Embed Size (px)
Citation preview
Manual de conceptos básicos en soldadura y corteSoldadura y corte con gas de protección para procesos:GMAW (MIG/MAG)GTAW (TIG/TAG)FCAW (Tubular)PAW (Plasma)OAW (Oxiacetileno)OFC-A (Oxicorte-Acetileno)
MANUAL DE CONCEPTOS BÁSICOS EN SOLDADURA
Y CORTE
SSOOLLDDAADDOORRSOLDADURA Y OXICORTE CON GAS DE PROTECCIÓN
Introducción 6-9
Proceso de soldadura MIG/MAG 10-13
Proceso de soldadura TIG 14-20
Proceso de soldadura PAW (Soldadura por arco plasma) 21
Tipos de uniones 22-27
Defectos y causas en las soldaduras 28-29
Gases de protección 30-33
• Soldadura MIG/MAG
• Soldadura TIG
Datos de soldadura 34-40
• Soldadura MIG/MAG
• Soldadura alambre tubular – FCAW
• Soldadura TIG
Corte con oxiacetileno 41
La seguridad siempre 49
ÍÍNNDDIICCEE
30
“ Reduzca el nivel de salpicadurasy mejore el perfil de la unión con el
empleo de mezclas FERRO D eINFRA MIXX 200 minimice elesmerilado post-soldadura.”
RECOMENDACIÓN
Gases para la soldadura MIG/MAG
Aceros al Carbono y de baja aleación
Los gases FERRO D y G, INFRA MIXX 200/25, INFRAMIXX 200/20, INFRA MIXX 200/8, INFRA MIXX 200/2,INFRA MIXX 200/02, INFRA MIXX 200/05, se empleanpara soldar aceros al Carbono.
La elección depende de la composición del acero y delos requerimientos de operación.
Líneas generales
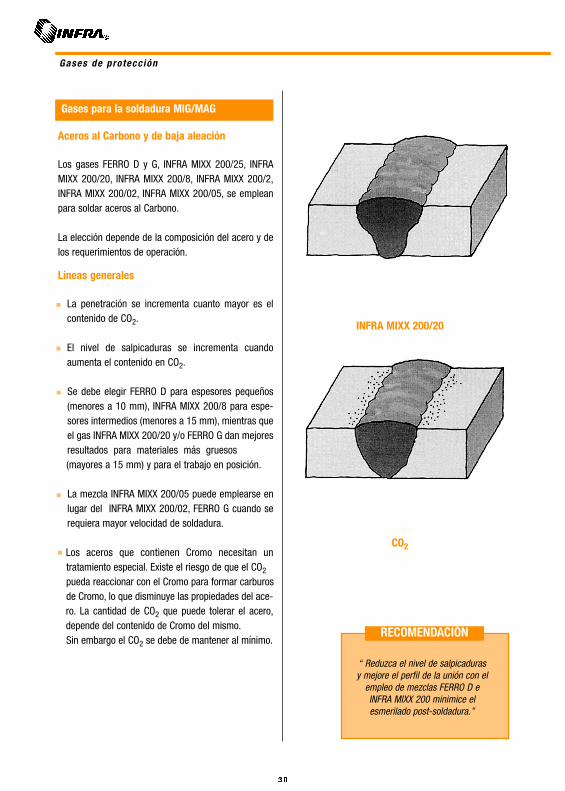
La penetración se incrementa cuanto mayor es elcontenido de CO2.
El nivel de salpicaduras se incrementa cuandoaumenta el contenido en CO2.
Se debe elegir FERRO D para espesores pequeños(menores a 10 mm), INFRA MIXX 200/8 para espe-sores intermedios (menores a 15 mm), mientras queel gas INFRA MIXX 200/20 y/o FERRO G dan mejoresresultados para materiales más gruesos (mayores a 15 mm) y para el trabajo en posición.
La mezcla INFRA MIXX 200/05 puede emplearse enlugar del INFRA MIXX 200/02, FERRO G cuando serequiera mayor velocidad de soldadura.
Los aceros que contienen Cromo necesitan un tratamiento especial. Existe el riesgo de que el CO2
pueda reaccionar con el Cromo para formar carburos de Cromo, lo que disminuye las propiedades del ace-ro. La cantidad de CO2 que puede tolerar el acero,depende del contenido de Cromo del mismo.Sin embargo el CO2 se debe de mantener al mínimo.
INFRA MIXX 200/20
CO2
Gases de protección
31
Acero al Carbono
INFRA MIXX 200/2( Ar + CO2 )
INFRA MIXX 200/8( Ar + CO2 )
INFRA MIXX 200/25 óINFRA MIXX 200/20( Ar + CO2 )
FERRO D( Ar + CO2 + O2 )
Gases para la soldadura MIG/MAG
Recomendado para la soldadura de aceros al Carbono y de baja aleación (Cromo-Molibdeno) y aceros inoxidables de espesores menores a 10 mm en cortocircuitoy en arco spray. Recomendada para alambres sólidos.
Recomendado para la soldadura de aceros al Carbono y de baja aleación (Cromo-Molibdeno) de espesores menores a 15 mm en cortocircuito y en arco spray.Recomendada para alambres sólidos.
El alto contenido de CO2 le garantiza excelente penetración para espesores may-ores a 15 mm, ideal para corto circuito con penetraciones y relaciones de aportecercanos al CO2 puro. Recomendada para alambres sólidos y tubulares.
Recomendado para la soldadura de aceros al Carbono de espesores nenores a10mm en arco spray pulsado. Confiere unas propiedades excelentes para procesosautomáticos de soldadura: incremento de velocidad y nivel mínimo de proyec-ciones. Recomendada para alambres sólidos y tubulares.
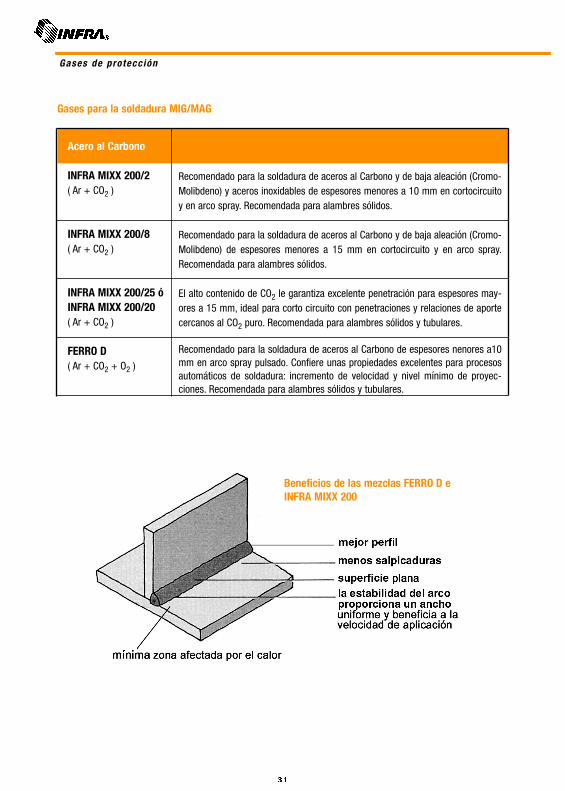
Beneficios de las mezclas FERRO D eINFRA MIXX 200
Gases de protección
32
Gases para la soldadura MIG/MAG
Gases de protección
Acero Inoxidable
INFRA MIXX 200/2( Ar + CO2 )
Excelente para soldadura convencional y MIG-sinérgico. La adición de CO2 aumenta laexcelente penetración. Aceros al carbón e inoxidable.
INFRA MIXX 200/02INFRA MIXX 200/05( Ar + O2 )
Para la transferencia en spray. La adición de O2 estabiliza el arco y disminuye lassocavaciones.
Aluminio y sus aleaciones
ARGÓN Arco estable y controlable.Utilizado para el aluminio puro y sus aleaciones, el cordón final requiere limpieza.
ALUMIXX
( Ar + He )
La adición de Helio proporciona un arco eléctrico de mayor aporte térmico que asegu-ra una mejor fusión del material en diversos espesores, incrementa la velocidad deaplicación y la penetración.
Cobre y sus aleaciones
ARGÓN Empleado para láminas y placas menores a 9 mm de espesor, el cordón final requierelimpieza.
ALUMIXX
( Ar + He )
La adición de Helio proporciona un arco eléctrico de mayor aporte térmico que asegu-ra una mejor fusión del material en diversos espesores menores a 6 mm, en espesoresmayores garantiza excelente penetración y mayor velocidad de aplicación.
Níquel y sus aleaciones
ARGÓN Se emplea para láminas y placas menores a 9 mm de espesor.Válido para la aplicación por arco pulsado, el cordón final requiere limpieza.
ALUMIXX
( Ar + He )
La adición de Helio proporciona un arco eléctrico de mayor aporte térmico que asegu-ra una mejor fusión del material en diversos espesores, garantiza excelente pene-tración y mayor velocidad de aplicación.
RECOMENDACIÓNLas mezclas para soldar línea
INFRA MIXX, garantizan:- Incremento de la productividad
- Mejora considerable de la calidad de la soldadura
- Mayor seguridad al reducir la emisión dehumos tóxicos y menores radiaciones infrar-
rojos y ultravioleta
33
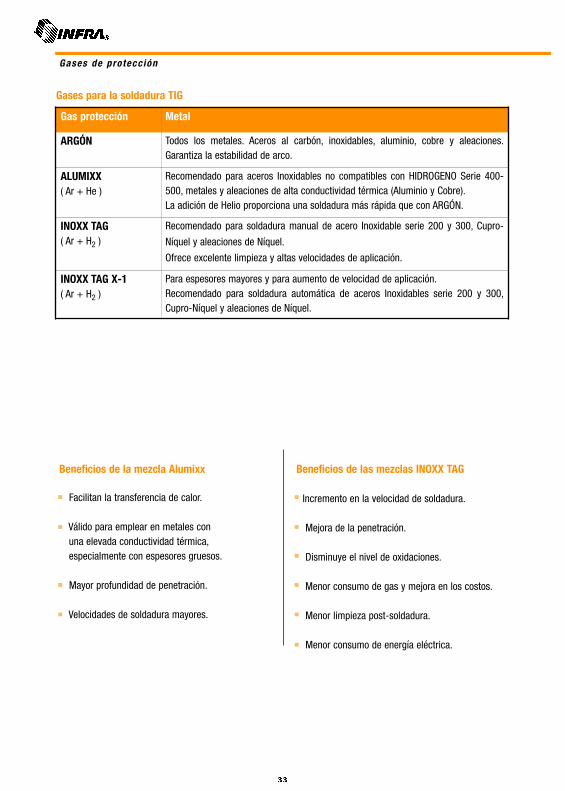
Beneficios de la mezcla Alumixx
Facilitan la transferencia de calor.
Válido para emplear en metales con una elevada conductividad térmica,especialmente con espesores gruesos.
Mayor profundidad de penetración.
Velocidades de soldadura mayores.
Beneficios de las mezclas INOXX TAG
Incremento en la velocidad de soldadura.
Mejora de la penetración.
Disminuye el nivel de oxidaciones.
Menor consumo de gas y mejora en los costos.
Menor limpieza post-soldadura.
Menor consumo de energía eléctrica.
Gases para la soldadura TIG
Gases de protección
Gas protección Metal
ARGÓN Todos los metales. Aceros al carbón, inoxidables, aluminio, cobre y aleaciones.Garantiza la estabilidad de arco.
ALUMIXX( Ar + He )
Recomendado para aceros Inoxidables no compatibles con HIDROGENO Serie 400-500, metales y aleaciones de alta conductividad térmica (Aluminio y Cobre).La adición de Helio proporciona una soldadura más rápida que con ARGÓN.
INOXX TAG( Ar + H2 )
Recomendado para soldadura manual de acero Inoxidable serie 200 y 300, Cupro-
Níquel y aleaciones de Níquel.
Ofrece excelente limpieza y altas velocidades de aplicación.
INOXX TAG X-1( Ar + H2 )
Para espesores mayores y para aumento de velocidad de aplicación.Recomendado para soldadura automática de aceros Inoxidables serie 200 y 300,Cupro-Níquel y aleaciones de Níquel.
34
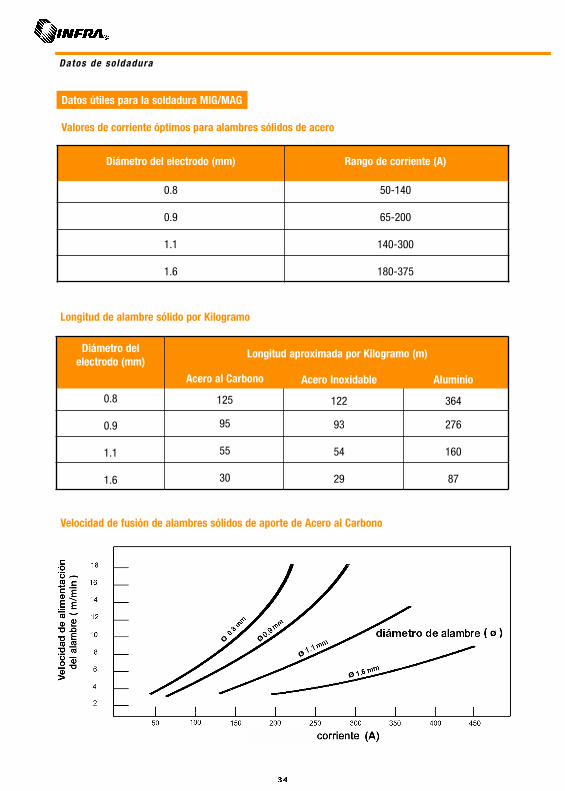
Datos útiles para la soldadura MIG/MAG
Valores de corriente óptimos para alambres sólidos de acero
Diámetro del electrodo (mm)
0.8
0.9
1.1
1.6
Rango de corriente (A)
50-140
65-200
140-300
180-375
Longitud de alambre sólido por Kilogramo
Diámetro del electrodo (mm)
0.8
0.9
1.1
1.6
Acero al Carbono
125
95
55
30
Acero Inoxidable
122
93
54
29
Aluminio
364
276
160
87
Longitud aproximada por Kilogramo (m)
Velocidad de fusión de alambres sólidos de aporte de Acero al Carbono
Datos de soldadura
35
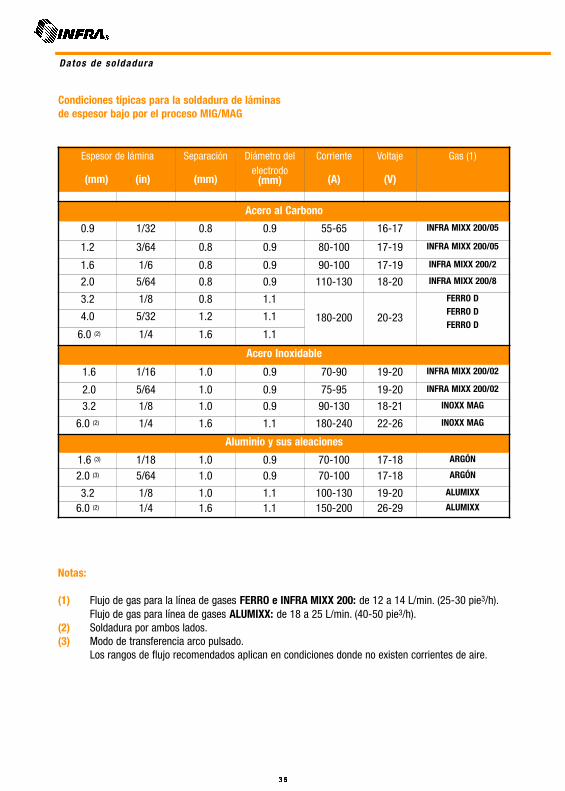
Condiciones típicas para la soldadura de láminas de espesor bajo por el proceso MIG/MAG
Notas:
(1) Flujo de gas para la línea de gases FERRO e INFRA MIXX 200: de 12 a 14 L/min. (25-30 pie3/h).Flujo de gas para línea de gases ALUMIXX: de 18 a 25 L/min. (40-50 pie3/h).
(2) Soldadura por ambos lados.(3) Modo de transferencia arco pulsado.
Los rangos de flujo recomendados aplican en condiciones donde no existen corrientes de aire.
Datos de soldadura
Espesor de lámina
(mm) (in)
Separación
(mm)
Diámetro delelectrodo
(mm)
Corriente
(A)
Voltaje
(V)
Gas (1)
Acero al Carbono
0.9 1/32 0.8 0.9 55-65 16-17 INFRA MIXX 200/05
1.2 3/64 0.8 0.9 80-100 17-19 INFRA MIXX 200/05
1.6 1/6 0.8 0.9 90-100 17-19 INFRA MIXX 200/2
2.0 5/64 0.8 0.9 110-130 18-20 INFRA MIXX 200/8
3.2 1/8 0.8 1.1
180-200 20-23
FERRO DFERRO DFERRO D
4.0 5/32 1.2 1.1
6.0 (2) 1/4 1.6 1.1
Acero Inoxidable
1.6 1/16 1.0 0.9 70-90 19-20 INFRA MIXX 200/02
2.0 5/64 1.0 0.9 75-95 19-20 INFRA MIXX 200/02
3.2 1/8 1.0 0.9 90-130 18-21 INOXX MAG
6.0 (2) 1/4 1.6 1.1 180-240 22-26 INOXX MAG
Aluminio y sus aleaciones
1.6 (3) 1/18 1.0 0.9 70-100 17-18 ARGÓN
2.0 (3) 5/64 1.0 0.9 70-100 17-18 ARGÓN
3.2 1/8 1.0 1.1 100-130 19-20 ALUMIXX
6.0 (2) 1/4 1.6 1.1 150-200 26-29 ALUMIXX
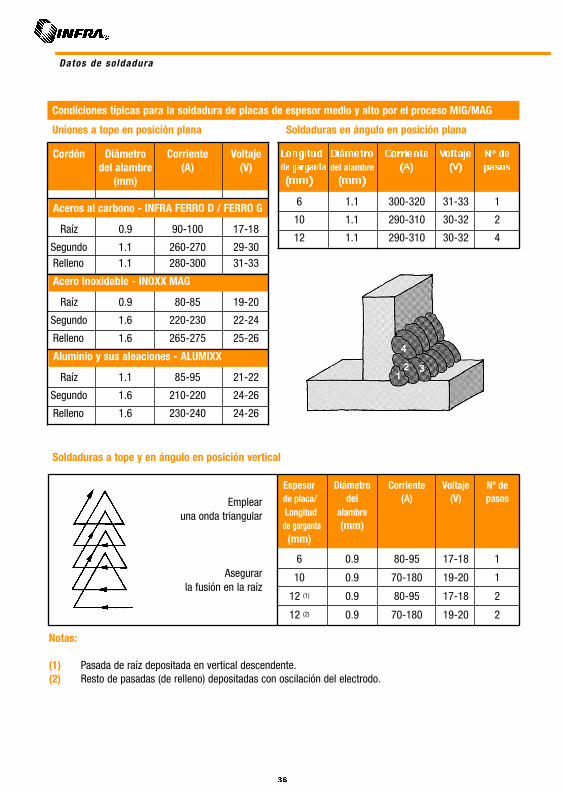
Condiciones típicas para la soldadura de placas de espesor medio y alto por el proceso MIG/MAG
Uniones a tope en posición plana Soldaduras en ángulo en posición plana
Soldaduras a tope y en ángulo en posición vertical
Cordón Diámetro Corriente Voltajedel alambre (A) (V)
(mm)
Aceros al carbono - INFRA FERRO D / FERRO G
Raíz 0.9 90-100 17-18
Segundo 1.1 260-270 29-30Relleno 1.1 280-300 31-33
Acero Inoxidable - INOXX MAG
Raíz 0.9 80-85 19-20
Segundo 1.6 220-230 22-24
Relleno 1.6 265-275 25-26
Aluminio y sus aleaciones - ALUMIXX
Raíz 1.1 85-95 21-22
Segundo 1.6 210-220 24-26
Relleno 1.6 230-240 24-26
Longitud Diámetro Corriente Voltaje Nº dede garganta del alambre (A) (V) pasos(mm) (mm)
6 1.1 300-320 31-33 1
10 1.1 290-310 30-32 2
12 1.1 290-310 30-32 4
Espesor Diámetro Corriente Voltaje Nº dede placa/ del (A) (V) pasosLongitud alambre
de garganta (mm)(mm)
6 0.9 80-95 17-18 1
10 0.9 70-180 19-20 1
12 (1) 0.9 80-95 17-18 2
12 (2) 0.9 70-180 19-20 2
Emplearuna onda triangular
Asegurarla fusión en la raíz
Notas:
(1) Pasada de raíz depositada en vertical descendente.(2) Resto de pasadas (de relleno) depositadas con oscilación del electrodo.
36
Datos de soldadura
37
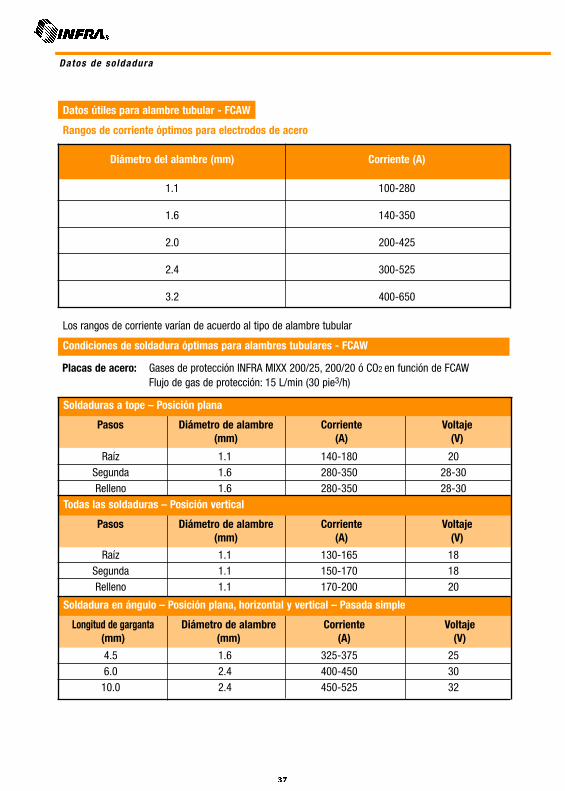
RaízSegundaRelleno
1.11.61.6
140-180280-350280-350
2028-3028-30
Pasos Diámetro de alambre(mm)
Corriente(A)
Voltaje(V)
Placas de acero: Gases de protección INFRA MIXX 200/25, 200/20 ó CO2 en función de FCAWFlujo de gas de protección: 15 L/min (30 pie3/h)
Datos útiles para alambre tubular - FCAW
Rangos de corriente óptimos para electrodos de acero
Los rangos de corriente varían de acuerdo al tipo de alambre tubular
Condiciones de soldadura óptimas para alambres tubulares - FCAW
Diámetro del alambre (mm)
1.1
1.6
2.0
2.4
3.2
Corriente (A)
100-280
140-350
200-425
300-525
400-650
RaízSegundaRelleno
1.11.11.1
130-165150-170170-200
181820
Soldaduras a tope – Posición plana
Pasos Diámetro de alambre(mm)
Corriente(A)
Voltaje(V)
Todas las soldaduras – Posición vertical
Longitud de garganta(mm)
Diámetro de alambre(mm)
Corriente(A)
Voltaje(V)
4.56.010.0
1.62.42.4
325-375400-450450-525
253032
Soldadura en ángulo – Posición plana, horizontal y vertical – Pasada simple
Datos de soldadura
38
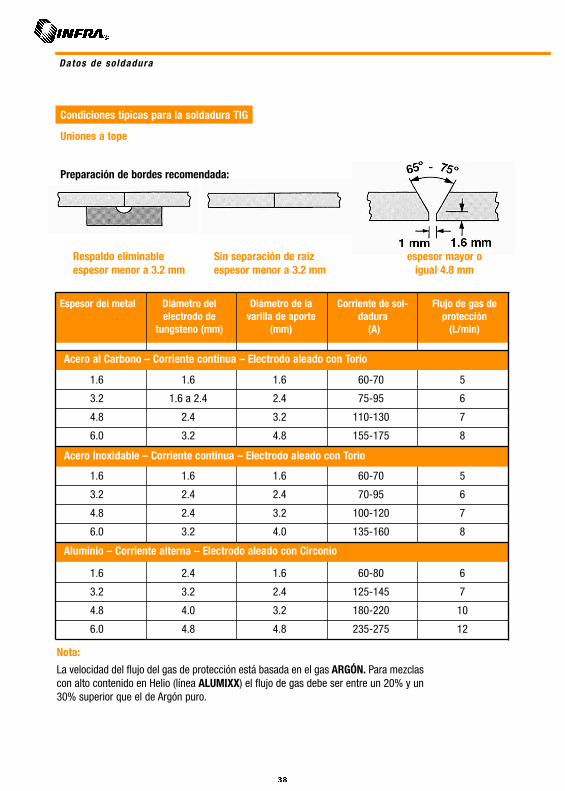
1.6
3.2
4.8
6.0
1.6
1.6 a 2.4
2.4
3.2
1.6
2.4
3.2
4.8
60-70
75-95
110-130
155-175
5
6
7
8
Respaldo eliminableespesor menor a 3.2 mm
Sin separación de raízespesor menor a 3.2 mm
espesor mayor oigual 4.8 mm
Espesor del metal Diámetro delelectrodo de
tungsteno (mm)
Diámetro de lavarilla de aporte
(mm)
Corriente de sol-dadura
(A)
Flujo de gas deprotección
(L/min)
Condiciones típicas para la soldadura TIG
Uniones a tope
Preparación de bordes recomendada:
Acero al Carbono – Corriente continua – Electrodo aleado con Torio
Nota:
La velocidad del flujo del gas de protección está basada en el gas ARGÓN. Para mezclascon alto contenido en Helio (línea ALUMIXX) el flujo de gas debe ser entre un 20% y un30% superior que el de Argón puro.
Acero Inoxidable – Corriente continua – Electrodo aleado con Torio
1.6
3.2
4.8
6.0
1.6
2.4
2.4
3.2
1.6
2.4
3.2
4.0
60-70
70-95
100-120
135-160
5
6
7
8
Aluminio – Corriente alterna – Electrodo aleado con Circonio
1.6
3.2
4.8
6.0
2.4
3.2
4.0
4.8
1.6
2.4
3.2
4.8
60-80
125-145
180-220
235-275
6
7
10
12
Datos de soldadura
39
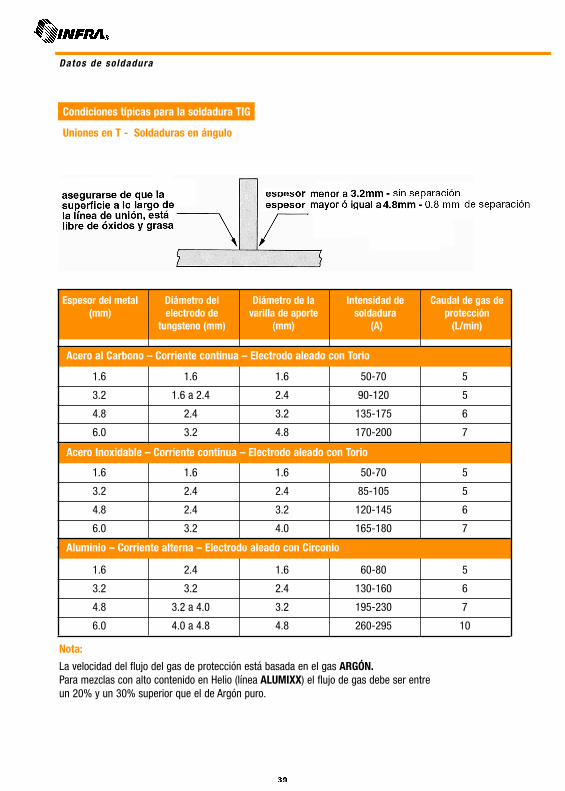
1.6
3.2
4.8
6.0
1.6
1.6 a 2.4
2.4
3.2
1.6
2.4
3.2
4.8
50-70
90-120
135-175
170-200
5
5
6
7
Espesor del metal(mm)
Diámetro delelectrodo de
tungsteno (mm)
Diámetro de lavarilla de aporte
(mm)
Intensidad desoldadura
(A)
Caudal de gas deprotección
(L/min)
Condiciones típicas para la soldadura TIG
Uniones en T - Soldaduras en ángulo
Acero al Carbono – Corriente continua – Electrodo aleado con Torio
Nota:
La velocidad del flujo del gas de protección está basada en el gas ARGÓN.Para mezclas con alto contenido en Helio (línea ALUMIXX) el flujo de gas debe ser entreun 20% y un 30% superior que el de Argón puro.
Acero Inoxidable – Corriente continua – Electrodo aleado con Torio
1.6
3.2
4.8
6.0
1.6
2.4
2.4
3.2
1.6
2.4
3.2
4.0
50-70
85-105
120-145
165-180
5
5
6
7
Aluminio – Corriente alterna – Electrodo aleado con Circonio
1.6
3.2
4.8
6.0
2.4
3.2
3.2 a 4.0
4.0 a 4.8
1.6
2.4
3.2
4.8
60-80
130-160
195-230
260-295
5
6
7
10
Datos de soldadura
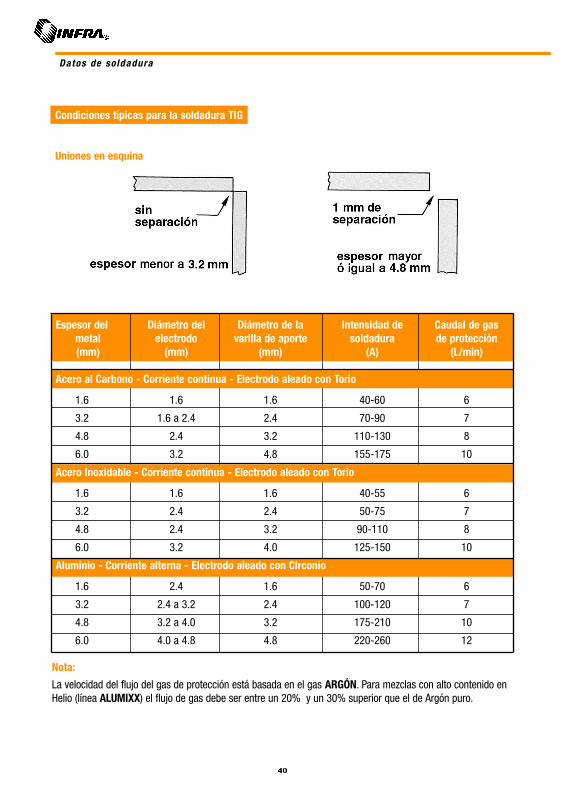
Condiciones típicas para la soldadura TIG
Uniones en esquina
Nota:
La velocidad del flujo del gas de protección está basada en el gas ARGÓN. Para mezclas con alto contenido enHelio (línea ALUMIXX) el flujo de gas debe ser entre un 20% y un 30% superior que el de Argón puro.
Espesor del Diámetro del Diámetro de la Intensidad de Caudal de gasmetal electrodo varilla de aporte soldadura de protección(mm) (mm) (mm) (A) (L/min)
Acero al Carbono - Corriente continua - Electrodo aleado con Torio
1.6 1.6 1.6 40-60 6
3.2 1.6 a 2.4 2.4 70-90 7
4.8 2.4 3.2 110-130 8
6.0 3.2 4.8 155-175 10
Acero Inoxidable - Corriente continua - Electrodo aleado con Torio
1.6 1.6 1.6 40-55 6
3.2 2.4 2.4 50-75 7
4.8 2.4 3.2 90-110 8
6.0 3.2 4.0 125-150 10
Aluminio - Corriente alterna - Electrodo aleado con Circonio
1.6 2.4 1.6 50-70 6
3.2 2.4 a 3.2 2.4 100-120 7
4.8 3.2 a 4.0 3.2 175-210 10
6.0 4.0 a 4.8 4.8 220-260 12
40
Datos de soldadura
41
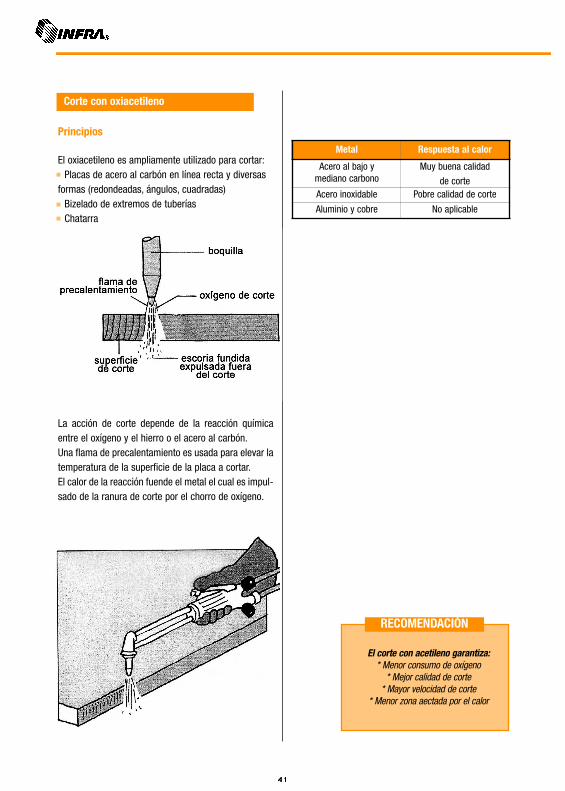
Principios
El oxiacetileno es ampliamente utilizado para cortar:Placas de acero al carbón en línea recta y diversas
formas (redondeadas, ángulos, cuadradas)Bizelado de extremos de tuberíasChatarra
La acción de corte depende de la reacción químicaentre el oxígeno y el hierro o el acero al carbón.Una flama de precalentamiento es usada para elevar latemperatura de la superficie de la placa a cortar.El calor de la reacción fuende el metal el cual es impul-sado de la ranura de corte por el chorro de oxígeno.
Corte con oxiacetileno
El corte con acetileno garantiza:* Menor consumo de oxígeno
* Mejor calidad de corte* Mayor velocidad de corte
* Menor zona aectada por el calor
RECOMENDACIÓN
Metal Respuesta al calor
Acero al bajo y mediano carbono
Muy buena calidad
de corteAcero inoxidable Pobre calidad de corte
Aluminio y cobre No aplicable
42
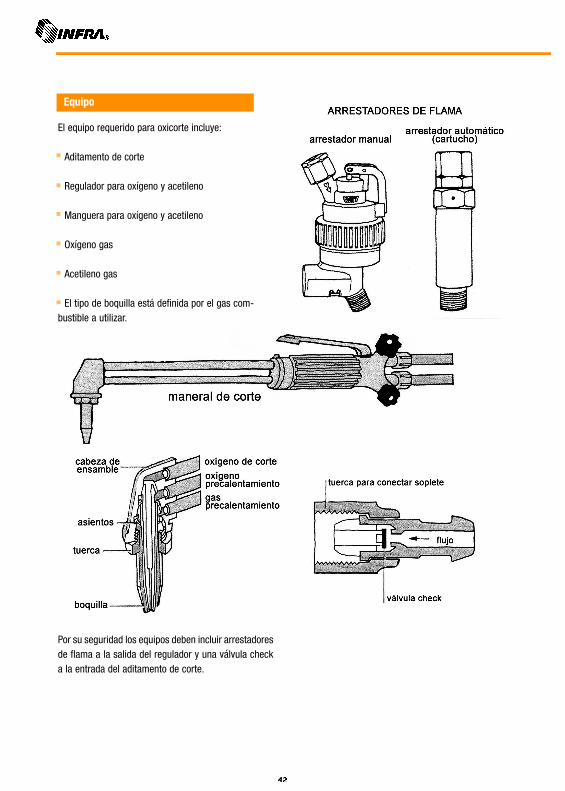
El equipo requerido para oxicorte incluye:
Aditamento de corte
Regulador para oxígeno y acetileno
Manguera para oxígeno y acetileno
Oxígeno gas
Acetileno gas
El tipo de boquilla está definida por el gas com-bustible a utilizar.
Por su seguridad los equipos deben incluir arrestadoresde flama a la salida del regulador y una válvula checka la entrada del aditamento de corte.
Equipo
43
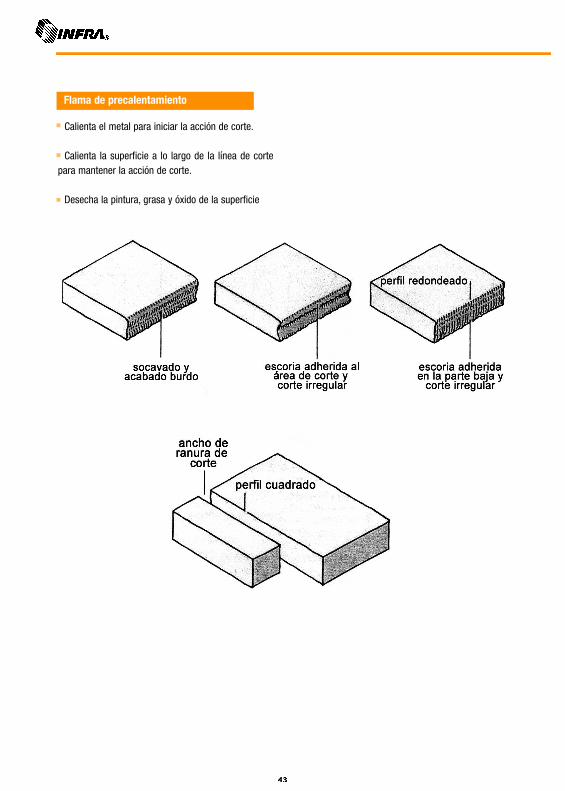
Calienta el metal para iniciar la acción de corte.
Calienta la superficie a lo largo de la línea de cortepara mantener la acción de corte.
Desecha la pintura, grasa y óxido de la superficie
Flama de precalentamiento
44
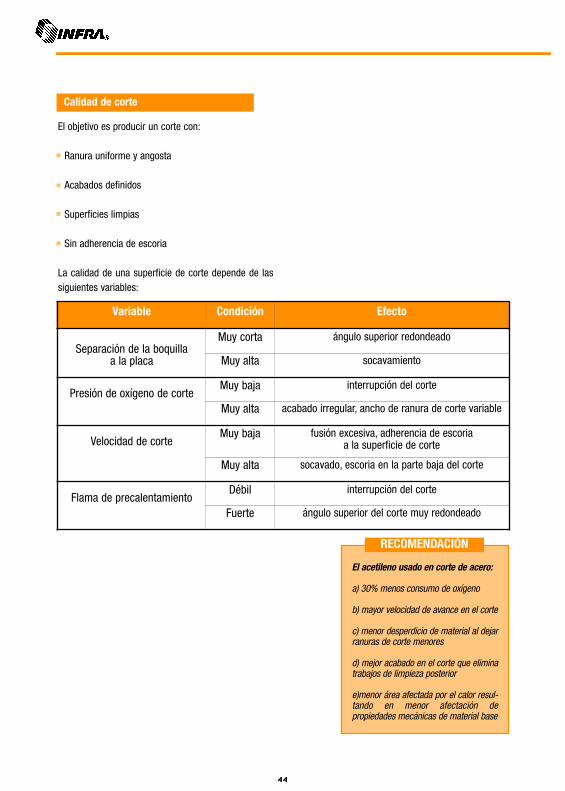
El objetivo es producir un corte con:
Ranura uniforme y angosta
Acabados definidos
Superficies limpias
Sin adherencia de escoria
La calidad de una superficie de corte depende de lassiguientes variables:
Calidad de corte
Variable Condición Efecto
Separación de la boquilla a la placa
Muy corta ángulo superior redondeado
Muy alta socavamiento
Presión de oxígeno de corteMuy baja interrupción del corte
Muy alta acabado irregular, ancho de ranura de corte variable
Velocidad de corteMuy baja fusión excesiva, adherencia de escoria
a la superficie de corte
Muy alta socavado, escoria en la parte baja del corte
Flama de precalentamientoDébil interrupción del corte
Fuerte ángulo superior del corte muy redondeado
RECOMENDACIÓN
El acetileno usado en corte de acero:
a) 30% menos consumo de oxígeno
b) mayor velocidad de avance en el corte
c) menor desperdicio de material al dejarranuras de corte menores
d) mejor acabado en el corte que eliminatrabajos de limpieza posterior
e)menor área afectada por el calor resul-tando en menor afectación depropiedades mecánicas de material base
45
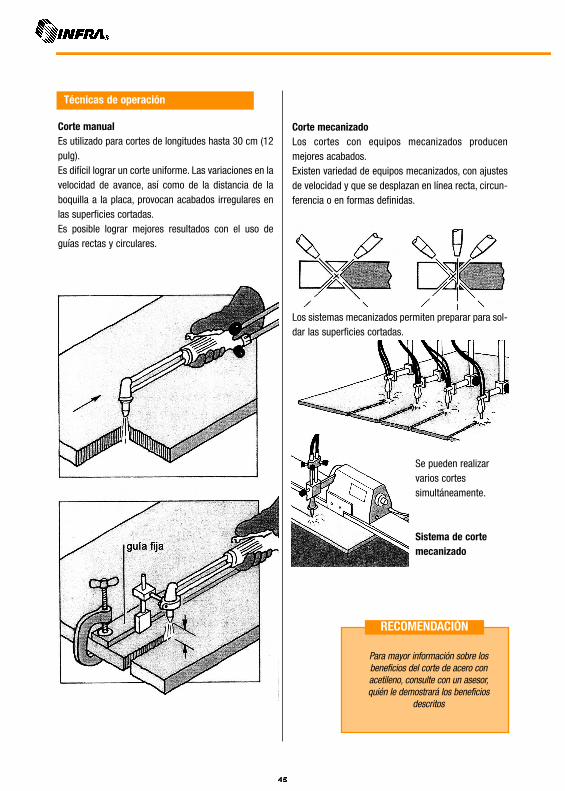
Corte manualEs utilizado para cortes de longitudes hasta 30 cm (12pulg).Es difícil lograr un corte uniforme. Las variaciones en lavelocidad de avance, así como de la distancia de laboquilla a la placa, provocan acabados irregulares enlas superficies cortadas.Es posible lograr mejores resultados con el uso deguías rectas y circulares.
Corte mecanizadoLos cortes con equipos mecanizados producenmejores acabados.Existen variedad de equipos mecanizados, con ajustesde velocidad y que se desplazan en línea recta, circun-ferencia o en formas definidas.
Los sistemas mecanizados permiten preparar para sol-dar las superficies cortadas.
Se pueden realizarvarios cortessimultáneamente.
Sistema de cortemecanizado
Técnicas de operación
Para mayor información sobre losbeneficios del corte de acero conacetileno, consulte con un asesor,quién le demostrará los beneficios
descritos
RECOMENDACIÓN
46
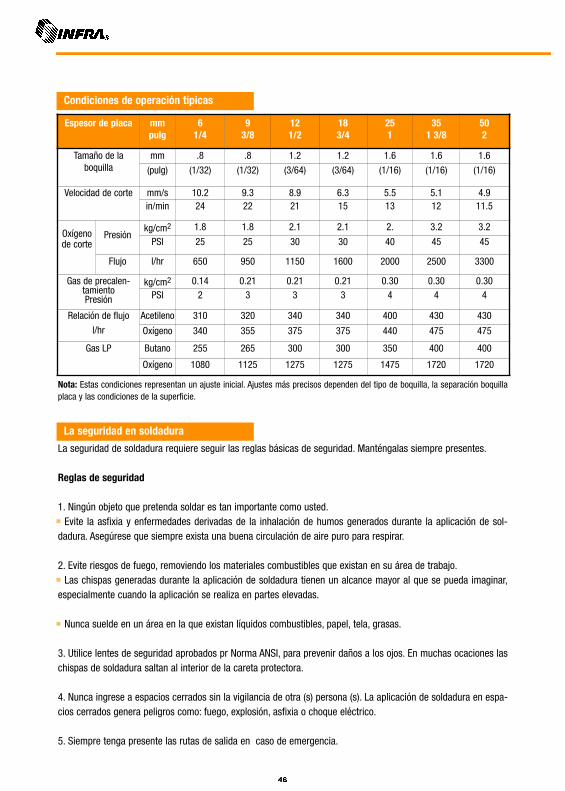
Condiciones de operación típicas
Espesor de placa mmpulg
61/4
93/8
121/2
183/4
251
351 3/8
502
Tamaño de la boquilla
mm .8 .8 1.2 1.2 1.6 1.6 1.6
(pulg) (1/32) (1/32) (3/64) (3/64) (1/16) (1/16) (1/16)
Velocidad de corte mm/s 10.2 9.3 8.9 6.3 5.5 5.1 4.9in/min 24 22 21 15 13 12 11.5
Oxígeno de corte
Presiónkg/cm2 1.8 1.8 2.1 2.1 2. 3.2 3.2
PSI 25 25 30 30 40 45 45
Flujo l/hr 650 950 1150 1600 2000 2500 3300
Gas de precalen-tamientoPresión
kg/cm2 0.14 0.21 0.21 0.21 0.30 0.30 0.30PSI 2 3 3 3 4 4 4
Relación de flujo
l/hr
Acetileno 310 320 340 340 400 430 430
Oxígeno 340 355 375 375 440 475 475
Gas LP Butano 255 265 300 300 350 400 400
Oxígeno 1080 1125 1275 1275 1475 1720 1720
Nota: Estas condiciones representan un ajuste inicial. Ajustes más precisos dependen del tipo de boquilla, la separación boquillaplaca y las condiciones de la superficie.
La seguridad de soldadura requiere seguir las reglas básicas de seguridad. Manténgalas siempre presentes.
Reglas de seguridad
1. Ningún objeto que pretenda soldar es tan importante como usted.Evite la asfixia y enfermedades derivadas de la inhalación de humos generados durante la aplicación de sol-
dadura. Asegúrese que siempre exista una buena circulación de aire puro para respirar.
2. Evite riesgos de fuego, removiendo los materiales combustibles que existan en su área de trabajo.Las chispas generadas durante la aplicación de soldadura tienen un alcance mayor al que se pueda imaginar,
especialmente cuando la aplicación se realiza en partes elevadas.
Nunca suelde en un área en la que existan líquidos combustibles, papel, tela, grasas.
3. Utilice lentes de seguridad aprobados pr Norma ANSI, para prevenir daños a los ojos. En muchas ocaciones laschispas de soldadura saltan al interior de la careta protectora.
4. Nunca ingrese a espacios cerrados sin la vigilancia de otra (s) persona (s). La aplicación de soldadura en espa-cios cerrados genera peligros como: fuego, explosión, asfixia o choque eléctrico.
5. Siempre tenga presente las rutas de salida en caso de emergencia.
La seguridad en soldadura
47
6. Nunca suelde material galvanizado sin la adecuada extracción de humos o ventilación, los humos de zinc sontóxicos.
7. Los humos producidos durante la aplicación de soldadura afectan la salud. Mantenga su cabeza alejada de lacorriente de humos. Así mismo, utilice el equipo de respiración adecuado.
8. Poliéster y otras fibras sintéticas no son recomendadas para realizar actividades de soldadura por su alto gradode inflamabilidad. Utilice siempre ropa de algodón natural.
9. Nunca tire residuos de electrodos al piso, pueden estar lo suficientemente calientes para incendiar materialescombustibles. Así mismo, pueden funcionar como rodillos que le provoquen resbalar y una caída.
10. Las máquinas de soldar elevan los valores de la corriente eléctrica. Prevenga los daños por choques eléctricos,asegurándose que los cables y conexiones se encuentran en buenas condiciones.
11. Nunca suelde si su ropa está húmeda o Ud. está parado en un charco de agua.
12. Nunca suelde ningún material que contenga sustancias volátiles como gasolina. El contenedor puede explotaraún si esta vacío.
Seguir éstas sencillas reglas le garantiza desarrollar la actividad de soldadura por largo tiempo.
50
NOTAS

51
NOTAS

52
NOTAS
INFRA Félix Guzmán No. 16, Col. El parque,C. P. 53398, Naucalpan, Edo. de MéxicoTel.: 53-29-30-00 Conm. / 53-29-30-30 Fax: 53-29-32-50
Para consultas técnicas, aclaraciones y sugerencias, llame sin costo al:01 800 712 25 25
Tu mejor opciónwww.infra.com.mx