estimar la capacidad barrera al hexano.
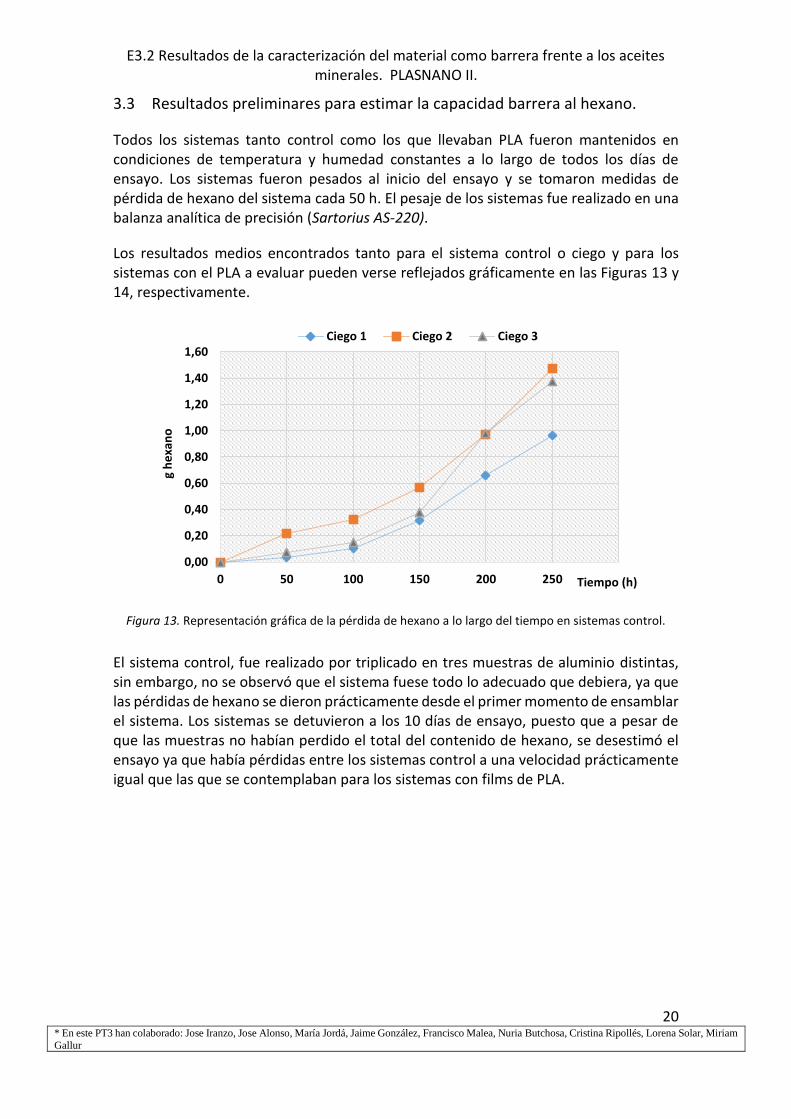
Todos los sistemas tanto control como los que llevaban PLA fueron mantenidos en condiciones de temperatura y humedad constantes a lo largo de todos los días de ensayo. Los sistemas fueron pesados al inicio del ensayo y se tomaron medidas de pérdida de hexano del sistema cada 50 h. El pesaje de los sistemas fue realizado en una balanza analítica de precisión (Sartorius AS-220).
Los resultados medios encontrados tanto para el sistema control o ciego y para los sistemas con el PLA a evaluar pueden verse reflejados gráficamente en las Figuras 13 y 14, respectivamente.
Figura 13. Representación gráfica de la pérdida de hexano a lo largo del tiempo en sistemas control.
El sistema control, fue realizado por triplicado en tres muestras de aluminio distintas, sin embargo, no se observó que el sistema fuese todo lo adecuado que debiera, ya que las pérdidas de hexano se dieron prácticamente desde el primer momento de ensamblar el sistema. Los sistemas se detuvieron a los 10 días de ensayo, puesto que a pesar de que las muestras no habían perdido el total del contenido de hexano, se desestimó el ensayo ya que había pérdidas entre los sistemas control a una velocidad prácticamente igual que las que se contemplaban para los sistemas con films de PLA.
0,00
0,20
0,40
0,60
0,80
1,00
1,20
1,40
1,60
0 50 100 150 200 250 300
g h
exa
no
Tiempo (h)
Ciego 1 Ciego 2 Ciego 3
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
21 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
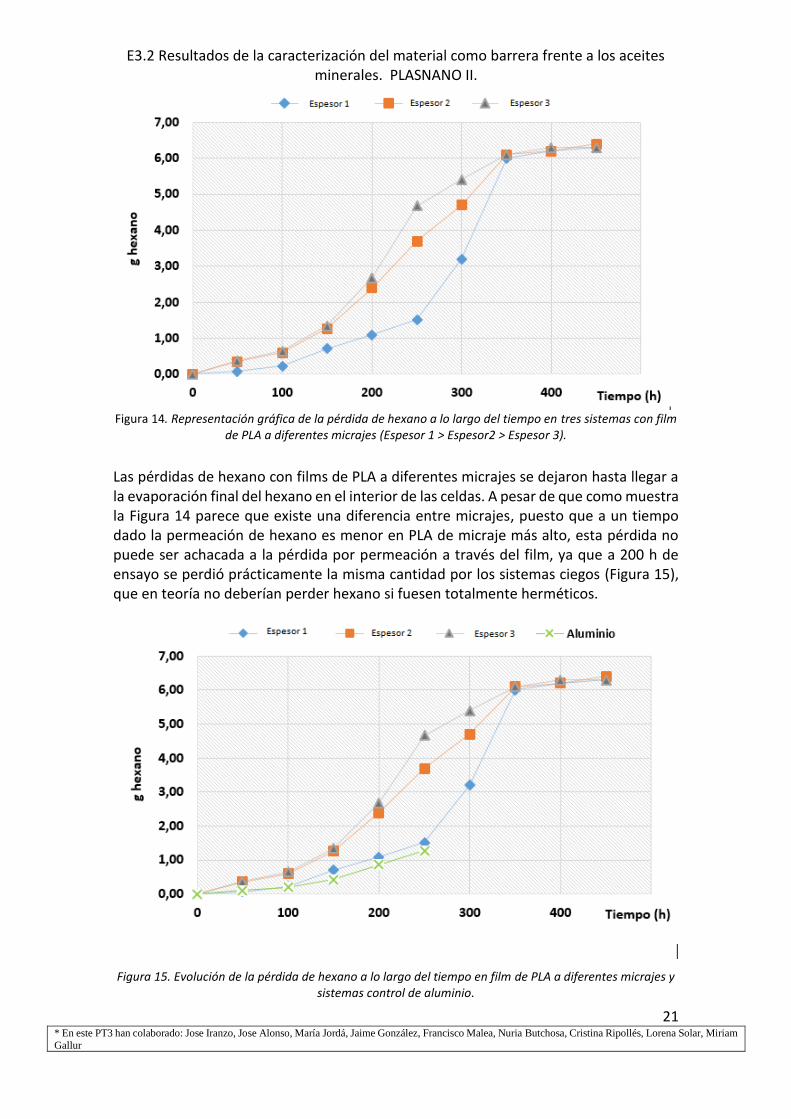
Figura 14. Representación gráfica de la pérdida de hexano a lo largo del tiempo en tres sistemas con film
de PLA a diferentes micrajes (Espesor 1 > Espesor2 > Espesor 3).
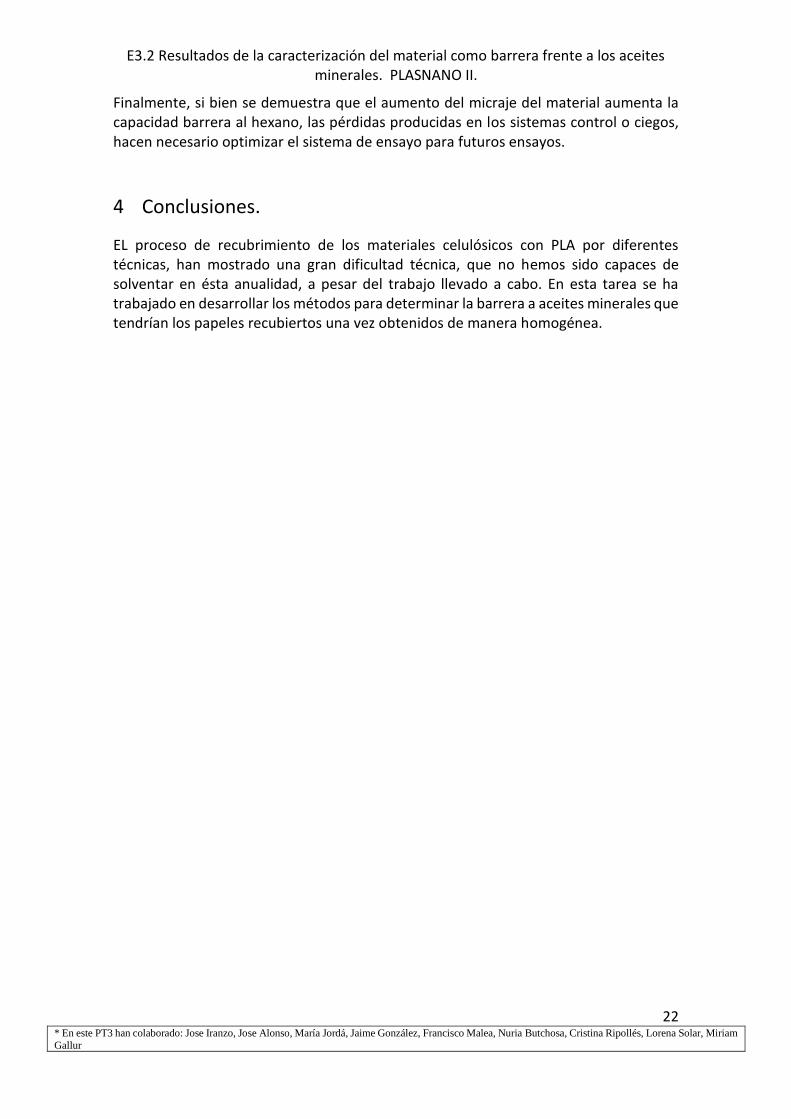
Las pérdidas de hexano con films de PLA a diferentes micrajes se dejaron hasta llegar a la evaporación final del hexano en el interior de las celdas. A pesar de que como muestra la Figura 14 parece que existe una diferencia entre micrajes, puesto que a un tiempo dado la permeación de hexano es menor en PLA de micraje más alto, esta pérdida no puede ser achacada a la pérdida por permeación a través del film, ya que a 200 h de ensayo se perdió prácticamente la misma cantidad por los sistemas ciegos (Figura 15), que en teoría no deberían perder hexano si fuesen totalmente herméticos.
Figura 15. Evolución de la pérdida de hexano a lo largo del tiempo en film de PLA a diferentes micrajes y sistemas control de aluminio.
E3.2 Resultados de la caracterización del material como barrera frente a los aceites minerales. PLASNANO II.
22 * En este PT3 han colaborado: Jose Iranzo, Jose Alonso, María Jordá, Jaime González, Francisco Malea, Nuria Butchosa, Cristina Ripollés, Lorena Solar, Miriam
Gallur
Finalmente, si bien se demuestra que el aumento del micraje del material aumenta la capacidad barrera al hexano, las pérdidas producidas en los sistemas control o ciegos, hacen necesario optimizar el sistema de ensayo para futuros ensayos.
4 Conclusiones.
EL proceso de recubrimiento de los materiales celulósicos con PLA por diferentes técnicas, han mostrado una gran dificultad técnica, que no hemos sido capaces de solventar en ésta anualidad, a pesar del trabajo llevado a cabo. En esta tarea se ha trabajado en desarrollar los métodos para determinar la barrera a aceites minerales que tendrían los papeles recubiertos una vez obtenidos de manera homogénea.



![Generar y distribuir conocimiento con TIC€¦ · Generar y distribuir conocimiento con TIC [5.1] Introducción [5.2] Lección magistral: Resumen del tema 5 [5.3] Herramientas para](https://img.pdfslide.es/doc/110x75/5fecba5ae695f151871429e1/generar-y-distribuir-conocimiento-con-tic-generar-y-distribuir-conocimiento-con.jpg)