Embed Size (px)
Citation preview
FACULTAD DE INGENIERÍA
Carrera De Ingeniería Industrial y Comercial
MEJORA DE LA GESTION DE MANTENIMIENTO
DE MAQUINARIA PESADA CON LA
METODOLOGIA AMEF
Tesis para optar el Título Profesional de Ingeniero
Industrial y Comercial.
BARRIENTOS MEDINA, GABRIELA
Asesor:
Zelada García, Michael
Lima – Perú
2017

2
3
JURADO DE LA SUSTENTACION ORAL
……………………………………… Presidente
……………………………………. Jurado 1
……………………………………. Jurado 2
Entregado el: 7 /09/2017
…………………………………
Gabriela Barrientos Medina
Aprobado por:
…………………………………
Michael Zelada García
4
UNIVERSIDAD SAN IGNACIO DE LOYOLA FACULTAD DE INGENIERIA
DECLARACION DE AUTENTICIDAD
Yo, Gabriela Barrientos Medina, identificado/a con DNI Nº 45189204 Bachiller del
Programa Académico de la Carrera de Ingeniería industrial y comercial de la
Facultad de Ingeniería de la Universidad San Ignacio de Loyola, presento mi tesis
titulada:
Mejora de la gestión de mantenimiento de maquinara pesada con la metodología
AMEF en la obra de Puente Chino en Pucallpa, Perú.
Declaro en honor a la verdad, que el trabajo de tesis es de mi autoría; que los
datos, los resultados y su análisis e interpretación, constituyen mi aporte. Todas las
referencias han sido debidamente consultadas y reconocidas en la investigación.
En tal sentido, asumo la responsabilidad que corresponda ante cualquier falsedad u
ocultamiento de la información aportada. Por todas las afirmaciones, ratifico lo
expresado, a través de mi firma correspondiente.
Lima, setiembre de 2017
…………………………………………………………….. Gabriela Barrientos Medina
DNI N° 45189204

5
EPÍGRAFE
Cuando sientas que todo se
pone en tu contra, recuerda
que un avión despega contra
el viento, no a favor.
(Henry Ford)

6
DEDICATORIA
Dedico mi trabajo de tesis a
mi familia , quienes fueron las
personas que me motivaron
hacer mejor cada día;
asimismo, a las personas que
desinteresadamente me
apoyaron.
7
Índice de contenidos
Página
Índice de Tablas 9
Índice de Figuras 10
Índice de Ecuaciones 11
Índice de Anexos 11
Resumen 13
Abstract 14
Introducción 15
Problema de investigación 16
Identificación del problema 16
Formulación del problema 18
Marco Referencial 18
Antecedentes internacionales 18
Antecedentes nacionales 19
Estado del arte 20
Marco teórico 22
Maquinaria Pesada 22
Norma SAE JA 1012 22
Mantenimiento Centrado en Confiabilidad (RCM) 23
Método Modo y Efecto de Falla (FMEA) 24
Fallas Funcionales 25
Modos de Fallas: 25
Jerarquización de Criticidad 25
Criterios generales para el diseño de plan de trabajo 27
MTBF 27
Diagrama de pescado 28
Objetivos de la investigación 29
8
Objetivo General. 29
Objetivos Específicos. 29
Justificación de la investigación 29
Hipótesis 31
Matriz de consistencia 32
Marco metodológico 33
Método de investigación 33
Metodología 33
Paradigma 33
Enfoque 33
Método 33
Variables 34
Independiente 34
Dependiente 34
Población - Muestra 34
Unidad de análisis 35
Instrumento y técnicas 35
Procedimiento y método de análisis 36
Formulación y Diagnóstico 45
Propuesta 54
Análisis AMEF 57
Objetivo 1: Análisis MTBF 69
Objetivo 2: Porcentaje de Producción 70
Objetivo 3: (KPI) Indicador de Disponibilidad 72
Resultado 75
Evaluación económica 79
Discusión 87
Conclusiones 88
Recomendaciones 88
BIBLIOGRAFÍA 101
9
Índice de Tablas
Página
Tabla N° 1: Jerarquización de Criticidad 25
Tabla N° 2: Hipótesis 31
Tabla N° 3: Matriz de Consistencia 32
Tabla N° 4: Responsables de aprobación de Instrumento 35
Tabla N° 5: Cuadro Resumen de Procedimiento y Método de Análisis 36
Tabla N° 6: Etiquetado / Descripción de Equipo 38
Tabla N° 7: Procedimiento para implementar nuevas tareas de Mtto. 39
Tabla N° 8: Procedimiento para Objetivo n°1 41
Tabla N° 9: Procedimiento para Objetivo n°2 41
Tabla N°10: Procedimiento para Objetivo n°3 42
Tabla N°11: Prueba de hipótesis Obj.1(MTBF) 44
Tabla N°12: Prueba de hipótesis Obj. 2 (Ratio de Costos) 44
Tabla N°13: Prueba de hipótesis Obj.3 (KPI Disponibilidad) 45
Tabla N°14: Procedimiento de Movilización de Equipo a Obra 52
Tabla N°15: Procedimiento para Mantenimiento de Equipos 53
Tabla N°16: Indicadores de Gestión 56
Tabla N°17: Análisis de Pareto en Total de Costo Mtto. Por equipo 2016 57
Tabla N°18: Jerarquización de Equipos 58
Tabla N°19: Resultado de Flota Crítica en Puente Chino 59
Tabla N°20: Lista de Equipos Críticos en Puente Chino 59
Tabla N°21: Análisis de Modo de Falla de Excavadoras 62
Tabla N°22: Rango de Severidad 65
Tabla N°23: Rango de Ocurrencia 65
Tabla N°24: Rango de Detección 65
Tabla N°25: Pareto de Fallas del Sistema Hidráulico 66
Tabla N°26: Pareto de Fallas del Sistema Implementos 66
Tabla N°27: Pareto de Fallas del Sistema Eléctrico 66
Tabla N°28: Pareto del Fallas del Sistema de Motor 66
Tabla N°29: Porcentaje de Ocurrencias por Sistema 67
Tabla N°30: Resultado MTBF 2013 al 2017 69
Tabla Nª31: Resultado MTTR 2013 al 2017 70
10
Tabla N°32: Tipo de Costo de Mantenimiento 71
Tabla N°33: Gasto de Mtto Correcto y Preventivo Excavadora 2016 71
Tabla N°34: Total de horas trabajadas 71
Tabla N°35: KPI Disponibilidad Excavadoras 2016 72
Tabla N°36: Plan de Mantenimiento de Excavadoras 73
Tabla N°37: Resultado MTBF 2017 76
Tabla N°38: Costo de Mtto. Por tipo de PM 77
Tabla N°39: Costo de Mtto 2017 (Ene -Jul) 78
Tabla N°40: KPI Resultado 2017 79
Tabla N°41: Tarifa Excavadoras 336DL 80
Tabla N°42: Valorización Excavadoras 336DL 2016 81
Tabla N°43: Gasto de Mtto vs Valorización 2016 82
Tabla N°44: Gasto de Mtto vs Valorización 2017 83
Tabla N°45: Costo de Mtto. Por tipo de PM 84
Tabla N°46: TEA Productos Activos 85
Tabla Nª47: Costo Total de Mtto Correctivo y preventivo 2016 y 2017(julio) 85
Tabla N°48: Inversión anual de mantenimiento propuesto AMEF 85
Tabla N°49: Cuadro de Ahorro Anual 86
Tabla N°50: Flujo de Caja 86
Índice de Figuras
Página
Figura N° 1: Evolución del mantenimiento 22
Figura N° 2: Matriz de Criticidad 26
Figura N° 3: Modelos de Planificación de Mantenimiento 37
Figura N° 4: Diagrama AMEF 40
Figura N° 5: Organigrama 47
Figura N° 6: Procesos principales de la GEQ 48
Figura N° 7: Modelo de Negocio 49
Figura N° 8: Cadena de Valor 49
Figura N°9: Flujo de Gestión de GEQ y GOP 50
Figura N°10: Gestión de Indicadores de GEQ 50
Figura N°11: Principales Equipos 51
11
Figura N°12: Cantidad de Equipos de Producción y Estratégicos 51
Figura N°13: Etapas de Plan Estratégico: 55
Figura N°14: Planificación y Programación de Recursos 55
Figura N°15: Gestión de Información: 56
Figura N°16: Diagrama de Pareto 58
Figura N°17: Diagrama AMEF de Excavadoras Caterpillar 336DL 61
Figura N°18: % de Ocurrencia por Sistema 67
Figura N°19: Cantidad de Tareas Implementadas con AMEF 68
Figura N°20: Evolución MTBF 69
Figura Nª21: Evolución MTTR 70
Figura N°22: Tipo de PM por Hrs cumplidas 76
Figura N°23: Resultado MTBF 2017 76
Figura N°24: MTBF Histograma del 2013 a 2017(Jul) 77
Figura N°25: Resultado Total Costo de Mtto 78
Figura N°26: KPI de Disponibilidad 2016 y 2017 79
Figura N°27: Resultado % de Ganancia 2016 y 2017 84
Índice de Ecuaciones
Página
Ecuación N°1: Tiempo Promedio de Fallos (MTBF) 40
Ecuación N°2: Ratio Costo de Mtto x hora trabajada 41
Ecuación N°3: KPI de Disponibilidad Operativa 42
Ecuación N°5: % Ganancia en referencia a la Valorización 80
Ecuación N°6: Fórmula Beneficio / Costo 86
Índice de Anexos
Página
Anexo N°1: Diagrama de Ishikawa 90
Anexo N°2:Check List Pre Uso - Equipo de Producción 91
Anexo N°3:Ordenes de trabajo Descarga (SAP) 92
Anexo N°4: Situacional de equipos en Proyecto Puente Chino Agos 2016 92
Anexo N°5:Reporte de Horómetro Final Descarga (SAP) 93
12
Anexo N°6: Diagrama de flujo de Trabajo de Investigación 94
Anexo N°7: Especificaciones Excavadora 336DL Caterpillar 95
Anexo N°8: Sistema Hidráulico 95
Anexo N°9: Sistema de Motor 96
Anexo N°10: Guía de Remisión de Despacho de repuestos 97
Anexo N°11: Informe de Servicio PM1 97
Anexo N°12: Figuras de servicio PM1 99
Anexo N°13: Pruebas de cambio de filtro aceite motor 99
Anexo N°14: Tareas de lubricación en excavadora 99
Anexo N°15: Tareas de Mtto. Correctivo por abolladuras 100
Anexo N°16: Tareas de Mtto Correctivo por fuga aceite 100
Anexo N°17: Tareas de Mtto bajo nivel de aceite 100
13
RESUMEN
El presente trabajo de tesis muestra los principales problemas de una empresa en
el sector de la construcción que brinda servicios ingeniería y mantenimiento en
diversos proyectos a nivel nacional. Se toma como proyecto piloto la obra de
construcción de Puente Chino una de sus más importantes operaciones en la
gestión de diversos equipos a los cuales se les brinda un mantenimiento periódico
para mejorar su disponibilidad operativa.
El objetivo principal de esta investigación es realizar una propuesta de
mejora en la gestión de mantenimiento utilizando la metodología de Análisis de
Modo y Efecto de Fallos (AMEF) en donde se pretende mejorar las gestiones de
mantenimiento de los equipos y reducir sus costos. Una vez analizados los
procesos involucrados se busca controlar las posibles desviaciones detectadas en
la planificación de los equipos y reajustar el plan con los colaboradores
involucrados en la gestión.
Así también, se utilizará herramientas de ingeniería como Ishikawa, Pareto,
entre otras para la familia de equipos más importantes en la obra los cuales tienen
un alto nivel de rotativita y por lo tanto generan mayor gasto a la empresa.
El diagnóstico de los resultados será medido con los indicadores MTBF
(Mean Time Between Failures) , disponibilidad operativa (KPI), ratio de costo de
mantenimiento por hora para evidenciar el resultado final de la implementación
realizada.
Finalmente, este proyecto plantea una mejor planificación de los equipos
principal problema de los altos costos de mantenimiento con el fin de operar en una
forma más eficiente y rentable para la empresa.
Palabra Claves: Gestión de mantenimiento, aumento en la disponibilidad,
reducción de costos, medición de indicadores.
14
ABSTRACT
The present research work shows the main problems of a company in the
construction sector that provides engineering and maintenance services in different
projects at national level. It was taken as model project the construction of “Puente
Chino” that is one of the most important operations in the management of different
equipments to which periodic maintenance is provided to improve its operational
availability.
The main objective of this research is to make a proposal for improvement
in maintenance management using the methodology of Analysis of Mode and Effect
of Failures (AMEF) in which it is intended to improve the operational availability of
equipment and reduce maintenance costs. Once analyzed the processes involved is
intended to control possible deviations detected in the planning of equipment and
readjust the plan with the collaborators involved in the project.
It also will be taken the engineering tools such as the, Ishikawa, Pareto,
among others, to diagnose the family of the most important equipment in the
construction project, which have a high level of rotation and therefore generate more
expense to the company.
The diagnosis of the results will be measured with MTBF (Mean Time
Between Failures), operational availability (KPI), and the ratio hourly maintenance
cost to show the final result of the implementation.
Finally, this project raises better equipment planning main problem of high
maintenance costs in order to operate in a more efficient and cost-effective way for
the company.
Key words: maintenance management, increase in availability, reduction of costs,
measurement of indicators.
15
INTRODUCCIÓN
En la actualidad, los clientes exigen que se respondan sus servicios contratados de
manera rápida y eficiente. Para poder cumplir con estos objetivos, las empresas se
valen de distintas estrategias con el fin de reducir costos y aumentar la
productividad y eficiencia en sus procesos, con el propósito de adquirir ventaja
competitiva en el rubro en el que se desempeña.
La gestión de mantenimiento es una actividad de gran importancia que
toda empresa debe monitorear para mantener su activo fijo operable. Si una
empresa carece de una buena gestión de mantenimiento esta ocasionara
inevitables pérdidas por paradas imprevistas.
Por lo mencionado anteriormente, la propuesta en la presente tesis tiene
como objetivo reducir los tiempos de mantenimiento, costos y mejorar los tiempos
de operatividad de sus equipos. La metodología aplicada para mejorar la gestión
actual es la técnica de mantenimiento centrado en la confiabilidad para los equipos
de producción que se encuentran en la obra de construcción de Puente Chino.
La investigación inicia identificando los equipos estratégicos con altos
costos de mantenimiento y gran nivel de producción que afecten a la empresa en
caso de fallas o paros imprevistos. Luego se realiza un análisis con la metodología
AMEF de las principales fallas del equipo para luego realizar un nuevo plan de
mantenimiento preventivo definiendo las principales tareas a realizar por cada cierto
tiempo de recorrido del equipo.
Finalmente, se evaluará la viabilidad de la nueva metodología
implementada con la medición de los indicadores que hacen referencia a los
tiempos entre fallas, tiempo de operatividad y ratio de costo de mantenimiento por
hora operada.
16
PROBLEMA DE INVESTIGACIÓN
Identificación del problema
Gran cantidad de empresas competidoras en el sector construcción llevan una
correcta planificación de sus recursos para mejorar la gestión de su maquinaria. Las
empresas constructoras más competitivas adecuan sus buenas prácticas con
políticas definidas en las gestiones de mantenimiento.
El mantenimiento es un conjunto de actividades que conlleva a que las
instalaciones y maquinas tengan una mayor vida útil, lo que permite una mayor
ganancia del activo conforme a su tiempo de operatividad. Lourival (2000) afirma “El
mantenimiento pasó a ser un elemento importante en el desempeño de los equipos”
(pag 3). Por lo que la planificación y control del mantenimiento influye altamente en
las operaciones de la empresa.
La identificación del problema se originó de la necesidad de mejorar la
disponibilidad operativa de la maquinaria pesada en la obra de construcción Puente
Chino, debido a la gran cantidad de equipos a administrar, la mala planificación y un
bajo nivel de productividad. La obra de Puente Chino dio inicio en los primeros
meses del 2015y en su transcurso surgieron una serie de problemas por falta de
control en la gestión de sus equipos.
Las exigencias del sector hicieron que el mantenimiento preventivo sea
parte vital de las gestiones de planificación, cuyo objetivo fue maximizar la
disponibilidad y el valor económico de la maquina desde su adquisición.
Por esta razón la tesis consiste en realizar un estudio que muestre los
resultados de implementar un correcto plan de control que contrarreste los retrasos
en la obra. Según Felipe (2006), “Mantenimiento mantiene funciones y no
elementos físicos. Aún si un sistema es no reparable, se debe planificar su rotación
y sustitución para evitar o corregir fallos funcionales. Eso es mantenimiento, (...), no
se puede desentender del mantenimiento, no importa que invoque al Olimpo (…),
se hace aliado o usted pierde”. En este sentido, se busca que la empresa no solo
produzca, sino que lo haga de una manera eficiente.
17
La identificación del problema se origina de la necesidad de mejorar la
administración de la gran cantidad de equipos que gestiona a nivel nacional. Por
esta razón el proyecto de tesis consiste en realizar un informe que muestre los
resultados de implementar la metodología AMEF que mejore las gestiones de
mantenimiento para controlar y contrarrestar el retraso en las obras por la baja
disponibilidad de los equipos.
Uno de los problemas principales de la empresa es la falta de
disponibilidad operativa de los equipos de producción. Para poder determinar las
causas se utilizó el diagrama de Ishikawa en donde se identificó cuatro categorías
principales.
En el diagrama de Ishikawa (Anexo nª1), se observa que la metodología
utilizada por la empresa es inapropiada debido a la gran cantidad de equipos a
gestionar en los diferentes puntos del país. Así también el formato de inspección de
equipos de producción es inadecuado debido a que se tiene un mayor número de
sistemas por lo que se determinó que no va acorde a las características del equipo.
En referencia a la mano de obra, el personal no está capacitado para
realizar la inspección además de la falta de tiempo para la cantidad de recursos.
Una vez realizado el análisis de la falta de disponibilidad en maquinaria
pesada, se determinó que como causa principal se tiene:
Inadecuada planificación de mantenimiento
Falta de estandarización de procesos y procedimientos
La falta de control incide en una baja competitividad de la empresa en el
mercado. Como causas tenemos al personal técnico que desconoce las políticas de
mantenimiento de la empresa, por lo que el trabajo realizado no se ajusta al
estándar deseado.
Así es como los gastos de reparación de un equipo en algunos casos son
más altos que las valorizaciones obtenidas en el lugar de producción, además de
que el personal técnico es insuficiente para el mantenimiento correctivo del equipo
parado.
18
A través del análisis se concluye que el problema reside al momento de no
realizar una adecuada inspección de los equipos que luego sujeta a una demora en
el tiempo de reparación de un equipo por falta de recursos.
Formulación del problema
Teniendo en cuenta lo mencionado anteriormente se plantea la siguiente pregunta
de investigación:
Problema General
¿En cuánto mejorar las gestiones de mantenimiento de la maquinaria pesada
aplicando la metodología AMEF con las nuevas tareas implementadas en el plan de
construcción de Puente Chino?
Problema Específico
¿Cuánto es el tiempo promedio de fallos de un sistema (MTBF) que minimice la
ocurrencia de paros imprevistos en el plan de mantenimiento?
¿Cuánto es el ratio de costo de mantenimiento que se ajuste mejor al plan de
construcción de puente chino?
¿Cuánto debe medir los indicadores de disponibilidad para mejorar el plan de
mantenimiento?
MARCO REFERENCIAL
Antecedentes internacionales
Los estudios de investigación presentados a nivel internacional que hacen
referencia al tema de estudio propuesto son los siguientes:
Acosta de Armas, Anays (México, 2013) presento la tesis titulada
“Evaluación del nivel integración Gestión de la Producción (GP) – Gestión del
Mantenimiento (GM) en la planta de maquinarias Pesadas. En donde hace mención
a la aplicación de procedimientos generales entre el área de producción y área de
mantenimiento mediante un cálculo de coeficiente Kendal que muestra los niveles
de integración obtenidos, logrando así jerarquizar y priorizar los subprocesos más
19
importantes de mantenimiento. La herramienta usada permitirá ser una guía para la
propuesta de mejora para el desarrollo de la tesis.
Zamora Zeas, Nelson Isaac (Ecuador, 2013) presento la tesis titulada
“Propuesta de implementación de un centro de servicio mecánico automotriz para
vehículos livianos y maquinaria pesada de la ilustre municipalidad de Canton Deleg
de la provincia del Cañar”. El trabajo propone la implementación de un centro de
mantenimiento, iniciando con un diagnóstico para la identificación de problemas
críticos y luego la planificación de sus recursos. En su último capítulo se determinó
los requerimientos necesarios y el diseño de un software de registro para las
operaciones que determino la vida útil de la maquinaria. Este estudio sirve como
guía para la planificación de las tareas de mantenimiento, así como el control desde
su adquisición.
Antecedentes nacionales
Un primer trabajo de tesis corresponde a Moran (2016), quien realizó un estudio
para mejorar la disponibilidad y confiablidad de los equipos de concreto con el
objetivo mejorar el bajo sistema de mantenimiento de la empresa debido a la gran
cantidad de equipos a gestionar. Este trabajo no solo enfatiza los costos directos
del mantenimiento de la maquinaria sino también los costos indirectos de una mala
gestión, además de la planificación que detecto fallas y evitaron paradas
innecesarias del equipo.
Los siguientes trabajos de tesis como investigaciones experimentales
aplicadas sugieren una mejora de procesos a través de la implementación de un
sistema para la gestión de sus diferentes áreas.
Un primer trabajo corresponde a Tasayco Cabrera, Gabriela Jesús, (Perú,
2015), quien realizó un estudio titulado “Análisis y mejora de la capacidad de
atención de servicio de mantenimiento periódico en un concesionario automotriz”. El
estudio consistió en la mejorar de la capacidad de atención desarrollando el ciclo
PDCA (Plan, Do, Check and Action) y el método de las 5S a través de la
implementación de una estación especial el cual dio lugar a mejorar la gestión de
repuestos en almacén. Mediante su propuesta se realizó un diagnostico que
demostró la disminución en los tiempos de atención en la gestión de mantenimiento
20
de la empresa, implementando nuevos procesos de gestión ya consolidados en la
empresa.
Cámac Martínez, José; Ymbertis Herrera, José Luis (2015), con la tesis
titulada “Propuesta de mejora de un sistema de gestión de mantenimiento en los
equipos de generación de vapor en una empresa que produce lubricantes
automotrices e industriales”, utilizo la técnica RCM (Mantenimiento Centrado en
Confiabilidad) en donde determina el tipo de mantenimiento más adecuado para un
equipo y luego valida la información mediante un análisis económico de ahorro
anuales.
Estado del arte
Zegarra Ventura,Manuel Enrique (2015), realizo un paper relacionado con la gestión
moderna del mantenimiento de equipos pesados. Esta investigación trata temas
relacionados a las buenas prácticas del mantenimiento de equipo a través de la
evaluación de indicadores de Disponibilidad Mecánica (DM) y la Confiabilidad (R).
Este paper menciona las complicadas decisiones que los responsables de equipo
deben tomar para determinar las tarifas de arrendamiento cuando se debe tomar
muchas variables en cuenta como los costos de reparación, de adquisición y de
eficiencia.
El sector actual de la construcción en el Perú tiene un alto nivel de
competitividad que lleva a las empresas de demarcar bien sus políticas de gestión
de recursos y obras de construcción. Es por esta razón que la gestión de
mantenimiento de las empresas debe llevar una correcta planificación que ayude a
definir las buenas prácticas para un mayor nivel de productividad.
La Gestión de mantenimiento se explica como la acción que tiene como
objetivo preservar el estado de un objeto. Esta gestión se determina por medio de
una planificación que deriva acciones especializadas de técnicos y otros
colaboradores.
Mantenimiento se define como conjunto de técnicas que tiene por objeto
conseguir la utilización óptima de activos manteniéndolos de forma eficiente a bajo
costo.
Según expertos, “La experiencia indica que existen funciones
fundamentales a considerar en la estructura de in sistema de Mantenimientos, y
estas son:
21
Mantenimiento preventivo
Monitoreo de condiciones
Administración de reparación de pendientes
Administración de componentes
Servicio de reparación en el taller y campo
Registro de historial de reparaciones
Análisis de resultados de gestión
Administración de problemas
Estas ocho funciones respaldan la gestión exitosa de mantenimiento”
(Flores A, 1998).
Debido a la clara competitividad del mercado el éxito de organización
puede ser defina con el siguiente artículo mencionado “La eficiencia y efectividad de
la flota en su organización es responsabilidad exclusiva de una persona: usted.
(Refiriéndose al gerente de equipos). Por lo tanto, las habilidades necesarias para
la gerencia de flotas involucran más que solo el cambio de aceite y reparaciones de
motores. El gerente de equipos de hoy debe ser competente en recursos humanos,
tecnología, costeo del ciclo de vida, negociación, gerencia de repuestos e
instalaciones, benchmarking y seguridad y medio ambiente, para mencionar unos
pocos. Y todas esas competencias contribuyen a la organización de su compañía,
ahora más que nunca.” (Equipment Maintenance Council, 2000).
Lo anterior mencionado sugiere que los responsables de equipos; que en
su gran mayoría son ingenieros mecánicos, deben complementar sus
conocimientos de gestiones mantenimiento con otros estudios finanzas y
administración de empresa, para que el resultado de su gestión tenga una visión
más amplia.
Las gerentes con años de experiencia no solo gestionan el
abastecimiento de combustible, los cambios de aceites o reparaciones adherentes
a sus responsabilidades, sino que también realizan actividades de ámbito
económico y de todos los costó involucrados para poder controlarlos y manejarlos.
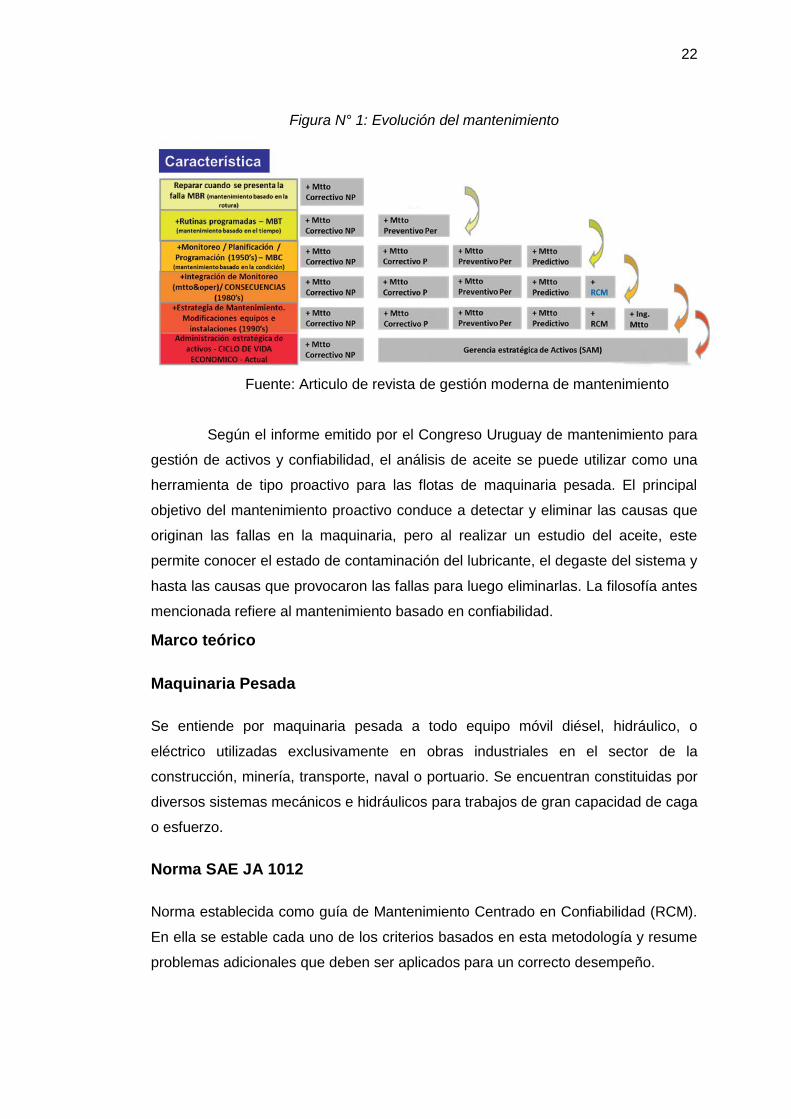
En este sentido la visión moderna del mantenimiento hace énfasis a un
entorno macro. A continuación, se muestra cuadro de la evolución del
mantenimiento en el tiempo.
22
Figura N° 1: Evolución del mantenimiento
Fuente: Articulo de revista de gestión moderna de mantenimiento
Según el informe emitido por el Congreso Uruguay de mantenimiento para
gestión de activos y confiabilidad, el análisis de aceite se puede utilizar como una
herramienta de tipo proactivo para las flotas de maquinaria pesada. El principal
objetivo del mantenimiento proactivo conduce a detectar y eliminar las causas que
originan las fallas en la maquinaria, pero al realizar un estudio del aceite, este
permite conocer el estado de contaminación del lubricante, el degaste del sistema y
hasta las causas que provocaron las fallas para luego eliminarlas. La filosofía antes
mencionada refiere al mantenimiento basado en confiabilidad.
Marco teórico
Maquinaria Pesada
Se entiende por maquinaria pesada a todo equipo móvil diésel, hidráulico, o
eléctrico utilizadas exclusivamente en obras industriales en el sector de la
construcción, minería, transporte, naval o portuario. Se encuentran constituidas por
diversos sistemas mecánicos e hidráulicos para trabajos de gran capacidad de caga
o esfuerzo.
Norma SAE JA 1012
Norma establecida como guía de Mantenimiento Centrado en Confiabilidad (RCM).
En ella se estable cada uno de los criterios basados en esta metodología y resume
problemas adicionales que deben ser aplicados para un correcto desempeño.
23
La norma engloba un grupo de capítulos de los procedimientos a seguir
enfocados a desarrollar los “Efectos de Falla” y generar un costo de ahorro. La
política para el manejo de estas fallas incluye tareas de mantenimiento proactivas;
es decir, de monitoreo y programadas en cierto tiempo de frecuencia de la máquina.
Cada efecto de falla debe contar con la información necesaria para
sustentar la evaluación de sus consecuencias y contestar una serie de preguntas
definidas en la norma.
Mantenimiento Centrado en Confiabilidad (RCM)
Según Mora Gutiérrez, “El mantenimiento centrado en confiabilidad es una filosofía
de gestión de mantenimiento que sirve de guía para identificar las actividades de
mantenimiento. El RCM es una técnica de organización de las actividades y de la
gestión de manteamiento en donde se desarrolla programas organizados que se
basan en la confiabilidad de los equipos en función al diseño y de su construcción”
(Mora, 2009).
El mantenimiento centrado en confiabilidad se originó a comienzos de los
setenta. Se inició con un esfuerzo conjunto de la industria norteamericana
aeronáutica y el gobierno para mejorar el mantenimiento preventivo, en donde la
frecuencia PM se determina estadísticamente para la máquina. Esta evita las fallas
identificando las reparaciones mayores y reemplazando las tareas de
mantenimiento correctivo con tareas basadas en condición una vez cumplidas el
tiempo estimado de uso del equipo.
Según el libro publicado por John Moubray (Reability Center Maintenance),
menciona que existen tres tipos de mantenimiento según la evolución. El
mantenimiento primitivo al momento que se presentaba una falla o un sonido raro.
La segunda cuando el mecanizado de la industria aumenta debido a la falta de
mano de obra, aquí aparece el mantenimiento preventivo. Y por último que dio inicio
después de los 70 con la revolución tecnología donde fue necesario implementar
técnicas y herramientas debido a los costos de producción; aquí es donde aparece
el mantenimiento planeado.
24
La filosofía del RCM1, emplea las técnicas del Mantenimiento Preventivo
PM, Mantenimiento Predictivo e inspección, Reactivo y Mantenimiento Proactivo de
una manera integrada con la finalidad de incrementar la probabilidad de que el
equipo funcione de una manera requerida sobre su vida de diseño con el mínimo
mantenimiento realizado. La finalidad principal es de mantener su función de
diseño, con la requerida confiabilidad y disponibilidad a bajos costos. En varios
países desarrollados, rigurosos análisis del RCM han sido usados extensivamente
por las industrias de la aviación, aeroespacial, de defensa y nucleares donde las
fallas funcionales tienen el potencial de un resultado en cuantiosas pérdidas de
vida, implicancias de seguridad nacional y de impacto extremo al medio ambiente.
El Análisis de RCM está basado en un análisis de Modo y Efectos de Falla
(FMEA), en donde se incluye los cálculos de la confiabilidad del sistema. Este es
usado para determinar las tareas de mantenimiento más adecuadas para cada
modo de falla, identificando sus consecuencias.
Método Modo y Efecto de Falla (FMEA)
El FMEA es una herramienta principal del RCM para la optimización de la gestión
de mantenimiento. Este método permite identificar problemas antes de que afecte al
equipo dado su importancia operacional.
Orientado a la función de cada sistema del equipo que luego deriva a un
subsistema determinando su función y su anti función para finalmente encontrar el
modo de falla de cada uno. Está orientado no solo a la operación de cada equipo
sino también a los componentes individuales de cada sistema. El criterio FMEA
busca saber la falla para luego llevarla como una condición insatisfactoria que se
reduce a la perdida de una función (paro de la operación) o a pérdida de calidad
(continuidad de operación con baja productividad).
El proceso de implementación del FMEA2 dependerá básicamente a la
definición de los siguientes pasos:
Definición de funciones.
Determinar las fallas funcionales.
1 Cfr Gonzalez 2011:67 2 Cfr Mora 2009:448
25
Identificar los modos de fallas.
Determinar los efectos y consecuencias de fallas.
Fallas Funcionales
La falla funcional es la ocurrencia no previsible en el momento de la operación,
tiene como consecuencia que el activo no pueda cumplir con función principal,
operando de una forma insatisfactoria.
El nivel de la falla funcional depende la consecuencia que puede generar al
momento de la operación. Las diferentes fallas funcionales pueden ser de forma
parcial o total. La pérdida parcial ocurre cuando el activo no puede ejecutar sus
funciones con el estándar deseado, y la pérdida total ocurre cuando un activo se
detiene por completo de forma inesperada.
Modos de Fallas:
Son causas físicas que originan las fallas funcionales. El análisis de modo de falla
organiza las actividades de mantenimiento a partir del análisis realizado por el
grupo de trabajo para atacar a los modos de falla asociados a cada falla funcional
siendo esta una forma no tradicional de gestionar las tareas de mantenimiento. El
registró y los modos de fallas deben identificar todas las posibles causas.
Jerarquización de Criticidad
Jerarquización de valor utilizada para escoger que equipos tiene mayor importancia
en la empresa, permite dar valor a los equipos más influyentes que generan costos
significativos en la empresa. La jerarquización de equipos se define considerando la
siguiente escala:
Tabla N° 1: Jerarquización de Criticidad
Nivel Característica
Críticos Son aquellos equipos cuya parada o mal funcionamiento afecta significativamente a los resultados de la empresa como la producción por valorizaciones
Importantes Son aquellos equipos cuya parada, avería o mal funcionamiento afecta a la empresa, pero las consecuencias son asumibles.
26
Prescindibles Son aquellos con una incidencia escasa en los resultados. Como mucho, supondrán una pequeña incomodidad, algún pequeño cambio de escasa trascendencia, o un pequeño coste adicional.
Fuente: Elaboración propia
La criticidad de los equipos es el método que se tomara en cuenta para
crear el plan de mantenimiento en los equipos más importantes de la empresa. Los
criterios más importantes están asociados con: producción, costo de operación y
mantenimiento, ratio de fallas y tiempo de reparación.
Según John Moubray “se debe ponderar los criterios de evaluación y
asignar un valor especifico a cada ítem dependiendo de las características del
equipo” de esta manera se ordenará los sistemas con mayor criticidad
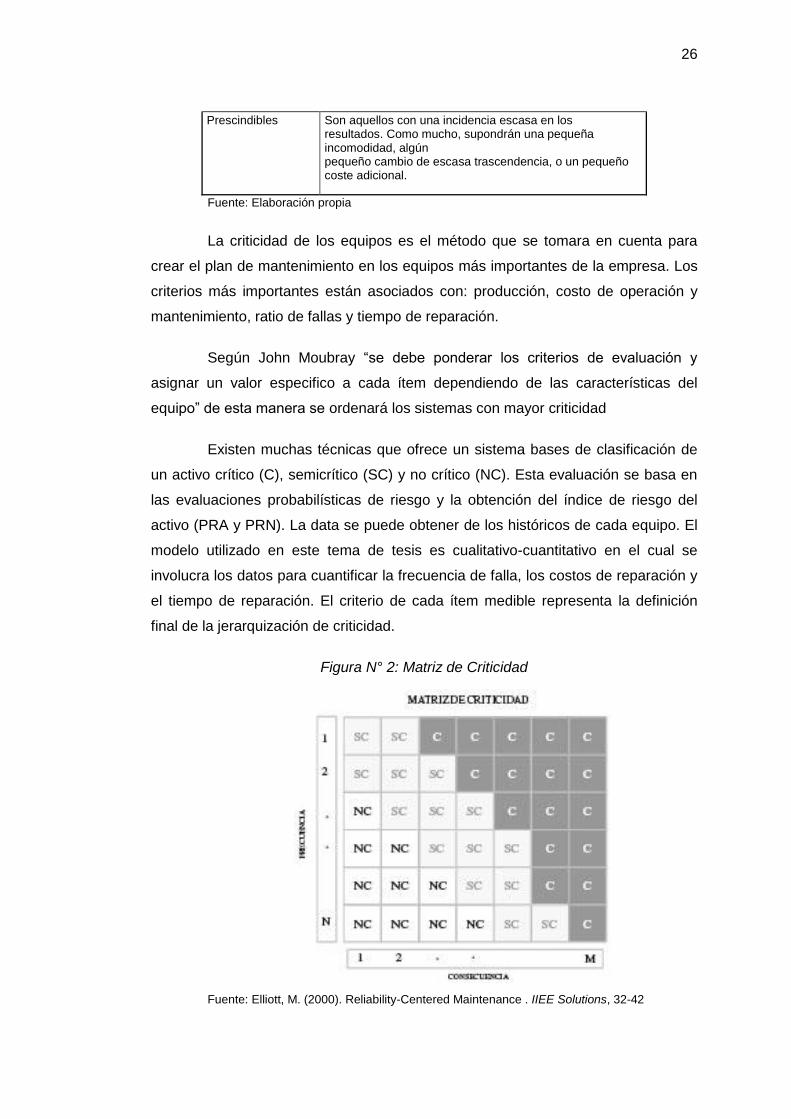
Existen muchas técnicas que ofrece un sistema bases de clasificación de
un activo crítico (C), semicrítico (SC) y no crítico (NC). Esta evaluación se basa en
las evaluaciones probabilísticas de riesgo y la obtención del índice de riesgo del
activo (PRA y PRN). La data se puede obtener de los históricos de cada equipo. El
modelo utilizado en este tema de tesis es cualitativo-cuantitativo en el cual se
involucra los datos para cuantificar la frecuencia de falla, los costos de reparación y
el tiempo de reparación. El criterio de cada ítem medible representa la definición
final de la jerarquización de criticidad.
Figura N° 2: Matriz de Criticidad
Fuente: Elliott, M. (2000). Reliability-Centered Maintenance . IIEE Solutions, 32-42
27
El análisis cuantitativo busca cuantificar económicamente las variables que
definen la criticidad de cada sistema y subsistema del equipo investigado. Se debe
valorizar las variables como costos directos de mantenimiento (repuesto y mano de
obra), impacto económico de inoperatividad (perdida de producción), etc. Este
análisis considera el impacto directo sobre la disponibilidad operativa del equipo en
función al mantenimiento basado en confiabilidad
Criterios generales para el diseño de plan de trabajo
Se define como diseño de plan de trabajo al conjunto de tareas para las
personas involucradas en las funciones de la organización. Cada miembro debe
tener en claro el objetivo de trabajo para poder integrar sus responsabilidades
diarias con los objetivos de la empresa, a fin de lograr el plan más efectivo.
Para el plan de trabajo se diseñará los roles y responsabilidades del
operador y/o ingeniero involucrado en las gestiones de mantenimiento. Se tiene
como objetivo facilitar una guía de proceso con base RCM para asegurar el proceso
de implantación.
función al mantenimiento basado en confiabilidad
MTBF
La variable MTBF se define como el indicador de gestión para evaluar las
políticas de mantenimiento, se utiliza para expresar la confiabilidad de un sistema a
través de índices medibles como IPR (Prioridad de Riesgo) a través de la
evaluación de severidad, riesgo y detección de las fallas de un sistema.
Valorización de un Equipo
El proceso de valorización establece horas mínimas mensuales, por lo que,
si una unidad se incorpora a la obra de construcción por un periodo menor al mes,
esta se calcula de forma proporcional al periodo de incorporación. Las horas
programadas son establecidas por el proyecto de forma mensual. La valorización
del equipo se empieza contabilizar desde el día que el equipo llega al proyecto con
el operador. En caso de que el equipo llegue sin operador no valoriza hasta que
cuente con este.
28
Para los equipos de producción como las Excavadoras, la Gerencia de
Equipos establece la disponibilidad mecánica operada que no sea menor a lo
establecido (DMO => 90%). En caso de que las horas trabajadas sean mayores a
las horas mínimas, son consideradas como bolsa de horas para ser valorizadas al
siguiente mes.
Herramientas Exploratorias
Se utilizaron herramientas de ingeniería para recolectar, analizar y
controlar la información obtenida en el momento de trabajo de tesis. Las
herramientas ayudan a plantear posibles soluciones para el problema principal.
Diagrama de pescado
El diagrama de causa y efecto, también conocido como Ishikawa, muestra
una estructura con forma de espina de pez que consiste en la representación
gráfica del problema a analizar y la descripción de sus posibles causas. Esta
herramienta es muy conocida en la industria de la ingeniería y facilita el análisis de
para posibles soluciones. Creada por Kaoru Ishikawa en el año 1943.
Los pasos que seguir para aplicar esta herramienta son3.
1. Definir claramente el efecto cuyas causas van a identificarse y ponerlo por
escrito.
2. Dibujar una flecha horizontal larga y colocar en la punta el efecto definido con
anterioridad.
3. Identificar los factores primarios a través de una tormenta de ideas. Colocar los
alrededores de la flecha horizontal y unirlos a éstos mediante líneas inclinadas.
4. Escribir los factores secundarios, terciarios, etc., también a través de una
tormenta de ideas.
5. Para ayudar a determinar las posibles causas se pueden responder las
siguientes preguntas, ¿Quién? ¿Qué? ¿Dónde? ¿Cuándo? ¿Cómo? ¿Cuánto?
6. Analizar y seleccionar las causas reales.
7. Probar la validez de la secuencia causal, es decir, empezando desde la causa
raíz seguir el razonamiento hasta el efecto investigado y comprobar que tiene
sentido lógico.
3 Cfr. Heizer y Render 2009:206
29
OBJETIVOS DE LA INVESTIGACIÓN
Objetivo General.
Mejorar las gestiones de mantenimiento de la maquinaria pesada aplicando la
metodología AMEF con las nuevas tareas de mantenimiento en el plan de
construcción de Puente Chino.
Objetivos Específicos.
Cuantificar el tiempo promedio de fallas de un sistema (MTBF) para minimizar la
ocurrencia de paros imprevistos en el plan de mantenimiento.
Cuantificar el ratio de costo de mantenimiento por hora trabajada del
equipo en el plan de construcción de Puente Chino.
Medir y controlar los indicadores de disponibilidad (KPI) para mejorar la
operatividad del plan de construcción de Puente Chino.
JUSTIFICACIÓN DE LA INVESTIGACIÓN
La investigación se justifica de manera práctica resolviendo el problema de la baja
disponibilidad de los equipos aplicando nuevas tareas para el servicio de
Mantenimiento Periódico.
Justificación Económica
En el aspecto económico la presente investigación se desarrolla con el fin de
establecer mejoras para una mayor productividad de los recursos de la empresa
realizando un apropiado proceso de control en donde se pueda visualizar las
posibles desviaciones operativas que se ajusten al presupuesto planificado por la
empresa.
Justificación Teórica
La justificación teórica se basa en la aplicación de diferentes herramientas de la
ingeniería industrial, en donde se mejora la gestión de mantenimiento e incrementa
la disponibilidad de equipo mediante herramientas de control y propuestas de
mejora.
30
Justificación Tecnológica
En el aspecto tecnológico se basa en la mejora de la plataforma utilizada (SAP PM)
en el área para controlar las tareas del personal técnico involucrado. Teniendo una
respuesta positiva ya que logra automatizar la tarea preestablecidas por la
metodología AMEF utilizada.
Justificación Social
Finalmente, por la parte social la tesis plantea mejorar la seguridad del operario,
debido a que las condiciones en el lugar de trabajo son perjudiciales por el clima
extremo que hacen que la vida útil de la maquina sea menor y que el operador que
trabaja no pueda operar de una forma normal, entorpeciendo su labor
exponiéndose a muchos accidentes.
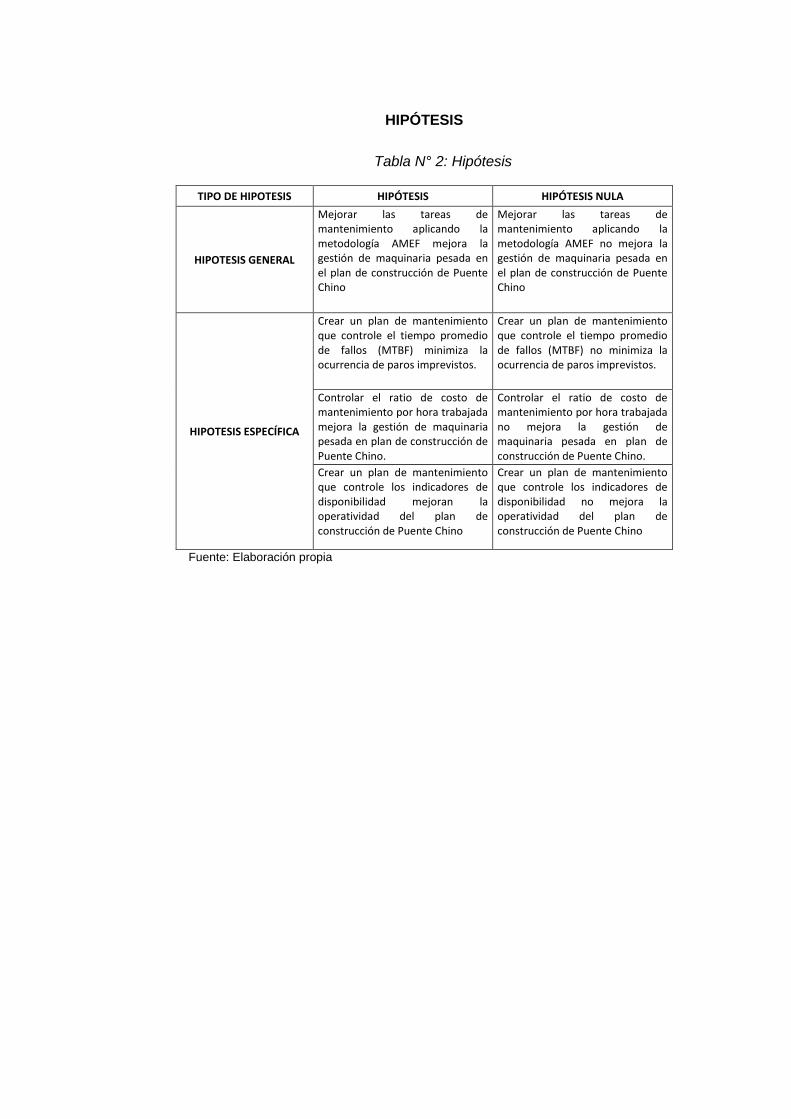
HIPÓTESIS
Tabla N° 2: Hipótesis
TIPO DE HIPOTESIS HIPÓTESIS HIPÓTESIS NULA
HIPOTESIS GENERAL
Mejorar las tareas de mantenimiento aplicando la metodología AMEF mejora la gestión de maquinaria pesada en el plan de construcción de Puente Chino
Mejorar las tareas de mantenimiento aplicando la metodología AMEF no mejora la gestión de maquinaria pesada en el plan de construcción de Puente Chino
HIPOTESIS ESPECÍFICA
Crear un plan de mantenimiento que controle el tiempo promedio de fallos (MTBF) minimiza la ocurrencia de paros imprevistos.
Crear un plan de mantenimiento que controle el tiempo promedio de fallos (MTBF) no minimiza la ocurrencia de paros imprevistos.
Controlar el ratio de costo de mantenimiento por hora trabajada mejora la gestión de maquinaria pesada en plan de construcción de Puente Chino.
Controlar el ratio de costo de mantenimiento por hora trabajada no mejora la gestión de maquinaria pesada en plan de construcción de Puente Chino.
Crear un plan de mantenimiento que controle los indicadores de disponibilidad mejoran la operatividad del plan de construcción de Puente Chino
Crear un plan de mantenimiento que controle los indicadores de disponibilidad no mejora la operatividad del plan de construcción de Puente Chino
Fuente: Elaboración propia
32
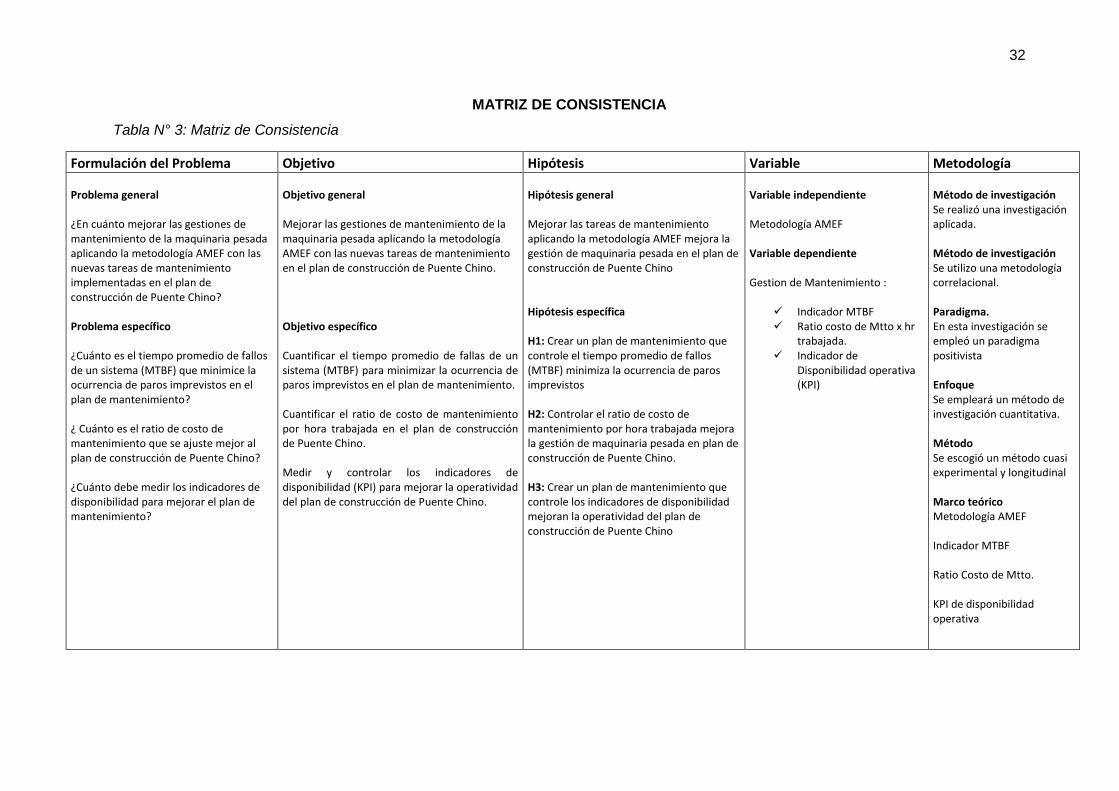
MATRIZ DE CONSISTENCIA
Tabla N° 3: Matriz de Consistencia
Formulación del Problema Objetivo Hipótesis Variable Metodología Problema general ¿En cuánto mejorar las gestiones de mantenimiento de la maquinaria pesada aplicando la metodología AMEF con las nuevas tareas de mantenimiento implementadas en el plan de construcción de Puente Chino? Problema específico ¿Cuánto es el tiempo promedio de fallos de un sistema (MTBF) que minimice la ocurrencia de paros imprevistos en el plan de mantenimiento? ¿ Cuánto es el ratio de costo de mantenimiento que se ajuste mejor al plan de construcción de Puente Chino? ¿Cuánto debe medir los indicadores de disponibilidad para mejorar el plan de mantenimiento?
Objetivo general Mejorar las gestiones de mantenimiento de la maquinaria pesada aplicando la metodología AMEF con las nuevas tareas de mantenimiento en el plan de construcción de Puente Chino. Objetivo específico Cuantificar el tiempo promedio de fallas de un sistema (MTBF) para minimizar la ocurrencia de paros imprevistos en el plan de mantenimiento. Cuantificar el ratio de costo de mantenimiento por hora trabajada en el plan de construcción de Puente Chino. Medir y controlar los indicadores de disponibilidad (KPI) para mejorar la operatividad del plan de construcción de Puente Chino.
Hipótesis general Mejorar las tareas de mantenimiento aplicando la metodología AMEF mejora la gestión de maquinaria pesada en el plan de construcción de Puente Chino Hipótesis específica H1: Crear un plan de mantenimiento que controle el tiempo promedio de fallos (MTBF) minimiza la ocurrencia de paros imprevistos H2: Controlar el ratio de costo de mantenimiento por hora trabajada mejora la gestión de maquinaria pesada en plan de construcción de Puente Chino. H3: Crear un plan de mantenimiento que controle los indicadores de disponibilidad mejoran la operatividad del plan de construcción de Puente Chino
Variable independiente Metodología AMEF Variable dependiente Gestion de Mantenimiento :
Indicador MTBF Ratio costo de Mtto x hr
trabajada. Indicador de
Disponibilidad operativa (KPI)
Método de investigación Se realizó una investigación aplicada. Método de investigación Se utilizo una metodología correlacional. Paradigma. En esta investigación se empleó un paradigma positivista Enfoque Se empleará un método de investigación cuantitativa. Método Se escogió un método cuasi experimental y longitudinal Marco teórico Metodología AMEF Indicador MTBF Ratio Costo de Mtto. KPI de disponibilidad operativa
33
MARCO METODOLÓGICO
Método de investigación
Se realizó una investigación aplicada ya que se utilizaron conocimiento y teorías de
ingeniería para dar solución a los problemas en la empresa,
Metodología
En la presente investigación se utilizó una metodología correlacional para
establecer la relación entre las variables independientes y dependientes
mencionadas anteriormente.
“Para evaluar el grado de asociación entre dos o más variables, en los
estudios correlacionales primero se mide cada una de estas y después se
cuantifican, analizan y establecen vinculaciones” (Sampieri, 2014).
Paradigma
En esta investigación se empleó un paradigma positivista pues busca encontrar las
causas y la objetividad mediante la ciencia, mostrando la relación constante entre
las variables planteadas, todos los conceptos mencionados generan un
conocimiento sistemático, comparable y medible en el tema de estudio.
Enfoque
La metodología tiene enfoque cuantitativo, ya que tiene como base la
medición de los resultados mediante diversos indicadores, buscando ser lo más
objetivo en el trabajo para generar y probar teorías.
Método
La investigación es cuasi experimental y longitudinal ya que se trabajó con
data histórica de órdenes de trabajo para el análisis situacional de la empresa
piloto, asi como también se realizó cambios en la variable independiente a través de
la variable dependiente. Y longitudinal porque la variable pendiente ha obtenido
cambios a lo largo del tiempo
34
VARIABLES
Independiente
La metodología AMEF es la variable independiente en la investigación y será
medida con la cantidad de tareas implementadas. En base a la definición de García,
utilizar esta metodología tiene como consecuencia “La clasificación de los fallos
para decidir si esta debe ser evitada o tan solo amortiguada” (García, 2003).
Dependiente
La variable dependiente es la gestión de mantenimiento y es medida con tres
indicadores.
La primera es medida con la variable MTBF, ayudara a medir el tiempo
promedio entre fallas en el cual se desea aumentar el tiempo de paradas de la
máquina para una mayor operatividad y menor tiempo de mantenimiento. Según
Nolasco, “Es la medición básica de confiabilidad para equipos que se pueden
reparar, conocida como el tiempo de funcionamiento hasta la ocurrencia de una
falla. (Nolasco,1994)
La segunda variable medible es el Ratio de Costo de Mantenimiento por
hora trabajada que se define de la siguiente forma: “Cuando hablamos de equipos
móviles, el mantenimiento preventivo puede ser definido como una actividad
organizada cuyo objetivo es maximizar el servicio y valor económico de la máquina.
(Equipment Maintenance Council, 2007, pág. 117). En este sentido la idea principal
es mantener los activos en condiciones productivas, pero a la vez mantener que el
valor de la inversión tenga un control económico para de esta manera se maximice
las utilidades. (Zegarra, 2015)
La última variable medible es el KPI de disponibilidad de la maquinaria.
De acuerdo a John Moubray“para crear un plan de mantenimiento que aumento la
disponibilidad de los equipos se debe realizar un constante monitoreo para mejorar
la fiabilidad de los equipos”. (Moubray, 1997).
POBLACIÓN - MUESTRA
La investigación es realizada en una empresa ubicada en Lima y tiene como
principal actividad brindar servicios de construcción e ingeniería en 24 proyectos a
nivel nacional. El proyecto piloto que se analizará está localizado en la provincia de
35
Ucayali en la ciudad de Pucallpa, en el proyecto denominado “Puente Chino” que
consta de la reconstrucción y mantenimiento de la carretera Puente Chino y cuenta
con más de 80 equipos entre ellos de línea amarilla, flota liviana y equipos
estratégicos. La población aplicada en esta investigación es la flota de línea
amarilla que tiene mayor nivel de criticidad ya que su baja productividad afecta
significativamente los resultados de la empresa. En el análisis realizado se dedujo
que los equipos críticos son las excavadoras Caterpillar modelo 336DL ya que tiene
un alto costo de mantenimiento.
Se identifica por población a 11 excavadoras críticas en total, por lo que el
instrumento y la metodología utilizada se realizaran a este grupo de equipos.
UNIDAD DE ANÁLISIS
Las unidades de análisis son las excavadoras en el proyecto de construcción
Puente Chino a través del reporte de los operadores de equipos y los ingenieros
encargados de las unidades. El contexto donde se realizan las labores de
mantenimiento es el mismo lugar de construcción, así como las fallas reportadas en
el lugar de operación.
INSTRUMENTO Y TÉCNICAS
Los formatos utilizados para los reportes fueron aprobados por la misma gerencia
de equipos de la empresa y validada por tres personas de diferentes áreas de la
empresa, especialistas en la administración de equipos.
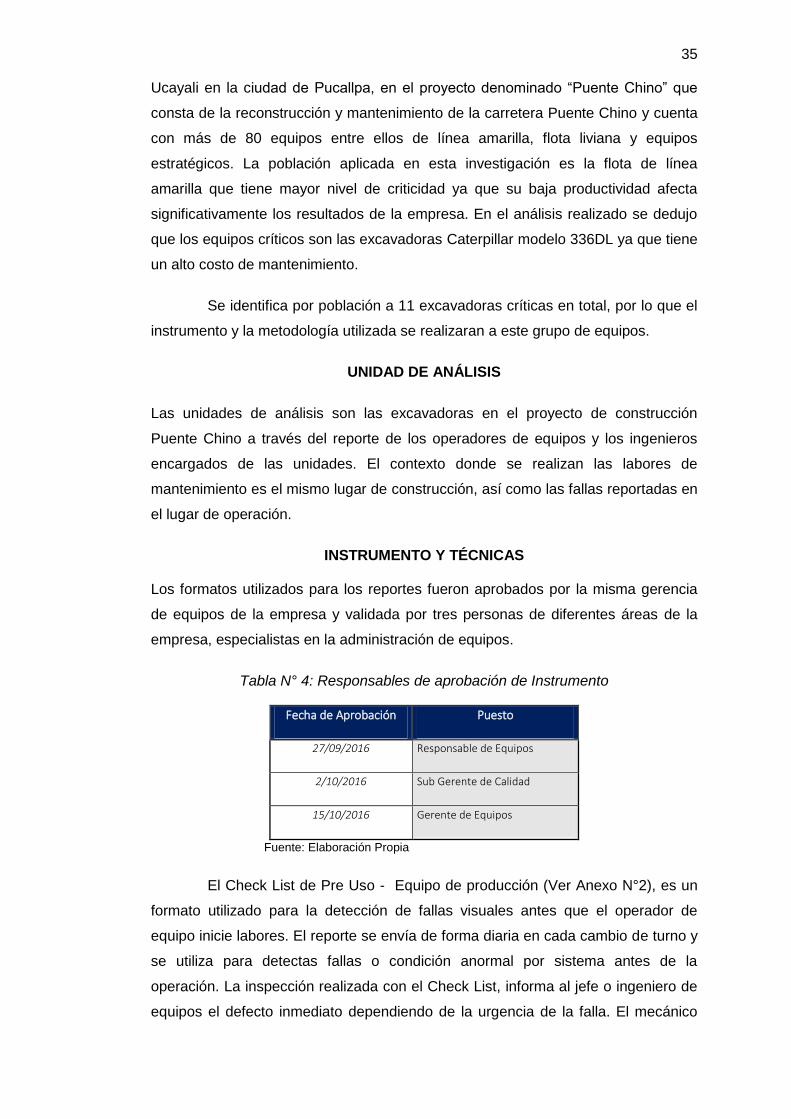
Tabla N° 4: Responsables de aprobación de Instrumento
Fecha de Aprobación Puesto
27/09/2016 Responsable de Equipos
2/10/2016 Sub Gerente de Calidad
15/10/2016 Gerente de Equipos
Fuente: Elaboración Propia
El Check List de Pre Uso - Equipo de producción (Ver Anexo N°2), es un
formato utilizado para la detección de fallas visuales antes que el operador de
equipo inicie labores. El reporte se envía de forma diaria en cada cambio de turno y
se utiliza para detectas fallas o condición anormal por sistema antes de la
operación. La inspección realizada con el Check List, informa al jefe o ingeniero de
equipos el defecto inmediato dependiendo de la urgencia de la falla. El mecánico
36
evalúa el equipo e indica las conclusiones y/o recomendaciones de la intervención
del equipo para luego crear una orden de trabajo que evidencie la falla detectada y
pedir recursos necesarios para la reparación.
Otros datos de entrada para este tipo de estudio son las órdenes de trabajo
ingresadas al sistema (SAP) para el requerimiento de los recursos, como repuestos
o personal especializado para una reparación compleja en la orden de servicio.
(Anexo 3)
Para poder hacer el análisis de disponibilidad mecánica en la obra de construcción,
se tomará en cuenta los reportes de los operadores para el área de planificación de
equipos (Anexo 4). Este reporte evidencia el estado situacional de los equipos
enviado por los ingenieros de equipos enviados semanalmente al área de
mantenimiento y planificación. Es así como se tiene los siguientes datos:
La siguiente información analizada para este tema de tesis es el reporte de horas
diarias que se obtienen del sistema de la empresa (SAP) en donde se descarga
como un documento de medición que contiene Horómetro final del equipo al
término de su operación. (Anexo 5)
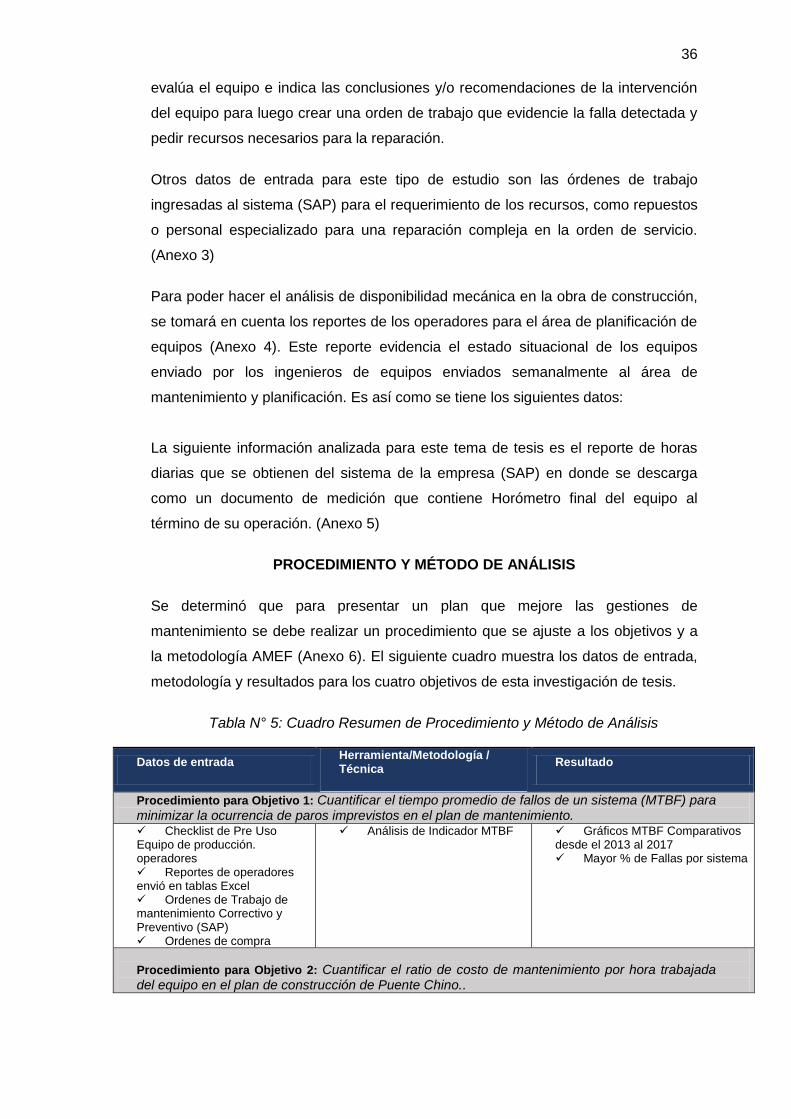
PROCEDIMIENTO Y MÉTODO DE ANÁLISIS
Se determinó que para presentar un plan que mejore las gestiones de
mantenimiento se debe realizar un procedimiento que se ajuste a los objetivos y a
la metodología AMEF (Anexo 6). El siguiente cuadro muestra los datos de entrada,
metodología y resultados para los cuatro objetivos de esta investigación de tesis.
Tabla N° 5: Cuadro Resumen de Procedimiento y Método de Análisis
Datos de entrada Herramienta/Metodología / Técnica
Resultado
Procedimiento para Objetivo 1: Cuantificar el tiempo promedio de fallos de un sistema (MTBF) para minimizar la ocurrencia de paros imprevistos en el plan de mantenimiento. Checklist de Pre Uso Equipo de producción. operadores Reportes de operadores envió en tablas Excel Ordenes de Trabajo de mantenimiento Correctivo y Preventivo (SAP) Ordenes de compra
Análisis de Indicador MTBF Gráficos MTBF Comparativos desde el 2013 al 2017 Mayor % de Fallas por sistema
Procedimiento para Objetivo 2: Cuantificar el ratio de costo de mantenimiento por hora trabajada del equipo en el plan de construcción de Puente Chino..
37
Ordenes de Mantenimiento 2016 y 2017 (SAP) plataforma de costos Cargas ETM, Valorización (SAP plataforma de contabilidad)
Análisis de Costos de Mantenimiento y horas trabajadas en (2016 vs 2017)
Ratio costo de mantenimiento por hora trabajada. Gráficos Comparativos 2016 vs 2017
Procedimiento para Objetivo 3: Medir y controlar los indicadores de disponibilidad operada por valorización en el plan de mantenimiento para mejorar la operatividad del plan
Reporte diario de Horómetro por equipo (SAP) Reporte situacional de equipo para área de planificación Ordenes de trabajo por reparación finalizadas en el sistema (SAP)
Análisis de Indicadores KPI de Disponibilidad Mecánica
Tablas y Gráficos de Resultados KPI del 2016 y 2017.
Fuente: Elaboración Propia
Para presentar un plan de mantenimiento que se adecue a la metodología AMEF se
debe identificar las fallas del sistema para implementar las nuevas tareas de
mantenimiento
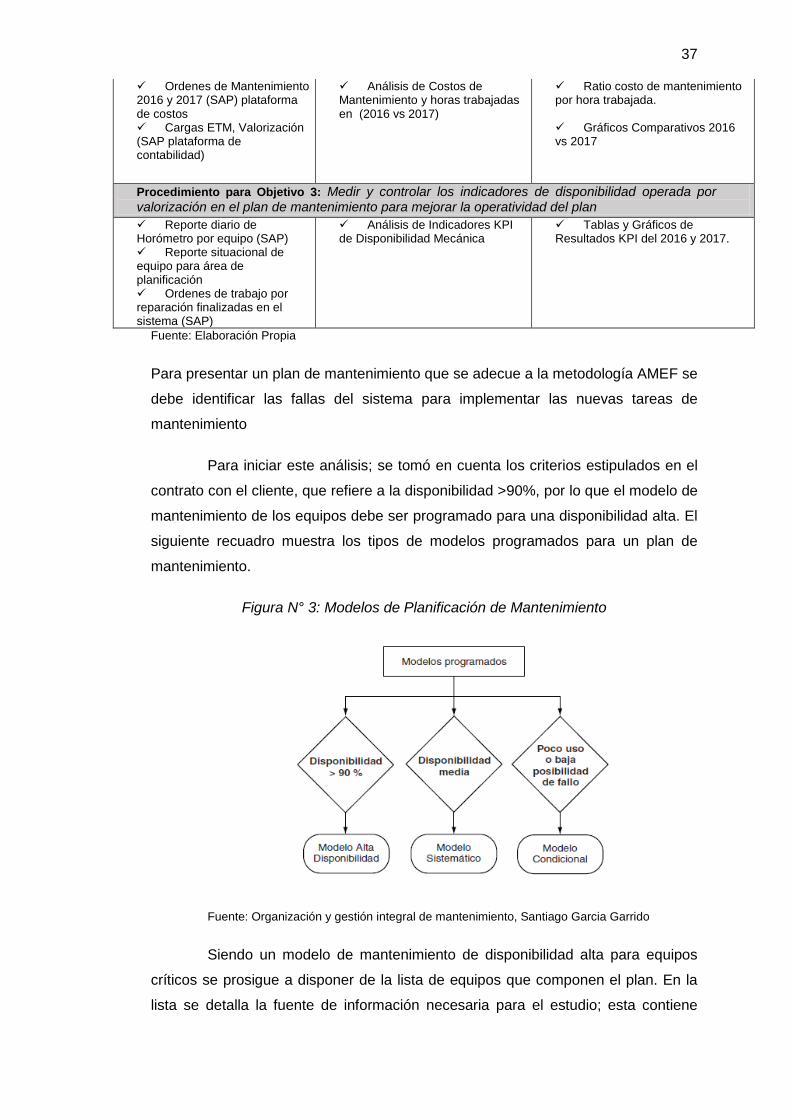
Para iniciar este análisis; se tomó en cuenta los criterios estipulados en el
contrato con el cliente, que refiere a la disponibilidad >90%, por lo que el modelo de
mantenimiento de los equipos debe ser programado para una disponibilidad alta. El
siguiente recuadro muestra los tipos de modelos programados para un plan de
mantenimiento.
Figura N° 3: Modelos de Planificación de Mantenimiento
Fuente: Organización y gestión integral de mantenimiento, Santiago Garcia Garrido
Siendo un modelo de mantenimiento de disponibilidad alta para equipos
críticos se prosigue a disponer de la lista de equipos que componen el plan. En la
lista se detalla la fuente de información necesaria para el estudio; esta contiene
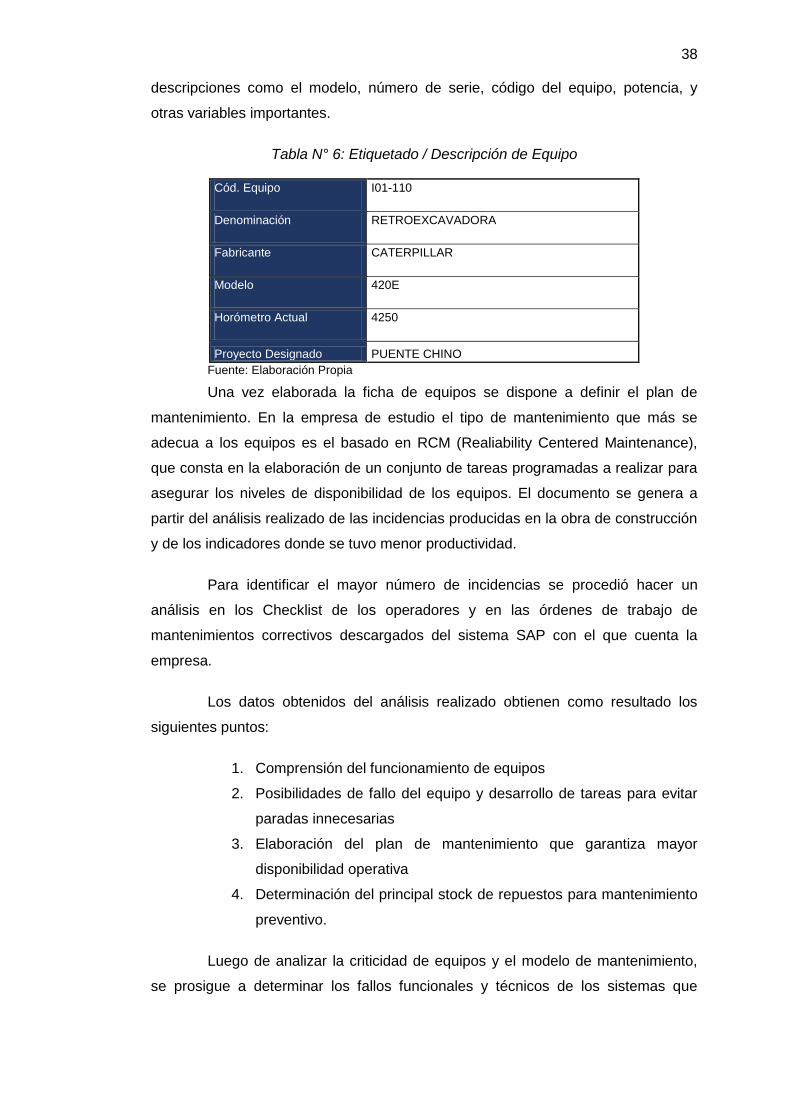
38
descripciones como el modelo, número de serie, código del equipo, potencia, y
otras variables importantes.
Tabla N° 6: Etiquetado / Descripción de Equipo
Cód. Equipo I01-110
Denominación RETROEXCAVADORA
Fabricante CATERPILLAR
Modelo 420E
Horómetro Actual 4250
Proyecto Designado PUENTE CHINO
Fuente: Elaboración Propia
Una vez elaborada la ficha de equipos se dispone a definir el plan de
mantenimiento. En la empresa de estudio el tipo de mantenimiento que más se
adecua a los equipos es el basado en RCM (Realiability Centered Maintenance),
que consta en la elaboración de un conjunto de tareas programadas a realizar para
asegurar los niveles de disponibilidad de los equipos. El documento se genera a
partir del análisis realizado de las incidencias producidas en la obra de construcción
y de los indicadores donde se tuvo menor productividad.
Para identificar el mayor número de incidencias se procedió hacer un
análisis en los Checklist de los operadores y en las órdenes de trabajo de
mantenimientos correctivos descargados del sistema SAP con el que cuenta la
empresa.
Los datos obtenidos del análisis realizado obtienen como resultado los
siguientes puntos:
1. Comprensión del funcionamiento de equipos
2. Posibilidades de fallo del equipo y desarrollo de tareas para evitar
paradas innecesarias
3. Elaboración del plan de mantenimiento que garantiza mayor
disponibilidad operativa
4. Determinación del principal stock de repuestos para mantenimiento
preventivo.
Luego de analizar la criticidad de equipos y el modelo de mantenimiento,
se prosigue a determinar los fallos funcionales y técnicos de los sistemas que
39
componen cada uno de los equipos. La herramienta utilizada en este punto es
conocida como la metodología AMEF.
La recolección de dato fue recabada de los reportes diarios y otros datos
de entrada ingresados por el personal en operativo en campo (ingenieros de equipo
y operadores).
Para analizar el mayor número de incidencias por sistemas se utilizó el
Check List de reporte de fallas y las ordenes de trabajo del sistema SAP en el cual
se visualiza los fallos por tipo de sistema con mayor ocurrencia en cada uno de los
equipos. Las órdenes de trabajo se consideran como el histórico de averías en
donde se puede obtener información valiosa para realizar el plan de mantenimiento.
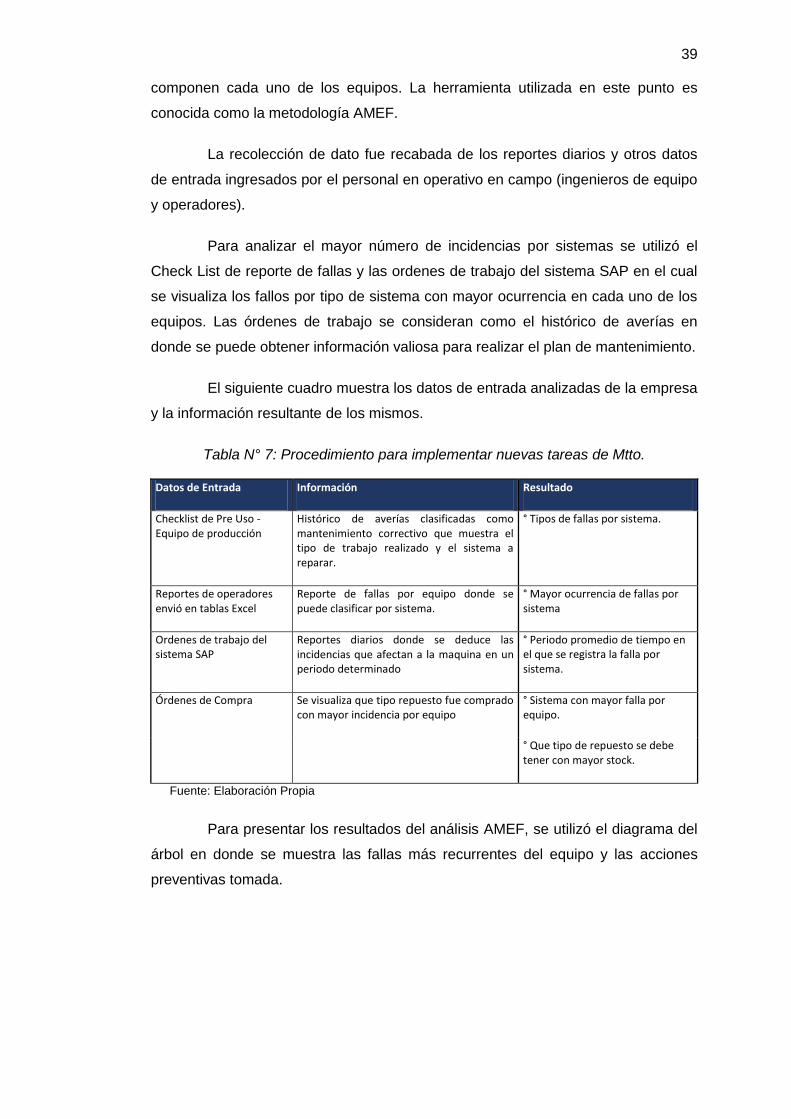
El siguiente cuadro muestra los datos de entrada analizadas de la empresa
y la información resultante de los mismos.
Tabla N° 7: Procedimiento para implementar nuevas tareas de Mtto.
Datos de Entrada Información Resultado
Checklist de Pre Uso - Equipo de producción
Histórico de averías clasificadas como mantenimiento correctivo que muestra el tipo de trabajo realizado y el sistema a reparar.
° Tipos de fallas por sistema.
Reportes de operadores envió en tablas Excel
Reporte de fallas por equipo donde se puede clasificar por sistema.
° Mayor ocurrencia de fallas por sistema
Ordenes de trabajo del sistema SAP
Reportes diarios donde se deduce las incidencias que afectan a la maquina en un periodo determinado
° Periodo promedio de tiempo en el que se registra la falla por sistema.
Órdenes de Compra Se visualiza que tipo repuesto fue comprado con mayor incidencia por equipo
° Sistema con mayor falla por equipo.
° Que tipo de repuesto se debe tener con mayor stock.
Fuente: Elaboración Propia
Para presentar los resultados del análisis AMEF, se utilizó el diagrama del
árbol en donde se muestra las fallas más recurrentes del equipo y las acciones
preventivas tomada.

40
Figura N° 4: Diagrama AMEF
Fuente: Elaboración Propia
Objetivos 1
Cuantificar el tiempo promedio de fallos de un sistema (MTBF) para minimizar la ocurrencia
de paros imprevistos en el plan de mantenimiento.
Como primer objetivo en la investigación se desea calcular el tiempo
promedio entre fallos del sistema con la herramienta MTBF, este cálculo se obtiene
de la división del tiempo total de operaciones entre el número de paros por fallas en
un equipo. Como objetivo se desea llegar a un promedio de MTBF mayor o igual a
105 horas operativas antes de la ocurrencia de una nueva falla.
Ecuación N°1: Tiempo Promedio de Fallos (MTBF)
MTBF =Tiempo total de operación en el periodo
número total de fallas
Fuente: Elaboración propia
Para analizar los tiempos de cada falla en el equipo se utilizó el check list
de reporte de fallas y las ordenes de trabajo del sistema SAP en el cual se visualiza
los correctivos con mayor ocurrencia en cada uno de los equipos.
Acción Tomada
Causa de Falla
Efecto de Falla
Función del
EquipoEquipo
Modelo de Equipo
Función 1
Falla 1 Causa 1 Acción 1
Falla 2 Causa 2 Acción 2
Falla3 Causa 3 Acción 3
Función 2
Falla 4 Causa 4 Acción 4
41
Tabla N° 8: Procedimiento para Objetivo n°1
Datos de Entrada Información Resultado
Checklist de Pre uso equipo de producción
Ordenes de trabajo (SAP)
Ordenes de compra
Cada cuanto tiempo se reporta una orden correctiva por equipo y para qué sistema
° Tiempo promedio entre fallas por sistema.
Reportes de operadores envió en tablas Excel
En un periodo de operativo cuantas fallas se registró.
° % de Fallas por sistema (Pareto)
Fuente: Elaboración Propia
Objetivos 2
Cuantificar el ratio de costo de mantenimiento por hora trabajada del equipo en el
plan de construcción de Puente Chino.
El costo de mantenimiento son todas las órdenes de trabajo que se generó
al final de un periodo por la reparación de un equipo. Para este costo se tomará en
cuenta solo las ordenes de trabajo por mantenimiento preventivo, para finalmente
hacer una comparación gráfica mensual del año 2016 vs 2017 (hasta julio).
El ratio de costo de mantenimiento por hora trabajada resulta del total de
costo por mantenimiento preventivo sobre total de horas trabajadas del equipo
Tabla N° 9: Procedimiento para Objetivo n°2
Datos de Entrada Información Resultado
Ordenes de Mantenimiento 2016 y 2017 (SAP) plataforma de costos
Costo de cada orden de mantenimiento correctivo y consumible por equipo
° Costo total mensual de las ordenes de mantenimiento correctivo y preventivo generadas por equipo
Cargas ETM y PM en SAP de horas trabajadas por equipo mensual.
Horas mensuales trabajadas ° Ratio de costo de Mtto por hora trabajada
Fuente: Elaboración Propia
Los resultados obtenidos se representan a través de tablas de costo
beneficio de la implementación del plan realizado en el año, además de gráficos
comparativos de costos de mantenimiento y valorizaciones por equipo.
Ecuación N°2: Ratio Costo de Mtto x hora trabajada
42
Ratio Costo de Mtto. =Total Costo de Mtto preventivo
Horas trabajadas
Objetivos 3
Medir y controlar los indicadores de disponibilidad operada por valorización en el plan de
mantenimiento para mejorar la operatividad del plan de construcción de Puente Chino
Como objetivo final se mide los indicadores de disponibilidad (KPI) de los
equipos para cuantificar si el plan de mantenimiento implementado fue exitoso.
Ecuación N°3: KPI de Disponibilidad Operativa
𝐾𝑃𝐼 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 =Hp + He − Hm − Hop
𝐻𝑝 + 𝐻𝑒 %
Hp: Horas programadas de operación
He: Horas extras, exceso de horas trabajadas por equipo en referencia a
las horas programadas
Hm: Horas paralización por mantenimiento.
*Incluye: Mantenimiento preventivo, correctivo, cambio de GET’s
(consumibles), cambio de neumático
*No Incluye: Horas de abastecimiento de combustible, Horas espera
por efectos del clima que generen imposibilidad de uso ni horas de
traslado a diferente frente de trabajo u otras por condiciones ajenas a
la empresa (hurto, vandalismo, etc.)
Hop: Horas por parada en espera de operador.
*Incluye: Horas por espera de operador adicional al plazo establecido
con el cliente.
*No incluye: Horas paralizadas por enfermedad, ausentismo,
indisciplina, permiso, otras (huelgas, paros, huaycos, etc.)
Los equipos que se tomaron en cuanta son aquellos de mayor criticidad
que generan mayor productividad en la obra de Puente Chino. Los datos
recopilados para medir el KPI de disponibilidad se toman de los reportes diarios de
los horómetros de los equipos. Esta información es enviada por los operadores
semanalmente en un formato de Excel.
Tabla N°10: Procedimiento para Objetivo n°3
Datos de Entrada Información Resultado
Reporte diario de Horómetro por equipo (SAP)
Horómetro de equipo diario ° Tiempo de producción diaria
43
Reporte situacional de equipo para área de planificación
Estado situacional del equipo ° Tiempo operativo de cada equipo
Orden de trabajo por reparación finalizada en el sistema (SAP)
Horómetro con el que ingreso el equipo y el tiempo inoperativo por reparación.
° Tiempo de reparación o inoperatividad
Fuente: Elaboración Propia
Finalmente, los resultados obtenidos se muestran en gráficas del KPI de
disponibilidad obtenido en los meses del año 2016 comparados a partir del mes de
abril del presente año mes que se inició la implementación de las nuevas gestiones
de mantenimiento.
Método de análisis
Con el objetivo de analizar el impacto de cada una de las variables independientes
sobre la dependiente se utilizó el programa estadístico de Excel para la prueba de
hipótesis.
Según Sampieri, “En las muestras de tipo probabilístico, todos los elementos
de la población son escogidos debido a que poseen las características adecuadas”
(Sampieri, 2014). Tomando como base la guía para el cálculo según Sampieri de
Metodología de la investigación se utilizará el programa Megastat
Los datos necesarios para ejecutar la herramienta Megastat son:
n = tamaño de muestras u observaciones
p = promedio proporcional de la muestra
s= desviación estándar
El intervalo de confidencialidad debe ser mayor al 95% por ciento, para
ofrecer una estimación más precisa.
Si el resultado p-value (valor probabilístico) es menor a 0.05, se rechaza la
Hipótesis nula (Ho) y por lo tanto, se acepta la Hipótesis alterna (Ha).
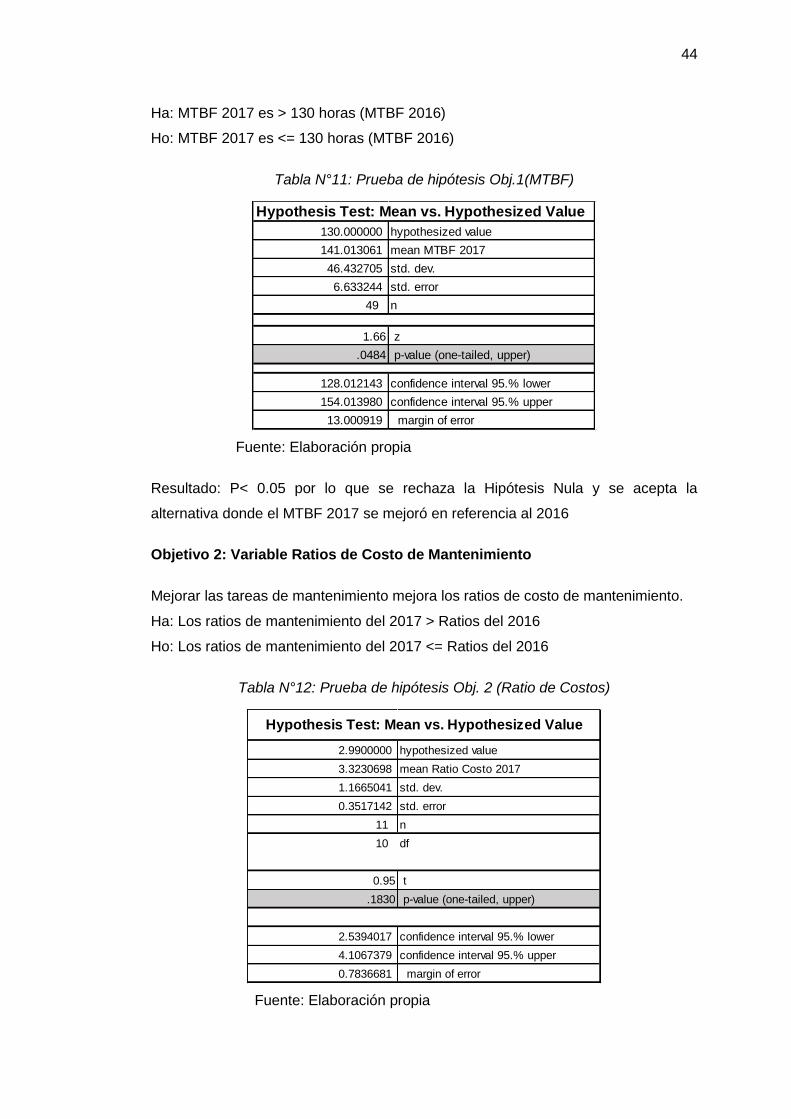
Objetivo 1: Variable MTBF
Mejorar las tareas de mantenimiento minimiza la ocurrencia de paros imprevistos
(MTBF).
44
Ha: MTBF 2017 es > 130 horas (MTBF 2016)
Ho: MTBF 2017 es <= 130 horas (MTBF 2016)
Tabla N°11: Prueba de hipótesis Obj.1(MTBF)
Fuente: Elaboración propia
Resultado: P< 0.05 por lo que se rechaza la Hipótesis Nula y se acepta la
alternativa donde el MTBF 2017 se mejoró en referencia al 2016
Objetivo 2: Variable Ratios de Costo de Mantenimiento
Mejorar las tareas de mantenimiento mejora los ratios de costo de mantenimiento.
Ha: Los ratios de mantenimiento del 2017 > Ratios del 2016
Ho: Los ratios de mantenimiento del 2017 <= Ratios del 2016
Tabla N°12: Prueba de hipótesis Obj. 2 (Ratio de Costos)
Fuente: Elaboración propia
Hypothesis Test: Mean vs. Hypothesized Value
130.000000 hypothesized value
141.013061 mean MTBF 2017
46.432705 std. dev.
6.633244 std. error
49 n
1.66 z
.0484 p-value (one-tailed, upper)
128.012143 confidence interval 95.% lower
154.013980 confidence interval 95.% upper
13.000919 margin of error
2.9900000 hypothesized value
3.3230698 mean Ratio Costo 2017
1.1665041 std. dev.
0.3517142 std. error
11 n
10 df
0.95 t
.1830 p-value (one-tailed, upper)
2.5394017 confidence interval 95.% lower
4.1067379 confidence interval 95.% upper
0.7836681 margin of error
Hypothesis Test: Mean vs. Hypothesized Value
45
Resultado: El P > 0.05 por lo que se acepta la hipótesis nula y se acepta la alterna
en donde las nuevas tareas de mantenimiento no reducen los ratios de costo de
mantenimiento preventivo. Lo que confirma que para el 2017 el mantenimiento
aumento sus costos.
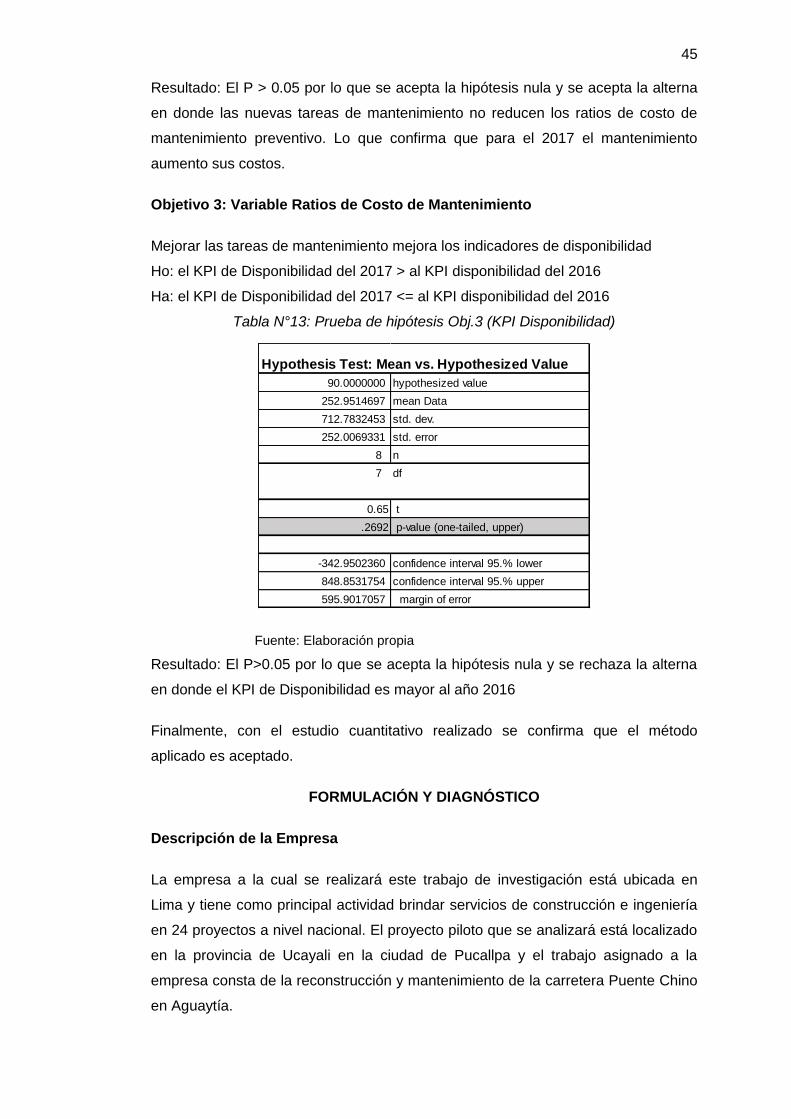
Objetivo 3: Variable Ratios de Costo de Mantenimiento
Mejorar las tareas de mantenimiento mejora los indicadores de disponibilidad
Ho: el KPI de Disponibilidad del 2017 > al KPI disponibilidad del 2016
Ha: el KPI de Disponibilidad del 2017 <= al KPI disponibilidad del 2016
Tabla N°13: Prueba de hipótesis Obj.3 (KPI Disponibilidad)
Fuente: Elaboración propia
Resultado: El P>0.05 por lo que se acepta la hipótesis nula y se rechaza la alterna
en donde el KPI de Disponibilidad es mayor al año 2016
Finalmente, con el estudio cuantitativo realizado se confirma que el método
aplicado es aceptado.
FORMULACIÓN Y DIAGNÓSTICO
Descripción de la Empresa
La empresa a la cual se realizará este trabajo de investigación está ubicada en
Lima y tiene como principal actividad brindar servicios de construcción e ingeniería
en 24 proyectos a nivel nacional. El proyecto piloto que se analizará está localizado
en la provincia de Ucayali en la ciudad de Pucallpa y el trabajo asignado a la
empresa consta de la reconstrucción y mantenimiento de la carretera Puente Chino
en Aguaytía.
Hypothesis Test: Mean vs. Hypothesized Value
90.0000000 hypothesized value
252.9514697 mean Data
712.7832453 std. dev.
252.0069331 std. error
8 n
7 df
0.65 t
.2692 p-value (one-tailed, upper)
-342.9502360 confidence interval 95.% lower
848.8531754 confidence interval 95.% upper
595.9017057 margin of error
46
La obra de Puente Chino dio inicio en los primeros meses del 2015y en su
transcurso surgieron una serie de problemas muestra de la falta de control en la
administración de sus equipos. La Gerencia de Equipos, área encargada de los
equipos de producción, mostro falta de control en sus principales recursos debido a
la gran cantidad de equipos a gestionar y falta de personal capacitado. Como
resultado a inicios del 2016, el cliente mostro insatisfacción en el servicio por lo que
tomo como medida crear un mejor plan para las responsabilidades del área. Los
indicadores que se obtuvieron a fines del mes de febrero del 2016 fueron de una
baja disponibilidad operativa, por debajo del 90% estipulado en el contrato y un
incremento en sus costos de mantenimiento.
Organigrama de Gerencia de Equipos
La empresa está conformada por una gerencia de equipos encargada de
administrar y gestionar los recursos de manera activa. Esta área es responsable de
la ejecución eficiente de la maquinaria pesada en las diferentes obras de
construcción. Además, vela por el buen uso y rendimiento de los recursos
asignados mediante el suministro oportuno y el constante control para una mejor
disponibilidad mecánica operada que ayude a alcanzar una mayor competitividad
en el mercado.
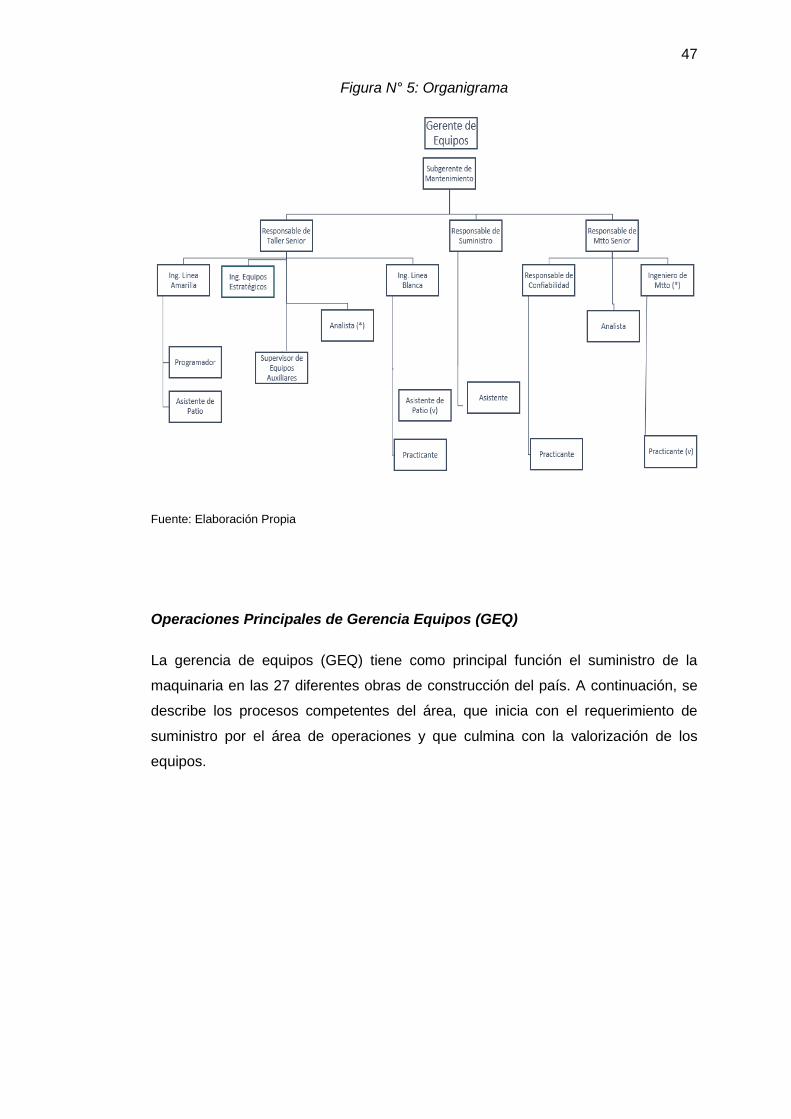
Para tener un mejor panorama de la empresa de estudio, se presenta un
organigrama donde se visualiza el área encargada de velar por la eficiencia de los
equipos de empresa, en ella se tiene principalmente a un Gerente de Equipos,
Subgerente, y tres responsables tal como describe el siguiente la figura n°5. Como
puestos estratégicos de estudio se tiene a los Ingenieros de Equipos, Supervisores,
Asistentes técnicos y operadores.
47
Figura N° 5: Organigrama
Fuente: Elaboración Propia
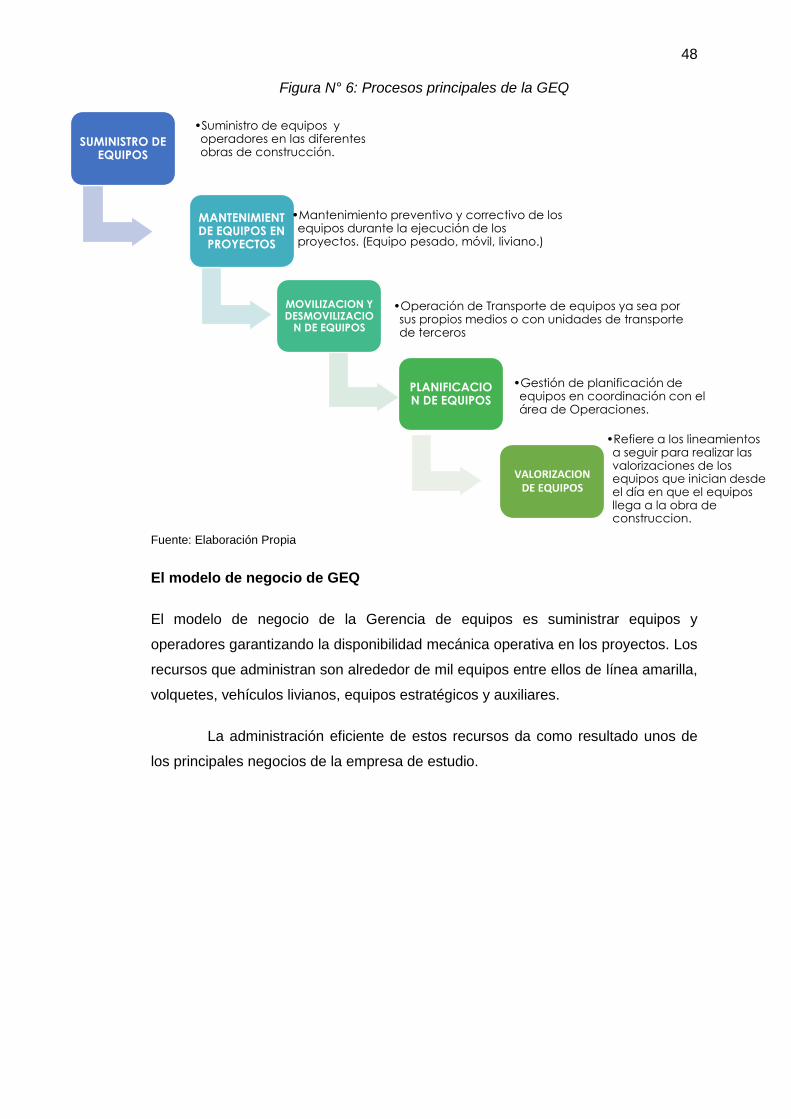
Operaciones Principales de Gerencia Equipos (GEQ)
La gerencia de equipos (GEQ) tiene como principal función el suministro de la
maquinaria en las 27 diferentes obras de construcción del país. A continuación, se
describe los procesos competentes del área, que inicia con el requerimiento de
suministro por el área de operaciones y que culmina con la valorización de los
equipos.
48
Figura N° 6: Procesos principales de la GEQ
Fuente: Elaboración Propia
El modelo de negocio de GEQ
El modelo de negocio de la Gerencia de equipos es suministrar equipos y
operadores garantizando la disponibilidad mecánica operativa en los proyectos. Los
recursos que administran son alrededor de mil equipos entre ellos de línea amarilla,
volquetes, vehículos livianos, equipos estratégicos y auxiliares.
La administración eficiente de estos recursos da como resultado unos de
los principales negocios de la empresa de estudio.
SUMINISTRO DE EQUIPOS
•Suministro de equipos y operadores en las diferentes obras de construcción.
MANTENIMIENTDE EQUIPOS EN
PROYECTOS
•Mantenimiento preventivo y correctivo de los equipos durante la ejecución de los proyectos. (Equipo pesado, móvil, liviano.)
MOVILIZACION Y DESMOVILIZACIO
N DE EQUIPOS
•Operación de Transporte de equipos ya sea por sus propios medios o con unidades de transporte de terceros
PLANIFICACION DE EQUIPOS
•Gestión de planificación de equipos en coordinación con el área de Operaciones.
VALORIZACION DE EQUIPOS
•Refiere a los lineamientos a seguir para realizar las valorizaciones de los equipos que inician desde el día en que el equipos llega a la obra de construccion.
49
Figura N° 7: Modelo de Negocio
Fuente: Elaboración Propia
La eficiencia del área es medida con los indicadores de Gestión en todo el
proceso de suministro de equipos. A continuación, se muestra la Cadena de Valor
de GEQ y el flujo el cual maneja la empresa.
Figura N° 8: Cadena de Valor
Fuente: Elaboración Propia

50
Figura N°9: Flujo de Gestión de GEQ y GOP
Fuente: Elaboración Propia
Gestión de Indicadores de GEQ
La gestion de indicadores del area se realiza de manera semanal. De esta manera
la gerencia y responsables de los equipos pueden tomar decisiones oportunas para
la planificacion de los recursos. Estas son definidas de la siguiente manera:
Figura N°10: Gestión de Indicadores de GEQ
Fuente: Elaboración Propia
Disponibilidad Mecánica
Confiabilidad de los equipos reparados en Taller
Tiempo medio entre fallas (MTBF)
Costos de mantenimiento vs presupuesto ajustado
Costo de stock inmovilizado
Cumplimiento de Backlog
Gestion de Consumibles
51
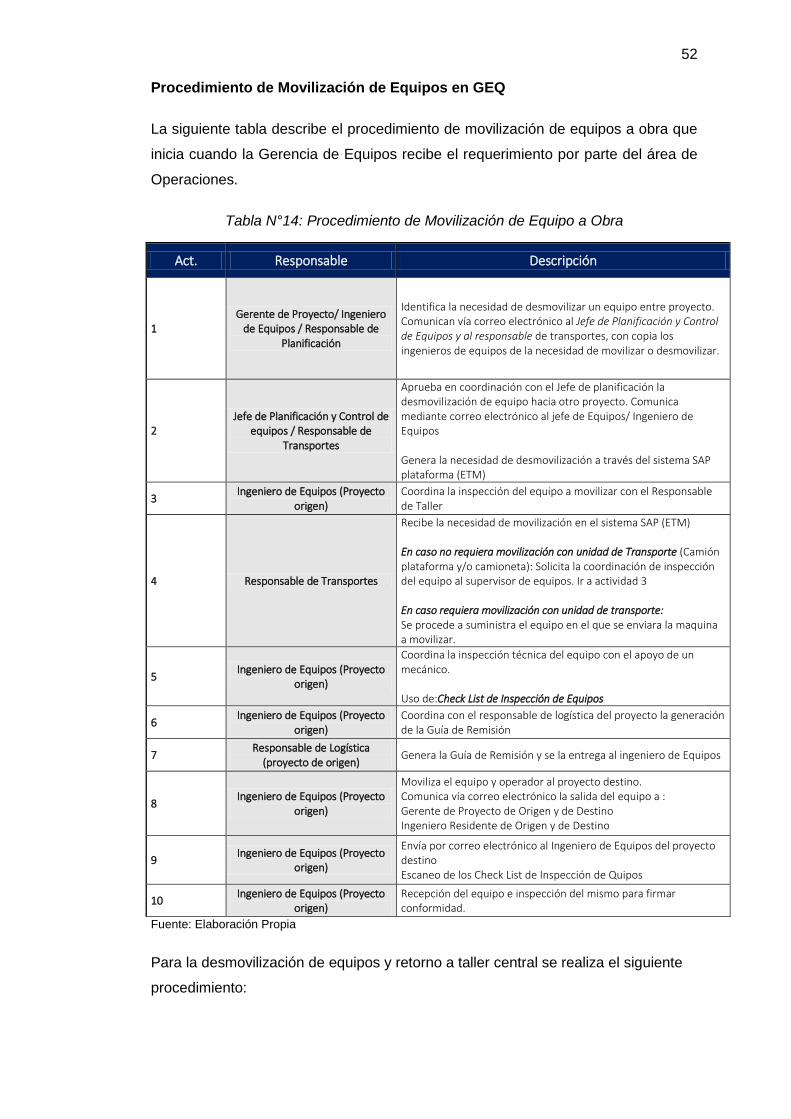
Principales Equipos
La figura n°11 muestra los principales equipos que operan en las diferentes obras
de construcción.
Figura N°11: Principales Equipos
Fuente: Elaboración Propia
Figura N°12: Cantidad de Equipos de Producción y Estratégicos
Fuente: Elaboración Propia
La empresa cuenta con un total de 494 equipos de produccion, los cuales se
destacan los camiones volquetes con 250.
250
45 36 35 30 25 24 15 11 7 6 5 3 20
50
100
150
200
250
300
Cantidad de Equipos
52
Procedimiento de Movilización de Equipos en GEQ
La siguiente tabla describe el procedimiento de movilización de equipos a obra que
inicia cuando la Gerencia de Equipos recibe el requerimiento por parte del área de
Operaciones.
Tabla N°14: Procedimiento de Movilización de Equipo a Obra
Act. Responsable Descripción
1 Gerente de Proyecto/ Ingeniero
de Equipos / Responsable de Planificación
Identifica la necesidad de desmovilizar un equipo entre proyecto. Comunican vía correo electrónico al Jefe de Planificación y Control de Equipos y al responsable de transportes, con copia los ingenieros de equipos de la necesidad de movilizar o desmovilizar.
2 Jefe de Planificación y Control de
equipos / Responsable de Transportes
Aprueba en coordinación con el Jefe de planificación la desmovilización de equipo hacia otro proyecto. Comunica mediante correo electrónico al jefe de Equipos/ Ingeniero de Equipos Genera la necesidad de desmovilización a través del sistema SAP plataforma (ETM)
3 Ingeniero de Equipos (Proyecto
origen) Coordina la inspección del equipo a movilizar con el Responsable de Taller
4 Responsable de Transportes
Recibe la necesidad de movilización en el sistema SAP (ETM) En caso no requiera movilización con unidad de Transporte (Camión plataforma y/o camioneta): Solicita la coordinación de inspección del equipo al supervisor de equipos. Ir a actividad 3 En caso requiera movilización con unidad de transporte: Se procede a suministra el equipo en el que se enviara la maquina a movilizar.
5 Ingeniero de Equipos (Proyecto
origen)
Coordina la inspección técnica del equipo con el apoyo de un mecánico. Uso de:Check List de Inspección de Equipos
6 Ingeniero de Equipos (Proyecto
origen) Coordina con el responsable de logística del proyecto la generación de la Guía de Remisión
7 Responsable de Logística
(proyecto de origen) Genera la Guía de Remisión y se la entrega al ingeniero de Equipos
8 Ingeniero de Equipos (Proyecto
origen)
Moviliza el equipo y operador al proyecto destino. Comunica vía correo electrónico la salida del equipo a : Gerente de Proyecto de Origen y de Destino Ingeniero Residente de Origen y de Destino
9 Ingeniero de Equipos (Proyecto
origen)
Envía por correo electrónico al Ingeniero de Equipos del proyecto destino Escaneo de los Check List de Inspección de Quipos
10 Ingeniero de Equipos (Proyecto
origen) Recepción del equipo e inspección del mismo para firmar conformidad.
Fuente: Elaboración Propia
Para la desmovilización de equipos y retorno a taller central se realiza el siguiente
procedimiento:
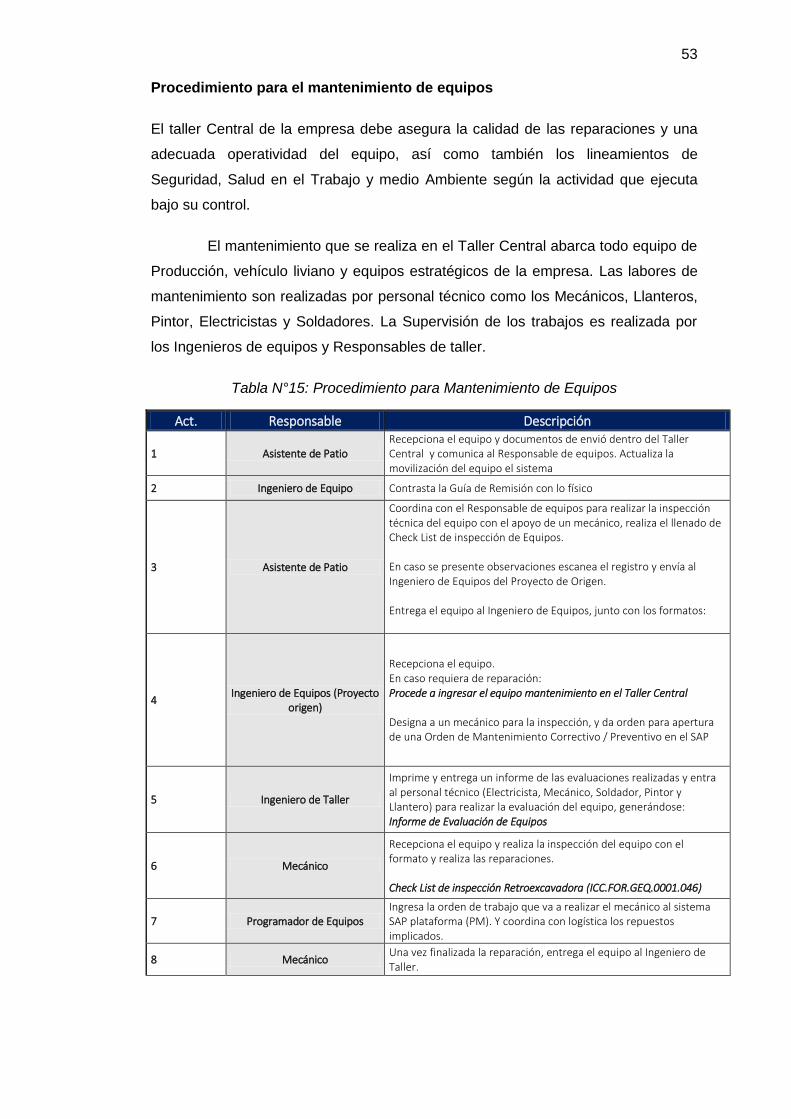
53
Procedimiento para el mantenimiento de equipos
El taller Central de la empresa debe asegura la calidad de las reparaciones y una
adecuada operatividad del equipo, así como también los lineamientos de
Seguridad, Salud en el Trabajo y medio Ambiente según la actividad que ejecuta
bajo su control.
El mantenimiento que se realiza en el Taller Central abarca todo equipo de
Producción, vehículo liviano y equipos estratégicos de la empresa. Las labores de
mantenimiento son realizadas por personal técnico como los Mecánicos, Llanteros,
Pintor, Electricistas y Soldadores. La Supervisión de los trabajos es realizada por
los Ingenieros de equipos y Responsables de taller.
Tabla N°15: Procedimiento para Mantenimiento de Equipos
Act. Responsable Descripción
1 Asistente de Patio Recepciona el equipo y documentos de envió dentro del Taller Central y comunica al Responsable de equipos. Actualiza la movilización del equipo el sistema
2 Ingeniero de Equipo Contrasta la Guía de Remisión con lo físico
3 Asistente de Patio
Coordina con el Responsable de equipos para realizar la inspección técnica del equipo con el apoyo de un mecánico, realiza el llenado de Check List de inspección de Equipos. En caso se presente observaciones escanea el registro y envía al Ingeniero de Equipos del Proyecto de Origen. Entrega el equipo al Ingeniero de Equipos, junto con los formatos:
4 Ingeniero de Equipos (Proyecto
origen)
Recepciona el equipo. En caso requiera de reparación: Procede a ingresar el equipo mantenimiento en el Taller Central Designa a un mecánico para la inspección, y da orden para apertura de una Orden de Mantenimiento Correctivo / Preventivo en el SAP
5 Ingeniero de Taller
Imprime y entrega un informe de las evaluaciones realizadas y entra al personal técnico (Electricista, Mecánico, Soldador, Pintor y Llantero) para realizar la evaluación del equipo, generándose: Informe de Evaluación de Equipos
6 Mecánico
Recepciona el equipo y realiza la inspección del equipo con el formato y realiza las reparaciones. Check List de inspección Retroexcavadora (ICC.FOR.GEQ.0001.046)
7 Programador de Equipos Ingresa la orden de trabajo que va a realizar el mecánico al sistema SAP plataforma (PM). Y coordina con logística los repuestos implicados.
8 Mecánico Una vez finalizada la reparación, entrega el equipo al Ingeniero de Taller.
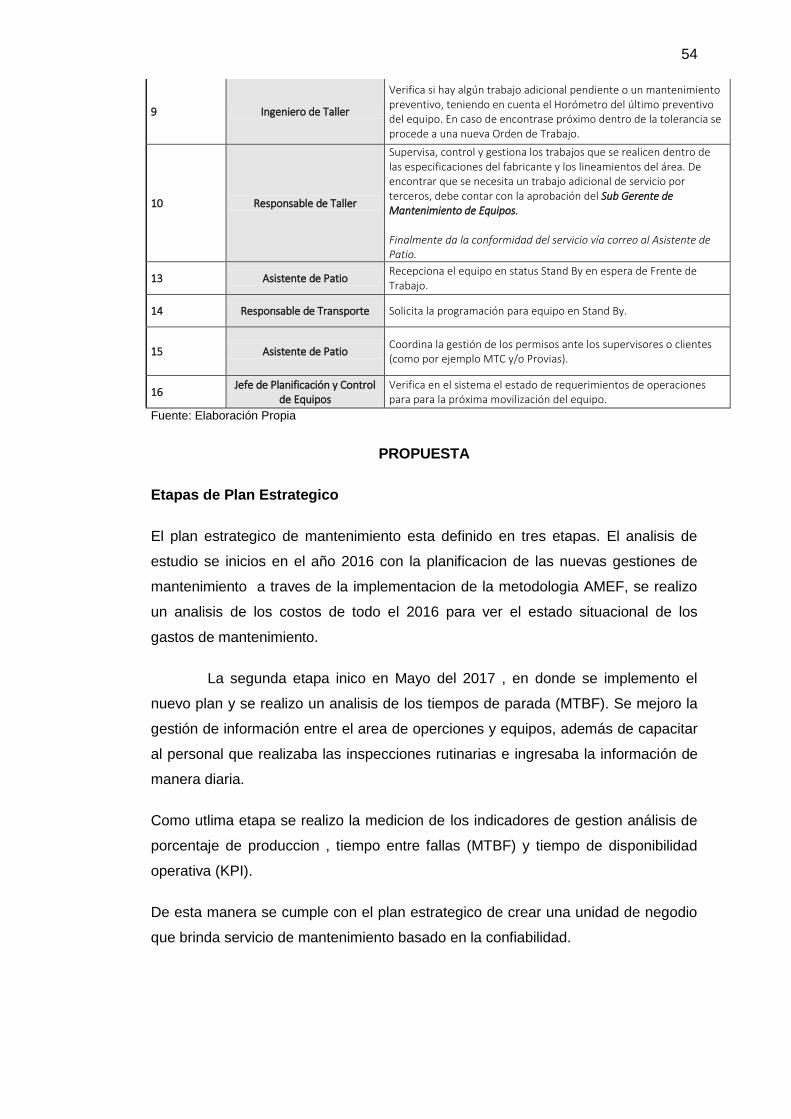
54
9 Ingeniero de Taller
Verifica si hay algún trabajo adicional pendiente o un mantenimiento preventivo, teniendo en cuenta el Horómetro del último preventivo del equipo. En caso de encontrase próximo dentro de la tolerancia se procede a una nueva Orden de Trabajo.
10 Responsable de Taller
Supervisa, control y gestiona los trabajos que se realicen dentro de las especificaciones del fabricante y los lineamientos del área. De encontrar que se necesita un trabajo adicional de servicio por terceros, debe contar con la aprobación del Sub Gerente de Mantenimiento de Equipos. Finalmente da la conformidad del servicio vía correo al Asistente de Patio.
13 Asistente de Patio Recepciona el equipo en status Stand By en espera de Frente de Trabajo.
14 Responsable de Transporte Solicita la programación para equipo en Stand By.
15 Asistente de Patio Coordina la gestión de los permisos ante los supervisores o clientes (como por ejemplo MTC y/o Provias).
16 Jefe de Planificación y Control
de Equipos Verifica en el sistema el estado de requerimientos de operaciones para para la próxima movilización del equipo.
Fuente: Elaboración Propia
PROPUESTA
Etapas de Plan Estrategico
El plan estrategico de mantenimiento esta definido en tres etapas. El analisis de
estudio se inicios en el año 2016 con la planificacion de las nuevas gestiones de
mantenimiento a traves de la implementacion de la metodologia AMEF, se realizo
un analisis de los costos de todo el 2016 para ver el estado situacional de los
gastos de mantenimiento.
La segunda etapa inico en Mayo del 2017 , en donde se implemento el
nuevo plan y se realizo un analisis de los tiempos de parada (MTBF). Se mejoro la
gestión de información entre el area de operciones y equipos, además de capacitar
al personal que realizaba las inspecciones rutinarias e ingresaba la información de
manera diaria.
Como utlima etapa se realizo la medicion de los indicadores de gestion análisis de
porcentaje de produccion , tiempo entre fallas (MTBF) y tiempo de disponibilidad
operativa (KPI).
De esta manera se cumple con el plan estrategico de crear una unidad de negodio
que brinda servicio de mantenimiento basado en la confiabilidad.
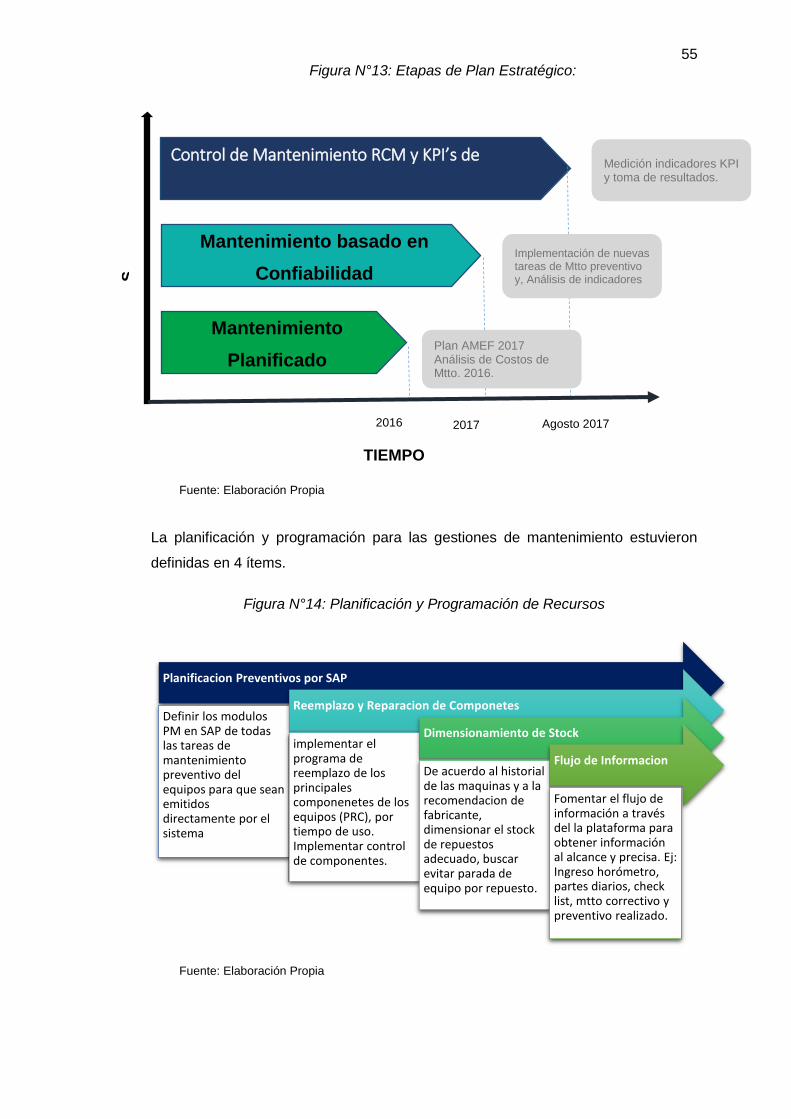
55
Fuente: Elaboración Propia
La planificación y programación para las gestiones de mantenimiento estuvieron
definidas en 4 ítems.
Figura N°14: Planificación y Programación de Recursos
Fuente: Elaboración Propia
Planificacion Preventivos por SAP
Definir los modulos PM en SAP de todas las tareas de mantenimiento preventivo del equipos para que sean emitidos directamente por el sistema
Reemplazo y Reparacion de Componetes
implementar el programa de reemplazo de los principales componenetes de los equipos (PRC), por tiempo de uso. Implementar control de componentes.
Dimensionamiento de Stock
De acuerdo al historial de las maquinas y a la recomendacion de fabricante, dimensionar el stock de repuestos adecuado, buscar evitar parada de equipo por repuesto.
Flujo de Informacion
Fomentar el flujo de información a través del la plataforma para obtener información al alcance y precisa. Ej: Ingreso horómetro, partes diarios, check list, mtto correctivo y preventivo realizado.
ET
AP
A
S
TIEMPO
2016 Agosto 2017 2017
Mantenimiento
Planificado
Mantenimiento basado en
Confiabilidad
Control de Mantenimiento RCM y KPI’s de
Disponibilidad
Plan AMEF 2017 Análisis de Costos de Mtto. 2016.
Implementación de nuevas tareas de Mtto preventivo y, Análisis de indicadores
Medición indicadores KPI y toma de resultados.
Figura N°13: Etapas de Plan Estratégico:
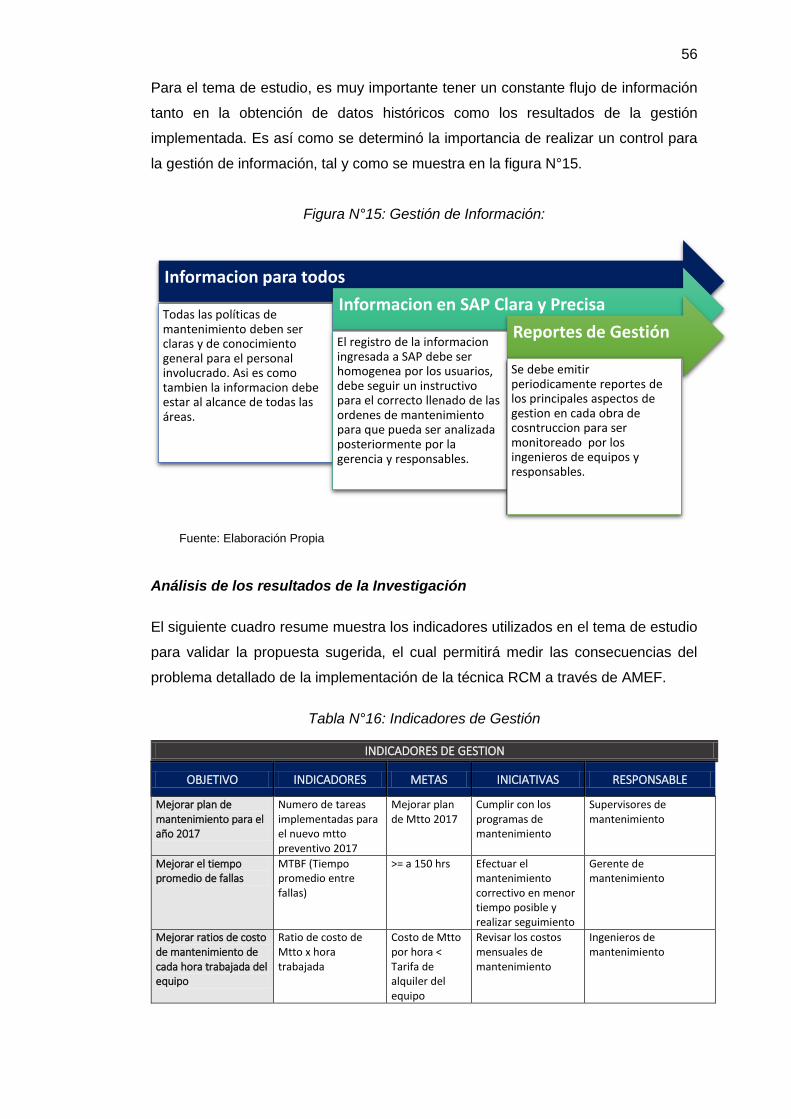
56
Para el tema de estudio, es muy importante tener un constante flujo de información
tanto en la obtención de datos históricos como los resultados de la gestión
implementada. Es así como se determinó la importancia de realizar un control para
la gestión de información, tal y como se muestra en la figura N°15.
Figura N°15: Gestión de Información:
Fuente: Elaboración Propia
Análisis de los resultados de la Investigación
El siguiente cuadro resume muestra los indicadores utilizados en el tema de estudio
para validar la propuesta sugerida, el cual permitirá medir las consecuencias del
problema detallado de la implementación de la técnica RCM a través de AMEF.
Tabla N°16: Indicadores de Gestión
INDICADORES DE GESTION
OBJETIVO INDICADORES METAS INICIATIVAS RESPONSABLE
Mejorar plan de mantenimiento para el año 2017
Numero de tareas implementadas para el nuevo mtto preventivo 2017
Mejorar plan de Mtto 2017
Cumplir con los programas de mantenimiento
Supervisores de mantenimiento
Mejorar el tiempo promedio de fallas
MTBF (Tiempo promedio entre fallas)
>= a 150 hrs Efectuar el mantenimiento correctivo en menor tiempo posible y realizar seguimiento
Gerente de mantenimiento
Mejorar ratios de costo de mantenimiento de cada hora trabajada del equipo
Ratio de costo de Mtto x hora trabajada
Costo de Mtto por hora < Tarifa de alquiler del equipo
Revisar los costos mensuales de mantenimiento
Ingenieros de mantenimiento
Informacion para todos
Todas las políticas de mantenimiento deben ser claras y de conocimiento general para el personal involucrado. Asi es como tambien la informacion debe estar al alcance de todas las áreas.
Informacion en SAP Clara y Precisa
El registro de la informacion ingresada a SAP debe ser homogenea por los usuarios, debe seguir un instructivo para el correcto llenado de las ordenes de mantenimiento para que pueda ser analizada posteriormente por la gerencia y responsables.
Reportes de Gestión
Se debe emitir periodicamente reportes de los principales aspectos de gestion en cada obra de cosntruccion para ser monitoreado por los ingenieros de equipos y responsables.
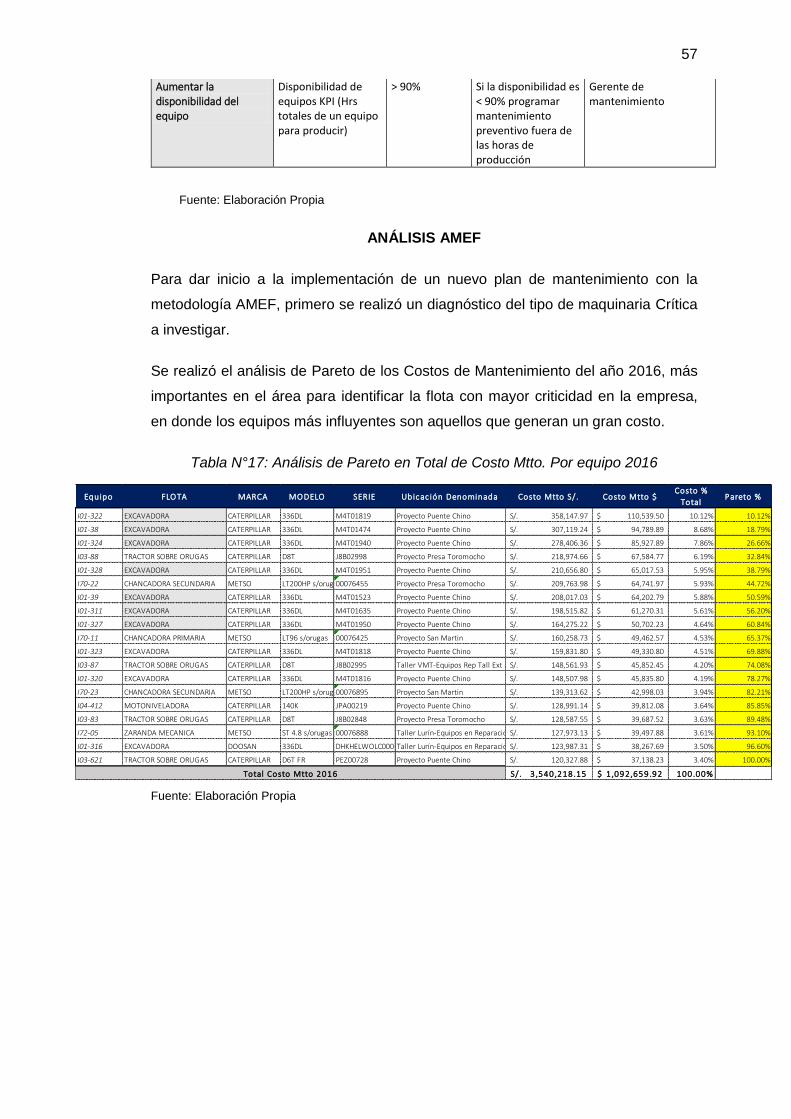
57
Aumentar la disponibilidad del equipo
Disponibilidad de equipos KPI (Hrs totales de un equipo para producir)
> 90% Si la disponibilidad es < 90% programar mantenimiento preventivo fuera de las horas de producción
Gerente de mantenimiento
Fuente: Elaboración Propia
ANÁLISIS AMEF
Para dar inicio a la implementación de un nuevo plan de mantenimiento con la
metodología AMEF, primero se realizó un diagnóstico del tipo de maquinaria Crítica
a investigar.
Se realizó el análisis de Pareto de los Costos de Mantenimiento del año 2016, más
importantes en el área para identificar la flota con mayor criticidad en la empresa,
en donde los equipos más influyentes son aquellos que generan un gran costo.
Tabla N°17: Análisis de Pareto en Total de Costo Mtto. Por equipo 2016
Fuente: Elaboración Propia
Equipo FLOTA MARCA MODELO SERIE Ubicac ión Denominada Costo Mtto S/ . Costo Mtto $Costo %
TotalPareto %
I01-322 EXCAVADORA CATERPILLAR 336DL M4T01819 Proyecto Puente Chino 358,147.97S/. 110,539.50$ 10.12% 10.12%
I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 Proyecto Puente Chino 307,119.24S/. 94,789.89$ 8.68% 18.79%
I01-324 EXCAVADORA CATERPILLAR 336DL M4T01940 Proyecto Puente Chino 278,406.36S/. 85,927.89$ 7.86% 26.66%
I03-88 TRACTOR SOBRE ORUGAS CATERPILLAR D8T J8B02998 Proyecto Presa Toromocho 218,974.66S/. 67,584.77$ 6.19% 32.84%
I01-328 EXCAVADORA CATERPILLAR 336DL M4T01951 Proyecto Puente Chino 210,656.80S/. 65,017.53$ 5.95% 38.79%
I70-22 CHANCADORA SECUNDARIA METSO LT200HP s/orugas00076455 Proyecto Presa Toromocho 209,763.98S/. 64,741.97$ 5.93% 44.72%
I01-39 EXCAVADORA CATERPILLAR 336DL M4T01523 Proyecto Puente Chino 208,017.03S/. 64,202.79$ 5.88% 50.59%
I01-311 EXCAVADORA CATERPILLAR 336DL M4T01635 Proyecto Puente Chino 198,515.82S/. 61,270.31$ 5.61% 56.20%
I01-327 EXCAVADORA CATERPILLAR 336DL M4T01950 Proyecto Puente Chino 164,275.22S/. 50,702.23$ 4.64% 60.84%
I70-11 CHANCADORA PRIMARIA METSO LT96 s/orugas 00076425 Proyecto San Martin 160,258.73S/. 49,462.57$ 4.53% 65.37%
I01-323 EXCAVADORA CATERPILLAR 336DL M4T01818 Proyecto Puente Chino 159,831.80S/. 49,330.80$ 4.51% 69.88%
I03-87 TRACTOR SOBRE ORUGAS CATERPILLAR D8T J8B02995 Taller VMT-Equipos Rep Tall Ext 148,561.93S/. 45,852.45$ 4.20% 74.08%
I01-320 EXCAVADORA CATERPILLAR 336DL M4T01816 Proyecto Puente Chino 148,507.98S/. 45,835.80$ 4.19% 78.27%
I70-23 CHANCADORA SECUNDARIA METSO LT200HP s/orugas00076895 Proyecto San Martin 139,313.62S/. 42,998.03$ 3.94% 82.21%
I04-412 MOTONIVELADORA CATERPILLAR 140K JPA00219 Proyecto Puente Chino 128,991.14S/. 39,812.08$ 3.64% 85.85%
I03-83 TRACTOR SOBRE ORUGAS CATERPILLAR D8T J8B02848 Proyecto Presa Toromocho 128,587.55S/. 39,687.52$ 3.63% 89.48%
I72-05 ZARANDA MECANICA METSO ST 4.8 s/orugas 00076888 Taller Lurín-Equipos en Reparación 127,973.13S/. 39,497.88$ 3.61% 93.10%
I01-316 EXCAVADORA DOOSAN 336DL DHKHELWOLC0003400Taller Lurín-Equipos en Reparación 123,987.31S/. 38,267.69$ 3.50% 96.60%
I03-621 TRACTOR SOBRE ORUGAS CATERPILLAR D6T FR PEZ00728 Proyecto Puente Chino 120,327.88S/. 37,138.23$ 3.40% 100.00%
3,540,218.15S/. 1 ,092,659.92$ 100.00%Total Costo Mtto 2016
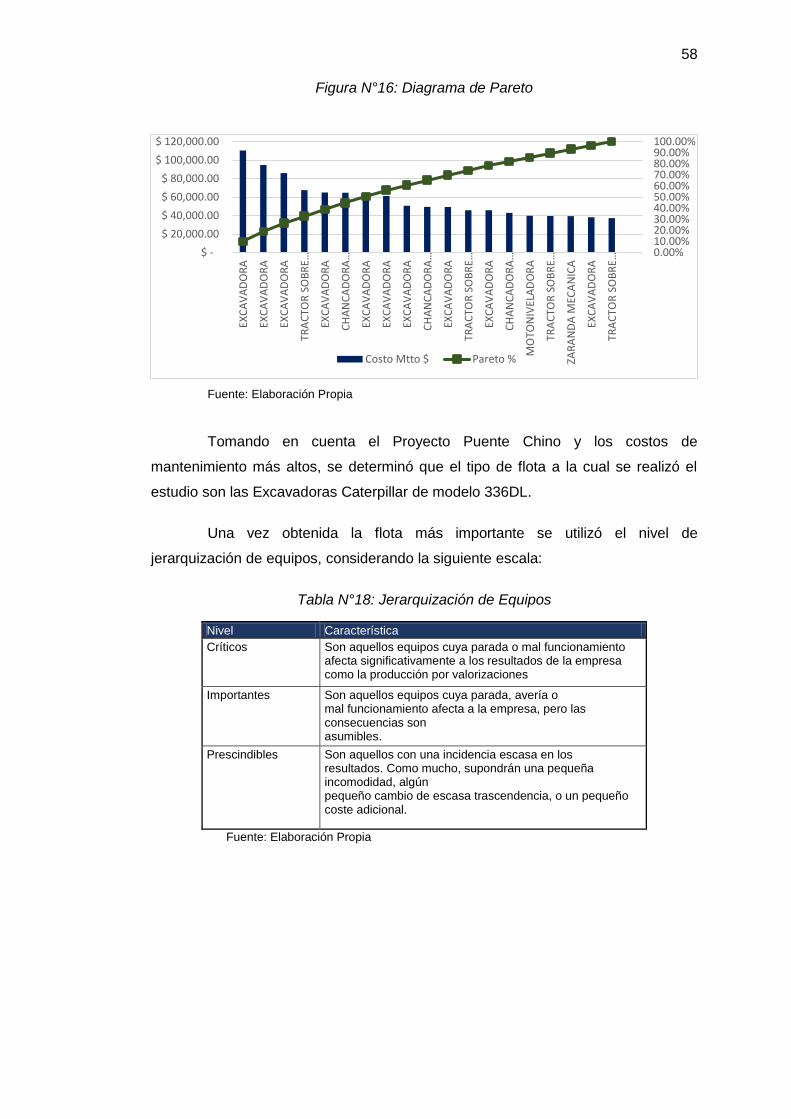
58
Figura N°16: Diagrama de Pareto
Fuente: Elaboración Propia
Tomando en cuenta el Proyecto Puente Chino y los costos de
mantenimiento más altos, se determinó que el tipo de flota a la cual se realizó el
estudio son las Excavadoras Caterpillar de modelo 336DL.
Una vez obtenida la flota más importante se utilizó el nivel de
jerarquización de equipos, considerando la siguiente escala:
Tabla N°18: Jerarquización de Equipos
Nivel Característica
Críticos Son aquellos equipos cuya parada o mal funcionamiento afecta significativamente a los resultados de la empresa como la producción por valorizaciones
Importantes Son aquellos equipos cuya parada, avería o mal funcionamiento afecta a la empresa, pero las consecuencias son asumibles.
Prescindibles Son aquellos con una incidencia escasa en los resultados. Como mucho, supondrán una pequeña incomodidad, algún pequeño cambio de escasa trascendencia, o un pequeño coste adicional.
Fuente: Elaboración Propia
0.00%10.00%20.00%30.00%40.00%50.00%60.00%70.00%80.00%90.00%100.00%
$ -
$ 20,000.00
$ 40,000.00
$ 60,000.00
$ 80,000.00
$ 100,000.00
$ 120,000.00
EXC
AV
AD
OR
A
EXC
AV
AD
OR
A
EXC
AV
AD
OR
A
TRA
CTO
R S
OB
RE…
EXC
AV
AD
OR
A
CH
AN
CA
DO
RA
…
EXC
AV
AD
OR
A
EXC
AV
AD
OR
A
EXC
AV
AD
OR
A
CH
AN
CA
DO
RA
…
EXC
AV
AD
OR
A
TRA
CTO
R S
OB
RE…
EXC
AV
AD
OR
A
CH
AN
CA
DO
RA
…
MO
TON
IVEL
AD
OR
A
TRA
CTO
R S
OB
RE…
ZAR
AN
DA
MEC
AN
ICA
EXC
AV
AD
OR
A
TRA
CTO
R S
OB
RE…
Costo Mtto $ Pareto %
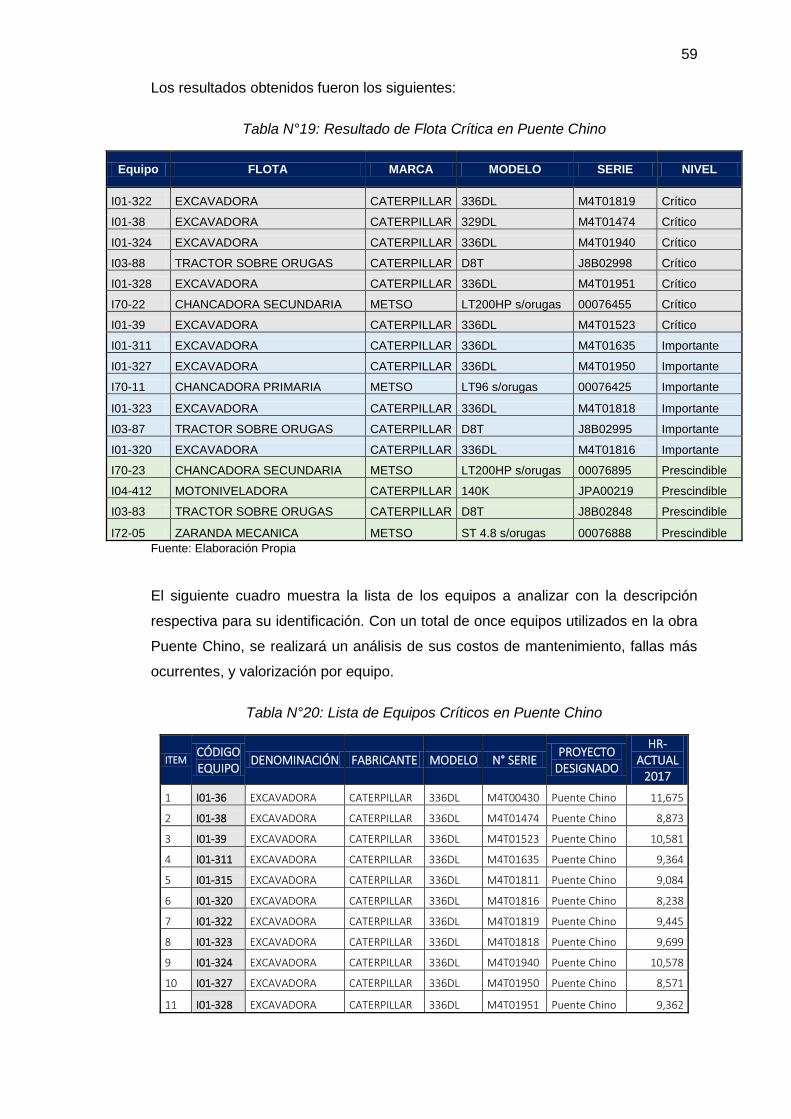
59
Los resultados obtenidos fueron los siguientes:
Tabla N°19: Resultado de Flota Crítica en Puente Chino
Equipo FLOTA MARCA MODELO SERIE NIVEL
I01-322 EXCAVADORA CATERPILLAR 336DL M4T01819 Crítico
I01-38 EXCAVADORA CATERPILLAR 329DL M4T01474 Crítico
I01-324 EXCAVADORA CATERPILLAR 336DL M4T01940 Crítico
I03-88 TRACTOR SOBRE ORUGAS CATERPILLAR D8T J8B02998 Crítico
I01-328 EXCAVADORA CATERPILLAR 336DL M4T01951 Crítico
I70-22 CHANCADORA SECUNDARIA METSO LT200HP s/orugas 00076455 Crítico
I01-39 EXCAVADORA CATERPILLAR 336DL M4T01523 Crítico
I01-311 EXCAVADORA CATERPILLAR 336DL M4T01635 Importante
I01-327 EXCAVADORA CATERPILLAR 336DL M4T01950 Importante
I70-11 CHANCADORA PRIMARIA METSO LT96 s/orugas 00076425 Importante
I01-323 EXCAVADORA CATERPILLAR 336DL M4T01818 Importante
I03-87 TRACTOR SOBRE ORUGAS CATERPILLAR D8T J8B02995 Importante
I01-320 EXCAVADORA CATERPILLAR 336DL M4T01816 Importante
I70-23 CHANCADORA SECUNDARIA METSO LT200HP s/orugas 00076895 Prescindible
I04-412 MOTONIVELADORA CATERPILLAR 140K JPA00219 Prescindible
I03-83 TRACTOR SOBRE ORUGAS CATERPILLAR D8T J8B02848 Prescindible
I72-05 ZARANDA MECANICA METSO ST 4.8 s/orugas 00076888 Prescindible
Fuente: Elaboración Propia
El siguiente cuadro muestra la lista de los equipos a analizar con la descripción
respectiva para su identificación. Con un total de once equipos utilizados en la obra
Puente Chino, se realizará un análisis de sus costos de mantenimiento, fallas más
ocurrentes, y valorización por equipo.
Tabla N°20: Lista de Equipos Críticos en Puente Chino
ITEM CÓDIGO EQUIPO
DENOMINACIÓN FABRICANTE MODELO N° SERIE PROYECTO
DESIGNADO
HR-ACTUAL
2017
1 I01-36 EXCAVADORA CATERPILLAR 336DL M4T00430 Puente Chino 11,675
2 I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 Puente Chino 8,873
3 I01-39 EXCAVADORA CATERPILLAR 336DL M4T01523 Puente Chino 10,581
4 I01-311 EXCAVADORA CATERPILLAR 336DL M4T01635 Puente Chino 9,364
5 I01-315 EXCAVADORA CATERPILLAR 336DL M4T01811 Puente Chino 9,084
6 I01-320 EXCAVADORA CATERPILLAR 336DL M4T01816 Puente Chino 8,238
7 I01-322 EXCAVADORA CATERPILLAR 336DL M4T01819 Puente Chino 9,445
8 I01-323 EXCAVADORA CATERPILLAR 336DL M4T01818 Puente Chino 9,699
9 I01-324 EXCAVADORA CATERPILLAR 336DL M4T01940 Puente Chino 10,578
10 I01-327 EXCAVADORA CATERPILLAR 336DL M4T01950 Puente Chino 8,571
11 I01-328 EXCAVADORA CATERPILLAR 336DL M4T01951 Puente Chino 9,362
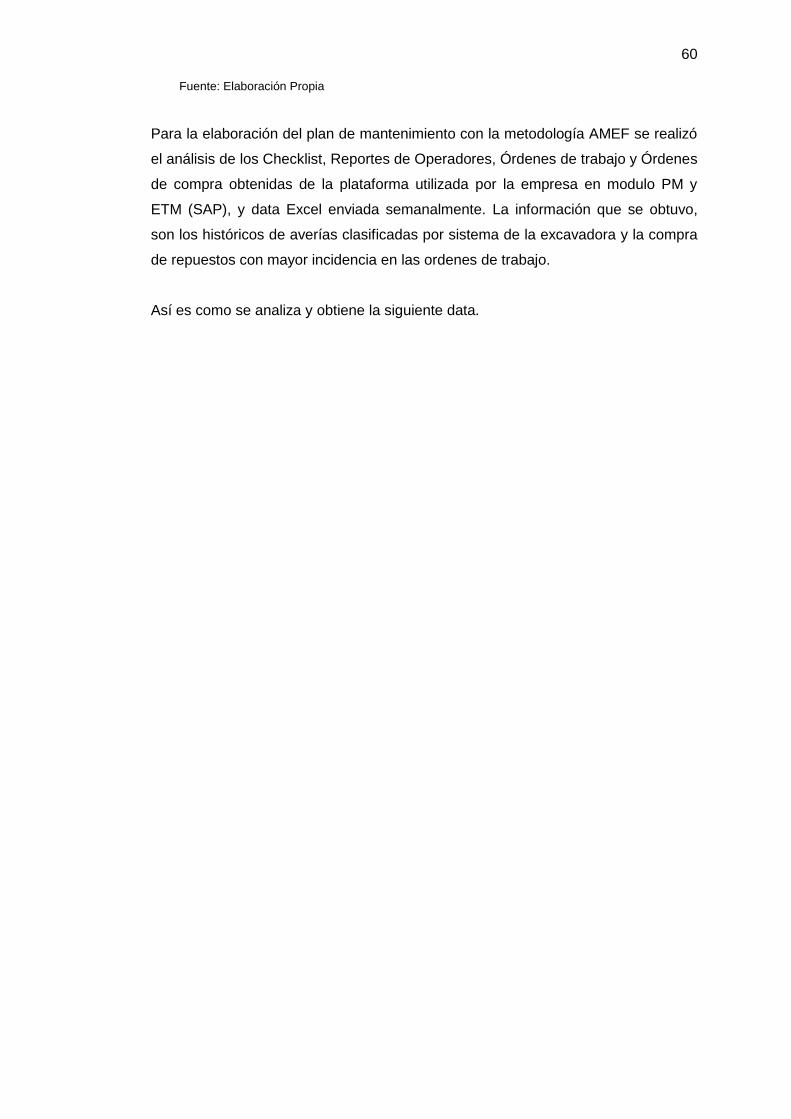
60
Fuente: Elaboración Propia
Para la elaboración del plan de mantenimiento con la metodología AMEF se realizó
el análisis de los Checklist, Reportes de Operadores, Órdenes de trabajo y Órdenes
de compra obtenidas de la plataforma utilizada por la empresa en modulo PM y
ETM (SAP), y data Excel enviada semanalmente. La información que se obtuvo,
son los históricos de averías clasificadas por sistema de la excavadora y la compra
de repuestos con mayor incidencia en las ordenes de trabajo.
Así es como se analiza y obtiene la siguiente data.
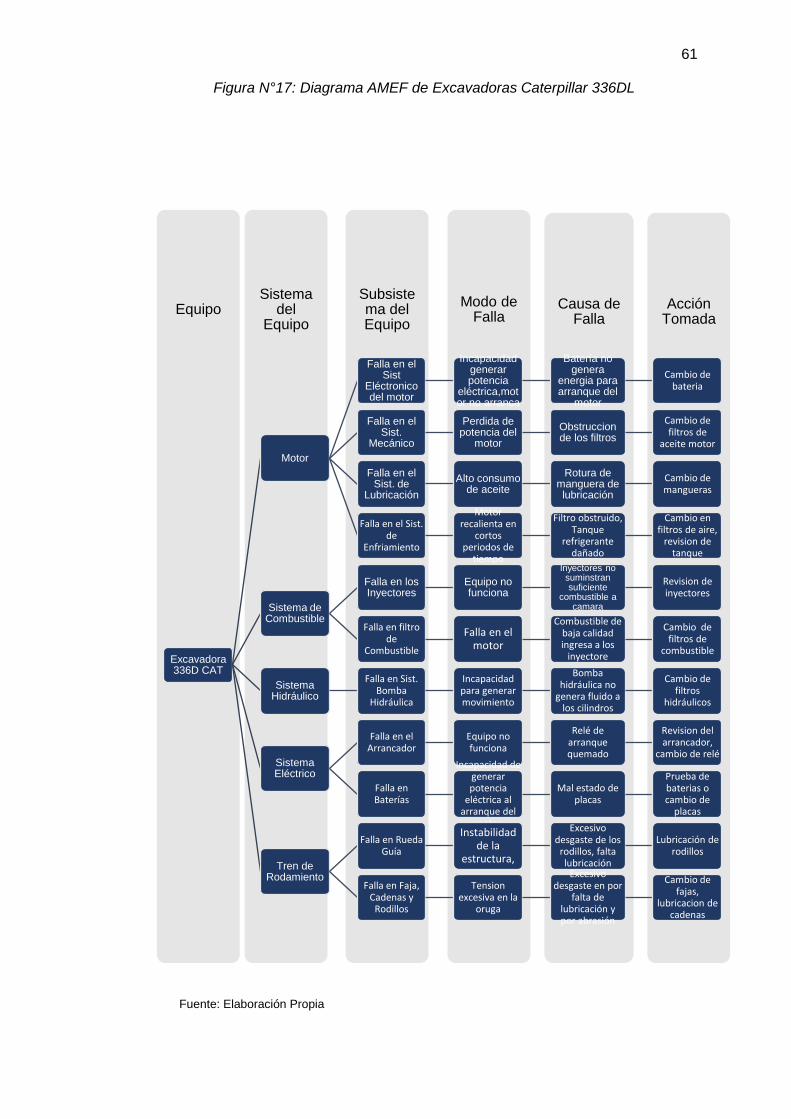
61
Figura N°17: Diagrama AMEF de Excavadoras Caterpillar 336DL
Fuente: Elaboración Propia
Acción Tomada
Causa de Falla
Modo de Falla
Subsistema del Equipo
Sistema del
EquipoEquipo
Excavadora 336D CAT
Motor
Falla en el Sist
Eléctronico del motor
Incapacidad generar potencia
eléctrica,motor no arranca
Batería no genera
energia para arranque del
motor
Cambio de bateria
Falla en el Sist.
Mecánico
Perdida de potencia del
motor
Obstruccion de los filtros
Cambio de filtros de
aceite motor
Falla en el Sist. de
Lubricación
Alto consumo de aceite
Rotura de manguera de lubricación
Cambio de mangueras
Falla en el Sist. de
Enfriamiento
Motor recalienta en
cortos periodos de
tiempo
Filtro obstruido, Tanque
refrigerante dañado
Cambio en filtros de aire,
revision de tanque
Sistema de Combustible
Falla en los Inyectores
Equipo no funciona
Inyectores no suminstran suficiente
combustible a camara
Revision de inyectores
Falla en filtro de
Combustible
Falla en el motor
Combustible de baja calidad ingresa a los
inyectore
Cambio de filtros de
combustible
Sistema Hidráulico
Falla en Sist. Bomba
Hidráulica
Incapacidad para generar movimiento
Bomba hidráulica no
genera fluido a los cilindros
Cambio de filtros
hidráulicos
Sistema Eléctrico
Falla en el Arrancador
Equipo no funciona
Relé de arranque quemado
Revision del arrancador,
cambio de relé
Falla en Baterías
Incapacidad de generar potencia
eléctrica al arranque del
motor
Mal estado de placas
Prueba de baterias o cambio de
placas
Tren de Rodamiento
Falla en Rueda Guía
Instabilidad de la
estructura,
Excesivo desgaste de los
rodillos, falta lubricación
Lubricación de rodillos
Falla en Faja, Cadenas y
Rodillos
Tension excesiva en la
oruga
Excesivo desgaste en por
falta de lubricación y por abrasión
Cambio de fajas,
lubricacion de cadenas
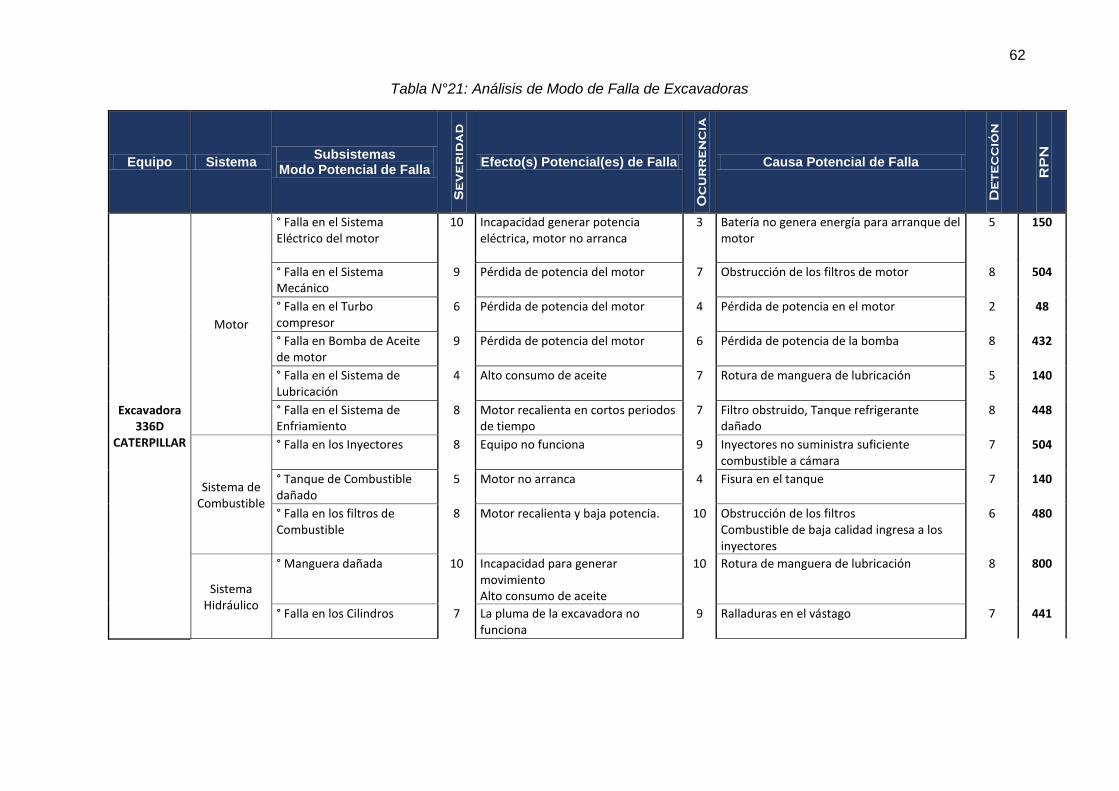
62
Tabla N°21: Análisis de Modo de Falla de Excavadoras
Equipo Sistema Subsistemas
Modo Potencial de Falla
Se
ve
rid
ad
Efecto(s) Potencial(es) de Falla
Oc
ur
re
nc
ia
Causa Potencial de Falla
De
te
cc
ió
n
RP
N
Excavadora 336D
CATERPILLAR
Motor
° Falla en el Sistema Eléctrico del motor
10 Incapacidad generar potencia eléctrica, motor no arranca
3 Batería no genera energía para arranque del motor
5 150
° Falla en el Sistema Mecánico
9 Pérdida de potencia del motor 7 Obstrucción de los filtros de motor 8 504
° Falla en el Turbo compresor
6 Pérdida de potencia del motor 4 Pérdida de potencia en el motor 2 48
° Falla en Bomba de Aceite de motor
9 Pérdida de potencia del motor 6 Pérdida de potencia de la bomba 8 432
° Falla en el Sistema de Lubricación
4 Alto consumo de aceite 7 Rotura de manguera de lubricación 5 140
° Falla en el Sistema de Enfriamiento
8 Motor recalienta en cortos periodos de tiempo
7 Filtro obstruido, Tanque refrigerante dañado
8 448
Sistema de Combustible
° Falla en los Inyectores 8 Equipo no funciona 9 Inyectores no suministra suficiente combustible a cámara
7 504
° Tanque de Combustible dañado
5 Motor no arranca 4 Fisura en el tanque 7 140
° Falla en los filtros de Combustible
8 Motor recalienta y baja potencia. 10 Obstrucción de los filtros Combustible de baja calidad ingresa a los inyectores
6 480
Sistema Hidráulico
° Manguera dañada 10 Incapacidad para generar movimiento Alto consumo de aceite
10 Rotura de manguera de lubricación 8 800
° Falla en los Cilindros 7 La pluma de la excavadora no funciona
9 Ralladuras en el vástago 7 441
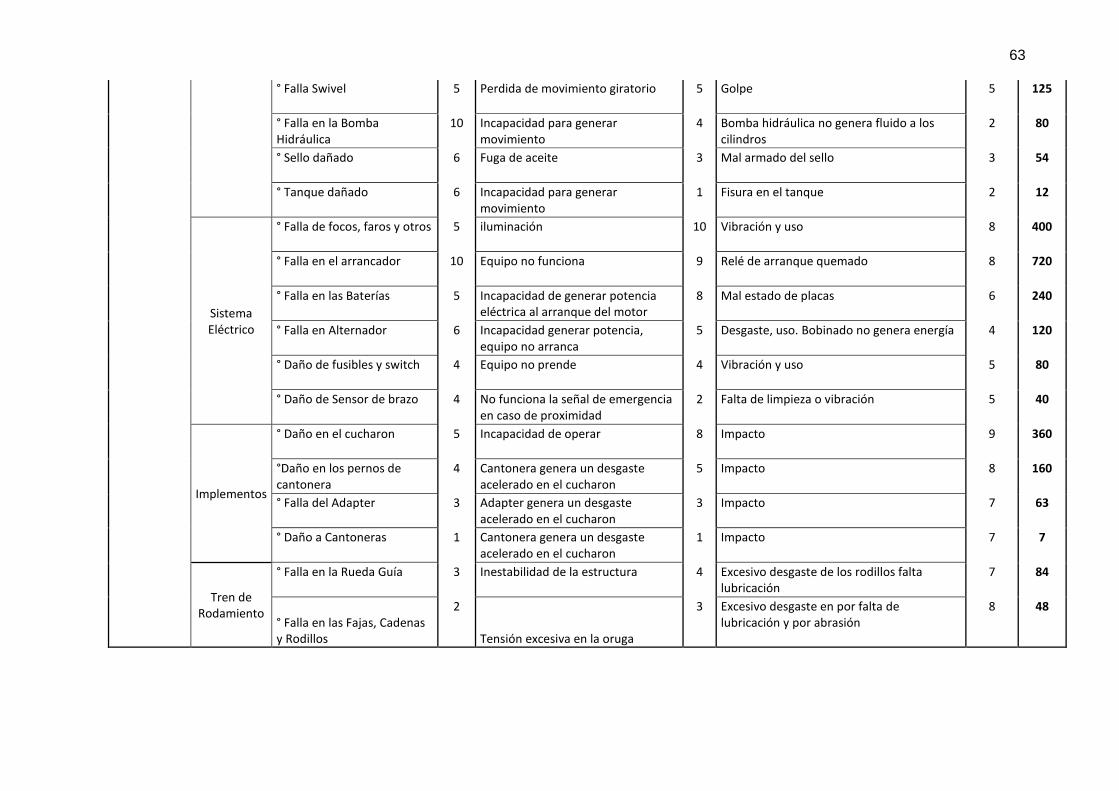
63
° Falla Swivel 5 Perdida de movimiento giratorio 5 Golpe 5 125
° Falla en la Bomba Hidráulica
10 Incapacidad para generar movimiento
4 Bomba hidráulica no genera fluido a los cilindros
2 80
° Sello dañado 6 Fuga de aceite 3 Mal armado del sello 3 54
° Tanque dañado 6 Incapacidad para generar movimiento
1 Fisura en el tanque 2 12
Sistema Eléctrico
° Falla de focos, faros y otros 5 iluminación 10 Vibración y uso 8 400
° Falla en el arrancador 10 Equipo no funciona 9 Relé de arranque quemado 8 720
° Falla en las Baterías 5 Incapacidad de generar potencia eléctrica al arranque del motor
8 Mal estado de placas 6 240
° Falla en Alternador 6 Incapacidad generar potencia, equipo no arranca
5 Desgaste, uso. Bobinado no genera energía 4 120
° Daño de fusibles y switch 4 Equipo no prende 4 Vibración y uso 5 80
° Daño de Sensor de brazo 4 No funciona la señal de emergencia en caso de proximidad
2 Falta de limpieza o vibración 5 40
Implementos
° Daño en el cucharon 5 Incapacidad de operar 8 Impacto 9 360
°Daño en los pernos de cantonera
4 Cantonera genera un desgaste acelerado en el cucharon
5 Impacto 8 160
° Falla del Adapter 3 Adapter genera un desgaste acelerado en el cucharon
3 Impacto 7 63
° Daño a Cantoneras 1 Cantonera genera un desgaste acelerado en el cucharon
1 Impacto 7 7
Tren de Rodamiento
° Falla en la Rueda Guía 3 Inestabilidad de la estructura 4 Excesivo desgaste de los rodillos falta lubricación
7 84
° Falla en las Fajas, Cadenas y Rodillos
2
Tensión excesiva en la oruga
3 Excesivo desgaste en por falta de lubricación y por abrasión
8 48
64
Fuente: Elaboración Propia
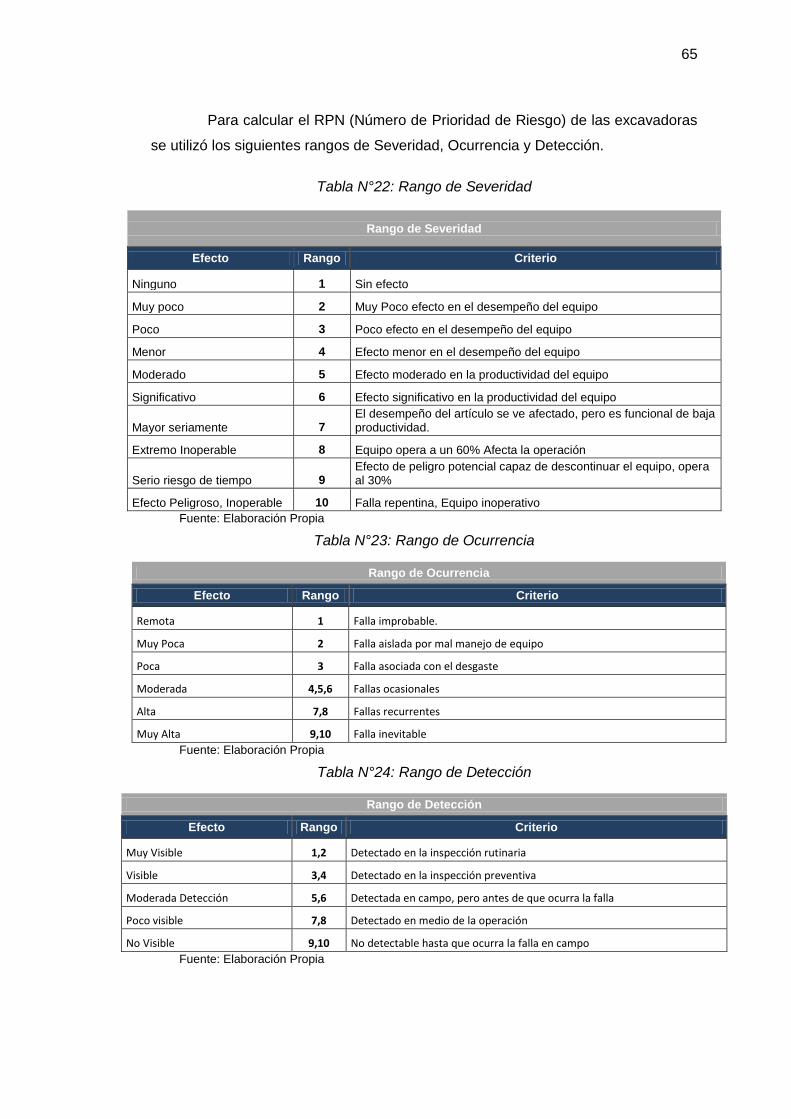
65
Para calcular el RPN (Número de Prioridad de Riesgo) de las excavadoras
se utilizó los siguientes rangos de Severidad, Ocurrencia y Detección.
Tabla N°22: Rango de Severidad
Rango de Severidad
Efecto Rango Criterio
Ninguno 1 Sin efecto
Muy poco 2 Muy Poco efecto en el desempeño del equipo
Poco 3 Poco efecto en el desempeño del equipo
Menor 4 Efecto menor en el desempeño del equipo
Moderado 5 Efecto moderado en la productividad del equipo
Significativo 6 Efecto significativo en la productividad del equipo
Mayor seriamente 7 El desempeño del artículo se ve afectado, pero es funcional de baja productividad.
Extremo Inoperable 8 Equipo opera a un 60% Afecta la operación
Serio riesgo de tiempo 9 Efecto de peligro potencial capaz de descontinuar el equipo, opera al 30%
Efecto Peligroso, Inoperable 10 Falla repentina, Equipo inoperativo
Fuente: Elaboración Propia
Tabla N°23: Rango de Ocurrencia
Rango de Ocurrencia
Efecto Rango Criterio
Remota 1 Falla improbable.
Muy Poca 2 Falla aislada por mal manejo de equipo
Poca 3 Falla asociada con el desgaste
Moderada 4,5,6 Fallas ocasionales
Alta 7,8 Fallas recurrentes
Muy Alta 9,10 Falla inevitable
Fuente: Elaboración Propia
Tabla N°24: Rango de Detección
Rango de Detección
Efecto Rango Criterio
Muy Visible 1,2 Detectado en la inspección rutinaria
Visible 3,4 Detectado en la inspección preventiva
Moderada Detección 5,6 Detectada en campo, pero antes de que ocurra la falla
Poco visible 7,8 Detectado en medio de la operación
No Visible 9,10 No detectable hasta que ocurra la falla en campo
Fuente: Elaboración Propia
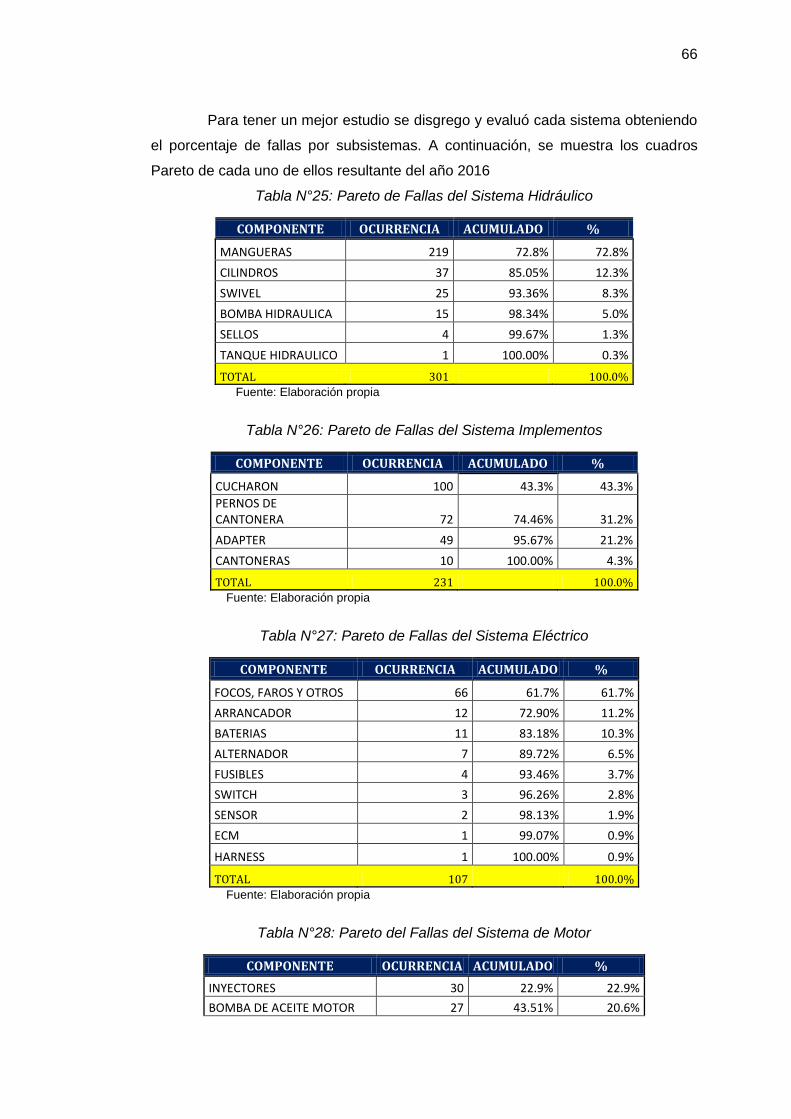
66
Para tener un mejor estudio se disgrego y evaluó cada sistema obteniendo
el porcentaje de fallas por subsistemas. A continuación, se muestra los cuadros
Pareto de cada uno de ellos resultante del año 2016
Tabla N°25: Pareto de Fallas del Sistema Hidráulico
COMPONENTE OCURRENCIA ACUMULADO %
MANGUERAS 219 72.8% 72.8%
CILINDROS 37 85.05% 12.3%
SWIVEL 25 93.36% 8.3%
BOMBA HIDRAULICA 15 98.34% 5.0%
SELLOS 4 99.67% 1.3%
TANQUE HIDRAULICO 1 100.00% 0.3%
TOTAL 301 100.0%
Fuente: Elaboración propia
Tabla N°26: Pareto de Fallas del Sistema Implementos
COMPONENTE OCURRENCIA ACUMULADO %
CUCHARON 100 43.3% 43.3%
PERNOS DE CANTONERA 72 74.46% 31.2%
ADAPTER 49 95.67% 21.2%
CANTONERAS 10 100.00% 4.3%
TOTAL 231 100.0%
Fuente: Elaboración propia
Tabla N°27: Pareto de Fallas del Sistema Eléctrico
COMPONENTE OCURRENCIA ACUMULADO %
FOCOS, FAROS Y OTROS 66 61.7% 61.7%
ARRANCADOR 12 72.90% 11.2%
BATERIAS 11 83.18% 10.3%
ALTERNADOR 7 89.72% 6.5%
FUSIBLES 4 93.46% 3.7%
SWITCH 3 96.26% 2.8%
SENSOR 2 98.13% 1.9%
ECM 1 99.07% 0.9%
HARNESS 1 100.00% 0.9%
TOTAL 107 100.0%
Fuente: Elaboración propia
Tabla N°28: Pareto del Fallas del Sistema de Motor
COMPONENTE OCURRENCIA ACUMULADO %
INYECTORES 30 22.9% 22.9%
BOMBA DE ACEITE MOTOR 27 43.51% 20.6%
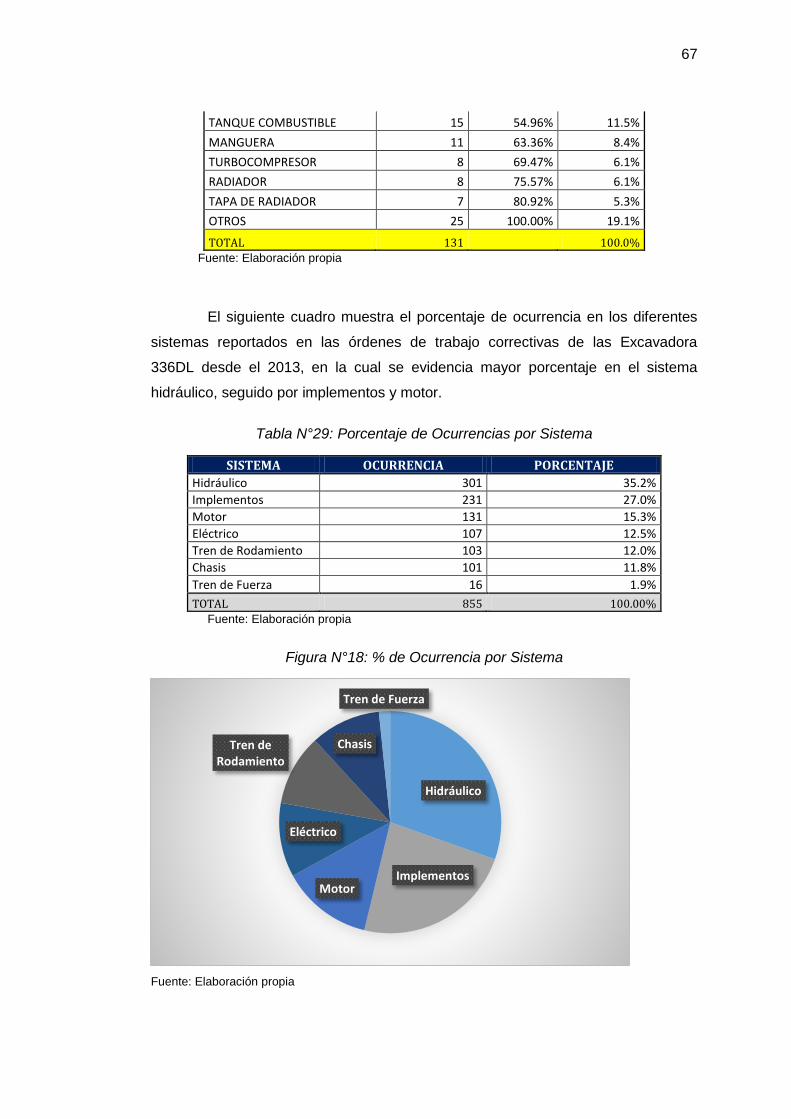
67
TANQUE COMBUSTIBLE 15 54.96% 11.5%
MANGUERA 11 63.36% 8.4%
TURBOCOMPRESOR 8 69.47% 6.1%
RADIADOR 8 75.57% 6.1%
TAPA DE RADIADOR 7 80.92% 5.3%
OTROS 25 100.00% 19.1%
TOTAL 131 100.0%
Fuente: Elaboración propia
El siguiente cuadro muestra el porcentaje de ocurrencia en los diferentes
sistemas reportados en las órdenes de trabajo correctivas de las Excavadora
336DL desde el 2013, en la cual se evidencia mayor porcentaje en el sistema
hidráulico, seguido por implementos y motor.
Tabla N°29: Porcentaje de Ocurrencias por Sistema
SISTEMA OCURRENCIA PORCENTAJE
Hidráulico 301 35.2%
Implementos 231 27.0%
Motor 131 15.3%
Eléctrico 107 12.5%
Tren de Rodamiento 103 12.0%
Chasis 101 11.8%
Tren de Fuerza 16 1.9%
TOTAL 855 100.00%
Fuente: Elaboración propia
Figura N°18: % de Ocurrencia por Sistema
Fuente: Elaboración propia
Hidráulico
ImplementosMotor
Eléctrico
Tren de Rodamiento
Chasis
Tren de Fuerza
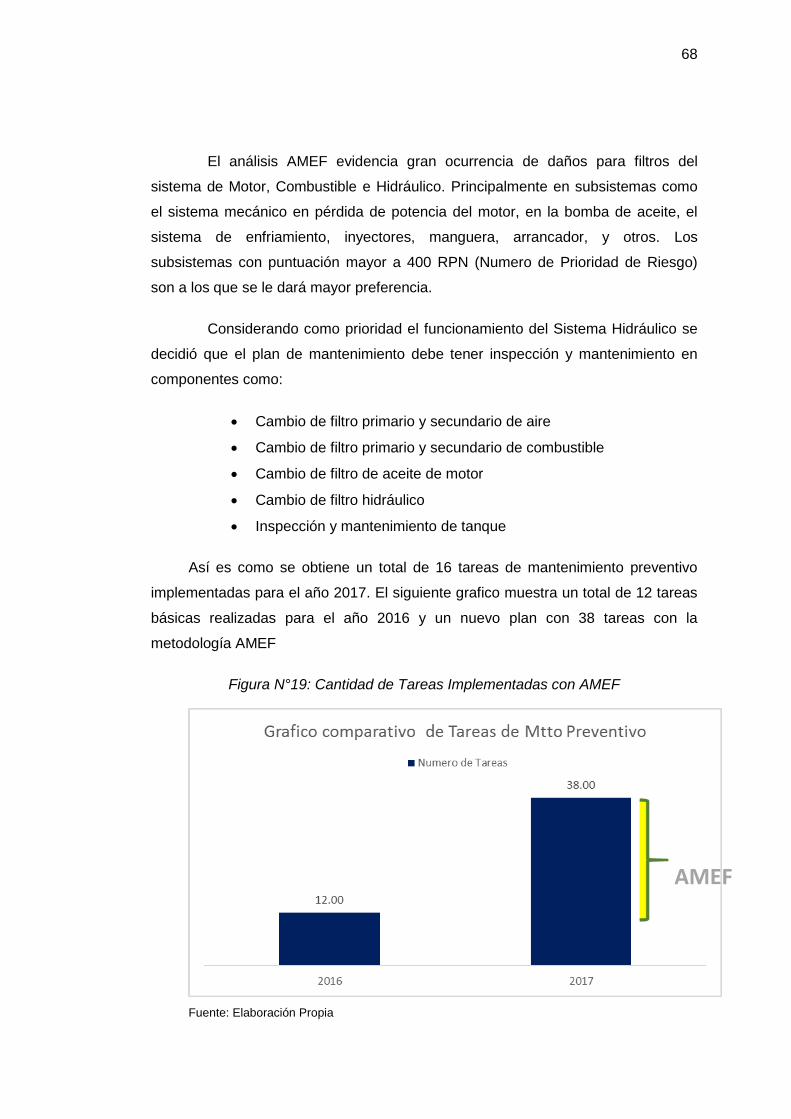
68
El análisis AMEF evidencia gran ocurrencia de daños para filtros del
sistema de Motor, Combustible e Hidráulico. Principalmente en subsistemas como
el sistema mecánico en pérdida de potencia del motor, en la bomba de aceite, el
sistema de enfriamiento, inyectores, manguera, arrancador, y otros. Los
subsistemas con puntuación mayor a 400 RPN (Numero de Prioridad de Riesgo)
son a los que se le dará mayor preferencia.
Considerando como prioridad el funcionamiento del Sistema Hidráulico se
decidió que el plan de mantenimiento debe tener inspección y mantenimiento en
componentes como:
Cambio de filtro primario y secundario de aire
Cambio de filtro primario y secundario de combustible
Cambio de filtro de aceite de motor
Cambio de filtro hidráulico
Inspección y mantenimiento de tanque
Así es como se obtiene un total de 16 tareas de mantenimiento preventivo
implementadas para el año 2017. El siguiente grafico muestra un total de 12 tareas
básicas realizadas para el año 2016 y un nuevo plan con 38 tareas con la
metodología AMEF
Figura N°19: Cantidad de Tareas Implementadas con AMEF
Fuente: Elaboración Propia
AMEF
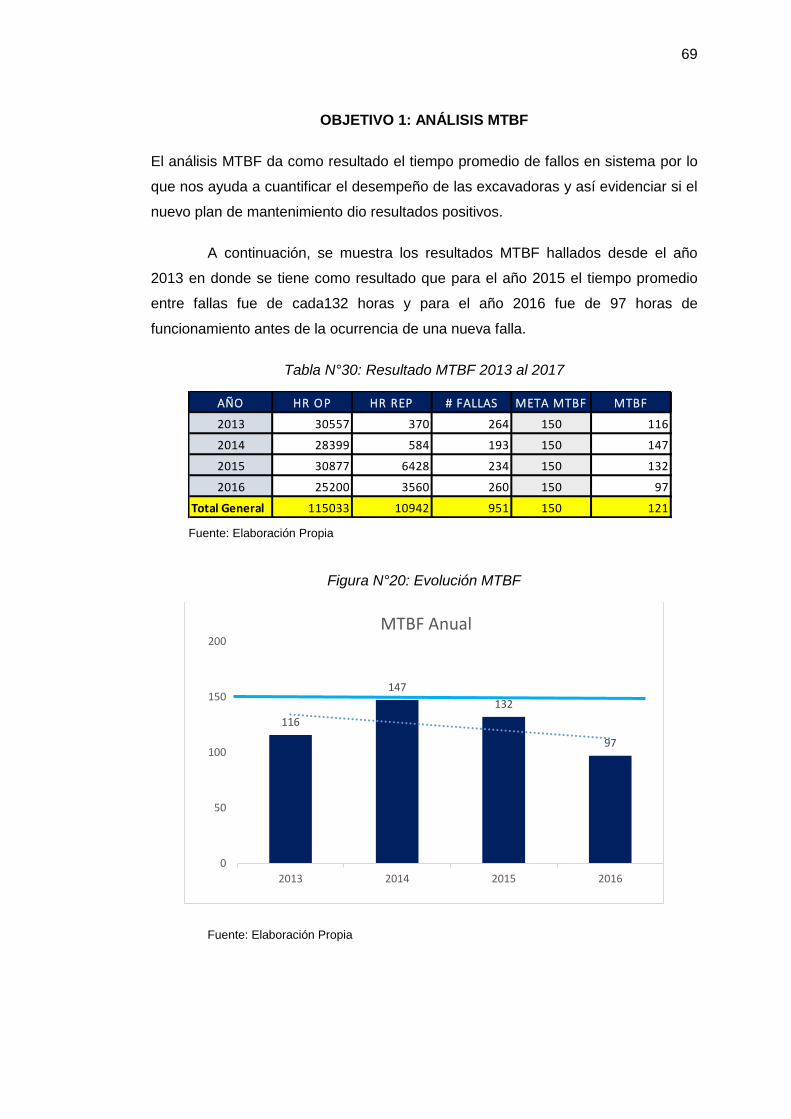
69
OBJETIVO 1: ANÁLISIS MTBF
El análisis MTBF da como resultado el tiempo promedio de fallos en sistema por lo
que nos ayuda a cuantificar el desempeño de las excavadoras y así evidenciar si el
nuevo plan de mantenimiento dio resultados positivos.
A continuación, se muestra los resultados MTBF hallados desde el año
2013 en donde se tiene como resultado que para el año 2015 el tiempo promedio
entre fallas fue de cada132 horas y para el año 2016 fue de 97 horas de
funcionamiento antes de la ocurrencia de una nueva falla.
Tabla N°30: Resultado MTBF 2013 al 2017
Fuente: Elaboración Propia
Figura N°20: Evolución MTBF
Fuente: Elaboración Propia
AÑO HR OP HR REP # FALLAS META MTBF MTBF
2013 30557 370 264 150 116
2014 28399 584 193 150 147
2015 30877 6428 234 150 132
2016 25200 3560 260 150 97
Total General 115033 10942 951 150 121
116
147
132
97
0
50
100
150
200
2013 2014 2015 2016
MTBF Anual
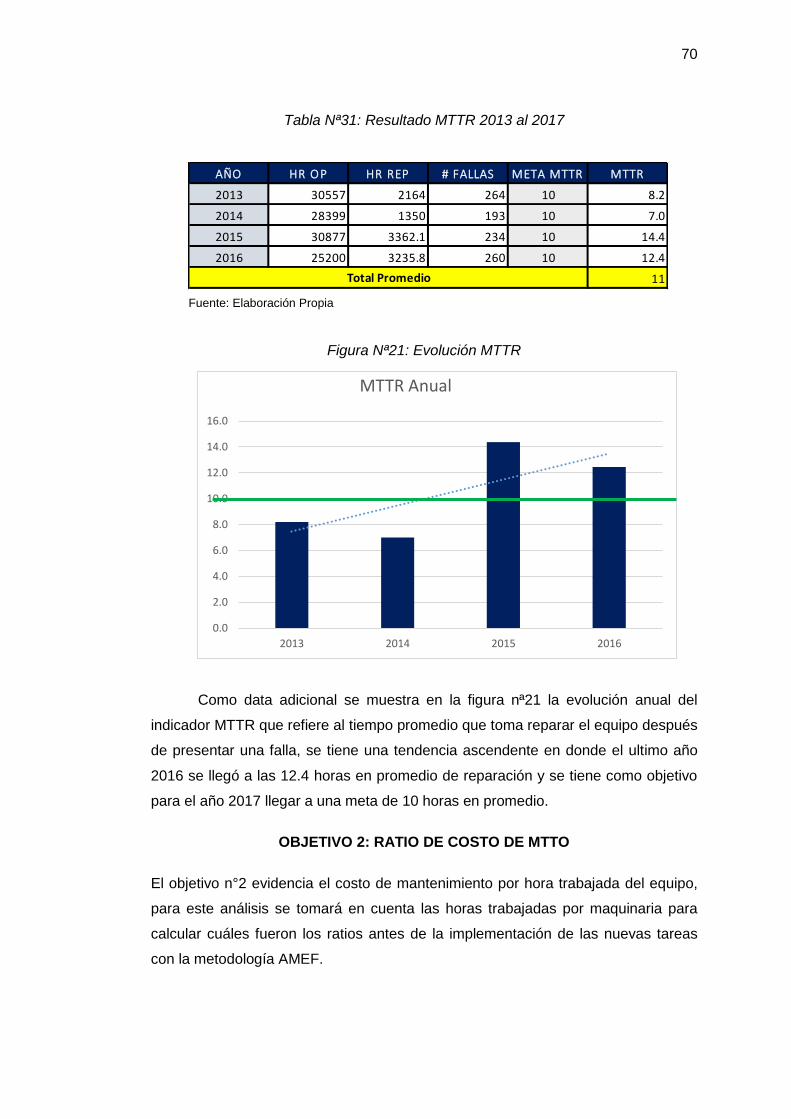
70
Tabla Nª31: Resultado MTTR 2013 al 2017
Fuente: Elaboración Propia
Figura Nª21: Evolución MTTR
Como data adicional se muestra en la figura nª21 la evolución anual del
indicador MTTR que refiere al tiempo promedio que toma reparar el equipo después
de presentar una falla, se tiene una tendencia ascendente en donde el ultimo año
2016 se llegó a las 12.4 horas en promedio de reparación y se tiene como objetivo
para el año 2017 llegar a una meta de 10 horas en promedio.
OBJETIVO 2: RATIO DE COSTO DE MTTO
El objetivo n°2 evidencia el costo de mantenimiento por hora trabajada del equipo,
para este análisis se tomará en cuenta las horas trabajadas por maquinaria para
calcular cuáles fueron los ratios antes de la implementación de las nuevas tareas
con la metodología AMEF.
AÑO HR OP HR REP # FALLAS META MTTR MTTR
2013 30557 2164 264 10 8.2
2014 28399 1350 193 10 7.0
2015 30877 3362.1 234 10 14.4
2016 25200 3235.8 260 10 12.4
11Total Promedio
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
2013 2014 2015 2016
MTTR Anual
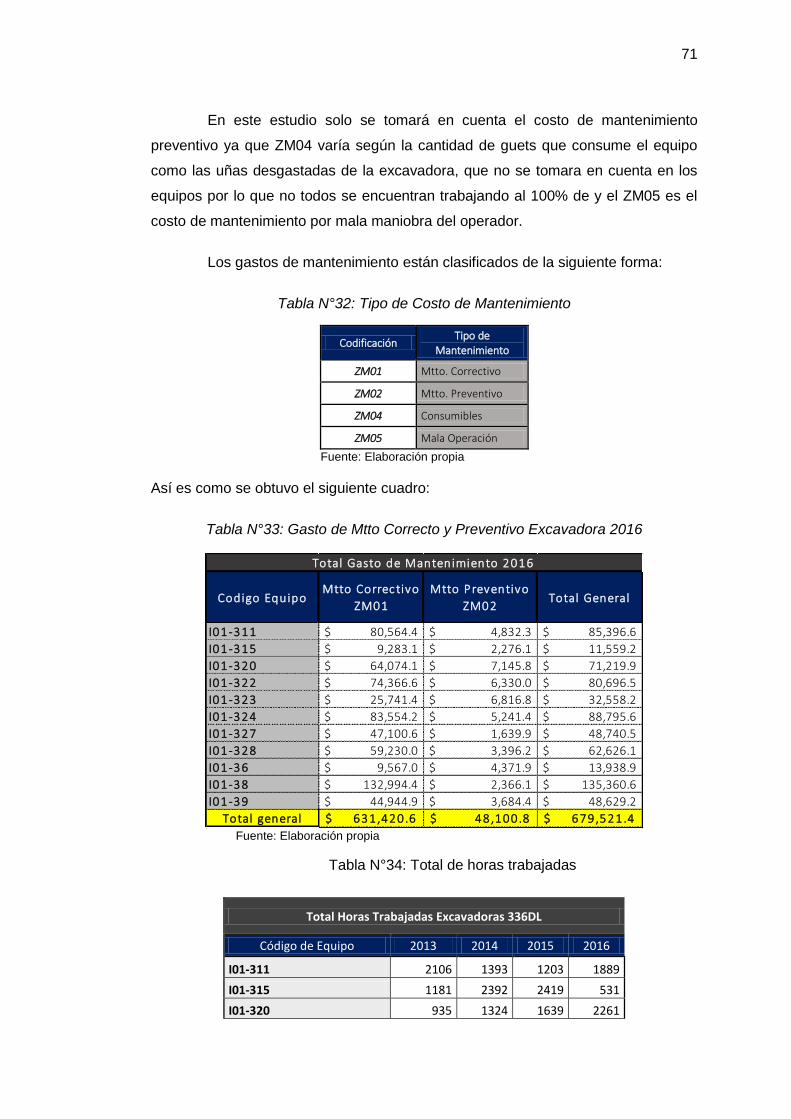
71
En este estudio solo se tomará en cuenta el costo de mantenimiento
preventivo ya que ZM04 varía según la cantidad de guets que consume el equipo
como las uñas desgastadas de la excavadora, que no se tomara en cuenta en los
equipos por lo que no todos se encuentran trabajando al 100% de y el ZM05 es el
costo de mantenimiento por mala maniobra del operador.
Los gastos de mantenimiento están clasificados de la siguiente forma:
Tabla N°32: Tipo de Costo de Mantenimiento
Codificación Tipo de
Mantenimiento
ZM01 Mtto. Correctivo
ZM02 Mtto. Preventivo
ZM04 Consumibles
ZM05 Mala Operación
Fuente: Elaboración propia
Así es como se obtuvo el siguiente cuadro:
Tabla N°33: Gasto de Mtto Correcto y Preventivo Excavadora 2016
Fuente: Elaboración propia
Tabla N°34: Total de horas trabajadas
Total Horas Trabajadas Excavadoras 336DL
Código de Equipo 2013 2014 2015 2016
I01-311 2106 1393 1203 1889
I01-315 1181 2392 2419 531
I01-320 935 1324 1639 2261
Codigo Equipo Mtto Correc tivo
ZM01
Mtto Preventivo
ZM02Total General
I01-311 80,564.4$ 4,832.3$ 85,396.6$
I01-315 9,283.1$ 2,276.1$ 11,559.2$
I01-320 64,074.1$ 7,145.8$ 71,219.9$
I01-322 74,366.6$ 6,330.0$ 80,696.5$
I01-323 25,741.4$ 6,816.8$ 32,558.2$
I01-324 83,554.2$ 5,241.4$ 88,795.6$
I01-327 47,100.6$ 1,639.9$ 48,740.5$
I01-328 59,230.0$ 3,396.2$ 62,626.1$
I01-36 9,567.0$ 4,371.9$ 13,938.9$
I01-38 132,994.4$ 2,366.1$ 135,360.6$
I01-39 44,944.9$ 3,684.4$ 48,629.2$
Total general 631,420.6$ 48 ,100.8$ 679 ,521.4$
Total Gasto de Mantenimiento 2016
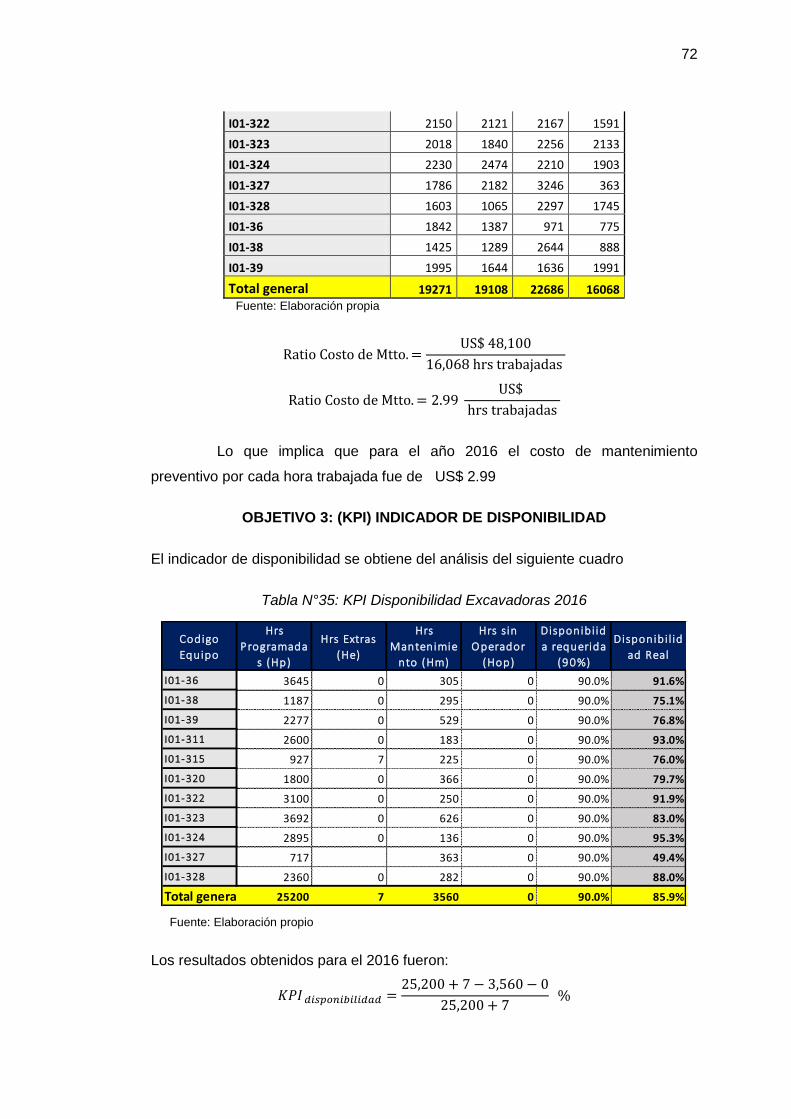
72
I01-322 2150 2121 2167 1591
I01-323 2018 1840 2256 2133
I01-324 2230 2474 2210 1903
I01-327 1786 2182 3246 363
I01-328 1603 1065 2297 1745
I01-36 1842 1387 971 775
I01-38 1425 1289 2644 888
I01-39 1995 1644 1636 1991
Total general 19271 19108 22686 16068 Fuente: Elaboración propia
Ratio Costo de Mtto. =US$ 48,100
16,068 hrs trabajadas
Ratio Costo de Mtto. = 2.99 US$
hrs trabajadas
Lo que implica que para el año 2016 el costo de mantenimiento
preventivo por cada hora trabajada fue de US$ 2.99
OBJETIVO 3: (KPI) INDICADOR DE DISPONIBILIDAD
El indicador de disponibilidad se obtiene del análisis del siguiente cuadro
Tabla N°35: KPI Disponibilidad Excavadoras 2016
Fuente: Elaboración propio
Los resultados obtenidos para el 2016 fueron:
𝐾𝑃𝐼 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 =25,200 + 7 − 3,560 − 0
25,200 + 7 %
Codigo
Equipo
Hrs
Programada
s (Hp)
Hrs Extras
(He)
Hrs
Mantenimie
nto (Hm)
Hrs sin
O perador
(Hop)
Disponibi id
a requerida
(90%)
Disponibi l id
ad Real
I01-36 3645 0 305 0 90.0% 91.6%
I01-38 1187 0 295 0 90.0% 75.1%
I01-39 2277 0 529 0 90.0% 76.8%
I01-311 2600 0 183 0 90.0% 93.0%
I01-315 927 7 225 0 90.0% 76.0%
I01-320 1800 0 366 0 90.0% 79.7%
I01-322 3100 0 250 0 90.0% 91.9%
I01-323 3692 0 626 0 90.0% 83.0%
I01-324 2895 0 136 0 90.0% 95.3%
I01-327 717 363 0 90.0% 49.4%
I01-328 2360 0 282 0 90.0% 88.0%
Total general 25200 7 3560 0 90.0% 85.9%
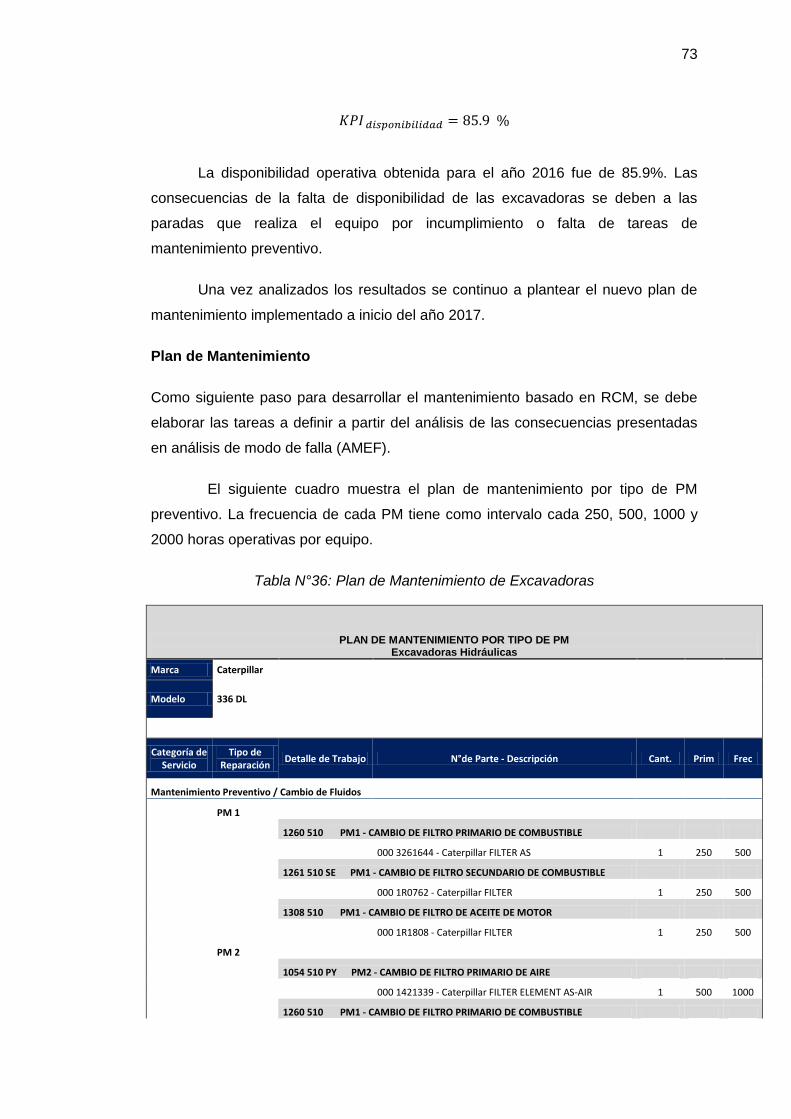
73
𝐾𝑃𝐼 𝑑𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 = 85.9 %
La disponibilidad operativa obtenida para el año 2016 fue de 85.9%. Las
consecuencias de la falta de disponibilidad de las excavadoras se deben a las
paradas que realiza el equipo por incumplimiento o falta de tareas de
mantenimiento preventivo.
Una vez analizados los resultados se continuo a plantear el nuevo plan de
mantenimiento implementado a inicio del año 2017.
Plan de Mantenimiento
Como siguiente paso para desarrollar el mantenimiento basado en RCM, se debe
elaborar las tareas a definir a partir del análisis de las consecuencias presentadas
en análisis de modo de falla (AMEF).
El siguiente cuadro muestra el plan de mantenimiento por tipo de PM
preventivo. La frecuencia de cada PM tiene como intervalo cada 250, 500, 1000 y
2000 horas operativas por equipo.
Tabla N°36: Plan de Mantenimiento de Excavadoras
PLAN DE MANTENIMIENTO POR TIPO DE PM Excavadoras Hidráulicas
Marca Caterpillar
Modelo 336 DL
Excavadoras Hidráulicas 336D L M4T
Categoría de Servicio
Tipo de Reparación
Detalle de Trabajo N°de Parte - Descripción Cant. Prim Frec
Mantenimiento Preventivo / Cambio de Fluidos
PM 1
1260 510 PM1 - CAMBIO DE FILTRO PRIMARIO DE COMBUSTIBLE
000 3261644 - Caterpillar FILTER AS 1 250 500
1261 510 SE PM1 - CAMBIO DE FILTRO SECUNDARIO DE COMBUSTIBLE
000 1R0762 - Caterpillar FILTER 1 250 500
1308 510 PM1 - CAMBIO DE FILTRO DE ACEITE DE MOTOR
000 1R1808 - Caterpillar FILTER 1 250 500
PM 2
1054 510 PY PM2 - CAMBIO DE FILTRO PRIMARIO DE AIRE
000 1421339 - Caterpillar FILTER ELEMENT AS-AIR 1 500 1000
1260 510 PM1 - CAMBIO DE FILTRO PRIMARIO DE COMBUSTIBLE
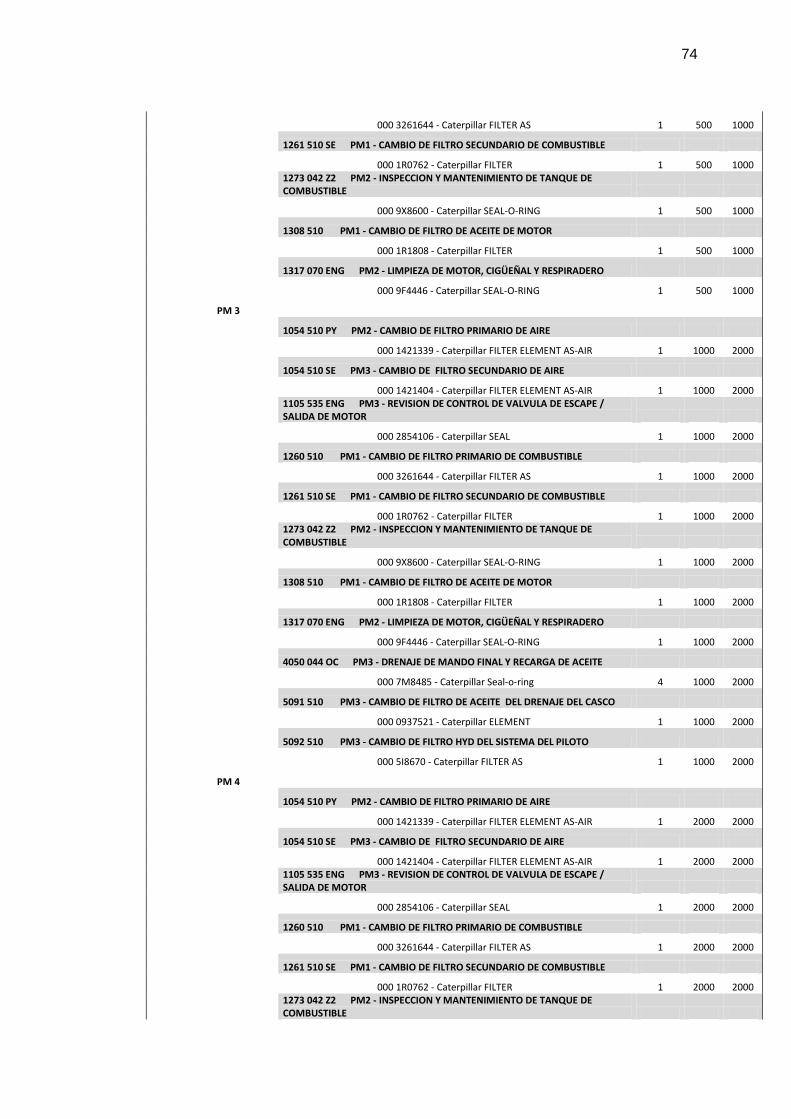
74
000 3261644 - Caterpillar FILTER AS 1 500 1000
1261 510 SE PM1 - CAMBIO DE FILTRO SECUNDARIO DE COMBUSTIBLE
000 1R0762 - Caterpillar FILTER 1 500 1000
1273 042 Z2 PM2 - INSPECCION Y MANTENIMIENTO DE TANQUE DE COMBUSTIBLE
000 9X8600 - Caterpillar SEAL-O-RING 1 500 1000
1308 510 PM1 - CAMBIO DE FILTRO DE ACEITE DE MOTOR
000 1R1808 - Caterpillar FILTER 1 500 1000
1317 070 ENG PM2 - LIMPIEZA DE MOTOR, CIGÜEÑAL Y RESPIRADERO
000 9F4446 - Caterpillar SEAL-O-RING 1 500 1000
PM 3
1054 510 PY PM2 - CAMBIO DE FILTRO PRIMARIO DE AIRE
000 1421339 - Caterpillar FILTER ELEMENT AS-AIR 1 1000 2000
1054 510 SE PM3 - CAMBIO DE FILTRO SECUNDARIO DE AIRE
000 1421404 - Caterpillar FILTER ELEMENT AS-AIR 1 1000 2000
1105 535 ENG PM3 - REVISION DE CONTROL DE VALVULA DE ESCAPE / SALIDA DE MOTOR
000 2854106 - Caterpillar SEAL 1 1000 2000
1260 510 PM1 - CAMBIO DE FILTRO PRIMARIO DE COMBUSTIBLE
000 3261644 - Caterpillar FILTER AS 1 1000 2000
1261 510 SE PM1 - CAMBIO DE FILTRO SECUNDARIO DE COMBUSTIBLE
000 1R0762 - Caterpillar FILTER 1 1000 2000
1273 042 Z2 PM2 - INSPECCION Y MANTENIMIENTO DE TANQUE DE COMBUSTIBLE
000 9X8600 - Caterpillar SEAL-O-RING 1 1000 2000
1308 510 PM1 - CAMBIO DE FILTRO DE ACEITE DE MOTOR
000 1R1808 - Caterpillar FILTER 1 1000 2000
1317 070 ENG PM2 - LIMPIEZA DE MOTOR, CIGÜEÑAL Y RESPIRADERO
000 9F4446 - Caterpillar SEAL-O-RING 1 1000 2000
4050 044 OC PM3 - DRENAJE DE MANDO FINAL Y RECARGA DE ACEITE
000 7M8485 - Caterpillar Seal-o-ring 4 1000 2000
5091 510 PM3 - CAMBIO DE FILTRO DE ACEITE DEL DRENAJE DEL CASCO
000 0937521 - Caterpillar ELEMENT 1 1000 2000
5092 510 PM3 - CAMBIO DE FILTRO HYD DEL SISTEMA DEL PILOTO
000 5I8670 - Caterpillar FILTER AS 1 1000 2000
PM 4
1054 510 PY PM2 - CAMBIO DE FILTRO PRIMARIO DE AIRE
000 1421339 - Caterpillar FILTER ELEMENT AS-AIR 1 2000 2000
1054 510 SE PM3 - CAMBIO DE FILTRO SECUNDARIO DE AIRE
000 1421404 - Caterpillar FILTER ELEMENT AS-AIR 1 2000 2000
1105 535 ENG PM3 - REVISION DE CONTROL DE VALVULA DE ESCAPE / SALIDA DE MOTOR
000 2854106 - Caterpillar SEAL 1 2000 2000
1260 510 PM1 - CAMBIO DE FILTRO PRIMARIO DE COMBUSTIBLE
000 3261644 - Caterpillar FILTER AS 1 2000 2000
1261 510 SE PM1 - CAMBIO DE FILTRO SECUNDARIO DE COMBUSTIBLE
000 1R0762 - Caterpillar FILTER 1 2000 2000
1273 042 Z2 PM2 - INSPECCION Y MANTENIMIENTO DE TANQUE DE COMBUSTIBLE
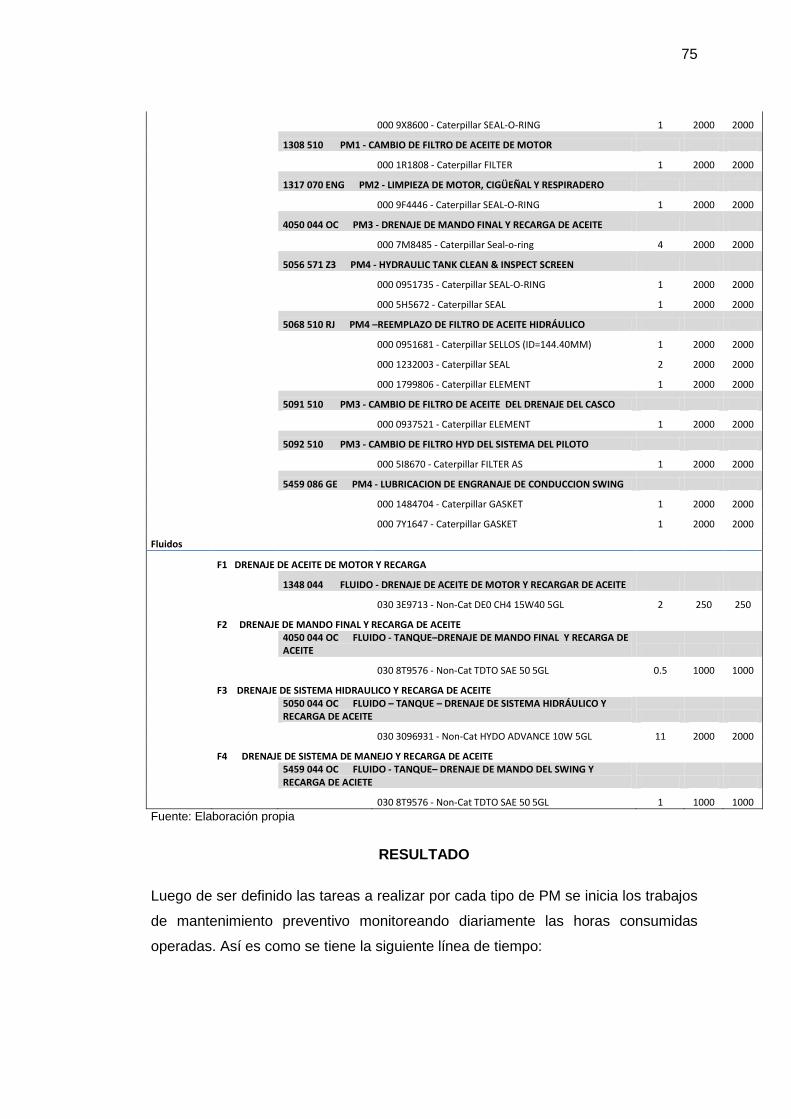
75
000 9X8600 - Caterpillar SEAL-O-RING 1 2000 2000
1308 510 PM1 - CAMBIO DE FILTRO DE ACEITE DE MOTOR
000 1R1808 - Caterpillar FILTER 1 2000 2000
1317 070 ENG PM2 - LIMPIEZA DE MOTOR, CIGÜEÑAL Y RESPIRADERO
000 9F4446 - Caterpillar SEAL-O-RING 1 2000 2000
4050 044 OC PM3 - DRENAJE DE MANDO FINAL Y RECARGA DE ACEITE
000 7M8485 - Caterpillar Seal-o-ring 4 2000 2000
5056 571 Z3 PM4 - HYDRAULIC TANK CLEAN & INSPECT SCREEN
000 0951735 - Caterpillar SEAL-O-RING 1 2000 2000
000 5H5672 - Caterpillar SEAL 1 2000 2000
5068 510 RJ PM4 –REEMPLAZO DE FILTRO DE ACEITE HIDRÁULICO
000 0951681 - Caterpillar SELLOS (ID=144.40MM) 1 2000 2000
000 1232003 - Caterpillar SEAL 2 2000 2000
000 1799806 - Caterpillar ELEMENT 1 2000 2000
5091 510 PM3 - CAMBIO DE FILTRO DE ACEITE DEL DRENAJE DEL CASCO
000 0937521 - Caterpillar ELEMENT 1 2000 2000
5092 510 PM3 - CAMBIO DE FILTRO HYD DEL SISTEMA DEL PILOTO
000 5I8670 - Caterpillar FILTER AS 1 2000 2000
5459 086 GE PM4 - LUBRICACION DE ENGRANAJE DE CONDUCCION SWING
000 1484704 - Caterpillar GASKET 1 2000 2000
000 7Y1647 - Caterpillar GASKET 1 2000 2000
Fluidos
F1 DRENAJE DE ACEITE DE MOTOR Y RECARGA
1348 044 FLUIDO - DRENAJE DE ACEITE DE MOTOR Y RECARGAR DE ACEITE
030 3E9713 - Non-Cat DE0 CH4 15W40 5GL 2 250 250
F2 DRENAJE DE MANDO FINAL Y RECARGA DE ACEITE
4050 044 OC FLUIDO - TANQUE–DRENAJE DE MANDO FINAL Y RECARGA DE ACEITE
030 8T9576 - Non-Cat TDTO SAE 50 5GL 0.5 1000 1000
F3 DRENAJE DE SISTEMA HIDRAULICO Y RECARGA DE ACEITE
5050 044 OC FLUIDO – TANQUE – DRENAJE DE SISTEMA HIDRÁULICO Y RECARGA DE ACEITE
030 3096931 - Non-Cat HYDO ADVANCE 10W 5GL 11 2000 2000
F4 DRENAJE DE SISTEMA DE MANEJO Y RECARGA DE ACEITE
5459 044 OC FLUIDO - TANQUE– DRENAJE DE MANDO DEL SWING Y RECARGA DE ACIETE
030 8T9576 - Non-Cat TDTO SAE 50 5GL 1 1000 1000
Fuente: Elaboración propia
RESULTADO
Luego de ser definido las tareas a realizar por cada tipo de PM se inicia los trabajos
de mantenimiento preventivo monitoreando diariamente las horas consumidas
operadas. Así es como se tiene la siguiente línea de tiempo:
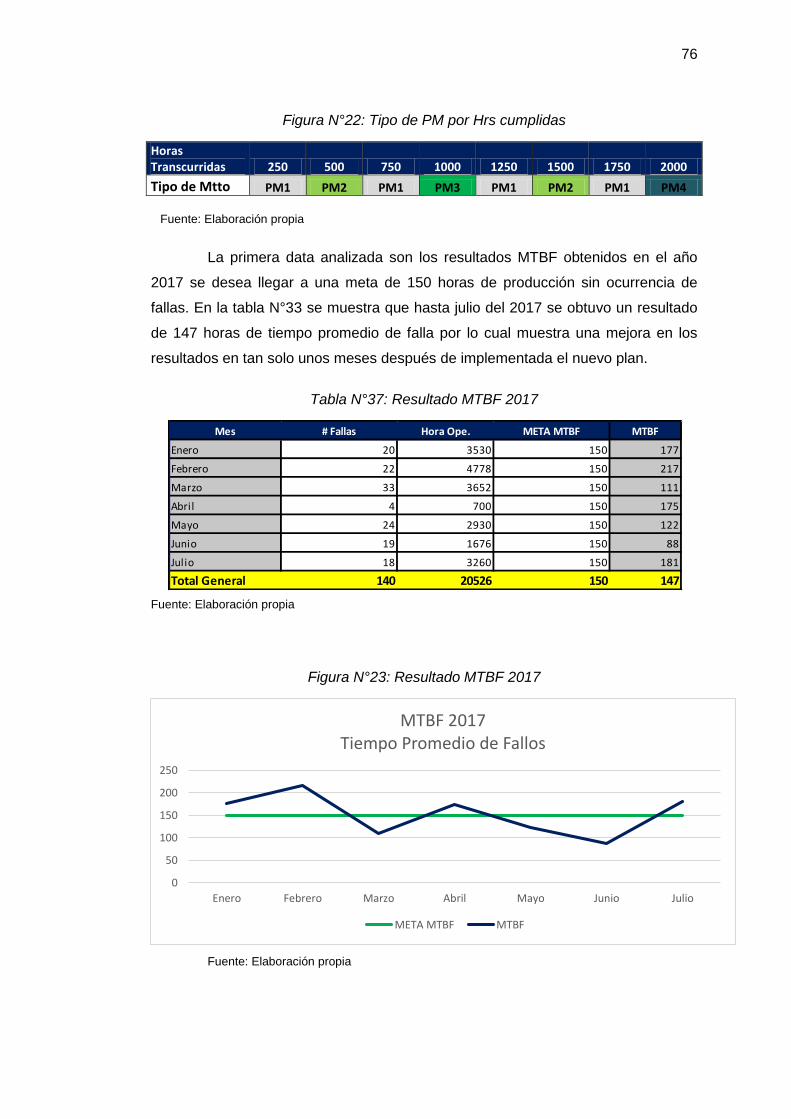
76
Figura N°22: Tipo de PM por Hrs cumplidas
Horas Transcurridas 250 500 750 1000 1250 1500 1750 2000
Tipo de Mtto PM1 PM2 PM1 PM3 PM1 PM2 PM1 PM4
Fuente: Elaboración propia
La primera data analizada son los resultados MTBF obtenidos en el año
2017 se desea llegar a una meta de 150 horas de producción sin ocurrencia de
fallas. En la tabla N°33 se muestra que hasta julio del 2017 se obtuvo un resultado
de 147 horas de tiempo promedio de falla por lo cual muestra una mejora en los
resultados en tan solo unos meses después de implementada el nuevo plan.
Tabla N°37: Resultado MTBF 2017
Fuente: Elaboración propia
Figura N°23: Resultado MTBF 2017
Fuente: Elaboración propia
Mes # Fallas Hora Ope. META MTBF MTBF
Enero 20 3530 150 177
Febrero 22 4778 150 217
Marzo 33 3652 150 111
Abril 4 700 150 175
Mayo 24 2930 150 122
Junio 19 1676 150 88
Julio 18 3260 150 181
Total General 140 20526 150 147
0
50
100
150
200
250
Enero Febrero Marzo Abril Mayo Junio Julio
MTBF 2017Tiempo Promedio de Fallos
META MTBF MTBF
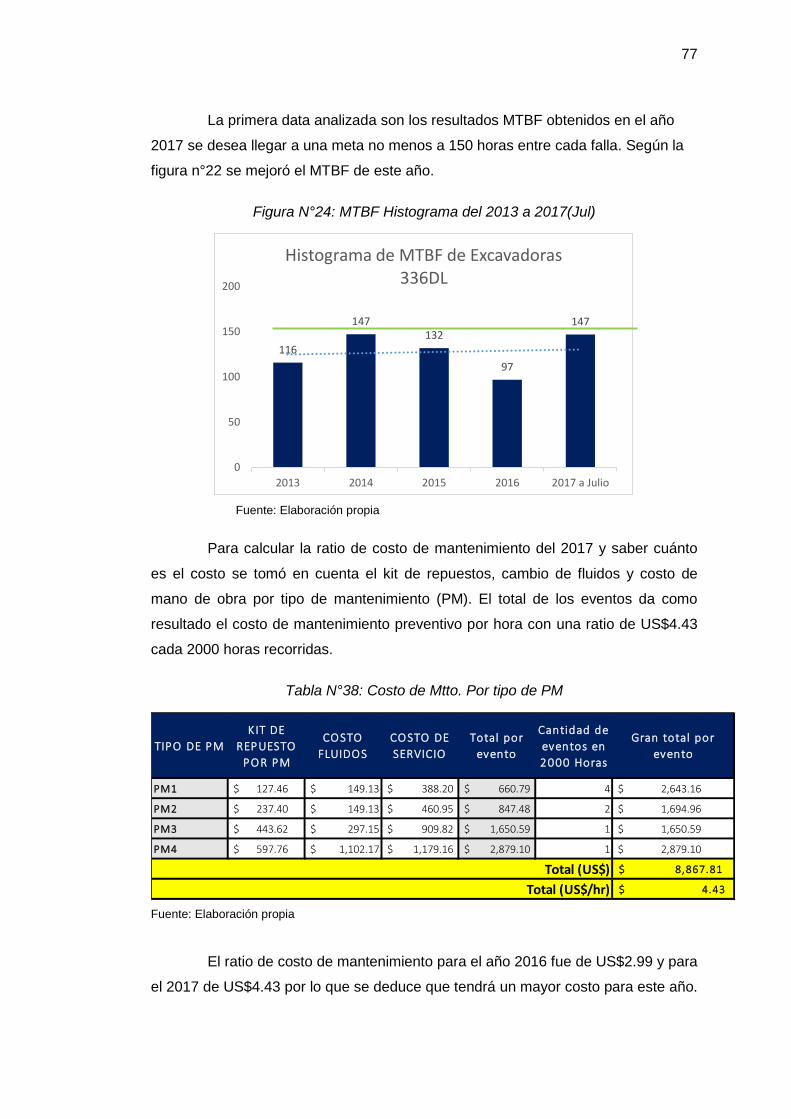
77
La primera data analizada son los resultados MTBF obtenidos en el año
2017 se desea llegar a una meta no menos a 150 horas entre cada falla. Según la
figura n°22 se mejoró el MTBF de este año.
Figura N°24: MTBF Histograma del 2013 a 2017(Jul)
Fuente: Elaboración propia
Para calcular la ratio de costo de mantenimiento del 2017 y saber cuánto
es el costo se tomó en cuenta el kit de repuestos, cambio de fluidos y costo de
mano de obra por tipo de mantenimiento (PM). El total de los eventos da como
resultado el costo de mantenimiento preventivo por hora con una ratio de US$4.43
cada 2000 horas recorridas.
Tabla N°38: Costo de Mtto. Por tipo de PM
Fuente: Elaboración propia
El ratio de costo de mantenimiento para el año 2016 fue de US$2.99 y para
el 2017 de US$4.43 por lo que se deduce que tendrá un mayor costo para este año.
116
147132
97
147
0
50
100
150
200
2013 2014 2015 2016 2017 a Julio
Histograma de MTBF de Excavadoras 336DL
TIPO DE PM
KIT DE
REPUESTO
POR PM
CO STO
FLUIDOS
COSTO DE
SERVICIO
Total por
evento
Cantidad de
eventos en
2000 Horas
Gran total por
evento
PM1 $ 127.46 $ 149.13 $ 388.20 $ 660.79 4 $ 2,643.16
PM2 $ 237.40 $ 149.13 $ 460.95 $ 847.48 2 $ 1,694.96
PM3 $ 443.62 $ 297.15 $ 909.82 $ 1,650.59 1 $ 1,650.59
PM4 $ 597.76 $ 1,102.17 $ 1,179.16 $ 2,879.10 1 $ 2,879.10
$ 8,867.81
$ 4.43
Total (US$)
Total (US$/hr)
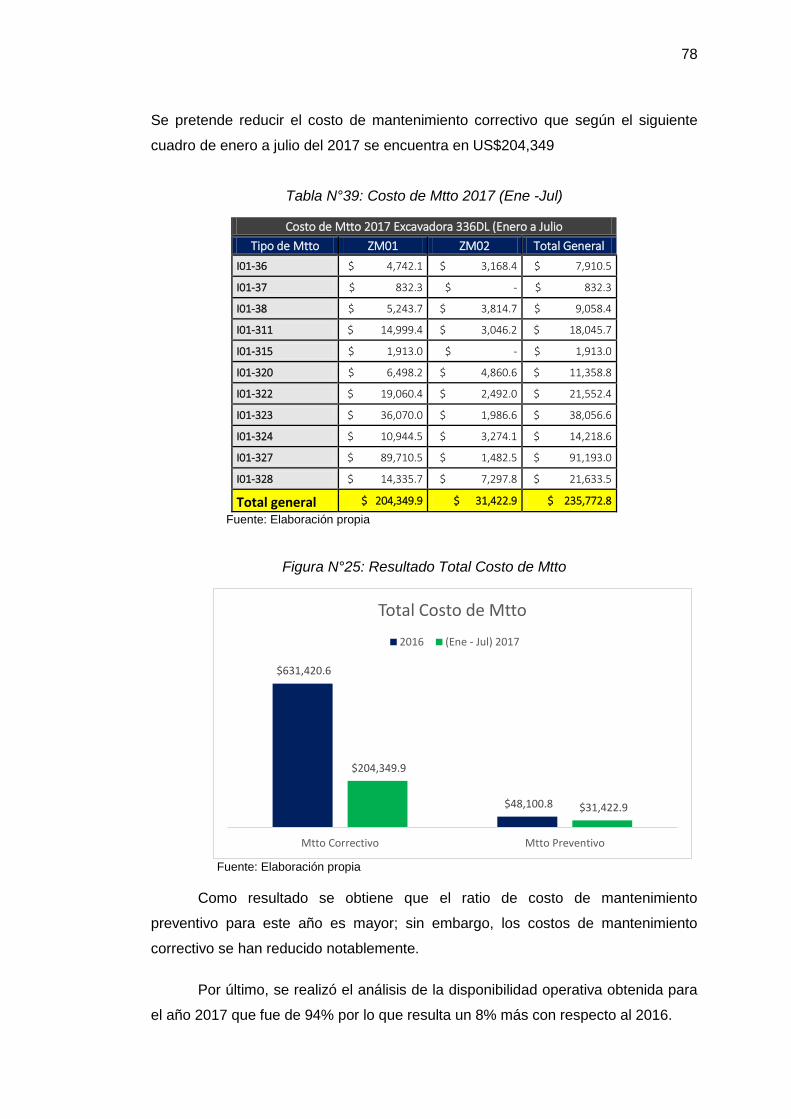
78
Se pretende reducir el costo de mantenimiento correctivo que según el siguiente
cuadro de enero a julio del 2017 se encuentra en US$204,349
Tabla N°39: Costo de Mtto 2017 (Ene -Jul)
Costo de Mtto 2017 Excavadora 336DL (Enero a Julio
Tipo de Mtto ZM01 ZM02 Total General
I01-36 $ 4,742.1 $ 3,168.4 $ 7,910.5
I01-37 $ 832.3 $ - $ 832.3
I01-38 $ 5,243.7 $ 3,814.7 $ 9,058.4
I01-311 $ 14,999.4 $ 3,046.2 $ 18,045.7
I01-315 $ 1,913.0 $ - $ 1,913.0
I01-320 $ 6,498.2 $ 4,860.6 $ 11,358.8
I01-322 $ 19,060.4 $ 2,492.0 $ 21,552.4
I01-323 $ 36,070.0 $ 1,986.6 $ 38,056.6
I01-324 $ 10,944.5 $ 3,274.1 $ 14,218.6
I01-327 $ 89,710.5 $ 1,482.5 $ 91,193.0
I01-328 $ 14,335.7 $ 7,297.8 $ 21,633.5
Total general $ 204,349.9 $ 31,422.9 $ 235,772.8
Fuente: Elaboración propia
Figura N°25: Resultado Total Costo de Mtto
Fuente: Elaboración propia
Como resultado se obtiene que el ratio de costo de mantenimiento
preventivo para este año es mayor; sin embargo, los costos de mantenimiento
correctivo se han reducido notablemente.
Por último, se realizó el análisis de la disponibilidad operativa obtenida para
el año 2017 que fue de 94% por lo que resulta un 8% más con respecto al 2016.
$631,420.6
$48,100.8
$204,349.9
$31,422.9
Mtto Correctivo Mtto Preventivo
Total Costo de Mtto
2016 (Ene - Jul) 2017
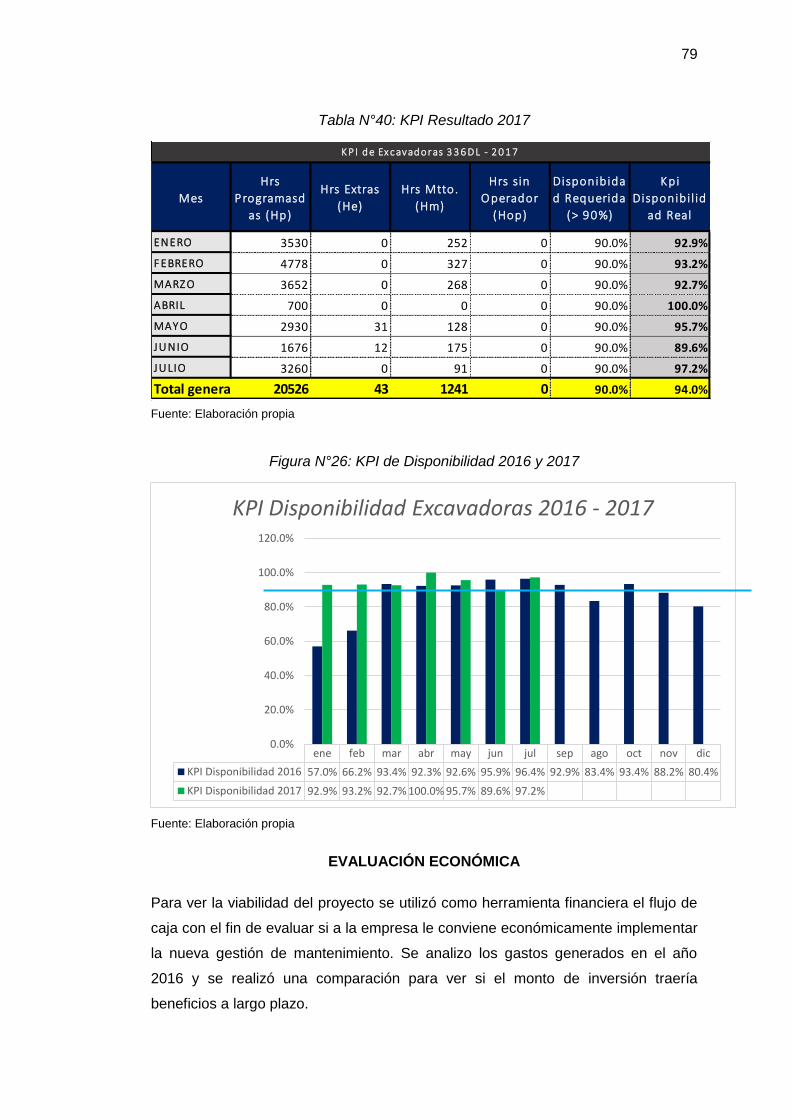
79
Tabla N°40: KPI Resultado 2017
Fuente: Elaboración propia
Figura N°26: KPI de Disponibilidad 2016 y 2017
Fuente: Elaboración propia
EVALUACIÓN ECONÓMICA
Para ver la viabilidad del proyecto se utilizó como herramienta financiera el flujo de
caja con el fin de evaluar si a la empresa le conviene económicamente implementar
la nueva gestión de mantenimiento. Se analizo los gastos generados en el año
2016 y se realizó una comparación para ver si el monto de inversión traería
beneficios a largo plazo.
Mes
Hrs
Programasd
as (Hp)
Hrs Extras
(He)
Hrs Mtto.
(Hm)
Hrs sin
Operador
(Hop)
Disponibida
d Requerida
(> 90%)
Kpi
Disponibi l id
ad Real
ENERO 3530 0 252 0 90.0% 92.9%
F EBRERO 4778 0 327 0 90.0% 93.2%
MARZ O 3652 0 268 0 90.0% 92.7%
ABRIL 700 0 0 0 90.0% 100.0%
MAYO 2930 31 128 0 90.0% 95.7%
JU NIO 1676 12 175 0 90.0% 89.6%
JU LIO 3260 0 91 0 90.0% 97.2%
Total general 20526 43 1241 0 90.0% 94.0%
K P I de Ex c avadoras 3 3 6 D L - 2 0 1 7
ene feb mar abr may jun jul sep ago oct nov dic
KPI Disponibilidad 2016 57.0% 66.2% 93.4% 92.3% 92.6% 95.9% 96.4% 92.9% 83.4% 93.4% 88.2% 80.4%
KPI Disponibilidad 2017 92.9% 93.2% 92.7% 100.0% 95.7% 89.6% 97.2%
0.0%
20.0%
40.0%
60.0%
80.0%
100.0%
120.0%
KPI Disponibilidad Excavadoras 2016 - 2017
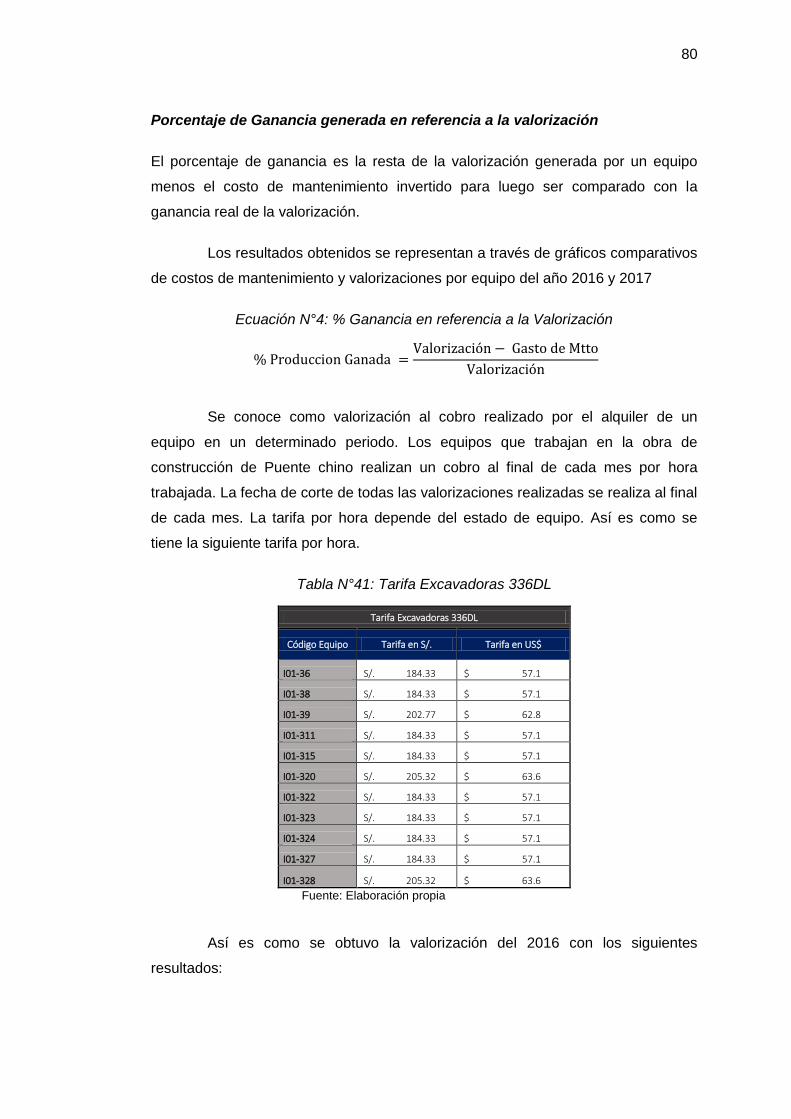
80
Porcentaje de Ganancia generada en referencia a la valorización
El porcentaje de ganancia es la resta de la valorización generada por un equipo
menos el costo de mantenimiento invertido para luego ser comparado con la
ganancia real de la valorización.
Los resultados obtenidos se representan a través de gráficos comparativos
de costos de mantenimiento y valorizaciones por equipo del año 2016 y 2017
Ecuación N°4: % Ganancia en referencia a la Valorización
% Produccion Ganada =Valorización − Gasto de Mtto
Valorización
Se conoce como valorización al cobro realizado por el alquiler de un
equipo en un determinado periodo. Los equipos que trabajan en la obra de
construcción de Puente chino realizan un cobro al final de cada mes por hora
trabajada. La fecha de corte de todas las valorizaciones realizadas se realiza al final
de cada mes. La tarifa por hora depende del estado de equipo. Así es como se
tiene la siguiente tarifa por hora.
Tabla N°41: Tarifa Excavadoras 336DL
Tarifa Excavadoras 336DL
Código Equipo Tarifa en S/. Tarifa en US$
I01-36 S/. 184.33 $ 57.1
I01-38 S/. 184.33 $ 57.1
I01-39 S/. 202.77 $ 62.8
I01-311 S/. 184.33 $ 57.1
I01-315 S/. 184.33 $ 57.1
I01-320 S/. 205.32 $ 63.6
I01-322 S/. 184.33 $ 57.1
I01-323 S/. 184.33 $ 57.1
I01-324 S/. 184.33 $ 57.1
I01-327 S/. 184.33 $ 57.1
I01-328 S/. 205.32 $ 63.6
Fuente: Elaboración propia
Así es como se obtuvo la valorización del 2016 con los siguientes
resultados:
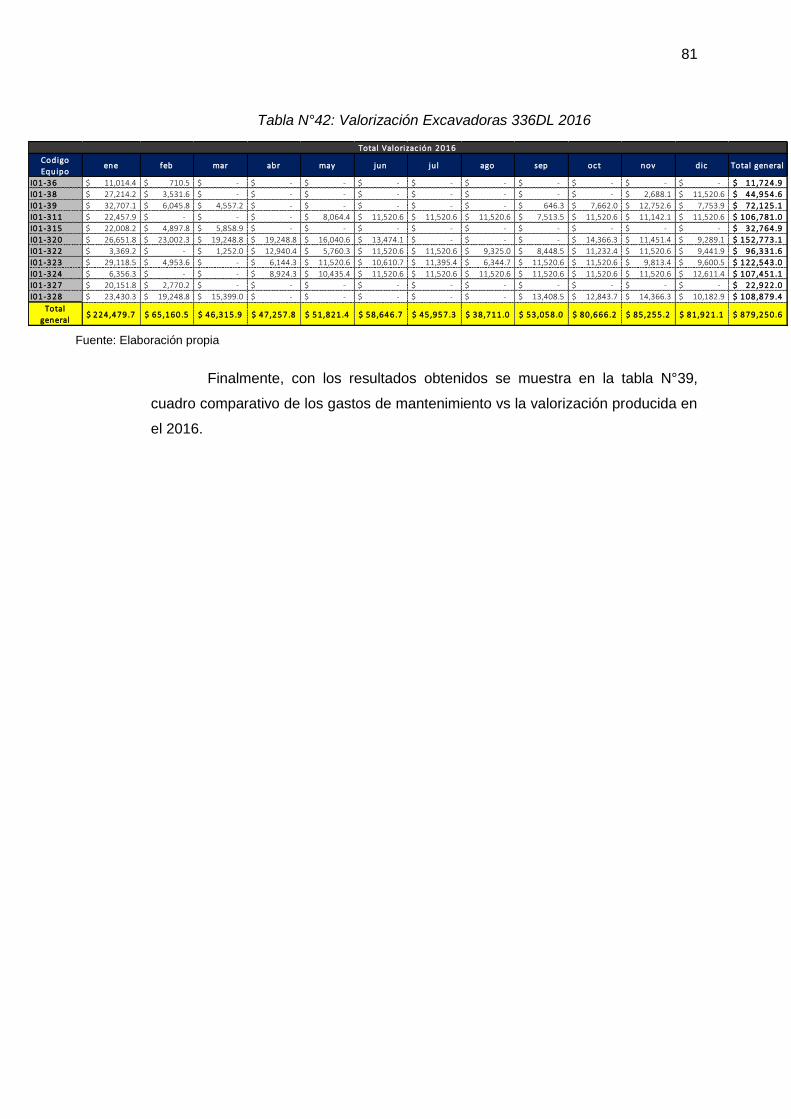
81
Tabla N°42: Valorización Excavadoras 336DL 2016
Fuente: Elaboración propia
Finalmente, con los resultados obtenidos se muestra en la tabla N°39,
cuadro comparativo de los gastos de mantenimiento vs la valorización producida en
el 2016.
Codigo
Equipo ene feb mar abr may jun jul ago sep oct nov dic Total general
I01-36 11,014.4$ 710.5$ -$ -$ -$ -$ -$ -$ -$ -$ -$ -$ 11 ,724.9$
I01-38 27,214.2$ 3,531.6$ -$ -$ -$ -$ -$ -$ -$ -$ 2,688.1$ 11,520.6$ 44 ,954.6$
I01-39 32,707.1$ 6,045.8$ 4,557.2$ -$ -$ -$ -$ -$ 646.3$ 7,662.0$ 12,752.6$ 7,753.9$ 72 ,125.1$
I01-311 22,457.9$ -$ -$ -$ 8,064.4$ 11,520.6$ 11,520.6$ 11,520.6$ 7,513.5$ 11,520.6$ 11,142.1$ 11,520.6$ 106,781.0$
I01-315 22,008.2$ 4,897.8$ 5,858.9$ -$ -$ -$ -$ -$ -$ -$ -$ -$ 32 ,764.9$
I01-320 26,651.8$ 23,002.3$ 19,248.8$ 19,248.8$ 16,040.6$ 13,474.1$ -$ -$ -$ 14,366.3$ 11,451.4$ 9,289.1$ 152,773.1$
I01-322 3,369.2$ -$ 1,252.0$ 12,940.4$ 5,760.3$ 11,520.6$ 11,520.6$ 9,325.0$ 8,448.5$ 11,232.4$ 11,520.6$ 9,441.9$ 96 ,331.6$
I01-323 29,118.5$ 4,953.6$ -$ 6,144.3$ 11,520.6$ 10,610.7$ 11,395.4$ 6,344.7$ 11,520.6$ 11,520.6$ 9,813.4$ 9,600.5$ 122,543.0$
I01-324 6,356.3$ -$ -$ 8,924.3$ 10,435.4$ 11,520.6$ 11,520.6$ 11,520.6$ 11,520.6$ 11,520.6$ 11,520.6$ 12,611.4$ 107,451.1$
I01-327 20,151.8$ 2,770.2$ -$ -$ -$ -$ -$ -$ -$ -$ -$ -$ 22 ,922.0$
I01-328 23,430.3$ 19,248.8$ 15,399.0$ -$ -$ -$ -$ -$ 13,408.5$ 12,843.7$ 14,366.3$ 10,182.9$ 108,879.4$
Total
general224,479.7$ 65,160.5$ 46,315.9$ 47,257.8$ 51,821.4$ 58,646.7$ 45,957.3$ 38,711.0$ 53,058.0$ 80,666.2$ 85,255.2$ 81,921.1$ 879,250.6$
Total Valorizac ión 2016
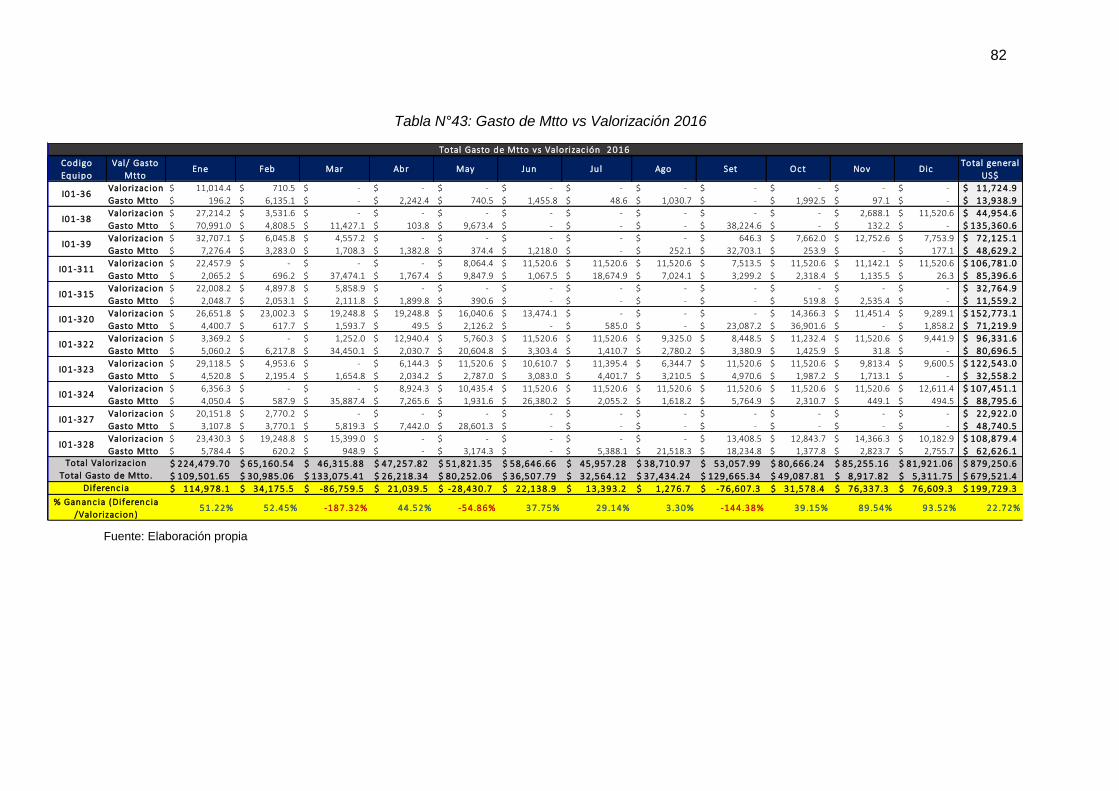
82
Tabla N°43: Gasto de Mtto vs Valorización 2016
Fuente: Elaboración propia
Codigo
Equipo
Val/ Gasto
MttoEne Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic
Total general
US$
Valorizac ion 11,014.4$ 710.5$ -$ -$ -$ -$ -$ -$ -$ -$ -$ -$ 11 ,724.9$
Gasto Mtto 196.2$ 6,135.1$ -$ 2,242.4$ 740.5$ 1,455.8$ 48.6$ 1,030.7$ -$ 1,992.5$ 97.1$ -$ 13 ,938.9$
Valorizac ion 27,214.2$ 3,531.6$ -$ -$ -$ -$ -$ -$ -$ -$ 2,688.1$ 11,520.6$ 44 ,954.6$
Gasto Mtto 70,991.0$ 4,808.5$ 11,427.1$ 103.8$ 9,673.4$ -$ -$ -$ 38,224.6$ -$ 132.2$ -$ 135,360.6$
Valorizac ion 32,707.1$ 6,045.8$ 4,557.2$ -$ -$ -$ -$ -$ 646.3$ 7,662.0$ 12,752.6$ 7,753.9$ 72 ,125.1$
Gasto Mtto 7,276.4$ 3,283.0$ 1,708.3$ 1,382.8$ 374.4$ 1,218.0$ -$ 252.1$ 32,703.1$ 253.9$ -$ 177.1$ 48 ,629.2$
Valorizac ion 22,457.9$ -$ -$ -$ 8,064.4$ 11,520.6$ 11,520.6$ 11,520.6$ 7,513.5$ 11,520.6$ 11,142.1$ 11,520.6$ 106,781.0$
Gasto Mtto 2,065.2$ 696.2$ 37,474.1$ 1,767.4$ 9,847.9$ 1,067.5$ 18,674.9$ 7,024.1$ 3,299.2$ 2,318.4$ 1,135.5$ 26.3$ 85 ,396.6$
Valorizac ion 22,008.2$ 4,897.8$ 5,858.9$ -$ -$ -$ -$ -$ -$ -$ -$ -$ 32 ,764.9$
Gasto Mtto 2,048.7$ 2,053.1$ 2,111.8$ 1,899.8$ 390.6$ -$ -$ -$ -$ 519.8$ 2,535.4$ -$ 11 ,559.2$
Valorizac ion 26,651.8$ 23,002.3$ 19,248.8$ 19,248.8$ 16,040.6$ 13,474.1$ -$ -$ -$ 14,366.3$ 11,451.4$ 9,289.1$ 152,773.1$
Gasto Mtto 4,400.7$ 617.7$ 1,593.7$ 49.5$ 2,126.2$ -$ 585.0$ -$ 23,087.2$ 36,901.6$ -$ 1,858.2$ 71 ,219.9$
Valorizac ion 3,369.2$ -$ 1,252.0$ 12,940.4$ 5,760.3$ 11,520.6$ 11,520.6$ 9,325.0$ 8,448.5$ 11,232.4$ 11,520.6$ 9,441.9$ 96 ,331.6$
Gasto Mtto 5,060.2$ 6,217.8$ 34,450.1$ 2,030.7$ 20,604.8$ 3,303.4$ 1,410.7$ 2,780.2$ 3,380.9$ 1,425.9$ 31.8$ -$ 80 ,696.5$
Valorizac ion 29,118.5$ 4,953.6$ -$ 6,144.3$ 11,520.6$ 10,610.7$ 11,395.4$ 6,344.7$ 11,520.6$ 11,520.6$ 9,813.4$ 9,600.5$ 122,543.0$
Gasto Mtto 4,520.8$ 2,195.4$ 1,654.8$ 2,034.2$ 2,787.0$ 3,083.0$ 4,401.7$ 3,210.5$ 4,970.6$ 1,987.2$ 1,713.1$ -$ 32 ,558.2$
Valorizac ion 6,356.3$ -$ -$ 8,924.3$ 10,435.4$ 11,520.6$ 11,520.6$ 11,520.6$ 11,520.6$ 11,520.6$ 11,520.6$ 12,611.4$ 107,451.1$
Gasto Mtto 4,050.4$ 587.9$ 35,887.4$ 7,265.6$ 1,931.6$ 26,380.2$ 2,055.2$ 1,618.2$ 5,764.9$ 2,310.7$ 449.1$ 494.5$ 88 ,795.6$
Valorizac ion 20,151.8$ 2,770.2$ -$ -$ -$ -$ -$ -$ -$ -$ -$ -$ 22 ,922.0$
Gasto Mtto 3,107.8$ 3,770.1$ 5,819.3$ 7,442.0$ 28,601.3$ -$ -$ -$ -$ -$ -$ -$ 48 ,740.5$
Valorizac ion 23,430.3$ 19,248.8$ 15,399.0$ -$ -$ -$ -$ -$ 13,408.5$ 12,843.7$ 14,366.3$ 10,182.9$ 108,879.4$
Gasto Mtto 5,784.4$ 620.2$ 948.9$ -$ 3,174.3$ -$ 5,388.1$ 21,518.3$ 18,234.8$ 1,377.8$ 2,823.7$ 2,755.7$ 62 ,626.1$
224,479.70$ 65,160.54$ 46,315.88$ 47 ,257.82$ 51,821.35$ 58,646.66$ 45,957.28$ 38 ,710.97$ 53,057.99$ 80 ,666.24$ 85,255.16$ 81,921.06$ 879,250.6$
109,501.65$ 30,985.06$ 133,075.41$ 26,218.34$ 80,252.06$ 36,507.79$ 32,564.12$ 37 ,434.24$ 129,665.34$ 49,087.81$ 8 ,917.82$ 5 ,311.75$ 679,521.4$
114,978.1$ 34 ,175.5$ -86 ,759.5$ 21 ,039.5$ -28 ,430.7$ 22 ,138.9$ 13 ,393.2$ 1 ,276.7$ -76 ,607.3$ 31 ,578.4$ 76 ,337.3$ 76 ,609.3$ 199,729.3$
51.22% 52.45% -187.32% 44.52% -54.86% 37.75% 29.14% 3.30% -144.38% 39.15% 89.54% 93.52% 22.72%
Total Gasto de Mtto.
Diferenc ia
% Gananc ia (Diferenc ia
/Valorizac ion)
Total Gasto de Mtto vs Valorizac ión 2016
I01-322
I01-323
I01-324
I01-327
I01-328
Total Valorizac ion
I01-36
I01-38
I01-39
I01-311
I01-315
I01-320
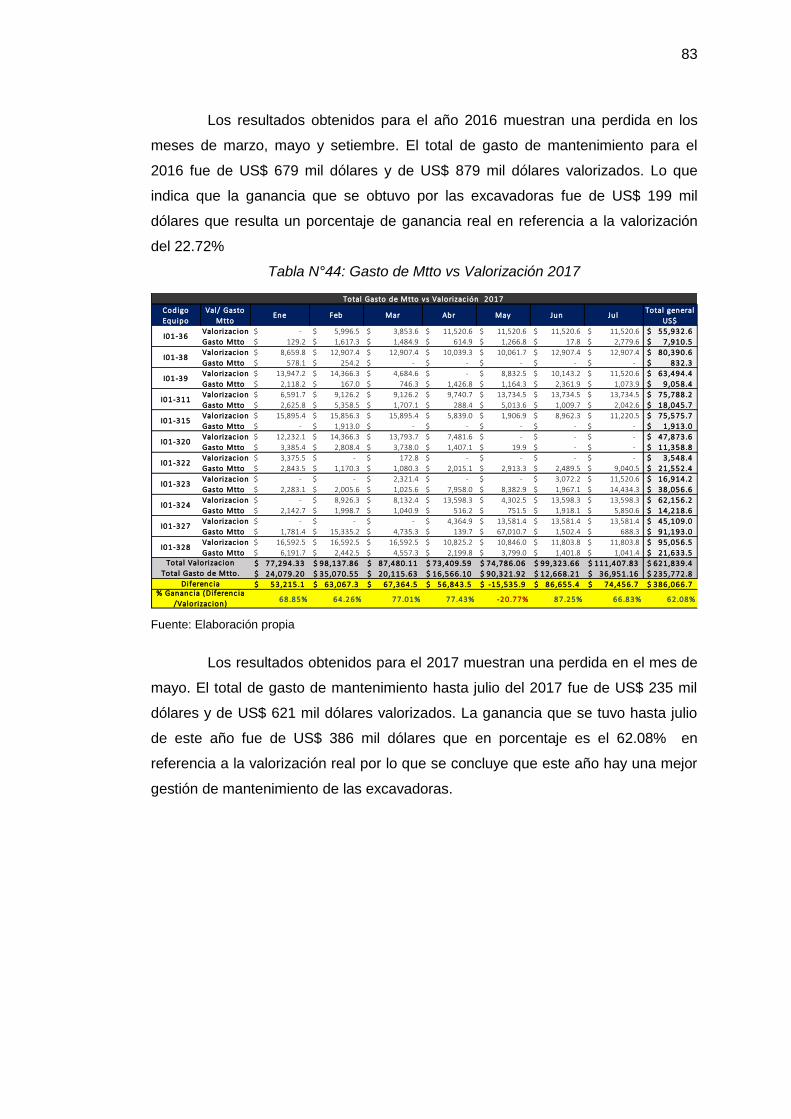
83
Los resultados obtenidos para el año 2016 muestran una perdida en los
meses de marzo, mayo y setiembre. El total de gasto de mantenimiento para el
2016 fue de US$ 679 mil dólares y de US$ 879 mil dólares valorizados. Lo que
indica que la ganancia que se obtuvo por las excavadoras fue de US$ 199 mil
dólares que resulta un porcentaje de ganancia real en referencia a la valorización
del 22.72%
Tabla N°44: Gasto de Mtto vs Valorización 2017
Fuente: Elaboración propia
Los resultados obtenidos para el 2017 muestran una perdida en el mes de
mayo. El total de gasto de mantenimiento hasta julio del 2017 fue de US$ 235 mil
dólares y de US$ 621 mil dólares valorizados. La ganancia que se tuvo hasta julio
de este año fue de US$ 386 mil dólares que en porcentaje es el 62.08% en
referencia a la valorización real por lo que se concluye que este año hay una mejor
gestión de mantenimiento de las excavadoras.
Codigo
Equipo
Val/ Gasto
MttoEne Feb Mar Abr May Jun Jul
Total general
US$
Valorizac ion -$ 5,996.5$ 3,853.6$ 11,520.6$ 11,520.6$ 11,520.6$ 11,520.6$ 55 ,932.6$
Gasto Mtto 129.2$ 1,617.3$ 1,484.9$ 614.9$ 1,266.8$ 17.8$ 2,779.6$ 7 ,910.5$
Valorizac ion 8,659.8$ 12,907.4$ 12,907.4$ 10,039.3$ 10,061.7$ 12,907.4$ 12,907.4$ 80 ,390.6$
Gasto Mtto 578.1$ 254.2$ -$ -$ -$ -$ -$ 832.3$
Valorizac ion 13,947.2$ 14,366.3$ 4,684.6$ -$ 8,832.5$ 10,143.2$ 11,520.6$ 63 ,494.4$
Gasto Mtto 2,118.2$ 167.0$ 746.3$ 1,426.8$ 1,164.3$ 2,361.9$ 1,073.9$ 9 ,058.4$
Valorizac ion 6,591.7$ 9,126.2$ 9,126.2$ 9,740.7$ 13,734.5$ 13,734.5$ 13,734.5$ 75 ,788.2$
Gasto Mtto 2,625.8$ 5,358.5$ 1,707.1$ 288.4$ 5,013.6$ 1,009.7$ 2,042.6$ 18 ,045.7$
Valorizac ion 15,895.4$ 15,856.3$ 15,895.4$ 5,839.0$ 1,906.9$ 8,962.3$ 11,220.5$ 75 ,575.7$
Gasto Mtto -$ 1,913.0$ -$ -$ -$ -$ -$ 1 ,913.0$
Valorizac ion 12,232.1$ 14,366.3$ 13,793.7$ 7,481.6$ -$ -$ -$ 47 ,873.6$
Gasto Mtto 3,385.4$ 2,808.4$ 3,738.0$ 1,407.1$ 19.9$ -$ -$ 11 ,358.8$
Valorizac ion 3,375.5$ -$ 172.8$ -$ -$ -$ -$ 3 ,548.4$
Gasto Mtto 2,843.5$ 1,170.3$ 1,080.3$ 2,015.1$ 2,913.3$ 2,489.5$ 9,040.5$ 21 ,552.4$
Valorizac ion -$ -$ 2,321.4$ -$ -$ 3,072.2$ 11,520.6$ 16 ,914.2$
Gasto Mtto 2,283.1$ 2,005.6$ 1,025.6$ 7,958.0$ 8,382.9$ 1,967.1$ 14,434.3$ 38 ,056.6$
Valorizac ion -$ 8,926.3$ 8,132.4$ 13,598.3$ 4,302.5$ 13,598.3$ 13,598.3$ 62 ,156.2$
Gasto Mtto 2,142.7$ 1,998.7$ 1,040.9$ 516.2$ 751.5$ 1,918.1$ 5,850.6$ 14 ,218.6$
Valorizac ion -$ -$ -$ 4,364.9$ 13,581.4$ 13,581.4$ 13,581.4$ 45 ,109.0$
Gasto Mtto 1,781.4$ 15,335.2$ 4,735.3$ 139.7$ 67,010.7$ 1,502.4$ 688.3$ 91 ,193.0$
Valorizac ion 16,592.5$ 16,592.5$ 16,592.5$ 10,825.2$ 10,846.0$ 11,803.8$ 11,803.8$ 95 ,056.5$
Gasto Mtto 6,191.7$ 2,442.5$ 4,557.3$ 2,199.8$ 3,799.0$ 1,401.8$ 1,041.4$ 21 ,633.5$
77 ,294.33$ 98 ,137.86$ 87,480.11$ 73 ,409.59$ 74,786.06$ 99,323.66$ 111,407.83$ 621,839.4$
24,079.20$ 35 ,070.55$ 20,115.63$ 16 ,566.10$ 90,321.92$ 12,668.21$ 36,951.16$ 235,772.8$
53,215.1$ 63 ,067.3$ 67 ,364.5$ 56 ,843.5$ -15 ,535.9$ 86 ,655.4$ 74 ,456.7$ 386,066.7$
68.85% 64.26% 77.01% 77.43% -20.77% 87.25% 66.83% 62.08%
I01-328
Total Valorizac ion
Total Gasto de Mtto.
Diferenc ia% Gananc ia (Diferenc ia
/Valorizac ion)
Total Gasto de Mtto vs Valorizac ión 2017
I01-315
I01-320
I01-322
I01-323
I01-324
I01-327
I01-36
I01-38
I01-39
I01-311
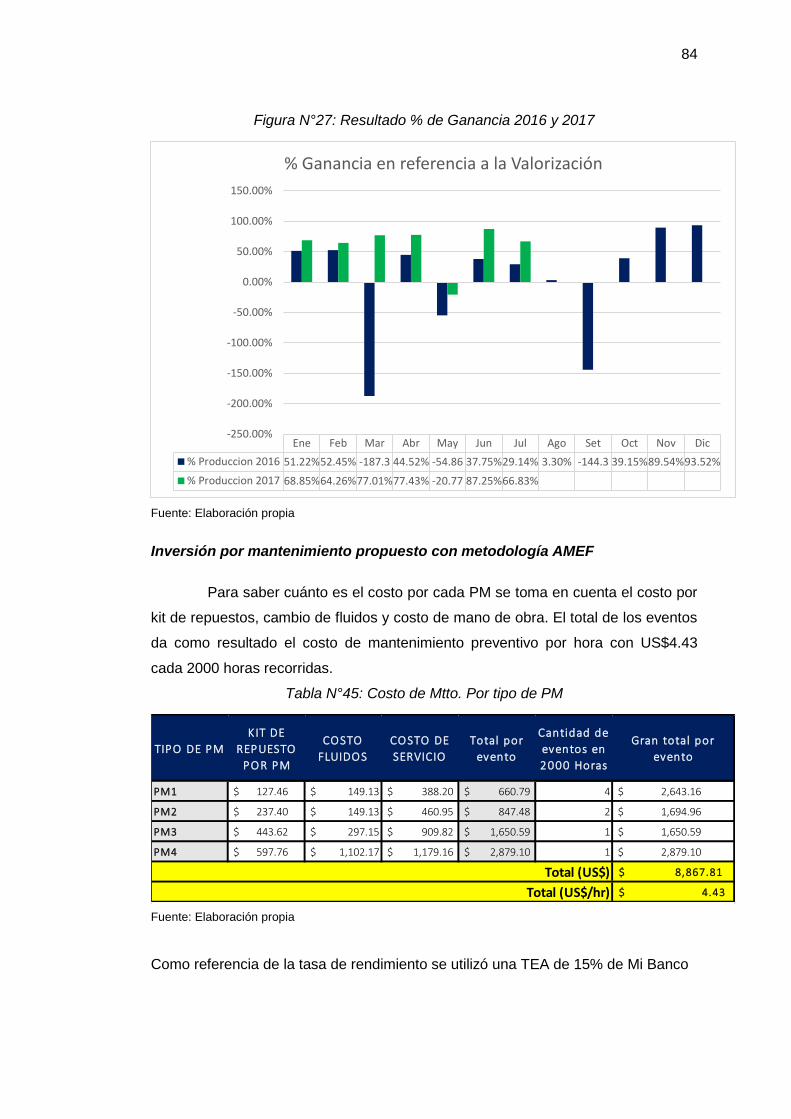
84
Figura N°27: Resultado % de Ganancia 2016 y 2017
Fuente: Elaboración propia
Inversión por mantenimiento propuesto con metodología AMEF
Para saber cuánto es el costo por cada PM se toma en cuenta el costo por
kit de repuestos, cambio de fluidos y costo de mano de obra. El total de los eventos
da como resultado el costo de mantenimiento preventivo por hora con US$4.43
cada 2000 horas recorridas.
Tabla N°45: Costo de Mtto. Por tipo de PM
Fuente: Elaboración propia
Como referencia de la tasa de rendimiento se utilizó una TEA de 15% de Mi Banco
Ene Feb Mar Abr May Jun Jul Ago Set Oct Nov Dic
% Produccion 2016 51.22%52.45% -187.3 44.52% -54.86 37.75%29.14% 3.30% -144.3 39.15%89.54%93.52%
% Produccion 2017 68.85%64.26%77.01%77.43% -20.77 87.25%66.83%
-250.00%
-200.00%
-150.00%
-100.00%
-50.00%
0.00%
50.00%
100.00%
150.00%
% Ganancia en referencia a la Valorización
TIPO DE PM
KIT DE
REPUESTO
POR PM
CO STO
FLUIDOS
COSTO DE
SERVICIO
Total por
evento
Cantidad de
eventos en
2000 Horas
Gran total por
evento
PM1 $ 127.46 $ 149.13 $ 388.20 $ 660.79 4 $ 2,643.16
PM2 $ 237.40 $ 149.13 $ 460.95 $ 847.48 2 $ 1,694.96
PM3 $ 443.62 $ 297.15 $ 909.82 $ 1,650.59 1 $ 1,650.59
PM4 $ 597.76 $ 1,102.17 $ 1,179.16 $ 2,879.10 1 $ 2,879.10
$ 8,867.81
$ 4.43
Total (US$)
Total (US$/hr)
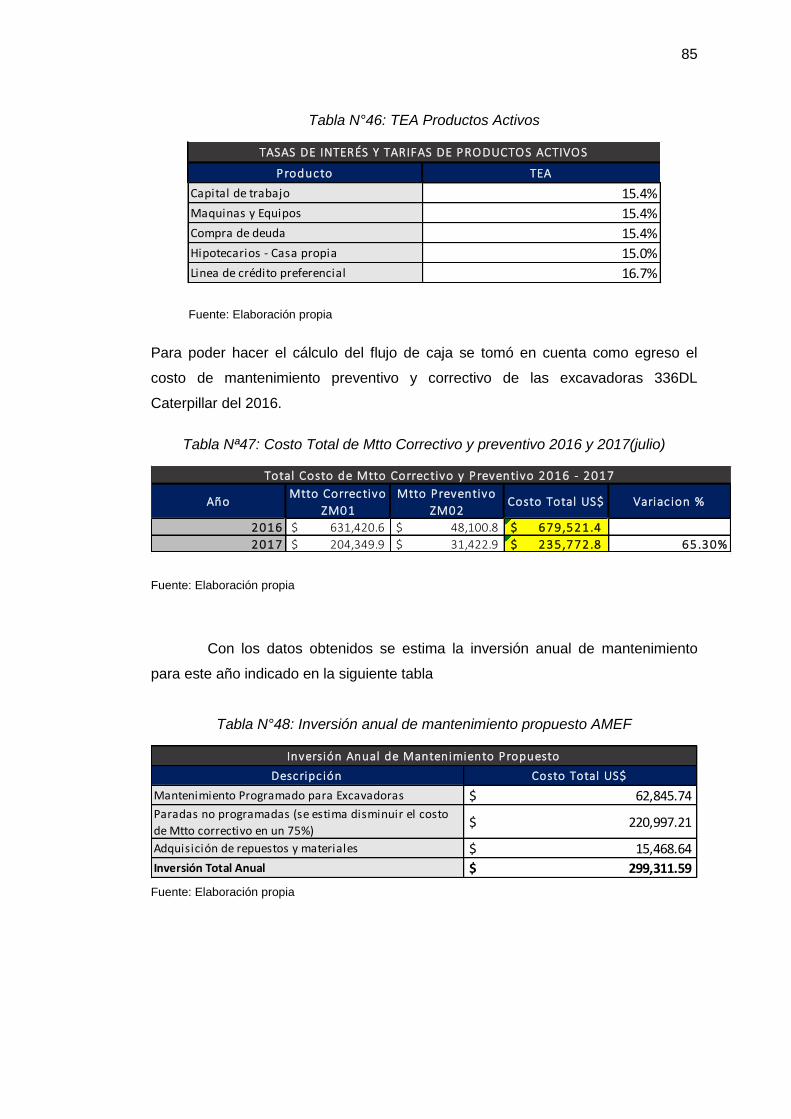
85
Tabla N°46: TEA Productos Activos
Fuente: Elaboración propia
Para poder hacer el cálculo del flujo de caja se tomó en cuenta como egreso el
costo de mantenimiento preventivo y correctivo de las excavadoras 336DL
Caterpillar del 2016.
Tabla Nª47: Costo Total de Mtto Correctivo y preventivo 2016 y 2017(julio)
Fuente: Elaboración propia
Con los datos obtenidos se estima la inversión anual de mantenimiento
para este año indicado en la siguiente tabla
Tabla N°48: Inversión anual de mantenimiento propuesto AMEF
Fuente: Elaboración propia
Producto TEA
Capital de trabajo 15.4%
Maquinas y Equipos 15.4%
Compra de deuda 15.4%
Hipotecarios - Casa propia 15.0%
Linea de crédito preferencial 16.7%
TASAS DE INTERÉS Y TARIFAS DE PRODUCTOS ACTIVOS
AñoMtto Correctivo
ZM01
Mtto Preventivo
ZM02Costo Total US$ Variac ion %
2016 631,420.6$ 48,100.8$ 679,521.4$
2017 204,349.9$ 31,422.9$ 235,772.8$ 65.30%
Total Costo de Mtto Correctivo y Preventivo 2016 - 2017
Descripc ión Costo Total US$
Mantenimiento Programado para Excavadoras 62,845.74$ Paradas no programadas (se estima disminuir el costo
de Mtto correctivo en un 75%)220,997.21$
Adquisición de repuestos y materiales 15,468.64$
Inversión Total Anual 299,311.59$
Inversión Anual de Mantenimiento Propuesto
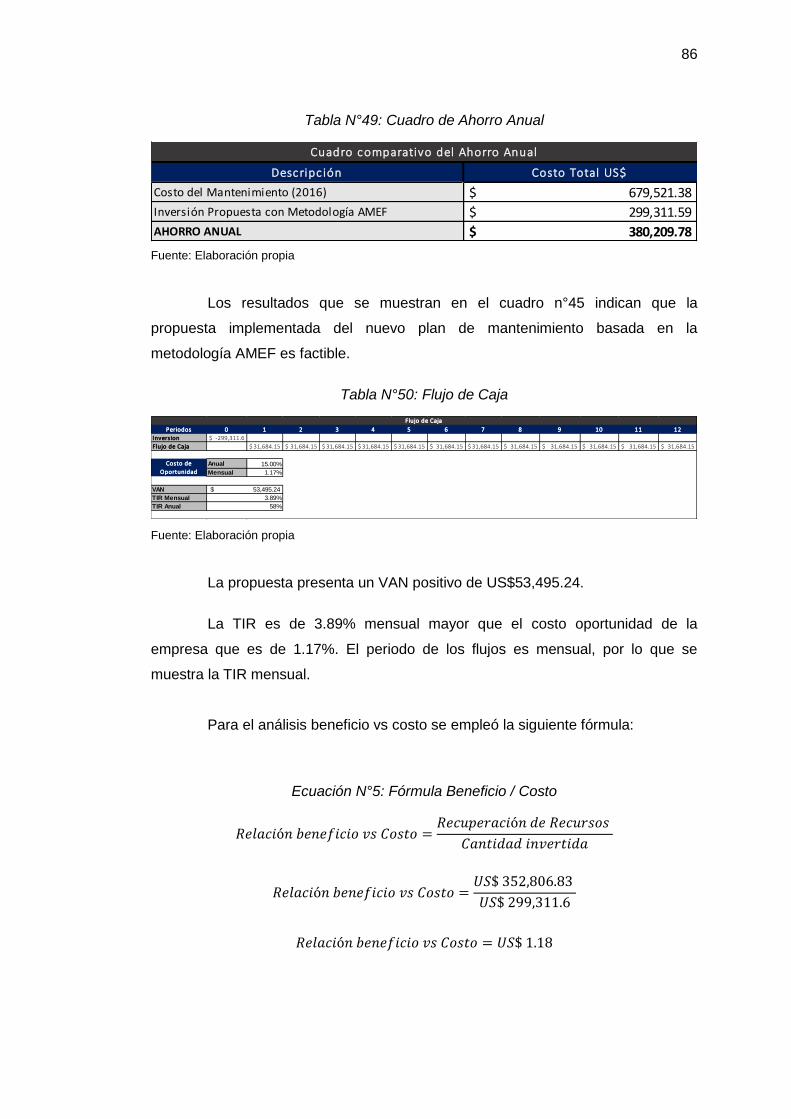
86
Tabla N°49: Cuadro de Ahorro Anual
Fuente: Elaboración propia
Los resultados que se muestran en el cuadro n°45 indican que la
propuesta implementada del nuevo plan de mantenimiento basada en la
metodología AMEF es factible.
Tabla N°50: Flujo de Caja
Fuente: Elaboración propia
La propuesta presenta un VAN positivo de US$53,495.24.
La TIR es de 3.89% mensual mayor que el costo oportunidad de la
empresa que es de 1.17%. El periodo de los flujos es mensual, por lo que se
muestra la TIR mensual.
Para el análisis beneficio vs costo se empleó la siguiente fórmula:
Ecuación N°5: Fórmula Beneficio / Costo
𝑅𝑒𝑙𝑎𝑐𝑖ó𝑛 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑣𝑠 𝐶𝑜𝑠𝑡𝑜 =𝑅𝑒𝑐𝑢𝑝𝑒𝑟𝑎𝑐𝑖ó𝑛 𝑑𝑒 𝑅𝑒𝑐𝑢𝑟𝑠𝑜𝑠
𝐶𝑎𝑛𝑡𝑖𝑑𝑎𝑑 𝑖𝑛𝑣𝑒𝑟𝑡𝑖𝑑𝑎
𝑅𝑒𝑙𝑎𝑐𝑖ó𝑛 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑣𝑠 𝐶𝑜𝑠𝑡𝑜 =𝑈𝑆$ 352,806.83
𝑈𝑆$ 299,311.6
𝑅𝑒𝑙𝑎𝑐𝑖ó𝑛 𝑏𝑒𝑛𝑒𝑓𝑖𝑐𝑖𝑜 𝑣𝑠 𝐶𝑜𝑠𝑡𝑜 = 𝑈𝑆$ 1.18
Descripc ión Costo Total US$
Costo del Mantenimiento (2016) 679,521.38$
Inversión Propuesta con Metodología AMEF 299,311.59$
AHORRO ANUAL 380,209.78$
Cuadro comparativo del Ahorro Anual
Periodos 0 1 2 3 4 5 6 7 8 9 10 11 12
Inversion -299,311.6$
Flujo de Caja -299,311.6$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$ 31,684.15$
Anual 15.00%
Mensual 1.17%
VAN
TIR Mensual
TIR Anual
Flujo de Caja
Costo de
Oportunidad
53,495.24$
3.89%
58%
87
Por cada dólar invertido la empresa gana US$1.18 dólares, lo que expresa ser un
valor positivo para la nueva propuesta.
DISCUSIÓN
Durante el desarrollo de la investigación se pudo analizar que mucho de los
retrasos que ocasionaron la parada de maquina es por falta de repuestos por lo que
el tiempo de inoperatividad afectaba a la producción. Como se corrobora tanto en
las investigaciones de Bautista y Rivero 2011 e Ymbertis 2015 es fundamental
asegurar el buen funcionamiento de los equipos reduciendo el tiempo de paradas
imprevistas una de estas medidas es contar con stock de los kits para
mantenimiento preventivo de las excavadoras.
Existen diferentes técnicas para mejorar las gestiones de mantenimiento,
En muchas investigaciones como Calizaya 2012, se utiliza la técnica TPM que se
basa en mantenimiento para eliminar perdida en la producción de los equipos y que
los equipos operen en su máxima capacidad. Si bien es una técnica factible para el
objetivo de esta tesis, no se empleó debido a que se debe capacitar a todo el
personal involucrado en las tareas de mantenimiento y crear una nueva cultura
corporativa en la gestión de maquinarias por lo cual lleva a un mayor costo y
tiempo, en cambio se optó por contratar personal capacitado, monitorear las
funciones que delegaba el personal y hacer un estudio del equipo de las fallas más
recurrentes.
Así también es muy importante que la información con la que se cuenta
sea de fácil acceso y auténtica, ya que la data incorrecta ingresada al sistema
puede ser la causa de una mala gestión de mantenimiento y la falla del sistema por
lo que se debe realizar un constante monitoreo de los equipos con los ingenieros
encargados. Las investigaciones como Calizaya 2012, Tasayco 2015 y otras; que
realizan estudios para mejorar las gestiones de mantenimiento, utilizan la base de
datos histórica para ver las condiciones en la que se encuentra la empresa, en este
sentido es de gran ayuda utilizar un sistema que ayude almacenar esta información
para implementar nuevas gestiones y poder tomar una mejor decisión en lo que se
desea realizar.
88
CONCLUSIONES
La propuesta de mejora para la gestión de mantenimiento basada en la
metodología AMEF para excavadoras es una guía para desarrollar nuevos planes
de mejora y técnicas en otros equipos de la empresa. Los resultados obtenidos con
el análisis mejoro la disponibilidad operativa de las excavadoras
Los resultados de tiempo promedio entre fallas (MTBF) mejoraron con
respecto al 2016, a tan solo julio del 2017 ya se tiene 147 horas trabajadas de una
meta de 150 horas para este año.
El ratio de costo de mantenimiento preventivo para el 2017 es de US$4.43
dólares por hora trabajada que equivale a US$1.44 más que el año anterior; sin
embargo, se pretende reducir los tiempos de paradas imprevistas por
mantenimiento correctivo. El resultado obtenido para este año es de tan solo 30%
de lo invertido el año pasado lo que indica una reducción notable en costo de
mantenimiento correctivo.
Con respecto a los resultados de disponibilidad operativa (KPI) se obtuvo
que en año 2016 fue de 85% y para el 2017 de 94% lo cual indica un crecimiento de
8% llegando a la meta de operatividad >90% para este año.
Para el año 2017 el porcentaje de ganancia es mayor al 2016, con un
equivalente US$186,337 dólares por lo que se concluye que este año hay una
mejor gestión de mantenimiento de las excavadoras.
Con la aplicación del RCM se logró una mejor gestión de mantenimiento lo
que garantiza un mayor confiabilidad y disponibilidad en los equipos.
Se estima que con implementación de la metodología AMEF las
excavadoras tengan un ahorro anual de aproximadamente US$ 206,097.
Finalmente, se afirma que implementar el nuevo plan de mantenimiento
reducirá los tiempos de inoperatividad, aumentará la capacidad de producción y
cumplirá con las expectativas del cliente. Así mismo, el análisis económico de la
propuesta indica que el nuevo plan de mantenimiento es rentable.
89
RECOMENDACIONES
Se recomienda realizar seguimiento a las actividades de mantenimiento y
cumplimiento de las mismas para garantizar el logro del programa ya que la omisión
de un mantenimiento preventivo implicara un mayor costo por mantenimiento
correctivo y para imprevista.
Se recomienda que la metodología AMEF sea implementada a otros
equipos críticos para mejora los indicadores de la gerencia de equipos y tener una
mayor competitividad
Se recomienda realizar auditorías en las áreas involucradas para que la
información brindada cargada en el sistema sea verídica y que las decisiones
tomadas por los responsables de equipos vayan acorde a la situación real de los
equipos.
Es indispensable realizar un adecuado monitoreo a los equipos para que
cuando estos cumplan sus horas operadas se cuente con los recursos y materiales
deseados en el lugar que se realizara el mantenimiento. La previa planificación y
autorización de los ingenieros disminuyen el tiempo de parada de los equipos.
Finalmente se recomienda seguir monitoreando las fallas más recurrentes
en el sistema de excavadoras para mejorar el plan de mantenimiento cada año
ingresando las ordenes de trabajo realizado en el sistema y poder hacer un análisis
cada periodo de tiempo, con esta metodología se vieron cambios notables a tan
solo mitad del año en la cual la empresa mejoro su nivel de producción e
indicadores de disponibilidad.
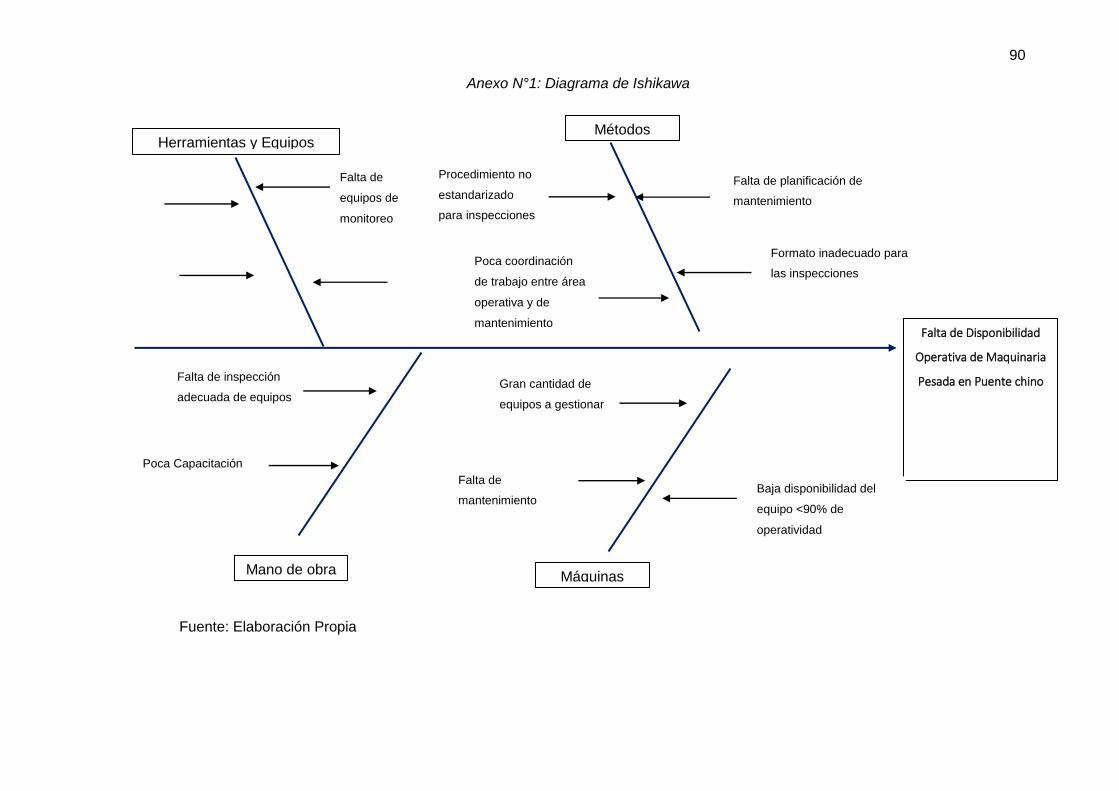
90
Fuente: Elaboración Propia
Herramientas y Equipos Métodos
Mano de obra Máquinas
Falta de Disponibilidad
Operativa de Maquinaria
Pesada en Puente chino Falta de inspección
adecuada de equipos
Poca Capacitación
Formato inadecuado para
las inspecciones
Falta de
equipos de
monitoreo
Falta de planificación de
mantenimiento
Poca coordinación
de trabajo entre área
operativa y de
mantenimiento
Baja disponibilidad del
equipo <90% de
operatividad
Gran cantidad de
equipos a gestionar
Procedimiento no
estandarizado
para inspecciones
Falta de
mantenimiento
Anexo N°1: Diagrama de Ishikawa
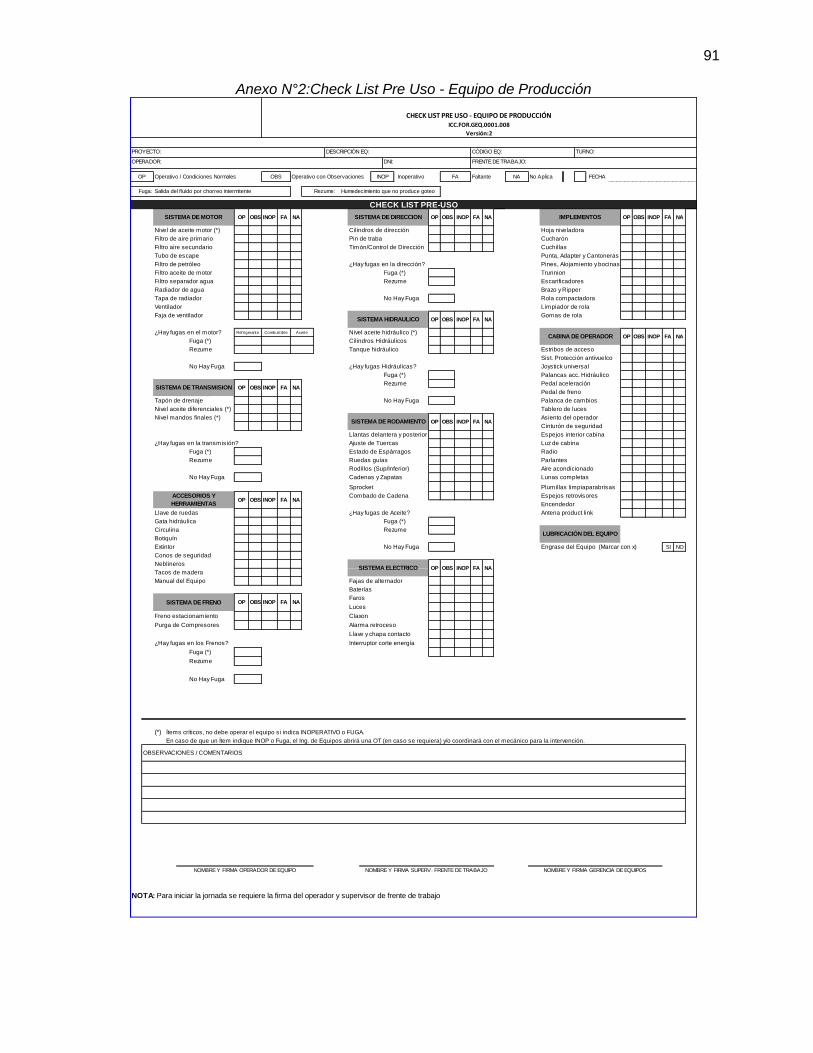
91
Anexo N°2:Check List Pre Uso - Equipo de Producción
Nivel de aceite motor (*) Cilindros de dirección Hoja niveladora
Filtro de aire primario Pin de traba Cucharón
Filtro aire secundario Timón/Control de Dirección Cuchillas
Tubo de escape Punta, Adapter y Cantoneras
Filtro de petróleo ¿Hay fugas en la dirección? Pines, Alojamiento y bocinas
Filtro aceite de motor Fuga (*) Trunnion
Filtro separador agua Rezume Escarificadores
Radiador de agua Brazo y Ripper
Tapa de radiador No Hay Fuga Rola compactadora
Ventilador Limpiador de rola
Faja de ventilador Gomas de rola
¿Hay fugas en el motor? Nivel aceite hidráulico (*)
Fuga (*) Cilindros Hidráulicos
Rezume Tanque hidráulico Estribos de acceso
Sist. Protección antivuelco
No Hay Fuga ¿Hay fugas Hidráulicas? Joystick universal
Fuga (*) Palancas acc. Hidráulico
Rezume Pedal aceleración
Pedal de freno
Tapón de drenaje No Hay Fuga Palanca de cambios
Nivel aceite diferenciales (*) Tablero de luces
Nivel mandos finales (*) Asiento del operador
Cinturón de seguridad
Llantas delantera y posterior Espejos interior cabina
¿Hay fugas en la transmisión? Ajuste de Tuercas Luz de cabina
Fuga (*) Estado de Espárragos Radio
Rezume Ruedas guías Parlantes
Rodillos (Sup/Inferior) Aire acondicionado
No Hay Fuga Cadenas y Zapatas Lunas completas
Sprocket Plumillas limpiaparabrisas
Combado de Cadena Espejos retrovisores
Encendedor
Llave de ruedas ¿Hay fugas de Aceite? Antena product link
Gata hidráulica Fuga (*)
Circulina Rezume
Botiquín
Extintor No Hay Fuga Engrase del Equipo (Marcar con x) SI NO
Conos de seguridad
Neblineros
Tacos de madera
Manual del Equipo Fajas de alternador
Baterías
Faros
Luces
Freno estacionamiento Claxon
Purga de Compresores Alarma retroceso
Llave y chapa contacto
¿Hay fugas en los Frenos? Interruptor corte energía
Fuga (*)
Rezume
No Hay Fuga
(*) Ítems críticos, no debe operar el equipo si indica INOPERATIVO o FUGA.
En caso de que un Ítem indique INOP o Fuga, el Ing. de Equipos abrirá una OT (en caso se requiera) y/o coordinará con el mecánico para la intervención.
NOTA: Para iniciar la jornada se requiere la firma del operador y supervisor de frente de trabajo
CHECK LIST PRE USO - EQUIPO DE PRODUCCIÓNICC.FOR.GEQ.0001.008
Versión:2
NOMBRE Y FIRMA OPERADOR DE EQUIPO NOMBRE Y FIRMA SUPERV. FRENTE DE TRABAJO NOMBRE Y FIRMA GERENCIA DE EQUIPOS
NASISTEMA ELECTRICO OP INOP
OBS
OBSERVACIONES / COMENTARIOS
OP
OBS
OBS
OBS
Refrigerante Combust ible Aceite
OP OBS INOP FA NASISTEMA HIDRAULICO
FA Faltante NA No Aplica
CHECK LIST PRE-USO
IMPLEMENTOS OP INOP FA NASISTEMA DE DIRECCION NA OBS
PROYECTO: DESCRIPCIÓN EQ: CÓDIGO EQ: TURNO:
OPERADOR: DNI: FRENTE DE TRABAJO:
NASISTEMA DE MOTOR OP INOP FA
OP Operativo / Condiciones Normales OBS Operativo con Observaciones INOP
OBS
FECHA
Fuga: Salida del f luido por chorreo intermitente Rezume: Humedecimiento que no produce goteo
Inoperativo
INOP FAOBS
FAINOP
FAINOP
OP INOP FA
OP
NA
SISTEMA DE TRANSMISION OP
NACABINA DE OPERADOR OP
SISTEMA DE FRENO
SISTEMA DE RODAMIENTO
NA
OBS FA
INOP FA NA
NAOBS
LUBRICACIÓN DEL EQUIPO
INOP FA
ACCESORIOS Y
HERRAMIENTASOP
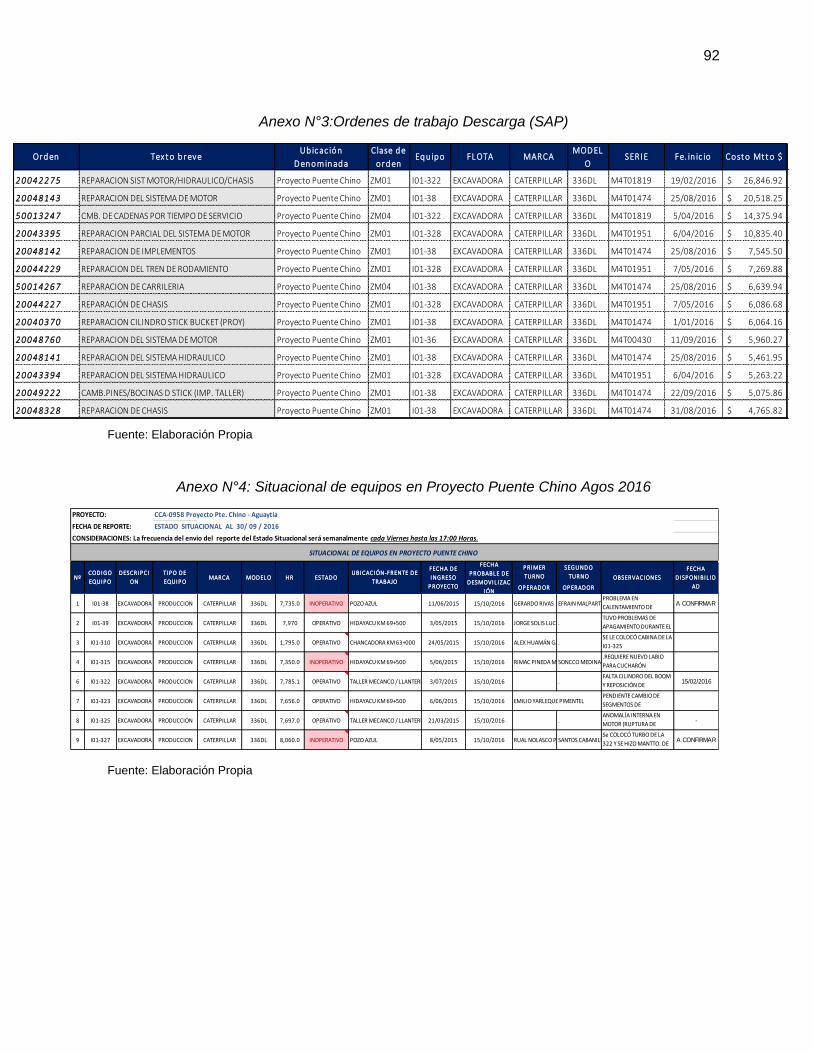
92
Anexo N°3:Ordenes de trabajo Descarga (SAP)
Fuente: Elaboración Propia
Anexo N°4: Situacional de equipos en Proyecto Puente Chino Agos 2016
Fuente: Elaboración Propia
Orden Tex t o breveUb ic ac ión
D enom in ada
Clase de
ordenEqu ipo FL OTA MARCA
MOD EL
OSERI E Fe. in ic io Cost o Mt t o $
2 0 0 4 2 2 7 5 REPARACION SIST MOTOR/HIDRAULICO/CHASIS Proyecto Puente Chino ZM01 I01-322 EXCAVADORA CATERPILLAR 336DL M4T01819 19/02/2016 26,846.92$
2 0 0 4 8 1 4 3 REPARACION DEL SISTEMA DE MOTOR Proyecto Puente Chino ZM01 I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 25/08/2016 20,518.25$
5 0 0 1 3 2 4 7 CMB. DE CADENAS POR TIEMPO DE SERVICIO Proyecto Puente Chino ZM04 I01-322 EXCAVADORA CATERPILLAR 336DL M4T01819 5/04/2016 14,375.94$
2 0 0 4 3 3 9 5 REPARACION PARCIAL DEL SISTEMA DE MOTOR Proyecto Puente Chino ZM01 I01-328 EXCAVADORA CATERPILLAR 336DL M4T01951 6/04/2016 10,835.40$
2 0 0 4 8 1 4 2 REPARACION DE IMPLEMENTOS Proyecto Puente Chino ZM01 I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 25/08/2016 7,545.50$
2 0 0 4 4 2 2 9 REPARACION DEL TREN DE RODAMIENTO Proyecto Puente Chino ZM01 I01-328 EXCAVADORA CATERPILLAR 336DL M4T01951 7/05/2016 7,269.88$
5 0 0 1 4 2 6 7 REPARACION DE CARRILERIA Proyecto Puente Chino ZM04 I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 25/08/2016 6,639.94$
2 0 0 4 4 2 2 7 REPARACIÓN DE CHASIS Proyecto Puente Chino ZM01 I01-328 EXCAVADORA CATERPILLAR 336DL M4T01951 7/05/2016 6,086.68$
2 0 0 4 0 3 7 0 REPARACION CILINDRO STICK BUCKET (PROY) Proyecto Puente Chino ZM01 I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 1/01/2016 6,064.16$
2 0 0 4 8 7 6 0 REPARACION DEL SISTEMA DE MOTOR Proyecto Puente Chino ZM01 I01-36 EXCAVADORA CATERPILLAR 336DL M4T00430 11/09/2016 5,960.27$
2 0 0 4 8 1 4 1 REPARACION DEL SISTEMA HIDRAULICO Proyecto Puente Chino ZM01 I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 25/08/2016 5,461.95$
2 0 0 4 3 3 9 4 REPARACION DEL SISTEMA HIDRAULICO Proyecto Puente Chino ZM01 I01-328 EXCAVADORA CATERPILLAR 336DL M4T01951 6/04/2016 5,263.22$
2 0 0 4 9 2 2 2 CAMB.PINES/BOCINAS D STICK (IMP. TALLER) Proyecto Puente Chino ZM01 I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 22/09/2016 5,075.86$
2 0 0 4 8 3 2 8 REPARACION DE CHASIS Proyecto Puente Chino ZM01 I01-38 EXCAVADORA CATERPILLAR 336DL M4T01474 31/08/2016 4,765.82$
PROYECTO: CCA-0958 Proyecto Pte. Chino - Aguaytia
FECHA DE REPORTE: ESTADO SITUACIONAL AL 30/ 09 / 2016
CONSIDERACIONES: La frecuencia del envio del reporte del Estado Situacional será semanalmente cada Viernes hasta las 17:00 Horas.
P RI MER
TURNO
SEGUND O
TURNO
OP ERAD OR OP ERAD OR
1 I01-38 EXCAVADORA PRODUCCION CATERPILLAR 336DL 7,735.0 INOPERATIVO POZO AZUL 11/06/2015 15/10/2016 GERARDO RIVAS EFRAIN MALPARTIDA PALPAPROBLEMA EN
CALENTAMIENTO DE
SISTEMA HIDRÁULICO
A CONFIRMAR
2 I01-39 EXCAVADORA PRODUCCION CATERPILLAR 336DL 7,970 OPERATIVO HIDAYACU KM 69+500 3/05/2015 15/10/2016 JORGE SOLIS LUCIANO.TUVO PROBLEMAS DE
APAGAMIENTO DURANTE EL
TRABAJO. ESTA OPERANDO 3 I01-310 EXCAVADORA PRODUCCION CATERPILLAR 336DL 1,795.0 OPERATIVO CHANCADORA KM 63+000 24/05/2015 15/10/2016 ALEX HUAMÁN GARCIA.
SE LE COLOCÓ CABINA DE LA
I01-325
4 I01-315 EXCAVADORA PRODUCCION CATERPILLAR 336DL 7,350.0 INOPERATIVO HIDAYACU KM 69+500 5/06/2015 15/10/2016 RIMAC PINEDA MARINOSONCCO MEDINA HERMIS.REQUIERE NUEVO LABIO
PARA CUCHARÓN
6 I01-322 EXCAVADORA PRODUCCION CATERPILLAR 336DL 7,785.1 OPERATIVO TALLER MECANCO / LLANTERIA 3/07/2015 15/10/2016 .FALTA CILINDRO DEL BOOM
Y REPOSICIÓN DE
COMPONENTES PRESTADO A
15/02/2016
7 I01-323 EXCAVADORA PRODUCCION CATERPILLAR 336DL 7,656.0 OPERATIVO HIDAYACU KM 69+500 6/06/2015 15/10/2016 EMILIO YARLEQUE PIMENTELPENDIENTE CAMBIO DE
SEGMENTOS DE
TORNAMESA.8 I01-325 EXCAVADORA PRODUCCION CATERPILLAR 336DL 7,697.0 OPERATIVO TALLER MECANCO / LLANTERIA 21/03/2015 15/10/2016 .
ANOMALÍA INTERNA EN
MOTOR (RUPTURA DE
VARILLA DE BALANCÍN). A
-
9 I01-327 EXCAVADORA PRODUCCION CATERPILLAR 336DL 8,060.0 INOPERATIVO POZO AZUL 8/05/2015 15/10/2016 RUAL NOLASCO PAYPAYSANTOS CABANILLAS Se COLOCÓ TURBO DE LA
322 Y SE HIZO MANTTO. DE
PANEL INTERCOOLER. EN
A CONFIRMAR
FECHA
D I SP ONI BI L I D
AD
SITUACIONAL DE EQUIPOS EN PROYECTO PUENTE CHINO
FECHA D E
I NGRESO
P ROYECTO
ESTAD OUBI CACI ÓN-FRENTE D E
TRABAJO
FECHA
P ROBABL E D E
D ESMOVI L I ZAC
I ÓN
OBSERVACI ONESD ESCRI P CI
ON
TI P O D E
EQUI P OMARCA MOD EL O HRNº
COD I GO
EQUI P O
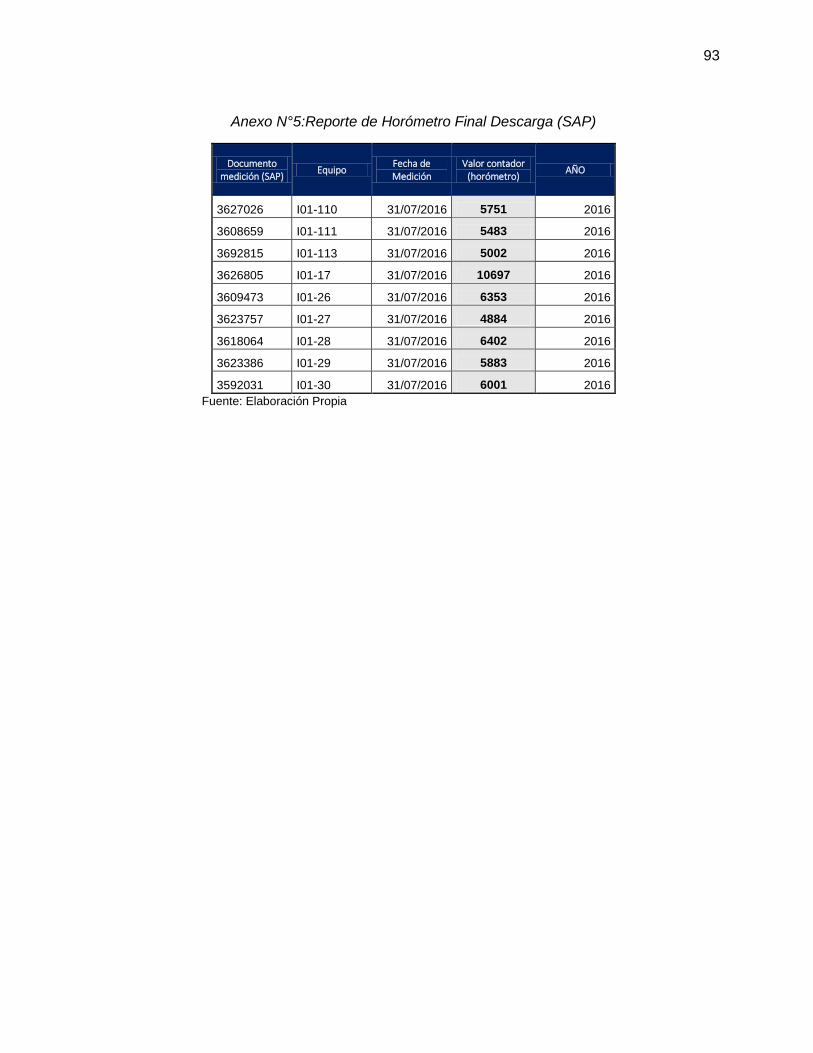
93
Anexo N°5:Reporte de Horómetro Final Descarga (SAP)
Documento medición (SAP)
Equipo Fecha de Medición
Valor contador (horómetro)
AÑO
3627026 I01-110 31/07/2016 5751 2016
3608659 I01-111 31/07/2016 5483 2016
3692815 I01-113 31/07/2016 5002 2016
3626805 I01-17 31/07/2016 10697 2016
3609473 I01-26 31/07/2016 6353 2016
3623757 I01-27 31/07/2016 4884 2016
3618064 I01-28 31/07/2016 6402 2016
3623386 I01-29 31/07/2016 5883 2016
3592031 I01-30 31/07/2016 6001 2016
Fuente: Elaboración Propia
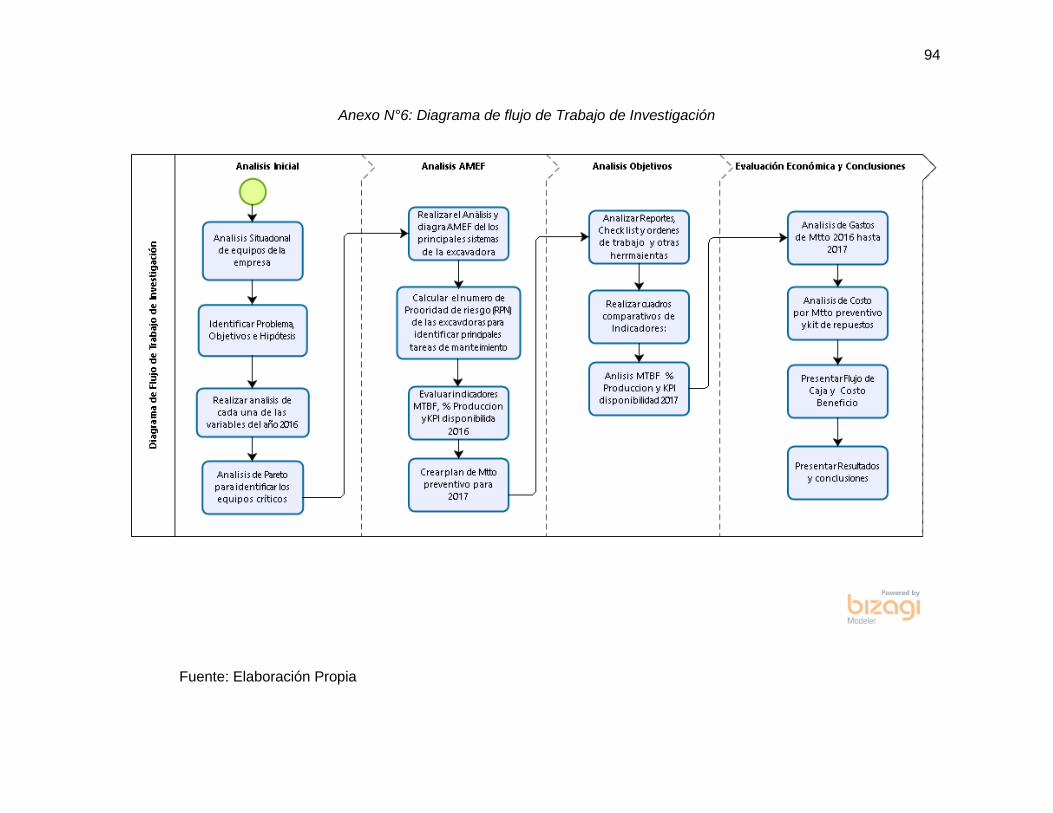
94
Anexo N°6: Diagrama de flujo de Trabajo de Investigación
Fuente: Elaboración Propia
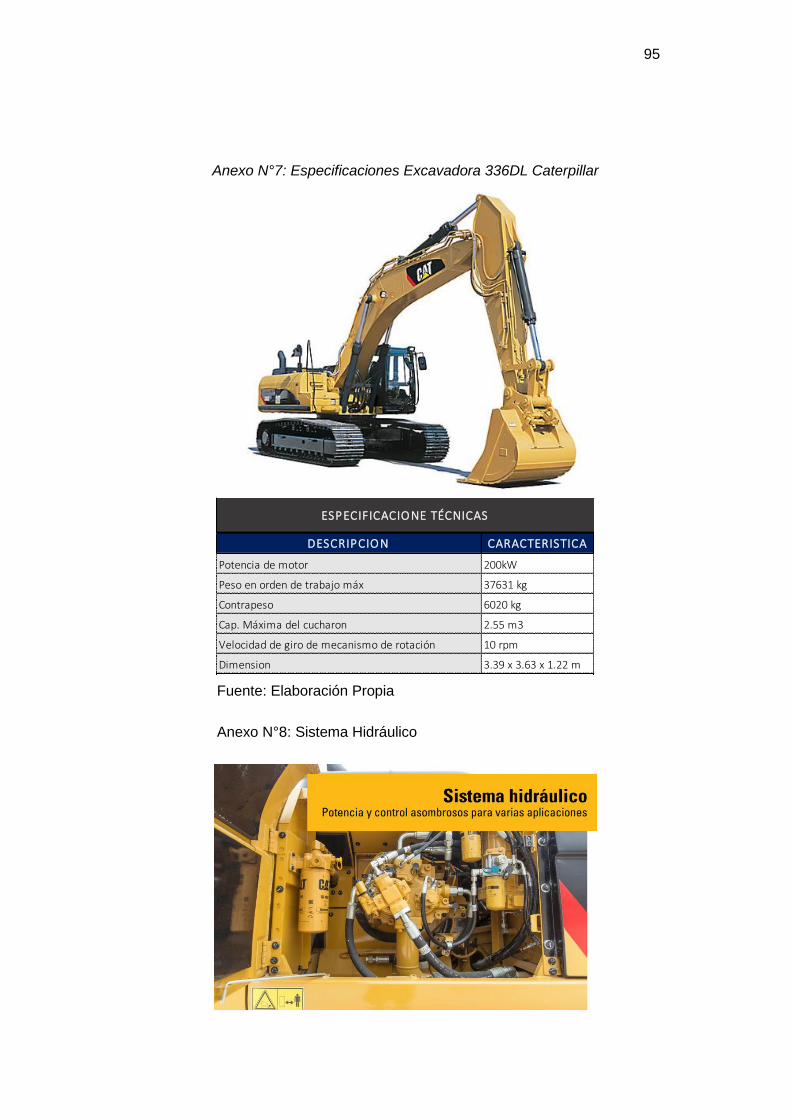
95
Anexo N°7: Especificaciones Excavadora 336DL Caterpillar
Fuente: Elaboración Propia
Anexo N°8: Sistema Hidráulico
DESCRIPCION CARACTERISTICA
Potencia de motor 200kW
Peso en orden de trabajo máx 37631 kg
Contrapeso 6020 kg
Cap. Máxima del cucharon 2.55 m3
Velocidad de giro de mecanismo de rotación 10 rpm
Dimension 3.39 x 3.63 x 1.22 m
ESPECIFICACIONE TÉCNICAS

96
Fuente: Anónimo (2017). Manual Excavadoras Ferreyros CAT. Recuperado de:
https://www.ferreyros.com.pe/productos/repuestos-caterpillar
Anexo N°9: Sistema de Motor
Fuente: Anónimo (2017). Manual Excavadoras Ferreyros CAT. Recuperado de:
https://www.ferreyros.com.pe/productos/repuestos-caterpillar
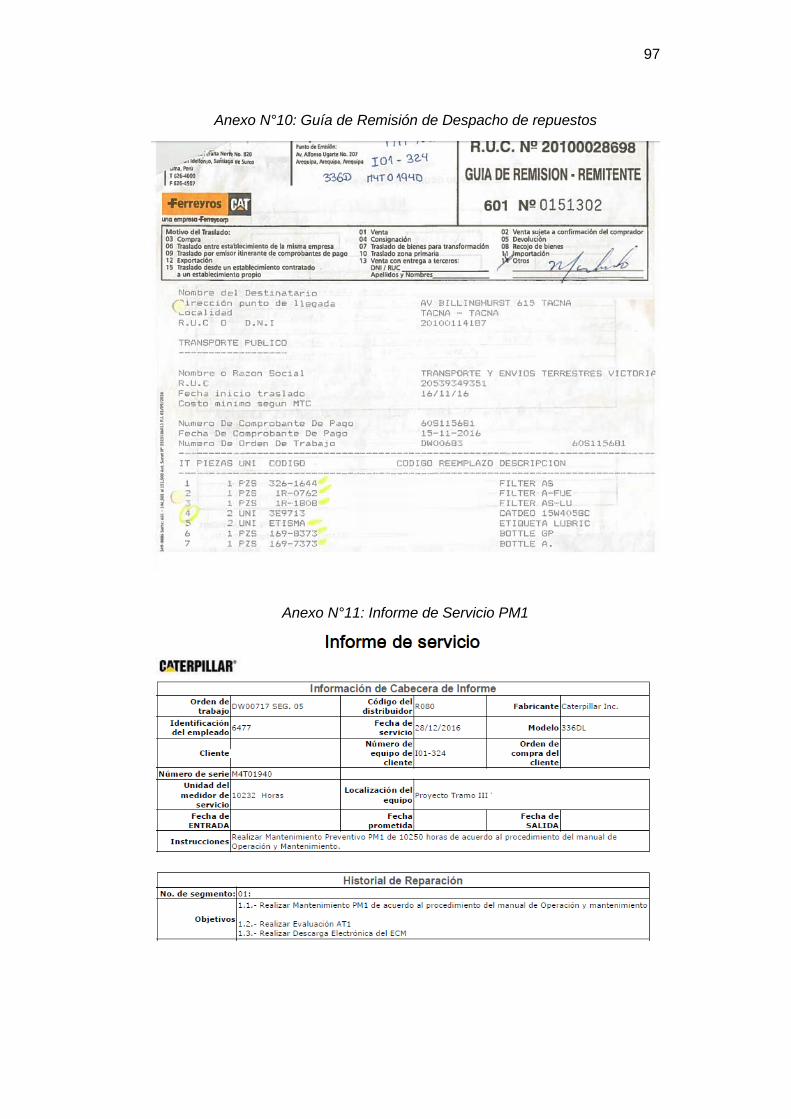
97
Anexo N°10: Guía de Remisión de Despacho de repuestos
Anexo N°11: Informe de Servicio PM1
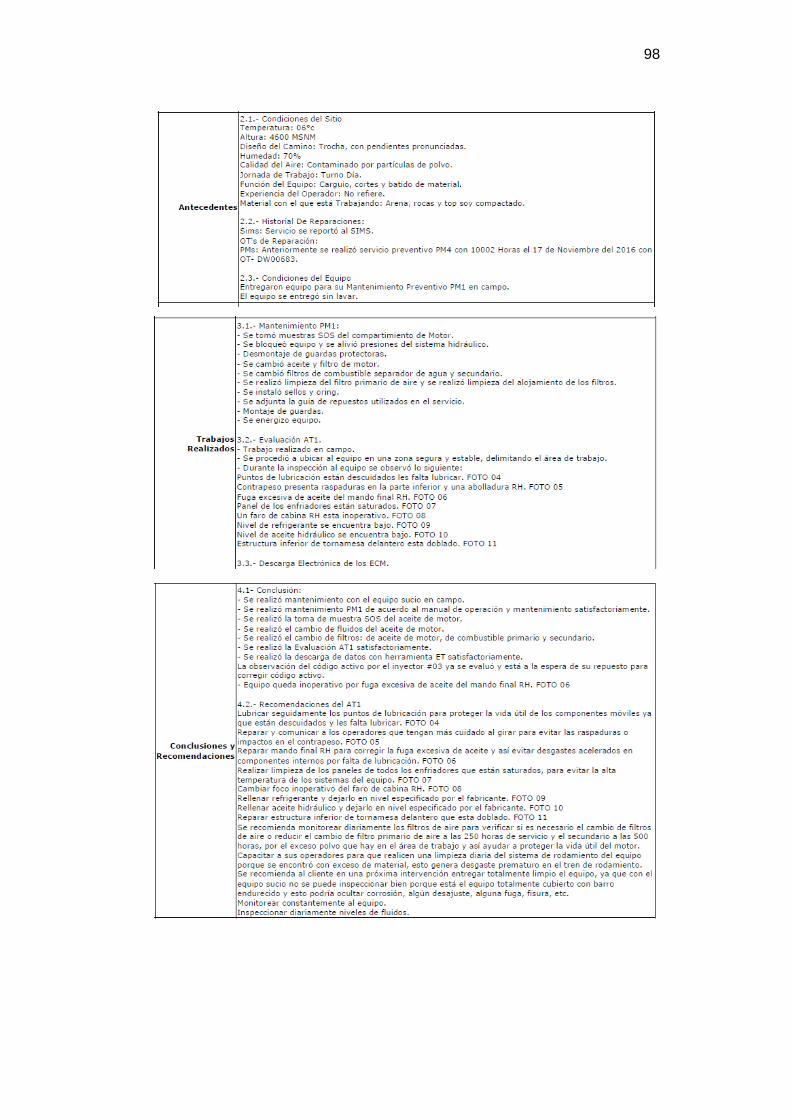
98
99
Anexo N°12: Figuras de servicio PM1
Anexo N°13: Pruebas de cambio de filtro aceite motor
Anexo N°14: Tareas de lubricación en excavadora
100
Anexo N°15: Tareas de Mtto. Correctivo por abolladuras
Anexo N°16: Tareas de Mtto Correctivo por fuga aceite
Anexo N°17: Tareas de Mtto bajo nivel de aceite
101
BIBLIOGRAFÍA
Altman, C. (2005). El análisis de aceite como herramienta del Mantenimiento.
Uruguay: Congreso uruguar de Mantenimiento.
Bautista, E., & Riveros, P. (2011). Propuesta de transformación lean para el proceso
de mantenimiento de equipos en una mediana minera. Lima: Repositorio
Académico UPC.
Cabrera, G. J. (2015). Análisis y mejora de la capacidad de atención de servicio de
mantenimiento periódico en un concesionario automotriz. Lima: Tesis PUCP.
Cárcel, F. J. (2013). Principios básicos de la Gestión del Conocimiento y su aplicación
a la empresa industrial en sus actividades tácticas de mantenimiento y
explotación operativa: Un estudio cualitativo. Intangible Capital, 91-125.
Chávez Salinas, J. J. (2013). Propuesta de Mejora en la Gestión de Inventarios e
Implementación de un Sistema CPFR en una Industria de Industria de
Panificacion Industrial. Lima: Tesis PUCP.
Deshpande, V., & Mahant, P. (2013). Application of reliability centred maintenance
methodology to develop maintenance program for a heavy duty hydraulic
stretching machine. Australian Journal Of Multi-Disciplinary Engineering.
Australian Journal Of Multi-Diciplinary engineering, 177-184.
Elida, J. (2010). Gestion de Mantenimiento de Equipos en Proyectos de movimiento
de Tierras. Lima: Tesis Ing Nacional de Ingenieria.
Elliott, M. (2000). Reliability-Centered Maintenance . IIEE Solutions, 32-42.
Fernando F. Espinosa, G. E. (2011). Jerarquización del Reemplazo de Equipos
Productivos de acuerdo al nivel de cumplimiento de los Objetivos de la
empresa. Talca: Información Tecnológica.
Gutierrez, H. E. (2014). Calidad y Productividad. Santa Fe: McGraw-Hill
Interamericana.
Jordán Bassante, A. F. (2013). Organización y Gestión del Mantenimiento en los
Equipos de la Empresa de Ingeniería de Maquinaria (INGEMAQ). Obtenido de
Repositorio Institucional de la Escuela Superior Politécnica de Chimborazo:
http://dspace.espoch.edu.ec/handle/123456789/2402
Martínez, C. (2017). Proponer una gestión de mantenimiento para todos los equipos
de línea amarilla de una empresa que brinda servicio en alquiler de
102
maquinaria. Obtenido de Repositorio académico UPC:
http://hdl.handle.net/10757/600661
Martínez, C., & Ymbertis , J. (2017). Propuesta de mejora de un sistema de gestión
de mantenimiento en los equipos de generación de vapor en una empresa
que produce lubricantes automotrices e industriales. Obtenido de
Repositorio Académico UPC: http://hdl.handle.net/10757/582062
Moubray, J. (1997). Realibility Centered Maintenance. New York: Industrial Press
Inc.
Pittman, E. M. (2016). Diseño de un sistema de gestion de mantenimiento para flota
de concretos. Lima: Repositorio Académico UPC.
Quinde Rangel, R. L. (2011). Diseño de un sistema de gestion de mantenimiento
para una empresa constructora que se dedica a la elaboración de vias
lastradas en la provincia del Guayas. Obtenido de Tesis de Grado - FIMCP:
http://www.dspace.espol.edu.ec/bitstream/123456789/19140/1/D-
91752.pdf
Ruiz Pinzón, J. D. (2013). Implementación de un programa de mantenimiento
preventivo para la maquinaria pesada de la Empresa Inverglobal INC LTDA.
Obtenido de Repositorio Institucional UPB:
https://repository.upb.edu.co/bitstream/handle/20.500.11912/500/digital_
17627.pdf?sequence=1&isAllowed=y
Salinas, J. J. (2013). Propuesta de Mejora en la Gestión de Inventarios e
Implementación de un Sistema CPFR en una Industria de Panificacion
Industrial. Lima: Tesis PUCP.
Tasayco, G. (2015). Analisis y mejora de la capacidad de atención de un servicio de
mantenimiento periódico en un concesionario automotriz. Lima: Tesis PUCP.
Tavares, L. A. (2014). Administración Moderna de Mantenimiento. Brasil: Novo Polo.
Viveros, P. S. (2013). Propuesta de un modelo de gestión de mantenimiento y sus
principales herramientas de apoyo. Revista Chilena De Ingeniería, 125-138.
Yliquin, J. M. (2014). Plan de Mejora para mejorar la disponibilad de equipos
pesados de la empresa Obrainsa. Callao: Ibero Latin.
Zanazzi, J. L. (2010). Procesos DRV: La tomada de decisiones como entrenamiento
para equipos de trabajo . Revista Ingeniería Industrial,, 53-66.





























